Три части уже написаны, по вечерам буду выкладывать.
Остальное буду добавлять по мере написания.
Тех, у кого есть что сказать о самодельном изготовлении прессов, прошу присоединяться и написать мне на почту akma58@yandex.ru
Часть первая
ВВЕДЕНИЕ
Одну простую сказку,
А может и не сказку,
А может - не простую
Хочу вам рассказать:
(с) мультфильм 'Пластилиновая ворона'
Идея написать о конструировании самодельных прессов появилась давно.
Ещё древние римляне знали : docendo discimus. Учим других - значит учимся сами.
Собственно, много чего на эту тему было написано как мной, так и вполне компетентными в металлообработке участниками данной конференции.
Оставалось только суммировать написанное, и опубликовать.
И я этим делом понемногу занимался.
Но окончательно желание написать на эту тему сформировалось после того, как на почту я стал получать письма с вопросами о том, почему прессы нашего производства стоят дороже, чем китайские силуминовые.
Наглядный пример этого был совсем недавно в одной из тем тут, на Ганзе.
68korotkov
Я больше чем уверен сделать пресс на заводе стоит 2500-3000 руб (кусок стали 15 кг) + 30 % пресс должен стоять 5000 максимум + качество вот это здоровая конкуренция продажи были бы тысячими и разговора про американские пресса не было бы.
После такого вопроса обычно следуют рассуждения из разряда 'сколько стоит килограмм металла, который обработали всего лишь токарь и фрезеровщик'.
Читая эти письма, делаю вывод о том, что написавшие их не совсем представляют себе, как работает современное производство изделий из металла. Вернее сказать, совсем не представляют.
Так вот, для того, чтобы изготовить какую-то деталь, например из стали, надо, что бы кто-то для начала эту сталь привез на завод.
То есть, уже имеем водителя грузовика и снабженца. А привезённый металл нужно разгрузить на склад.
Можно, конечно, и прямо в цеху его кучей свалить с самосвала. Так ведь украдут тогда половину, если под замком не держать.
Соответственно, нужны грузчики, крановщик и кладовщик.
Мне могут сразу возразить - зачем столько народу?
Ну, в общем-то да: Можно нанять одного машиниста крана со знанием основ бухгалтерского учёта и хорошим пользовательским уровнем в программе 1С, поскольку складской (как и весь бухгалтерский) учёт в нашей стране на подавляющем большинстве производств ведётся именно в этой программе.
Вы такого знаете? Пришлите нам его резюме, мы обязательно возьмём его на работу.
И в грузчики можно взять пару гастарбайтеров.
Только тут всё ещё хуже, поскольку работа с тяжёлыми грузами весьма травмоопасна.
Кроме того, груз, который поднимается, перемещается и опускается краном, надо знать, как на этот кран повесить.
А это - работа не просто носильщика-подтаскуна, а квалифицированного рабочего - стропальщика, труд которого стоит существенно дороже.
Про то, какие могут быть последствия, если, упаси боже, груз упадёт из-за неправильного/неграмотного крепления, даже думать не хочется: Свят-свят-свят:
Так что грузчики (несколько), крановщик (один штук, как минимум) и кладовщик (один штук, как минимум) нужны - никуда не денешься.
Так же в грузовик нужно залить бензин, либо солярку.
Горючее этот грузовик лопает не меньше 40 литров на 100 км. Причем, без разницы, едет он гружёным или пустым, а 40 литров на "сотню" отдай.
А "каблук" или "газельку" какую на металлобазу не пошлёшь, потому, как металл - он тяжелый и большими кусками продаётся.
Деталь, которую мы будем изготавливать, надо изобразить в виде чертежа с указанием размеров и квалитетов.
Это работа конструктора. Затем с чертежом работает технолог, задача которого расписать для рабочего техпроцесс изготовления детали с разбивкой на отдельные технологические операции.
Работники эти - тема отдельного разговора. Интеллигенция, высшее образование, запросы: Но и без них - никуда. Без них металлообрабатывающее производство не работает.
Как паровоз без воды.
Это если деталь изготавливается на обычных станках, без программного управления.
Если же работаем на станках с ЧПУ, ещё нужен программист, который создаст трёхмерную модель детали и сгенерирует G-код для станка.
И потом ещё будет долго 'вылизывать' этот код, вычищая его от ошибок при создании модели и косяков работы программ типа Mastercam и прочих ArtCAM-ов.
И это не толстопузый "манагер", гоняющий половину рабочего дня на компьютере "танчеГи", а высоколобый интеллектуал с ноутбуком в совершенстве знающий языки программирования и техпроцесс данного предприятия. И хорошо оплачиваемый.
Далее.
Ещё кто-то должен:
- Обслуживать и ремонтировать тот же токарный станок (можно самого токаря/фрезеровщика попробовать заставить, но вряд ли получится - он токарь, а не слесарь);
- Убирать и вывозить из цеха стружку (вот тут можно сэкономить и неквалифицированных гастарбайтеров применить);
- Обслуживать электрооборудование и крановое хозяйство (можно попробовать заставить крановщика, но - см. про токаря);
- Затачивать свёрла, резцы и фрезы с развёртками. Свёрла и резцы конечно и сам токарь заточит как-нибудь, а вот с фрезами и развёртками беда - тут квалифицированный специалист нужен.
Всё это называется обслуживанием производства, даже в бухучёте есть такой отдельный счёт - 'Обслуживающие производства и хозяйства'.
Можно попытаться раскидать значительную часть этой работы на самих рабочих, выполняющих основные операции.
Только им придётся либо доплачивать (а вся эта работа - это деньги, разумеется), либо пытаться заставить выполнять не основную, не свойственную им работу.
Если платить, то нет экономии, если принуждать, то нет и самих рабочих.
А где взять других? ПТУшников поставить? Или алкашей с не бритыми харями дегенератов? Можно, если материал, станки и т.п. не жалко:
Ну, в общем, я думаю, вы поняли ход моих мыслей по этому вопросу.
Так вот, токарь ещё даже не подошёл к станку, а его работу уже должны обеспечить минимум 12 человек, - это не считая бухгалтерии, мастера или начальника участка.
Но и это ещё далеко не все затраты.
Промышленные металлообрабатывающие станки работают на электричестве (ну, как правило ) и потребляют они его в количествах неимоверных.
И для работы на них нужно купить ещё много чего.
Например, твердосплавные пластины для резцов и тех же насадных развёрток.
Твердосплав, произведённый на территории бывшего СССР, сейчас настолько низкого качества, что приходится покупать изделия фирмы 'Сандвик'.
За много долларов.
А ещё надо платить налоги, оплачивать отопление и воду, покупать масла и смазочно-охлаждающую жидкость.
Готовые изделия надо проверить на соответствие технической документации.
А потом эти изделия(тот же пресс, к примеру) надо, вдобавок, упаковать и отослать получателю.
Причём упаковать - это не просто кинуть в картонную коробку.
Хорошо, когда продаешь за углом. Можно и без упаковки обойтись.
А вот если надо отгрузить туда, где можно встретить белого медведя??
Страна у нас большая и климат у неё, мягко говоря, разный, причём, в основном, суровый.
Часто - просто зверский. Зимой морозы бывают. Порой - сильные.
И снега-метели.
Весной - наводнения, во время которых может и дорогу размыть.
Да и почтовые машины, бывает, что и в кювет с водой опрокидываются.
Поэтому упаковку приходится делать серьёзную, чтобы получателю в результате доставили нужное ему изделие, а не погнутые ржавые железки.
Вот свежий пример, июнь 2017 года:

Упакованный пресс ударили при доставке углом коробки об бетонный пол.
А потом ещё разок добавили, уже шарахнули боком короба.
В результате на одном из рёбер станины был выломан кусок чугуна.
И на этом месте образовалась вмятина.
Она отмечена на фото красным кругом:

Теперь упаковку, которую до этого уже раз 15 перерабатывали и дорабатывали, будем дорабатывать в очередной раз, что бы пофиксить возможность такого повреждения пресса при транспортировке.
Вот и получается, что мало-мальски серьёзное производство в нашей стране - это деньги, деньги, деньги.
И люди, без которых ни одно производство не крутится.
Им тоже нужно платить деньги, чтобы у тех же электриков и бухгалтеров уровень жизни был выше, чем у бездомных бродяг, а их детям было что покушать.
Причем, 'кого попало' к станку не поставишь, - требуются навыки и квалификация. А толковые, да ещё и не пьющие, специалисты - дефицит.
И они это очень хорошо знают. И платить им надо соответственно, гораздо выше, чем бухгалтерам и сантехникам, чтобы у них был стимул хорошо трудиться.
Поверьте мне на слово (а тех, кто сам сталкивался, и убеждать не надо - сами знают) - обеспечение производства всем необходимым для работы обходится дороже самого производства .
Вот поэтому в стоимости готового изделия затраты непосредственно на изготовление этого изделия составляют ничтожно малую величину. Основная масса затрат - так называемые накладные расходы. На ту же бухгалтерию, к примеру.
Это мы просто рассмотрели изготовление каких-то деталей, которые являются всего лишь комплектующими для какого-то конечного изделия, которое планируем выпускать серийно.
А при серийном выпуске сначала надо создать прототип, который готовят минимум два инженера-конструктора.
Они пытаются предугадать последствия упругих деформаций, возникающих при работе механизма и возникающие при этом люфты и зазоры, обусловленные общей жесткостью изделия.
Люфты можно рассчитать, а вот с общей жесткостью сложнее.
Рассчитать ее невозможно.
Можно только определить методом 'тыка' эмпирическим путём. Проще говоря - весьма затратным методом проб и ошибок.
Вот для этого на основе прототипа проектируется и изготавливается опытный образец.
Который долго испытывают и проводят тщательные замеры, проверяя, отвечает ли его точность и жёсткость предъявляемым требованиям.
Если не отвечает, то инженер-конструктор определяет проблемные места и где надо увеличивает прочность изделия, внося изменения и дополнения в конструкторскую документацию.
После чего запускают установочную серию.
Процесс повторяется уже на нескольких образцах.
Такая процедура называется тестированием и внутризаводской доводкой изделия.
Всё это тоже требует денег. И, как правило, - много.
Варианты, когда шустрые ребята лихо пытаются переложить затраты по тестированию и доводке изделия на плечи покупателей (подсовывая им 'сырые' изделия, и потом смываются, кинув покупателей) являются откровенной халтурой, и я их не рассматриваю по определению.
Речь идет про нормальное производство, а не про мелких жуликов.
По этому, если кто то вам обещает изготовит какое то изделие (ну, хотя бы пресс) БЫСТРО, КАЧЕСТВЕННО И ДЁШЕВО можете смело плевать ему в рожу.
Такое не под силу даже работающим за два гамбургера в день китайцам.
А в Европе господа инженеры ещё в 16 веке знали, что из этих трёх компонентов (быстро, качественно. дёшево) выбирать надо что то одно.
Ну, от силы два компонента.
А если во главу угла поставлено качество, то остальные два компонента просто отметаются.
Но я отвлёкся. Продолжаю.
И смотрите, - изделие ещё не начали продавать, а на его создание уже потрачена куча денег.
Тут ещё существенную роль играют объёмы выпускаемой продукции - чем больше серия выпускаемой детали, тем она получается дешевле.
И наоборот.
И вот мы подходим к самому главному - к прессам.
Какой на них спрос и предложение в нашей стране?
Прессы такие выпускает несколько мировых производителей.
Фирмы Харрелл, МЕК, Диллон, Ли, Реддинг, АрСиБиЭс, Форстер.
Причём, каждая фирма выпускает не один пресс, а целую гамму.
Так что предложений - вагон. Достаточно глянуть ветку 'Всё для высокоточной стрельбы'. Только на первой странице насчитаете минимум 10 предложений различных прессов китайского производства.
А спрос на прессы?
Да практически никакого.
К примеру, в 2011 году был запущен в производство компактный бюджетный пресс-75.
По многочисленным просьбам ганзовцев, между прочим, и по вполне демократичной цене.
Так вот, за два года выпуска было реализовано аж целых 19 штук.
А первые наши прессы с револьверной головкой были изготовлены в 2012 году. К концу 2016 года не удалось реализовать даже сотню таких прессов.
В 2013 году была попытка одним ударом закрыть очередь на наши сингловые прессы. Сделали сразу то ли 50, то ли 60 прессов. Их пришлось реализовывать потом почти два года.
Таким образом, получаем следующее - если для массового производства прессов задействовать современное производство, имеющее на вооружении обрабатывающие центры с программным управлением, то такое производство будет не рентабельным.
Потому как для рентабельного использования таких мощностей требуется изготовление изделий в количестве не менее миллиона штук.
Хорошо китайцам - они по всему миру такие прессы продают. В нашей же стране такое количество придется со скрипом реализовывать лет двадцать пять.
Роль тут ещё играет и такой момент - оружейное законодательство в нашей стране особо релоуд не поощряет. Скорее на оборот.
И всегда есть шанс того, что найдется в Госдуме "бабка Непущу", которая вылезет с какой-нибудь запретительной инициативой.
Что тогда делать с кучей наделанных в массовом порядке деталей?
Только в металлолом сдавать.
Хорошо, если в металлолом сдавать придется комплектов 20.
Это не приятно, но терпимо - на уровне стандартного месячного брака чугунного литья, который бывает при массовом производстве.
А вот если сдать в металлолом тысячу таких комплектов?
Так что массовое производство таких изделий в нашей стране всегда будет делом не только затратным, но и рискованным - производитель может попасть на серьёзные деньги в случае принятия запретительных законов.
Следовательно, остаётся только мелкое и, следовательно, дорогое производство, типа инструментальных цехов заводов или же частные фирмы, возникшие на обломках рухнувших советских заводов.
Причем, и в этом случае производство этих 'прессиков' не может рассматриваться, как основное, потому, что при таком спросе на прессы работники этих производств ноги протянут с голоду, если зарабатывать на жизнь только выпуском прессов.
Конечно,и в этих, кустарных условиях можно попробовать тягаться с китайцами, как это планировал Антинато.
Только придется в этом случае изготавливать изделие такого ужасного качества, которое будет ещё хуже китайских силуминовых прессов.
Причём, если китайцы отливают основные детали из лёгкого сплава (и не тратятся на последующую мехобработку), то попытки "грызть" станины из стали весьма трудозатратны.
Проблема тут ещё в том, что пресс - точное изделие. При кажущейся внешней простоте, пресс имеет много технологических 'заморочек', которые вылезают при серийном производстве.
Но про 'заморочки' поговорим позднее.
Сейчас же скажу только одно - если бы мне в 2010 году кто- то рассказал, сколько для выпуска прессов придется изготовить одной только сложной и дорогой оснастки, я бы отказался от выпуска этих изделий.
В этом месте читатель вправе задать вопрос - а собственно, для чего написан весь этот текст? Зачем этот 'плач Ярославны' в жилетку форума?
Вопрос правильный. Отвечаю.
Написано это исключительно для иллюстрации того, что любая металлообработка - штука дорогая.
Удешевить её можно например, за счёт использования литья. Но это то же приличный гиморой, со своими заморочками.
Таким образом, изготовленный на серьёзном производстве методом мехобработки пресс не может стоить дешевле 12000 рублей. Всё, что предлагается дешевле, будет откровенной халтурой.
А вот когда этот момент осознаётся, возникает другой вопрос - а как удешевить изготовление того же пресса?
Ответ на этот вопрос, в общем-то, прост - надо сделать пресс самому.
В этом случае сразу отметаются все накладные расходы. А свой труд семейный бюджет не опустошает.
Сразу скажу, что не каждый сможет это сделать.
Не каждому дано работать с металлом, а из тех, кому дано - не всем интересно с этим металлом работать.
Кроме того, в любом случае нужно иметь место, где заниматься изготовлением пресса.
Изготовление пресса на кухне малогабаритной квартиры закончится конфликтом с соседями и домочадцами - жены такой слесарный "срам" не любят.
Так что надо иметь хотя бы гараж.
А ещё нужен инструмент, та же сварка и оснастка для резки металла.
Да и токарный станок не помешает.
В общем, то, что я в дальнейшем напишу, будет написано для тех, кто самостоятельно может нарезать резьбу, умеет отрезать 'болгаркой' кусок металла и сварить электросваркой две железки.
Впрочем, познавательно будет и для тех, кто планирует приобрести пресс. Для более осознанного выбора.
В начале планирую рассказать про отдельные элементы, входящие в конструкцию прессов.
И в завершении - краткое описание нескольких прессов, как заводского изготовления, так и самодельных.
Тут уместно будет сразу ответить любителям просить у меня чертежи прессов.
Мотивы у таких просителей примерно одинаковые:
- человек работает на каком-то производстве, имеющем станки;
- имеется родственник, имеющий доступ к станкам;
- имеется знакомый токарь "дядя Вася -золотые ручки", способный выточить всё, что угодно за бутылочку любимого напитка.
Соответственно, человек считает, что осталось только найти чертежи пресса, и дело в шляпе.
За десять лет, что мы выпускаем прессы, я раздал больше 50 комплектов чертежей снятых с производства наших первых прессов.
Изготовить по нашим чертежам такой пресс смог только один человек. Он, кстати, присутствует на Ганзе и может подтвердить это, если захочет.
Остальные же потерпели фиаско. Это сопровождалось жалобами на сложности изготовления и просьбами рассказать, КАК надо делать тот или иной узел пресса.
Эти люди, когда просили чертежи, не обращали внимание на "мелочи".
Например на то, что я спрашиваю у них о том, имеется ли у них 4-х координатный станок с ЧПУ, или о том, есть ли технолог, умеющий задать нужный припуск на термообработку штока.
Эти "мелочи" их тогда не интересовали. Но на этих "мелочах" они и споткнулись.
И вот тут надо сказать несколько слов о технологических возможностях.
Они у всех разные.
Та технология, которая для одного производства является простой задачей, для другого может быть невозможной в принципе.
И придётся искать обходные технологии для решения такой же задачи, которые не всегда заканчиваются успехом.
Поясню это простым примером.
Допустим, требуется изготовить стальной круг. Диаметром хотя бы 200 мм и толщиной 20 мм.
Рассмотрим варианты изготовления такого круга:
1) Самым простым (и самым технологичным) способом сделать такой круг будет выточить (и отрезать) его на токарном станке из круглой болванки соответствующего диаметра.
Это хорошее решение, когда имеется токарный станок, вроде ДИП-500 позволяющий такую болванку зажать в патрон...

.. резцы толщиной в руку....

... и соответствующих размеров болванка.
А вот если ни такого станка, ни такой болванки нет, приходится изобретать технологии изготовления, 'танцуя' от имеющегося оборудования.
2) Можно требуемую заготовку вырезать из куска листового металла, установив данный металл на фрезерный станок с программным управлением и запустив программу круговой интерполяции, которая вырежет концевой фрезой круг нужного нам диаметра.
Это будет то же хороший вариант с небольшими затратами рабочего времени, материалов и электроэнергии. Если, конечно, есть такой станок, 'скоростная' фреза, и оператор станка, понимающий, чем команда G02 отличается от G03.
3) Можно вырезать нужный круг из листа на плазменной установке. Правда кромка будет не очень ровная, поэтому придется потом на токарном станке доработать.
Опять же - если токарный станок имеется в наличии.
Расходы на изготовление детали таким способом становятся уже выше, чем в первых двух случаях. Потому как задействована не только плазменная резка, но и токарная обработка.
4) Можно вырезать заготовку так же из листа, с помощью керосинореза. И потом опять же поставить её на токарный станок. При этом увеличится расход металла - керосинорезом орудует не компьютер, а человек, который не в состоянии вырезать сравнительно ровный круг, поэтому, режет с большим припуском на дальнейшую обработку.
Помимо расхода металла существенно увеличиваются ещё и затраты машинного времени и трудозатраты токаря.
5) Если же нет керосинореза, можно у квадратного листа металла обрезать углы до получения многоугольника.
Это вариант как раз для небольшой мастерской, поэтому проиллюстрируем его фотографиями:

Тут затраты рабочего времени и электроэнергии увеличиваются в разы, потому как приходится срезать много металла и часто переставлять заготовку в тисках.

Полученный в результате этого 'геморроя' многоугольник, всё равно, потом, опять-таки, придется обработать на токарном станке, затратив на это электроэнергию и время.
6) Можно конечно и ножовкой пилить кусок металла, а потом долго опиливать его напильником, что бы получить круг.
Способ хорош там, где торопиться не надо.
Но плох тем, что мы не получим требуемой точности и потратим на одну деталь с неделю, примерно:
Как видите, в результате мы всё равно получим круглую деталь.
Только получить её можно минимум шестью различными способами.
С различными трудозатратами.
И технология, используемая в первом варианте, абсолютно не пригодна для тех, кто имеет из всего оборудования только ножовку и напильник. Но и для тех, кто имеет станок с ЧПУ или керосинорез, она тоже бесполезна.
Самое интересное тут то, что за исключением способа номер 2, во всех остальных способах так же используется токарная обработка.
Только у способа номер 1 она существенно снижает трудозатраты при изготовлении детали и технологически является правильным решением.
А в остальных случаях токарная обработка - это вынужденная лишняя (и очень трудоёмкая) операция.
Обходная технология, задействованная потому, что нет технологически правильного метода решения поставленной задачи.
Так вот, это я всё к чему?
Это была маленькая иллюстрация о том, что для любого дела нужен соответствующий инструмент.
В мастерской Фабержье, например, кувалда особого применения не находила.
Разве из этого можно сделать вывод о том, что кувалда плохой инструмент?
Совсем нет. Просто она применяется именно там, где в ней есть необходимость.
А ещё я это написал к тому, что очень часто бывает проще придумать свою конструкцию. Исходя из собственных технологических возможностей, а не тупо 'драть' придуманное кем-то, потому что тот, другой, конструировал исходя исключительно из своих технологических возможностей, принципиально отличающихся от наших.
И может получиться так, что мы эти технологии не сможем воспроизвести, потратив зря на это свой самый ценный ресурс - время, который не возобновляется.
Исходя из вышесказанного, не ждите от меня каких-то готовых рецептов - их не может быть в принципе.
То, что для меня (имеющего за спиной машиностроительный завод) кажется простым и лёгким, для кого-то может оказаться неразрешимой задачей.
Поэтому я буду в первую очередь говорить про ошибки конструирования, подмеченные при изучении и зарубежных образцов и самодельных конструкций, а так же про технологические проблемы, на которые нам пришлось наткнуться за последние восемь лет в процессе изготовления прессов.
Продолжение следует.
В следующей части поговорим о технических требованиях, предъявляемых к прессам.
Технические требования, предъявляемые к прессам для релоуда.
То, что основное назначение пресса - совершать возвратно-поступательные движения - думаю, понятно всем.
В сущности, работа пресса - просто поднимать и опускать шток вверх-вниз.
При этом у штока пресса не должно быть сколько-нибудь существенного люфта, а резьба для установки матриц должна быть со-осна со штоком. И не иметь перекоса опять же относительно штока.
В теории всё просто. Но есть нюансы.
Нюанс первый. Касается подъёма штока вверх.
Шток пресса должен всегда подниматься на строго определённую высоту.
Нужно это при фуллсайзе, когда плечи гильзы должны быть осажены каждый раз на одинаковую величину, и при посадке пули в гильзу.
Для реализации этого условия конструктору пресса приходится применять специальные меры. Например, вводить в кинематику пресса жесткий упор, ограничивающий ход штока вверх, либо проектировать кинематику таким образом, что бы ограничение хода штока вверх происходило за счет перехода кинематики через верхнюю мёртвую точку (ВМТ).
И вот тут может возникнуть естественный вопрос - а зачем это нужно, морочиться с ограничением хода штока? Ведь, кажется, нет ничего проще, чем упирать шток пресса непосредственно в закрученную матрицу.
Да, иногда это можно сделать. Например, у того же ЛИИ есть специальные матрицы (dead length bullet seating die), которые только сажают пулю. Они вкручиваются так, что нижний торец матрицы касается шеллхолдера. В результате отсутствие упора не влияет на глубину посадки пули.
А вот если использовать стандартные посадочные матрицы, то ограничение хода штока вверх обязательно будет нужно для посадки пули на заданную глубину. Как известно, стандартные посадочные матрицы, кроме посадки пули, производят ещё операцию обжима дульца, т.е кримпуют пулю в гильзе. При этом регулировочный винт матрицы управляет глубиной посадки пули, а наружная гайка, регулирующая положение матрицы в прессе, - уровнем обжима дульца. Использование таких посадочных матриц как раз и подразумевает, что матрица НЕ должна касаться шеллхолдера. И отсутствие ограничения хода штока вверх тут недопустимо.
Вторая операция, для которой нужно ограничение хода штока вверх, - обжатие гильзы при фуллсайзе. Точность тут нужна около 0,025 мм. Поэтому ход штока в крайнем верхнем положении должен ограничиваться не упором шелхолдера в матрицу, а именно специальным ограничителем, чтобы была возможность регулировки обжатия гильзы за счет изменения положения матрицы (выше или ниже) в станине пресса.
Нюанс второй. Люфт штока.
С ним связана 'теория' о том, что люфт этот не существенен и вполне компенсируется шеллхолдером.
Лучше всех эту 'теорию' в своё время озвучил Антинато. Приведу его слова дословно:
Анти натоЛюбителям данной 'теории' отвечаю, что шеллхолдер не является устройством для центрирования гильзы. Это всего лишь переходник, позволяющий работать на одном прессе с разными калибрами. У которых 'задницы' отличаются в размерах, иногда сильно. Вот для унификации-то и был придуман шеллхолдер. Ну, не делать же, в самом деле, отдельные прессы под каждый калибр.
Какой смысл в устранении люфта штока? Если шелходер в него заходит свободно, в него ещё гильза, также свободно! Отсюда вывод: все эти понты с супер точностью и микронные замеры люфта не более чем рекламный ход, который никак не влияет на результат!
И сразу же отвечу любителям в очередной, 31 раз по-умничать на тему "шеллхолдер всё стерпит".
Все что вы хотите сказать, уже давно (лет восемь как) обсуждалось.
По этому, прежде чем написать в этой теме своё крутое мнение, почитайте внимательно хотя бы вот эту тему :
https://popgun.ru/viewtopic.php?f=475&t=550944&start=390
Читать тем, кто серьёзно считает шеллхолдер главной деталью пресса,отвечающей за качество приготовления готовых изделий.
И не повторять моих заблуждений 2013 года 😊
Теперь непосредственно про люфты.
Для начала надо упомянуть о том, что в 'высокоточке' (т.е. в стрельбе на большие расстояния и с минимальным поперечником рассеивания пробоин на мишени) стараются добиваться минимальных нагрузок при фуллсайзе. Для получения единообразных 'изделий', величина фуллсайза бывает .0005` + .001`
Что бы этого добиться, матрицу тщательно настраивают, т.е, при необходимости, растачивают (или пришлифовывают) по размерам конкретного патронника. При таких условиях нагрузки на пресс минимальны, и на рукоятку можно нажимать двумя пальцами.
Вот тут то роль начинает играть любая мелочь.
Начнем с того, что при ходе штока вверх рычаги кинематики стараются отвести нижний конец штока назад, т.е. создают крутящий момент, который выкручивает шток пресса в сторону от осевой линии. И шток при этом, естественно, сдвигается (на величину люфта). И вместе с шеллхолдером тянет гильзу вбок, наклоняя её.
При отсутствии люфта штока и совпадении осей штока и матрицы шеллхолдер не участвует в работе системы.
Тут вполне хватает зазоров между гильзой и шеллхолдером для того, чтобы гильза ровно вошла в матрицу, не двигая шеллхолдер в его посадочном месте на штоке.
А вот если шток имеет люфт, то он (шток) сдвигается (на величину люфта) и через шеллхолдер тянет гильзу вбок, наклоняя её. При этом плоскость шеллхолдера, т.е. опорная поверхность, на которой стоит гильза, всегда будет отклоняться от оси матрицы. В результате получаем разницу в осаживании плечей у гильз.
Проще говоря - у вас не будет перпендикулярности оси матрицы и плоскости шеллхолдера в момент захода гильзы в матрицу, если люфт штока вашего пресса больше 10мкм. А без перпендикулярности этой при фуллсайзе получим кривую гильзу, причём даже возможно, что на разных её сторонах плечи будут осажены на разную величину.
Эксперименты показали, что при люфте, превышающем 0,1мм, пресс становится не пригоден для сборки качественных изделий.
Нюанс третий - перекос резьбы для установки матрицы.
Собственно тут особо рассказывать нечего. При таком дефекте гильзы будет заминать во время фуллсайза.
Осталось упомянуть про такие параметры прессов как ход штока и высота 'окна' станины.
Определить, какая высота 'окна' станины будет необходима для работы с вашими калибрами можно следующим способом: надеть на гильзу шеллхолдер и установить шеллхолдер вместе с гильзой на стол. Сверху на дульце гильзы поставить ту пулю, которая у вас чаще всего будет использоваться. Фактически, это мы смоделировали ситуацию, которая бывает перед посадкой пули в гильзу.
Осталось замерить линейкой расстояние от плоскости стола до кончика пули. Это как раз и будет высота окна в станине пресса, необходимая для того, что бы можно было комфортно работать на прессе. Не подсовывая пулю в посадочную матрицу.
А расстояние от кончика пули до верхнего торца шеллхолдера покажет, каким должен быть у пресса ход штока.
ПРИМЕЧАНИЕ - ножка шеллхолдера в реальности (на прессе) будет находиться в пазе на штоке и в работе не участвует. А в этой ситуации (при замерах на столе) высота ножки как раз и обеспечит необходимые несколько миллиметров зазора между кончиком пули и нижним торцем посадочной матрицы.
Что же, пришло время подвести итог тому, что написано в этом разделе.
Пресс для достаточно качественного релоуда распространённых в нашей стране винтовочных калибров должен иметь следующие основные технические характеристики:
-ход штока 90-95 мм;
-высоту 'окна' станины 110-112 мм;
-люфт штока - 5..8 микрон;
-ограничение хода штока вверх, при котором верхний торец штока не должен доходить до верхней перемычки станины на 5 мм.
ПРОДОЛЖЕНИЕ СЛЕДУЕТ.
В следующий раз поговорим про основную деталь любого пресса.
САМАЯ ВАЖНАЯ ДЕТАЛЬ
Ну вот, после того, как мы определились с техническими характеристиками, можно начать разговор и о прессах.
Начнем с детали, очень важной для правильной работы пресса.
Если вы подумали, что речь пойдет о станине пресса, то вы ошиблись.
Речь о верстаке, на котором будет стоять пресс.
Верстак должен быть прочным и устойчивым.
Желательно даже, что бы он был прикреплён к полу помещения или к стене. И не качался при работе пресса.
Что бы после фуллсайза на выходе получались гильзы одинакового размера, необходимо ручку пресса нажимать плавно и с примерно одинаковым усилием.
Не допуская рывков и толчков.
То есть, гильза загоняется в матрицу одним плавным равномерным движением. И движение это совершается до лёгкого касания упора кинематики. Или перехода через ВМТ.
Если же пресс при фуллсайзе начинает качаться вместе с верстаком, то мы никогда не получим одинаково обжатых гильз.
Просто потому, что при малейшем сопротивлении движению штока (а оно обязательно будет, когда гильза почти полностью входит в матрицу) пресс начнёт наклоняться вперёд. Что не позволит полностью ввести гильзу в матрицу.
В такой ситуации человек, работающий на прессе, вынужден несколько раз рывками ручки пресса заталкивать гильзу в матрицу. Пытаясь довести кинематику до ВМТ или упора. С разным усилием. Соответственно, на выходе получаем гильзы разной длины.
Причиной такого безобразия в 90% случаев является широко распространённая конструкция псевдо-верстака. Так называемая 'подставка'.
Вот её фото:
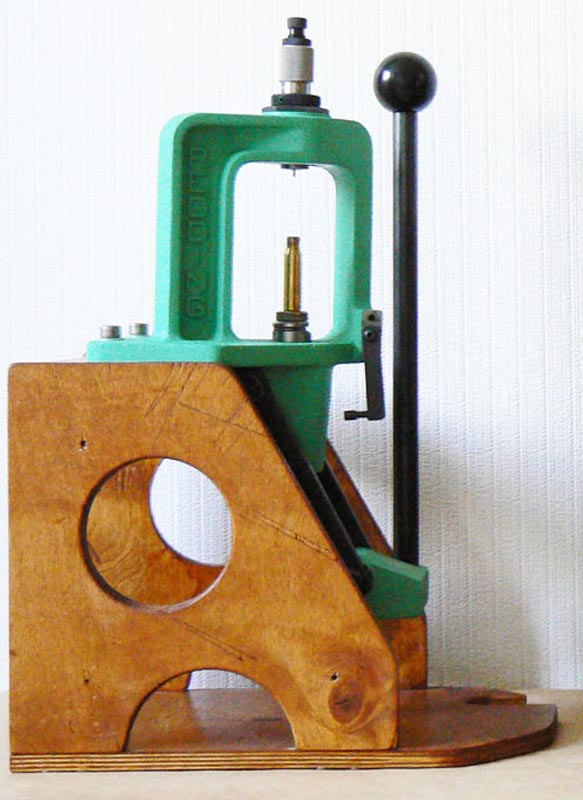
Подставка такая обычно изготавливается из толстой фанеры или мебельной доски ДСП и скрепляется шурупами. Устанавливается такая подставка на пол квартиры. Либо на стол или даже на табуретку.
Изготавливать такие подставки особенно свойственно жителям современных малогабаритных квартир.
Места в таких квартирах всегда не хватает, по этому для размещения пресса и используют такую подставку.
Подставка эта - коварный 'Ванька-встанька'.
Малейшее приложение усилия к ручке пресса, и верхняя крышка подставки начинает изгибаться на крепящих её шурупах.
При более сильном нажиме пресс вместе с подставкой наклоняется вперёд. А при попытке извлечь гильзу из матрицы пресс начинает заваливаться назад.
Вот фото, иллюстрирующее работу пресса на этой подставке:

Как видим на фото, пресс закреплён на такой подставке. А подставка поставлена на табурет.
На правой части фото изображён момент хода штока вверх. Когда гильза процентов на 95 зашла в матрицу. А на левой части - извлечение гильзы из матрицы.
Обратим внимание на мелочь. На левую руку человека, работающего с прессом.
На эту руку как раз и показывают красные стрелки на фото.
На левом фото видно, как этой рукой человек упирается в верхнюю крышку подставки.
Пытаясь помешать её наклону (вместе с прессом) вперёд.
На правом фото человек уже нажимает на нижнюю часть подставки, не давая ей опрокинуться назад.
Самое интересное тут то, что даже если подставку поставить на стол, будет то же самое.
В такой ситуации человек, работающий на прессе, вынужден несколько раз рывками ручки пресса заталкивать гильзу в матрицу, чтобы довести кинематику до ВМТ или упора. С разным усилием.
Соответственно, об однообразной осадке плечей можно забыть.
Работать на такой подставке можно только при наличии кастомной матрицы, тщательно расточенной или пришлифованной под конкретный патронник.
Такая матрица позволяет работать с незначительными усилиями при фуллсайзе и подставка эта будет уместна.
И то, для уверенности, что подставка не будет шевелиться, желательно её верхнюю и нижнюю крышки стянуть между собой гайками, установив ближе к углам четыре шпильки.
Для большей жёсткости.
Нормальная работа с любым прессом бывает только тогда, когда пресс установлен на качественный верстак, который не позволяет прессу "скакать".
Например вот так:

Или вот так, как это реализовано у камрада Rattlin:

Верстак прикручен к полу и к стене дюбелями. Для того чтобы уменьшить "плечо вырыва", пришлось 'заглублять' пресс ближе к стене помещения.
Для этого пришлось в верстаке делать паз для штока пресса.
Теперь посмотрим ещё на одну правильную реализацию верстака.
От фирмы ЛИ :

Верстак представляет собой стальную треногу. Самая интересная деталь верстака расположена в нижней части. На неё показывает красная стрелка.
Деталь эта - весьма увесистый прямоугольный блок.
Как мне кажется - бетонный.
Который, как раз, служит для того, что бы отсутствовала качка верстака в процессе работы.
Одновременно такое решение не позволяет этой компактной конструкции елозить на месте и падать при ходе ползуна вверх.
Либо заваливаться назад-вбок при извлечении гильзы.
Вот более подробное фото этого верстака, уже без лишних деталей:

Но лично мне больше нравится верстак другого ганзовца. Если он захочет, то сам расскажет более подробно. А я только вкратце опишу его верстак. На мой взгляд - весьма удачный.

Верстак - цельносварная конструкция из труб и стального листа, выполненная в виде тумбочки.
Конструкция массивная сама по себе, что позволило отказаться от бетонного противовеса.
Оригинальность конструкции ещё и в том, что она позволяет установить сразу два пресса.

При этом подставка достаточно компактна и не занимает много места в квартире.
Так вот, если у вас нет качественного верстака, но есть желание сделать пресс своими руками, откажитесь на время от этого желания.
Сначала изготовьте нормальный верстак, и только после этого принимайтесь за работу над прессом.
На тот случай, когда совсем нет возможности изготовить (приобрести) качественный верстак, а в наличии только кухонный стол, можно попробовать доработать этот самый стол.
Для начала, найдите широкую доску - 'пятидесятку' и закрепите на ней пресс.
Перед началом работы с прессом эту доску двумя мощными струбцинами закрепим на столе.
Причем желательно использовать не имитацию доски из ДСП, а именно сосновую доску.
ДСП имеет свойство ломаться от приложенных нагрузок.
А ещё крепёжные отверстия, просверленные в доске ДСП имеют свойство со временем разбиваться. Вызывая смещения пресса при работе.
И мешая тем самым плавной работе.
Затем примем меры против 'скакания' кухонного стола.
Например, один мой знакомый изнутри стола закрепил четыре кронштейна, на которые в нужный момент вешает средних размеров вёдёрки с песком.
В нерабочиё моменты вёдра с песком хранятся в кладовке.
Такая вот оригинальная альтернатива бетонному блоку от подставки ЛИ.
Как вариант, можно присверлить к стене под подоконником на кухне брусок сечением 50х50 мм. Согласовав конечно это мероприятие с домочадцами.
Под этот брусок можно задвинуть заднюю часть столешницы кухонного стола. Что не позволит задней части стола подниматься вверх при сильных нажатиях на ручку пресса.
Не сомневаюсь, что изобретательный человек найдёт ещё несколько способов, как приспособить имеющийся кухонный стол для своих нужд.
ПРОДОЛЖЕНИЕ СЛЕДУЕТ.
Станина является основной деталью пресса, несущей на себе все другие детали. От штока, до рычагов кинематики.
А ещё это агрегат, содержащий подшипник скольжения, посредством которого ползун пресса (его ещё называют на 'буржуйский' манер 'шток') осуществляет возвратно-поступательные движения.
Вот с подшипника скольжения то и начнём.
Раздел первый - ПАРА ТРЕНИЯ.
Существует такая наука, 'ТЕОРИЯ ТРЕНИЯ И ИЗНАШИВАНИЯ'.
В ней вопросы пар трения подробно рассматриваются.
Кому эта тема интересна углублённо, можно заглянуть в справочник.
Я рекомендую справочник Карагельского и Алисина.
Я же попробую по памяти, (что запомнил с институтского курса) вкратце осветить этот момент.
При работе пресса ползун (или как его ещё называют, шток) совершает возвратно-поступательные движения, двигаясь по подшипнику скольжения. Подшипником в этом случае является либо станина пресса, либо какая-то деталь (втулка), закреплённая на станине.
Ударных нагрузок при работе этой системы нет, а вот истирания поверхности предостаточно.
Поверхности ползуна и подшипника в этом случае соприкасаются на большом протяжении. При этом плотный масляный слой отсутствует.
Вид трения - полусухое, поскольку смазка на трущихся поверхностях находится только в виде адсорбированной пленки.
Причём, смазка обновляется не постоянно, а периодически, от случая к случаю.
Что ещё больше усугубляет и так не самые лёгкие условия трения деталей.
Так вот, лучше всего происходит контактирование поверхностей 'СТАЛЬ-БРОНЗА', потому что наличие в зоне трения МЕДИ сильно изменяет механизм взаимодействия поверхностей.
Возникает так называемый ЭФФЕКТ БЕЗЫЗНОСНОСТИ , когда на стальной поверхности образуется серовитная плёнка на основе меди.
После чего в паре сталь-бронза износ поверхностей существенно уменьшается, и пара трения со стальным ползуном и подшипником скольжения в виде бронзовой втулки служит достаточно долго. Естественно, при хорошей смазке.
Да, и при использовании именно оловянистой бронзы. А не производных типа латуни.
На втором месте контактные поверхности типа 'СТАЛЬ-ЧУГУН' .
Для пар трения обычно используют мелкозернистый чугун марки ВЧ (высокопрочный).
Благодаря пористой структуре чугун хорошо удерживает своими 'порами' масляную плёнку, не допуская её разрыв и фрагментацию по поверхности деталей.
На третьем месте контактирование поверхностей типа 'СТАЛЬ-СТАЛЬ'
Работа такой пары трения происходит в более худших условиях, чем у вышеописанных двух.
Если не принимать соответствующих мер, могут возникать условия так называемого 'ГРАНИЧНОГО ТРЕНИЯ', при котором неизбежен разрыв смазочной плёнки и её фрагментация по поверхностям.
Что может приводить к сильному износу деталей.
Однако наука не стоит на месте, и в настоящее время уже разработаны узко специализированные стальные сплавы, специально разработанные для пар трения.
В том числе и с использованием гексафторида молибдена, который часто используется как твердая высокотемпературная смазка.
К сожалению, такие сплавы встречаются в нашей стране в основном импортные. И в мизерных количествах.
Все это вынуждает при использовании стальных сплавов прибегать к тщательному подбору материалов для пары трения и обращаться к дополнительным способам увеличения живучести подшипника скольжения.
Хуже всего контактируют поверхности типа 'СТАЛЬ-АЛЮМИНИЙ'
Основу любого алюминиевого сплава составляет окись алюминия. Материал с весьма высокими абразивными свойствами.
Для примера отмечу, что в основном из окиси алюминия как раз изготавливают электрокорунды.
В свою очередь, электрокорунды, в основном, как раз идут на изготовление шлифовальных камней.
Которые используются для работы как на больших шлифовальных станках, так и на гаражных 'наждаках'.
Да, ещё следует упомянуть и о негативном влиянии на пару трения абразивных частиц.
Согласно справочным данным, малейшее попадание абразива на смазку приводит к тому, что износ деталей пары трения возрастает в 6,3 раза.
Добавка в смазку порошков графита и молибдена помогает при попадании абразива в смазочный материал не значительно - износ снижается не более чем на 20% от сухого износа.
А в нашем случае абразив будет, и будет его много, поскольку в стреляной гильзе ВСЕГДА есть твёрдые остатки продуктов горения капсюльного состава и пороха.
Причём не важно, каков механизм отвода выбитого из гильзы капсюля.
Даже в конструкции с каналом для отвода капсюлей внутри ползуна, где большая часть абразивных частиц выпадает следом за капсюлем, не попадая на наружные поверхности, после обработки двух - трёх десятков гильз можно собрать маленькую кучку мелкой чёрной пыли.
И собирается она, как раз, вокруг отверстия, в котором движется ползун.
Тот, кто мне не поверит на слово, может самостоятельно провести такой эксперимент - на ползун, максимально близко к шеллхолдеру, плотно оденьте листок бумаги так, чтобы он перекрывал максимум пространства между ползуном и станиной.
То есть, сделайте своеобразный щиток, но с загнутыми краями, чтобы с него не падало то, что сыпется из гильзы.
Обработайте некоторое количество гильз и увидите, что и в каком количестве на этом листке останется:
Разумеется, я не имею ввиду сами стреляные капсюли:
РЕЗЮМЕ - для подшипников скольжения уже лет как 200 наука рекомендует использовать в основном бронзу и чугун.
Сталь используется реже, (и с применением специальных мер).
При правильном расчёте деталей и надлежащем изготовлении, такие узлы в машиностроении работают годами каждый день.
Часто - в три смены.
Алюминий для пар трения не используется вообще.
Отдельный вопрос - использование для пар трения различных полимеров.
Такие материалы существуют. К примеру, материал, состоящий из фторопласта, насыщенного графитом.
Применяется, в том числе, в компрессорах и другой технике, работающей в космосе.
Где не возможно использовать жидкую смазку в условиях вакуума.
Материал всем хорош. Но дорогой и имеет массу недостатков.
Хорошо работать с ним в космосе, где вечный холод. А вот попытки использовать его, к примеру, в машиностроении, закончились крахом - смазочных свойств этого материала недостаточно для более - менее длительной работы при нормальных условиях эксплуатации.
Кроме того, все детали из такого материала не любят поперечных нагрузок
А ещё есть полимеры фирмы ZEDEX, с помощью которых восстанавливают изношенные направляющие у станков.
Есть и высокопрочные высокомолекулярные полиэтилены со свойствами металла.
Да можно еще дюжину полимерных материалов найти, имеющих и достаточно высокую прочность, и обладающих при этом некоторыми антифрикционными свойствами.
Они часто используются при производстве оружия, например.
Только такие материалы очень дороги. И не всегда обладают заявленной прочностью.
В качестве примера приведу полимерные рамки для первой серии травматов Т-10, производства Словацкой фирмы ГРАНДПАУЭР.
У которых эти рамки массово лопались после незначительного настрела.
Ещё один пример, ближе к нашей тематике - шустрые китайцы, которые почему то ZEDEX при производстве прессов для релоада не используют. Да и другие производители почему то заморачиваются с металлом (тем же чугуном или бронзой), а не используют втулки из таких чудесных полимеров.
Так что у таких полимеров очень часто на каждое положительное 'ЗА', сразу же возникает равноценное 'ПРОТИВ'.
Одним словом, возможно их применение оправдано там, где без них уж совсем обойтись нельзя. Но применительно к прессам, на мой взгляд, их применение достаточно спорно.
Кто то скажет - какие на штоке пресса могут возникать поперечные нагрузки, которые не очень любят полимеры???
Отвечу так - вполне могут возникать.
Потому как при нажатии на ручку пресса детали кинематики не только стремятся поднять шток вверх, но еще давят на него спереди - назад.
Пытаясь его (шток) отгибать назад. Соответственно, шток при этом давит на полимерную втулку. В результате через какое то время раздолбает её эллипсом.
Тут строго по латинской пословице о том, что капля точит камень не силой удара, а большим количеством падений.
Но я отвлёкся.
При промышленном изготовлении прессов станины изготавливают или из чугуна (как высокопрочного, так и низкосортного серого), либо из алюминиевых сплавов.
Все эти материалы имеют свои преимущества и недостатки.
Например, применение чугуна не только позволяет избавиться от дефицитной (и дорогой) бронзы, но и значительно упрощает конструкцию всего изделия.
Значит, с него и начнём наш рассказ о материалах для станины пресса.
Раздел второй - ЧУГУН.
Чугун (особенно мелкозернистый марок ВЧ) является идеальной парой трения для стального штока пресса.
Что позволяет создавать изделия, способное работать без существенного износа долгие годы.
Однако использование чугуна в самодельной конструкции тянет за собой кучу проблем.
Собственно, чугун создаёт проблемы в любом случае, даже при использовании его в заводских условиях.
Но решать эти проблемы самодельщику намного сложнее, чем на заводе.
Проблема первая - для изготовления чугунной станины нужна модель отливки.
С помощью которой в формовочной земле получают необходимые пустоты, в куда и будет заливаться расплав.
Модель - штука не самая простая, имеющая свою специфику.
Например, модель должна содержать так называемые 'литники' - каналы, через которые расплав будет заливаться в пустоты, и каналы для отвода воздуха из этих пустот.
По этому изготовление модели лучше доверить специалисту - модельщику.
Желательно что бы он работал в той же литейке, где будет заказана отливка станины.
Следовательно, изготовление модели потребует денег.
Но и это не все расходы.
Как правило, модель имеет свойство теряться 😛
Речь о том, что если вам захочется спустя полгода заказать ещё одну станину (для своего друга, к примеру), то оставленная у литейщиков модель станины может и не найтись.
Бывает такое. Часто. И придется заказывать новую модель.
Если же вам захочется забрать модель с собой (для сохранности), то у литейщиков возникнет стойкое убеждение, что вы - жадный человек.
И при повторном обращении к ним модель обязательно сломается.
Я не рискну обобщать, и натягивать эти слова на всех литейщиков.
Но, куда и когда мы не обращались с заказом литья, такой подход существовал везде.
Осуждать литейщиков за это я не могу - они то же люди, которым приходится выживать в наше не самое простое время, экономя каждую копейку.
Просто отмечаю, что такой факт имеет место быть.
Проблема вторая. Качество чугуна.
Разновидностей чугуна существует очень много.
Мне, за годы работы, приходилось сталкиваться с номенклатурой из почти 40 наименований. Но, вообще то их существует больше.
При этом заказчик никогда не может быть уверен в том, что заказав, к примеру, отливки из чугуна СЧ-15, он получит именно чугун такого качества.
Он же (заказчик) не присутствует при плавке. И какие фракции и компоненты добавляют в расплав, ему не ведомо.
Тут как повезёт.
А самодельщика, имеющего неосторожность связаться с чугуном, подстерегает ещё и другая засада.
Заказ у него мелкий. По этому ради его станины, весом в 5 кГ, никто плавку отдельную делать не будет.
Ему отольют станину из того расплава, который пойдет на отливку деталей для более крупного заказа.
Так что в теории, самодельщик конечно может указать определенную марку чугуна.
Только отливку он получит из того чугуна, какой получится.
Ну вот, про организационные проблемы рассказано 😊
На них можно как нарваться, так и нет. Тем не менее, они существуют.
Осталось рассказать про самую серьёзную проблему, с которой сталкиваются те, кто заказывает отлитые из чугуна детали.
Проблема третья. Заключается в неравномерном остывании отливки.
А это тянет за собой возникновение внутренних напряжений в отливке, которые заканчиваются появлением трещин.
Тут большое значение имеет форма отливки.
Кругляк остывает более - менее равномерно, планки квадратного сечения - то же.
У квадрата возможны небольшие трещины по углам.
А вот если заготовка прямоугольная, то уже хуже - боковые торцы, которые короче, остывают уже быстрее, чем более длинные грани.
И трещины гарантированы.
Ещё хуже бывает, когда отливка С-образной формы.
Тут печалька - "уши" (позиция А и В на фото) остывают намного быстрее средней части (позиция С на фото).
И возникают сильные внутренние напряжения.

Подлость ситуации тут в том, что невозможно предсказать, будет ли трещина в отливке, или нет.
И если будет, то в течении какого срока проявится.
Может через неделю. А может через месяц или год.
Но может и вообще не появиться.
Чугун по этому положено выдерживать год-другой. Что бы вылезли все дефекты.
Держать желательно на открытом воздухе - так чугун прочнее становится.
По этому то на крупных заводах запасы литья всегда держат на открытых складах.
Мы, на нашем заводе, выдерживаем минимум три года чугун. Перед тем, как его в работу пускаем.
Чугун - он не терпит суеты.
Найдутся 'специалисты', которые прочитав данный текст, сразу начнут возмущаться - 'Да ерунда всё это! Отлили заготовку, и сразу её в работу!'.
Спорить не буду - вам, специалистам, из погреба виднее.
Я просто несколько фото покажу.
Например, вот на этом фото изображена "вскрытая" чугунная заготовка.
Из таких заготовок изготавливают станины прессов нашего производства.
На фото мелом обведены места на заготовке, имеющие трещины.
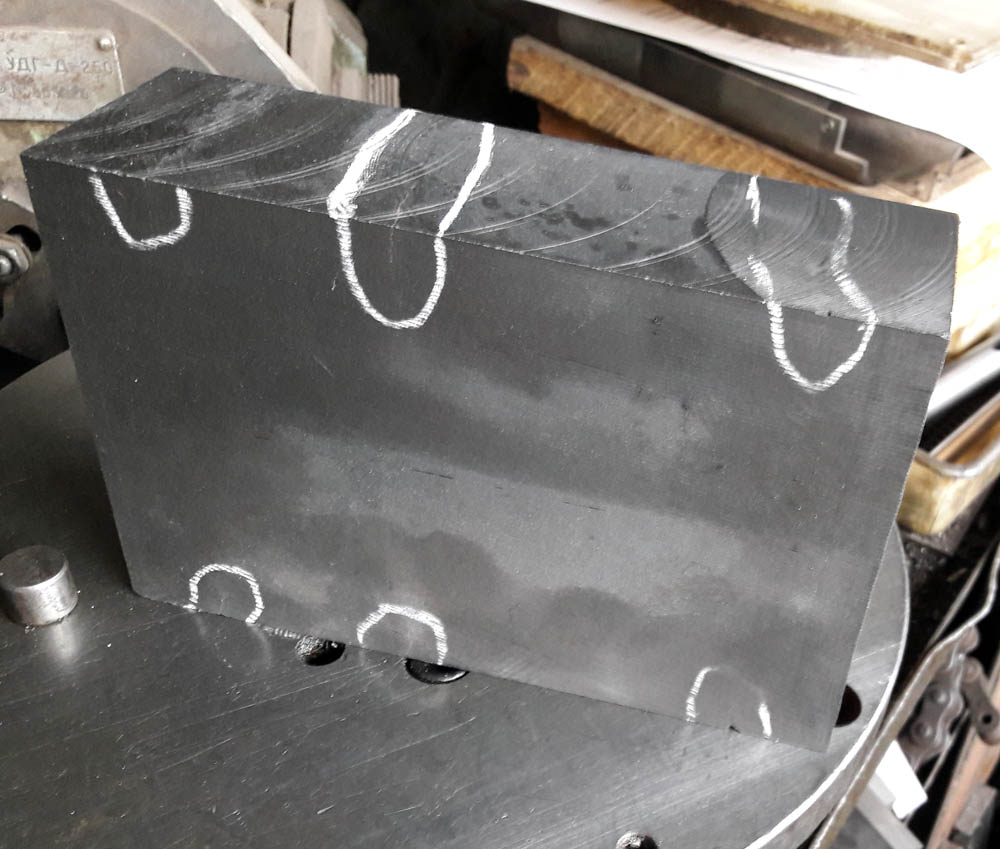
Таким образом, что бы выяснить, имеет ли чугунная заготовка трещины и (или) раковины, заготовку надо 'вскрыть'.
То есть, при мехобработке снять изрядную часть металла.
Это позволяет увидеть наличие трещин и раковин внутри заготовки.
Вот к примеру, на этом фото видны остатки от срезанной при обработке раковины, имеющейся в заготовке. На неё как раз красная стрелка показывает.

Сразу скажу, что в советские времена с такими трещинами и раковинами попадалось около 10 процентов от общего количества заготовок.
В последнее время таких заготовок стало попадаться примерно треть от общего количества.
Что позволяет сделать вывод о том, что 'советского' качества современная отечественная 'чёрная' металлургия пока ещё никак не добьется.
Соответственно, все такие заготовки идут на мусорку, в металлолом.
Ещё раз подчеркну - использование чугунной заготовки, имеющей намного более крупные размеры, чем готовая станина, позволяет при обработке определить, имеет ли заготовка внутри трещины и раковины.
Если же отливку заказать точно в размер, с минимальными припусками, то наличие трещин запросто можно и не заметить - мешает 'корка' на поверхности отливки.
На этом фото место с трещиной показано в увеличенном размере.
Красные стрелки как раз показывают на трещину.

Но на этом проблемы с наличием в отливках внутренних напряжений не заканчиваются.
Заготовка с такими напряжениями трещин может не иметь.
Но любой удар при мехобработке может трещину вызвать.
Или множественные трещины.
Вот ещё один пример из моей практики.
Как то вызывает меня срочно в цех фрезеровщик, выполняющий одну из основных операций при фрезеровке станин.
Показывает на одну из обработанных станин, и просит её в печке нагреть.
Спрашиваю - зачем?
Отвечает - ему звук у станины не нравится. Не правильно звенит.
Беру вороток, стучу по трем стоящим рядом станинам, слушаю звук.
На мой взгляд - звенят все одинаково. Но фрезеровщик настаивает - надо нагреть.
Чертыхаясь, несу станину в термичку, где её с матюками термист кидает в печь.
Я ухожу. Через пару часов звонит мне по телефону уже термист - зайди глянь, что со станиной стало.
А стало с ней вот что:

То есть, в станине на каком то из этапов обработке образовались трещины от внутренних напряжений.
И при сильном нагреве станина 'стрельнула'.
Этот случай иллюстрирует ещё один момент.
Касательно того, что квалифицированным специалистам приходится платить.
Платить хорошо. Тому же фрезеровщику, который у своего станка за долгие годы нажил лысину и геморой.
И умеет определить по звуку, что станина с браком.
С тех пор вопросу отбраковки станин пришлось уделять ещё больше внимания.
А ответственные детали, например головки револьверных прессов все теперь отжигаются в печке перед мехобработкой.

Проблема четвёртая. Хрупкость чугуна.
То, что чугун - хрупкий металл, это не секрет.
А термин "пресс" подразумевает, что таким изделием могут на что - то давить. Иногда, например, при штамповке оболочных пуль - довольно сильно.
По этому, во избежании поломки, приходится форму станины чугунного пресса делать сложной формы, в виде буквы "О". Что существенно усложняет (и соответственно, удорожает) изготовление.
Встречаются, конечно, отчаянные ребята, способные заделать и чугунную станину в форме буквы "С". Такие решения используются исключительно в сверхбюджетных конструкциях.
Когда надо, что бы получилось дёшево и сердито.
Но ни один из известных производителей, считающих себя серьёзными, так не поступают. Ни Реддинг, ни даже ЛИ.
Кстати, проблема с внутренними напряжениями вылезает у любого отлитого металла. В том числе и у алюминия.
Литьё под давлением решает проблему.
Но это не наш случай. Цена такого литья будет совсем не гуманной.
Раздел третий - СТАЛЬ.
На первый взгляд сталь является идеальным вариантом станины пресса.
Конструкционные стали широкого применения имеют множество видимых достоинств. А так же один маленький, но досадный недостаток.
Достоинств и правда у стали масса. Например, листовой прокат (если его брать для изготовления станины), практически не имеет внутренних напряжений в структуре металла, дающих трещины на чугунах.
Использование стали позволяет выполнять станину в форме буквы "С" без опасений за её поломку. Прочности хватает.
А станина такой формы позволяет снизить металлоёмкость пресса.
Соответственно, сделать его дешевле.
Однако сталь, в отличии от чугуна, намного сложнее обрабатывать.
Что усложняет (и так не самую простую) задачу по изготовлению в станине соосного канала, обеспечивающего правильное положение штока относительно матрицы.
Про обеспечение соосности мы поговорим подробнее чуть позднее.
А сейчас отметим ещё один недостаток конструкционных сталей широкого применения (о котором уже упоминалось) - не возможность её использования для подшипника скольжения пресса.
Нет, конечно, стали такие существуют. Которые по своим свойствам мало чем уступают чугунам. Только в нашей стране они не производятся (насколько я знаю) и сюда поставляются в мизерных количествах.
По этому придется в станину устанавливать бронзовую втулку.
Что делает ещё сложнее и без этого сложную задачу по обеспечении соосности всей этой системы.
Раздел четвёртый - АЛЮМИНИЙ.
Алюминий, так же как и сталь - конструкционный металл, хорошо сопротивляющийся поперечный нагрузкам. В отличии от стали этот металл весит существенно меньше и хорошо обрабатывается резанием.
Зато его нельзя использовать в парах трения, так же как и обычную конструкционную сталь.
Ещё у алюминиевых сплавов низкая стойкость к истиранию.
В частности, если нарезать в алюминиевом сплаве резьбу, то частое отворачивание и закручивание в эту резьбу других (например, стальных) деталей приводит к быстрому износу резьбы.
Что вынуждает устанавливать в алюминиевую станину не только бронзовую втулку в качестве подшипника скольжения для штока, но и ещё часто стальную втулку с резьбой 7/8х14 под установку матриц.
Кроме этого алюминий ещё и склонен создавать гальванические пары с другими металлами. А это вызывает электрохимическую коррозию на стыке таких металлов с алюминием.
ПРОДОЛЖЕНИЕ СЛЕДУЕТ
КИНЕМАТИКА
ДОСАДНЫЕ МЕЛОЧИ
ИМПОРТНЫЕ ПРЕССЫ. Особенности конструкции
ПРЕССЫ ОТ ЛИ
УЛЬТРАМАГ
Самодельные конструкции
Если что, я свидетель. Свидетель секты. Трижды свидетель.
ArtishokДа наверное надо будет сделать ссылку на эту тему в теме о наших прессах.
Или завести какой-нибудь блог и выложить там, на ганзе затеряется
Автору нужно это дать статьей в какой-нибудь журнал.Да тут не в "какой нить" а попахивает открытием нового печатного издания..)). Ну а статья обязательна..) типа "Производство средств производства для для производства средств потребления"..).
mackar20093105Не получится. Или ему (Неку) надо отрастить большую бороду, чтоб на основоположников было похоже 😀
Ну а статья обязательна..) типа "Производство средств производства для для производства средств потребления"..).
----------
"Главное в этой жизни - не дать обвести себя мелом..."(с)
----------
"Главное в этой жизни - не дать обвести себя мелом..."(с)
Пользуюсь уже длительное время изделием "Ротонда", кажется, за номером 5, а может быть 4?
P.S.
Может быть, уважаемый Neck не знает о таком понятии, как краудфандинг?
Таки, можно объявить подписку на будущие изделия, профинансировав их изготовление ЗАРАНЕЕ.
Единственный момент: Разработчик должен доходчиво довести до потенциальных потребителей изделия все его свойства, характеристики и возможности, а также - варианты комплектации изделия.
И, разумеется, предполагаемые сроки начала отгрузки продукции.
raduga5По поводу записи на очередь, пишите мне на почту. Адрес есть в теме о наших прессах.
Короче, зная высочайшую квалификацию глубоко уважаемого мной Neck-a, прошу поставить в очередь на изделие.
Краудфандинг в наших условиях сложно реализовать. Специфика нашей страны и отечественного машиностроения. Вернее, того, что от него осталось.
ocherednoyВсё верно 😊 Я совсем не похож на этих бородатых живодёров, Маркса и Энгельса 😊
Насколько знаю - да
Сейчас работаю над материалами про станиы и штоки.
----------
Дело боялось мастера панически
Большой респект!!!
----------
Лучше порох в пороховницах чем дробь в ягодицах!
Кто играет с динамитом - тот домой придет убитым!
Reb00t
от чтива оторваться не возможно!!!
Нравится? 😊
Честно скажу, что мне в написании помогают ещё несколько человек.
Которые меня где то поправляют, или добавляют моменты, на которые я могу не обратить внимание.
Так что это продукт коллективного творчества.
Собственно, как и все мои проекты.
Просто недавно, получил посылку от уважаемого на Ганзе продавца, которая была открыта. Посылка представляла собой подобие обувной коробки, схваченной по шву одним слоем скотча, который благополучно лопнул. Хорошо, что транспортная компания ничего не потеряла.
----------
"Si vis pacem, para bellum"
P.S. Стараюсь у Вас учиться. Пресс, тот что Вы отдали Миха78, упаковал так, что на мой вопрос, как упаковка выдержала переезд, вес и габариты "монстра", Михаил ответил, что эта посылка могла ездить еще год, точно.
Как мне рассказал LEXANDER, человек проехал через пол-Москвы, что бы у него забрать этот пресс и отправить его дальше.
Спасибо! В нашем безумном мире, одержимом в основном только наживой, всегда приятно бывает, когда находится человек, способный помочь другому человеку.
Что касается ликбеза по упаковке... возможно и напишу. Но позднее. Сейчас времени не хватает - куча проектов в работе.
Вон новый вариант пресса с револьверной головкой надо заканчивать.
А там, как назло, с кинематикой проблема - никак не найду оптимальное положение верхней оси кинематики 😞
----------
Дело боялось мастера панически
neckМиша попросил, аднака.
так это вы оказывается помогали доставить "монстра"
neckНе, через всю и собрал все пробки 😛
Как мне рассказал LEXANDER, человек проехал через пол-Москвы
----------
"Si vis pacem, para bellum"
Waldschnepfer
Не, через всю и собрал все пробки
Ну, это вообще просто какое то надругательство над собой 😞
НСК-И
С нетерпением жду восьмую часть.
Если не сложно, отпишите мне на почту akma58@yandex.ru
Хочется с вами обсудить один интересующий меня момент.
neckА, что делать? Когда хороший человек просит и бензин нОливает...
Ну, это вообще просто какое то надругательство над собой
----------
"Si vis pacem, para bellum"
neckНемного опережая события, хочу спросить - штоки от автомобильных амортизаторов (стоек) могут быть пригодны для изготовления штока для пресса? В частности по чистоте обратотки поверхности они будут пригодны?
Часть третьяСТАНИНА И ШТОК
Sergey10Будете "подгонять фигуру под костюм", как один тут товарисч уже делает?
штоки от автомобильных амортизаторов
----------
"Главное в этой жизни - не дать обвести себя мелом..."(с)
ocherednoyВо первых - меня не интересует даже мелкосерийное производство. Просто оцениваю возможность изготовления одного экземпляра.
Будете "подгонять фигуру под костюм", как один тут товарисч уже делает?
Во вторых - тут же есть пример самоделки, где был использован шток от сломанного пресса LEE. Работает. И даже ТС его "оценил" как достойный образец. Значит можно подогнать и "фигуру под костюм".
Sergey10Автомобильные амортизаторы не являются точными элементами.
Немного опережая события, хочу спросить - штоки от автомобильных амортизаторов (стоек) могут быть пригодны для изготовления штока для пресса? В частности по чистоте обратотки поверхности они будут пригодны?
Задача амортизатора - снизить колебания неподрессоренных масс у какого то агрегата.
То есть, если брать пример автомобиля, задача амортизатора состоит в том, что бы не допустить ударных нагрузок в подвеске колеса, когда это колесо проваливается резко в дорожную колдобину.
Других задач перед автомобильным амортизатором не ставится.
Соответственно, из тех задач, которые возложены на такие амортизаторы, вытекают и конструктивные решения.
То есть, люфт у штока - не принципиален. Соосности то же не требуется.
Работает шток амортизатора в масляной ванне, которая хорошо отводит от пары трения продукты износа.
Хромирование штока тут даже полезно - летом в жару при непрерывной работе амортизатор ощутимо нагревается, а хромовое покрытие хорошо противостоит температурным перегревам.
Учтите, что если шток амортизатора заставить работать без масляной ванны, это резко снизит его ресурс - хром хорошо пилит сопрягаемые с ним детали.
На практике ещё можно нарваться и на искривление штока у старого амортизатора, "уставшего" от жизни.
Если вы хотите конкретного ответа - можно или нельзя? То ответ будет таким - если очень хочется, то можно 😊
Если вы сумеете обеспечить соосность такого штока с резьбой для установки матриц. И отсутствие перекоса резьбы. Про наличие нормального подшипника скольжения для штока я даже не заикаюсь - надеюсь, что это понятно и без напоминаний.
Вообще, найдите фирму, которая сможет изготовить и пришлифовать шток к бронзовой втулке, установленной на вашей станине.
Там конечно ещё много камней подводных вылезет.
Но по крайней мере люфта не будет у штока....
neckВ принципе,это не проблема.
Вообще, найдите фирму, которая сможет изготовить и пришлифовать шток к бронзовой втулке
Полно мастерских,где шлифуют коленвалы,и отшлифовать шток для них раз плюнуть.
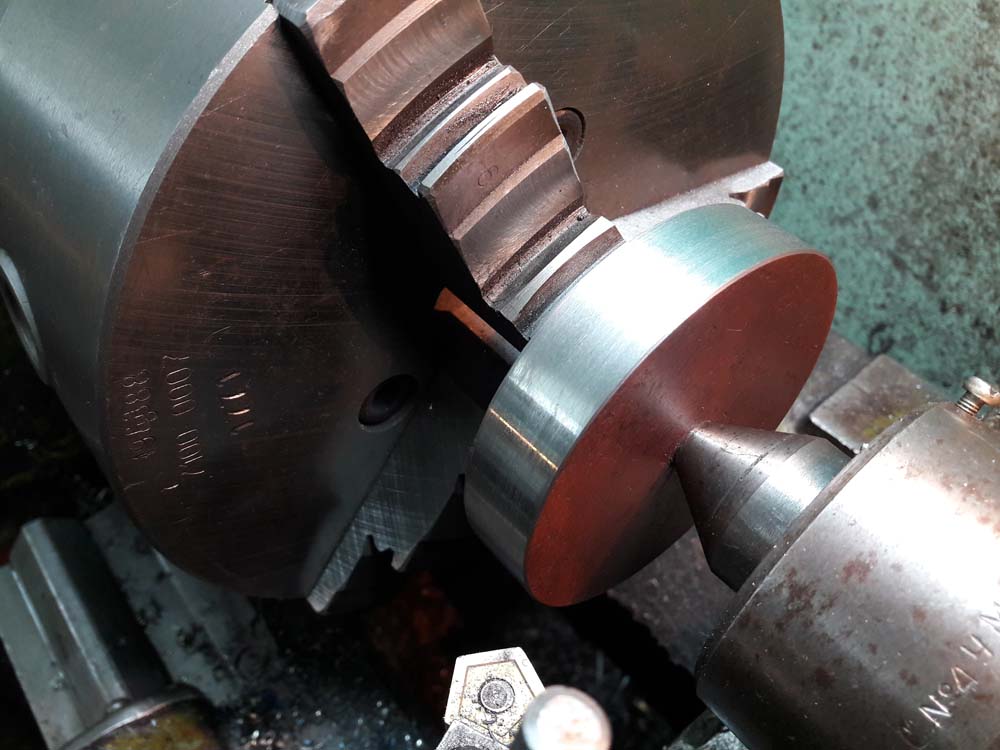
На крайнем фото(в посте номер три) видно, что направляющая в корпусе пресса "Реддинг" в два раза длиннее, чем в сопоставленом прессе. А как это влияет на износ и,как следствие, вышеупомянутый перекос штока и неравномерный обжим гильзы?
У Реддинга для станины используется отливка из серого чугуна, который имеет крупное зерно. Соответственно, такой материал сильнее дерёт металл штока, и прочность у него довольно низкая.
У второго пресса станина изготовлена из мелкозернистого чугуна марки ВЧ (высокопрочный), в который при отливке добавляли ещё и графит.
Это практически идеальная пара трения для стального штока.
Что позволяет увеличить прочность и долговечность изделия.
И, соответственно, даёт возможность конструктору создавать более компактное изделие, чем при использовании серого чугуна.
Тут больше влияет не размер, а материал подшипника скольжения
Позвольте с Вами не согласиться!
Допустим, что мы имеем одинаковый зазор на обоих прессах в паре корпус-шток.
Допустим, что длина направляющей в корпусе на первом прессе в два раза больше длины направляющей на втором прессе.
Отсюда имеем перекос штока на втором прессе ровно в два раза больше, чем на первом. Или я что-то не так понимаю?
diman69А причем тут перекос штока то?
Допустим, что мы имеем одинаковый зазор на обоих прессах в паре корпус-шток.
Допустим, что длина направляющей в корпусе на первом прессе в два раза больше длины направляющей на втором прессе.
Отсюда имеем перекос штока на втором прессе ровно в два раза больше, чем на первом. Или я что-то не так понимаю?
Если при изготовлении станины была соблюдена соосность канала для штока с резьбой для установки матрицы (и обеспечено отсутствие перекоса матрицы относительно штока), то ни о каком перекосе речи не может быть в принципе.
Вы случайно не спутали перекос штока с люфтом штока?
Так вот, если зазор в парах трения у обоих прессов одинаковый, то и в этом случае размышления о каком то влиянии длины направляющей штока будут справедливы только при том условии, когда оба пресса будут иметь пары трения из одинаковых материалов.
Вот тут конечно будет играть определённую роль длина направляющей части отверстия для штока.
Но, опять же, влиять будет не на перекос штока, а на то, на сколько быстро появится сверхнормативный люфт у штока.
И если начинать сравнивать по вашей методике указанные на том фото наш пресс-110 и Реддинг БигБосс, то их сравнивать не возможно.
Потому что наш пресс имеет калёный шток и подшипник скольжения из намного более качественного чугуна. Реддинг же каленого штока не имеет, зато имеет подшипник скольжения из серого чугуна, износостойкость у которого сильно ниже.
Скажу ещё проще - у Реддинга разбухать длину направляющей части штока пришлось просто из за применения чугуна не очень высокого качества.
Из практики же скажу, что по результатам ресурсных испытаний наших прессов выяснилось, что ресурс пары трения практически одинаков что у пресса-110, что у пресса-150. Имеющего направляющую для штока намного длиннее, чем пресс-110.
Кстати, скоро приедет на доработку наш пресс, эксплуатировавшийся с 2010 года. Буду делать замеры износа пары трения. Данные опубликую.
Вставлю свои 5 копеек.
Имею доступ к BigBossII и прессу от Neck (110).
1) Не очень существенная, но приятная мелочь. Если декапсулировать с помощью матрицы, то капсюль падает на пол. У ББ2 капсюля падают в силиконовую трубочку с пробочкой.
2) ИМХО Более существенный недостаток. Шелхолдер имеет много свободного хода в штоке. Из-за этого плохо центрируется гильза. Вследствие чего, гильза иногда убирается в ребро матрицы и заминает шейку. Приходится вручную контролировать угол наклона гильзы.
Ничего на пол не падает. Рядом со станиной пресса ставится ванночка, и капсюля аккуратно в эту ванночку приземляются.
Вот таким образом:

Ванночку удобно крепить с помощью ниодиновых магнитиков от старых жестких дисков.
Но можно и просто рядом поставить на верстак.
Вообще то это описано в инструкции по эксплуатации пресса 😊
По пункту второму - это вы о каком прессе?
Вообще, если речь о прессах нашего производства, лучше написать в теме о наших прессах.
neck
По пункту второму - это вы о каком прессе?Вообще, если речь о прессах нашего производства, лучше написать в теме о наших прессах.
Пресс Ваш (110). Ту тему я не читаю, мне эта гораздо интереснее ;-)
Так вот, если зазор в парах трения у обоих прессов одинаковый, то и в этом случае размышления о каком то влиянии длины направляющей штока будут справедливы только при том условии, когда оба пресса будут иметь пары трения из одинаковых материалов.
тогда объясните мне на конкретном примере(эскиз прилагаю), почему перекос штока "А" больше перекоса штока "Б" и причём здесь материал из которого это всё изготовлено?
вы уж сразу скажите, что вы от меня хотите услышать?
Что реддинг Биг босс лучше нашего пресса?
Картинку я вам могу нарисовать какую угодно.
По этому давайте сравнивать. Конкретные изделия.
У нашего пресса -110 длина направляющей станины равна 50 мм.
Зазор в паре трения +-4 микрона. Это предельно возможный. В реальности меньше.
Первые из моделей наших прессов отработали уже более семи лет.
Замеры показали, что за время такой эксплуатации зазоры в паре трения практически не увеличились. Составляют не более 0,01 мм.
Да, и это - речь идет не том, что при измерении пальцем покачали шток, подведя к нему индикатор часового типа.
Измеряется суммарный зазор в паре трения по специальной методике.
Давайте данные по Реддингу, сравню с теми, что мы измеряли.
Не нашёл, куда вопрос задать , но хочется узнать мнение человека понимающего в этом.
Есть пресс, который, якобы рабочий, продаётся, но явных поклонников не видно. Может Вы дельное скажете, постараясь быть объективным.
Про конструктив, механику и прочее, что можно увидеть.
С уважением
RCBS Summit



diman69 - вы уж сразу скажите, что вы от меня хотите услышать?Что реддинг Биг босс лучше нашего пресса?
Послушайте, уважаемый, я просто просил вас разьяснить некоторые нюансы, связанные с перекосом штока! А вы уже сделали какие-то необоснованные выводы о том, что я хочу от вас услышать!
Я давно пользую Биг Босс 2, и рассматривал возможность приобретения вашего пресса как дополнительного. Единственное, что мне пока понравилось, это зазор +-4 микрона максимум! На сколько мне не изменяет память, это "космический" третий квалитет(отверстие по Н3 и вал по h3)! Я таких точных станков даже на картинке не видел!))
Но конкретных ответов на свои вопросы я так от вас и не получил!(((
neckВанночка вырезается из полторашки от Сунаров.
капсюля аккуратно в эту ванночку приземляются
Для удовольствия, когда происходит уборка с пылесосом, за одно и в эту ванночку засовывается штанга от пылесоса.
Пришлите мне пожалуйста новую инструкцию)
diman69
Но конкретных ответов на свои вопросы я так от вас и не получил!(((
Хорошо, давайте я вам по простому отвечу.
Да, длина направляющей имеет какое то значение, если у нас будет люфт в направляющей, ну скажем так, в миллиметр.
Однако, при микронных зазорах в направляющей штока, какое имеет значение, будет зазор в 4 микрона, или в 3? Да хоть в 5 микрон.
В любом случае это будет меньше чем 0,01 мм.
При этом, уменьшение длины направляющей позволяет существенно снизить массу станины.
А применение заведомо качественных материалов для подшипника скольжения позволяет сделать это без снижения надежности и точности узла "станина-шток".
При использовании для станины серого чугуна длину направляющей я бы сделал не менее чем 65...70 мм. Примерно как у БигБосса (у него, кстати, там аж 80 мм).
По этому использование качественных материалов всегда оправдано.
Использование на пресс-150 вместо серого чугуна чугун марки ВЧ позволило снизить вес станины на 2 кГ.
А такое снижение веса станины позволяет конструктору резервы веса использовать для усиления других элементов конструкции.
Например, сделать более качественную упаковку.
Или вообще никак эти резервы не использовать. А это уже позволит сэкономить для пользователя пресса на доставке.
Потому как при доставке стоимость в основном считают исходя из веса посылки.
Кстати, ресурсные испытания наших прессов позволили сделать вывод, что у прессов с высотой окна станины 100-110 мм вполне достаточно длины направляющей в 50 мм.
Для изделий с большей длиной станины хватит 70 мм.
Опять же подчеркну, речь по изделия со станиной из чугуна марки ВЧ и стального ползуна (штока) с термообработкой.
Для бронзы цифры придется скорее всего получать экспериментально.
diman69Я уже несколько раз писал о том, что основная наша продукция - это станки, в которых деталь, вес которой может достигать 250 кГ (условно назову её "поршень") летает со скоростью 6 метров в секунду в цилиндре соответствующих размеров.
Единственное, что мне пока понравилось, это зазор +-4 микрона максимум! На сколько мне не изменяет память, это "космический" третий квалитет(отверстие по Н3 и вал по h3)! Я таких точных станков даже на картинке не видел!))
Речь идет о пневматике, соответственно стыки нужно уплотнять.
При таких скоростях и массо-габаритных характеристиках никакие уплотнители типа сальников или манжет работать не в состоянии.
По этому остается только точность изготовления деталей. Со всем вытекающим гимороем.
Так что вышеуказанные "плюс-минус" четыре микрона на диаметре штока такого пресса - такая мелочь, которая нашим производством решается играючи.
diman69Я вам категорически не рекомендую после БигБосса с его рюшечками покупать наш пресс.
Я давно пользую Биг Босс 2, и рассматривал возможность приобретения вашего пресса как дополнительного.
Он вам не понравится. У наших прессов отличные главные характеристики, отлаженная кинематика и хорошая надёжность.
Но нет встроенного капсюлятора и отвода капсюлей через канал в штоке.
Более того, наши прессы отпускаются со склада с не крашенной станиной.
Если вы пользуете БигБосс, значит вам нужно только собрать качественный патрон.
БигБосс это позволяет сделать, не смотря на свои косяки.
И вам не нужно делать то, за что любят прессы нашего производства - они позволяют не только качественный патрон собирать, но гильзы в другой калибр стальные давить. Или полуоболочку штамповать, либо газчеки вырубать.
На БигБоссе это просто делать не возможно без опасения отломать ему "хвост".
Которым он крепится к верстаку. И который я ему лично обломал во время одного из экспериментов.
По этому покупка нашего пресса для вас будет только ненужной тратой ресурсов.
sger
Пришлите мне пожалуйста новую инструкцию)
Отправил на почту.
neckЕсть один интересный способ как упростить сверление соосных отверстий в корпусе пресса, причем это сверление не будет сквозным и с одной установки. При таком способе можно будет сперва просверлить отверстие под матрицу, потом нарезать там резьбу в ручную воротком, после перевернуть заготовку и просверлить отверстие под шток. И эти два отверстия будут идеально соосными. 😊 Если интересно, то скажу как. 😛
Если при изготовлении станины была соблюдена соосность канала для штока с резьбой для установки матрицы (и обеспечено отсутствие перекоса матрицы относительно штока), то ни о каком перекосе речи не может быть в принципе.
Creedence
То neck, к Вам вопрос.
Судя по фото - пресс весьма интересный. Мощная "колонна" и чугун в качестве второй пары трения позволяет надеяться на то, что у пресса долго не будет люфтов и перекосов в этом узле.
У данной конструкции должна отсутствовать болезнь всех прессов классической компоновки - склонность к опрокидыванию верстака при работе с прессом.
Тут усилие прижима передаётся не на шток, вынесенный за пределы верстака, а на колонну, установленную непосредственно на самом верстаке.
Надо бы конечно покрутить этот пресс в руках перед покупкой (если возможно) просто на предмет оценки люфтов в механизме.
Просто потому, что изделие бывшее в употреблении и тут можно нарваться на что угодно.
Но сама по себе конструкция вызывает уважение.
Dondukov
Если интересно, то скажу как
Надо взять колёсную гайку от грузовика (есть такие с нужной резьбой), изготовить стальную втулку с бронзовой вставкой, потом найти шток от старого автомобильного амортизатора 😊
Если вы об этом, то не надо. Я это уже давно знаю.
И про четырёхкулачковый патрон на токарном станке знаю, и про то, как можно резьбу на токарном нарезать.
Если что то другое, пишите.
neckЯ имею в виду сверление на оправке, на простом 3 кулачковом патроне.
И про четырёхкулачковый патрон на токарном станке знаю, и про то, как можно резьбу на токарном нарезать.Если что то другое, пишите.
DondukovА кто будет оправку изготавливать?
Я имею в виду сверление на оправке, на простом 3 кулачковом патроне.
neckВы сами ее изготовите. Там нет ни чего сложного, могу вам накидать технологию, вы поймете как и все сделаете сами. Отверстия будут идеальными. Причем как бы вы не зарезались резьбой.
А кто будет оправку изготавливать?
Напишите, пообщаемся. Возможно, будет интересно не только мне.
neck
Возможно, будет интересно не только мне.

Накидал сейчас по шустрому, но думаю как инженер инженера поймете.
1. посадочный вал в патрон
2. Сама резьба 7/8-14
3. Носик под выставление в патрон для микрометрической головки
4. упор
Сверлите на сверлилсьном станке отверстие под матрицу, проходите разверткой и режете резьбу прямо руками воротком.
Затем наворачиваете заготовку на оправку которая у вас стоит уже в патроне поджимаете ее , можно еще и гайкой законтрогаить, и дальше уже сверлите задней бабкой второе отверстие. Скорость патрона расчитайте сами что бы заготовку не размотало. При такой сверловке отверстия будут идеальными.
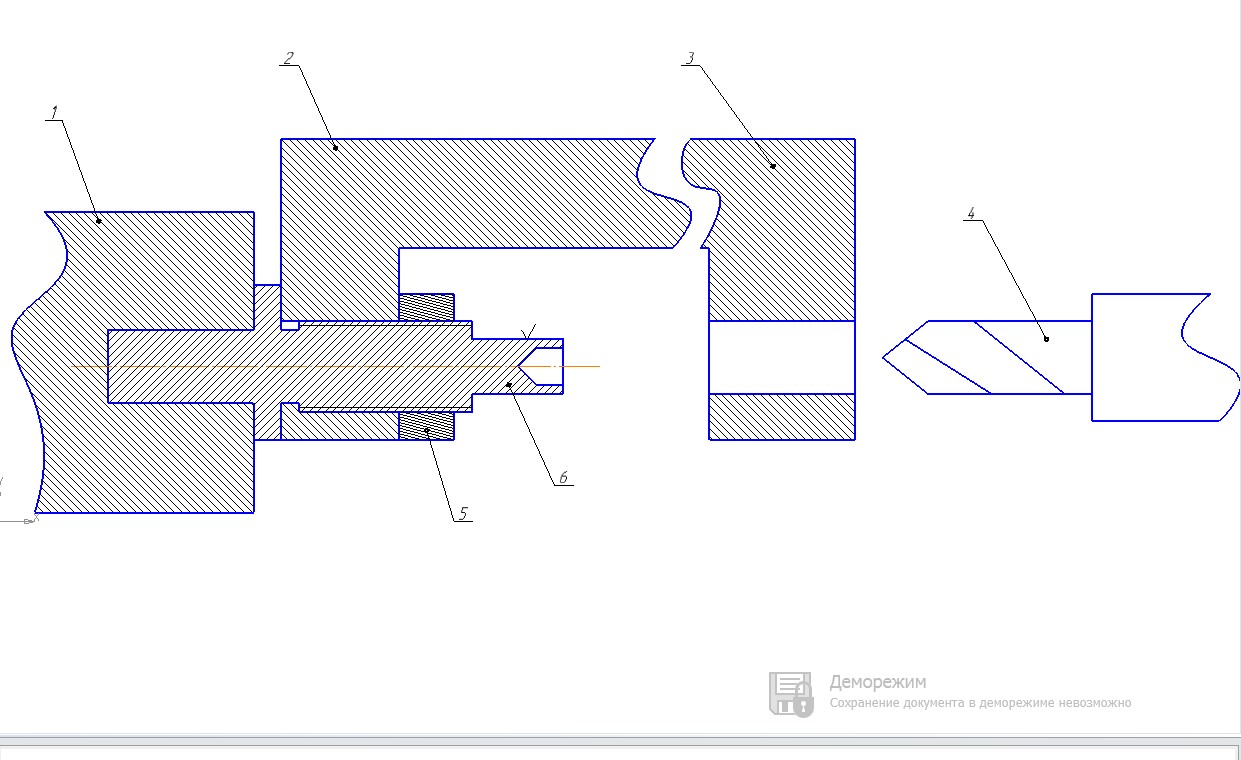
1. Патрон станка
2.-3. Еорпус изготавливаемого пресса
4. Задняя бабка со сверлом
5. Поджимная гайка 7/8-14
6. Сама оправка.
Если бы речь была о круглой заготовке, то да - нарезали резьбу 7\8 резцом, зажав заготовку в патрон токарного станка. После чего уже можно работать согласно вашей технологии.
И хлопотам конец.
Правда, долго оправку использовать не удастся. Два -три раза зажали её в токарном патроне, и она потеряет геометрию. Замучаешься её в токарном патроне выставлять по индикатору 😞
Но мы имеем дело с прямоугольной заготовкой. Которую так просто на токарный станок не установишь.
А на сверлильном станке отверстие конечно просверлить можно. Но вот резать достаточно крупную резьбу вручную....вообще конечно можно.
Только надо учитывать, что метчик при врезании в металл начинают тянуть в сторону две силы - окружная и радиальная.
По этому у нас нет никаких гарантий, что резьба нарезана без перекоса относительно канала просверленного отверстия.
И если такое случилось, (а случается это часто, уж поверьте моему опыту) установленную на вашу оправку станину прямоугольной формы начнет болтать при работе токарного станка.
Насколько сильно будет болтать, зависит от того, на сколько сильный перекос и какой у заготовки станины вес.
Вес, к примеру, самой маленькой станины от наших прессов составляет 5 кГ.
В результате засверлить отверстие для штока может и не получится 😞
Подобную технологию мы пытались отработать в начале производства наших прессов.
Для уменьшения болтанки даже пытались делать посадку на конус.
То есть, заготовка станины изготавливалась более крупной, и перед резьбой 7/8 ещё засверливался конус. Ответная часть конуса была на оправке.
Идея была в том, что посадка на конус позволит устранить биение заготовки.
А потом конусную часть можно будет сфрезеровать, оставив только резьбу.
Результат был отрицательным, к сожалению.
После чего пробовали сделать по другому - сверлилось отверстие для штока, и уже станина садилась на гладкую оправку, имеющую на конце резьбу М18.
Ставилась простановочная шайба, и гайка прижимала станину к токарному патрону.
После чего сверлилось отверстие для матрицы и нарезалась резцом резьба 7/8
Этот вариант был лучше. Однако для каждой станины приходилось шлифовать оправку. Это затраты станочного времени, как и при нарезании резьбы резцом.
Которую потом всё равно надо калибровать метчиком.
Так что мы плакали, плевались (очень не хотелось лепить оснастку для удержания метчика строго по каналу для штока) но тем не менее пришлось эту оснастку создавать 😞
А после того, как проблема перекоса резьбы для матрицы была решена, уже не было нужды мучиться с токарным станком- всё прекрасно можно изготовить на четырёхкоординатном фрезере.
Ваша идея в принципе рабочая. И для разового изготовления пресса вполне подойдёт. Единственное НО - не возможно будет проверить перекос резьбы относительно канала штока.
Второе НО - для такого изготовления нужен токарный станок приличных размеров.
"Школьники" типа ТВ-4 не подойдут. Подойдёт ли Иж-250? Не уверен. Если только для мелкого пресса типа мобильного Харелла. Для чего то более крупного может не хватить вылета патрона над суппортом.
Так что это уже не самая простая технология для самодельщика - не у каждого в гараже Иж-250 имеется.
Думаю, что для самодельного пресса самое простое решение - это сварная конструкция с использованием простенького кондуктора.
Спасибо за мысли.
neck
Надо бы конечно покрутить этот пресс в руках перед покупкой (если возможно) просто на предмет оценки люфтов в механизме.Просто потому, что изделие бывшее в употреблении и тут можно нарваться на что угодно.
Но сама по себе конструкция вызывает уважение.
Пресса нет к сожалению, потрогать.
neckНе мог бы автор пояснить про переход кинематики через верхнюю мёртвую точку. Я уже задавал этот вопрос в другой теме, но что-то там помешало разобраться в нём до конца.
Нюанс первый. Касается подъёма штока вверх.Шток пресса должен всегда подниматься на строго определённую высоту.
Нужно это при фуллсайзе, когда плечи гильзы должны быть осажены каждый раз на одинаковую величину, и при посадке пули в гильзу.
Для реализации этого условия конструктору пресса приходится применять специальные меры. Например, вводить в кинематику пресса жесткий упор, ограничивающий ход штока вверх, либо проектировать кинематику таким образом, что бы ограничение хода штока вверх происходило за счет перехода кинематики через верхнюю мёртвую точку (ВМТ).
Правильно ли я понимаю, что в ВМТ меняется вектор направления движения штока, а значит и направление действия силы на противоположное? Фактически - сжатие на растяжение, плюс на минус. Отсюда вроде логичный вывод, что в ВМТ сила, с которой давит шток, равна нулю. Тогда за счёт чего происходит нужное нам действие? Ведь усилие, необходимое для осадки тех же плеч, явно не равно нулю.
И второй вопрос, тесно связанный с первым. Вы не пробовали построить график силы штока в зависимости от его подъёма от нижнего положения до ВМТ? Интересены даже не абсолютные значения, которые зависят от прилагаемого к ручке усилия, а общий вид.
neckМожно на сверлильном станке делать две операции с одной установки детали или даже три.
А на сверлильном станке отверстие конечно просверлить можно. Но вот резать достаточно крупную резьбу вручную....вообще конечно можно.
Только надо учитывать, что метчик при врезании в металл начинают тянуть в сторону две силы - окружная и радиальная.
По этому у нас нет никаких гарантий, что резьба нарезана без перекоса относительно канала просверленного отверстия.
1. Сверловка
2. Калибровка разверткой, я всегда так делаю что бы резьба была более правильная.
3. Нарезание резьбы при помощи резьбонарезной головки.
В сверлильнике только идет замена инструмента и все, заготовка стоит на месте.


Я вам категорически не рекомендую после БигБосса с его рюшечками покупать наш пресс.
Он вам не понравится.
Спасибо, отговорили!(((
diman69Кстати, достал свою старую тетрадь, в которой описаны результаты исследования БигБосса.
Спасибо, отговорили!(((
Там нашёл ещё одну причину, почему у него такая длинная направляющая.
Но про это напишу уже в рассказе об этом прессе. И частично в разделе о кинематике прессов.
YuryRВ этот момент осадка плеч уже произошла. Матрица как раз настраивается так, что осадка плеч начинается до ВМТ.
Ведь усилие, необходимое для осадки тех же плеч, явно не равно нулю.
Переход через ВМТ всего лишь останавливает движение штока вверх. Что позволяет осуществлять настройку степени обжима гильзы при фуллсайзе смещением матрицы по резьбе в станине пресса.
Собственно, вместо ограничения хода штока вверх методом перхода через ВМТ можно использовать жёсткий упор деталей кинематики в станину.
Самая оригинальная реализация такого решения из тех, что я видел - это круговой поясок в нижней части штока, имеющий диаметр больше диаметра штока.
Который и упирается в станину, ограничивая ход штока вверх.
Dondukov
3. Нарезание резьбы при помощи резьбонарезной головки.
К сожалению, резьбонарезные головки (или резьбонарезные патроны) не предназначены для жесткой фиксации метчика.
Задача ликвидировать перекос метчика при нарезании резьбы перед такими конструкциями не ставится, и ими не реализуется.
У них задача другая - не дать сломаться метчику в случае упора его в дно глухого канала или же в случае закусывания метчика стружкой.
По этому в их конструкцию и вводятся пружинные элементы для того, что бы при жёстком "клине" метчика в отверстии началось проскальзывание между собой деталей резьбонарезного патрона.
Вот стандартный резьбонарезной патрон, используемый на промышленных токарных и сверлильных станках.

Состоит из двух частей, которые могут проворачиваться на оси относительно друг-друга.
Сзади имеет хвостовик с конусом Морзе для установки на станок.
Усилие проворачивания одной части патрона относительно другой части регулируется за счёт натяжения пружин, видных на фото.
Метчик крепится за хвостовик, то есть, удерживается только с одной стороны.
Соответственно, его противоположная часть, которой он режет резьбу, может колебаться.
Особенно когда первый зуб врезается в металл детали.
Это если вкратце.
Я этот момент особо отмечу и детально распишу в разделе "Станина" данной темы.
neckНаверное, это единственно возможное объяснение процесса. Но тогда получается, что величина осадки плеч определяется не ВМТ, а ВМТ минус какое-то малое значение, при котором давление от штока ещё не равно нулю. А дальше до ВМТ давление резко падает до нуля и плечи перестают осаживаться. Сдается мне, что эта малая величина будет не постоянной, а зависящей от свойств гильзы - толщины стенок, характеристик материала... Следовательно, на разных гильзах осадка будет разная.
В этот момент осадка плеч уже произошла. Матрица как раз настраивается так, что осадка плеч начинается до ВМТ.
Переход через ВМТ всего лишь останавливает движение штока вверх.
Наверное, если в этих рассуждениях есть логика, то более правильным способом получать постоянный результат, будет упор для штока. У себя сделал упор из болта. При чем так, что он встречается с поверхностью рычага не под углом, а параллельно. Этим достигается большая площадь контакта.
Идея пояска на нижней части штока очень интересная! Она позволит избегать перекосов в механике. Фактически они и так отсутствуют благодаря очень точной подгонке деталей на Ваших прессах, но если можно избежать и теоретического, то совсем хорошо. А у Вас нет фотографии такой реализации упора?
YuryR
Идея пояска на нижней части штока очень интересная!


Из моего проекта. Шток с пояском, что бы поймать ВМТ 😊
DondukovДанный вариант для тех у кого фрезер или чпу под боком , а для самодельщика думаю проще выточить кольцо ,с плотной посадкой на шток и заштифтовать , кстати идею дарю !!! 😊
Из моего проекта. Шток с пояском, что бы поймать ВМТ
DondukovТак у Вас ВМТ, или ход штока ограничивается упором в нижней части?
Из моего проекта. Шток с пояском, что бы поймать ВМТ
hakas31Так сделать конечно несложно, и достаточно надёжно. А если понадобится изменить положение упора? Не хочется каждый раз заморачиваться даже с неполной разборкой пресса. Нижний болт, как упор, в этом отношении более универсален. Вот бы объединить надёжность одного решения с универсальностью другого.
для самодельщика думаю проще выточить кольцо ,с плотной посадкой на шток и заштифтовать , кстати идею дарю
YuryRЯ даже придумать не могу ЗАЧЕМ ?
А если понадобится изменить положение упора?
YuryRВы шток через верх будете доставать ?
Не хочется каждый раз заморачиваться даже с неполной разборкой пресса.
hakas31Это не по ФЕНШУЮ 😛 😊
проще выточить кольцо ,с плотной посадкой на шток и заштифтовать , кстати идею дарю !!!
YuryRНа фотке в данный момент шток опущен, но если подать ручку пресса в низ то шток пойдет вверх, дойдет до ВМТ и поймает стоп, нижней частью штока.
Так у Вас ВМТ, или ход штока ограничивается упором в нижней части?
Хватит загаживать тему своими измышлениями.
Хотите пообщаться с ТС - создайте свою тему о прессах, ТС туда придет, к гадалке не ходи. Но вот его чисто информационно публицистическую тему - своими делами не нужно захламлять. А то снова все утонет в тоннах глупостей.
sgerА чего он дальше не пишет ? 😊
А то снова все утонет в тоннах глупостей.
hakas31
А чего он дальше не пишет ?
Кто он? И чего он должен написать то?
neckН у так ВЫ ,
Кто он?
И чего он должен написать то?
Так дальше про изготовление ,под какие главы посты резервировали ?
А то в третьих лицах....
Сейчас про станины готовлю материал. Пишется тяжело - про станины можно много чего рассказать, это главный агрегат пресса.
А написать надо не только предельно просто (что бы понял даже тот, кто понимать не хочет), но и что бы читать было интересно.
И это не такое простое дело, как кажется.
Ну и фото подготовить надо.
Скоро буду частями выкладывать.
-а если к метчику "приделать" спереди направляющую идущую плотно по просверленому каналу- это исключит перекос резьбы?
- а почему не просверлить в изначальной заготовке канал и нарезать резьбу, а потом уже фрезеровать все остальное
2YuryR:
а вы точно уверены, что в ВМТ СИЛА равна нулю, а не скорость?
hegСкорость тут вообще не при чем. Остановить шток можно в любой точке.
2YuryR:
а вы точно уверены, что в ВМТ СИЛА равна нулю, а не скорость?
Я выше написал, что шток в ВМТ меняет направление движения. Соответственно сила поменяет знак. Отсюда в ВМТ получается ноль. Вспомните ДВС - когда поршень идёт вверх, происходит сжатие смеси, когда вниз - разрежение.
Я не инженер-механик, но инженер. Поэтому и надеялся, что выскажется кто-то из профильных специалистов... или автор пресса. Кривую давления пресса можно построить расчетным способом. Там ведь всего три величины - усилие, прикладываемое к рукояти пресса, положение рукояти(или штока) и рычаг (какой бы сложной ни была кинематика). Я подумал, что вдруг автор это делал. Наверное, проектирование любого пресса начинается с расчета давлений. Под это потом конструируется вся кинематика.
hegА как вы себе представляете эту направляющую? Сзади, (где хвостовик) на метчике имеется квадрат, за который он крепится в резьбонарезном патроне либо в какой то оправке.
-а если к метчику "приделать" спереди направляющую идущую плотно по просверленому каналу- это исключит перекос резьбы?
А вот спереди как закрепить направляющую?
Это первое.
А второе заключается в том, что направляющую придется максимально точно пришлифовать к просверленному отверстию. Что бы она выполняла свою роль - направление давала, а не болталась в отверстии.
И тут начинаются грабли - свёрла и развёртки постоянно поднашиваются.
Соответственно, любая направляющая, пришлифованная к какому-либо отверстию, через 5-6 сверлений уже может просто не полезть в аналогичное отверстие. Потому что сверло подносилось и сверлит отверстие чуть меньшего диаметра, чем сверлило раньше.
Это сколько же направляющих надо сделать, если планируется, к примеру, мелкосерийный выпуск изделий?
И третье - если есть возможность, поговорите с профессиональными заточниками. Которые нажили себе гиморой и лысину на этом деле лет за 30 работы.
Просто поинтересуйтесь у них, ЧТО они используют в качестве базы при заточке развёрток, концевых фрез и метчиков.
И что они никогда не используют в виде такой базы.
YuryR
Кривую давления пресса можно построить расчетным способом. Там ведь всего три величины - усилие, прикладываемое к рукояти пресса, положение рукояти(или штока) и рычаг (какой бы сложной ни была кинематика).
Проблема как раз в усилии, прикладываемом к рукоятке пресса.
Используется мускульная энергия человека, которая у всех разная.
По этому даже номинальное усилие прижима указать точно не возможно.
neckКонечно, это понятно. Но она, в принципе, не так важна. Можно бы было принять постоянной 20кг, приложенной к концу рукояти перпендикулярно ей. Потом легко пересчитать на любое другое усилие.
Проблема как раз в усилии, прикладываемом к рукоятке пресса.
Используется мускульная энергия человека, которая у всех разная.
Наиболее интересно, как это усилие преобразуется кинематикой пресса в разных точках хода штока, от нижнего положения до ВМТ. Скажем, через каждый см хода. Вблизи ВМТ почаще.
В этот момент появляется возможность нажать на ручку плечом через вытянутую вниз руку, или всей "тушкой".
Когда ручка смотрит вверх, такой номер не получается 😊
А если серьёзно, кинематика наших прессов имеет передаточное отношение 1:4.
То есть, приложили к ручке пресса усилие 80 кГ, на штоке получили 320 кГ.
Для практических целей этого вполне достаточно.
neckКстати тут на ганзе видел раздел где можно заказать инструмент, по чертежам заказчика. Заказать метчик с направляющей. Видел там даже заказы на оружейные протяжки, развертки и так далее. Также и метчики с разным направлением резьб.
А как вы себе представляете эту направляющую?
Могу себе представить такую развёртку для калибра 9 мм.
А вот метчик диаметром около М22 с направляющей, имеющей диаметр 20 мм я слабо представляю.
Меня смущает тут то, что диаметр направляющей такого метчика должен очень точно соответствовать диаметру отверстия в станине.
Если сначала отверстие просверлить, а потом уже под это отверстие изготавливать вышеупомянутый метчик, то в этом случае станину придется изготовить на том же предприятии, которое метчик с направляющей сделает.
Что бы можно было по месту пришлифовать направляющую к отверстию.
Не думаю, что бы люди, обслуживающие резьбошлифовальный станок, согласились ещё и станину пилить-сверлить.
А если подгонять отверстие в станине под диаметр направляющей такого метчика, то это будет пустая затея на уровне человека с громким ником.
Который вместо того, что бы по человечески, на соответствующем станке, взять и пришлифовать шток к отверстию станины, пытается на оборот, раздвижными развёртками драть станину.
Стараясь ими поймать зазор 0.01 мм.
Кроме того, сначала надо ещё и ровно (без отклонения центра) просверлить отверстие в станине. Это не самая простая задача, просверлить без отклонения сверла канал длиной 100...120 мм.
На такой длине отклонение сверла на 1 градус вызывает увод сверла на 2 мм в сторону от центра начальной точки отверстия.
На мой взгляд, такая технология не для самодельной конструкции.
Да и для серийного производства такое дело будет слишком гиморойным.
neckАлександр, тогда, так получается из ваших слов, для самодельщика самая приемлемая конструкция, типа Вашего раннего "монстра" о трех шпильках?
Кроме того, сначала надо ещё и ровно
----------
"Si vis pacem, para bellum"
P.S.Для наглядности разместил бы фото, да не могу. И фотов у меня тут нет, и инет кривой.
Например, в такой конструкции легко решается проблема соосности и перекоса резьбы для установки матриц. Кроме того, у "Ротонды" была самая сбалансированная кинематика из всех наших прессов.
Но, как всегда, достоинства являются продолжением недостатков 😊
Для изготовления требовался чугунный кругляк большого диаметра, а сборка станины требовала изрядного количества времени.
Требовалось точно выставить половинки станины в трёх плоскостях относительно друг - друга.
А нажимной рычаг кинематики имел много деталей. Что снижало надёжность и мешало использовать такую конструкцию в "мощных" вариантах для штамповки.
После того, как удалось изобрести технологию сверления без перекоса отверстий в станине из целого куска металла, и изготовить оснастку, удерживающую метчик от перекоса, стало возможным перейти на изготовление "плоской" станины.
Что касается применения данной конструкции для самоделок. Можно, конечно.
Но только при наличии серьёзного токарного станка, на котором можно обработать болванки диаметром от 150 мм.
Экзотические варианты типа изготовления такой станины на станках с ЧПУ я не рассматриваю - не у каждого самодельщика в кустах стоит рояль в гараже имеется солидный станок с ЧПУ.
Как я уже говорил ранее, для самоделки самое оптимальное - сварная станина.
Да, грубовато... да, сварные швы будет видно.
Может и внешне не симпатично получиться.
Но мы то для себя делаем, не на продажу. И нам главное получить приемлемую точность с минимумом затрат.
Зато такая конструкция позволяет обойтись без станочного парка, одной "болгаркой" и сварочным аппаратом. Какой нибудь "Ресантой".
Совсем конечно без станков не обойтись. Но можно работу с ними свести к минимуму.
neckДобрый день. Ну что там по штоку что то получается?
neck
neckПонял. А я заказал в токарку изготовление оправки, как делал чертеж выше. Если все таки у меня получится не соосность с резьбой, то зажму станину пресса в патрон с оправкой и место под шток расточу на 2 мм расточным резцом. Заодно и втулку поставлю из бронзы.
Токарка сделана, шток отдан на фрезеровку паза.
Так что может и получиться.
А вот когда высота окна в станине почти в два раза больше вашего, то тогда засада.
Уточните.

Эксперименты показали, что при люфте, превышающем 0,1мм, пресс становится не пригоден для сборки качественных изделий."
Вот этот люфт меня и интересует.
Дополнительная информация: пока товарищ не купил себе пресс мой БигБОсс периодически путешествовал к нему, при перевозке мог лежать и одной стороной и другой, могло оказываться давление на ручку в разных направлениях. При положении штока внизу система рычагов немного люфтит. В верхнем положении пальпацией люфта верха штока не чувствую. Как было с новья не помню.
Можно получить некоторое представление о зазорах в подшипнике скольжения ( между штоком и станиной) установив на станину индикатор часового типа, толкатель которого упирается в шток.
Желательно, что бы упирался по центру штока, дабы при измерении наконечник толкателя не сьезжал по окружности штока.
Покачивая шток рукой, можно получить какие то показания индикатора 😊
При этом надо учитывать то, можно получить результаты, часто мало отражающие действительный люфт.
Во первых, нажимая на шток рукой несколько раз, не возможно делать это с одинаковым усилием.
Во вторых, даже если положить станину на бок, и двигать по ней какую- то приблуду с установленным индикатором (что бы получить данные в различных точках относительно длины станины), показания его так же начнут "гулять". Потому что нет никаких гарантий, что у вас грани станины строго перпендикулярны и параллельны друг друга.
Если при этом ещё и шток перемещать относительно индикатора, или вращать его вокруг оси, то вообще получим в результате чёрт знает что 😊
Ещё показания зависят от того, какая смазка используется для трущихся деталей.
По этому надо замеры делать при насухо очищенных от смазки деталях пары трения.
Погрешность зависит ещё и от погрешности самого индикатора. И кучи разных условий. Например, при какой температуре вы делали замеры.
При этом, что бы полученные результаты были достоверными, индикаторы нужно поверять в метрологии пару раз за год.
И концевые меры, по которым индикаторы проверяются так же надо хотя бы раз в год поверить на соответствие заводским параметрам.
В общем, слишком много "если". Грубо, конечно, прикинуть наличие люфта таким способом можно.
А на практике на заводах, когда нужна точность, измеряют так называемый суммарный люфт.
Но это уже тема отдельного разговора, а мы ведём речь о том, как замерить в домашних условиях.
В вашем случае, как полагаю, заморачиваться не стоит.
Реддинг пары трения делает из стали и чугуна. И достаточно приличные по качеству.
На мой взгляд у них только один недостаток - шток не калёный.
Впрочем, на БигБоссе вряд ли кому в голову придет давить что то серьёзное.
Так что в общем то без закалки можно обойтись.
neckЯ тут что подумал. А что если делать между парами трения не бронзовую втулку скольжения а маслонаполненную Фторопластовую (черная по цвету структура)? Фторопласт легок в обработке, дает чистую поверхность ну и удешевляет готовую продукцию. Цена фторопласта в разы меньше чем бронзы. По антифрикционности и износостойкости выше чем металлы.
Реддинг пары трения делает из стали и чугуна.
Например, в компрессорах, работающих в условиях невесомости или вакуума, когда никакая жидкая смазка не держится в узлах трения.
А плунжерную пару надо как то смазывать.
Там применяют подшипники скольжения из смеси фторопласта с графитом.
Ну а в наших условиях то зачем?
Чугунная станина решает все проблемы с подшипником скольжения.
Правда, чугун добавляет кучу других проблем, но вот при наличии нормального станочного парка и грамотного персонала - чугун + сталь является идеальной парой трения.
Причем, без танцев с бубном, когда надо сначала изготовить соосный канал для штока и матрицы, а потом рассверлить с одной стороны, сделать втулку, установить её в канал и потом расточить соосно во второй частью канала.
Не дав при этом фторопластовой втулке провернуться в отверстии станины при расточке.
В общем, это все гиморойно и сложно даже при использовании бронзовых втулок. При фторопласте это будет ещё жутко не технологично.
В общем, всё уже давно придумали за нас 😊
Для самодельного пресса технологии можно использовать намного более примитивные, известные ещё с 40 годов прошлого века.
neckАлександр Павлович, я Вам давно послал в РМ письмо, на данную тему, Вы б хоть прочитали....
Для самодельного пресса технологии можно использовать намного более примитивные, известные ещё с 40 годов прошлого века.
----------
"Si vis pacem, para bellum"
WaldschnepferУ меня проблемы с ПМ 😞
Вы б хоть прочитали..
Часто глючит и не открывается. Лучше на почту написать.
В смысле готов полностью.
neckАлександр, сегодня постараюсь расплатиться. С понедельника мотаюсь по тайге ни как в город не попаду.
готов полностью.
neckОплату произвел. Отписал на майл.
готов
Игорь Владимирович, шток для вашего пресса сегодня уехал к вам.
neckВот так я сегодня с токарем делал расточку станины пресса на оправке, под бронзовую втулку. Все сделано с одной установки.
Начал выкладывать первую часть раздела о станинах прессов.
https://www.youtube.com/watch?v=QATUCP1JnX0
Заранее благодарен.
С Уважением Алексей.
Dondukov
Вот так я сегодня с токарем делал расточку станины пресса на оправке, под бронзовую втулку. Все сделано с одной установки
Игорь, а втулку уже установили? Или пока только отверстие расточили?
alex196806
дайте пожалуйста совет, стоит ли покупать пресс Präzipress немецкого производителя Christian Turban CNC-Zerspanungstechnik.
Мне нечего сказать про этот пресс. Я его вблизи не видел.
Оценивать же изделие по фотографии было бы самонадеяным.
Так что тут ничем вам помочь не смогу.
neckИгорь, а втулку уже установили? Или пока только отверстие расточили?
Втулку сделаем когда шток придет. Так пока нет смысла делать. Иначе отверстие под шток или прослабим или в натяг получиться.
Обратил внимание на вашем видео на то, какое биение было у отверстия, в которое токарь расточной резец завёл.
Болтало не хило.
Можно сказать, что ваше видео - наглядная иллюстрация того, что любое спиральное сверло начинает уводить в сторону при сверлении боле-менее глубокого отверстия.
Втулку будет делать тот же самый токарь, что и станину растачивал?
Спрашиваю не потому, что сомневаюсь в его квалификации.
Вашей технологии изготовления станины (и самого пресса) хочу посвятить небольшую заметку в рамках данной темы, по этому хочу уточнить некоторые технологические тонкости.
neckЭто не сверло увело, сто процентов, так как после сверления я прошел отверстие разверткой. Ту видно все в совокупности получилось, часть от нарезания резьбы, а часть когда я со второй установки рассверливал отверстие под шток. То есть сначала я сверлил сверлом 20 мм а затем сверлом на 22. Когла отверстие уже просверлено то сверло большего диаметра не может отцентроваться и жмется к какой либо стенке. Более правильно будет сверлить сначала сверлом на 22 а потом уже сверлом на 20. То есть работать в две ступени. Сейчас расточили отверстие в идеале. Беспокоит только то что стенка стала толщиной 2 мм. Но буду надеятся что корпус сделан все таки из стали Х40. Если все таки где то что то порвет то сделаю новый корпус исключив старые ошибки.
что любое спиральное сверло начинает уводить в сторону при сверлении боле-менее глубокого отверстия
neckДа сделаем с тем же токарем. Сделаем новую оправку, делается она 5 минут, и установим втулку. Внутренний диаметр расточим по штоку.
Втулку будет делать тот же самый токарь, что и станину растачивал?
Уважаемый Neck, благодарю что нашли время и ответили на мой вопрос.
С Уважением Алексей.
neckhttps://www.youtube.com/watch?v=NcDVwNUCYsI
Втулку будет делать
Все. Втулку установил (запрессовал) потом так же на оправке проточили. Шток ходит без люфтов.


На счет штока. Был один нюанс. Пришлось чуть посадочное место торценуть примерно на сотку, так как при изготовлении резьбы края отверстия чуть приподняло и шелхолдер вставал не ровно. Будет лучше операцию по нарезке резьбы делать до фрезеровки паза иначе посадочное место страдает. В остальном все очень даже хорошо.
DondukovА резьба для чего ,штамповать вроде слабоват ?
Будет лучше операцию по нарезке резьбы делать
hakas31Резьба это от технологического процесса.
А резьба для чего
hakas31Кого штамповать? Вопрос не понял.
штамповать вроде слабоват
Кого штамповать? Вопрос не понял.Обычно резьбу в штоке изготавливают для вкручивания каких-либо фенечек: матриц, удлинителей штока, пуансонов для штамповки, иксклюзивных корпусов под шелы и т.д...
Соответственно после такого пресс еще используется для штамповки изделий, для чего к его ручке, и далее всей конструкции, прилагается усилие, большее чем просто для релоада!
И как правило это усилие спокойнее всего прикладывать к прессу "О"-типа.
А у Вас - "С"-тип.
Вот коллега Вас и спросил.
А так - все норм. Я тоже свой со втулкой делал...
RattlinТеперь понял. 😊 А то у меня сложилось впечатление что чел написал за штамповку каких то изделий.
Вот коллега Вас и спросил
neckАлександр, показываю как я доработал ваш шток под крепления рычага (вы просили вот показываю)
neck

С начала изготовили бронзовую "разрезную" втулку на шток, что бы его не покоцать губками делительного патрона. Втулку видно, она желтого цвета.

Затем выставили все по "Феншую" 😊 так как пресс мы делаем с прецизионной точностью.

Пропил паза под крепление штока.

Ну и готовый уже продукт. Все операции: Четырехгранник, пропил паза и сверления отверстия, сделаны с одной установки, то есть деталь установили в патрон, выставили и больше не снимали.
Р.S. Шток готов на 99% осталось только округлить квадрат по деаметру отверстия, но я это сделаю с помощью обычного наждака, так как этой операции феншуй не нужен. 😊
neckЧто еще хочу добавить. Термообработали вы шток здорово, по началу я думал что хрен что с ним сделаю, но потом подобрали режим вращения фрезы, установили пластинки для твердосплавной стали и поехали. Фрезы кряхтели, свистели, все как в том анекдоте: ...-Мыши плакали и кололись но продолжали жрать кактус. 😊 В итоге на доработку штока ушло 2 часа времени. Завтра начну делать крепление пресса к столу.
neck
Я вот тут поразмышлял над вашей технологией изготовления канала в станине для штока.
Сначала идея понравилась. Но что то теперь сомнения меня взяли.
Надо будет ещё раз подумать...
Впрочем, это нисколько не умаляет вашей работы.
Вам удалось, используя имеющиеся производственные мощности, фактически повторить Харелл.
Жду вашего отчёта о работе кинематики. Там есть пара подлянок, интересно будет посмотреть, как вы их обойдёте.
Dondukov
Термообработали вы шток здорово, по началу я думал что хрен что с ним сделаю,
Штоки для прессов пришлось термообрабатывать после того, как "наши люди" начали давить с помощью наших прессов всё подряд.
В том числе и передавливали оболочные пули в другой калибр, "просто" упирая пуансон в торец штока.
Рассуждая при этом - "А чЁ такого, пресс то мощный и надёжный".
Один признался, что даже подшипники с помощью нашего большого пресса выпрессовывал.
В результате заминали паз для шеллхолдера.
Кстати, термообработка штока - это отдельная песня.
С кучей возможных косяков.
Про неё как-нибудь отдельно расскажу.
neckНеужели и такое бывает 😊 Точно знаю что переобжимают гильзы в другой калибр, но что бы пули 😊
В том числе и передавливали оболочные пули в другой калибр
neckНа счет кинематики. При фрезеровке штока я сознательно отступил от намеченного плана, то есть отверстие под палец я сместил на 5 мм ниже разработанной схемы кинематики. Сегодня вечером сяду за комп, за "Аскон-компас" и сделаю новые расчеты по кинематике, либо придется заново изготовить боковые лапки, так как они у меня уже сделаны, либо если расчеты позволят то переделаю рычаг, рычаг у меня сделан на половину, отсутствуют отверстия. По сути надо сейчас внести все изменения в чертежи так как и тело пресса и изначальные расчеты по штоку изменились. Самое сложное я сделал, остались мелочи.
Жду вашего отчёта о работе кинематики. Там есть пара подлянок, интересно будет посмотреть, как вы их обойдёте.
Кинематика - штука такая....
САПР "Компас" - программа конечно полезная. Можно создать сборку и посмотреть в динамике как "крутятся" детали.
И вроде всё гладко. Но дьявол в мелочах, как говорят немцы.
Речь про тактильные ощущения, которые ни одна программа САПР не способна воспроизвести. А тут дело такое - сместили одну из осей на миллиметр в сторону, и становится руке не удобно 😞
Кроме того, есть ещё одна проблема с кинематикой.
По правильному, верхняя ось боковых рычагов должна проходить через ось штока. Что обеспечивает наиболее плавную работу кинематики, без заеданий и рывков.
Но такую конструкцию не просто реализовать. По этому обычно ось располагают либо перед штоком, либо за ним.
Оба расположения имеют как свои преимущества, так и свои недостатки.
Я, например, посте того, как с первым прессом натрахался до сыта, просто разработал приспособление для отладки кинематики.
На котором и происходит отладке после того, как готовы опытные образцы.
Которые были разработаны с помощью программы САПР.
Кстати, были разработаны и прошли испытания более 20 образцов.
Восемь из них выпускались (или сейчас выпускаются).
При этом оказалось, что ни одна из разработанных с помощью САПР кинематик не заработала сразу.
Все пришлось отлаживать.
Гиморойное дело, я вам скажу, эта отладка. Изменили чуть расстояние между центрами боковых рычагов, и уползает ход штока 😞
А ещё надо учесть такой момент, что бы ручка пресса в пол не утыкалась тогда, когда шток максимально вверх поднят.
И не падала под своим весом вниз, когда шток внизу.
Вот первый образец приспособления для отладки кинематики:

Профрезерованные канавки - это оптимальные углы положения рычагов в трёх точках рабочего хода штока.
И насверлен ряд отверстий, позволяющий смещать "верхнюю" ось кинематики. И не только её.
Конечно, давно уже используется другое приспособление. Намного более совершенное.
Но и этот, первый образец позволяет понять, что к отладке кинематики надо подходить серьёзно.
Так что настраивайся на эксперименты и готовься к тому, что придется что то переделывать.
Совет - боковые рычаги сделай длиннее, чем получается у созданной в Компасе модели.
Тогда можно будет просто досверлить в них отверстия при отладке.
neck
neck

Наконец то доделал кроны к столу. Вчера сидел в Сапре с расчетами кинематики, честно говоря мозги вспухли. Хотел кинематику привязать к уже готовым лапкам, но не фига походу, придется изготовить все за ново.
Кстати, от конструкции осей, как у Харелла, советую отказаться.
Ручка будет болтаться влево-вправо, как падла ванька -встанька.
Заказывай токарю оси, подогнанные (насколько токарь сможет сделать) под диаметр отверстий для осей. И пусть резьбу нарежет с двух сторон, что бы самоконтрящиеся гайки можно было поставить.
Вот тогда не будет боковых люфтов у рычагов.
Это конечно надо на круглошлифовальном станке делать, но для себя можно один раз и поковыряться на токарнике.
И подумай над развесовкой деталей кинематики.
А то получится как у антинаты - чуть ручку сдвинул назад от верхнего положения, и она (ручка) вниз упала.
Dondukov
Неужели и такое бывает Точно знаю что переобжимают гильзы в другой калибр, но что бы пули
Бывает, бывает 😊
Вот фото (качество, правда не очень, на телефон по моему сфотографировали:
Пуля давится через самодельный сайзер.
Вообще, насколько изобретателен наш народ - нет возможности на сайзере нарезать резьбу 7/8х14, так просто хомутиком сайзер на прессе закрепим 😊
neckУ меня все отверстия калиброваны разверткой на 9 мм. Я специально так сделал что бы пальцы изготовить из УАЗовских клапанов ГРМ, у клапана и металл хороший и не ржавеет.
Заказывай токарю оси, подогнанные (насколько токарь сможет сделать) под диаметр отверстий для осей
neckПолностью и боковые лапки и сам рычаг. Ты же видел мое видео где я показывал как работает рычаг? Вот теперь надо заново все это перерасчитать. В старом расчете я добился так что боковые рычаги практически стоят на месте. Без "Заломов".
Игорь, лапками ты боковые рычаги кинематики называешь, что ли??
YuryRДа просто задался целью сделать себе хороший пресс под фулсайз. У меня есть уже нажимной Харелл, под точные настройки, а этот будет чисто под фулсайз.
Но объясните цель, плз!
YuryRМеньше факторов, выше результат.
Представим, что всё вылизано до микрон, нет и намёка на люфт или что-то подобное. Но ведь дальше идёт шелхолдер, где гильза болтается как г... в проруби!!!
DondukovНе скажите... Возможно, что Вы загоняете себя в очень жесткие рамки. На обычных прессах с люфтами, как я уже писал, они выбираются точной матрицей. Благодаря люфтам нет перекосов. А если люфты убрать, то не исключено, что для достижения того же результата потребуется сверхточность. Помните старую байку, как на западе решили воспроизвести автомат Калашникова. Сделали на новейшем высокоточном оборудовании, допуски в ноль... а автомат не работает.
Меньше факторов, выше результат.
YuryR😊 Когда то давно в молодости я работал на автомобиле УАЗ Фермер, и на буханке тоже. Так вот там есть такой механизм как кулиса переключения передач, с новья она вроде ни че так но когда чуть из носится то такая болтанка рычага начинается что не всегда возможно поймать куда скорость воткнуть. Я к чему это сравнение привел? К тому что совокупность маленьких люфтов в механизмах в итоге дает отрицательный результат. Так же и на прессе, я понимаю что люфтов шелхолдера и самого патрона в шелхолдере не избежать, но вот другие "болтанки" следует избежать сразу. 😛
Не скажите... Возможно, что Вы загоняете себя в очень жесткие рамки. На обычных прессах с люфтами, как я уже писал, они выбираются точной матрицей.
Написать то "по учёному" не сложно. Как это делают снобы и мэтры.
Только такие тексты обычно никто не читает - скучно.
По этому надо написать с одной стороны просто (что бы было понятно человеку с любым образованием), а с другой стороны что бы интересно читать было.
А это сложно очень 😊
Вот сейчас о стальных станинах готовлю материал.
neckАлександр Павлович, Вы от меня послание получили в полной мере?
Вот сейчас о стальных станинах готовлю материал
----------
"Si vis pacem, para bellum"

А отверстиям в станине??
Не надо повторять гнилую идею осей кинематики, реализованную на Харелле.
Делайте на концах осей резьбу, и самоконтрящиеся гайки поставьте.
neckВсе различие от харела в том что у меня то корпус стальной а у Харела он алюминиевый. 😛 И если даже я поставлю ось на гаечки то принцип работы не изменится, палец так же будет вращаться в теле.
гнилую идею осей кинематики, реализованную на Харелле.
Добавлю: пальцы идеально встали в отверстия, допус посадки получился 0,01 мм на стенку, то есть отверстие ровно 9 мм а диаметр пальца 8,98 мм. Причем поверхности пальца и отверстия довольна таки гладкие. Если где и будет разбивать отверстия то это на боковых тягах и то я не уверен так как толщина тяги у меня 7 мм а сталь 40Х закаленная на воду с последующим отжигом.
И да. Сегодня решил и сделал деревенским методом вилку рычага, я просто взял и сделал предварительную модель из ДЕРЕВА. 😊 Че думаю париться с настройкой рычагов. 😊 Потом по этому шаблону отфрезерую "железку".
Если пальцы и боковые рычаги калёные (я правда не знаю, зачем это надо было делать), то начнётся истирание отверстий для осей в станине.
Как быстро наступит - это вопрос отдельный. Зависит от интенсивности работы с прессом.
И вот когда износ станет таким, что оси начнут слегка качаться в станине, то тогда и начнется самое интересное - ручка пресса начнёт вместе с ними болтаться из стороны в сторону. Как у Харелла.
Потому что стопорные колечки не могут эту болтанку предотвратить.
А вот гайки на концах осей позволяют выбирать люфты. И ручка уже не болтается
Dondukov
И да. Сегодня решил и сделал деревенским методом вилку рычага, я просто взял и сделал предварительную модель из ДЕРЕВА. Че думаю париться с настройкой рычагов. Потом по этому шаблону отфрезерую "железку".
В таком случае желательно ещё из картона/фанеры и макеты боковых рычагов сделать.
Боюсь я, что одним только нажимным рычагом дело не обойдется.
Потому что если боковые рычаги не трогать, может измениться ход штока.
neckЯ все это сперва в 3Д модели делаю, смотрю как работает а потом уже железки точу.
В таком случае желательно ещё из картона/фанеры и макеты боковых рычагов сделать.
DondukovДа все так делают.
Я все это сперва в 3Д модели делаю, смотрю как работает а потом уже железки точу.
Только 3D модели не передают тактильные ощущения, вот беда 😞
neckЗначит расчеты не верные. Я заложил в свой пресс что бы ручка пресса делала ход в 120 градусов. Старался делать плечо рычага нагрузок максимально коротким, что бы все как по закону Архимеда. 😊 Проигрываем в расстоянии но выигрываем в силе. 😊 То есть у меня будет все наоборот пропорционально, при легком движении ручки рычага, на шток будет передаваться максимальное усилие. Ну потом я все это покажу как сделал.
Только 3D модели не передают тактильные ощущения, вот беда
DondukovИгорь, ни одна теория не способна дать 100% готовое решение.
Значит расчеты не верные.
И теоретические расчёты никогда не заменяют практических решений.
Только помогают уменьшить время, потраченное на разработку.
По этому то всегда придуманное изделие тестируют и выявляют недостатки.
Иначе получается изделие (как у человека с громким ником), у которых часто шток прикусывает в середине хода.
Собственно, вы это тоже понимаете, раз планируете изготовить на пробу модель рычага пресса из дерева.
Вдруг пригодится....
----------
Лучше порох в пороховницах чем дробь в ягодицах!
Кто играет с динамитом - тот домой придет убитым!
neck
100% готовое решение

Рычаг держится в любом положении, при любом градусе наклона (открытия) он не падает, даже если бы он весил несколько килограмм. Шток идет только тогда когда его тянешь.
DondukovКласс ,поздравляю !
Рычаг держится
У меня вопрос про подшипник скольжения:
neckПочему бы не сделать вокруг ползуна небольшую ванночку для смазывающей жидкости? Капнул туда чуть того же ружейного масла, и ползун смазывается, и прилипший абразив смывается. Если люфт измеряется микронами, то сильного расхода масла быть не должно вроде.
Поверхности ползуна и подшипника в этом случае соприкасаются на большом протяжении. При этом плотный масляный слой отсутствует.
Вид трения - полусухое, поскольку смазка на трущихся поверхностях находится только в виде адсорбированной пленки.
Причём, смазка обновляется не постоянно, а периодически, от случая к случаю.
Что ещё больше усугубляет и так не самые лёгкие условия трения деталей.
Sobol'1)Масло может просачиваться ,стекать вниз и все пачквть
Почему бы не сделать вокруг ползуна небольшую ванночку для смазывающей жидкости? Капнул туда чуть того же ружейного масла, и ползун смазывается, и прилипший абразив смывается. Если люфт измеряется микронами, то сильного расхода масла быть не должно вроде.[/B]
2)масло будет не столько смывать абразив,сколько собирать его.
Если её сделать, придется сверху чем то закрывать. Например, поставить сальник. Для которого то же нужно сделать посадочное гнездо.
Для этого надо как то залезть внутрь станины, имеющей форму буквы О или буквы С, что бы начать выпиливать там металл на внутренней стенке.
Какие будут предложения насчет того, каким инструментом и с помощью какого оборудования это будем делать??
----------
Лучше порох в пороховницах чем дробь в ягодицах!
Кто играет с динамитом - тот домой придет убитым!
neck
Какие будут предложения насчет того, каким инструментом и с помощью какого оборудования это будем делать??
Я вообще-то представлял себе отрытую ванночку, без сальника. Перед работой капнул туда масла, после работы - аккуратно убрал тряпочкой.
Но если говорить (теоретизировать) про сальник, то для его посадочного места ведь допуски нужны не в несколько микрон? Думаю, 0.05мм вполне хватит. А то и (о боже мой!) 0.1мм.
Такой размер, кмк, можно поймать даже резцом, закрепленным на длинном карандаше через отверстие для матриц. Геморрой, конечно еще тот, но "чисто для сэбе" можно и заморочиться.
Если речь идет о самодельном прессе, то посадочное место под сальник наверное логично выполнить в виде отдельной детали и прикрепить её либо пайкой (если плоскости фрезерованы) либо приклеить хорошим двухкомпонентным клеем.
Либо, как вариант, делать ванночку снизу станины. Фрезой, к примеру. Здесь же сверхточности-то, опять же, не нужно. Верхняя часть штока, конечно, не попадет непосредственно в ванночку, но смазка в некоторых количествах все равно будет попадать в подшипник.
Я не думаю, что на прессе работают 7 дней в неделю в две смены.
Те же самые универсальные токарные станки, не имеющие какой-либо защиты направляющих, при должном уходе (промывке и смазке направляющих станины) работают годами.
Если не десятилетиями.
На наших прессах для смазки можно использовать канал, отводящий капсюля.
Технология такая:
1) подняли шток вверх, протерли его насухо. Удалив крупные частички загрязнения.
2) набрызгали на шток "вэдешкой"
3)опустили шток в низ таким образом, что бы середина окна встала примерно по кромке нижней перемычки станины.
В этом случае в канале образуется некое подобие "ванночки"
4) В эту ванночку брызнули "вэдешкой и оставили минут на 10. Что бы просачиваясь, то же смывала продукты износа.
5) подняли шток вверх и опять протёрли насухо.
6) повторили пункт 3, и залили в "ванночку" масла.
Останется сделать несколько холостых ходов штоком, и пара трения смазана.
Думаю, что после работы с прессом эту не сложную процедуру будет не сложно осуществить любому человеку, работающему с прессом.
Процедура простая, не требует инструментов или приспособлений 😊
Если уж совсем времени нет, то вполне достаточно поднять шток, протереть насухо, брызнуть "вэдэшкой".
Сделать пару ходов вверх-вниз, опять поднять шток вверх, вытереть вэдэшку и смазать шток маслом.
Ещё два хода штоком вверх-вниз, и готово.
Останется на пресс пластиковый пакет надеть, чтоб меньше пылился.
кусок фетра с натягом на шток, крепите за нижний край станины и в место где трется фетер полить маслом, после использования выбросил!
но если честно то и это нах не нужно!
----------
Лучше порох в пороховницах чем дробь в ягодицах!
Кто играет с динамитом - тот домой придет убитым!
neckДоделал. Осталась покраска.
neck



Сначала думал рукоятку по короче сделать, потом думаю пусть будет такая, жать легче да и не мешает ни чем.
Рукоятку сделал из пружины ж/д вагона, отковали, отожгли, проточили на "токарке", нарезал резьбу и сделал термообработку. Набалдажник от КПП УАЗ. 😊
Сделал три фото с рукояткой в разных положениях, ручка держится, не падает.
neckНет конечно, там ходу еще примерно полтора сантиметра.
или нет?
DondukovПри максимально поднятом штоке нижняя квадратная часть штока упирается в станину?
Нет конечно, там ходу еще примерно полтора сантиметра.
Или проходит ВМТ и опускается ?
По какой то причине не стал копировать полностью Харелл.
neckЯ долго думал как лучше сделать, что бы стоп был штоком или что бы ручка проскакивала. В общем я посчитал в программе все расстояния и сделал так что бы ручка проходила ВМТ но что бы квадрат штока касался станины. Так наверное и оставлю, единственное поставлю еще стопор на рычаг что бы это проскакивание ВМТ было самым минимальным.
Игорь реализовал жёсткий упор, как я понимаю.
Добавлю. Я уже испытал его работу, очень мягко работает, особенно в Финальной стадии когда опускаются плечики. Так же мягко вытаскивается гильза обратно. Старался сохранить теорему "Выигрываем в силе но проигрываем в расстоянии" на данном прессе расстояния это плохо, поэтому проиграл его с удовольствием. 😊
DondukovРучка? Она по определению не может проходить ВМТ.
сделал так что бы ручка проходила ВМТ
Игорь, давайте всё же разберёмся, что там у вам на прессе проходит через верхнюю мёртвую точку.
Речь наверное всё же о других деталях идет, не о ручке.
neckПо сути речь идет о всех рычагах.
Речь наверное всё же о других деталях идет, не о ручке.




Например, куда ручка вкручивается - это нажимной рычаг.
Но это так, к слову.
Игорь, мне другое интересно - почему вы, имея перед глазами Харелл, пошли по более сложному пути?
На мой взгляд проще кинематики, чем у этого Харелла, не придумаешь.
И если её повторять, вообще никаких расчетов делать не надо - просто копируй, и всё.
Тем более, что для себя делали, не на продажу. Никто за нарушение авторских прав в суд не потянет.
neckУ меня есть нажимной харелл, а такого нет. Такой я видел только на фотках в нете, ну и сделал себе такой же. Размеры все сам сделал в компасе.
имея перед глазами Харелл, пошли по более сложному пути?
А вообще, спросили бы у меня, кое что на Харелл есть.
neckВам и так большое спасибо за помощь со штоком.
А вообще, спросили бы у меня, кое что на Харелл есть.
А что именно есть на Харелл?
Вообще этот Харелл меня сильно удивил.
Такого противоречивого забугорного пресса я ещё не видел.
Реклама обещает "кастомное американское качество дедушки Харелла".
Однако при этом - люфт штока почти в миллиметр.
Сам шток отвратительно обработан. Полное впечатление, что шток не шлифовали, а просто из под токарного резца воткнули.
Не все шеллхолдеры лезут в паз. Три из моей коллекции не подошли.

Ручка прилично так болтается влево-вправо, на одном из боковых рычагов видны следы от фрезы.

Но с другой стороны, сделан ладно. Симпатичный малыш. Хорошо окрашен, много хрома. Легкий - самое то взять с собой на соревнования.
Оригинальная конструкция деталей, с помощью которых пресс крепят к верстаку. Это то же ему в плюс.

Собственно, назначение пресса понятно - максимально облегченный "дорожный" вариант, предназначенный для не частой работы.
С этой точки зрения можно его косяки и простить.
Однако желания фуллсайзить на нём стальные гильзы не возникло.
Жалко малыша. Не для такой работы он создал.
В общем, весь его вид сразу показывает, на какую работу пресс рассчитан.
Ручка короткая, сильного усилия не разовьёшь с такой ручкой.
А если длиннее ручку поставить, то при такой кинематике она в пол упираться будет.
Да и не даст такая ручка ничего. Крепление к верстаку такое, что при мало-мальском усилии, приложенном к прессу, его (пресс) просто вырвет с верстака.
neckНа своем прессе я особенно учитывал именно этот узел, а именно подобрал нужные болты для сборки крепления к столу. Может я уже ранее вам писал об этом, не помню, но за ново повторюсь. Болты я взял автомобильные, от крепления головки ГБЦ к двигателю, немного довел их до ума и закрутил. Также поставил усиленные распорные втулки, все стянул. Теперь крепление не разгибает. Быстрее край стола отломит чем с крепления сорвет. Думаю если на оригинальном Харелле заменить болты на такие же то проблема исчезнет.
Крепление к верстаку такое, что при мало-мальском усилии, приложенном к прессу, его (пресс) просто вырвет с верстака.

DondukovЕсли не секрет, сколько времени и денег ушло в сумме?
Финал
Пресс хороший, но стоило ли?..
Sobol'
Если не секрет, сколько времени и денег ушло в сумме?
Пресс хороший, но стоило ли?..
Нет не секрет. По времени ушло долго, но не из за сложности , а скорее от лени. А по деньгам то в основном все платы были символическими, не дороже трех тысяч.
На счет того стоило или нет. Я думаю что стоило, так как пресс изготовлен с минимальными допусками. Без отклонений, без люфтов и перекосов. Ну и потом цена. Купить каждый может, а вот сделать для себя не каждому под силу. 😊
DondukovПонимаю)
Купить каждый может, а вот сделать для себя не каждому под силу.
DondukovВо времена социализьма, был у меня напарник, хороший малый, жалко, что не живет, так у него была присказка: "С...тырить и не попасться - всяко лучше, чем купить".
Купить каждый может, а вот сделать для себя не каждому под силу.
----------
"Si vis pacem, para bellum"
R0cKЕсть на форуме, некто "Рукодельник", давно хочет заняться подобными вещами, но у него нет термички, муфель я ему подогнал, но он еще его не освоил.
Взялся бы кто за его производство по гуманной цене
----------
"Si vis pacem, para bellum"
WaldschnepferВ теме "Пробная партия прессов" на ту же тему отписывался товарищ ustinovodin1109. Это не он?
Есть на форуме, некто "Рукодельник", давно хочет заняться подобными вещами, но у него нет термички, муфель я ему подогнал, но он еще его не освоил.
R0cKНет.
Это не он?
Он к прессам еше не пришел, вот он:
forummessage/329/17
----------
"Si vis pacem, para bellum"
R0cKМы примерно такой пресс делали в 2012 году.
Взялся бы кто за его производство по гуманной цене

Причем, конструкция станины была сделана в виде струбцины, что позволяло пресс установить в походных условиях на любой поверхности, хоть на табуретке.
А кроме этого пресс можно было и стационарно установить на верстаке.
Кроме того, кинематика имела два режима работы. Что позволяло работать именно на табуретке, не опрокидывая её при работе.
И цена была вполне гуманной.
Результат - удалось реализовать то ли 15, то ли аж целых 19 штук.
А сколько разговоров было! Ой, как нужен такой пресс...нужен сильно...кто бы взялся за выпуск по гуманной цене???
Взялись, потратили время на разработку и налаживание производства.
В результате - пшик.
Такой пресс никому не нужен. Кроме небольшой кучки народа, имеющего .336.
А короткостволы (для которых и делают мелкие прессы), в нашей стране иметь запрещено.
То, что каким то небольшим спросом пользуется Харрелл, понятно - пресс лёгкий и его можно взять например на соревнования.
Что бы подкорректировать навеску при изменении погодных условий.
Если воспроизводить такой пресс со станиной из стали или чугуна, то все достоинства Харелла сразу превращаются в недостатки.
Для нормальных калибров, имеющих хождение в нашей стране, такой пресс мало подходит.
Потому как ход штока мал, и конструкция слабовата.
Что бы при таких размерах кинематики стальные гильзы фудллсайзить, нужно ручку делать длиной в полметра.
И орудовать этой ручкой двумя руками, упираясь ногой в верстак. Что бы пресс вместе с верстаком не скакал по комнате.
Кстати, обратите внимание, какой длины ручка на прессе Игоря.
У оригинального Харрелла она в верхнем положении практически не выходит за верх станины.
Вот видео, как происходит процесс фуллсайза на прессе, имеющем схожие характеристики:
https://www.youtube.com/watch?v=dY0WPQSxdhQ
Самое интересное (касательно работы пресса) начинается на видеоролике в 17:33.
Человек стоя (!!!) орудует двумя руками, еле удерживая верстак, который скачет по комнате.
neckМы примерно такой пресс делали в 2012 году.Вот как раз такое крепление для транспортируемого пресса - удобное. Да и в качестве стационарного - место экономит, поработал - убрал в стол.
Причем, конструкция станины была сделана в виде струбцины, что позволяло пресс установить в походных условиях на любой поверхности, хоть на табуретке.
А кроме этого пресс можно было и стационарно установить на верстаке.
neckКстати, обратите внимание, какой длины ручка на прессе Игоря.У него и кинематика весьма удачная, на его прессе фулсайз стальных 366 вполне удобен будет. Я бы сказал так - это уже совсем не Харелл. Вы ведь видели его решение по кинематике и подход к решению. Мне понравилось.
У оригинального Харрелла она в верхнем положении практически не выходит за верх станины.
neckЧеловек стоя (!!!) орудует двумя руками, еле удерживая верстак, который скачет по комнате.А у человека с видео просто кинематика не просчитана.
neckТакой пресс никому не нужен. Кроме небольшой кучки народа, имеющего .336.1. Насчёт никому не нужен - это вы пожалуй напрасно, всегда следует говорить только за себя, тогда точно не ошибётесь. Согласны?
А короткостволы (для которых и делают мелкие прессы), в нашей стране иметь запрещено.
То, что каким то небольшим спросом пользуется Харрелл, понятно - пресс лёгкий и его можно взять например на соревнования.
Что бы подкорректировать навеску при изменении погодных условий.
Если воспроизводить такой пресс со станиной из стали или чугуна, то все достоинства Харелла сразу превращаются в недостатки.
2. У Харелла есть вариант типа "магнум" ход штока у него достаточен для 338LM, вот этот размер и делать, что ещё нужно? Вот уж точно тех кому нужен пресс с большим ходом штока чем нужен для 338LM - их единицы.
3. Станина из стали - её можно фрезеровкой продольных пазов, баз фанатизма, облегчить, без ущерба прочности. Тогда разница по весу со станиной из дюраля будет не так уж велика. Пресс останется транспортируемым, но пригодным для тяжёлых работ.
Я к тому - что пресс у Игоря получился очень удачный. Нужно немного увеличить ход штока под 338LM, сохранив тип крепления и облегчив станину фрезеровкой. Будет то что надо всем. Подумайте над таким вариантом.
P.S. В принципе, я так понимаю, при наличии чертежей - можно ведь и вам пресс Игоря исхитриться заказать? Не ошибаюсь? )
R0cKЭтот человек просто изготовил аналог силуминового пресса от ЛИ.
quote:
neckЧеловек стоя (!!!) орудует двумя руками, еле удерживая верстак, который скачет по комнате.А у человека с видео просто кинематика не просчитана.
Был у него такой. Станина лопнула от попыток совершать на нём фуллсайз.
Вот он и изготовил самодельный пресс на основе штока и кинематики от пресса ЛИ.
Фактически воспроизвёл этот пресс, но только со стальной самодельной
станиной.

По этому с кинематикой там всё в порядке. Она то как раз рассчитана для тех условий работы, которые "показаны" такому прессу.
То есть, в оригинале это был транспортабельный пресс со станиной из лёгких сплавов.
Который можно взять на соревнования и оперативно на нём подкорректировать навеску в зависимости от погодных условий.
То есть, извлечь пулю из гильзы, и снова её установить.
Для такой работы этот пресс вполне подходит.
Обжимать гильзы в таких условиях не нужно. Соответственно, и рассчитывались детали такого пресса с учетом того, что сильных нагрузок ему давать никто не будет.
По этому и ручка у пресса маленькая - нет необходимости в большой.
А вот когда на таком прессе начинают фуллсайзить даже латунь, то выясняется, что кинематика на это не рассчитана.
Естественно, что заморачиваться с рассчётами и переделкой кинематики не хочется.
По этому делают то, что первым приходит в голову - увеличить передаточное отношение кинематики, нарастив ручку пресса.
Как вот на этом фото, на котором показан тот же самый пресс, но только уже сильнее доработанный напильником 😊
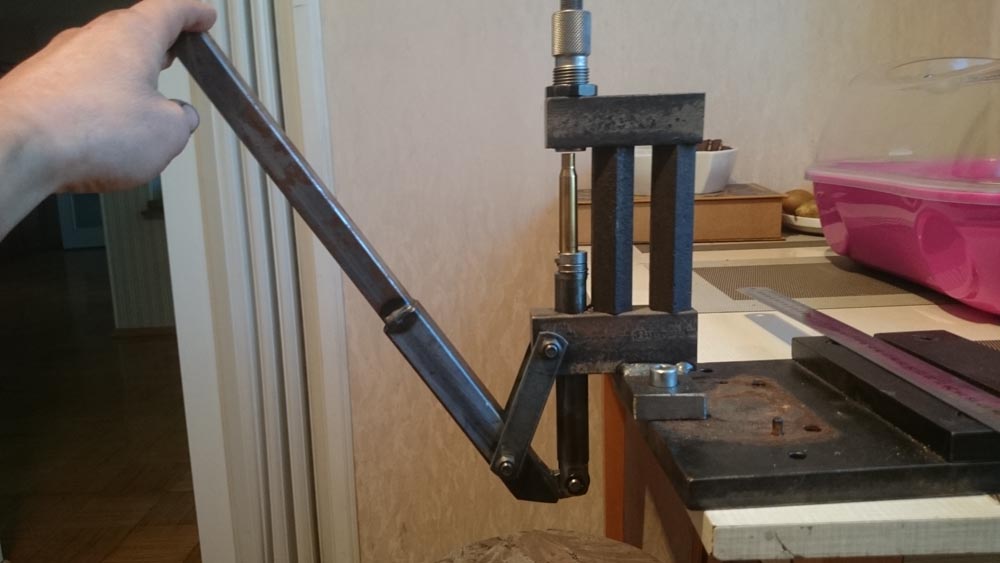
В результате длина ручки пресса увеличена почти в два раза.
И детали кинематики усилены.
Обратим внимание на стальной "противовес", с помощью которого пресс крепится к верстаку.
Без него пресс при фуллсайзе будет выворачивать из верстака.
Заценим изменения в конструкции. Прикинем, что даже в таком, усиленном варианте пресс норовит скакать
как козёл по комнате.
Подумаем о том, как он (пресс) заскачет, если на нём сталь фуллсайзить начать.
Так что дело не в плохих расчётах. Проблема в том, что конструкцию, рассчитанную только для выполнения
ограниченной задачи, заставляют выполнять работу, которая ей не под силу.
R0cKНет, не согласен 😊
neckТакой пресс никому не нужен. Кроме небольшой кучки народа, имеющего .336.
1. Насчёт никому не нужен - это вы пожалуй напрасно, всегда следует говорить только за себя, тогда точно не ошибётесь. Согласны?
Не знаю, откуда вы взяли данные о том, что такой пресс жестоко необходим большому количеству народа.
Я же исхожу в своих суждениях из практики выпуска похожего изделия.
Очень похожего, скажу так.
Кстати, о нужности такого пресса - интересно услышать расклад о количестве потенциальных заказчиков.
И о цене, которую эти заказчики готовы заплатить за клон Харелла.
R0cKЕсли честно, я не представляю, какой из Харрелла "магнум"?
2. У Харелла есть вариант типа "магнум" ход штока у него достаточен для 338LM, вот этот размер и делать, что ещё нужно? Вот уж точно тех кому нужен пресс с большим ходом штока чем нужен для 338LM - их единицы.
Назвать "Магнумом" пресс, имеющий высоту окна станины в 93 мм, у меня язык не поворачивается.
При таких параметрах даже работа с 30-06 может быть проблематичной.
Я исхожу из того, что "магум" - это пресс, имеющий высоту окна станины примерно 150 мм, и ход штока больше 120 мм.
Вот тогда на нём можно работать с чем угодно.
R0cKСтанина из стали сама по себе является источником гимороя - придется устанавливать подшипник скольжения из бронзы.
3. Станина из стали - её можно фрезеровкой продольных пазов, баз фанатизма, облегчить, без ущерба прочности.
Тогда разница по весу со станиной из дюраля будет не так уж велика.
Пресс останется транспортируемым, но пригодным для тяжёлых работ.
А это дополнительные расходы, которые обычно не нравятся тем, кто восхищается Хареллом и хочет такой же, но только крепкий и стальной 😊
Но речь у нас пока что не про это.
А про то, как облегчить стальную станину.
Отмечу, что это мы то же делали. Дай бог памяти, в 2011 году.

Для облегчения веса не только отверстия в станине высверливались,
но и кинематика была максиамльно облегчена.
Однако, состязаться в лёгкости с Харреллом всё равно не получилось - у него не только станина
из лёгого сплава, но и детали, отвечающие за крепление к верстаку.
Кроме того, оказалось, что это, опять же, никому практически не нужно.
Основная масса заказчиков высказалась против таких инноваций.
R0cKПресс у Игоря получился хороший. Лучше, чем Харрелл. Только ещё более не технологичный.
Я к тому - что пресс у Игоря получился очень удачный.
Игорь делал пресс исходя из тех технических возможностей, какие у него были.
И изготавливал пресс в одном экземпляре.
Серийно выпускать такой пресс сложно. Например, нажимной рычаг имеет сложную форму и его не так просто изготовить.
Шток то же сложной формы, создающий проблемы при шлифовке - нет места для выхода шлифовального круга.
R0cKИ получится совсем другой пресс 😊
Нужно немного увеличить ход штока под 338LM, сохранив тип крепления
Увеличили ход штока - извольте пересчитать кинематику.
Это потянет за собой изменение размеров всех остальных деталей.
Если оставить то крепление к верстаку, которое
Придется менять и конструкцию крепления к верстаку. Делать крепление на болтах.
В результате придется конструировать новый пресс.
Только зачем? Такие прессы со станиной из чугуна уже давно придуманы и выпускаются фирмами ЛИ, Харрелл, Реддинг и АрСиБиЭс.
В том числе и мы выпускаем такой пресс.
R0cKНет, пресс "от Игоря" надо заказывать Игорю.
P.S. В принципе, я так понимаю, при наличии чертежей - можно ведь и вам пресс Игоря исхитриться заказать?
Чертежи его пресса нам не нужны - есть чертежи оригинального Харелла.
Если вы хотите самодельную копию Харелла из алюминия, обращайтесь к кустарю Диме из Новосиба.
Он как то заявлял о том, что может накупить убитые в хлам алюминиевые блоки цилиндров, когда то стоявшие на уставших от жизни "японках".
Разбить их кувалдой, расплавить и отлить станины прессов в гипсовые формы 😊
Мы же Харрелл делать не будем. Из принципа.
Сделать "как у Харелл-а" не проблема. Проблема сделать лучше, чем у Харелла.
Иногда это получается. Иногда - нет.
Вот на фото показаны два пресса:

Слева - "чугуниевый ЛИ". Справа - наш пресс-110.
При одинаковых технических характеристиках (высота окна станины и ход штока), наш пресс имеет меньший габарит и меньше весит.
Наш пресс имеет боле простую (и более надёжную по этому) кинематику.
У нашего пресса люфт штока отсутствует. И наш пресс имеет калёный шток и два режима ограничения хода штока вверх.
Я не скажу, что мы сделали что то фантастическое.
Пресс от ЛИ весьма хорош, и по некоторым моментам мы его не превзошли.
Но в любом случае, семь лет упорного совершенствования наших прессов свои плоды приносят.
neckВ чём ????
Пресс от ЛИ весьма хорош, и по некоторым моментам мы его не превзошли.
подцеплюсь
----------
Лучше порох в пороховницах чем дробь в ягодицах!
Кто играет с динамитом - тот домой придет убитым!
hakas31
В чём ????
Ну, к примеру, у "чугуниевого" ЛИ отвод использованного праймера производится вниз через пустотелый шток.
Шток внизу имеет наконечник, на который можно надеть пластиковую трубку.
Причём, канал в штоке большого диаметра. Что исключает (как у БигБосса) возможность закупорки канала "капсюльным" мусором.
Идея правильная, в идеале так и должно быть.
Но, как всегда, недостатки являются продолжением достоинств 😊
Шток у этого пресса - составной, из двух деталей. Одна деталь, верхняя (с пазом для установки шеллхолдера) вкручивается на резьбе в нижнюю.
Резьба, сама по себе, плохая база для центрирования деталей.
Кроме того, очень сложно обеспечить точную стыковку двух деталей на резьбе.
Например, у того пресса, что имеется у меня, верхняя часть штока закручивается чуть сильнее, чем надо.
По этому, если верхнюю часть штока закрутить по резьбе до упора, то паз для шеллхолдера разворачивается своим заходом в сторону задней стенки станины.
Пространства между штоком и станиной достаточно, и шеллхолдер в таком положении штока установить можно.
Но не удобно это делать. А если чуть отвернуть назад верхнюю часть штока, что бы стало удобнее, то эта "верхушка" начинает болтаться на резьбе 😞
Мне ещё трое владельцев такого пресса написали о том, что такой дефект имеет место быть.
Далее. Такая конструкция штока исключает возможность установить сквозную ось, соединяющую шток с нажимным рычагом.
Потому как ось будет перекрывать канал для отвода праймеров.
И конструктором этого пресса пришлось изгаляться, искать обходной вариант.
В результате пришлось нажимной рычаг делать составным, из двух половинок.
И в каждую из половинок запрессовывать короткую полу-ось.
Что усложняет конструкцию и снижает надёжность изделия.
А в случае износа полу-осей придется у фирмы Ли покупать не только оси, но и новый нажимной рычаг.
Или же придется заказывать токарю новые полуоси.
А потом ещё искать пресс, что бы выдавить эти полу-оси (а потом запрессовать новые). Детали мелкие, и запрессовать их ровно будет не просто.
В общем, хорошая в принципе идея - сделать удобный отвод праймеров, обернулась кучей гимороя.
neck
Этот человек просто изготовил аналог силуминового пресса от ЛИ.
Был у него такой. Станина лопнула от попыток совершать на нём фуллсайз.
Вот он и изготовил самодельный пресс на основе штока и кинематики от пресса ЛИ.
Фактически воспроизвёл этот пресс, но только со стальной самодельной
станиной.
Чуть облагородил свое творение, теперь цивильнее выглядит - не так колхозно. И добавил заодно нажимной пресс для Вилсона.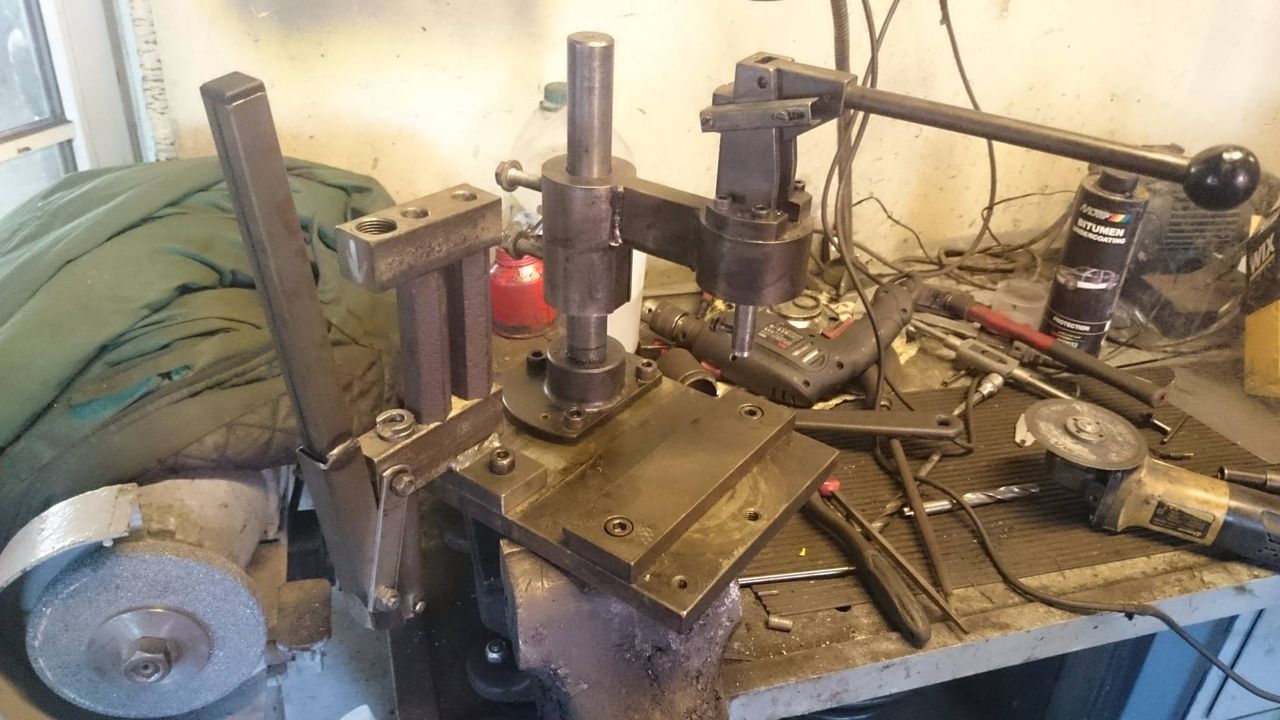


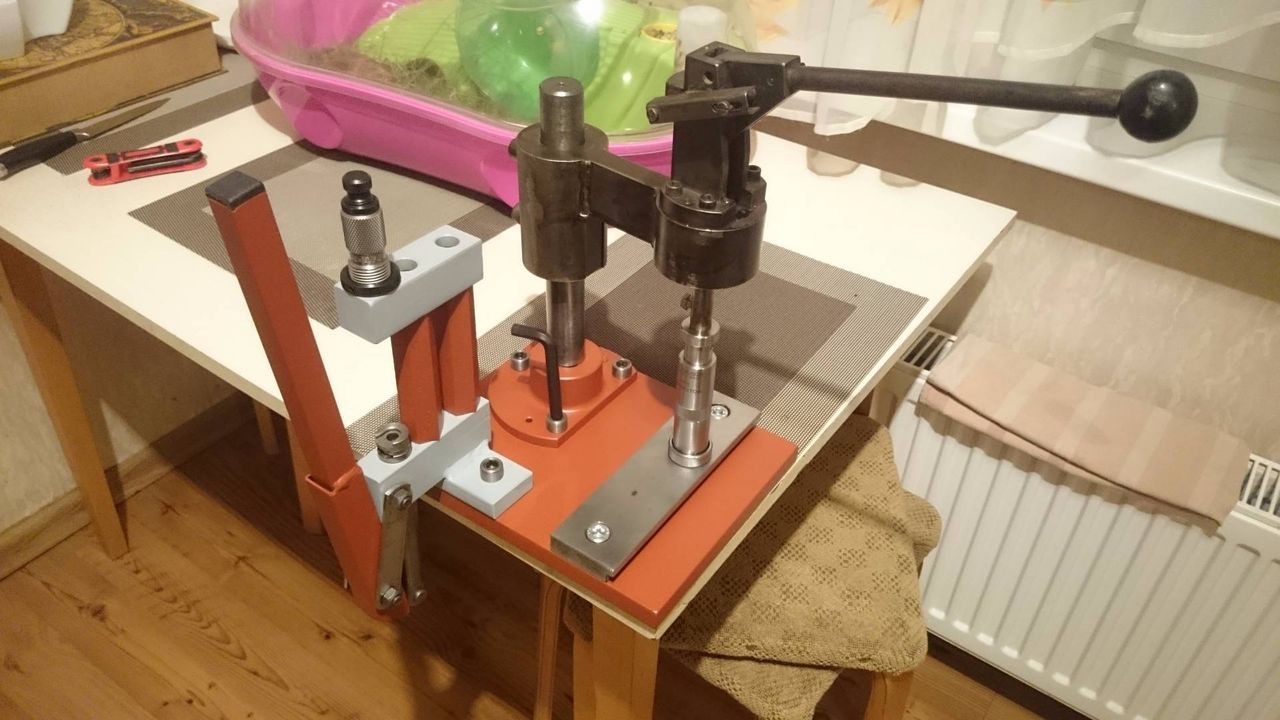
как там с продолжением? очень уж интересно почитать было.
----------
С уважением.
Материала много, обрабатываю в основном по вечерам, так что дело идет медленно.
Возможно, что на след. неделе часть материала о станинах выложу.
Вместо штатных осей кинематики со стопорными кольцами установили оси с самоконтрящимися гайками.
Таким образом удалось пофиксить фирменный баг этих Харреллов - боковую болтанку рычагов кинематики.

Пресс завтра уедет к своему владельцу.
neckНужно было ещё болты крепления плиты фиксации к станине - заменить, тогда пофиксили бы ещё один фирменный баг этих Харрелов )
Вот доработали алюминиевый Харрелл для хорошего человека.
Вместо штатных осей кинематики со стопорными кольцами установили оси с самоконтрящимися гайками.
Таким образом удалось пофиксить фирменный баг этих Харреллов - боковую болтанку рычагов кинематики.
Короче, пространным комментарием на прошлой странице вы меня не убедили, мне по прежнему нужен пресс Игоря, причём, при здравом размышлении, высоты окна в 88мм как у него в чертежах - мне вполне достаточно. Жаль что не берётесь сделать (
R0cKДа собственно, задачи вас убедить не было. Вы имеете полное право иметь своё мнение по любому вопросу. И никто не может запретить вам это мнение иметь.
Короче, пространным комментарием на прошлой странице вы меня не убедили
А я всего лишь высказал моё мнение.
На чём основано ваше - я не знаю.
Моё основано на личном отрицательном опыте выпуска прессов, подобных тому, что вам нравится.
И на опыте других производителей.
Что ЛИ, что Реддинг или АрСиБиЭс (да и прочие МЕКи и Диллоны) для "винтовочных" калибров в основном выпускают прессы класса Реддинг БигБосс.
А вот мелкие прессы в "чугуне" (или в "стальном" виде) НЕ ВЫПУСКАЮТ.
Выпускают их исключительно с лёгкосплавной станиной.
Так сказать "дорожный" или же "пистолетный" варианты.
Деньги считать "там" умеют, и опыт в этом деле у них колоссальный.
Следовательно, такой расклад - не спроста.
R0cKНа прошлой странице я вам два вопроса задал. Ответ от вас так и не услышал.
Мне по прежнему нужен пресс Игоря. Жаль что не берётесь сделать
Сделать то можно всё, что угодно. Кто бы за это заплатил 😊
Вроде в теории просто и изящно. Какие минусы? П.с. интерес чисто спортивный, т.к. есть рокчакер))
neckЯ нашёл тему маленького пресса с окном 75, который вы выпускали 6 лет назад forummessage/12/828
Моё основано на личном отрицательном опыте выпуска прессов, подобных тому, что вам нравится.
И на опыте других производителей.
Что ЛИ, что Реддинг или АрСиБиЭс (да и прочие МЕКи и Диллоны) для "винтовочных" калибров в основном выпускают прессы класса Реддинг БигБосс.
А вот мелкие прессы в "чугуне" (или в "стальном" виде) НЕ ВЫПУСКАЮТ.
В принципе вполне себе неплох, интегрированная струбцина как у вас - конечно решение интересное, технологичное, но немного спорное. Без плиты как у Bruno O-Frame, или на прессе Игоря - струбцина всё же слабовата, недостаточная опорная поверхность для передачи нагрузки при фулсайзе стали. И сам пресс 75 чуть меньше чем было бы оптимально. У вас сейчас есть 130, есть 110. А следующего в линейке - нет. Следующий - как раз 90 (ну или те же 88) с нормальной струбциной на платформе, как у того же Bruno O-Frame, или на прессе Игоря. Пора вам линейку расширять, пора )) И главное всё уже для этого есть, включая чертежи, разрабатывать ничего не надо )
neckВы видимо так вкрадчиво свои вопросы сформулировали, что они в глаза совсем не бросаются, да и вопросительной коннотацией с соответствующей пунктуацией - не выделены ) Переспросите тогда, что бы я их, ваши два вопроса, чётко увидел, и не смог отвертеться от ответов )
На прошлой странице я вам два вопроса задал. Ответ от вас так и не услышал.
neckНу так я ведь уже предложил принять у меня заказ на пресс по готовым чертежам ) Не захотите делать - отпугните меня ценой или сроками, а захотите - конкретно обсудим.
Сделать то можно всё, что угодно. Кто бы за это заплатил 😊
R0cKСпорные решения мы стараемся не применять.
Я нашёл тему маленького пресса с окном 75, который вы выпускали 6 лет назад forummessage/12/828
В принципе вполне себе неплох, интегрированная струбцина как у вас - конечно решение интересное, технологичное, но немного спорное. Без плиты как у Bruno O-Frame, или на прессе Игоря - струбцина всё же слабовата, недостаточная опорная поверхность для передачи нагрузки при фулсайзе стали.
По этому у пресса -75 было реализовано не только два режима работы кинематики, но и два варианта крепления пресса к верстаку:
1) в виде струбцины
2) с помощью пластины основания, на которую монтировалась станина.
Так что и с фуллсайзом у этого пресса был полный порядок 😊
А особенность кинематики позволяла работать на этом прессе, установив его даже на табуретке. Причём, табуретка не заваливалась даже при фуллсайзе.
Мы, в общем то, не дураки и что то в этом деле понимаем 😊
R0cKДа не нужно этого 90. Он мало кому интересен в нашей стране.
У вас сейчас есть 130, есть 110. А следующего в линейке - нет. Следующий - как раз 90 (ну или те же 88) с нормальной струбциной на платформе, как у того же Bruno O-Frame, или на прессе Игоря.
Пора вам линейку расширять, пора )) И главное всё уже для этого есть, включая чертежи, разрабатывать ничего не надо )
Пресс с высотой окна станины в 110 мм полностью перекрывает потребности тех, кто работает как с "пистолетными" так и с "винтовочными" калибрами.
При этом достаточно компактен и весит меньше одноклассников.
А я потихоньку работаю над тем, что бы ещё у этого пресса немного увеличить ход штока и высоту окна станины.
Тогда он будет по этим параметрам то же выигрывать у одноклассников.
R0cK
Вы видимо так вкрадчиво свои вопросы сформулировали, что они в глаза совсем не бросаются, да и вопросительной коннотацией с соответствующей пунктуацией - не выделены ) Переспросите тогда, что бы я их, ваши два вопроса, чётко увидел, и не смог отвертеться от ответов )
Вопросы были в сообщении #209
Хорошо, повторяю вопросы:
Кстати, о нужности такого пресса - интересно услышать расклад о количестве потенциальных заказчиков.
И о цене, которую эти заказчики готовы заплатить за клон Харелла.
Torsi
Есть такая идея, может это уже описывалось и обсуждалось, тогда извиняюсь: предлагаю для упрощения станины пресса не резать в ней резьбу под матрицы, а вставлять на горячую, на прессовую посадку цилиндрическую втулку с внутренней резьбой под матрицы,и шлифовать в сборе для надежности.
То есть, надо сначала просверлить сквозное отверстие в станине, потом изготовить втулку с резьбой, и затем нагрев станину, запрессовать эту втулку в отверстие.
А если станина будет стальной, то нам придется ещё и устанавливать с другой стороны бронзовую втулку, а потом как то её разворачивать "начисто".
Все эти манипуляции приведут к нарушению базового принципа обеспечения соосности - обработки изделия за один установ детали на станке.
Torsi
упорный бортик на втулке будет воспринимать силы при прямом ходе, при обратном - за счет прессовой посадки и штифтов.
Вроде в теории просто и изящно.
Буртики, прессовая посадка, штифты...
Всё это требует точности при изготовлении и разгребания технологических косяков.
Например, чем греть станину?
Толщина станины у всех прессов примерно одинаковая - около 40 мм.
Длина резьбовой части станины - не менее 30 мм.
А вес станины пресса типа БигБосс - не менее 5 килограмм.
Чем будем греть стальной "брусок" с такими размерами и весом??
И до какой температуры?
Промышленным феном? Не знаю, не уверен.
Керосинорезом? Так может потом при остывании станину "повести".
Для чего усложнять и без этого достаточно замороченное изделие?
neckА, эти видел, подумал что риторические. Расклад о потенциальных заказчиках спрашивать у меня - это явно перебор. Гарантировать могу только одного ) Далее без гарантии.
Вопросы были в сообщении #209
Хорошо, повторяю вопросы:
[b]Кстати, о нужности такого пресса - интересно услышать расклад о количестве потенциальных заказчиков.
И о цене, которую эти заказчики готовы заплатить за клон Харелла.
[/B]
А проводить а-ля маркетинговые исследования, или открывать торговую точку под вашу продукцию - для меня - перебор.
Вы ведь это должны понимать, если сами не считаете такой свой вопрос риторическим. Вот так всё просто )
О цене - то же всё просто. Опять же скажу за себя - есть возможность заказать тот же рокчакер суприм, с доставкой он мне встанет в 12 рублей и два месяца ожидания. Он аналог вашего 110 примерно по нише, и по весу (так же в районе десятки, точнее он 9 кг весит). Но я хотел бы пресс поменьше, иначе взял бы его или на ваш 110 записался, несмотря на более длительное ожидание (явно дольше двух месяцев). Соответственно по цене - всё что ниже 12 - для меня обсуждаемо, выше смысла нет - я просто рокчакер возьму или ваш пресс в продаже попадётся в ближайшее время в объявлениях, что бы не ждать. Иностранцы к сожалению нужного мне формата пресса - то же не делают..
Вот именно та причина, по которой мы с вами сейчас общаемся, ну это помимо вежливости, хороших манер и некоторого свободного времени, которое люди часто тратят просто так - что бы поболтать друг с другом )
R0cKУ меня в кронштейне болты стоят от головки ГБЦ автомобиля ВАЗ-21-10, а они идут термообработанные вдобавок еще и не вытягиваются, по этому струбцина не разгибается. Быстрее стол из ламината обломится. 😊 Эти прессы по типу Харел можно доработать, в струбцине где стоит болт поджима, в верхней плите сделать отверстие и крепить насквозь через стол болтом. Как вариант.
Без плиты как у Bruno O-Frame, или на прессе Игоря - струбцина всё же слабовата, недостаточная опорная поверхность для передачи нагрузки при фулсайзе стали.
Скорее всего за праздники доделаю и выложу.
Раздел самый сложный, только фотографий в нём, думаю, не меньше 20 будет.
Причём они не с "интернета", а с нашего производства, так что ещё их все обрабатывать надо и приводить к "ганзовскому" размеру.
neck
Скорее всего за праздники доделаю и выложу.
Раздел самый сложный
Ждем...
Фотографии правда там не самые свежие.
То, что выпускается сейчас, уже достаточно сильно в лучшую сторону отличается от того, что на фото.
Я модель простенькую сделаю в 3D, и можно будет начать обсуждать.
Кстати, хочу послушать мнение народа по следующим вопросам:
1) из какого хода штока и размеров окна станины исходим?
2) какая конструкция станины желательна.
С-образная, О-образная или же ещё какая?
3) нужна ли пружинка - фиксатор шеллхолдера.
4) какой тип ограничения хода штока вверх возьмём за основу?
Переход кинематики через ВМТ или же Жесткий упор.
5) Тип кинематики - с верхней осью перед штоком, за штоком или же по центру осевой линии штока
6) что используем в виде осей? Болты или же шлифованные оси?
7) каким способом будем крепить станину на верстаке.
Высказываемся, господа.
На основании вашего коллективного мнения я и сделаю модель станины и попробую рассчитать кинематику.
neckАлександр Павлович, интересен был бы ремкомплект для старых прессов, которые не умели в ВМТ останавливаться.
Высказываемся, господа.
Хорошая, такая, анжанерная задача. 😛
----------
"Si vis pacem, para bellum"
Здрасте всем! Александр, вечер добрый!
Раз народный - значит недорогой - значит количество материала вложенного в него - минимальное - значит речь исключительно о сингловом прессе.
1. Ход штока 110 мм.
2. К сожалению только С-образник
3. Без пружинки. Можно сделать только пазик. Кому надо - по типу байонетного затвора колечком сами оденут чо-нить...
4. Мне нравится жесткий упор. Прицеливаться не надо 😀.
5. Ось перед штоком - должны вроде как габариты нижней части станины поменьше быть. Может ошибаюсь...
6. Шпильки. Без шлифовки. Rz80.
7.
И это... Если чо - в очередь не встаю 😊 😊 😊
Waldschnepfer
Хорошая, такая, анжанерная задача.
Дмитрий Всеволодович, тут думать надо. Сильно.
Попытки просто подрезать станину снизу эффекта не дадут. Уменьшиться длина подшипника скольжения, и все.
RattlinЯ то же к этому склоняюсь. Но подождём, какие ещё будут преджложения.
1. Ход штока 110 мм.
RattlinНу, если исходить из режима жуткой экономии, то однозначно С-образная.
2. К сожалению только С-образник
Хотя мне больше нравятся О-образной формы. Но они будут дороже.
RattlinВ принципе, если уж делать совсем бюджетно, можно и без пазика обойтись.
3. Без пружинки. Можно сделать только пазик
Просто крепить шеллхолдер к торцу штока винтом.
Дёшево и сердито. Правда капсюлям некуда выпадать будет, но с другой стороны, мусор не будет в пару трения попадать.
RattlinМне то же жёсткий нравится. Но по результатам опроса пользователей наших прессов мнения разделилились. С небольшим перевесом лидирует перехорд через ВМТ.
4. Мне нравится жесткий упор. Прицеливаться не надо
RattlinЯ попробую прикинуть оба варианта. И тот, и другой имеют свои преимущества/недостатки.
Ось перед штоком
RattlinГрубо конечно получится. И качка осей будет больше, чем со шлифованными осями.
6. Шпильки. Без шлифовки
RattlinОднозначно под 4 болта. И, скорее всего, должна быть возможность основание станины снимать. Без этого не получится компактной упаковки.
Площадка минимум под 3 болта нужна: чтоб исключить вырыв в двух направлениях. В идеале - 4.
А без компактной упаковки вырастут транспортные расходы.
neckАлександр Павлович, я про слабо, даже и не думал, и надеюсь, что окажется не слабО. 😛
Сильно.
----------
"Si vis pacem, para bellum"
neckПриветствую уважаемого Neck-а и остальных, не менее уважаемых участников форума.
Да тут и будет.
Я модель простенькую сделаю в 3D, и можно будет начать обсуждать.
Кстати, хочу послушать мнение народа по следующим вопросам:1) из какого хода штока и размеров окна станины исходим?
2) какая конструкция станины желательна.
С-образная, О-образная или же ещё какая?
3) нужна ли пружинка - фиксатор шеллхолдера.
4) какой тип ограничения хода штока вверх возьмём за основу?
Переход кинематики через ВМТ или же Жесткий упор.
5) Тип кинематики - с верхней осью перед штоком, за штоком или же по центру осевой линии штока
6) что используем в виде осей? Болты или же шлифованные оси?
7) каким способом будем крепить станину на верстаке.Высказываемся, господа.
На основании вашего коллективного мнения я и сделаю модель станины и попробую рассчитать кинематику.
1. не менее 110 мм.
2. О - образная.
3. Желательна.
4. Жесткий упор, по моему мнению, предпочтительнее.
5. Трудно сказать, скорее всего - по центру осевой линии штока.
6. Болты. Дешевле, на мой взгляд, и более технологичнее с точки зрения "собрать-разобрать-заменить".
7. Крепление станины на верстаке, по моему личному мнению, необходимо осуществлять на болты.
Помимо вышеизложенного )), предлагаю изучить вопрос "сопряжения" нижнего конца штока с бытовым гидравлическим домкратом, либо опционную деталь, позволяющую это делать. Сопряжение пресса "Ротонда" с автомобильным гидравлическим домкратом даёт превосходные результаты при переобжиме стальных гильз в другой калибр; да и не только стальных. ИМХО.
С уважением.
Кинематика то рассчитана на определённый ход штока.
-.223 и его отечественный брат 5,45х39;
- рядом по размеру гильзы родной АК 7,62х39;
- .308 и 7,62х54;
- и наверное максимум его возможностей 30-06 .
Лично меня интересует .308. Будут другие калибры впереди, буде думать о следующем прессе, или останусь с этим.
А очередь будет в 4 раза дольше))))
А очередь будет в 4 раза дольше))))"
Я так понимаю, что очередь на прессы от necka, из-за технологии производства (долгая выдержка чугуна). У бюджетного пресса раму можно сделать стальной, со втулкой штока из чугуна,латуни,бронзы.
SilverstofВот этот вариант сейчас основной. Форма станины или О-образная, либо С-образная. Как вариант - оба варианта . Тьфу, тафталогия какая то.
У бюджетного пресса раму можно сделать стальной, со втулкой штока из чугуна,латуни,бронзы.
Вопросов сейчас много. Но не о конструкции (с ней то вроде всё понятно), а с технологией.
Например о технологии обеспечения соосности сварной станины. Есть два варианта, но оба требуют использования резьбошлифовального станка, что бы обеспечить отсутствие перекоса резьбы для установки матриц.
"Просто" накрутить гайку на ось с резьбой не получится - обязательно перекосит гайку на резьбе при сварке. Даже если контргайками распирать.
И вопрос о том, какой тип кинематики взять за основу, полноценную, как у чугунных прессов, или же упрощённую с плоской ручкой.
ДИМ61Тогда без вариантов должен быть клон пресса-110.
- и наверное максимум его возможностей 30-06 .
Если делать меньше окно в станине или ход штока, то о 30-06 можно забыть.
Даже так - с этим калибром будет жутко не удобно работать, пулю при посадке придется подсовывать в матрицу.
neckАлександр Павлович, я, озадачился след. задачей:
Тогда без вариантов должен быть клон пресса-110.
Задача решаема, и я ее решу, как появятся деньги и время (одновременно 😛 )
Зачем иметь пресс для гладкого и для остального? Для 20 и 16(в притык) калибров можно матрицы сделать под любимую американьску резьбу, а для 12 калибра - фигушки. Но в 150 пресс можно занать и это. 😛
----------
"Si vis pacem, para bellum"
neckНе высказались по предпочитаемым калибрам остальные участники обсуждения. Может он и не нужен пока никому из желающих этот 30-06.
о 30-06 можно забыть.
ДИМ61Аха, точно! Не нужен никому ни 300винмаг, ни 375 НН, ни 9,3х62;64, ни 416 идр.
Может он и не нужен пока никому из желающих этот 30-06.
----------
"Si vis pacem, para bellum"
ДИМ61Нужен.Запас по ходу штока и высоте окна станины лишним не бывает.
Может он и не нужен пока никому из желающих этот 30-06.
По опыту создания чугунного пресса - сначала вообще все высказались за высоту окна станины 90 мм.
Не успели сделать две партии таких прессов, как народ стал просить 100 мм.
Потом 110. И затем речь про 150 мм.
я со счета сбился, сколько раз пришлось кинематику переделывать из за этого.
В конце -концов остановились на двух вариантах - 110 и 150 мм.
WaldschnepferВы еще забыли 600NE. Самое то для бюджетного пресса. Очередь из охотников на большую пятерку, желающих сэкономить на релоуде своих патронов, обеспечена.
300винмаг, ни 375 НН, ни 9,3х62;64, ни 416 идр.
neckВот и определились с одним параметром будущего пресса.
Нужен.Запас по ходу штока и высоте окна станины лишним не бывает.
ДИМ61Нет необходимости ёрничать.
Вы еще забыли 600NE.
До высоты гильзы 64 мм много калибров на руках.
И менее чем 110 окном их снаряжать не удобно. И 30-06/9мм стандартные охот калибры.
Можно конечно и двухстоечной станиной заморочиться, как на прессах хорбинс.
Но это уже явно из понятия "бюджетный" вылезет.
Качественный и не дорогой - что бы этого достигуть, придется поломать голову.
Вот к примеру ручка пресса какой должна быть по мнению потенциальных заказчиков?
Плоская железка или же круглый стержень с шариком на конце?
Вот к примеру ручка пресса какой должна быть по мнению потенциальных заказчиков?
Плоская железка или же круглый стержень с шариком на конце?
Мне на 110-м прессе очень удобно работать с ручкой в виде стержня с шариком.
Как представляется, плоская железка будет наминать ладонь.
Да не важно какая железка.
Не согласен! Думаю, что для удобства и качества работы важно все. И подход Neck'a вызывает только уважение.
Дешеале же.
ДИМ61Только Вам, по большому секрету, скажу, есть такая стрелялка, супердорогая, "Муфлон". Так он, как раз в 416 калибре, а использует гильзу от 410 длинной 76мм.
418 бюджетные калибры.
----------
"Si vis pacem, para bellum"
WaldschnepferВы ей пользуетесь или собираетесь купить? У кого из желающих получить пресс от Нека она есть? Если мы сейчас начнем собирать всю экзотику, какую только выпускали где-то, пресс мы не увидим вообще.
есть такая стрелялка, супердорогая, "Муфлон"
sgerВот уже и с гильзой 76 мм. есть желающие. Так и 110 не хватит.
До высоты гильзы 64 мм много калибров на руках.
ДИМ61А, мне стописят нравиЦЦа 😉
Так и 110 не хватит.
----------
"Si vis pacem, para bellum"
ДИМ61Я ее уже купил, года три назад. Но, пользуется ей мой ребенок, а я подаю боеприпасы, только.
Вы ей пользуетесь или собираетесь купить?
----------
"Si vis pacem, para bellum"
sger
Да не важно какая железка. Резьбу приварить в гараже можно.
sdv6362
Не согласен! Думаю, что для удобства и качества работы важно все. И подход Neck'a вызывает только уважение.
Я планирую так - базовый сильно упрощенный вариант, возможно что даже со стальным подшипником скольжения. Естественно, не из под сверла или как ржавая труба. Скорее всего сразу заложим шлифованный шток, что позволит поднять ресурс основного узла пресса.
И дальше по нарастающей - нужен шарик на ручке, пожалуйста, хочу бронзовую втулку - запросто, желаете шлифованные детали кинематики - да хоть сто порций.
Тут конечно придется потрудиться. Например, решить, какая же будет взята за основу кинематика, каким будет вариант ограничения хода штока.
В идеале должно быть как с заказом авто.
По этому внимательно вас слушаю, что бы хоть как то наметить границы коридора востребованности такого пресса.
И чего же всё же от него будет ожидать пользователь.
neck
Вот размышляю, всё же что взять за основу - С образную или же О-образную станины?
Можно конечно и двухстоечной станиной заморочиться, как на прессах хорбинс.
Но это уже явно из понятия "бюджетный" вылезет.Качественный и не дорогой - что бы этого достигуть, придется поломать голову.
Вот к примеру ручка пресса какой должна быть по мнению потенциальных заказчиков?
Плоская железка или же круглый стержень с шариком на конце?
С-образность и шарик на ручке.
neckНа мой взгляд это не совсем верный подход. Пресс нужен с характеристиками близкими к 110, но легче по весу и ниже в цене. Пусть он будет в одном исполнении, но чтоб я мог его оплатить и получить в максимально короткие сроки. А авто подход лучше перенести на дорогие 150 и прочее, и до полного фарша - и шар золотой, и номер зеркальный, и т.д.. Ну и в наборе-конструкторе всё это можно предложить для самостоятельного выбора компоновки.Я планирую так - базовый сильно упрощенный вариант, возможно что даже со стальным подшипником скольжения. Естественно, не из под сверла или как ржавая труба. Скорее всего сразу заложим шлифованный шток, что позволит поднять ресурс основного узла пресса.
И дальше по нарастающей - нужен шарик на ручке, пожалуйста, хочу бронзовую втулку - запросто, желаете шлифованные детали кинематики - да хоть сто порций.
Тут конечно придется потрудиться. Например, решить, какая же будет взята за основу кинематика, каким будет вариант ограничения хода штока.В идеале должно быть как с заказом авто.
По этому внимательно вас слушаю, что бы хоть как то наметить границы коридора востребованности такого пресса.
И чего же всё же от него будет ожидать пользователь.
uandrСнижение цены возможно несколькими путями. Например, что бы сдирать меньше чугуна (а это на цену влияет) можно чугунную станину сделать составной, со стальными элементами. Это позволит удешевить конструкцию, но оставить весьма качественный подшипник скольжения.
На мой взгляд это не совсем верный подход. Пресс нужен с характеристиками близкими к 110, но легче по весу и ниже в цене. Пусть он будет в одном исполнении, но чтоб я мог его оплатить и получить в максимально короткие сроки. А авто подход лучше перенести на дорогие 150 и прочее, и до полного фарша - и шар золотой, и номер зеркальный, и т.д.. Ну и в наборе-конструкторе всё это можно предложить для самостоятельного выбора компоновки.
Но такое решение усложнить обеспечение соосности штока с резьбой для матрицы.
Кстати, при внимательном рассмотрении, оказалось, что стальная сварная конструкция позволяет сделать вообще идеальную с точки плавности хода кинематику, расположив верхнюю ось ровно по центру осевой линии штока.
Если такое решение реализовать на чугунной станине, то без сложного фигурного литья не обойтись.
ДИМ61Ручка на "правильных" прессах может быть как цельнометаллического цилиндра , так и в виде трубки.
Александр а что из себя представляет ручка? Стержень с резьбой по обоим концам, одним концом в кинематику, на второй шарик? ТО планируется или сырой?
Причем, диаметр и толщина трубки (или цилиндра) не выбирается абы как.
neckПонятно. В зависимости от реализуемых задач рассчитывается максимальная нагрузка на изгиб. Просто мелькнула идея по удешевлению этого узла. Может и глупая. Берем резьбовую шпильку в строительном магазине, например Леруа, есть до диаметра 24 мм., отрезаем необходимую длину, на одну сторону шар, другую в ось кинематики. На шпильку можно одеть кусок термоусадки, будет затянутая в пластик ручка.
Причем, диаметр и толщина трубки (или цилиндра) не выбирается абы как.
ДИМ61И получаем концентратор напряжений в виде ниток резьбы. По одной из ниток эта шпилька и сломается, если орудовать прессом как на видео пресса Solo.lv.
Берем резьбовую шпильку в строительном магазине,
Шпильку придется делать намного толще, чем просто стержень.
Причем, во многих прессах ручка выполняет ещё и роль защиты от дурака.
Она ломается или сгибается при черезмерных перегрузках.
Соответственно конструктор исходя из этого либо рассчитывает диаметр ручки, либо закладывает в конструкцию элемент, являющийся "предохранителем".
Может правда предохранитель находиться в другом месте.
А у Реддинг БигБосса предохранитель двухступенчатый.
Но этот я отвлёкся 😊
С-образный, если так дешевле.
Оси кинематики из болтов, на крайний случай из каких нибудь втулок непришлифованных. В комплект положить дополнительные для замены.
Шток, ладно, это святое - пришлифовать.
Кинематику минимально прочную для фулсайза без всяких штамповок и ВМТ.
Расположение оси кинематики тоже самое дешевое.
Крепление к верстаку самое дешевое.
Отверстие в штока для выпадения капсюлей в сторону вывести, если проще.
Сколько получится цена?
neckА если вообще без резьбы? Сверлим соосное штоку отверстие диаметром внешнего диаметра резьбы на матрице и закрепляем вставленную туда матрицу двумя гайками, снизу и сверху.
Есть два варианта, но оба требуют использования резьбошлифовального станка, что бы обеспечить отсутствие перекоса резьбы для установки матриц.
и закрепляем вставленную туда матрицу двумя гайками,Как минимум,выставлять замаешся...
BitteRНу давайте технологическое варварство не рассматривать, а?
Сверлим соосное штоку отверстие диаметром внешнего диаметра резьбы на матрице и закрепляем вставленную туда матрицу двумя гайками, снизу и сверху.
А то найдутся желающие предлагать матрицу сразу приваривать к станине 😞
Хотя, какое тут варварство? И выставлять не так и сложно. Подняли шток, вставили матрицу до упора, закрутили верхнюю гайку до касания станины, довернули на полоборота, опустили шток, закрутили гайку снизу, затянули. И все готово. Если верхнюю гайку с фиксатором взять, то вообще один раз настроили, зафиксировали, и все.
neck
Снижение цены возможно несколькими путями. Например, что бы сдирать меньше чугуна (а это на цену влияет) можно чугунную станину сделать составной, со стальными элементами. Это позволит удешевить конструкцию, но оставить весьма качественный подшипник скольжения.
Но такое решение усложнить обеспечение соосности штока с резьбой для матрицы.
Кстати, при внимательном рассмотрении, оказалось, что стальная сварная конструкция позволяет сделать вообще идеальную с точки плавности хода кинематику, расположив верхнюю ось ровно по центру осевой линии штока.Если такое решение реализовать на чугунной станине, то без сложного фигурного литья не обойтись.
Чугун точно отпадает, нужен легкий(вес в том числе), быстрый и дешёвый в производстве пресс. А уж его компоновку Вы, как признанный профессионал-конструктор, должны предложить сами учитывая цену, которая устроит и изготовителя, и потенциального обладателя. Этот пресс должен играть роль обучающую для новичка и вспомогательную в дальнейшем, потому как пока находишься в ожидании своей очереди на ваше монументальное изделие хочется уже набивать руку к его получению.
К примеру, резьба худо-бедно но стандартизирована.
Хоть китайСа часто не соблюдают основной параметр резьбы - средний диаметр (от которого зависит, будет ли болтаться матрица в резьбе), но по крайней мере наружный диаметр они вынуждены выдержать. Иначе матрицу не вкрутишь в отверстие на прессе.
Что происходит, когда мы закрутили матрицу в резьбу на прессе, и потом затянули контргайку?
Если канал для штока соосен с резьбой, и резьба не имеет перекоса относительно канала, то при затяжке контргайки матрица "натягивается" относительно ниток резьбы пресса и худо- бедно, но центрируется этими нитками.
Тут имеет значение ещё, выдержан ли средний диаметр резьбы в прессе и на матрице, но пока этот момент опустим.
Одним словом, когда резьба для установки матрицы сделана "правильно", то матрица сравнительно ровно (не идеально, конечно, но терпимо) установится относительно канала для штока.
А вот что будет, если мы "просто" просверлим отверстие и вставим туда матрицу?
Во первых, какого диаметра будем отверстие делать?
И самое главное - чем?
Наружный диаметр резьбы у матрицы - 22,225 мм. Это согласно стандарта.
Какой на самом деле будет диаметр у каждой конкретной матрицы - да Аллах его знает. Зависит от метода изготовления резьбы - леркой или резцом на токарном станке.
Лерки при постоянном использовании быстро изнашиваются и теряют размер.
Резцы могут не иметь точно заточенного угла, который при нарезании резьбы отвечает за то, каким будет профиль резьбы.
и резцы то же изнашиваются.
По этому вы не найдете двух матриц, имеющих одинаковый диаметр по виткам резьбы.
В результате получится, что одна матрица не лезет, а другая в отверстии болтается 😊
И второе. Даже если взять за основу диаметр по стандарту,22,225 мм, то каким инструментом такой размер выдержать?
Развёрткой? А нет таких в природе. Придется заточнику брать развёртку диаметром 24 мм и точить её до диаметра 22,225 мм.
Долго и нудно. И не факт, что он с первого раза в этот размер попадёт.
Хорошо, если развёртка из быстрореза, а если из твердосплава?
А самое главное, что такая развертка долго не продержится. Пойдет износ, и размер начнет "уплывать".
И последнее. Сами понимаете, для того, что бы в отверстие помещались любые матрицы, отверстие придется сделать несколько больше диаметра матриц.
А в отверстии матрицу придется контрить двумя контргайками.
Что бы они матрицу установили без перекоса, у этих гаек резьба должна не иметь перекоса относительно резьбы на матрице. А торцы контргаек должны быть параллельны не только друг-другу. Но и плоскости верхней перемычки станины.
В общем, при такой реализации получим матрицу, стоящую не по центру штока и к тому же ещё и с перекосом относительно штока.
Я извиняюсь конечно за многословие, написал просто ради иллюстрации того, что матрицы не зря на резьбе закручиваются.
Не самое конечно лучшее решение в плане соосности, но более-менее пригодное.
Как этого будет добиваться пользователь пресса у себя дома, я не знаю.
uandrЧугун да, отпадает. При всех достоинствах, он имеет и кучу недостатков, затрудняющих обработку. А следовательно и цена будет выше.
Этот пресс должен играть роль обучающую и вспомогательную в дальнейшем, потому как пока находишься в ожидании своей очереди на ваше монументальное изделие хочется уже набивать руку к его получению.
А вот насчет стали... да собственно, ничто не мешает сделать из неё качественное изделие.
Только надо выработать нужную технологию и создать оснастку.
Над оснасткой уже работаем, я "вчерне" её уже прорисовал. Останется только подставить конкретные размеры.
Это будет зависеть от того, какая конструкция пойдет в серию.
Сейчас три варианта рассматриваем. Каждый имеет как свои преимущества, так и недостатки.
Я скоро выложу пару эскизов станины на обсуждение.
Имеющийся наработанный опыт позволяет создать конечно нормально работающее изделие. Но без независимого тестирования начинать производство будет не кузяво.
neck
Надо будет ещё с тестером определиться, кто имеет опыт и сможет нормально собрать на прессе изделий и потом их "заценить".Имеющийся наработанный опыт позволяет создать конечно нормально работающее изделие. Но без независимого тестирования начинать производство будет не кузяво.
Я первый в очередь на серийное изделие. С уважением.

или это не Бюджетный пресс? Сколько он будет стоить?
Такая конструкция эту проблему помогла решить.
Выпускался не долго, пока мы не сделали оснастку, не дающую метчику рыскать при нарезании резьбы.
В общем, это экспромт, созданный быстро и по обходным технологиям.
С кучей технологических недостатков, не позволяющих его сделать бюджетным.
То есть, бюджетным сделать можно. Но это будет уже другой пресс.
Сейчас я бы сделал эту конструкцию совсем по другому, более экономно.
Ну а в 2014 году она была хороша. На ней отработали нюансы технологию изготовления пресса с чугунной станиной.
neck
Этот пресс создавался тогда, когда стало ясно, что на станине прямоугольной формы простых способов НАДЕЖНО обеспечить соосность штока относительно матрицы не существует.Такая конструкция эту проблему помогла решить.
Выпускался не долго, пока мы не сделали оснастку, не дающую метчику рыскать при нарезании резьбы.
В общем, это экспромт, созданный быстро и по обходным технологиям.
С кучей технологических недостатков, не позволяющих его сделать бюджетным.То есть, бюджетным сделать можно. Но это будет уже другой пресс.
Сейчас я бы сделал эту конструкцию совсем по другому, более экономно.
Ну а в 2014 году она была хороша. На ней отработали нюансы технологию изготовления пресса с чугунной станиной.
Конструкция "Ротонды", с точки зрения конечного потребителя, просто превосходна.
В неё заложен огромный запас прочности, которого хватает на весьма многие операции, которые, по моему мнению невозможно сделать на более поздних конструкциях.
Огромный респект и рахмат разработчику!
raduga5
Конструкция "Ротонды", с точки зрения конечного потребителя, просто превосходна.
neckТак может быть это и есть искомый пресс?
Сейчас я бы сделал эту конструкцию совсем по другому, более экономно.
Чесслово, читать не удобно.
----------
"Si vis pacem, para bellum"
Waldschnepfer
Чесслово, читать не удобно.
Всё, сделал.
RotmestrМне реклама за последние 8 лет не требовалась.
одна реклама
Мы просто обжигаем горшки.
neckСпасибо!
Всё, сделал.
neck
Мы просто обжигаем горшки.
Неплохо выходит! Обжигайте дальше! 😛
----------
"Si vis pacem, para bellum"
neckбрехня.читал ваши темы.муть и безграмотность.
Мне реклама за последние 8 лет не требовалась.
Мы просто обжигаем горшки.
neck
BitteR - с отверстием без резьбы не всё так просто.
А если отверстие сделать, скажем, 24 мм и снять фаски. Гайки выточить конусные, типа колесных. Угол на фаске = углу конусной части гаек ?..
Rotmestr
брехня.читал ваши темы.муть и безграмотность.
Да ладно! Тыкни пальцем где.
Sobol'А если отверстие сделать, скажем, 24 мм и снять фаски. Гайки выточить конусные, типа колесных. Угол на фаске = углу конусной части гаек ?..
Думаю нам не надо предлагать всевозможные новшества в конструкции, ведь у автора отработан каждый узел и сочленение каждой детали. Ждем его предложения по стальному, сварному, дешевому и быстрого в изготовлении пресса.
Очень часто вы, камрады, весьма интересные предложения делаете.
Только надо на них пристально посмотреть.
Проблема тут в том, что есть жёсткое ограничение - цена.
Так что голову ломаем втроём уже неделю.
Кстати, нужны два человека, кто сможет протестировать первые образцы по ускоренному циклу и написать развернутый отчёт по результатам.
Если получится, может уже сегодня один узел пресса на обсуждение выложу.
neck
Да нет, интересно всех послушать.Очень часто вы, камрады, весьма интересные предложения делаете.
Только надо на них пристально посмотреть.
Проблема тут в том, что есть жёсткое ограничение - цена.
Так что голову ломаем втроём уже неделю.Кстати, нужны два человека, кто сможет протестировать первые образцы по ускоренному циклу и написать развернутый отчёт по результатам.
Вот именно - цена! Делайте, как знаете, а то получите кучу предложений и пожеланий, и всё по возможности задаром. У Вас на любой предложенный вариант есть готовая рецензия. Сделайте клон любого рекламированного Вами пресса, но из стали и сварной. Главный критерий - работопригодность за умеренную цену. Ни один пользователь не скомпонует изделие в заданных параметрах лучше производителя. Удачи. С уважением.
но оно ни разу не бюджетное

MIHASYA
но оно ни разу не бюджетное
Две колонны, явно шлифованные, куча литья чугунного и шлифованное железо..
Бюджетность тут рядом не стояла.
Это скорее не пресс, а почти фрезерный станок.
Но несомненно солидно. Маешь вещь.
artur79у меня сомнения то он хорошо будет работать на точных калибрах
Если ошибаюсь, поправьте, пожалуйста.
neck
Кстати, нужны два человека, кто сможет протестировать первые образцы по ускоренному циклу и написать развернутый отчёт по результатам.
Мог бы взяться за тестирование, тем более что могу параллельно сравнивать работу новинки с имеющимся в хозяйстве прессом 110. Программа тестирования какая-то есть, чтобы стандартизировать вопросы-ответы?
artur79
Тем не менее все этот пресс хвалят. Может не так уж и критичен такой показатель, как люфт штока пресса? Может гораздо большее значение имеет качество самих матриц?
Если ошибаюсь, поправьте, пожалуйста.
Да люфт штока тут совершенно не причём.
Просто глядя на такую конструкцию, глаз человека по началу принимает возможность матрицы двигаться в пазе как болтанку деталей.
Однако, если присмотреться, на фото видны аж целых два "штока" там, сзади, за столиком.
Это двухстоечный пресс, и с люфтами у него порядок.
Как и с соосностью аналога шеллхолдера с матрицей.
Если у стандартных релодырьских прессов шеллхолдер может несколько шевелиться в пазе на штоке, то в такой конструкции немного свободы имеет матрица.
И всё.
Остальные параметры, обеспечивающие получение на этом прессе качественного изделия обеспечивается исключительно качеством изготовления самого пресса.
К сожалению, этот замечательный образец руками пощупать не получилось.
Но по отзывам вполне достойное изделие.
Надеюсь, не слишком страшная получилась 😊
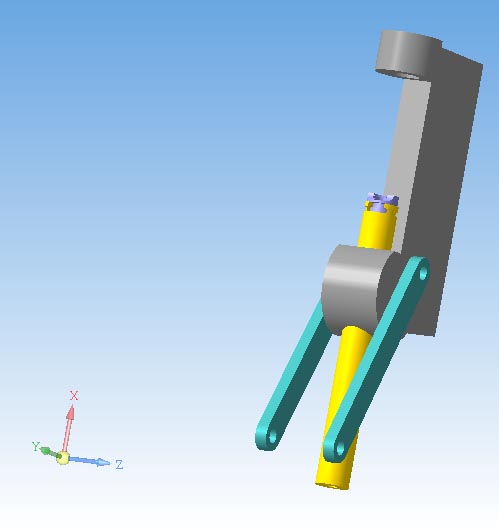
Это вариант с осью, расположенной за штоком.
Станина сваривается из трёх деталей, двух круглых и одной прямоугольной.
Основание станины то же прорисовано, пока что решаем, каким способом его крепить к станине.
У кого есть вопросы, задавайте, будем обсуждать.
Но такая кинематика не очень бюджетной будет, так что есть ещё над чем работать.
neckПропил штока для шелхолдера не должен смотреть в сторону выхода гильзы. Иначе шеллхолдер будет выходить вместе с гильзой. Прошу это учесть.
вот один из вариантов сварной станины.
sgerа что мешает шел повернуть ?))
Пропил штока для шелхолдера не должен смотреть в сторону выхода гильзы. Иначе шеллхолдер будет выходить вместе с гильзой. Прошу это учесть.
MIHASYA
а что мешает шел повернуть ?))
Кстати, господа sger и MIHASYA, вы меня вашим диалогом на мысль одну натолкнули 😊 Вернее мысль зашевелилась 😊
На чугунных прессах мы делаем шток таким образом, что бы паз для установки шеллхолодера был направлен в бок. Что бы передняя перемычка станины не мешала снять/поставить как шеллхолдер, так и гильзу.
А что бы при извлечении гильзы из шеллхолдера вместе с гильзой не вылезал и шеллхолдер из паза, нужна стопорная пружинка, которая фиксирует шеллхолдер на месте.
Если у станины не будет передней перемычки, то получается, что шеллхолдер мы можем вынимать из паза на штоке уже не в бок, а в перёд.
И гильзу из шеллхолодера то же можно будет вперёд вынимать, а не в бок.
Так?
neckтак
Так?
Следовательно, при установке шеллхолдера на шток он сможет перемещаться только влево-вправо. Например, по оси Х.
А по второй координате (вперед-назад) движение шеллхолдера будет невозможно.
И тогда мы можем установленный на шток шеллхолдер повернуть таким образом, что бы заход для гильзы смотрел на нас.
А в таком положении шеллхолдера устанавливаем /снимаем с него гильзу.
При этом извлекаемая гильза не вытягивает за собой шеллхолдер из штока.
Что нам это дает? В общем то мелочь - нам уже не нужна пружинка, фиксирующая шеллхолдер на штоке.
Однако пружинка эта совсем не мелочь.
Что бы её установить на шток пресса, придется разметить и просверлить в штоке отверстие. И не абы где, а в строго указанном на чертеже месте.
Причем мелким сверлом, сломать которое - раз плюнуть.
А кроме этого ещё кто то должен для изготовления пружинки:
1)найти пружинную сталь с нужными свойствами и нужного диаметра.
2)намотать нужного диаметра пружину
3)нарезать пружину на отдельные колечки
4)зачистить кончики у колечек
5)согнуть фиксирующий усик нужной длины и формы.
Так что вот наглядный момент, как и на чём можно сэкономить просто за счёт интересной идеи.
Которая просто лежала на поверхности.
Однако её ещё надо увидеть...
neckУ меня когда то пружинка на прессе потерялась... Но голь на выдумки хитра. Так как указал, так и выкрутился.
вы мои мысли прочитали.
Совсем уж какашку делать не хочется. В виде плоской железки по форме как кочерга 😞
neckИспользовать что либо готовое? Резьба и сварка в гараже есть.
Совсем уж какашку делать не хочется. В виде плоской железки по форме как кочерга
Однако желающих приобрести "конструктор" не наблюдается.
Следовательно, всё равно нужно будет не только станину делать, но и всё остальное, в том числе и кинематику.
Смотрю, я был прав, когда говорил, что такой пресс никому не нужен.
Как вижу, особо желающих на упрощённый пресс что то не наблюдается.
Несмотря на многочисленные просьбы "ну сделайте уж бюджетный вариант!!"
neckА вы его не так продаете.
Как вижу, особо желающих на упрощённый пресс что то не наблюдается.Несмотря на многочисленные просьбы "ну сделайте уж бюджетный вариант!!"
Создайте тему в разделе все для высокоточной стрельбы.
Продам пресс, хороший, за не дорого.
Выложите плохие фото.
И цену по дешевле.
Сделайте рекламу в темах для новичков...
Ну в общем в эту тему новички просто не полезут. Заумь сплошная не понятная.
neckдумаю со всего форума 20 чел и то не наберется
Как вижу, особо желающих на упрощённый пресс что то не наблюдается.
да и бюджетный пресс должен быть не дороже 8000р, а по функционалу и качеству не уступать Lee CLASSIC CAST PRESS
neckВзял бы, кабы денег было.
Как вижу, особо желающих на упрощённый пресс что то не наблюдается.
Может подшефный охотинспектор заинтересуется.
----------
"Si vis pacem, para bellum"
neckА что покупать то? Конструктор, идею, чертежи?
Смотрю, я был прав, когда говорил, что такой пресс никому не нужен.
sger
У меня когда то пружинка на прессе потерялась... Но голь на выдумки хитра. Так как указал, так и выкрутился.


svan2000Ну я не сказал, что я не нашёл пружину. Просто на тот момент нужно было собрать, а проволоки нужной не было под рукой. Но принцип в голове остался
.M. Ц
svan2000
участник
ДИМ61
А что покупать то? Конструктор, идею, чертежи?
В первую очередь надёжный качественный пресс, созданный совместно с вами.
Конструктор - это то же дело, но второстепенное. Для энтузиастов.
Собственно, от вас самих зависит, какая будет на выходе цена, что больше всего востребовано будет.
Павка 77Мне то же не понятно 😊 Впечатление такое, что будет опять как с прессом-75. Много шума "пресс нужен" а в результате ....
Думаю люди хотят видеть изделие и стоимость, тогда народ потянется. А пока не понятно.
Самое прикольно тогда было то, что начинали с рассуждений о том, что цена должна быть не большой, потом плавно перешли к к "полному фаршу", в результате 10 человек активистов "наелись", и всё заткнулось 😊
Когда изделие будет готово, я либо новую тему создам, либо в теме о наших прессах можно будет продолжить.
Эта тема пока что для чернового обсуждения.
Но я отвлёкся. Вот сегодня с весовыми характеристиками станины возился.
Лёгкая сильно получается, зараза, по сравнению с чугуном.
Скакать будет пресс вместе с верстаком, однако.
Опять думать надо 😞
Не песок же в станину засыпать ... для тяжести.
sgerНу да, в маркетинге не силён. Как то маркетинговыми высер@ми не увлекаюсь.
А вы его не так продаете.
Создайте тему в разделе все для высокоточной стрельбы.
Продам пресс, хороший, за не дорого.
Выложите плохие фото.
И цену по дешевле.
Мне с железками интересно.
neck
Мне то же не понятно 😊 Впечатление такое, что будет опять как с прессом-75. Много шума "пресс нужен" а в результате ....
Самое прикольно тогда было то, что начинали с рассуждений о том, что цена должна быть не большой, потом плавно перешли к к "полному фаршу", в результате 10 человек активистов "наелись", и всё заткнулось 😊Когда изделие будет готово, я либо новую тему создам, либо в теме о наших прессах можно будет продолжить.
Эта тема пока что для чернового обсуждения.Но я отвлёкся. Вот сегодня с весовыми характеристиками станины возился.
Лёгкая сильно получается, зараза, по сравнению с чугуном.
Скакать будет пресс вместе с верстаком, однако.
Опять думать надо 😞Не песок же в станину засыпать ... для тяжести.
Либо нужен будет жёсткий верстак, либо действительно чём-то утяжелить. А сколько кг выходит? Не думаю что это критично, ведь пресс многие крепят основательно.
neckТолько жесткое крепление к верстаку и сам верстак не из жердочек.
quote:
Лёгкая сильно получается, зараза, по сравнению с чугуном.
Павка 77Наш пресс-110 с чугунной станиной весит около 8 кГ. Пресс-150 почти 10.
Либо нужен будет жёсткий верстак, либо действительно чём-то утяжелить. А сколько кг выходит? Не думаю что это критично, ведь пресс многие крепят основательно.
Вес станины составляет процентов 70 от этого веса.
А тут получается станина весом от силы 1,5 кг. если её делать в виде стойки с двумя дополнительными деталями (для установки матрицы и штока).
Даже пластина основания снизу погоды не сделает.
Я всё время недоумевал, что же на всех видео, где показаны как легкосплавные конструкции, так и самоделки с такими сварными станинами, все эти изделия при работе скачут ??
Особенно при фуллсайзе. Как черти в хороводе. Вместе со столом.
И всегда рядом лежит тяжелая железка.
Получается, что на таком прессе, если специальные меры не принимать, фуллсайзить можно будет только если ножки верстака намертво к полу помещения приделаны.
Следовательно первым делом займусь способами увеличения веся станины.
И надо будет опять пересмотреть кинематику. Скорее всего придется менять передаточное число, что бы уменьшить опрокидывающий момент.
neckВас понесло не туда. Продайте этим умникам набор комплектующих и пусть они сами колхозят пружины, прорези и пазы, ручки, балласт на верстак. Какое Ваше дело до их верстака или прикроватной тумбочки? Вы указали недостатки предлагаемых тут бюджетных прессов, вот и сотворите аналог, но без указанных изьянов, конечно если вам производственная база и коммерческая составляющая это позволит. Зачем изобретать велосипед?!! С вашими рассуждениями вы упретесь в свой 110 пресс.
Наш пресс-110 с чугунной станиной весит около 8 кГ. Пресс-150 почти 10.Вес станины составляет процентов 70 от этого веса.
А тут получается станина весом от силы 1,5 кг. если её делать в виде стойки с двумя дополнительными деталями (для установки матрицы и штока).
Даже пластина основания снизу погоды не сделает.Я всё время недоумевал, что же на всех видео, где показаны как легкосплавные конструкции, так и самоделки с такими сварными станинами, все эти изделия при работе скачут ??
Особенно при фуллсайзе. Как черти в хороводе. Вместе со столом.
И всегда рядом лежит тяжелая железка.Получается, что на таком прессе, если специальные меры не принимать, фуллсайзить можно будет только если ножки верстака намертво к полу помещения приделаны.
Следовательно первым делом займусь способами увеличения веся станины.
И надо будет опять пересмотреть кинематику. Скорее всего придется менять передаточное число, что бы уменьшить опрокидывающий момент.
neck
Наш пресс-110 с чугунной станиной весит около 8 кГ. Пресс-150 почти 10.Вес станины составляет процентов 70 от этого веса.
А тут получается станина весом от силы 1,5 кг. если её делать в виде стойки с двумя дополнительными деталями (для установки матрицы и штока).
Даже пластина основания снизу погоды не сделает.Я всё время недоумевал, что же на всех видео, где показаны как легкосплавные конструкции, так и самоделки с такими сварными станинами, все эти изделия при работе скачут ??
Особенно при фуллсайзе. Как черти в хороводе. Вместе со столом.
И всегда рядом лежит тяжелая железка.Получается, что на таком прессе, если специальные меры не принимать, фуллсайзить можно будет только если ножки верстака намертво к полу помещения приделаны.
Следовательно первым делом займусь способами увеличения веся станины.
И надо будет опять пересмотреть кинематику. Скорее всего придется менять передаточное число, что бы уменьшить опрокидывающий момент.
Вы делаете простой народный пресс, вопрос с жёстким упором решит сам покупатель, не заморачивайтесь . Сделайте не оглядываясь на вес.

Никис
а почему бы не сделать что то вроде этого?нашел на просторах инета..
Идеальный вариант компановки бюджетного пресса. С небольшими доработками устроит многих.
Полагаю, что уважаемый Александр (ака Neck) разработал и изготавливает отличные изделия, как по качеству изготовления, так и по функциональным возможностям. "Забугорище" в таких форматах и близко не валялось. Разве что - револьверные конструкции, да и те - легкосплавные.
Что же до цены, то релоад боеприпаса на качественном (и недешёвом!) оборудовании - залог и качественного, и безопасного для стрелка выстрела.
А если вести речь о высокоточке и боеприпасах калибра более .308, то цена оборудования вообще в расчёт браться не должна.
Что до "бюджетных" моделей, лучшее - враг хорошего.
BitteR
Только у меня впечатление, что Александр не хочет делать обсуждаемый пресс?
Вы не одинок.
raduga5
Почитал форум. Мнений - множество. Как то сделать, как это, паз слева, или по центру... Обсуждать можно долго, как в том анекдоте: "..ну, тогда - до бесконечности!"
Полагаю, что уважаемый Александр (ака Neck) разработал и изготавливает отличные изделия, как по качеству изготовления, так и по функциональным возможностям. "Забугорище" в таких форматах и близко не валялось. Разве что - револьверные конструкции, да и те - легкосплавные.
Что же до цены, то релоад боеприпаса на качественном (и недешёвом!) оборудовании - залог и качественного, и безопасного для стрелка выстрела.
А если вести речь о высокоточке и боеприпасах калибра более .308, то цена оборудования вообще в расчёт браться не должна.
Что до "бюджетных" моделей, лучшее - враг хорошего.
Каждому своё! Не вы в закон пунктик про обучение и хранение капсУлей предлагали?
Никис
а почему бы не сделать что то вроде этого?нашел на просторах инета..
Человек его делал для себя (кстати с моей помощью) и вопрос о цене изготовления особо не стоял - использовались возможности предприятия, к станочному парку которого был доступ.
А вот если этот пресс в серию запускать, вам цена не понравится.
Много фрезеровки, втулка бронзовая, шток сложной конструкции, к тому же шлифованный.
BitteR
Только у меня впечатление, что Александр не хочет делать обсуждаемый пресс?
Я вообще то уже 4 варианта станины прорисовал. Сейчас пятый рисую, с учетом утяжеления.
Отказывался я долго от этого дела.
Но раз согласился - сделаю. Даже если это никому особо нужно не будет, всё равно это будет опыт, позволяющий получить знания на перспективу
Не надо мои слова воспринимать как не желание. Я просто рассказываю о подводных камнях, которые стали видны при пристальном взгляде в это дело.
И слушаю ваше мнение.
uandr
Вас понесло не туда. Продайте этим умникам набор комплектующих и пусть они сами колхозят пружины, прорези и пазы, ручки, балласт на верстак. Какое Ваше дело до их верстака или прикроватной тумбочки?
А это дело в любом случае будет моим. Практика это показала.
Что бы было понятно - минимум три раза за год приходят письма примерно такого содержания:
"А-я-яй! Вы мне бракованный пресс дали! У моих гильз после фуллсайза плечики осаживаются по разному!
Мною куплены самые лучшие в мире матрицы от Реддинг, а замеры я делаю цифровым штангенциркулем STARRETT 799. И часто очень наблюдаю разную осадку плеч при фуллсайзе.
А вот если мои матрицы установить на пресс от Ли моего друга Васи, который у него дома установлен, то тогда всё хорошо, плечи у гильз одинаковые!"
Начинаем разбираться. Самый забавный случай был, когда пользователь старой смазкой-лубрикантом для смазывания гильз пользовался. А в гостях у Васи брали новую смазку, свеже купленную. Стоило сменить смазку, и всё наладилось.
Но, с вероятностью 0,99 причина бывает в том, что у Васи пресс закреплён на неподвижном верстаке.
А у покупателя пресса установлен на подставочке из фанерки.
И прыгает вместе с ней по комнате.
Вот по этому то у наших прессов два режима ограничения хода штока вверх. На выбор. И кинематику дорабатывали бессчётное количество раз, что бы сделать агрегат, способный работать в любых условиях, хоть прижатый струбциной на кухонном столе.
И вес пресса тут как раз имеет значение.
Так вот, я это о чём? да о том, что я лучше сейчас лишнюю неделю потрачу на доработку. И тестеров попрошу образцы погонять.
Чем потом вляпаться - основной потребитель, как понимаю, будут рукастые парни из клана .366 ТКМ и всяких "ланкастеров". Готовые сломать что угодно.
Им же надо будет давить гильзы с помощью самопальных матриц, хрен знает кем и как сделанных.
neckЯ вообще то уже 4 варианта станины прорисовал. Сейчас пятый рисую, с учетом утяжеления.
Отказывался я долго от этого дела.
Но раз согласился - сделаю. Даже если это никому особо нужно не будет, всё равно это будет опыт, позволяющий получить знания на перспективуНе надо мои слова воспринимать как не желание. Я просто рассказываю о подводных камнях, которые стали видны при пристальном взгляде в это дело.
И слушаю ваше мнение.
Вы слушайте свой богатейший опыт глядя на желаемый пользователем ценовой предел(пример со штоком в указанной самоделке). Думаю многим, как и мне не нужен пресс с массивной станиной. Для меня играет роль легкость и быстрота крепления его к столу(вариант со струбциной обязателен). Мне нужен пресс с возможностью возить его с собой на соревнования и пострелушки. Этот пресс должен быть для первоначального обучения, малых(средних с натяжкой) калибров, вспомогательным или запасным. На такой я первый на очереди - это в порядке напоминания 😊)) С уважением.
neckТак вот, я это о чём? да о том, что я лучше сейчас лишнюю неделю потрачу на доработку. И тестеров попрошу образцы погонять.
Чем потом вляпаться - основной потребитель, как понимаю, будут рукастые парни из клана .366 ТКМ и всяких "ланкастеров". Готовые сломать что угодно.Им же надо будет давить гильзы с помощью самопальных матриц, хрен знает кем и как сделанных.
Прошу простить меня великодушно. Об этих рукастых ребятах "садистах" я не подумал, а они будут составлять львиную долю покупателей. С уважением.
uandr
Об этих рукастых ребятах "садистах" я не подумал, а они будут составлять львиную долю покупателей.
Вот и я об этом. Мы тут уже 6 страниц исписали, да и раньше на эту тему несколько раз спорили, а я так и не пойму, что же в конечном итоге надо сделать?
1) более дешовый аналог прессов типа (и характеристик) БигБосс
2) пресс, более надёжный чем Ли Челленджер. По сопостовимой цене.
3) Портативный легкий пресс с ходом штока как у Харелл и самых дешёвых Ли
Пункт первый выпускается в разнообразных видах. Нужен ли ещё один, пусть и дешевле?
Пункт третий практически никому не нужен. Пистолетов на руках у населения в нашей стране нет. Следовательно релоуд таких калибров не востребован. Фуллсайзить же (тем более на самодельных матрицах) более крупные калибры на таких прессиках - бесполезная затея.
Ничего толкового из этого не получится.
Таким образом, что остаётся?
На мой взгляд только второй вариант. Пресс со сварной станиной класса Челленджера.
Если он будет дешевле и долговечнее, то модель будет востребована.
Как мне кажется.
По этому я сейчас и прорабатываю такую конструкцию.
Может я и не прав, но это видится самым разумным.
Если будет хорошая повторяемость,то спокойно можно будет сажать пули,делать нексайз.
При небольшом весе его можно будет брать с собой на соревнования,там один раз можно обойтись без фулсайза,сделать только нексайз и посадить пулю.
мега-ветеран
2-2-2018 13:10 профайл romul пожаловаться модератору Редактировать сообщение Цитировать
Если такой пресс будет не дорогим,то его многие будут брать как второй-третий для дополнительный операций-капсюлировать/декапсюлировать,вытаскивать пули и т.д.
Если будет хорошая повторяемость,то спокойно можно будет сажать пули,делать нексайз.
При небольшом весе его можно будет брать с собой на соревнования,там один раз можно обойтись без фулсайза,сделать только нексайз и посадить пулю. Такой пресс есть . нек-прохиндей опоздал ..https://guns.allzip.org/topic/153/2205316.html
ivanoooтолько кривой
Такой пресс есть . нек-прохиндей опоздал ..https://guns.allzip.org/topic/153/2205316.html
не удержался утащил фото из той темы, да простит меня автор фото ))



MIHASYA
только кривой
Ага. Как раз наглядная иллюстрация для тех, кто рассуждает о том, что сделать пресс - просто мелочь.
Как говорил в одной теме один "гений" - сверлите, ребята, ничего там сложного нет.
ivanoooВас выпустили уже?
Такой пресс есть . нек-прохиндей опоздал ..https://guns.allzip.org/topic/153/2205316.html
Вы снова в грехи пустились? Хотите еще в бане посидеть?
Если добавить бронзовую втулку и поставить более простую кинематику, то получится вполне себе нормальная (но скорее всего более дешёвая) альтернатива выпускаемого сейчас пресса-110.
А вот если втулку бронзовую не ставить, то появляется возможность для ценового манёвра.
За выходные попробую поработать с кинематикой.
Если всё нормально, в понедельник отдам чертежи технологам, что бы посчитали трудоёмкость.
neckВ каких ценовых рамках?
то получится вполне себе нормальная (но скорее всего более дешёвая)
sgerЗа правое дело , всегда готов ! - никогда не был прихлебателем и не буду))).sger
ветеран2-2-2018 15:24
quote:
Originally posted by ivanooo:Такой пресс есть . нек-прохиндей опоздал ..https://guns.allzip.org/topic/153/2205316.html
Вас выпустили уже?
Вы снова в грехи пустились? Хотите еще в бане посидеть?
MIHASYAБывает , не доглядел топик -стартер . Опыт -время . С уважением .MIHASYA
шельмец2-2-2018 14:59
quote:
Originally posted by ivanooo:Такой пресс есть . нек-прохиндей опоздал ..https://guns.allzip.org/topic/153/2205316.html
только кривой
не удержался утащил фото из той темы, да простит меня автор фото ))
ivanoooЗа счет покупателей))) Все как предсказывал великий Neck )))
Опыт -время .
sgerНе согласен.
Все как предсказывал великий Neck
Великий и ужасный.
😛 😊 😉
----------
"Si vis pacem, para bellum"
ivanoooХАААА... великий)))),8 лет , большой срок . Каждый год новая конструкция ,в своём ценовом диапазоне и ТТД. А что имеем - слёзы , по цене золота!!! . На свой прессик , поставил две шайбы - огр. *вверх*,соосность прекрасная ,ход штока плавный , вес 1.8кг и задёшево - красота . СКС нек а ,цена 8т.- КАРАБИН . А за свой самопал с осями-болтиками ,дерёт по цене веса золота . Если САНКЦИИ - сдирай семь шкур???? . Нет слов , одни е.....!!!sger
ветеран
2-2-2018 19:54
quote:
Originally posted by ivanooo:Опыт -время .
За счет покупателей))) Все как предсказывал великий Neck )))
#354
0.86 (+13/-1)
P.M. Ц
ivanoooПоток не раскрывшегося сознания зачетный.
ХАААА... великий)))),8 лет , большой срок . Каждый год новая конструкция ,в своём ценовом диапазоне и ТТД. А что имеем - слёзы , по цене золота!!! . На свой прессик , поставил две шайбы - огр. *вверх*,соосность прекрасная ,ход штока плавный , вес 1.8кг и задёшево - красота . СКС нек а ,цена 8т.- КАРАБИН . А за свой самопал с осями-болтиками ,дерёт по цене веса золота . Если САНКЦИИ - сдирай семь шкур???? . Нет слов , одни е.....!!!
WaldschnepferЯ ужасным пугать не стал. а то Ivanoo и так как не в себя разговаривает. А так вообще еще и гадить под себя начнет, а не только на форуме.
Не согласен.
Великий и ужасный.
sgerКакой ты корявый дружище и хабалистый - подручный великого нек а .
sger
ветеран
2-2-2018 21:04
quote:
WaldschnepferНе согласен.
Великий и ужасный.
Я ужасным пугать не стал. а то Ivanoo и так как не в себя разговаривает. А так вообще еще и гадить под себя начнет, а не только на форуме.
ivanoooА, Вы, что, уже брудершавты пили?
Какой ты корявый дружище
----------
"Si vis pacem, para bellum"
НикисНу, вот, Вы тоже подручный подпевала. 😛
Вот не удержусь..Бл#дь!с такими "друзьями" как ивано-производителю того пресса и враги не нужны...просто дичайшую чушь несет..
Я то нет. Меня СанПалыч говнял как помойного кота. От того то у меня сохранился его номер телефона. 😛
----------
"Si vis pacem, para bellum"
Waldschnepfer
Ну, вот, Вы тоже подручный подпевала. 😛
Стесняюсь спросить-а кто такой санпалыч и какое это имеет отношение к сабжу?)
НикисА, Вы то какое имеете отношение к сабжу? Что такое сабж не знаю, но не я это ругательство первым произнес.
Стесняюсь спросить-а кто такой санпалыч и какое это имеет отношение
----------
"Si vis pacem, para bellum"
Waldschnepfer
А, Вы то какое имеете отношение к сабжу? Что такое сабж не знаю, но не я это ругательство первым произнес.
"предмет,тема обсуждения". я-никакого по сути) только как конечный пользователь,которого интересуют как раз бюджетные варианты пресса
НикисТогда Вам к ivanooo Он Вам задешево поставит г..абра.
тель,которого интересуют как раз бюджетные варианты пресса
Вы не помните на эту тему пословиц и поговорок?
----------
"Si vis pacem, para bellum"
Waldschnepfer
Тогда Вам к ivanooo Он Вам задешево поставит г..абра.
Вы не помните на эту тему пословиц и поговорок?
Дешево-отночительное понятие.тысяч 5 я за пресс нормальный готов выложить хоть сейчас(аналога сплавного лии мне бы хватило) и я искренне не понимаю почему в других странах могут производить прессы достаточного качества в эту цену а у нас нет
НикисСчасья Вам.
Да и пресс Ивана я уже купил
----------
"Si vis pacem, para bellum"
НикисИ как он вам?
Да и пресс Ивана я уже купил
А, не технологичнее ли, коли разговор пошел о втулках, делать одинаковыми верхнюю деталь и нижнюю, с резьбой. А, втулку вкручивать?
----------
"Si vis pacem, para bellum"
sger
И как он вам?
Пока в пути
Waldschnepfer
А, втулку вкручивать?
Я что то не совсем соображу, как это должно быть то?
НикисВас не затруднит по прибытию посылки сделать фото внутреннего состояния трубы, в которую там "шток" засунут?
Пока в пути
Waldschnepfer
Тогда Вам к ivanooo Он Вам задешево поставит г..абра.
Вы не помните на эту тему пословиц и поговорок?
Есть и другие пословицы и поговорки подходящее к вам и другим производителям. На мой взгляд Иванооо пытается занять свою нишу и правильно делает. Почет и уважение ему за это. Недостатки со временем и ценой уйдут, в том числе и благодаря подсказкам и стёбу нека.
Waldschnepfer
Александр Павлович, может и не прав, но скажу.
А, не технологичнее ли, коли разговор пошел о втулках, делать одинаковыми верхнюю деталь и нижнюю, с резьбой. А, втулку вкручивать?
Читайте посты своего кумира внимательнее.
neckОдинакова резьба в верхней и нижней частях пресса. В одну вкручиваем матрицу в другую втулку для штока
что то не совсем соображу, как это должно быть
uandrЯ уж не знаю, какую он там нишу пытается занять.
На мой взгляд Иванооо пытается занять свою нишу и правильно делает. Почет и уважение ему за это. Недостатки со временем и ценой уйдут, в том числе и благодаря подсказкам и стёбу нека.
Что бы пофиксить недостатки, придется совсем другое изделие делать.
По этому он так и вопит. Понимает, что деньги выброшены на ветер.
ДИМ61
Одинакова резьба в верхней и нижней частях пресса. В одну вкручиваем матрицу в другую втулку для штока
А что это нам дает кроме нарезания дополнительной резьбы?
Проблему обеспечения соосности это каким боком может облегчить?
И резьбошлифовальный станок. Позволяющий сделать очень точный направляющий лейнер для деталей, соединяемых на резьбе.
То есть, корячиться с цельнофрезерованной станиной. Только теперь из толстого стального листа. Да ещё и с бронзовой втулкой.
И опять разрабатывать технологии обеспечения сосности и отсутствия перекоса резьбы для матриц относительно канала штока.
Всё это медленно и дорого.
Сразу сделаем кондуктор, что позволит сварку осуществлять без перекосов.
uandrКаждому своё! Не вы в закон пунктик про обучение и хранение капсУлей предлагали?
Вы меня провоцируете на грубый ответ?
uandrтам же вроде какойто хрен-совладелец главпатрона эту срань писал?Каждому своё! Не вы в закон пунктик про обучение и хранение капсУлей предлагали?
raduga5Вы меня провоцируете на грубый ответ?
Первое или второе предложение вас провоцирует? Первое, это классика. Второе, это шутка, ведь я понимаю что вы не Лисин. Без обид.
Только теперь из толстого стального листа. Да ещё и с бронзовой втулкой.
И опять разрабатывать технологии обеспечения сосности и отсутствия перекоса резьбы для матриц относительно канала штока.Всё это медленно и дорого.
Сразу сделаем кондуктор, что позволит сварку осуществлять без перекосов.
[/B]
Заготовки из толстого стального листа, бронзовая втулка, и что варить в кондукторе это было изначально понятно. А вот на сколько это медленно и как дорого, вот тут потребуется дополнительно уточнить. Без конкретных цифр, а по аналогии со 110 прессом.
uandrБез конкретных цифр не получится.
Без конкретных цифр, а по аналогии со 110 прессом.
Дело в том, что на наших "чугуниевых" прессах все детали - шлифованные.
Если от шлифовки уйти, заменив её покраской, будет дешевле.
Это первое.
Трудоёмкость при изготовлении цельнофрезерованной и сварной станины - вещи не сопоставимые никак, это надо отдельно считать.
И кинематика у наших прессов достаточно сложная, тот же самый нажимной рычаг - одна фрезеровка. Сама по себе которая дорогая.
Я вот буду реализовывать по кинематике свою старую идею, которую давно хотел попробовать. Она должна быть дешевле.
Так что не вижу смысла на данный момент заниматься гаданием на кофейной гуще.
В течении недели всё встанет на свои места.
Возможно, придется ещё раз перерабатывать конструкцию станины с целью удешевить сильнее.
а вот интересно- можно сварку заменить болтами, а точное выставление деталей обеспечить какой-нибудь наполненной эпоксидкой? (Девкон всеми любимый вообще для ремонта валов советуют, с последующей токарной обработкой...)
или я брежу и усилия там будут ого-го?
hegДа как вам сказать 😊
и усилия там будут ого-го?
Усилия, прикладываемые к таким прессам...всякие бывают.
Вот например, результат приложения усилий.
Может быть вот так (место сгиба имеет диаметр 14 мм):

А может быть и вот так (место излома имеет диаметр 16 мм):

Наш народ ведь как считает - раз не силумин, значит можно делать с прессом что угодно.
Например, гидравлический домкрат поставить снизу под шток.
По этому сами думайте, малые усилия будут приложены или нет.
Мы, когда столкнулись с погнутыми рычагами и замятыми пазами для установки шеллхолдеров, стали шток термообрабатывать, а на ручке делать предохранитель в виде кольцевой проточки.
Пусть лучше ручку согнут, чем рычаги сломают.
neck
Да как вам сказать 😊
Усилия, прикладываемые к таким прессам...всякие бывают.Вот например, результат приложения усилий.
Может быть вот так (место сгиба имеет диаметр 14 мм):
А может быть и вот так (место излома имеет диаметр 16 мм):
Наш народ ведь как считает - раз не силумин, значит можно делать с прессом что угодно.
Например, гидравлический домкрат поставить снизу под шток.По этому сами думайте, малые усилия будут приложены или нет.
Мы, когда столкнулись с погнутыми рычагами и замятыми пазами для установки шеллхолдеров, стали шток термообрабатывать, а на ручке делать предохранитель в виде кольцевой проточки.
Пусть лучше ручку согнут, чем рычаги сломают.
Вы просто забыли записать в мануал, что пули из стали не штамповать!)))
artur79Все равно нужно изготавливать направляющий шток и кондуктор для соблюдения соосности,чтоб не повело при сварке.
Хочу внести свои пять копеек
artur79
Хочу внести свои пять копеек.
Вечер добрый! Мыслите вы в правильном направлении.
Но как говорят немцы, дьявол в мелочах.
Мелочь первая. Какого наружного диаметра будем делать втулки?
Вопрос не праздный - от него зависит, какого типа будет кинематика.
uandr
Вы просто забыли записать в мануал, что пули из стали не штамповать!)))
Вы можете весь мануал исписать такими предупреждениями. Всё равно найдется тот, кто всегда всё сделает не так.
У инженеров даже такое понятие существует - защита от дурака.
Ширина окна станины О-образной формы у Реддинг БигБосс2 около 80 мм.
Примерно столько же и у пресса Ли с чугунной станиной.
И сделано так не спроста. Сделать меньше - на прессе не возможно будет нормально работать. Кисть руки не пролезет в окно, что бы гильзу на шеллхолдер поставить.
Следовательно, что бы выдержать эргономику, придется делать то же самое.
Это значит, что диаметр втулок сверху и снизу должны быть так же порядка 80 мм. Даже больше, что бы было место, где пазы центровочные фрезеровать.
Не хилые такие две гирьки будут выступать за край верстака. Плюс к ним ещё добавится вес передней перемычки. Центр тяжести станины смещается сильно вперёд.
А вынос оси кинематики вперёд, за шток, при такой конструкции ещё и усиливает опрокидывающий момент.
То есть, вес станины работает не на устойчивость конструкции, а наоборот способствует опрокидыванию.
Что бы понять, чем это дело закончится, надо ещё раз посмотреть видеоролик, показывающий работу пресса, сделанного Александром (Solo_lv).
То есть, при станине такой конструкции с подобной кинематикой на прессе можно будет работать только при наличии на верстаке здорового противовеса.
Возможно, что ещё и ногой в станину придется упираться.
Далее. Речь у нас о бюджетном прессе.
Гляжу на ваш эскиз.
Что бы начать изготовление станины, нужно найти болванку диаметром 100 мм.
На металлобазах такой металл обычно не валяется, надо заказывать.
Болванку такую разрезать потом будет проблема - это какой же длины нужен отрезной резец, что бы пилить такую толщину? Миллиметров 40 на радиус придется срезать. Не кисло 😞
Так что придется тащить после токарки деталь на ленточную пилу.
Вот уже дополнительные операции мехобработки - установить деталь на пилу и отпилить её.
Смотрим на детали из листа. Задняя часть станины треугольная.
Это значит, что понадобится дополнительная операция (возможно не одна) что бы такой треугольник обкатать на фрезерном станке после того, как деталь вырежут лазером.
Передняя премычка - сложной формы. Не самое простое дело такую форму на обычном фрезерном станке воспроизвести. Это либо увеличение трудозатрат, либо надо задействовать станок с ЧПУ.
в результате ничего не выиграв по сравнению с изготовлением станины из чугуна, получили более худшую по своим характеристикам конструкцию.
Которую ещё надо сварить.
Я тут ещё один момент опустил, в данной ситуации он не очень существенен.
Идея ваша, в общем нормальная. Только её сильно прорабатывать надо что бы реализация была хорошая.
быстро тут не получается.
Собственно, как и со станиной С-образной формы.
Как я полагаю из личного опыта, минимум три первых экспериментальных станины пойдут в результате на мусорку.
neckАлександр Павлович, а, ксли О образную станину делать не в одной плоскости, а под углом, тогда не надо будет делать втулки 80мм.
Идея ваша, в общем нормальная.
----------
"Si vis pacem, para bellum"
WaldschnepferТогда могут возникнуть сложности с обеспечением соосности.
Александр Павлович, а, ксли О образную станину делать не в одной плоскости, а под углом,
Хотя, возможно я не совсем понял вашу мысль.
Скажем при виде сверху задняя опора на 12 часов, а передняя на 4 или 5. А, может и на 4,30. В этом случае прессы будут для левшей и правшей, но при сварной конструкции это не проблема, просто при сварке втулки с пропилами переворачиваются на 180 градусов. Типа с ног на голову.
Возможно, что сварочный кондуктор станет сложнее.
----------
"Si vis pacem, para bellum"
artur79ДЫК! Здоровые идеи заразны. 😉
Пока картинки рисовал и ответ свой писал, вы меня опередили :-)
----------
"Si vis pacem, para bellum"
Основной "заказчик" просит бирюльку за 5 рублей.
Как уложить в этот диапазон сложной формы боковины? А ещё надо и центр тяжести как то назад сдвигать.
И кинематику делать.
Да и для чего у такой конструкции делать станину О-образной формы?
Что на ней будет делать начинающий охотнеГ, который (как многие утверждают) собирает от силы 30 изделий за год.
И то только меняет бульку.
neckАлександр Павлович, Вы же сами писали, что. Давить стальные гильзы. 😛
Что на ней будет делать начинающий охотнеГ,
----------
"Si vis pacem, para bellum"
У вас почта не изменилась? На яндексе?
Хочу с вами по одному вопросу посоветоваться.
Но, то что Ваш пресс будут покупать релодыри 366 калибров, это однозначно.
----------
"Si vis pacem, para bellum"
----------
"Si vis pacem, para bellum"
WaldschnepferЗавтра отпишу на почту. Вернее, уже сегодня 😊
Почта не менялась ни какая.
Сейчас спать уже охота 😊
Просто все начинают сначала именно с него. А дальше уже зависит от опыта и способностей конструктора.
За три рубля Ультрамаг вам не сделают даже готовые работать за два гамбургера в день китайСа.
По этому, как не прикидываю, а получается примерно всё одно и тоже - набор колченогих планочек и трубок.
Собственно, можно сделать ещё дешевле, чем юродивый делал. Если к примеру паз для установки шеллхолдера не делать. А шеллхолдер крепить к торцу штока винтом.
Вот жду, кто до этого первый додумается. А благодарные поклонники его за это Калшниковым назовут.
Хотя, Калашниковым уже одного назвали. Значит Шмайсером обзывать будут 😊
Шутка 😊
В общем, одна конструкция проработана и считается, а над второй сейчас работаем.
neckТогда капсюлевичам некуда падать будет. 😛
А шеллхолдер крепить к торцу штока винтом.
----------
"Si vis pacem, para bellum"
WaldschnepferА берданы предварительно удалять все равно надо) Перед сазингом стальной гильзы)
Тогда капсюлевичам некуда падать будет.
WaldschnepferКапсюлевичи заранее гвоздиком выбиваются. Очень бюджетно.
Тогда капсюлевичам некуда падать будет.
Оно и хорошо - мусор с капсюльного гнезда не сыпется в "подшипник скольжения".
А в комплекте к прессу шприц с нигролом давать. Шприцевать стальную втулку через пресс-маслёнку.
Тогда втулку можно будет очень короткой сделать для экономии.
Расход металла снизим.
neck
Капсюлевичи заранее гвоздиком выбиваются. Очень бюджетно.Оно и хорошо - мусор с капсюльного гнезда не сыпется в "подшипник скольжения".
А в комплекте к прессу шприц с нигролом давать. Шприцевать стальную втулку через пресс-маслёнку.
Тогда втулку можно будет очень короткой сделать для экономии.
Расход металла снизим.
Можно и болтом крепить, гвоздем выбивать и ковырять, но тогда отвалятся покупающие для вспомогательных операций. Вот любите Вы кота за хвост таскать перед адептами! )))
uandrСтеб - наше все! 😛
Вы кота за хвост таскать перед адептами!
sgerВсе фигня, и так продавить можно! Правда, один раз. 😊
А берданы предварительно удалять все равно надо) Перед сазингом стальной гильзы)
neckАлександр Павлович, а пиСъма нету. 😞
Завтра отпишу на почту. Вернее, уже сегодня
Я сёдни машину откапывал, до ночи могу и недосидеть. 😛
----------
"Si vis pacem, para bellum"
Шприцевать стальную втулку через пресс-маслёнку.Так это,может фетровый сальник поставить,пропитал маслом и он работает,работает... 😊
WaldschnepferОтправил. Сам возился в гараже, воду откачивал. Вас засыпало, а нас залило 😞
Александр Павлович, а пиСъма нету.
Я сёдни машину откапывал, до ночи могу и недосидеть.
uandr
Вот любите Вы кота за хвост таскать перед адептами! )))
Я просто на примере темы юродивого убедился, как легко довести любое дело до абсурда. При этом всегда найдутся желающие этот абсурд купить. Если будет дёшево.
alex_0459Пресс-маслёнка и шприц позволяют не только смазать узел, но и выдавить свежим маслом грязь и мусор из узла трения.
Так это,может фетровый сальник поставить,пропитал маслом и он работает,работает...
Да и намного проще в изготовлении - отверстие с резьбой, куда маслёнку ввернули.
А сальник надо как то ещё закрепить на подшипнике. Это усложнит конструкцию.
Тема бы вернулась к названию, а то многовато сообщений и страниц посвящённых чему угодно, но не собственно самодельными прессам.
Din67Вообще эта тема не про какую то конкретную самоделку (про них есть свои темы) а про общие подходы к конструированию и изготовлению как самостоятельно пресса, так и е8о отдельных узлов.
странно, что в этой теме не скопировали те сообщения про изготовление и того пресса и вообще всех самоделок.
Я потом подчищу всё лишнее.
artur79
Добрый день уважаемый Нэк и уважаемые Товарищи! Хочу внести свои пять копеек. Почему рассматривая дешевый пресс на основе сварной станины рассмтривается только "с" образная схема? Сварной можно сделать и "о" образную допусками.
такая схема уже давно реализована лично мной и вообще очень многими.очень дешевая и простая.никакой сверх точности как пишет нект в прессах для релоада не нужно.направляшкой служит сам шток,всё зажимается в тисы и прихватывается.ничего сложного,любой пятиклассник справится
RotmestrНу да, видели уже в теме юродивого, что из этого получается 😊
направляшкой служит сам шток,всё зажимается в тисы и прихватывается.ничего сложного,любой пятиклассник справится
Любезный, расскажите, как вы шток пресса используете в виде "направляшки" для детали с резьбой 7/8х14.
Про пятиклассника промолчу 😊
neckНаш снежок еще к вам приплывет. 😊
Вас засыпало, а нас залило
----------
"Si vis pacem, para bellum"




Celentano_artСдается мне, что этот сумрачный гений бежал от Советских войск в 45 году в Америку. Оригинал большой)
Приветствую. Интересно мнение !!!! Что скажите на счёт вот такой конструкции?
Нарезать крепежных отверстий в станине, и крепить разные полочки, а потом туда можно совать необходимые инструменты и матрицы с шелхолдерами.
У меня сейчас это все на магнитах примагничено к станине. И искать не нужно, все под рукой.
Пресс качается вместе с крышкой стола.
Ситуацию спасает только то, что ограничение хода штока вверх происходит методом перехода через ВМТ, а гильзы латунные.
Если бы был жёсткий упор и стальные гильзы, у него нихрена не было бы однообразного обжатия плеч у гильз.
Потому что при такой качке пресса ему пришлось бы втыкать гильзу в матрицу несколькими рывками ручки.
Не совсем понятно как каретка с матрицей удерживается от проворачивания вокруг оси стойки. Только на рычагах чтоль? И останов ее как организован внизу тоже неясно
Не совсем понятно как каретка с матрицей удерживается от проворачивания вокруг оси стойки. Только на рычагах чтоль? И останов ее как организован внизу тоже неясноСзади направляющая на винтах, если мне память не изменяет.
Останов по ВМТ.

Сзади направляющая на винтах, если мне память не изменяет.
Останов по ВМТ.
Ага, спасибо, не попадалась эта фотка. Думал ведь, не может быть, чтоб только на рычагах, по уму как на сверлилках надо делать направляющую. Так и есть. ВМТ хорошо, с рычагами чую помумукаться придется конкретно.
Не знаю, дойдут ли руки..
neckАлександр ,тему не уводите .
Если бы был жёсткий упор и стальные гильзы, у него нихрена не было бы однообразного обжатия плеч у гильз.
Потому что при такой качке пресса ему пришлось бы втыкать гильзу в матрицу несколькими рывками ручки.
hakas31
Александр ,тему не уводите .
Куда и откуда я её увожу??
neckГде карта Билли? Нам нужна карта!(с)
Куда и откуда я её увожу??
neckВ стальные гильзы 😊
Куда и откуда я её увожу??
Та самая мелочь, на которую внимание обычно не обращают создатели таких видеофайлов.
Которые потом гордо рассказывают о своих успехах и даже какие то мишени демонстрируют.
sgerТехнологическая с допусками и посадками??
Где карта Билли? Нам нужна карта!(с)
Или просто эскизы устроят??
😊
neck
Технологическая с допусками и посадками??
Или просто эскизы устроят??
😊
Нек как успехи ваших технологов ? Сумели они за пять дней подсчитать цену бюджетного пресса
А тут сейчас ещё одна идея насчёт станины родилась.
Кстати, хочу послушать мнение народа касательно размеров подшипника скольжения.
Понятно, что диаметр штока должен быть не меньше 20 мм. А вот на какую длину втулки ориентироваться? В которой шток будет двигаться.
Я сейчас буду делать эксперимент, позволяющий прикинуть ресурс деталей при трении сталь по стали.
Есть стенд, позволяющий укрепить на нём втулку и шток. И привести их в движение.
Собственно, понятно, что если пару трения "уложить" в квалитет Н7 и сделать возможность смазки узла периодическим впрыскиванием, то ресурс узла будет намного выше, чем при трении детали из под токарного резца по ржавой трубе.
Но тут надо разбираться с размерами подшипника скольжения.
От качества его изготовления и размеров зависит долговечность пресса. Ну и цена то же.
А вот на какую длину втулки ориентироваться? В которой шток будет двигаться.Александр вечер добрый!
А вот нет там прямой зависимости от длины подшипника... Критерием является как правило предельно допустимый зазор и твердость материалов пары трения. Расчет там несложный. Студенты задачку эту решают уже давно...
Так что только эмпирическим путем и здравым смыслом 😊. 1,5 диаметра думаю более чем достаточно...
Просто думал, может у кого наработки есть в этом вопросе, я как то со сталью в таких узлах не очень сталкивался.
Думаю, что полтора диаметра маловато будет при ходе штока около 100 мм.
Придется сделать образца три с разной длиной втулки и погонять на стенде тысячи по две циклов, что бы развеять сомнения.
Кстати, есть мысли, чем можно заменить абразив из капсюльного гнезда?
Не пыль же от износа наждачных кругов брать.
Хочется эксперимент сделать максимально приближённым к реальности.
...чем можно заменить абразив из капсюльного гнезда?В курилке стенд поставьте. Пусть народ пепел стряхивает 😊
Это мягонько будет...
Соль и мел - уже покруче...
neckЗачем ?Не все капсюля давят в матрице .
Кстати, есть мысли, чем можно заменить абразив из капсюльного гнезда?
artur79Ну если вы мне подскажите, как в этом случае установить такой шток в центры круглошлифовального станка, то можно будет рассмотреть и вариант такого паза на штоке.
Для удешевления предлагаю заменить отверстие под отработанные капсюли на проточку. работать будет как и просверленный канал но, как мне кажется, технологически будет проще изготовить.
hakas31Так что, выпускать одну модель для тех, кто капсюля давит, а другу для тех, кто нет??
Зачем ?Не все капсюля давят в матрице .
Если делать, так надо иметь представление о том, как себя ведёт при работе то изделие, которое делаешь.
Иначе халтура будет.
И кстати, гарантийный срок никто не отменял. В противном случае получится ещё один юродивый, у которого гарантийное обслуживание сводится ...ну сами видели, к чему оно у него свелось.
К Кио пришел человек и предложил атракцион:
- Вы выходите на арену и исчезаете.
- Отлично, а как это сделать?
- Я этого не знаю. Сами думайте.
От Никулина.
----------
"Si vis pacem, para bellum"
artur79А деталь как фиксировать уже шлифованную начистовую, так, чтобы не повредить поверхность?
этот паз фрезеровать в последнюю очередь, уже после шлифовки
artur79Шлифовка обычно является финишной операцией.
Паз под шелхолдер фрезеруется до чистовой шлифовки или после неё?
Позволяющей не только пришлифовать вал к отверстию с нужным допуском, но и ликвидировать следы от зажима детали оснасткой, использующейся для фиксации заготовки при мехобработке.
Блин, коряво как сказал, но переписывать абзац лениво.
В массовом порядке распространены круглошлифовальные станки для шлифовки круглых деталей, установленных на два центра.
Есть так называемые безцентровые станки, но давайте всякую экзотику не рассматривать.
artur79Ну то есть, вы предлагаете вместо сверления канала на токарном станке, когда эта операция происходит в момент токарной обработки штока, дополнительно ещё установить шток в тисках фрезерного станка, и после этого фрезеровать в штоке паз?
Возможно деталь можно будет зажать через проставки из более мягкого материала - например бронза или другой медный сплав.
Я правильно понял?
neckЗачем ,просто делать без канала ,будет дешевле .Мы ж вроде разговор ведём про несложный , недорогой пресс ?
Так что, выпускать одну модель для тех, кто капсюля давит, а другу для тех, кто нет??
neck
Ну то есть, вы предлагаете вместо сверления канала на токарном станке, когда эта операция происходит в момент токарной обработки штока, дополнительно ещё установить шток в тисках фрезерного станка, и после этого фрезеровать в штоке паз?Я правильно понял?
Вы то всё правильно понимаете, но вопрос в их понимании. Обьясните им, что пресс, не глядя на компактность и дешевизну, должен выполнять все стандартные операции, а не быть частью процесса. И вопрос: а чем не люб вам простой LEE ? Чего проще выпустить сварной клон или я не догоняю чего?
artur79Вы, зря в крайности бросаетесь,речь идёт (как я понял), в первую очередь о бюджетном прессе , доступном по цене и качеству .Тут можно сэкономить ,что даст снижение цены ,без потери качества .Можно улучшить кинематику или пару скольжения втулка -шток ,вместо изготовления канала .Тем более ,если делать ,то сквозной канал ,а это не дёшего и не просто ,т,к тянет за собой изменение конструкции .
Можно и так, можно и без шлифовки обойтись, можно еще часть операций убрать....
Есть два варианта работы:
1. либо шток шлифуется как ПОСЛЕДНЯЯ операция и тогда у него нет опоры на центр, т.к. там уже есть паз под крепление шелхолдера.
2. либо ПОСЛЕ шлифовки шток идет в оправки в фрезерный станок и тогда фрезеруется паз под шелхолдер.
И так и так операция по фрезеровке паза под вывод капсюля решаема и в техкарту легко ложиться.
А паз для шеллхолдера сильно добавляет гимороя при изготовлении - не возможно установить шток на два центра, мешает этот паз.
Ещё больше гимороя добавляет термообработка штока - - его при этой операции "ведёт", изгибая либо пропеллером, либо полумесяцем.
Если температурные деформации можно уменьшить (но не исключить) за счет правильного выбора металла и грамотной работы термиста и технолога, то для шлифовки штока нужно делать оснастку, позволяющую зажать шток без второго центра.
Обычно в таких случаях применяют фальшцентр. Но в этом случае он мало помогает - мы имеем дело с пазом для шеллхолдера, который должен распологаться строго по центру штока.
А фальшцентр может, на жаргоне шлифовщиков, "приматывать". Тогда шток мы отшлифуем, но паз для шеллхолдера сьёдет в сторону.
Ещё больше может сьехать этот паз при изгибе штока от темрературных деформаций.
Это просто маленькая иллюстрация того, за что берут деньги изготовители прессов Реддинг, Ли и так далее.
Вот в том числе и за это. За то что знают как это делать правильно.
А это узнается только в результате длительных экспериментов.
Крики "О, Калашников" тут не помогают 😊
Кстати, ни один из "фирменных" прессов термообработки штока не имеет 😊
То есть, простых технологий отшлифовать шток с изготовленным пазом и после термообработки - не существует.
Приходится изготавливать оснастку. Которая позволяет (в том числе) сохранить точное положение паза по центру отшлифованного штока.
У нас для полного цикла изготовления штока используется три кондуктора и два приспособления.
Если сказать совсем коротко - шток надо шлифовать после всех операций мехобработки.
И надо выбирать при этом - либо пресс рассчитан для выполнения операций с применением существенного давления (тогда шток термообрабатываем, что бы не заминался паз для шеллхолдера), либо пресс рассчитан только на "обычный" релоуд.
Как то вот так 😊
artur79Опять двадцать пять...предложите тогда надёжный вариант закрепления шлифованного штока без повреждения его поверхности и что бы при этом он был зажат строго вертикально. Дабы можно было фрезами паз для шеллхолдера обработать на фрезерном станке.
Тогда и паз под шелхолдер профрезировать можно будет после шлифовки, добившись его 100% расположения строго в нужном месте.
Можно конечно и горизонтально, но это усложняет работу фрезеровщика.
Такую работу удобнее делать на вертикальном фрезере.
Причем нужно будет не один шток закреплять, а делать это постоянно.
Речь ведь о серийном производстве идет. Хоть и мелкосерийном.
Кривые варианты типа выпилить кольцевой паз расточным резцом на токарном станке в процессе токарной обработки штока я не рассматриваю принципиально.
Потому что без фрезера не обойдешься, надо же заход в паз пилить все равно 😊
artur79
Если речь о самом доступном прессе от ЛИИ, с "С" образной сплавной рамой, то на мой взгляд, у него только один недостаток, не позволяющий ему стать основным недорогим прессом, а оставляющей ему вспомогательную роль - это его рама. Замена рамы на более прочную, стальную сварную, переводит этот пресс уже на другой уровень. С такой рамой это будет уже полноценный пресс. Все размеры кинематики можно снять с него, что бы не тратить силы и время.
...вздохнув осатанело...
Я уже устал об этом говорить, но видать надо ещё раз напомнить.
Без обид, но посмотрите ещё раз видео, показывающее, как работает на прессе, очень похожем на "самый доступный пресс ЛИ" камрад Solo.lv:
https://www.youtube.com/watch?v=dY0WPQSxdhQ
Самое интересное (касательно работы пресса) начинается на видеоролике в 17:33. Как раз показано, как протекает фуллсайз на таком прессе - двумя руками орудовать придется, борясь с прыжками пресса.
Кинематика этого пресса не рассчитана на фуллсайз винтовочных гильз бутылочной формы. А рассчитана только на вспомогательные операции.
По этому, что бы заставить его нормально осуществлять фуллсайз, придется пересчитать кинематику, сместить центр тяжести станины назад, на верстак, изменить способ крепления станины на верстаке.
С большой долей вероятности можно сказать, что скорее всего придется сменить метод ограничения хода штока вверх и переделывать метод удаления капсюлей.
Кроме того, речь идет о стальной станине. И как я понимаю, о трении стального штока о стальную втулку. Как же ещё? Ставить бронзовую втулку будет очень не бюджетно.
А стальная втулка потребует увеличения площади контакта трущихся деталей.
На какую величину? Пока не знаю. Ставим сейчас эксперимент по определению живучести такой конструкции.
То есть, придется полностью переработать конструкцию, сделав совсем другой пресс.
Тогда вопрос - нахрена делать стальной вариант этого пресса?
Не ужели только для того, что бы убедиться в том, что делать надо другой вариант??
Не проще ли сразу сделать именно другой вариант, то, что именно надо?
Собственно, вот над этим то и надо работать, а не наступать опять на грабли, на которые уже раньше наступали.
Я понимаю, что обязательно найдется тот, кому слова НЕКа не указ 😊
Но тут каждый сам себе буратино.
Более того, уже на себе ощутил глубину проблемы со сварной станиной.
Если с чугунной станиной (образно говоря) приходится бороться с одним "чугунным драконом" в виде твёрдых вкраплений, уводящих свёрла и метчики в сторону от центра отверстий, то в случае со сваркой стальной станины такого одного"дракона" нет.
В место него целое "болото змей" в виде малого веса станины, низкого качества стального подшипника скольжения, повышенного износа метчиков, зенкеров и развёрток, необходимость как то снимать внутренние напряжения в металле, возникающие при сварке и совсем другие методы обеспечения соосности, нежели при сверлении чугунной станины.
И так далее.....
Все эти вопросы конечно решаемые, однако я и представит не мог, насколько безрассудны попытки нахрапом западлючить аналог силуминового пресса от ЛИ.
Например, стоимость изготовления пары шток-подшипник скольжения будет понятна после кратких ресурсных испытаний. Я уже писал, что к ним сейчас изготавливаются три варианта подшипника.
Тогда будет ясно, какие материалы будут использованы, и каких размеров детали надо использовать.
Кстати, что за основу ресурса пары трения возьмем?
1. Сначала токарная обработка
2. Потом фрезеровка паза шелхолдера.
3. Потом шлифование в размер (значит этот конец штока центруется оправкой).
Соответственно, фрезеровка паза под капсуляцию в самой технологии ничего не изменит.
Но так же и фрезеровка после шлифовки возможна без повреждений штока, судя по сообщению 133 😊
Шток, кстати, каленный.
neckХороший вопрос. А есть по этому вопросу результаты испытаний? Например сталь по стали - от 5000 тыс. циклов; та же пара но с масленкой - 7500, и т.д.
Кстати, что за основу ресурса пары трения возьмем?
Да там ещё много чего может быть - то же отверстие для установки пружинки, фиксирующей шеллхолдер.
И часто они располагаются в других плоскостях, чем заход паза шеллхолдера.
А это дополнительные операции, требующие высокой точности. Потому что можно "ускакать не в ту степь" 😊 Шток будет либо не подниматься на нужную высоту, либо вылетающий из канала праймер будет не в ванночку падать, а ударяться о станину и улетать Бог знает куда.
А фрезеровка после шлифовки возможна, да. Только для этого нужно на штоке иметь соответствующее место, за которое можно взяться, не повредив шлифовку.
Вон в конструкции Игоря Дондукова для этого пришлось сделать на штоке целый "бобон". Абсолютно не нужный для работы пресса.
А шлифовщику пришлось изрядно потрудиться, что бы шлифовать такую деталь - конструктор не предусмотрел на детали канавку для выхода кромки шлифовального круга.
ДИМ61Ну я исхожу из заявлений этого, как его, БигМака, что ли?
Хороший вопрос. А есть по этому вопросу результаты испытаний?
Он в другой теме как то авторитетно заявил, что покупатель бюджетного пресса - охотник. Который от силы за сезон стреляет два раза по 20 патронов на охоте.
Следовательно, что бы удовлетворить его нужды, требуется на прессе сделать 80-100 ходов за год.
Не будем мелочиться и накинем ещё столько же.
Следовательно, ресурса в 2000 ходов такому охотнику хватит на 10 лет.
Танцуем от этого 😊
Получится лучше, что же, будет только хорошо.
neckЭти выкладки справедливы, если этот гипотетический охотник пошел в магазин, купил порох, капсюль, гильзу и пулю, в соответствии с рекомендациями из справочника по релоуду, и строго следуя указаниям талмуда собрал себе эти 20 патронов. А в реальности пока он подберет нужную навеску с тем порохом, какой достал, ну и далее по тексту.
Следовательно, ресурса в 2000 ходов такому охотнику хватит на 10 лет.
Хотя, возможно, указанного вами ресурса и хватит на некоторое количество лет.
neckА не знаю. Спектр ответов на этот вопрос может быть от "а что это такое "ресурс" и что такое наработка на отказ" до "на мой век хватит, а за цену этого я их буду каждый год новые покупать". Да и было это в той теме. Камрады не зря интересуются ценой вашего изделия, чтобы для себя решить, что им нужнее и выгоднее.
какой тогда ресурс рассчитывал этот "Калашников"
1. Получился кривой патрон.
2. Пуля не попадает (кержакофф) в гильзу и шток надо поддерживать дополнительно рукой 😊
3. Пули летят по дуге как в киношке "Особо опасен" 😀
4. Другое...
Тогда уже и о ресурсе можно речь вести.
ARM887Ага, для ускорения процесса мне надо выкупить брак у иван174, награвировать на нём логотип НЕК и продать на 100 рублей дороже. За логотип 😊
Ваши танцы с бубнами закончатся скорее всего тем , что тема затянется на пол года и цена пресса в итоге будет больше О образного алюминиевого пресса lee которого простому охотнику вполне хватает
Да, еще надо будет договориться с юродивым, что бы он начал вопить "О, НЕК - ты Калашников!!".
Нет уж, уважаемый. Поспешность нужна только при ловле блох, а быстро хорошо не бывает.
В 2010 году около года ушло на то, что бы получилось что то путное.
Сейчас, за восемь лет, некоторый опыт наработан, так что думаю, по раньше указанного вами срока управимся.
Существенно по раньше.
А цена опять же будет зависеть от того, чего же вам в конечном итоге хочется.
Хотите логотип на станине, шлифовку всех деталей и пластиковый шарик на ручке - любой каприз за ваши деньги.
RattlinС учетом того, что сейчас у нас люфт штока меньше "сотки", думаю что за критерий износа можно взять люфт 0,1 мм.
Тут еще один моментик - а что будет критерием "отказа" или "предельного состояния"?
Если выше, то уже есть повод задуматься.
Люфт в миллиметр - это уже очень много.
Кстати, речь про суммарный износ. Вычисляется по результатам инструментальных измерений, а не методом покачивания штока влево-вправо.
neckТупо делаем отверстие ( ну скажем на 18 ),и желающие смогут туда поставить шток от амортизатора 😊 и шарик навернуть , ну а те кому это не нужно ,попросят вас укомплектовать .
Да, о ручке пресса. На какую ориентируемся в "базовом" (самом дешёвом) варианте?
neck
Ага, для ускорения процесса мне надо выкупить брак у иван174, награвировать на нём логотип НЕК и продать на 100 рублей дороже. За логотип 😊
Да, еще надо будет договориться с юродивым, что бы он начал вопить "О, НЕК - ты Калашников!!".
Нет уж, уважаемый. Поспешность нужна только при ловле блох, а быстро хорошо не бывает.
В 2010 году около года ушло на то, что бы получилось что то путное.
Сейчас, за восемь лет, некоторый опыт наработан, так что думаю, по раньше указанного вами срока управимся.
Большинству шлифовка всех деталей с вашим логотипом не нужна, а вот шарик на ручку пригодится
----------
"Si vis pacem, para bellum"
----------
"Si vis pacem, para bellum"
WaldschnepferНу вот вы сразу прям так.
Отвинтите от унитаза, и покупать не надо будет.
ru.aliexpress.com
hakas31Диаметром 18 мм что ли, без резьбы?
Тупо делаем отверстие ( ну скажем на 18 ),и желающие смогут туда поставить шток от амортизатора
ARM887Шлифовка (даже без покраски) позволяет получить эстетически красивую поверхность. Глазу приятно.
Большинству шлифовка всех деталей с вашим логотипом не нужна, а вот шарик на ручку пригодится
Да и краска на шлифованной поверхности смотрится лучше.
Впрочем, конечно можно и не шлифовать детали, которые в любом случае будут свариваться.
Однако совсем без плоской шлифовки скорее всего не обойдёшься - толщина у станины и нажимного рычага должна быть одинаковой.
В противном случае боковые рычаги будут располагаться не параллельно друг другу, а в виде трапеции.
artur79
Присоединяюсь к вопросу. Шарик очень удобная часть.
Шарик - покупное изделие. Следовательно, к покупной цене придется добавить прибавочную стоимость.
А это ведет к удорожанию изделия.
Waldschnepfer
Отвинтите от унитаза, и покупать не надо будет.
А что, идея 😊
В самой простой комплектации обточенный на токарном станке и без всяких шариков.
Шарик - это не бюджетное буржуазное излишество.
Останется на более дорогой версии.
А так же от того, сколько букв будет написано и какого размера будут буквы.
Я пока не знаю, где на сварной станине его лучше всего расположить.
И насколько удобно-не удобно будет его наносить на детали, имеющей сложную форму поверхности.
Скажем так, я это ещё не просчитывал. Забот хватает пока что с самой конструкцией и технологией, например, как испытывать подшипник скольжения на ресурс, по какой методике.
Думаю, уж логотипом то можно будет озадачиться в самую последнюю очередь.
artur79Это можно сделать. Только надо определиться с номиналом резьбы.
Может предусмотрите возможность, скажем в качестве опции, по желанию покупателя хотя бы нарезку резьбы на конце рукоятки
artur79Накрутка будет больше - надо же ещё резьбу нарезать.
то на 1 пресс получается накрутка на шарике всего около 280 р. Стоит ли на этом экономить? Зато как удобно, и эстетика :-)
Про удобство понравилось 😊
Так что делаем - как дёшево или как удобно??
Надо уже определяться. Нельзя быть немножко беременным 😊
Шток при работе изнашивает втулку эллипсом и бочкой. Его рычаги таким образом тянут во время хода.
Так что вращение не даст полной картины.
Задача упрощается тем, что не надо целиком пресс громоздить на стенд, можно ограничиться только штоком со втулкой и рычагами кинематики.
Завтра должны шток сделать со втулкой, так что в среду скорее всего уже смонтируем стенд.
Если найдем низкооборотный асинхрониик, должен иметь не более 900 оборотов.
neck
Накрутка будет больше - надо же ещё резьбу нарезать.
Про удобство понравилось 😊
Так что делаем - как дёшево или как удобно??Надо уже определяться. Нельзя быть немножко беременным 😊
А можно поинтересоваться сколько будет стоить нарезка 2см. резьбы м18 на штоке под шар. Только просто по аналогиями с резьбой на любых подобных изделиях вашего производства, прям тут написать, не отправляя меня к технологам и сметчикам. А то у меня любопытство какое то нездоровое появилось и сомнения. С уважением.
uandrСмотря,где резать резьбу.
сколько будет стоить нарезка 2см. резьбы м18 на штоке
В ОРСИСе,МОК или ГМ -8-10 тыс. берут за это. 😀
neckКак на жигулевской кочерге. Шариков в автогастрономе, просто завались. Или как на унитазе 😛
Только надо определиться с номиналом резьбы
----------
"Si vis pacem, para bellum"
Waldschnepfer..ммм...что есть кочерга?
Как на жигулевской кочерге
Я просто с Москвича сразу перескочил на переднеприводные ВАЗы, минуя классику 😊
Может это действительно будет самым бюджетным решением 😊
neckРучка управления коробкой передач.
..ммм...что есть кочерга?
Так то шарик лучше с Зилов старых и всяких шишиг.
Наверняка в автолавках для отечественных большегрузов такая запчасть найдется. Так те же рычаги и те же усилия, что и на прессе)
uandrА с чего вы решили, что резьба будет нарезаться?
А можно поинтересоваться сколько будет стоить нарезка 2см. резьбы м18 на штоке под шар. А то у меня любопытство какое то нездоровое появилось и сомнения. С уважением.
Возможно мы используем прогрессивное решение в стиле юродивого - плоский рычаг, к которому приварится кусок шпильки.
А на него уже и шарик накрутися 😊
Я уже устал повторять, что сейчас в работе три варианта.
Который из них пойдет в серию, будет понятно после тестирования образцов.
В том числе и тестерами, которые смогут на прессах поработать и сделать заключение о том, что удобно, а что нет.
Я сейчас просто тут от вас получаю обратную связь на предмет того, что же всё-таки предпочтительнее для большинства и оперативно вношу изменения в отдельные узлы всех трёх проектов.
Правда "большинство" хранит молчание.
Как подозреваю, ситуация будет такая же как с прессом-75 в 2013 году. Время и ресурсы потрачены на создание, а он мало кому оказался нужен.
Ну да ладно, процесс запущен, надо его довести до логического конца.
И кстати, все же были довольны "ручкой" на прессе юродивого, никто вопросов о шарике не ставил вообще 😊

Слева показан шарик, который используется на прессе с револьверной головкой для вращения этой головки.
Его диаметр 30 мм.
Планирую его использовать в качестве основного в бюджетной версии.
Справа - стандартный шарик, использующийся на ручках всех прессов нашего производства.
Он больше, диаметр 40 мм.
Будет использоваться в более дорогих вариантах пресса со шлифованной ручкой.
neck
На данный момент в проекте заложены два варианта шарика на ручку:
Да не нужна ваша шлифовка . Почему вы пытаетесь её навязать .
На бюджетном прессе простой покраски хватит . А вы собираетесь увеличить бюджет этого пресса . В итоге ваш небюджетный пресс никому будет не нужен.
ARM887
Да не нужна ваша шлифовка . Почему вы пытаетесь её навязать .
На бюджетном прессе простой покраски хватит . А вы собираетесь увеличить бюджет этого пресса .
Да никто никому не будет ничего навязывать. Я уже устал это повторять.
Будет предлагаться базовый вариант, предельно упрощённый.
И параллельно с ним можно будет предлагать ещё пару вариантов различного качества изготовления. Например, с бронзовой втулкой в качестве подшипника скольжения.
Возможно, что и с О-образной станиной и более качественной кинематикой.
В том числе и со шлифовкой деталей кинематики.
При желании такой пресс можно сделать не хуже по качеству того же БигБосса, например.
sgerОтрЭзать лишнее, приварить две втулки и усЁ! 😛
Так те же рычаги и те же усилия, что и на прессе)
----------
"Si vis pacem, para bellum"
neck
Накрутка будет больше - надо же ещё резьбу нарезать.
Про удобство понравилось 😊
Так что делаем - как дёшево или как удобно??Надо уже определяться. Нельзя быть немножко беременным 😊
Где тут про приваренную шпильку? Я вижу про нарезку резьбы. Так можно озвучить цену 2см резьбы м18, чтоб иметь представление об общей цене будущего изделия.
, чтоб иметь представление об общей цене будущего изделия.Послежу..
neckЯ вам ранее предлагал использовать в качестве ручки, для удешевления конечного изделия, резьбовую шпильку. Вы сказали, что резьба это концентратор напряжений, не пойдет. А кусок той же шпильки приваренный к плоскому рычагу лучше? Сварочный шов не концентратор напряжений? Или планируется снятия напряжений в этом узле? А как этот узел по прочности будет, не лопнет по шву при работе? Тут уже неоднократно говорилось о неких бодрых парнях, которые обязательно будут на этом прессе давить стальные гильзы, наверное из .50 BMG будут делать .223? На что вообще вы рассчитываете ваше изделие?
А с чего вы решили, что резьба будет нарезаться?
Возможно мы используем прогрессивное решение в стиле юродивого - плоский рычаг, к которому приварится кусок шпильки.
uandrГде тут про приваренную шпильку? Я вижу про нарезку резьбы. Так можно озвучить цену 2см резьбы м18, чтоб иметь представление об общей цене будущего изделия.
Не дешевле шарика на ручку . Так что пресс будет золотой.
Никто не собирается кривую-косую конструкцию лепить.
Русским языком сказано, что рассматриваются три варианта конструкции.
Один вариант уже в работе, детали делаем для опытного образца.
Так же во всю тестируется ресурс стального подшипника скольжения.
И уже один вывод получен - если сделать подшипник размером с тот, который на самом простом силуминовом прессе ЛИ, ничего хорошего не получится. Износ в 5 микрон набегает за 2000 ходов.
neck
Так что делаем - как дёшево или как удобно??
Надо уже определяться.
Я за "удобно"!!
Дешево бывает только "сердито"))
sdv6362да вот же блин, никак не определится народ 😞
Я за "удобно"!!
Дешево бывает только "сердито"))
По этому приходится сразу три варианта обсчитывать 😞
Din67А смысл в данное время создавать какую то другую тему о бюджетном прессе?
к сожалению, тема из "Самодельных прессов. Конструкции и технологии" плавно скатилась к заказу мелкосерийного производства бюджетного пресса.
Вот будет готов хотя бы первый тестовый экземпляр, тогда и создам такую тему.
А создай её сейчас, так в лёгкую набежит 70 страниц ни о чем.
Кроме того, тут уже много интересного народ высказал, что однозначно будет и самодельщику полезно.
Так что разговор тут идет именно какой нужен, о прессах.
uandr
Где тут про приваренную шпильку? Я вижу про нарезку резьбы. Так можно озвучить цену 2см резьбы м18,
Я пока что в пожеланиях о резьбе ничего не слышал. Тем более о резьбе М18.
Был разговор про отверстие диаметром 18 мм.
Вообще резьбу можно нарезать и не снаружи ручки, а внутри тела. И болтом, через отверстие в нажимном рычаге крепить ручку к этому рычагу.
И кстати, а почему именно М18 а не М16 или М20?
ДИМ61Как уже предлагал ,в рычаге просто отверстие ,туда каждый по желанию либо сам сделает (банально из штока амортизатора ,рычаг кпп ,различные оси продающиеся в авто и магазинах крепежа и подобного )нужную длину и необходимые резьбы под гайку для фиксации к рычагу ,и крепления шарика , либо закажет у производителя ,в комплекте ,это даст возможность снизить цену для рукастых .
Я вам ранее предлагал использовать в качестве ручки,
neckЯ пока что в пожеланиях о резьбе ничего не слышал. Тем более о резьбе М18.
Был разговор про отверстие диаметром 18 мм.Вообще резьбу можно нарезать и не снаружи ручки, а внутри тела. И болтом, через отверстие в нажимном рычаге крепить ручку к этому рычагу.
И кстати, а почему именно М18 а не М16 или М20?
Ох и хитер старый лис. Нет, так нет.
neckДа никто никому не будет ничего навязывать. Я уже устал это повторять.
Будет предлагаться базовый вариант, предельно упрощённый.
И параллельно с ним можно будет предлагать ещё пару вариантов различного качества изготовления. Например, с бронзовой втулкой в качестве подшипника скольжения.
Возможно, что и с О-образной станиной и более качественной кинематикой.
В том числе и со шлифовкой деталей кинематики.При желании такой пресс можно сделать не хуже по качеству того же БигБосса, например.
Эскизы в студию!
uandr
Эскизы в студию!
Такой устроит?
Готовая кинематика, чертежи есть, бери и делай 😊
У меня их много за восемь лет накопилось.
neckТакой устроит?
Готовая кинематика, чертежи есть, бери и делай 😊У меня их много за восемь лет накопилось.
Какой-такой делай? Я же первый в очереди на готовое изделие. Вот это коленкор!!! Эти я уже видал, хотелось бы, который бюджетным кличат, он такой весь штоком шлифованный, сварной, при втулке и шаре, и ваще нарядный такой!
uandrMahombra что ли порадовать?
хотелось бы, который бюджетным кличат, он такой весь штоком шлифованный, сварной, при втулке и шаре, и ваще нарядный такой!
Который мне прямо заявил о том, что я, мерзавец, начал как и фирма Ли, делать изделия, которые сложно повторить.
Типа проще надо делать. Что бы не сложно было повторить тем, кто то же желает поклевать хлеба крошева, толкаясь задом возле меня.
Да и до этого были люди (не станем показывать пальцами, особенно указательными)которые заявляли, что конструкцию сперли у фирмы Харрелл на подвиги их вдохновляли идеи фирмы Харрелл.
А потом выяснилось, что и станина как у НЕКа, и крепление основания такое же, и нажимной рычаг кинематики с ручкой не как у Харрелла, а один-в один как у НЕКа.
Ну да ладно, дело прошлое, но второй раз на эти грабли наступать не хочу.
Это восемь лет назад я наивным был, и фото полной деталировки выкладывал в свободном доступе с подробными пояснениями что там к чему и для чего.
Больше такого не будет. Пищу надо заработать, а не стырить.
По этому те, кто любит заявлять о том, что все решения очевидны, и их может любой придумать, вот пускай сам придумывает и шишки набивает 😊
А так же эксперименты ставит и выясняет что там к чему.
В общем, что бы эту тему дальше не размусоливать, скажу так - кому надо, эскизы уже видели. В том числе тестеры, кто испытывать два таких пресса будут.
Остальные увидят не эскизы, а фото после того, как прессы к тестерам уедут.
neck
Mahombra что ли порадовать?
Который мне прямо заявил о том, что я, мерзавец, начал как и фирма Ли, делать изделия, которые сложно повторить.
Типа проще надо делать. Что бы не сложно было повторить тем, кто то же желает поклевать хлеба крошева, толкаясь задом возле меня.Да и до этого были люди (не станем показывать пальцами, особенно указательными)которые заявляли, что [b]
конструкцию сперли у фирмы Харреллна подвиги их вдохновляли идеи фирмы Харрелл.
А потом выяснилось, что и станина как у НЕКа, и крепление основания такое же, и нажимной рычаг кинематики с ручкой не как у Харрелла, а один-в один как у НЕКа.Ну да ладно, дело прошлое, но второй раз на эти грабли наступать не хочу.
Это восемь лет назад я наивным был, и фото полной деталировки выкладывал в свободном доступе с подробными пояснениями что там к чему и для чего.Больше такого не будет. Пищу надо заработать, а не стырить.
По этому те, кто любит заявлять о том, что все решения очевидны, и их может любой придумать, вот пускай сам придумывает и шишки набивает 😊
А так же эксперименты ставит и выясняет что там к чему.В общем, что бы эту тему дальше не размусоливать, скажу так - кому надо, эскизы уже видели. В том числе тестеры, кто испытывать два таких пресса будут.
Остальные увидят не эскизы, а фото после того, как прессы к тестерам уедут.[/B]
Вот блин! А мне всего лишь надо было клон самого дешевого LEE, но наш российский, качественный, от НЕКА, принципиально не чинайский! А вы меня в шпиёны записали, да ещё в пользу какой то лахудры. 😞
uandrНикак нет 😊
А вы меня в шпиёны записали,
Я просто объяснил, почему эскизы не выкладываю в этой теме.
Тут удобно обсуждать вопросы общего характера, помогающие предпочтения потенциальных пользователей выяснить.
Правда пока что среди потенциальных заказчиков полный раздрай и шараханье отмечаю.
Складывается впечатление, что не знают сами, что они хотят.
Понятно, что всем хочется дёшево.
Но это же не единственный критерий любого изделия.
Что касается фото и эскизов - в 2010-11 годах я их много в сети выкладывал.
И все прибить не получилось.
Так что как говорил товарищ Христос - "ищите, и обрящите!"
neck
Я с Солидом не работаю, для машиностроения Компас удобнее.Что касается фото и эскизов - в 2010-11 годах я их много в сети выкладывал.
И все прибить не получилось.
Так что как говорил товарищ Христос - "ищите, и обрящите!"
А еще этот товарищ говорил, что богу - богово, а кесарю - кесарево, вот тут я согласен с ним. И думаю, что пресс должен делать мастер, а кухарка - кухарить.
neck
Я с Солидом не работаю, для машиностроения Компас удобнее.Что касается фото и эскизов - в 2010-11 годах я их много в сети выкладывал.
И все прибить не получилось.
Так что как говорил товарищ Христос - "ищите, и обрящите!"
По большому счету-паз пружинки шеллхолдера интересен.но найти не выходит)лан)сам ченить заколхожу)
uandrА, ничЁ! Через плечЁ! 😉
Или чЁ?
----------
"Si vis pacem, para bellum"
Ну будет информация, скажет.
Чего пытать то, раньше времени.
Вы, что, блин, не охотники, если не умеете ждать?
----------
"Si vis pacem, para bellum"
Возможно что сделаем 4 пресса сразу, с двумя вариантами подшипника скольжения.
А результаты испытания пары трения дают весьма интересные результаты 😊
Наконец то приблизились к понятию того, что надо сделать для того, что бы и без бронзовой втулки пара трения отработала минимум 10 000 ходов штока.
Waldschnepfer
А, ничЁ! Через плечЁ! 😉
А ты говоришь! Вот и дело сразу пошло, а то глядишь избранники закон примут, а я даже без пресса. А хотел во всеоружии уже быть, а не тока теорию загрызть. От неё уже башка скоро треснет.
neck
Начато изготовление двух образцов подшипника скольжения для сварной станины.Возможно что сделаем 4 пресса сразу, с двумя вариантами подшипника скольжения.
А результаты испытания пары трения дают весьма интересные результаты 😊
Наконец то приблизились к понятию того, что надо сделать для того, что бы и без бронзовой втулки пара трения отработала минимум 10 000 ходов штока.
А со станиной чего придумали? Или опять под десять кило выйдет?
uandr
Или опять под десять кило выйдет?
Так это же хорошо. Меньше пресс с верстаком скакать будет.
neckТак это же хорошо. Меньше пресс с верстаком скакать будет.
А полегче нельзя? Пусть скачет, может такой и нужен. Ведь так хотелось, так хотелось компактный, лёгкий и на струбцине, а вы опять к 110 меня тащите!
neckТак это же хорошо. Меньше пресс с верстаком скакать будет.
Почему лёгкий пресс скакать будет, если он к нормальному нефанерному верстаку жёстко закреплен?
И ещё вопрос: ресурсные испытания под нагрузкой проходят или "вхолостую"?
BitteRПочему лёгкий пресс скакать будет, если он к нормальному нефанерному верстаку жёстко закреплен?
И ещё вопрос: ресурсные испытания под нагрузкой проходят или "вхолостую"?
А в чём разница если с нагрузкой для этого узла?
uandrА в чём разница если с нагрузкой для этого узла?
Вектор или-как-его-там силы не параллельно штоку направьен. Ну и соответственно под нагрузкой больше давление в месте соприкосновения штока и втулки будет. Значит и износ больше.
BitteRВектор или-как-его-там силы не параллельно штоку направьен. Ну и соответственно под нагрузкой больше давление в месте соприкосновения штока и втулки будет. Значит и износ больше.
Это когда так выходит? Neck этого не допустит!
uandrЭто когда так выходит? Neck этого не допустит!
Когда ось рычага в станине или перед штоком или за ним. Даже когда на штока, и то немного кривой давит 😊
Добавлено: хотел сказать "когда на штоке, и то немного криво давит". Автозамена "помогла".
BitteR
И ещё вопрос: ресурсные испытания под нагрузкой проходят или "вхолостую"?
А какая там может быть нагрузка то при режиме релоуда? На штоке имеем только вес шеллхолдера и гильзы.
Усилие более-менее значительное возникает фактически за несколько мм до ВМТ кинематики, когда при фуллсайзе гильза начинает обжиматься матрицей.
Основной износ вызывается трением штока о подшипник скольжения.
При этом износ не равномерный, шток изнашивается эллипсом и бочкой от бокового давления рычагов кинематики, которые стремятся еще и направленную в бок силу к штоку приложить.
Мы испытываем на стенде. Технологический подшипник скольжения ("брикет") в паре со штоком установлен в зажимном устройстве. Шток соединяется осью с кривошипом, который приводится в движение электромотором с редуктором.
Процедура стандартная - все модели наших прессов через такое проходили.
Вот кстати фото одного из "брикетов" после испытания. Если присмотреться, видны следы износа на штоке.
Брикет и шток завтра будем измерять на предмет выявления износа.
Фото для тех, кто сильно жаждет визуального подтверждения того, что НЕК действительно таким прессом занимается 😊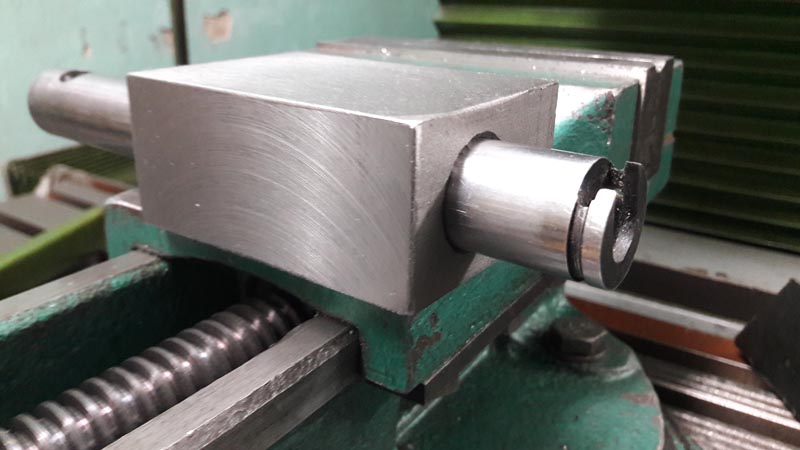
uandr
Пусть скачет, может такой и нужен. Ведь так хотелось, так хотелось компактный, лёгкий и на струбцине, а вы опять к 110 меня тащите!
А меня потом господа владельцы .366 и прочих "ланкастеров" затрахают воплями о том, почему струбцину срывает с верстака?
А они то лишь надели на ручку небольшую трубку, всего то длиной в полметра.
Что бы стальную гильзу обжать в самодельной матрице.
Нет, сначала нормальный вариант, а потом уже можно и вариант "а-ля мелкий Харелл".
Кстати, компактный можно будет сделать. А вот лёгкий не получится.
Деталь, что на фото выше, к примеру, весит килограмм.
В реальности конечно подшипник скольжения будет совсем другой, но тем не менее, сталь - штука тяжёлая.
neckА меня потом господа владельцы .366 и прочих "ланкастеров" затрахают воплями о том, почему струбцину срывает с верстака?
А они то лишь надели на ручку небольшую трубку, всего то длиной в полметра.
Что бы стальную гильзу обжать в самодельной матрице.Нет, сначала нормальный вариант, а потом уже можно и вариант "а-ля мелкий Харелл".
Кстати, компактный можно будет сделать. А вот лёгкий не получится.
Деталь, что на фото выше, к примеру, весит килограмм.
В реальности конечно подшипник скольжения будет совсем другой, но тем не менее, сталь - штука тяжёлая.
Понял, что пролетаю опять. Ох уж эти штамповщики с .366! Придется бицуху железом подкачать пока. Фотка информативная, но высота брикета показалась чрезмерной. Ждем продолжения.
Silverstof
так ее длина 40мм,
Очень мало. Если корпус подшипника - ещё и обычная труба, ресурс пары трения будет ничтожным.
PS постоянно приходится отгонять мысль купить LEE за 4 тыщи, или RCBS Партнёр за 9 или RS-5 за 12.
BitteRПроблема в том, что вот именно не понятно, какой же в конечном итоге на выходе будет пресс. А от этого зависит и цена.
Уже в целом понятно, что за пресс будет и, наверное, можно предположить окончательную цену.
Приходится выбирать из двух вариантов. И возникла ситуация "Буриданова осла", когда никак не получается выбрать из двух вариантов 😞
То есть,какой то тупик, когда каждому равноценному "ЗА" противостоит равноценное "против".
Проблема вылезла там, где я её не ожидал 😞
Причем, проблема технологическая.
Блин, как описать её словами, не соображу пока.
Что бы было понятно, надо сначала разобраться, из за чего облажался Иван 174, когда копировал конструкцию мелкого пресса от ЛИ.
Вот вы как думаете, почему у него получилось так, что шток пресса начал доставать до верхней пермычки, а ручка при этом в пол упирается?
А ведь у него был оригинальный пресс. Вроде бы, чего проще, снимай размеры деталей, и замеряй межцентровые расстояния у рычагов.
Тем не менее, не получилось.
Ваше мнение, почему?
neckПотому что он копировал и не уделил внимание работе кинематики рычагов. А это самое сложное и самое НУДНОЕ. 😊 Вдобавок размеры идут не в миллиметрах а в их сотых. Один просчет, и все блины комом.
Ваше мнение, почему?
Но конкретно, на чём прокололся Иван 174 - это на мелочи.
Той самой, на которою обычно не обращают внимание.
Верхняя ось кинематики, по правильному должна располагаться на осевой линии штока. В этом случае получаем оптимальную конструкцию.
Но её сложно реализовать. Нужны две полу-оси и соответственно точки крепления этих полу-осей. Хорошо в теории, сложно в реализации.
По этому в реальности обычно ось смещают либо за шток, либо устанавливают перед штоком.
оба варианта имеют свои преимущества и недостатки, говорить о них можно долго.
Но к теме разговора это имеет слабое отношение, по этому отвлекаться не будем.
Отмечу только одно - ось всегда стараются расположить максимально близко к штоку.
Так вот, у оригинального пресса, взятого за основу Иван 174, это условие соблюдено. Ось хоть и расположена в отдельном приливе станины, но тем не менее очень близко к штоку.
А что сделано у Иван 174? От взял стальную трубку с толщиной стенки 3 мм и приварил к ней ещё вторую трубку. Которая то же имеет толщину стенки.
В результате получилось смещение оси на 5 мм в сторону от расчётной величины.
К сожалению, фотографии с более лучшим ракурсом пресса от Ли не нашёл, но и на этом можно увидеть подробности.

Вот это то и потянуло за собой то, что изменилась вся работа кинематики.
Кто то может сказать - подумаешь, 5 мм!
Только эти 5 мм тянут за собой увеличение длины боковых рычагов миллиметров на 15. После чего натыкаемся на изменение хода штока.
В конечном итоге придется изменить все остальные детали, что бы сохранить ход штока как у оригинала.
Вынос оси вперед в такой конструкции не желателен. Станина лёгкая, а такое расположение оси только увеличивает опрокидывающие моменты при работе пресса.
Следовательно, остаётся только один вариант ограничения хода штока - переход через ВМТ.
Жесткий упор тут будет не надёжен просто из за того, что придется для нормальной работы пресса при фуллсайзе верстак крепить анкерами к полу помещения.
Кто не верит - смотрим видео работы аналогичного пресса, оно есть на второй странице этой темы.
По этому остается только переход через ВМТ.
При расположении оси спереди штока реализация перехода кинематики через ВМТ закончится тем, что боковые рычаги будут уходить под верстак, а ручка в любом случае упрётся в пол.
Значит нужно ось кинематики переносить за шток.
И задача сразу усложняется - "просто" приварить трубку к трубе не получается - там же находится "хребтовая" деталь станины, вертикальная перемычка. Придется в ней как то делать отверстие, в которое и вставлять трубку (в которой ось будет вращаться)
Но и это не главное. Основная проблема будет та же самая - ось кинематики придется сильно отдалять от штока.
В результате получается, что рычаги кинематики (да и длина штока) у пресса с окном станины 100 мм и ходом штока 95 мм получаются крупнее, чем у нашего чугунного пресса, с ходом штока 130 мм.
И где же тут экономия просматривается??
Какое? Давайте думать.
Так вот, я для чего всё это накатал то?
Да для того, что бы понятно было о том, что в данный момент о цене говорить ещё рано.
Просто потому, что нет готового решения.
Работа идет, между прочим. Например, по результатам предварительных экспериментов точно понятно, каких размеров надо делать подшипник скольжения.
А в работе детали одного из вариантов конструкции.
По мере изготовления буду фото выкладывать.
Что касается цены. Давайте к разговору о ней вернёмся через неделю.
Будет понятна трудоёмкость изготовления основных узлов пресса, ну и все же наверное окончательно определимся с конструкцией.
Я планирую, что цена должна быть меньше 10 рублей в любом случае. За качественно сделанный пресс со шлифовкой основных деталей типа рычагов, штока и ручки.
Ну а за счет ухудшения отделки можно будет уменьшать стоимость и дальше.
neckЗачем удорожать изделие ?
шлифовкой ... ручки.
neckНу вот, уже дороже Партнёра 😞
Я планирую, что цена должна быть меньше 10 рублей в любом случае. За качественно сделанный пресс со шлифовкой основных деталей типа рычагов, штока и ручки.
Может быть верхнюю ось кинематики установить не впереди штока и не за штоком, а приварить снизу к подшипнику скольжения и профрезеровать её на две части
, чтобы шток проходил. Получаем две верхних полуоси, это плохо и затратно. Но получаем верхнюю ось кинематики на оси штока, это хорошо вроде как. И ещё надо разводить тяги пошире и нижнюю часть кинематики, в которую ручка вкручивается, тоже надо шире делать.
hakas31
Зачем удорожать изделие ?
А почему нет, если будет спрос?
Пресс просматривается с характеристиками БигБосса (ход штока, высота окна станины).
То есть, полноценный пресс. Ресурс подшипника скольжения как поднять, я уже знаю.
Что мешает выпускать модификацию ещё и повышенного качества?
Можно под заказ и станину усилить, сделав её О-образной, и ручку отшлифовать.
BitteRПока не знаю, дороже, дешевле Партнер будет.
Ну вот, уже дороже Партнёр
В любом случае будет полноценный пресс размеров БигБосса, с качественным исполнением узла шток-подшипник скольжения.
И существенно дешевле БигБосса.
BitteRА какого диаметра ось должна быть в этом случае, что бы при работе её не смогли согнуть?
Может быть верхнюю ось кинематики установить не впереди штока и не за штоком, а приварить снизу к подшипнику скольжения и профрезеровать её на две части , чтобы шток проходил.
neck
А какого диаметра ось должна быть в этом случае, что бы при работе её не смогли согнуть?
Считать надо, я уже не умею. Навскидку 3-4 толщины тяг должно хватить.
BitteRТолщину тяг (боковых рычагов) обычно делают 8-10 мм. Например, у БигБосса - 9 мм.
Навскидку 3-4 толщины тяг должно хватить.
Три толщины - это от 24 до 27 мм. Получается, что ось будет иметь диаметр больше, чем шток.
Или я, может быть, не совсем правильно понял вашу мысль??
Добавлено: а может и две толщины тяг достаточно будет.
BitteRА , про что речь пошла ?Если про возможность работы со стальными гильзами ,то запас нужен , а если для латуни , то и этого за глаза .Кому нужно со сталью работать ,пусть берут у Александра 110 пресс .
Прочности хватит с лихвой. И ось будет 15 мм, тоже реально.
BitteRЗдесь не надо гадать и не надо подбирать, расчет тяг и осей должен быть строго по СОПРОМАТУ. Все зависит не от толщины и ширины железа, а от его химической формулы. Проще говоря марки стали. На моем прессе, пальцы 9 мм и сделаны из автомобильных клапанов, а тяги изготовлены и термообработанной стали 40Х, ручка сделана из Стали 65Г. Корпус тоже из 40Х (кованный). Для примера: Если тяги, они же лапки сделать узкие, то площадь соприкосновение с пальцем будет маленькая, в результате при нагрузке будет чрезмерный износ, как на пальцах так и на лапках.
Правильно. Но зачем тяги, как у бигбосса? Мы же бюджетный вариант делаем. Пусть будут тяги толщиной 5 мм. Прочности хватит с лихвой. И ось будет 15 мм, тоже реально.
Добавлено: а может и две толщины тяг достаточно будет.
Будут давить на таком? Испортят сломают? НУ так каждый сам себе злобный буратино. И на вспомогательном от lee можно попробовать давить сталь. Только не долго кажется.
Dondukov
Для примера: Если тяги, они же лапки сделать узкие, то площадь соприкосновение с пальцем будет маленькая, в результате при нагрузке будет чрезмерный износ, как на пальцах так и на лапках.
Абсолютно согласен с Игорем. Меньше 8 мм толщину боковых рычагов делать нельзя, такие рычаги очень быстро износят оси кинематики.
sger
Будут давить на таком? Испортят сломают? НУ так каждый сам себе злобный буратино.
Сергей, мысль ваша правильная. Никто же не делает попыток совместить самосвал и гоночный автомобиль. Понимают, что надо выбирать что то одно.
Но тут есть ещё один аспект, который надо учитывать - ресурс деталей.
Вот он то и вынуждает НЕ экономить на парах трения.
Я понимаю, что если использовать болт в качестве оси кинематики, то такой болт не жалко - он всегда в наличии в магазине и стоит не дорого.
Износился - меняется легко и быстро.
Но вместе с ним изнашиваются и отверстия в рычагах и станине.
и что тогда делать пользователю, когда одна замена болта не дает эффекта - кинематика болтается влево-вправо?
Каждый год рассверливать отверстия под следующий диаметр болта?
neckВтулки. Какие либо стандартные втулки. Все давно придумано за нас. В олдскульном автопроме эти задачи решались успешно. Износились шкворня - меняем втулки.
Но вместе с ним изнашиваются и отверстия в рычагах и станине.
и что тогда делать пользователю, когда одна замена болта не дает эффекта - кинематика болтается влево-вправо?
Каждый год рассверливать отверстия под следующий диаметр болта?
sgerСогласен, это как вариант можно использовать.
Износились шкворня - меняем втулки.
Плохо только, что не везде можно применить.
Если сделать толщину боковых рычагов 5 мм, как тут предлагают, то куда же там втулку ставить? "Мяса" мало, держаться втулке не за что будет.
Мне кажется, всё равно проще будет толщину рычага увеличить, что бы ресурс трущихся деталей увеличить.
neckЭто на ваше усмотрение. Конструктор вы)
Мне кажется, всё равно проще будет толщину рычага увеличить, что бы ресурс трущихся деталей увеличить.
Я говорил, про отверстия в станине. Там то как раз втулки не помешают.
sgerНу, и я об том .
Будут давить на таком? Испортят сломают? НУ так каждый сам себе злобный буратино. И на вспомогательном от lee можно попробовать давить сталь. Только не долго кажется.
BitteRГораздо лучше будет если оси будут вращаться и в корпусе пресса и посадочных местах тяг, таким образом будет равномерный износ всех поверхностей и выше ресурс на износ.
А если тягу на оси закрепить? Пусть ось крутится во втулке, а не тяга на оси


НикисОчень бюджетно, понимаю 😊
А что нибудь вроде такого варианта?
Может игольчатые подшипники поставим, как на прессе Корбинс?
Никис, вы бы не торопились, а нормально рассчитали кинематику и избавились от этого рычага, который западлючил создатель.
Сделайте нормальный нажимной рычаг и покумекайте, как сделать переход кинематики через ВМТ.
Тогда хоть более-менее нормально будет работать и пресс будет меньше стремиться поскакать.
hakas31
А , про что речь пошла ?Если про возможность работы со стальными гильзами ,то запас нужен , а если для латуни , то и этого за глаза .Кому нужно со сталью работать ,пусть берут у Александра 110 пресс .
Чую я, что neck нас к этому и приведет! И это правильно. Что 110 пресс - отличный пресс, тут я даже не сомневаюсь. Но вышли мы в другом направлении, а пришли сюда.
neck
Очень бюджетно, понимаю 😊
Может игольчатые подшипники поставим, как на прессе Корбинс?
Никис, вы бы не торопились, а нормально рассчитали кинематику и избавились от этого рычага, который западлючил создатель.Сделайте нормальный нажимной рычаг и покумекайте, как сделать переход кинематики через ВМТ.
Тогда хоть более-менее нормально будет работать и пресс будет меньше стремиться поскакать.
Да это не к тому прессу уже.тот-вещь в себе.дешево.сердито.не жалко=) а по бюджетности-что то в районе 30р втулки..запрессовать можно хоть в тисках..оси тож с автозапчастей шлифованные легко подбираются..думаю если поискать-можно и заготовку штока в состоянии изначально зеркально шлифованную найти..
Никисда шлифовка шлифовке рознь. Зеркально не значит ровно. Нет в автозапчастях ничего что возможно использовать в прессе как шток и оно б небыло кривое.
можно и заготовку штока в состоянии изначально зеркально шлифованную найти..
Я не зря просил фото того пресса в поднятом состоянии сбоку и после нагрузки.
uandrЯ вот уже начал сомневаться, а надо ли делать сварную конструкцию?
Чую я, что neck нас к этому и приведет! И это правильно. Что 110 пресс - отличный пресс, тут я даже не сомневаюсь. Но вышли мы в другом направлении, а пришли сюда.
Куча подводных камней вырисовывается.
Посетила мысль - может пойти проверенной дорогой? Взять кусок стали и сделать из него С-образную станину?
Попробую за выходные сделать модель и в понедельник отдать её обсчитать.
Например, сделать конструкцию раазмером с Харрелл алюминиевый?
Только со своей кинематикой.
Или же ориентироваться на размер БигБосса и нашего пресса-110?
Блин, что то уже штормит 😊 Ситуация даже не "Буриданова осла", а гораздо веселее 😊
sger
да шлифовка шлифовке рознь. Зеркально не значит ровно. Нет в автозапчастях ничего что возможно использовать в прессе как шток и оно б небыло кривое.
Я не зря просил фото того пресса в поднятом состоянии сбоку и после нагрузки.
сделаю)не до этого прост немного ща)сцепу сжег на покатухе-ковыряюсь в гараже почти все время=)
uandr"Куда мы шли В Москву или Монголию? Петров не знал, а я тем более."
Но вышли мы в другом направлении, а пришли сюда.
----------
"Si vis pacem, para bellum"
neck
Я вот уже начал сомневаться, а надо ли делать сварную конструкцию?
Куча подводных камней вырисовывается.
Посетила мысль - может пойти проверенной дорогой? Взять кусок стали и сделать из него С-образную станину?
Попробую за выходные сделать модель и в понедельник отдать её обсчитать.Например, сделать конструкцию раазмером с Харрелл алюминиевый?
Только со своей кинематикой.
Или же ориентироваться на размер БигБосса и нашего пресса-150?Блин, что то уже штормит 😊 Ситуация даже не "Буриданова осла", а гораздо веселее 😊
Вернёмся на исходные позиции и начнём все заново: легкая, стальная, сварная, С-образная, с возможностью быстрого закрепления на столе, простая и доступная по цене конструкция. Остальные идут в очередь на 110 или 150 !
uandr
легкая, стальная, сварная, С-образная, с возможностью быстрого закрепления на столе, простая и доступная по цене конструкция. Остальные идут в очередь на 110 или 150 !
Хорошо, тогда на какой ход штока ориентироваться и высоту окна станины?
Это принципиальный момент, от которого зависит всё остальное.
neckДумаю не ошибусь , 100 мм достаточно .
на какой ход штока ориентироваться и высоту окна станины?
hakas31100 - это что? Ход штока или высота окна станины?
100 мм достаточно
neck
100 - это что? Ход штока или высота окна станины?
Думаю можно ориентироваться максимум на 308вин(латунь), а уж вам там виднее.
uandrВы думаете, что 308 винтовок в стране меньше, чем х54; х57; Х62 и х68 вместе взятых?
Думаю можно ориентироваться максимум на 308вин(
----------
"Si vis pacem, para bellum"
uandrВы думаете, что 308 винтовок в стране больше, чем х54; х57; Х62 и х68 вместе взятых?
Думаю можно ориентироваться максимум на 308вин(
----------
"Si vis pacem, para bellum"
Waldschnepfer
Вы думаете, что 308 винтовок в стране больше, чем х54; х57; Х62 и х68 вместе взятых?
Я думаю, что этот дешевый и легкий пресс чуток для других целей. Я понимаю о чём вы говорите и сам являюсь держателем и больших калибров, но для них я запланировал именно 150 изделие.
neck
100 - это что? Ход штока или высота окна станины?
100 - это высота окна станины
Просто для сравнения - алюминиевый Харрелл имеет высоту окна станины около 100 мм. Можно считать что сто, там размер в дюймах и разница примерно в 2 мм.
А тот же БигБосс имеет высоту окна станины 110 мм.
Разница - 10 мм.
А вы сравните габариты двух этих прессов! Даже просто сравнить детали кинематики, и уже офигенная разница в размерах.
У БигБосса длина бокового рычага 160 мм, у Харрелла -117 мм.
В общем, либо мы гири двухпудовые руками качаем, либо мы, оставив гири на берегу, плавать идем.
То есть, или же пресс будет размером с БигБосс, с возможностью давить сталь и работать с калибрами до 30-06 и 9,3х62, либо пресс будет размеров алюминиевого Харрелла с соответствующими возможностями.
Или-или.
Можно конечно повысить возможности мелкого пресса за счет того, что основание будет крепиться к верстаку болтами. Тогда уже, при наличии стальной станины, можно будет и "давануть" при желании.
Но полноценной замены варианту "бигБосс" не получится.
Или же надо делать два варианта, мелкий и более крупный.
Как то вот так, мысли вслух.
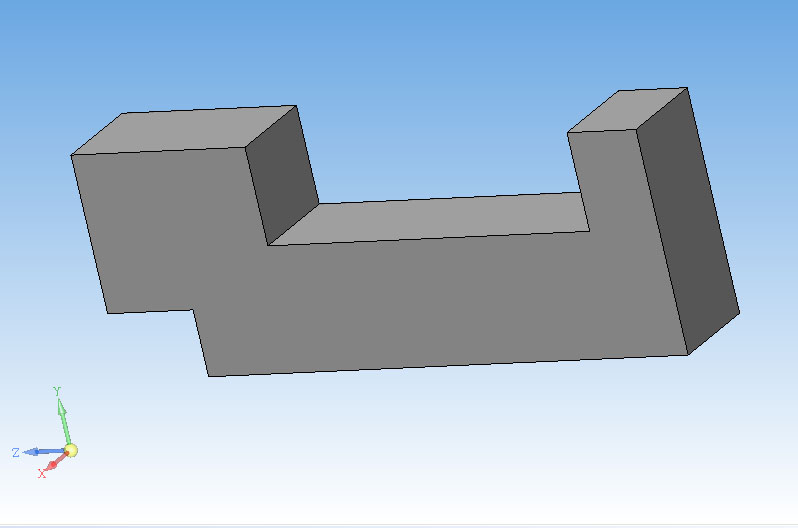
Для того, что бы посчитать стоимость изготовления, такой модели достаточно.
Сразу скажу, за основу взята станина Харрелла что форма станины навеяна идеями станины от пресса Харрелл 😊
И кокетливо добавлю, как говорил один персонаж тут, на Ганзе - "ну это же всё так очевидно, любой бы сделал так!"
Соответственно, высота окна станины будет в этом варианте 100 мм.
Кинематика будет оригинальная, нашей разработки, что бы уж совсем до плагиата не опускаться.
Если такая станина будет экономически выгодна, тогда прикину, какое расположение верхней оси кинематики использовать, и будут понятны возможности конструкции.
neckМеня это вариант полностью устраивает. Т.к. даже 110 пресс нужно крепить намертво. Или он козлит. Про 150 дурынду я вообще молчу. Если на ногу упадет - ампутирует без врача.
Можно конечно повысить возможности мелкого пресса за счет того, что основание будет крепиться к верстаку болтами. Тогда уже, при наличии стальной станины, можно будет и "давануть" при желании.
sgerОн, кстати, ещё и дешевле должен быть. В том смысле, что интегрированная струбцина Харрелла добавляет к цене изготовление ещё нескольких деталей.
Меня это вариант полностью устраивает
Хотелось бы чтобы старые и новые прессы садились на одно посадочное место. Т.к. дырки в верстаке уже насверлены. не хотелось бы дырявить еще раз. И так когда сверлил, слезы сдерживал. Жалко сверлить отличную вещь)
artur79Предлагаю ограничиться 30-06 калибром с длиной гильзы 63,35 мм.
Такой пресс подойдет и под 54-е, и под 57-е, и 30-06. Получается охвачена практически вся ниша 30-х калибров (может быть конечно за исключением какой либо эксклюзивной экзотики, но это уже другие цены), а это кажется самый массовый сегмент.
А что вам мешает взять 110 пресс ?
neck
Вот сделал модель заготовки стальной станины из куска стали, не сварной.Для того, что бы посчитать стоимость изготовления, такой модели достаточно.
Сразу скажу, [b]за основу взята станина Харреллачто форма станины навеяна идеями станины от пресса Харрелл 😊И кокетливо добавлю, как говорил один персонаж тут, на Ганзе - "ну это же всё так очевидно, любой бы сделал так!"
Соответственно, высота окна станины будет в этом варианте 100 мм.
Кинематика будет оригинальная, нашей разработки, что бы уж совсем до плагиата не опускаться.
Если такая станина будет экономически выгодна, тогда прикину, какое расположение верхней оси кинематики использовать, и будут понятны возможности конструкции.[/B]
Почему остановились на цельном варианте? Цена в гору или под? Или цельное это фирменный подход? Зачем усложнили форму станины? Можно примерный сборочный чертеж всей станины?
uandrА, что мешает Вам, ваЩе, обходиться без пресса? Пассатижами все делать. Вы интересно рассуждаете, Вам, дескать, нужен недорогой, но качественный пресс, но остальным Вы в таком желании отказываете.
А что вам мешает взять 110 пресс ?
Двойные стандарты, АднАка!
----------
"Si vis pacem, para bellum"
uandrАААААА!, так Вы все еще думаете.......
Я думаю, что этот дешевый и легкий пресс чуток для других целей. Я понимаю о чём вы говорите и сам являюсь держателем и больших калибров, но для них я запланировал именно 150 изделие.
Мне, например, пресс не нужен. Если по большому счету.
А, по небольшому счету, зачем нужен пресс в который не лезут твои патроны? Даже если он второй. Главный, или занят, или неохота тяжести в багажнике возить в дальнюю деревню итд.
----------
"Si vis pacem, para bellum"
uandrМнэээ, я как бы имею 110 пресс) И 150 - 2 штуки имел)
А что вам мешает взять 110 пресс ?
Револьверный - не сподобился -= но то таке..
Мне нужен ЕЩЕ один - вспомогательный - дешевый пресс.
Типа капсюль выбить, пулю установить. Я вот занимаюсь макетами патронов, как вы понимаете. Но почему то очень мне нравятся релоадырьские прессы.
С жЫру бешусь. Денег девать некуда, да и Нек прост окак человек вызывает у меня искреннее уважение своими делам. Давно живу, привык доверять своим ощущениям.
uandrНасчет цены - вопрос пока не актуальный. Сейчас основное - с трудоёмкостью разобраться.
Почему остановились на цельном варианте? Цена в гору или под? Или цельное это фирменный подход?
Что менее трудоёмко будет - обработать несколько не крупных железок (а потом их сварить) или же одну крупную.
В одной из тем уже обсуждали тот момент, что если пилить станину (или её детали) из толстого стального листа, то вылезет проблема раскроя.
В том смысле, что не возможно купить небольшую часть листа. Торгаши пытаются впарить минимум половину листа длиной 6 метров.
Тут сварной вариант имеет преимущество - часть деталей можно сделать из кругляка, что упрощает задачу - кругляк как правило всегда есть в наличии на металлобазах и стоит скалка кругляка меньше, чем сопоставимый по весу кусок листа.
uandrДа собственно на рисунке всё видно. Добавляется с торца канал (для штока и для резьбы матрицы) и отверстие для оси кинематики.
Можно примерный сборочный чертеж всей станины?
neckПо оси штока ,крепёжную пластину можно приваривать ,это упростит и удешевит изделие .
отверстие для оси кинематики.
neck
Да собственно на рисунке всё видно. Добавляется с торца канал (для штока и для резьбы матрицы) и отверстие для оси кинематики.
Форма крепежного кронштейна или струбцины? Зачем усложнили форму станины? Почему не три сварных примитивных прямоугольных детали?
sger
Мнэээ, я как бы имею 110 пресс) И 150 - 2 штуки имел)
Револьверный - не сподобился -= но то таке..
Мне нужен ЕЩЕ один - вспомогательный - дешевый пресс.
Типа капсюль выбить, пулю установить. Я вот занимаюсь макетами патронов, как вы понимаете. Но почему то очень мне нравятся релоадырьские прессы.
С жЫру бешусь. Денег девать некуда, да и Нек прост окак человек вызывает у меня искреннее уважение своими делам. Давно живу, привык доверять своим ощущениям.
Хорошенькое дело! Вот куда все прессы у нека уплывают, а мы в очереди торчим!)))
Waldschnepfer
АААААА!, так Вы все еще думаете.......
Мне, например, пресс не нужен. Если по большому счету.
А, по небольшому счету, зачем нужен пресс в который не лезут твои патроны? Даже если он второй. Главный, или занят, или неохота тяжести в багажнике возить в дальнюю деревню итд.
Я не настаиваю, у каждого своё видение и пожелания. Я свои озвучил.
uandrА, вот как Вам кажется такая ситуация:
Я не настаиваю, у каждого своё видение и пожелания. Я свои озвучил.
Есть у Вас 150й пресс, но вы вкорячили в него, естественно на время, штамповочный шток и матрицы для штамповки или пережима гильз. Делаете Вы, скажем, гильзы 8х57 из 3006. А на чем будете в это время, если возникнет необходимость, те же 8х57 запуливать?
----------
"Si vis pacem, para bellum"
hakas31Отверстие для верхней оси кинематики делать по оси штока?
По оси штока
Хорошо, давайте простое решение, как это реализовать.
Я простого решения не вижу.
hakas31Зато зато сделает дорогой доставку пресса потребителю.
крепёжную пластину можно приваривать ,это упростит и удешевит изделие .
Приваренное к станине основание заставляет увеличить размеры упаковки.
А что бы упаковка не мялась, придется пустоту чем то забивать, что увеличивает вес.
И то, и другое - дополнительные деньги из кармана потребителя, взимаемые транспортными компаниями.
Я с этим делом столкнулся, когда делали пресс с круглой станиной на шпильках - сильно увеличивается объём посылки, доставка такого объёма, например в Благовещенск, обходилась больше трёх тысяч рублей.
Пришлось менять конструкцию и разрабатывать специальную упаковку, которая укладывается в минимальные цены на доставку.
uandrБудет пластина, которая крепится болтами к станине. А на пластине четыре отверстия для крепления к верстаку болтами.
Форма крепежного кронштейна или струбцины?
В принципе можно двумя струбцинками эту пластину к верстаку прижать.
Если мобильность нужна.
uandrТремя деталями в любом случае не обойтись. Нужно как то ещё эти детали сварить, причем так, что бы две детали были соосны друг-другу и ровно располагались на третьей детали.
Почему не три сварных примитивных прямоугольных детали?
Следовательно понадобиться как минимум ещё одна деталь.
О проблемах с деталями круглой формы я уже чуть раньше написал, на предыдущей странице.
uandrЯ старый больной человек. Я дождался трех прессов. Много лет назад. К вашим очередям - я отношения уже давно не имею. Пожалейте старика.
а мы в очереди торчим!)))
sgerВот в чем дело !
Я старый больной человек.
neckКогда будет сделан народный пресс ?
Вот сделал модель
maratikТа не. Не в этом.
Вот в чем дело !
maratikНе ваше дело)
Когда будет сделан народный пресс ?
maratikСтесняюсь спросить - вы таки уличите меня в дифирамбах? Или пиздабол?
Чужую тему засрали а тут дмферамбы друг друу поете . Сами Вы редиски )
sgerСебя почитайте !
вы таки уличите меня
maratikНе не. Пиздабол.
Себя почитайте !
maratikДа и я об этом. Где ваше нарезное ружье мон шер ами? Вы ведь за него рубитесь? Ганза все помнит.
Вот и я про то . Пиздеть не мешки ворочать .
sgerВы больной человек ? Вернитесь и прочтите то ,что было написанно . Ваш больной мозг создал нарезное ружье .
нарезное ружье
maratikНУ то вы? Я подъебнул вас. А вы восприняли это серьезно и набухавшись полезли в бутылку - ругаться - правда потом удалили кучу своих глупых пьяных сообщений. Не было этого?
Ваш больной мозг создал нарезное ружье .
Снова блин лезут в тему не удовлетворенные желающие реванша. Думают забыла ганза как они обосрались.
maratikКто они то ? Вы реально больной !
как они обосрались
maratikВ каком смысле? Вы намусорили в пьяном угаре, теперь пытаетесь взять реванш. снова потрете когда протрезвеете?
Зачем мусорить на форуме ?
sgerИ сам обосрался ? Так что ли ?
Я подъебнул
maratikОни это такие как вы и вы в том числе. Не терли свои пьянючие сообщения в теме про пресс Ивана 174? Когда Я вас в заставил слиться?
Кто они то ? Вы реально больной !
sger) голову лечите .
заставил слиться
maratikПодотри да, сделай одолжение. Флудераст хренов.
И это тоже подтеру . Что вы за урод то такой ?
maratikДа да. Ружо нарезное ищи. Без него голова у тебя не лечится.
) голову лечите .
[B][/B]
maratikОкстись) Я издеваюсь.
Чего нервничаешь то .
maratikХорош наливать) Алкота. Потом тереть придется. Чтоб не позориться. Как было уже в прошлой теме.
Чмокать твой удели. Правда чупа чупс )
sgerТебя позорить не хотел . Вообще вопрос был задан Неку а о вас и так все понятно .
прошлой теме.
maratikгыгыгы. Меня позорить не хотел. Гыгыгы. Я польщен. я реально польщен. Хоть кто то за меня беспокоится)))
Тебя позорить не хотел . Вообще вопрос был задан Неку а о вас и так все понятно .
Я тебе от себя отвечу - forummis...%E8%E2%E
Вот тут телефон есть - обращайся к производителю. он поможет)
sgerНу и ?
Я тебе от себя отвечу - forummis...%E8%E2%E
Вот тут телефон есть - обращайся к производителю. он поможет)
maratikЗвони - можно прямо сейчас. Спрашивай за народный пресс.
Ну и ?
sgerВы реально больной . Вопрос к Неку остался ,с вами нет желания разговаривть.
Звони
maratikТак ты ж первый и влез. Так то тебя бы никто и не тронул бы.
с вами нет желания разговаривть.
sgerКак говориле в прошлой теме ,похоже это ваша проблемма . Успокойся уже . Иди спать . К тебе вопросов нет .
пьяные сообщения? сейчас тоже полутрезвый
maratikЯ вот думаю, что ты друк мой трясогузка, каких свет не видывал.
как я и предпологал.
maratikТа в общем т ов прошлой теме вы все отсо ... слили в общем. что ты что остальные.
К тебе вопросов нет .
И теперь в этой теме пываетесь повторить. с большим успехом)
Ты никто, чтобы отвечать на твои вопросы) И звать тебе никак.
maratikТаких докторов по форуму - хлебом не корми. не проголодаются.
Сережа ты болен.
Иди закуси вахлак)
Просьба подчистить за собой флуд, если не сложно.
Тема написана в виде небольшого букваря для начинающих, выбирающих свой первый пресс для релоуда патронов винтовочных калибров.
'За спиной' десять лет выпуска подобных прессов, и более десятка разработанных моделей - от мелких 'пистолетных' до штамповочных и с револьверными головками.
Что позволило накопить определённый опыт, позволяющий разбираться в конструктивных особенностях тех прессов, что встречаются на нашем рынке, и четко видеть их достоинства и недостатки.
Сразу скажу, что я -технологический перфекционист. В чем меня неоднократно упрекали.
Но я, наверное, испорчен временем, в котором учился и начинал трудовую деятельность.
В то время человеку, предложившему выпускать изделие, которое должно сломаться через год, надавали бы по рукам и с позором уволили.
По этому я в первую очередь обращаю внимание на надежность изделия и возможность его долговечной работы. Так что и рассматривать выпускаемые прессы буду исходя из этой позиции.
Прежде чем вести разговор о прессах, надо для начала разобраться с терминологией

Классический пресс для релоуда переснаряжения патронов к нарезному оружию состоит из следующих частей:
СТАНИНА. (позиция 1 на фото).
Это массивная деталь, несущая на себе все остальные детали пресса.
В верхней части станины находится отверстие с дюймовой резьбой стандарта UNF.
По умолчанию номинал резьбы - 7/8 дюйма с шагом 14 ниток на дюйм.
В это отверстие может устанавливаться разнообразная оснастка, с помощью которой гильзу обжимают и подрезают, удаляют из неё использованный капсюль, сажают в её пулю, и если необходимо, кримпуют.
В нижней части станины находится подшипник скольжения - отверстие, по которому движется ползун. Его сейчас модно называть на английский манер штоком.
Между отверстием с резьбой 7/8х14 и подшипником скольжения есть пустое пространство, именуемое 'окно' станины. Высота этого окна является одной из основных характеристик пресса, показывающая, с какими калибрами можно на прессе работать, и варьируется от 90 до 120 мм для прессов, рассчитанных на работу с винтовочными калибрами.
Так же на станине имеется площадка для крепления пресса к верстаку, а на самой площадке расположены отверстия для крепёжных болтов ( позиция 2 на фото).
Ещё на станине имеются отверстия для присоединения к ней деталей кинематической схемы пресса.
ПОЛЗУН (шток)позиция 3 на фото - стальная деталь цилиндрической формы, предназначенная для подачи обрабатываемой гильзы в матрицу.
Шток имеет на верхнем торце специальный паз Т-образной формы, куда при работе с прессом устанавливают шеллхолдеры - специальные переходники, позволяющие работать на прессе с гильзами различных калибров.
На нижнем торце штока находится отверстие, через которое проходит ось, соединяющая шток с другими деталями кинематической схемы.
Через шток так же проходит канал, через который производится отвод удаленного из гильзы использованного капсюля.
Еще на некоторых моделях прессов на штоке имеется длинный канал, в котором помещается встроенный капсюлятор.
НАЖИМНОЙ РЫЧАГ (позиция 4) - деталь сложной формы, с помощью которой все усилия, прикладываемые к ручке, передаются на шток пресса.
Рычаг подвешен к станине на боковых рычагах (позиция 7), и с одной стороны соединён осью (позиция 5) со штоком, а с другой стороны к нему крепится рукоятка (позиция 6) с накрученным на неё шариком (позиция 8).
Боковые рычаги соединяются со станиной и нажимным рычагом двумя стальными осями, на которых и вращаются остальные детали кинематической схемы пресса.
Собственно, кинематическая схема пресса очень напоминает детские качели.

Однако, благодаря тому, что боковые рычаги могут качаться относительно станины и нажимного рычага, получается конструкция, намного компактнее, чем если кинематическую схему сделать точно по типу детских качелей.
Теперь рассмотрим детали пресса подробнее.
Станины небольших прессов 'пистолетных' калибров часто изготавливают из 'лёгких' алюминиевых сплавов. Такие прессы хороши тем, что их, к примеру, можно взять с собой на соревнования - весят мало и много места не занимают. С задачей извлечь из патрона пулю, и после корректировки навески установить её в гильзу такие прессы справляются. А большего от них в 'полевых' условиях не требуется.
Станины же стационарных прессов рассчитаны на серьёзную работу по полному циклу переснаряжения патронов для охотничьих и спортивных винтовок. И условия их работы более тяжелые, чем у 'пистолетных' прессов.
Соответственно, такие прессы должны иметь тяжёлую станину с хорошей устойчивостью на верстаке, которая хорошо гасит возникающие при работе пресса вибрации.
По этому станины стационарных прессов делают из чугуна и стали.
neckПо поводу оси , не знаю ,как проще ,но если чуть увеличить толщину тела направляющей штока , то можно сверлить отверстие под ось (10 мм ) куда ставить ось , потом делать отверстие под шток ?
можно поговорить о прессах?
hakas31...то придется брать болванку диаметром 80 мм, иначе не впишется внутрь её шток + ось+ хоть самое минимальное расстояние между двумя этими деталями.
но если чуть увеличить толщину тела направляющей штока
И что потом делать с такой болванкой? Ставить на фрезерный станок, что бы как то срезать лишний металл?
Срезать придется миллиметров по 20 с трёх сторон.
Стандартный сьём на промышленном фрезере - 5 мм за проход.
12 проходов начисто убьют всю экономию.
Вот и получается та самая ситуация "буриданова осла", который всё никак не мог определиться, что же ему выбрать из двух составляющих.
Так и тут - резать С-образную пластину из стального листа - не очень весело.
Из плюсов - отлаженная технология сверления сквозного соосного канала для штока и матриц.
А точить из кругляка детали, и потом их фрезеровать - из плюсов доступность кругляка и дешёвая токарная обработка.
Из минусов - дополнительная фрезеровка и расходы на сварку. Причём придется ещё как то соосность деталей обеспечить.
То есть, сделать что то приличное не очень просто.
Что бы ресурс был нормальный, и работать человеку было комфортно. Без желания немедленно выкинуть эту гадость, ничего кроме отвращения к ней не испытывая.
"Просто" сделать можно только порно, вы же понимаете о чём речь.
Когда две трети изделий будут кривые-косые после сварки, а поскольку шлифовки штока нет, ресурс пары трения будет ничтожным.
neckНу тогда ,в качестве бреда делаем разметку оси штока , точим две шпильки в форме болтов, и привариваем шляпками к болванке ?
И что потом делать с такой болванкой?
Waldschnepfer
А, вот как Вам кажется такая ситуация:
Есть у Вас 150й пресс, но вы вкорячили в него, естественно на время, штамповочный шток и матрицы для штамповки или пережима гильз. Делаете Вы, скажем, гильзы 8х57 из 3006. А на чем будете в это время, если возникнет необходимость, те же 8х57 запуливать?
Я буду на втором 150м. или разнесу по времени эти операции.
hakas31А как тогда верхнюю перемычку крепим к шпилькам?
Ну тогда ,в качестве бреда делаем разметку оси штока , точим две шпильки в форме болтов, и привариваем шляпками к болванке ?
Это на которой резьба 7/8х14
Там, кстати, указан адрес электронной почты, куда надо написать.
neck
Этот вопрос надо задавать не здесь, а в другой теме.
Там, кстати, указан адрес электронной почты, куда надо написать.
А в чем проблема ответить тут?
Согласно этим правилам, за ценообразование серийно выпускаемых изделий отвечают, как любит выражаться Махомбра, барыги-менеджеры.
А я к таковым не отношусь. Я - конструктор.
Так как проектируемое изделие (бюджетный пресс) не является ещё выпускаемым изделием, то я могу с вами обсуждать вопросы ценообразования на проектируемый образец. И довести ваши предложения по цене на него до сведения тех, кто цены определяет. И они как правило к моему мнению прислушиваются.
А вот насчет цен на серийные изделия - это обращайтесь к "ученым менеджерам" из коммерческого отдела.
[B]
А как тогда верхнюю перемычку крепим к шпилькам?
Это на которой резьба 7/8х14
[/B]
[/QUOTE]
Александр ,вы меня не поняли , я имел ввиду оси рычагов кинематики ,что б , они были на оси штока ?
hakas31А, теперь понял 😊
Александр ,вы меня не поняли , я имел ввиду оси рычагов кинематики ,что б , они были на оси штока ?
Только не понятно, для чего болты и сварка в этом случае?
Если станина фрезеруется из целого куска металла, тога нет никаких препятствий к тому, что бы просверлить отверстие и поставить шпильку с резьбой на обеих концах. И получим очень надёжную и компактную конструкцию, в которой шпилька выполняет роль торсиона.
Такая конструкция выдерживает даже штамповку свинцовых столбиков и попытки отдельных "грамотеев" обжимать оболочные пули в другой калибр.
Ручка пресса может согнуться, а ось выдерживает.
А вот выдержит ли сварка?
neckТак , я об этом изначально речь и вёл ,наверно объяснять не умею .
Если станина фрезеруется из целого куска металла, тога нет никаких препятствий к тому, что бы просверлить отверстие и поставить шпильку с резьбой на обеих концах.
neckА тут не понял ?
и компактную конструкцию, в которой шпилька выполняет роль торсиона.
hakas31
А тут не понял ?
И я в сомнениях, может слово там другое должно быть типа тормоз, ограничитель и т.д.. Запарили вы парня своим бюджетником. Ему видать менагеры из продажного и бухгалтерии "всю плешь проели" НДСом, налогами, прибылью и прочим.
Кстати летом надо будет попробовать отлить из дюраля, сделаю образец из парафина и по нему отолью дюраль. 😊
hakas31Ось кинематики проходит через всю толщину станины и имеет опору на металл станины не в одной какой то точке, а практически по всей своей длине. То есть, шпилька длинная и при этом ещё может и пружинить немного, сопротивляясь крутильным колебаниям.
А тут не понял ?
То есть, работает как торсион, сломать или согнуть который сложно.
А вот предлагаемый вами болт, привариваемый к станине, имеет только одну точку опоры.
И его можно достаточно легко согнуть, если приложить сильное усилие к ручке пресса.
Скажем так, когда конструкторы реализуют такой вариант расположения верхней оси (по центру штока), они никогда не используют ось с одной точкой опоры.
Dondukov
Кстати летом надо будет попробовать отлить из дюраля, сделаю образец из парафина и по нему отолью дюраль
Под дюраль придется втулку бронзовую ставить в любом случае. Не бюджетно.
Для таких целей не дюраль используют, а специальный лёгкий сплав.
В дюрале много твердых фракций, которые весьма хорошо пилят сталь.
По этому газчеки стараются делать из медного листа, банки пивные не желательно использовать.
DondukovДа нет, не всё так просто. Что бы отлить заготовку с отверстием, надо сначала точную модель сделать. И модель обычно из дерева делают, которое имеет свойство пересыхать и рассыхаться.
можно даже отлить заготовку с готовым отверстием под шток и матрицу, так же потом прошел сверлом, разверткой, нарезал резьбу и все.
Да и нет никаких гарантий, что литейщики отольют именно то, что им заказали. А не то, что у них получилось.
Ну и цены на чугун ВЧ сейчас стали не гуманными. А серый чугун стал такой паршивый, что караул.
Стал часто попадаться "чугун", который при обработке даёт сливную стружку(!).
Нет, как не крути, скорее всего только сварная станина может дать бюджетность.
neckДа по сути бронзовую втулка надо ставить на все прессы. Одна эта втулка продляет жизнь пресса до бесконечности. Стоимость ее копейки, не думаю что она как то сильно удорожает пресс.
Под дюраль придется втулку бронзовую ставить в любом случае. Не бюджетно.
neckИз парафина модель делают, он очень хорошо обрабатывается и спаивается. А после уже делают по нему формы.
И модель обычно из дерева делают, которое имеет свойство пересыхать и рассыхаться.
DondukovЗаготовка - 600 рублей за килограмм. Сильно сомневаюсь, что из килограмма больше двух втулок получится.
Стоимость ее копейки, не думаю что она как то сильно удорожает пресс.
Придется:
1) просверлить отверстие в стальной станине
2) выточить втулку
3) запрессовать её в стальную станину
4) рассверлить втулку
5) обработать втулку зенкером.
6) обработать втулку развёрткой.
Итого 6 дополнительных операций помимо цены бронзы, 90% которой просто уйдет в стружку .
Вопрос обеспечения соосности после всех этих дополнительных операций я пока что просто не рассматриваю, речь только о мехобработке.
Ну как то не просматривается тут бюджетности, к сожалению.
Намного проще (и бюджетнее) увеличить размеры пары трения до необходимых величин.
neckЭту операцию убирайте , так как отверстие вам придется делать в любом случае.
1) просверлить отверстие в стальной станине
neckТут согласен. Но есть альтернатива, эти втулки можно не изготавливать самому, а попробовать подобрать уже готовую, хотябы из автомобильного магазина их там навалом.
2) выточить втулку
neckЭту операцию так же можно не брать в учет, втулка прессуется прямо в токарном станке, задней бабкой.
3) запрессовать её в стальную станину
neckНе нужная операция, сокращаем ее.
4) рассверлить втулку
neckТак же не нужная операция, делаем эту операцию при изготовлении втулки, шабером. Если втулка из автомагазина то там она уже готовая.
5) обработать втулку зенкером.
neckТут тоже согласен.
6) обработать втулку развёрткой.
И того у нас получилось три позиции, а по сути пресс стал дорогим только на цену бронзовой втулки.
neckДа и зачем для втулки брать материал из кругляка, можно взять бронзовую трубу и из нее делать втулки, так же можно делать втулки из латуни и даже гнуть втулки из листовой латуни.
Заготовка - 600 рублей за килограмм. Сильно сомневаюсь, что из килограмма больше двух втулок получится.
Dondukov
Тут тоже согласен.И того у нас получилось три позиции, а по сути пресс стал дорогим только на цену бронзовой втулки.
Neck, neck крамола, брат!
uandrОй, да бросьте вы. Игорь просто рассуждает "со своей колокольни".
Neck, neck крамола, брат!
У него, кстати, есть доступ к вполне серьёзному металлорежущему оборудованию, и кроме того, он один из немногих, кто смог создать самостоятельно действительно интересную конструкцию. Причем на хорошем профессиональном уровне.
DondukovГотовая с автомагазина может оказаться дороже, чем изготовить самим. Просто потому, что в цену покупки такой втулки уже заложена маржа продавца. И не одного продавца, а нескольких, через руки которых деталь прошла от изготовителя до нас.
эти втулки можно не изготавливать самому, а попробовать подобрать уже готовую, хотябы из автомобильного магазина их там навалом
При этом нет никаких гарантий, что в нужный момент эта втулка окажется в магазине.
Мы на такое уже натыкались, используя самоконтрящиеся гайки из автомагазина.
Однажды наступил момент, когда ни в одном из местных автомагазинов их не оказалось. И пришлось на ходу вносить изменения в конструкцию, переделывая оси под гайки с другой резьбой.
DondukovТокарного станка при изготовлении станины не будет. При изготовлении станины используется фрезерный станок, на котором так же и сверлится канал для штока. Это намного технологичнее, чем перетаскивать фрезерованную станину на токарник по вашей технологии. А кроме этого, ваша технология подразумевает, что нужно ещё выточить две резьбовых оправки для закрепления каждой станины на токарном станке.
Эту операцию так же можно не брать в учет, втулка прессуется прямо в токарном станке, задней бабкой.
Которые после сверления станины повторно уже не используешь без переделки.
Слишком много дополнительных операций, после которых это занятие становится совсем не бюджетным. И при которых, к тому же, нарушается основной принцип обеспечения соосности - обработка за один установ детали на станке.
Для самодельного пресса - приемлимо. Для изделия на продажу.... нет, лучше уж традиционная технология, которую уже 8 лет применяем.
По этому втулку придется запрессовать прямо на фрезере и на фрезере же обработать
Dondukov
neck5) обработать втулку зенкером.
Так же не нужная операция, делаем эту операцию при изготовлении втулки, шабером.
Игорь, вы наверное случайно попутали зенкер с зенковкой.
Зенкер нужен будет не фаску снять, а для того, что бы после сверла улучшить класс чистоты отверстия во втулке перед чистовой обработкой отверстия развёрткой.
В общем, как не крути, а бронзовая втулка добавляет гимороя при изготовлении. А это отражается на цене.
Кстати, бронзовая втулка потребует увеличения толщины станины. А это опять дополнительные расходы.
Бюджетность страдает 😊
И отдал чертежи на изготовление заготовки станины из целого куска стали.
Это уже конструкция по типу силуминового Харелла.
Возможно что к тестерам уедут обе модели, для сравнения.
neck
На данный момент в работе два тестовых пресса со сварной станиной для тестеров. Это будет конструкция с высотой окна станины как у Реддинг БигБосс.И отдал чертежи на изготовление заготовки станины из целого куска стали.
Это уже конструкция по типу силуминового Харелла.
Возможно что к тестерам уедут обе модели, для сравнения.
Понял, что глядеть на Харел, а мерить БигБосса.))) Вот хоть бы одним глазком эскизик узреть, вот было бы дело.
Вот хоть бы одним глазком эскизик узреть,Чур-чур... на самодельные прессы распространяется режим коммерческой тайны в условиях повального патентования всего, включая гайки 😊
Din67
Чур-чур... на самодельные прессы распространяется режим коммерческой тайны в условиях повального патентования всего, включая гайки 😊
Думаешь и тут шпиёны? А я купился на название темы и жду рисунков всяких разных как дурак.
Din67Речь сейчас не о самоделках, а о промышленных образцах.
на самодельные прессы
При создании которых мозги вспухают конкретно.
uandrДа просто полистайте тему сначала. "Рисунков всяких" тут предостаточно 😊
А я купился на название темы и жду рисунков всяких разных как дурак.
Или попросите Din67 выложить его эскизы.
Он как то заявил "Давно кручу в голове как можно сделать пресс самому, прочитывал почти все."
Вот пускай и поделится своими идеями. Ваше любопытство, так сказать, удовлетворит.
neck
Да просто полистайте тему сначала. "Рисунков всяких" тут предостаточно 😊
Или попросите Din67 выложить его эскизы.
Он как то заявил "Давно кручу в голове как можно сделать пресс самому, прочитывал почти все."
Вот пускай и поделится своими идеями. Ваше любопытство, так сказать, удовлетворит.
Дак уже все глаза проглядел на разное множество изделий. Прочёл всю писанину, набрал ума палату, а вы тут все по кругу ходите. Я же жду, что новая идея созреет да выстрелит, чтоб китайцы опупели!
Да просто полистайте тему сначала. "Рисунков всяких" тут предостаточно
Или попросите Din67 выложить его эскизыА давайте для начала уберем все обсуждения по мелкосерийным ПРОМЫШЛЕННЫМ прессам из темы САМОДЕЛЬНЫЕ прессы в тему:"Проверяю спрос и провожу маркетинг по новой серии бюджетных прессов", потом вместо конца января в марте таки положим раздел по станинам (конструкции и технологии, например).
Потом тему "ОБЗОР отечественного пресса" отправим в "все для высокоточки", поскольку она дано продажная (сколько лет уточнит уважаемый neck), снабдим ее естественно стоимостью пресса (как и положено в продажной теме.
Потом разместим либо ссылки, либо с разрешения авторов, все куски тем, где были изготовлены самодельные прессы (например, Болив@р'ом и т.д.)
И наконец-то обсудим конструкции и технологии самодельных прессов и их преимущества и недостатки. 😊
Din67В этой теме не обсуждается спрос и маркетинг. Потому как обсуждать нечего. Нет пока ещё готовой конструкции. А те пять человек, кто тут тусуется, к слову "спрос" отношения не имеют. Тут, в данный момент, идет обсуждение технологии изготовления сварной станины. Которая вполне может быть использована и самодельщиками.
А давайте для начала уберем все обсуждения по мелкосерийным ПРОМЫШЛЕННЫМ прессам из темы САМОДЕЛЬНЫЕ прессы в тему:"Проверяю спрос и провожу маркетинг по новой серии бюджетных прессов",
Din67А не правда ваша. Наши прессы постоянно модернизируются, и в той теме периодически выкладываются рассказы и фото новых моделей.
Потом тему "ОБЗОР отечественного пресса" отправим в "все для высокоточки", поскольку она дано продажная
Вот например новая модель пресса-110, которая пошла сейчас в серию:

На этом фото справа как раз новая модель пресса-110. Найдите отличия от старой модели, которая слева на фото.
И обсуждение готового проекта "сварной" конструкции будет опять же, скорее всего в той теме. Как и отзывы тестеров.
Так что тема вполне техническая.
Din67
Потом разместим либо ссылки, либо с разрешения авторов, все куски тем, где были изготовлены самодельные прессы (например, Болив@р'ом и т.д.)
Только вам, по секрету - со всеми авторами самодельных прессов уже давно проведены переговоры на этот счёт.
Разрешения на публикацию получено. Как дойдем до описания таких конструкций, так всё будет выложено.
По этому вы зря беспокоитесь на этот счёт.
Din67В связи с тем, что готовится материал ещё и по сварным станинам, в данное время дописывать раздел о станинах нет смысла.
потом вместо конца января в марте таки положим раздел по станинам (конструкции и технологии, например).
Как станет понятно, что такм и к чему, значит напишу. Сырую информацию нет смысла выкладывать.
Тем более что ресурсные испытания такой станины не закончены ещё.
Din67
И наконец-то обсудим конструкции и технологии самодельных прессов и их преимущества и недостатки.
Да хоть сто порций 😊 Разве я против? Начинайте, раз вам интересно.
Вся информация на ганзе для такого рассказа имеется. Останется только обработать и систематизировать. Ума не надо, нужен просто интерес к этому вопросу.
Думаю, у вас это не хуже чем у меня получится.
Мне сейчас других дел хватает, немного не до рассказов о чужих конструкциях.
А ваши попытки накатать колкости в мой адрес только отбивают желание делать что то полезное для таких как вы.
neckИзменена кинематика , ось рычагов перенесли за шток , для работы через ВМТ , что потянуло увеличение размеров остальных деталей , нажимной рычаг с другим углом , так ,на вскидку 😊 Можно фото сбоку ?
На этом фото справа как раз новая модель пресса-110. Найдите отличия от старой модели,
hakas31Фото будут чуть позже в другой теме. После того как получу отзывы первых пользователей.
Можно фото сбоку ?
Вообще это совсем другая конструкция - изменено всё. От формы и размеров станины до осей кинематики. Все детали перетерпели изменения.
Скажем так, БигБос в исполнении НЕКа 😊
sger
Удлиннили подшипник чуть не вдвое? На осноаании информации от ресурсных испытаний?
Да нет, просто так красивее смотрится пресс. И можно использовать шток от пресса-150, что удешевляет изготовление - нет необходимости изготавливать две модели штока с разными размерами.
А ресурса подшипника скольжения хватает за глаза и на старой модели пресса-110.
Кстати, вот такое решение и подсказало, что надо делать на стальной станине, что бы там поднять ресурс подшипника.
А то меня снова обвинят в том, что я тут спрос изучаю на "чугунный" пресс.
Чего обвинять-то - считаем количество сообщений про то и то и получаем ответ! И это факт. Точный факт, как и в упомянутых мной темах о прессах.
1-3-2018 08:52
А то меня снова обвинят в том, что я тут спрос изучаю на
Кстати, маркетинг он не только во время производства запускается, а совсем наоборот: выявление спроса и необходимого количества и выпуск удовлетворяющего спрос изделия. Странно, что такие вещи объяснять приходится.
И так к слову, первый Вы начали. Про эскизы, я лишь объяснил своё видение темы и её названия.
neckИ утяжеляет конструкцию 😛
можно использовать шток от пресса-150, что удешевляет
----------
"Si vis pacem, para bellum"
Din67
И так к слову, первый Вы начали.
Никак нет, первый начали вы.
Я вас за язык не тянул.
Вот ваши слова не предыдущей странице:
Din67Вот к чему вы это написали? Какое это и имеет отношение к технологиям, используемых при производстве прессов?
Чур-чур... на самодельные прессы распространяется режим коммерческой тайны в условиях повального патентования всего, включая гайки
Din67Хорошо, сказанное мной в этой теме вы посчитали. Осталось посчитать ваши слова и вывести коэффициент "полезности" 😊
Чего обвинять-то - считаем количество сообщений про то и то и получаем ответ!
Но это не интересно. Напоминает бестолковое "мерянье пиписьками".
Давайте интереснее поступим.
Что бы не было банального "бла-бла", сделаем так - сколько строк мной написано в заголовке темы, вы подсчитали.
Теперь уравняем шансы - вы напишите столько же. К примеру, возьмёте на себя создание каталога самодельных прессов, сделаете более-менее полное описание конструкции, подготовите фотографии.
А я результаты вашей работы опубликую в соответствующем разделе заголовка.
Естественно, с указанием ваших копирайтов.
Наметите срок исполнения, и посмотрим как с этой работой вы справитесь.
Будет как раз конкретная польза от вашей деятельности. Что то будет не понятно, у меня спросите, буду вам помогать если непонятки возникнут.
Согласны?
WaldschnepferТак это же хорошо - меньше у пресса склонность к "скаканию" при работе.
И утяжеляет конструкцию
neckА, еще руки длиннее при переноске. 😛
меньше у пресса склонность к "скаканию" при работе.
----------
"Si vis pacem, para bellum"
neck
Так, всё, прекращаем обсуждать пресс-110.
А то меня снова обвинят в том, что я тут спрос изучаю на "чугунный" пресс.
Опять necк 110 впаривает!)))
Я вас за язык не тянул.Начну по кускам и кусочкам.
Вот ваши слова не предыдущей странице:
quote:
Din67Чур-чур... на самодельные прессы распространяется режим коммерческой тайны в условиях повального патентования всего, включая гайки
Вот к чему вы это написали? Какое это и имеет отношение к технологиям, используемых при производстве прессов?
Я пишу одну и туже мысль не первый раз и она проста, Вы на нее отвечаете все время вокруг. Мысль ясная: тема про самодельные прессы, тут не место промышленным, соответственно, тут не место коммерческой тайне и сокрытию своих реализованных решений. Это просто не этично. Тут по идее должны лежать прессы в таком виде, как их давали Болив@р, Dondukov и прочие авторы, которые показали и эскизы, и чертежи и технологию, по которой они их делали.
Мысль, надеюсь, проста и НАКОНЕЦ понятна?
Что бы не было банального "бла-бла", сделаем так - сколько строк мной написано в заголовке темы, вы подсчитали.Продолжаю, как и многие темы про прессы, она стала изрядно замусорена, в том числе и Вами. Из 34 страниц на данный момент всего около 12 собственно по теме (да, и я не больной, чтоб считать за Вами количество строк).
Почистите или перенесите обсуждения, не относящиеся к теме дискуссии о мелкосерийных прессах Вашего будущего производства. Кстати, уверен, что людей интересующихся самодельными прессами более 5 человек, а вот Вашим бюджетным вполне может быть столько.
Теперь уравняем шансы - вы напишите столько же. К примеру, возьмёте на себя создание каталога самодельных прессов, сделаете более-менее полное описание конструкции, подготовите фотографииПисать в мусор, где в принципе не возможно ничего найти абсолютно бесполезно. Каталог самодельных прессов возможно и напишу - скоро отпуск, время должно появиться.
Din67
Начну по кускам и кусочкам.
Я пишу одну и туже мысль не первый раз и она проста, Вы на нее отвечаете все время вокруг. Мысль ясная: тема про самодельные прессы, тут не место промышленным, соответственно, тут не место коммерческой тайне и сокрытию своих реализованных решений. Это просто не этично. Тут по идее должны лежать прессы в таком виде, как их давали Болив@р, Dondukov и прочие авторы, которые показали и эскизы, и чертежи и технологию, по которой они их делали.
[b]Мысль, надеюсь, проста и НАКОНЕЦ понятна?[/B]
Neck шпиён и выуживает чужие мысли придумывая темки сомнительные? Din67, я так понял его фокусы? Он человек беспартийный, происхождением чуждый, вел разговоры тут против темы. Это ж всей ганзе погибель!)))
Din67
Продолжаю, как и многие темы про прессы, она стала изрядно замусорена, в том числе и Вами. Из 34 страниц на данный момент всего около 12 собственно по теме (
Вообще то, если бы не господин uandr ( считающий, что он меня тонко троллит, требуя эскизы 😊 ) и ему подобные камрады, тема была бы существенно меньше раздута.
Мне, по крайней мере, не пришлось бы в очередной 31 раз тут разъяснять про свои подходы и методы при создании новых вариантов пресса.
В основном люди по делу тут пишут.
Но как же без троллинга то? Понимаю 😊
Din67Улыбнуло 😊
Кстати, уверен, что людей интересующихся самодельными прессами более 5 человек, а вот Вашим бюджетным вполне может быть столько.
Вы сейчас высказали мысль, которую я уже высказывал в декабре прошлого года.
Когда меня (в этой же, кстати, теме) уговаривали хором создать бюджетный пресс.
А я отказывался как мог.
Уговаривали кстати уже во второй или третий раз.
И я с вами абсолютно согласен в простой мысли, что бюджетный пресс окажется никому не нужным 😊 Тогда те два экземпляра, которые сейчас потихоньку делаются для тестеров, останутся самодельными памятниками моей глупости 😊
Что касается самодельщиков - я их насчитал человек пять от силы. Это те, кто сумел законченную конструкцию создать. Сравнивая с тем количеством народа, кто у меня чертежи просил (но так ничего путного не сделал), отмечаю весьма низкий уровень самодеятельности в наше время.
Din67Причем тут "написание в мусор"? Я вам сказал на вполне понятном русском языке - возьмите и напишите статью. Пришлёте мне и я её размещу в заголовке этой темы.
Писать в мусор, где в принципе не возможно ничего найти абсолютно бесполезно. Каталог самодельных прессов возможно и напишу - скоро отпуск, время должно появиться.
Именно в заголовке, а не в "братской могиле" среди всяких рассуждений не по делу.
Одним словом, возьмите и напишите. Потратьте немного своего времени на что то полезное для других людей.
И посмотрим, как у вас это шустро и интересно получится.
Критиковать любой может, а вот сделать что то для других не за деньги, мало желающих находится.
Din67А где вы тут видите что то промышленное? С вероятностью 0,99 весь проект закончится созданием двух прессов по обходным технологиям.
Мысль ясная: тема про самодельные прессы, тут не место промышленным
Которые получат тестеры. Причем, бесплатно.
После чего идея умрёт. Просто потому, что нет интереса к таким конструкциям.
Месяц уже тут идет дискуссия, множество народа просмотрело эту тему. И ни один не сказал - я то же хочу такое изделие.
Так что в результате этого проекта скорее всего только и будет на выходе технология изготовления сварной станины для самодельщиков.
Din67Опять же, где вы увидели реализованные решения то?
соответственно, тут не место коммерческой тайне и сокрытию своих реализованных решений.
Все, что сейчас изготавливается по этому проекту, постоянно дорабатывается и перерабатывается "по месту". От первоначальной идеи практически ничего уже не осталось.
Что в этом случае выкладывать то? Фотографии кусков железа, частично обработанные и ещё даже не сваренные?
А выкладывать идеи, которые не возможно реализовать даже на серьёзном производстве, будет просто свинством по отношению к тем, кто действительно хочет и может сам, в гараже что то изготовить.
Neck шпиён и выуживает чужие мысли придумывая темки сомнительные? Din67, я так понял его фокусы?Абсолютно не так! Я даже за Вас принесу извинения neck'у за такой вывод!
Вопрос был в другом: тема была задумана как тема про самодельные прессы, соответственно, делились бы своими конструкциями, эскизами, чертежами и как делали (технологиями). При активном участии всех и конечно neck'а обсуждались бы конструкции, ошибки в проектировании, способы изготовления. То есть все что позволяло бы САМОМУ при минимальных возможностях сделать качественный пресс для СЕБЯ!
Ясно, что ответы типа коммерческая тайна на конструкцию, размеры или технологию имеют право быть, но не в этой теме. Идея темы предполагает СВОБОДНЫЙ доступ для всех к своей работе от уважаемых авторов прессов.
Din67Тема к сожалению создана была уже после того, как основная часть тех, кто сам хотел сделать пресс, такой пресс уже создали.
Идея темы предполагает СВОБОДНЫЙ доступ для всех к своей работе от уважаемых авторов прессов.
По этому реальное описание создания пресса сделал только Игорь Дондуков, честь ему и хвала.
Я же для начала попытался просто сисематизировать имеющуюся информацию о том, что же должно быть в конструкции пресса.
Работа конечно идет рывками, по мере наличия времени, но идет.
Кстати, в заголовке темы прямо написано пожелание, что бы присоединялись все, у кого есть что сказать.
И я был бы несказанно рад, если кто то взял бы на себя написание хоть одного из разделов.
Din67
Повторюсь, за время отпуска постараюсь собрать эскизы, чертежи и фото прессов (всех что найду), возможно технологию и отправлю Вам.
Годится!
neckТолько ли ??
По этому реальное описание создания пресса сделал только Игорь Дондуков, честь ему и хвала.
hakas31Речь про эту тему.
Только ли ??
neckВообще то, если бы не господин uandr ( считающий, что он меня тонко троллит, требуя эскизы 😊 ) и ему подобные камрады, тема была бы существенно меньше раздута.
Мне, по крайней мере, не пришлось бы в очередной 31 раз тут разъяснять про свои подходы и методы при создании новых вариантов пресса.В основном люди по делу тут пишут.
Но как же без троллинга то? Понимаю 😊
Уже и эскизов нельзя попросить, сразу в тролли определили.))) Я же как думал то, вот мне уважаемый мной спец по проектам и производству, сьевший пуд соли на этом деле, сразу обьяснит кучку моментов: какой марки брать железяку, бежать к токарю или фрезеровщику, когда варить, когда калить,и ещё пару советов по технологии ваяния и размерам. А теперь вижу, что я ошибился. Но я же всё прямо в глаза сказал, я не стал там за спиной шу-шу-шу. Так что давай обратно дружить.)))
Din67
Абсолютно не так! Я даже за Вас принесу извинения neck'у за такой вывод!
Вопрос был в другом: тема была задумана как тема про самодельные прессы, соответственно, делились бы своими конструкциями, эскизами, чертежами и как делали (технологиями). При активном участии всех и конечно neck'а обсуждались бы конструкции, ошибки в проектировании, способы изготовления. То есть все что позволяло бы САМОМУ при минимальных возможностях сделать качественный пресс для СЕБЯ!
Ясно, что ответы типа коммерческая тайна на конструкцию, размеры или технологию имеют право быть, но не в этой теме. Идея темы предполагает СВОБОДНЫЙ доступ для всех к своей работе от уважаемых авторов прессов.
На счет извинений, это вы зря! Neck не страдает отсутствием чувства юмора. Позволю себе порекомендовать вам пересмотреть"Служили два товарища"(речь Быкова после просмотра пленки). А в остальном я с вами полностью согласен, так я и представлял общение в этой теме с эскизами, чертежами, размерами, фотками, технологиями, и всё это под бдительным присмотром уважаемого автора. Жду ваш альбом. С уважением.
[B][/b]
Sivohin
Тоже электрик, напрягает малость какая то неодекватность некоторых членов нашего сообщества- че браться за железо если нет пятикоординатного.. Короче накидал сегодня пока выходной, фото не смог сюда сунуть, закинул на фотохостинг- самое главное для меня малоимущего пенсионера это цена - думаю не больше тысщенки потратил с цсловием сломанного резца , электроэнергии, расходников всяких.. Пока в парадную не собирал, еще втулить буду рычаги , скорее всего клапана с полировкой гнезд в полосках, может найду как сойдет снего более подходящее железо. В кратце 24 мм шток от японамамаамортизатора , немного сварки, соосность получал за счет верхней гайки, то есть ее еще можно двигать, как все соберу, проверю, тогда прихвачу. Возможно еще замкну консоль, если придеться сайзить металл,. До этого сайзил молотком на самодельных оправках, 0.2 моа не собираю, важнее мяско по случаю, да надежность оружия на охоте. https://photosp.ru/image/89xLW [https://photosp.ru/image/89xLW
Зачетное изделие и по задумке, и по материалу!!!
При наличии вполне серьёзного станка и металла, можно было конечно и по красивее сделать конструкцию, не так топорно.
Да и с помощью токарного станка можно было и паз для установки стандартных шеллхолдеров изготовить, а не заморачиваться с самодельными.
Но это так, к слову.
Sivohin, вы отверстие в бронзовой втулке растачивали или же разжимной развёрткой подгоняли к штоку?
Sivohin
Вот
Если с производством проблем нет, и в тысячу вснго затраты - выставляйте на продажу.
Sivohin
Вот
Не пропадайте с информацией о ходе работ. Очень интересно посмотреть на собранное изделие. Удачи вам.
Спасибо за советы, они всегда очень кстати, насчет сдандартной резьбы 7/8 - нет к меня этих комплектов, когда разживусь конечно нарежу или спаяю переходник, проблем с нарезкой резьбы вроде нет. Втулку разтачивал самодельной разверткой , такую делают часовщики , высверлил сверлом 23 мм с несоосными режущими кромками до размера 23.8 мм и потом на малых оборотах с салом развернул. )) Специально раскручивал хомут- нет биений штока ( рукой поймать не получается, а на микрометре с харошим рычагом есть 10 микрон) если затынуть хомут с терпимым движением то зазора уже нет, но родился сразу вопрос- почему надо стремиться к минимальному зазору, если в шелхолдере гильза гуляет с 1 десТкой, пришлось на матрице делать вход пошире, чтоб пальцы не сувать в процесс)) А насчет топорно- к сожалению для меня эстетика идет после функционала, главное чтоб работало,))
Резцедержку паял долго, мало того фреза, так там важна параллельность и подгонка пары... Впрочем с вашим станочным парком это как два пальца об асфальт)))
SivohinВы просто проблем ещё не видите 😊
в общем не вижу проблем с изготовлением такого крестьянского пресса.
Они вылезают не сразу, а по мере работы на прессе. Ну и если начать изготавливать несколько штук, то сразу вылезают проблемы как обеспечить единообразие изготавливаемых деталей.
По вашей конструкции. Первое - у вас подшипник скольжения очень маленькой длины. Сразу скажу, что пресс- это не сверлильный станок, у которого вся нагрузка на механизм идет строго вертикально. Причем ещё через шестерёнки. При работе пресса рычаги кинематики создают ещё и боковое давление на шток, потихоньку раскачивая его во втулке. И если износ от трения деталей вашей разрезной втулкой выбрать можно, то износ "эллипсом" от бокового раскачивания штока разрезной втулкой особо не компенсируешь.
По этому тут размеры подшипника скольжения имеют значение.
Конечно, если планируется раз в полгода на прессе поработать полчаса, то это значения не имеет.
Но если работать планируете часто и много, лучше сразу сделать подшипник скольжения по-солиднее. Потом реже ковыряться придется.
Кстати, не ужели в ваших местах нет ни одной фирмы с круглошлифовальным станком? Заготовку штока с припуском в миллиметр вы сами легко выточите, из той же 45 стали, ну а отдать 200 рублей шлифовщику, что бы пришлифовал заготовку к детали с бронзовой втулкой, думаю посильно даже и пенсионеру.
Зато зазор в паре трения будет меньше "сотки", что гарантирует нормальную работу пресса долгие годы без всяких разрезных втулок.
Далее. Каким способом в вашей конструкции происходит ограничение хода штока вверх?
Он этого зависит, какой вариант кинематики лучше использовать.
И, кстати, из каких соображений верхнюю ось кинематики вы расположили перед штоком? А не сзади штока, или не на оси штока?
Да, если проблемы с размещением тут фотографий, пришлите мне их, я тут выложу.
Моя почта:
akma58@yandex.ru
neck
На данный момент в работе два тестовых пресса со сварной станиной для тестеров. Это будет конструкция с высотой окна станины как у Реддинг БигБосс.И отдал чертежи на изготовление заготовки станины из целого куска стали.
Это уже конструкция по типу силуминового Харелла.
Возможно что к тестерам уедут обе модели, для сравнения.
Что с моделями? Уже в пути?
Это у адекватных людей все просто - взяли два уголка и кусок ржавой трубы. Сварили абы как - получился пресс. Рукой пошевелили шток - во, классно, люфта нет совсем!
У нас же, неадекватов, значение люфта обычно принято приводить в цифрах, а не в эмоциональных лозунгах.
Стальная станина - дело новое для меня. А новое дело, оно не терпит суеты.
Кроме того, задача стоит не только сделать новую конструкцию, но и сразу же разработать технологию для мелкосерийного производства.
Соответственно надо и оснастку разработать. Что бы станочник работал, а не трахался по полчаса с выставлением каждой детали на станке.
neck
Как будут новости, я отпишу.Это у адекватных людей все просто - взяли два уголка и кусок ржавой трубы. Сварили абы как - получился пресс. Рукой пошевелили шток - во, классно, люфта нет совсем!
У нас же, неадекватов, значение люфта обычно принято приводить в цифрах, а не в эмоциональных лозунгах.
Стальная станина - дело новое для меня. А новое дело, оно не терпит суеты.Кроме того, задача стоит не только сделать новую конструкцию, но и сразу же разработать технологию для мелкосерийного производства.
Соответственно надо и оснастку разработать. Что бы станочник работал, а не трахался по полчаса с выставлением каждой детали на станке.
Вот блииин! И когда же вы станете адекватными?!!)))
neckАлександр ,как минимум тема называется "САМОДЕЛЬНЫЙ ПРЕСС. Конструкции и технологии " И ваше "технологию для мелкосерийного производства " выглядит , как минимум пошло .
Кроме того, задача стоит не только сделать новую конструкцию, но и сразу же разработать технологию для мелкосерийного производства.
Собственно, я вот планировал кое что написать о сварных станинах. Применительно к самодельным конструкциям. В частности о стальном подшипнике скольжения.
Но раз это воспринимается как пошлятина, то хорошо, значит я не буду ничего писать о подобном.
Что бы тяжело не ранить вам душу этой пошлятиной.
Рассказывайте тогда вы. Посмотрим, как это у вас получится.
neck
hakas31 - вообще то о мелкосерийный технологиях было упомянуто вскользь.Собственно, я вот планировал кое что написать о сварных станинах. Применительно к самодельным конструкциям. В частности о стальном подшипнике скольжения.
Но раз это воспринимается как пошлятина, то хорошо, значит я не буду ничего писать о подобном.Что бы тяжело не ранить вам душу этой пошлятиной.
Рассказывайте тогда вы. Посмотрим, как это у вас получится.
neck, ну пошутил он. Давай уже про сварку пиши, а то руки чешутся замастырить чё нить. Сейчас ещё и металл из под снега вылезет, тут сразу и начну.
uandrНикуа , сказал ,то что хотел сказать ,тогда называть надо было "помогите сделать дешёвый в производстве пресс , по обходным технологиям "
neck, ну пошутил он.
hakas31Вот это одобряю, по мужски. Не стал вилять, как собачий хвост, а на "прямые пятаки" озвучил свою позицию.
Никуа , сказал ,то что хотел сказать
hakas31А это вы ошибаетесь. Задача сделать не просто дешёвый пресс, но точный и надёжный в первую очередь. Желательно ещё и симпатичный, не набор из кусков труб в перемешку с кусками швеллера.
тогда называть надо было "помогите сделать дешёвый в производстве пресс , по обходным технологиям "
А что бы это всё соблюсти, изделие должно быть ещё и технологичным.
Тут всё увязано между собой.
Ну и тему ещё одну плодить не хотел для дурацких разборок. Думал, пусть тут выплеснут всё, что думают. Потом можно будет просто почистить, оставив полезные высказывания.
Как понимаю, я оказался прав. На две здравые мысли приходится три страницы срача 😊
neckПочему три?
На две здравые мысли приходится три страницы срача
Четыре! 😉
----------
"Si vis pacem, para bellum"
Как понимаю, я оказался прав. На две здравые мысли приходится три страницы срача 😊
[/B][/QUOTE]
Это все завистники! Точно, точно они.)))
Который можно будет гравировать на станине.
Победителю от меня подарок будет - парочка контргаек разрезных для матриц нашего производства. Это таких, которые очень не любят изготавливать производители самодельных матриц и капсюляторов 😊
Условие такое - раз пресс бюджетный, то и надпись должна быть простая в изготовлении, что бы не грузить высоколобых "ученых програмёров" расчётами радиусов при выписывании букв, что удорожает изготовление надписи.
То есть, желательно использовать простой "рубленный" шрифт, который я сам смогу запрограмиировать для станочника, не прибегая к помощи програмёров.
Логотип желателен с русскими буквами и охотничей тематики.
Не желательно использовать буквы Ж,Ш,М - они шире других букв, а так же не желательно использовать букву К и букву И - они требуют для гравировки движения станка сразу по двум осям.
19-3-2018 16:19
А давайте пока что придумаем название (логотип) для бюджетного пресса?
Который можно будет гравировать на станине.
А давайте НЕ будем гравировку делать...А то как-то бюджетность пресса начнет страдать 😊
Ну на крайняк букву "Н",типа НАНО,или цифру какую,какая модель пресса по счёту...
Но к бюджетному не очень лепится 😊
Я думаю, всё же придумать надо логотип. И на тестовых прессах награвировать.
Вот когда будет понятно, wie viel es kostet, как немцы говорят, да и заценить можно, как логотип смотрится на крашеной станине, тогда и решим,надо или нет гравировать.
Собственно, сама гравировка не очень дорогая штука. А если ещё и сам напишу программу, которая фрезой двигает, то может получиться вполне бюджетно.
Тем более, что скорее всего не надо будет корячиться с установкой целой станины на станок, как на прессах с чугунной станиной.
А можно будет попробовать сделать как на Харелле, на какой то одной детали логотип нанести.
BitteRНу мне же hakas31 намекает, что этим делом заниматься не надо.
А это точно проблема, требующая реализации в бюджетном прессе? Опять у меня впечатление, что neck не хочет делать такой пресс
Даже уже не намекает, а открытым текстом пишет что тут только о самоделках надо говорить.
uandr
Как назовёшь, так и поплывет? Тогда ПОБЕДА. Но можно и сократить.)))
А как вам ШАНС? Категорично, скромно и со вкусом 😊
Как там в каком то фильме пелось - "Шанс - он не получка, не аванс...."
Правда, не удобная буква Ш есть в этом слове 😞
----------
"Si vis pacem, para bellum"
WaldschnepferДАВ - как то не понятно, на мой взгляд.
ДАВИЛО. Можно сократить, до ДАВ
В слове "Давило" есть не приятная буква И, сложно фрезеруемая.
В слове "давилка" добавляется ещё не менее сложная буква К.
neckЧто вижу , о том и сказал ,а по поводу названия х.рнёй занимаетесь ,нечего пока называть .
Ну мне же hakas31 намекает, что этим делом заниматься не надо.
Даже уже не намекает, а открытым текстом пишет что тут только о самоделках надо говорить
Бюджет--Б
Эконом--Э
и циферку модели от 1 до ...
Вполне вероятно что будет модификация и улучшение 😊
----------
"Si vis pacem, para bellum"
P.S.
- А давайте наш колхоз назовем " Колхоз имени Лопе де Вега"!
- Макарыч, а почему?
- Да уж больно на ё.. твою мать похоже!
uandr😊 😊 😊
А то нас оленями назовут.)))
neck
А давайте пока что придумаем название (логотип) для бюджетного пресса?
Который можно будет гравировать на станине.
.......
Логотип желателен с русскими буквами и охотничей тематики.Не желательно использовать буквы Ж,Ш,М - они шире других букв, а так же не желательно использовать букву К и букву И - они требуют для гравировки движения станка сразу по двум осям.
Стальной (сварной)
Охотничий
Пресс
Одноступенчатый
Т - не придумал 😊
Получается - СОПОТ 😊 ну или любые комбинации этих букв, можно без Т, на пример ПСОО или ООПС 😊
ПРесс
Охотничий
СТальной
Одноступенчатый
uandrАлень - это из другой оперы 😊 Так называют мужика-подкаблучника, таскающего ништяки охреневшей от вседозволенности бабе. Которая ему ещё и изменяет.
А то нас оленями назовут.)))
Причем именно Алень называют. С буквы А 😊
Ещё бывает феерический Алень 😊
Relax63
Или стырить название у продукта сбербанка, и назвать пресс ПРО100 (ПРОСТО)
Может ещё проще - СТАЛЬ ?
neck
Алень - это из другой оперы 😊 Так называют мужика-подкаблучника, таскающего ништяки охреневшей от вседозволенности бабе. Которая ему ещё и изменяет.Причем именно Алень называют. С буквы А 😊
Так вот он какой, северный олень!)))
neckМожет ещё проще - СТАЛЬ ?
А букву А и Л как программировать будете? Там фреза так же по двум осям одновременно движется.
Relax63Это гораздо проще, чем к примеру букву Z "написать". Или N, И, Ж, К, М...
А букву А и Л как программировать будете? Там фреза так же по двум осям одновременно движется.
Деталировку написания букв можно уточнять, но принцип написания вот такой.
Это логотип на одном из вариантов станины.
Естественно, даже с таким шрифтом никто не заставит станочника "врукопашную" орудовать фрезой.
Написано будет на станке с ЧПУ, просто с очень маленькими "интеллектуальными" затратами.
BitteR
Надо побюджетнее в бюджетному прессе - БП достаточно, типа бюджетный пресс. Потом можно цифры добавлять при развитии конструкции.
Как вариант при таком подходе предлагаю рассмотреть ПСО (или ПСО1 и далее 2,3... в ходе усовершенствования модели).
Пресс
Стальной
Охотничий или Одноступенчатый (кому как нравится)
Ну и прицелы СВД или Тигра имеют сходное название, так что связь с оружием прослеживается )))
neck
Мне вот слово ГАРПУН понравилось 😊
Раз на морскую тему, то тогда проще и короче ПАПАЙ ! )))
neck
Примерно вот так должно быть:Деталировку написания букв можно уточнять, но принцип написания вот такой.
Это логотип на одном из вариантов станины.
Естественно, даже с таким шрифтом никто не заставит станочника "врукопашную" орудовать фрезой.
Написано будет на станке с ЧПУ, просто с очень маленькими "интеллектуальными" затратами.
Может быть как угодно, но быть так не должно! Есть достойный производитель на изделиях которого уже есть логотип, подтверждающий качество изделия. Этот логотип должен быть и на проектируемом прессе, чтоб обладатель понимал, что мает вещь определенного уровня, качества и цены, а не какую то давилку-выжималку или рыболовную принадлежность.
Р @ Р @ С @ С @ О @ О
О @ О @ О @ О @ П @ П
1 @ С @ @ @ О @ С @ О
0 @ Т @ @ @ @ @ @ @ Т
0 @ О @ @ @ @ @ @ @ @
С этими буквами, любая комбинация ляжет легко на любую станину. Размер и ширина букв одинакова, сложного позиционирования и хода резца нет. Программу для ЧПУ написать будет точно не сложно 😊
sger
Христофор Бонифатьевич, по другому нельзя называть)
ХБ? 😊)
Relax63Да. Чтобы никто не догадался.
ХБ
uandr
Может быть как угодно, но быть так не должно! Есть достойный производитель на изделиях которого уже есть логотип, подтверждающий качество изделия. Этот логотип должен быть и на проектируемом прессе, чтоб обладатель понимал, что мает вещь определенного уровня, качества и цены, а не какую то давилку-выжималку или рыболовную принадлежность.
Полностью с этим тезисом согласен!
Relax63
ХБ?
Ну вот, шарады уже разгадывать надо 😊
sdv6362
Полностью с этим тезисом согласен!
Ну, мы пару лет наши прессы вообще без логотипа выпускали.
И я долго отказывался от того, что бы его делать.
Только по "многочисленным просьбам трудящихся" сделали.
Теперь же всё наоборот - я предлагаю логотип сделать, народ отказывается.
"Парадокс Грэя" какой то 😊

BitteR
Опять у меня впечатление, что neck не хочет делать такой пресс.
uandr
Neck, да покажи хоть чего назвать пытаемся!
Специально для тех, кто сомневается и опасается за то, что я просто дурачу почтеннейшую публику 😊
Вот фото того, что готово на сегодняшний день:

На фото - детали двух станин перед сваркой. Это те станины, которые к тестерам уедут.
И заготовки боковых рычагов разной степени обработки.
Так же готовы на 80% остальные детали кинематики.
Осталось выточить ручки и штоки прессов. И после шлифовки все это в кучу собрать-сварить.
Дело притормозилось из за того, что пришлось переделывать сварочный кондуктор. Первый вариант оказался не совсем тем, что от него ожидали.
BitteRРечь о станине?
Сколько это будет стоить?
neck
Речь о станине?
Нет, о готовом изделии.
Кстати, может быть есть смысл сделать нанесение логотипа платной опцией?
BitteRНадо сначала сварить и покрасить, вот тогда будет понятно окончательно.
Нет, о готовом изделии.
И определиться с металлом, где брать. У нас тот, что нужен, на производстве не используется.
BitteR
Кстати, может быть есть смысл сделать нанесение логотипа платной опцией?
Я посмотрю, в какие деньги это будет обходиться, и тогда решим.
я предлагаю логотип сделать
Пусть будет
"Новичок"
Это будет узнаваемо, продаваемо, смертельно.
бах-тарабах
Пусть будет
"Новичок"
Это будет узнаваемо, продаваемо, смертельно.
Neck, скажи спасибо этому дэилойду, он тебе тему замусарИл!
А вроде и не "дебил бля",
"Нек" не продавайте ему пресс, он его на ногу уронит и вчинит иск пароходной компании.
бах-тарабах
Ну и чему ты это ляпнул Андрюшка?
А вроде и не "дебил бля",
"Нек" не продавайте ему пресс, он его на ногу уронит и вчинит иск пароходной компании.
Neck, neck, не слушай его, с таким названием нам ласты скрутят!)))
Название NECK было выбрано как сокращение от термина "НекСайз".
Ну а тут название будет от термина "Фуллсайз".
Думаю, нормально будет, в одном стиле.
neck
Так, решение о названии принято. Так как логотип NECK носит пресс с чугунной станиной, то для пресса со станиной стальной, как думаю, будет уместен логотип FULL.
Название NECK было выбрано как сокращение от термина "НекСайз".
Ну а тут название будет от термина "Фуллсайз".Думаю, нормально будет, в одном стиле.
Логичней наоборот назвать исходя из размеров и функций.
Ну назовите по русски ваши прессы честно, шея и полный и все 😊 , а то нек, фул......
neckЕсть риск, высоковероятный, что окрестит его народ фУфлом. 😉
как думаю, будет уместен логотип FULL.
----------
"Si vis pacem, para bellum"
Waldschnepfer
Есть риск, высоковероятный, что окрестит его народ фУфлом. 😉
Аргумент!)))
для новичка
Вот и я про то же, в смысле про название.
бах-тарабах
Вот и я про то же, в смысле про название.
Вроде не дурак, а ведёшь себя, как Тереза Мэй.)))
" Новичок" это просто слово, брэнд на сегодня, а чего ты там нафантазировал , в своей умной голове услышав его , и есть
ведёшь себя, как Тереза Мэй.
(с) кот Леопольд.
ПС - всё равно ведь не подерётесь 😊
neck
Ребята, давайте жить дружно 😊
(с) кот Леопольд.ПС - всё равно ведь не подерётесь 😊
Вот как с ним дружно жить? Этот Себастьян нас точно замусорИт со своим названием.)))
Вспомни пару пострадавших шей в Лондоне(на одной туго затянулся галстук на другой собачий поводок) , ты не боишься ответственности?
Если что, когда придут, вали всё на Нека, мол знать не знаю , ведать не ведаю.
За сим прощаюсь,надоело.
А ты там с колотушкой поостерегись, а то не сезон,
Темнота, весной колот не таскают, всё на земле лежит.
каждый
раз дергая рычаг, буду представлять,
Да чего хочешь представляй,дело личное , но лучше не Берёзу всё таки, не поймут пацаны, и это,
руку менять не забывай, устал правой, дёргай левой.
neck
Ребята, давайте жить дружно 😊
(с) кот Леопольд.ПС - всё равно ведь не подерётесь 😊
Мы тока за пресс бьёмся, а его всё нет!)))
То, что я тут фото не выкладываю, совсем не говорит о том, что работа не идет.
Идет. Причем по разным направлениям. Как по сварной станине, так и по станине из целого куска стали.
Отдельные узлы изготовлены и сейчас тестируются перед финишной сборкой.
И кое что уже прорисовалось чётко. Например то, что пресс размеров алюминиевого Харелла (или дешёвого ЛИ из силумина) с чиста стальной станиной нет смысла делать - размеров подшипника скольжения однозначно не хватает для более-менее приличного ресурса.
Остается только вариант с бронзовой втулкой. А это очень не бюджетно.
Сейчас, кстати, ведем эксперименты со втулкой из капролона.
neckАлександр, а если втулку сделать из чугуния? Из отходов производства, так ска-ть?
Сейчас, кстати, ведем эксперименты со втулкой из капролона.
----------
"Si vis pacem, para bellum"
neck
Так вам пресс нужен, или набор кривых железок, на которых работать не возможно?
То, что я тут фото не выкладываю, совсем не говорит о том, что работа не идет.
Идет. Причем по разным направлениям. Как по сварной станине, так и по станине из целого куска стали.
Отдельные узлы изготовлены и сейчас тестируются перед финишной сборкой.
И кое что уже прорисовалось чётко. Например то, что пресс размеров алюминиевого Харелла (или дешёвого ЛИ из силумина) с чиста стальной станиной нет смысла делать - размеров подшипника скольжения однозначно не хватает для более-менее приличного ресурса.
Остается только вариант с бронзовой втулкой. А это очень не бюджетно.Сейчас, кстати, ведем эксперименты со втулкой из капролона.
Ух ты ж твоюзаногу! Это же космические технологии! Это мы чЁ, типа Илона Маска обгоним?
uandrЕсть такой вариант.
Ух ты ж твоюзаногу! Это же космические технологии! Это мы чЁ, типа Илона Маска обгоним?
Илон Маск приближается к позорному банкротству
https://ria.ru/analytics/20180330/1517577199.html
Vladislavsf
Есть такой вариант.
Илон Маск приближается к позорному банкротству
https://ria.ru/analytics/20180330/1517577199.html
Нам этого не надо! Просто было предложение о замене бронзы на капролон, но его отвергли, как предложение из космической отрасли. Как то так.
uandrКосмические технологии - это когда фторопласт с графитом. А не какой то там банальный капролон 😊
Ух ты ж твоюзаногу! Это же космические технологии!
Кстати, про фторопласт с графитом я вполне серьёзно написал, что это космические технологии.
Кольца из таких материалов применяют, например, для компрессоров, работающих в вакууме. Жидкие и консистентные смазки в этих условиях применять для смазывания пар трения нельзя. Потому что смазка в таких условиях практически мгновенно улетучивается.
Вот и используют фторопласт как пару трения, а графит как смазку.
Есть такой Московский компрессорный завод, который с данным материалом всегда плотно работал. И мы с этого завода одно время такой композитный материал получали.
Waldschnepfer
Александр, а если втулку сделать из чугуния? Из отходов производства, так ска-ть
Можно и так. Но мне этот вариант не очень нравится - хрупкий материал.
Толщина стенки втулки будет около 3 мм, при запрессовке легко сломаться может.
Капролон хорошо работает на вращение. А вот при возвратно-поступательных движениях - уже гораздо хуже.
Фрикции совершать не любит, гад 😊
Делать по колхозному (когда две втулки надевают на ось, и таким способом сваривают) не буду принципиально. Потому как в этом случае придется для взаимного базирования деталей использовать резьбу. А это плохая база.
По этому продолжаем изобретать кондуктор, позволяющий все детали станины зафиксировать перед сваркой в строго определённом положении.
Собственно, кинематика для двух тестовых образцов готова, ручки осталось выточить.
Если дойду до цеха завтра, то фото сделаю того, что сделано.
Планируете ли вы продолжение публикаций ваших статей по прессы, и если ДА, то когда ждать следующую?
Заранее спасибо!
Правда не знаю, когда руки дойдут 😞
Сейчас забот выше крыши. А в свете последних санкций и резкого скачка доллара бюджетный пресс становится очень актуальным.
По этому сейчас форсируем создание тестовых образцов.
Конечно продолжу. Потому что материалов для публикации скопилось уже много.
Отлично! Ждем с нетерпением!
Удачи в добром деле!
МастерРелоад12кМ..да......Ребята ниодин пресс который сдесь есть не позволит вам даже спокойно откалибровать донце гильзы.Запресовать пресанете а вытащить долго мучиться будете
Велика МОГУЧАЯ РУССКАЯ ЕЗЫКА, настолько велика, что я ничего не понял. 😉
----------
"Si vis pacem, para bellum"
WaldschnepferА чего загадочного , "МастерРелоад12к"всё обЪясняет , полностью , ну и "откалибровать донце гильзы "до кучи 😊
Велика МОГУЧАЯ РУССКАЯ ЕЗЫКА, настолько велика, что я ничего не понял
neckА меня потом господа владельцы .366 и прочих "ланкастеров" затрахают воплями о том, почему струбцину срывает с верстака?
А они то лишь надели на ручку небольшую трубку, всего то длиной в полметра.
Что бы стальную гильзу обжать в самодельной матрице.
стальная гильза спокойно обжимается в алюминиевом ЛИИшном прессеза три копейки.на смотри https://www.youtube.com/watch?v=_6pfH182PHo
RotmestrЭто не люминевый лии. Это чугуний Lee classic cast 😊
в алюминиевом ЛИИшном прессе за три копейки.на смотри
jetro
в алюминиевом ЛИИшном прессе за три копейки.на смотри
Это не люминевый лии. Это чугуний Lee classic cast
Мало того, что чугуниевый, так еще и достаточно так не копеечный....
ГВВНа мой взгляд он еще хуже чем ручной пресс от Ли. На видео видно с каким трудом все операции делаются и крепление к столу удобству не сильно поможет
Вот попался пресс интересной конструкции..с необычной кинематикой... Можно сказать полевой вариант http://bulletin.accurateshoote...tereloader-com/
Артём159
На мой взгляд он еще хуже чем ручной пресс от Ли. На видео видно с каким трудом все операции делаются и крепление к столу удобству не сильно поможет
Так рычаги подлиньше и все легче в два раза будет. Темболе в полевых условиях как вариант две 3/4 трубки по пол метра на ручки и норм)))
Frv
Где бюджетное импортозамещение?
Присоединюсь к вопросу)))
Артём159его нет и не будет.жадность не позволяет
Где бюджетное импортозамещение?
zevs1Я не знаю, что вы там себе нафантизировали 😊
его нет и не будет.жадность не позволяет
А мы просто работаем над проблемами.
Вот к примеру один из вариантов кинематики для бюджетного пресса:

В общем, работа идет.
Не так быстро, как хотелось бы, но идет постоянно.
neckА я не вам это написал.Или вы думаете,что вы единственный производитель прессов в России?Лично мне вообще по барабану,я предпочитаю продукцию Lee
не знаю, что вы там себе нафантизировали
zevs1Вы так легко и не принужденно наехали сразу на всех всех производителей.
А я не вам это написал
Обвинив всех их в жадности.
Вас кто то уполномочил делать такие заявления?
Если да, скажите кто.
Вообще то в таких случаях как минимум пишут ИМХО.
Подчёркивая, что это сугубо личное мнение, не отражающее мнение других частных лиц и организаций по какому то конкретному вопросу.
Все эксперименты со сварной станиной показали безнадёжность этого дела - при сварке детали "ведёт". Немного. Но этого как раз хватает для того, что бы получился перекос канала штока относительно резьбы для установки матриц.
То есть, для серийно выпускаемых изделий это неприемлимо. Если для себя делать, то без разницы. Что получится, то и получится. А вот предлагать людям такое я не рискну - репутация дороже.
Тут же сразу хочу ответить тем, кто упрекает в медлительности.
Поспешность нужна только при ловле блох. А металл...он суеты не любит.
Планировали все эксперименты с конструкцией бюджетного пресса завершить за два месяца.
Но только на то, что бы определиться с размерами подшипника скольжения ушло два месяца.
И параллельно работали с конструкцией кондукторов для сварки станины.
Куча усилий ушла на помойку.
Зато теперь мы знаем, что и как надо делать.
Кстати, есть в наличии комплект деталей сварного пресса.
Надо только будет станину сварить самостоятельно.
Кому интересно, пишите на почту мне akma58@yandex.ru

ГВВЕсли сделан правильно, со шлифовкой штоков, то штука будет не дешёвая 😞
Самодельный пресс на три матрицы из цельного куска и уголка...
neck
Если сделан правильно, со шлифовкой штоков, то штука будет не дешёвая 😞
но это так для примера исполнения и кинематики можно и одну секцию делать, и две с нажимным прессом и отдельно нажимной... короче полет фантазии не ограничен...кстати он из Италии.. и человек собирает не простые боеприпасы... и думаю участвуя в соревнованиях такого класса цена пресса незначительна по сравнению с другой остнасткой...
вот пресс с интересным расположением кинематики и ее компоновки..
Подскажите пожалуйста высота втулки в 2 диаметра штока будет достаточна? Пробую изготовить для себя пресс О-образный и какой материал будет предпочительней чугун или бронза, материал станины сталь 45. Спасибо
С уважением Дмитрий.
Кстати, резьбу 7/8 надо будет нарезать без малейшего перекоса относительно канала штока.
Это не такая простая задача, как кажется.
Ну и о втулках. Этот вопрос, кстати, то же соосности касается.
Вот как то просверлили вы в станине отверстие для установки втулки.
И вроде даже соосно получилось с отверстием, в котором резьба 7/8 будет нарезана. Теперь надо будет втулку как то установить, сделав так, что бы она не выпадала при работе пресса.
И обеспечить уже соосность отверстия во втулке и отверстия для матрицы.
Каким образом делать будете?
Впрочем, даже то, что я написал, не самое главное, с чего надо начинать.
Каким должен быть ход штока у вашего пресса? И высота окна станины какой должна быть?
Вот от этих исходных параметров и надо будет "танцевать".
Да, какой станочный парк есть в наличии?
Если для того, что бы "просто пострелять", это одно. Для постоянной охоты - другое.
А вот если в планах высокоточка, это уже третье.
Или если планируем штамповать на нём что то, то это уже четвёртый вариант.
Каждый из вариантов имеет свои нюансы. Потому что для любого дела нужен соответствующий инструмент.
А вот после того, как определились с целями и используемыми калибрами, вот тогда уже можно и прикинуть размеры пресса.
До этого момента разговоры о размерах отдельных деталей пресса не имеют смысла.
Так что для того, что бы вам можно было помочь или дать совет, надо знать ответы на вышепоставленные вопросы.
Станочный парк 80х годов выпуска фрезеры немцы, токарники итальянцы и пару советских в удовлетворительном состоянии (повезло меньше, чем Игорю Dondukov)
Соосности буду добиваться способом Боливара, отверстие под втулку, втулка по штоку, а потом на оправку и резьба резцом, метчик ищу, если получится через механика, то закажу, но основа всеравно будет резатся резцом. Вся надежда на токаря и фрезеровщика, слава богу опыта у них не занимать. Думаю справятся.
Материал однозначно сталь45 толщина 50, поэтому ширина пресса будет 50 может 48. Втулку планировал фиксировать в отверстии осью рычагов, расположив ось перед штоком, как на вашем прессе. Возможно нарежем резьбу и вкрутим ее. Очень нравится О-образная станина пресса.
Как-то так.
Кроме того, многое в этих методиках зависит от ушатанности токарного станка, в частности, каков у него износ направляющих для задней бабки и большой продольной подачи.
То есть, грубо говоря, будет ли сверло (или расточной резец) при своём ходе отклоняться вниз от центра из за износа направляющих.
Кроме того, давно известно, что соосности добиваются за одну установку детали на станок, не снимая в процессе обработки деталь.
А оба метода подразумевают изготовление оправок, на которые станину несколько раз одевают/снимают.
Ну и нужен круглошлифовальный станок в удовлетворительном состоянии и рабочий к нему, знающий как заднюю бабку станка выставить, что бы не конусил. И хотя бы иногда заправляющий шлифовальный круг алмазом или шарошкой 😊
Да, я не знаю, насколько вы владеете программами САПР, по этому для начала сделайте макет пресса хотя бы из дерева.
Что бы не пришлось двадцать раз пилить стальные рычаги при доводке кинематики.
МитякаТогда ищите метчик. По крайней мере это заводское изделие, у которого с большой долей вероятности выдержан средний диаметр резьбы.
А метод хоть геморройный, но альтернативы с моими возможностями нет.
Не факт, что у токаря получится резцом этот средний диаметр выдержать.
Заготовка станины достаточно большая, и её на станке будет мотать.
Токарь может промахнуться и прослабить резьбу.
МитякаХороший вопрос 😊
Скажите при ходе штока 100 мм длина втулки (будет бронза) в 3 диаметра штока оптимальна?
Вы просто не представляете себе, от скольких параметров зависит ответ на него 😊
Вот к примеру - каким способом вы планируете ограничивать ход штока вверх?
От выбранного метода зависят размеры деталей кинематики. А они увязаны с размерами станины и штока.
Или вот ещё - на каком расстоянии от штока будет у вас располагаться верхняя ось боковых рычагов?
Это не праздный вопрос, от него то же зависят размеры деталей. В том числе штока и станины.
В таких условиях что вам можно посоветовать то?
Хоть эскизы покажите какие то.
Метчик буду заказывать два номера. Изготовление специально откладывал, пока матрицы не купил. Будет время возьму полено и буду строгать, чтоб с кинематикой разобраться.
С уважением Дмитрий



За основу взять корпусной самоцентрирующий подшипник с внутренним посадочным диаметром 30мм рублей 600 стоит, в него втулку за 43 рубля, в верху во фланец сантехнический выточить и вставить и зафиксировать подшипник скольжения самоцентрирующий сталь по стали 300руб стоит, в него переходную втулку для сменых матриц LEE, собираем все на четырех втулках шпильках все-самоцентрирующий узел готов... пришлифовываем шток ко втулке и изготавливаем его привод на станине на которой крепим узел самоцентрации))) идея фикс но есть и слабые стороны вопроса...
Такую делают, когда станина из чугуна (что бы "рукастый" мужик не обломал) или же когда предполагается прикладывать сильные усилия при работе с прессом.
У вас же, при толщине станины в 50 мм её вес будет килограмм 8.
Делайте С-образной формы, намного проще будет обрабатывать станину.
Это первое.
И второе. Как понимаю, круглошлифовальный станок у вас есть?
Если есть, тогда не связывайтесь со штоками от амортизаторов.
Точите шток, прикаливайте его и пришлифуйте к отверстию во втулке.
И третье. Не надо сантехнических фланцев и самоцентрирующихся подшипников, я вас умоляю.
Только хуже сделаете.
Насчет строгать полено - улыбнуло 😊
Вспомнил диалог Папы Карло и его заказчика:
-послушайте папа Карло! К завтрашнему утру вы должны сделать мне ребёнка!
-я не могу, у меня нет жены!
-вам не нужна жена! Я вам даю полено!
-ничего не понимаю...когда жена полено - это еще туда-сюда...но когда полено - жена, это уже ни туда, ни сюда 😞
Только хуже сделаете.
Чем хуже это готовые стандартизованые изделия с заданными параметрами,и голова не болит про соостность и еще чего там, вопрос как это собрать все в кучу чтоб приемлимо работало... будет время займусь экспериментом в каде по рисую...может что то выдйет..
ГВВЕсли бы это приемлимо работало в данной отрасли, шустрые китайСа уже давно бы западлючили такие бирюльки в прессы.
вопрос как это собрать все в кучу чтоб приемлимо работало...
А не трахались бы с со сверлением станин.
BitteRГде?
купите Лиман за 8 тысяч с верхней частью под 6 матриц
ДИМ61Я вот глянул свой список тех, кто записался уже на наш бюджетный пресс, и в нем не обнаружил ни ДИМ61, ни BitteR.
бюджетного пресса от Нека можно не дождаться. С января только разговоры на 30 страниц, да и те все реже.
Мне вот интересно, чего же могут не дождаться те, кто даже заявки мне не сделал??
ДИМ61В отличии от
Неужели были правы те, кто говорил, что Неку нужно просто избавиться от конкурентов?
А с учетом того, что пришлось подбирать металл для станины и штока, дело затянулось.
neck
ни BitteR.
Мне вот интересно, чего же могут не дождаться те, кто даже заявки мне не сделал?
Насколько я помню, никакого анонса записи не было. Ну и записываться в очередь на неизвестное изделие, с неизвестными, скорее всего очень отдаленными сроками изготовления, и, самое главное, с неизвестной ценой, как то нецелесообразно, мягко говоря.
BitteRИнтересно, почему?
как то нецелесообразно, мягко говоря.
Авансов никто не требует, как и предоплат. И клясться на крови в том, что пресс надо будет выкупить, то же никто не заставляет 😊
Мне вот почему то показалось, что вам, уважаемый BitteR, такой пресс не нужен. От слова "совсем" 😊
Кому такой пресс нужен, ведут себя несколько по другому 😊
neck
Интересно, почему?
Авансов никто не требует, как и предоплат. И клясться на крови в том, что пресс надо будет выкупить, то же никто не заставляет 😊Мне вот почему то показалось, что вам, уважаемый BitteR, такой пресс не нужен. От слова "совсем" 😊
Кому такой пресс нужен, ведут себя несколько по другому 😊
Дело не в авансах и обязательствах. Просто ждать неизвестно чего неизвестно сколько нецелесообразно, мягко говоря.
И что значит "такой пресс не нужен"? Мне нужен был недорогой удобный надёжный пресс, я такой купил. И как себя надо вести, чтобы Ваш пресс дождаться? 😊
neckПрикольно. Как можно записаться в список о котором ничего не знаешь? Этот список где то в теме есть? И на что записываться, на воздух?
Я вот глянул свой список тех, кто записался уже на наш бюджетный пресс, и в нем не обнаружил ни ДИМ61
neckЛенивые халтурщики конкуренты хотя бы фото и видео работы своих изделий выкладывали. Отсюда и вопросы, чего и как долго ждать от вас?
В отличии от ленивых халтурщиков так называемых "конкурентов", Нек
ДИМ61Я за последние восемь лет столько всякой информации выложил, что пришлось большую часть прибить. Дабы халтурщики сами изобретали велосипеды.
Ленивые халтурщики конкуренты хотя бы фото и видео работы своих изделий выкладывали.
Один даже жаловался на то, что этот гад НЕК специально сложные прессы делает, копировать мешает.
ДИМ61А разве не понятно, что можно ждать от меня? Я вроде последние годы тут на ганзе только одним вопросом занимался.
Отсюда и вопросы, чего и как долго ждать от вас?
Только я уже учёный этими самыми "конкурентами". Которые помалкивают до последнего.
BitteRЯ, собственно говоря, это и имел в виду. Что пресс вы уже купили 😊
И что значит "такой пресс не нужен"? Мне нужен был недорогой удобный надёжный пресс, я такой купил.
Как и основная масса тех, кто тут отписывается.
Понимаю, что пишут от скуки.
FrvПишите на почту akma58@yandex.ru, в этой теме очереди не будет.
neck, будь любезен запиши меня.
neckВсе ясно. Тема для потрындеть. Сроки неизвестны, цена неопределенная, фото изделия тайные, чтоб не скопировали конкуренты.
в этой теме очереди не будет.
ДИМ61Тема эта вообще то для самодельщиков создавалась.
Тема для потрындеть.
И когда я тут пытался о бюджетном прессе поговорить, меня сразу начали тыкать тем, что это тема не о серийных изделиях.
Правда, кроме меня и Игоря Дондукова никто сюда ничего не написал такого, от чего польза бы была.
И кстати, тему эту поддерживать я буду.
К примеру, выложу тут пару решений.
Решения эти были найдены в процессе создания бюджетного образца.
Они для серийного производства гиморойные, а вот для самодельщика самое то.
neck
Я, собственно говоря, это и имел в виду. Что пресс вы уже купили 😊
Как и основная масса тех, кто тут отписывается.
Понимаю, что пишут от скуки.
Александр, Вы иногда очень тщательно отслеживаете активность участников форума. Я Вашим прессом интересовался относительно давно, практически с начала "производства". Не очень давно второй иаз интересовался ценой пресса. По Вашему совету написал на почту указанным Вами " маркетологам", ответа не дождался (надо уточнить, что сильно не досаждал).
Пресс я купил, как и основная масса (наверное), уже после того, как понял, что "тут отписываться" неопределенно долго. Надо признать, что общаться в этой теме нескучно, но бесполезно практически.
BitteRА это кому как. Вон Игорь (Дондуков) в процессе переписки в этой теме пресс сделал 😊
Надо признать, что общаться в этой теме нескучно, но бесполезно практически.
Ну а готовых решений не может быть по определению, что бы взять и с нуля изготовить тот же самый пресс.
neckВообще то в эту тему вы сами пригласили людей, сообщив что именно здесь будут обсуждаться детали по созданию бюджетного пресса. И первое время народ очень активно что-то обсуждал и предлагал. Я регулярно читал тему, неоднократно видел ваши сообщения, что вот-вот, уже почти уехали на тесты первые модели. Но вынужден согласиться с камрадом: -
Тема эта вообще то для самодельщиков создавалась.
BitteRИ придется поступить также как и он, купить серийный пресс от серьезных производителей. Ваш конечно же когда нибудь появится, и возможно будет лучше и дешевле, но когда?
в этой теме нескучно, но бесполезно практически
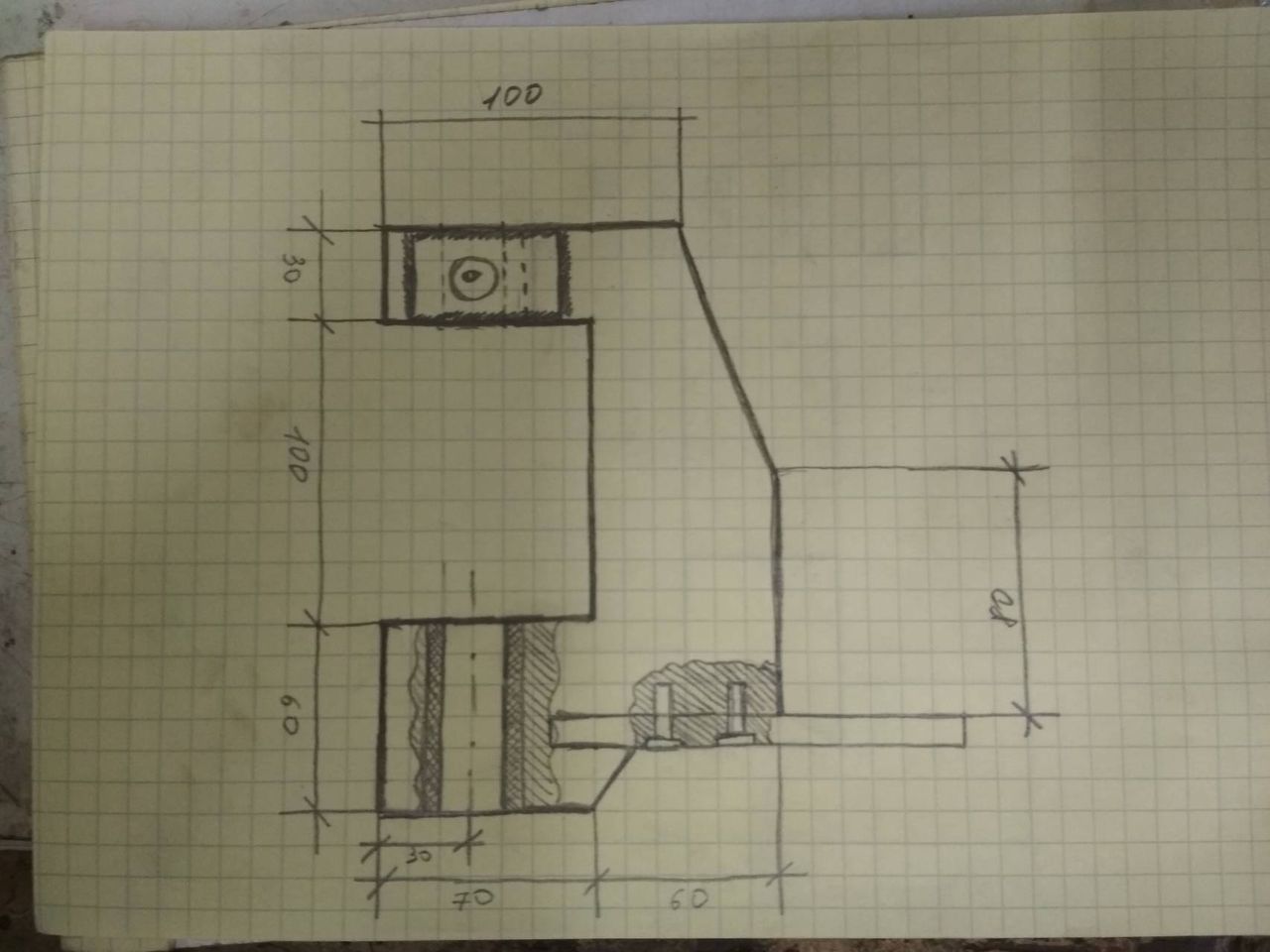

МитякаВы это планируете из чугуна делать или же стальная станина будет?
Вот накидал эскизик. Будет как на ультрамаге верхнее крепление тяг.
Кстати, а какой ход штока планируете?
Теперь по конструкции. Вы в курсе, что при таком расположении рычагов становится трудно ставить гильзу на шеллхолдер? А так же снимать её с шелхолдера. Боковые рычаги мешают пальцам ухватить гильзу.
Это первое.
И второе. Резьбу на полу-осях использовать не желательно. При фуллсайзе нагрузки на ось могут быть значительными, при этом резьба начинает проминаться и разбалтываться. Это проверено на практике, мы лет 8 назад использовали такие оси-болтики. Но быстро отказались от них.
По этому в таких конструкциях полуоси используют шлифованные, запрессовывая их в посадочное место.
Это более лучшее решение, чем резьба. Правда тут вылезает другая бяка.
Митяка
Между тягами будет 70 мм, думаю даже я своими пальцами вставлю и выниму гильзу.
При такой конструкции вам придется каким то образом стопорить шеллхолдер в штоке. Что бы он не вылезал вместе с гильзой наружу.
Это расплата за боковые рычаги, не дающие добраться до штока сбоку.
Самый простой вариант такого стопора - пружинное колечко, которое своим усиком нажимает на ножку шеллхолдера.
МитякаДелаем банальный расчет. Исходим из того, что на шток надевается шеллхолдер.
Ход хочу получить 90-95 мм
Головка которого выступает миллиметров на 7-8 выше торца штока.
При этом верхний торец шеллхолдера не должен доходить примерно на 5 миллиметров до верхней перемычки станины.
То есть, установленный на шток шеллхолдер суммарно "сьедает" 12 мм от высоты окна в станине пресса.
Теперь смотрим на ваш чертёж станины. Высота окна станины у вас равна 100 мм.
Если шток будет подниматься на 95 мм, то шеллхолдер как раз упрется в верхнюю перемычку. А нам надо, что бы он до перемычки не доходил.
А вот ход штока в 90 мм уже лучше, по крайней мере шеллхолдер не упрётся в верхнюю перемычку станины. Следовательно, будет хоть какой то минимум для регулировки матрицы.
А для комфортной работы с прессом ход штока придется сделать 88 мм.
Спасибо!






Переделать придется. За дверь в таком виде не прячется. 😛
----------
"Si vis pacem, para bellum"
WaldschnepferА что, зачётно. И смотрится вполне солидно.
но около...
Я бы ещё противовес на заднюю горизонтальную перемычку пристроил. Что бы заведомо исключить опрокидывание верстака с прессом вперёд при "тяжелых" работах.
Противовес можно из ведра с песком сделать, к примеру.
Хороший верстак.
neckА, матрица на нем для звездения 16 калибра. 😊
На фото, кстати, наш пресс-150
А, в 110 такое не вогнать. 😛
----------
"Si vis pacem, para bellum"
neckМешочек дроби в квартире получше будет. 😊
Противовес можно из ведра с песком сделать, к примеру.
----------
"Si vis pacem, para bellum"
attentive 1970Про интересующий вас момент сказано в сообщении #893 на предыдущей странице.
много написано а главного не нашел )))
Я попробовал сажать матрицей Вилсон на гладкоствольном MEK
Получается, но как то громозко выглядит
GtnhЯ такой видел у пастухов в Калмыкии.
Возник такой вопрос: а самодельный нажимной пресс кто нибудь ваял?
К деревянной колоде здоровыми саморезами прикручен обрезок доски - "пеятидесятки".
Высота обрезка равна примерно высоте матрицы. К обрезку дверной петлёй крепится черенок от лопаты, который и нажимает на матрицу.
Дёшево и сердито.
Возник такой вопрос: а самодельный нажимной пресс кто нибудь ваял?Если матрица нажимная(вилсон) давите просто рукой,пресс не нужен вообще.Это работает.
Так это только для посадки пули, а для фул сайзаФулсайза нажимного не встречал,нексайз был,но лучше перейти на резьбовой фулсайз.ИМХО
НСК-ИДа именно такая. Вы выкладывали видео, там у релоадыря руки мелькали 😊 когда он управлялся с нажимной Вилсон и маленьким прссом.
Если матрица нажимная(вилсон) давите просто рукой,пресс не нужен вообще.Это работает.
Руками попробую.
GtnhВот делают,и не только пресс:
Возник такой вопрос: а самодельный нажимной пресс кто нибудь ваял?
forummessage/153/21
Или же можно сверлильный станок приспособить.
neckЯ удивился почему Кулибины не делают, он же проще в изготовлении чем резьбовой. А попробовал жать просто руками - без проблем
В принципе, подойдет любой китайский нажимной пресс.
GtnhПотому и не делают, что китайский можно найти по цене около 3 тысяч.
Я удивился почему Кулибины не делают, он же проще в изготовлении чем резьбовой
Самостоятельное изготовление может обойтись дороже. Потому что зубчатую рейку в кустарных условиях изготовить не просто. Зуборезный станок конечно сильно упрощает задачу. Правда не у каждого Кулибина такой станок есть 😊
И даже не у каждого десятого.
А там помимо зубчатой рейки ещё много чего надо сделать.
Проще китайский пресс купить
hakas31Пресс рождается в муках. Очередь километровая, а Neck громит очередного конкурента. forummessage/329/22
И чего ФСЁ ,где пресс то ?
mexmexЕсли это мне ,то у мну есть ,просто интересно было .
Муки! Покурите еще несколько лет.
mexmex
Про пресс есть еще интересная тема!
forummessage/329/22
mexmex - про этот пресс есть ещё более интересная тема 😊
forummessage/329/22
Рекомендую её прочитать всем, кого такая порнография интересует.
mexmexО, ещё один ниспровергатель НЕКа обьявился 😊
И сам не гам и другим не дам. Пьеса "Собака на сене". Муки! Покурите еще несколько лет. В итоге зарубежные производители рулят.
Вы прежде чем стонать и плакать тут, взяли бы да сами пресс сделали 😊
Хотя бы представление имели о том, что это такое и насколько легко пресс сделать.
Пример есть в этой теме - пресс Игоря Дондукова. Сравните его с той корявой железкой, на которую вы так не налюбуетесь 😊
И эта, мехмех, я вам уже писал о том, что если желаете меня обсуждать, создавайте свою тему.
Тут техническая ветка, о прессах. А не о ваших обидах на меня.
neckКоль пошла такая пьянка, пришлю фото нажимного пресса 😊, но не сразу, ибо пресс в огороде, а там нет приличного инета.
взяли бы да сами пресс сделали
----------
"Si vis pacem, para bellum"
WaldschnepferЕму это не надо. Он только языком работать может.
Коль пошла такая пьянка, пришлю фото нажимного пресса
Я просто сомневаюсь - коробок существует великое множество, и крепление может оказаться не универсальным.
Да, и такой момент - крепление для дозатора порошка на станине пресса нужно?
neckЛучше дозатор с резьбой. 😛
крепление для дозатора порошка на станине пресса нужно
----------
"Si vis pacem, para bellum"
амиД 66
Возник вопрос- чем смазывать шток пресса.(лии)
Литол, циатим, графитовая смазка?
амиД 66Зависит от того, из какого материала сделан подшипник скольжения.
Возник вопрос- чем смазывать шток пресса.(лии)
Может быть чугун, лёгкий сплав, бронза или сталь.
И от шероховатости поверхности штока.
По этому на ваш вопрос не возможно ответить сразу. Надо знать что за агрегат у вас.
амиД 66Поддержу. У меня Lee Breech Lok Chelendger (простите мой французский))
Возник вопрос- чем смазывать шток пресса.(лии)
После переобжима пары сотен гильз обратил внимание на черную пыль вокруг штока - сыпется после декапсуляции. ее ведь затягивает в пару трения?
Waldschnepfer
Лучше дозатор с резьбой. 😛
Посмотрите на передовые конструкции фирменных прессов. У них у всех предусмотрены крепления под навесное оборудование:
-капсюлятор
- дозатор
- подаватель капсюлей
- поддон или трубка для сбора капсюлей
- подаватель пуль
- поддон для собранных патронов
Все упрощает облегчает и ускоряет процесс. Все нужно!
Скоро электропривод добавят 😊
Кстати, вот такой момент сейчас интересует - имеет ли смысл сделать на прессе крепление для коробки, в которую бы использованные праймеры падали?Вот интересное решение,ведро для сбора капсюлей.Не мешает и стоит по месту.ИМХО


Если правильно понял,сброс капсюля происходит где то внутри всей конструкции.
neck
Зависит от того, из какого материала сделан подшипник скольжения.
Может быть чугун, лёгкий сплав, бронза или сталь.
И от шероховатости поверхности штока.
По этому на ваш вопрос не возможно ответить сразу. Надо знать что за агрегат у вас.
Вот такой, станина сплав. Станок (пресс, машинка) для снаряжения нарезных патронов Lee Breech Lock Reloader Press 90045
GtnhТут можно только небольшое игрушечное ведро подвесить снизу пресса, под штоком. Тогда будут падать в это ведро.
Никак не придумаю как ловить капсули на Харелл - летят куда не попадя
Сделать небольшой крючок, который завернуть в столешницу верстака снизу.
Я бы взял кусок сварочного элекрода и на нём нарезал резьбу, которая бы вкручивалась в столешницу. Ну а противоположный конец загнул крючком.
Говорю из личного опыта - на первой можели наших прессов была реализованна пимерно такая же конструкция, когда капсюль падает в канал штока, идущий до оси.
Ударяется об ось и вылетает через окно в штоке наружу.
И полёт капсюля в такой момент не предсказуем.
Пришлось отказаться от такой конструкции.
НСК-И
Вот интересное решение,ведро для сбора капсюлей.Не мешает и стоит по месту.ИМХО
Если правильно понял,сброс капсюля происходит где то внутри всей конструкции.
Идея красивая. Но при такой реализации мусор из капсюльного гнезда не просто падает рядом со штоком, но ещё и прямиком заносится в подшипник скольжения.
Считаю, что капсюль надо из штока удалять либо до того, как выпускное отверстие выше подшипника скольжения, либо делать сквозной канал через весь шток и к каналу крепить пластиковую отводную трубку.
Первый вариант самый простой.
Недостаток у него имеется - часть мусора приземляется рядом со штоком и есть шанс, что этот мусор может попасть в зазор между штоком и подшипником скольжения.
Однако, даже на том же БигБоссе при работе вокруг штока образуется налёт грязи. Несмотря на то, что капсюль удаляется через трубку.
А попадание крупных частиц нагара и грязи предотвращается очень малыми зазорами между штоком и подшипником.
Второй вариант конечно же интереснее.
Однако намного гиморойнее.
Во первых надо сверлить сквозной канал.
Причём достаточно тонким сверлом - диаметром не больше 8 мм. (почему именно таким сверлом - тема отдельного разговора)
Шток у пресса, аналогичного тому же Реддинг БигБосс имеет длину более 200 мм.
И сверление такого канала превращается в кошмар - диаметр маленький, сверло длинное. И его как то надо охлаждать при сверлении.
А стружка мешает проходу СОЖ.
Кроме того, надо как то обходить ось, соединяющую шток с нажимным рычагом.
В общем, не бюджетный вариант.
mexmex
Посмотрите на передовые конструкции фирменных прессов. У них у всех предусмотрены крепления под навесное оборудование:
-капсюлятор
- дозатор
- подаватель капсюлей
- поддон или трубка для сбора капсюлей
- подаватель пуль
- поддон для собранных патронов
Все упрощает облегчает и ускоряет процесс. Все нужно
Хоспади, куда же все это можно навесить то на станине пресса?
Вот крутил свой "чугунный ЛИ" и так, и сяк, и даже эдак.
Нет там никаких креплений для навесного оборудования.
У меня такое впечатление, что вы о прогрессивных прессах рассуждаете 😊
Которые маленькие патронные заводики.
Что касается встроенного капсюлятора, так помимо того, что у него отсутствует обратная связь между капсюлем и рукой пользователя, он имеет ещё один существенный недостаток.
амиД 66
Станок (пресс, машинка) для снаряжения нарезных патронов Lee Breech Lock Reloader Press 90045
А, со станиной из лёгкого сплава, понятно.
Покупаете в автомагазине ВД-40. Перед работой брызгаете ей на шток, протираете салфеткой насухо. И наносите на шток жидкую смазку.
Обычно в промышленности используют И20 или И40.
Но пойдет и любое автомобильное.
После нанесения несколько раз поднимаете-опускаете шток, и всё, можно работать.
mexmexПравильно названа, не сумневайтесь.
Хочется узнать у общества, правильно ли названа эта тема?
Тут есть много чего для самодельщика. Например, полное описание изготовления пресса Игорем Дондуковым.
Рядом с которым тот пресс, которым вы так восхищаетесь, выглядит просто кустарной подделкой, сварганеной в деревенской кузнице.
А процессе создания бюджетного пресса было опробовано несколько решений по станинам и кинематики.
И я кое-какие из этих решений (пригодных для самостоятельного изготовления) тут выложу.
Кстати, а что это вас суда занесло то?
На самодельщика вы явно не похожи 😊
отсутствует обратная связь между капсюлем и рукой пользователяВсе понимают, что обра́тная связь в технике - это процесс, приводящий к тому, что результат функционирования какой-либо системы влияет на параметры, от которых зависит функционирование этой системы. А Вы о чем?
Вот крутил свой "чугунный ЛИ"А чугунный Ли это предовая конструкция? Нашел фото не передовой, но навесное есть.

neck
Кстати, а что это вас суда занесло то?
😊
Приобщаюсь к прекрасному. Самообразование наше все.
mexmexЯ о том же. Только не "вообще", как это вы любите делать, а вполне конкретно 😊
Все понимают, что обра́тная связь в технике - это процесс, приводящий к тому, что результат функционирования какой-либо системы влияет на параметры, от которых зависит функционирование этой системы. А Вы о чем?
О том, что во встроенном капсюляторе отсутствует ...впрочем про это уже 100 раз написано, и мне просто лениво 101 раз повторять.
Тем более рассказывать вам про второй недостаток встроенного капсюлятора.
Грызите сами, раз уж "самообразованием" занялись 😊
mexmexНа вашем фото не совсем чугунный ЛИ. Скорее совсем не чугунный 😛
А чугунный Ли это предовая конструкция? Нашел фото не передовой, но навесное есть.
И где вы у него нашли крепёж для навесного оборудования то?
Дозатор вкручивается в резьбу для установки матриц. Его можно вкрутить в любой девайс, имеющий резьбу 7/8х14.
Даже в резьбу того ублюдка, который вы так нахваливаете в другой теме 😊
Он что, после такой операции станет высокотехнологичным??
Про пластиковую трубочку для выброса капсюлей я промолчу - она навесным оборудованием совсем не является.
А самое печальное, что у этого пресса (страх то какой!!) то же нет встроенного капсюлятора.
Это безобразие!!
Срочно отпишите фирме Ли о том, что бы быстренько устранили этот позор 😊
mexmex
Приобщаюсь к прекрасному. Самообразование наше все
Понятно 😊 Обычный троль 😊
neckТак я Вам помогаю! Консультирую! Формирую понятийную суть! Вношу неоценимый вклад в удобство производства и эксплуатационные свойства "САМОДЕЛЬНОГО ПРЕССА".
Понятно Обычный троль
Можно в личку.
Oxotneg79Да, это возможно. Пишите мне на почту akma58@yandex.ru
Уважаемый Neck, возможно приобрести у вас готовый шток? И какой максимальной длины.
Можно в личку.
mexmex
Так я Вам помогаю! Консультирую! Формирую понятийную суть!
Вот задумался, чем мне моет помочь человек, предел мечтаний которого - молоточный набор, на который надо нажимать китайским реечным прессом 😊
Хорошо, что вы себя пока прилично ведёте 😊
Пытаетесь тонко тролить 😊
mexmexМашиностроение. 30 лет работы на предприятиях, входивших в свое время в МинСтанкоПром СССР.
Neck Вы специалист в какой области?
А вы, уважаемй, в каких отраслях трудитесь?
neckПрошло то время ,реалии иные стали ,не всегда в лучшую сторону ,но время не остановить .
свое время в МинСтанкоПром СССР
neckУ Харелл, капсуль чаще всего падает в канал при подъеме рукоятки и попадает в ведерко 😊, но иногда падает при опущенной рукоятке, ударяется от нее и отскакивает на пол
Говорю из личного опыта - на первой можели наших прессов была реализованна пимерно такая же конструкция, когда капсюль падает в канал штока, идущий до оси.
Oxotneg79
Уважаемый Neck, возможно приобрести у вас готовый шток? И какой максимальной длины.
Можно в личку.
Простите что вклиниваюсь, но обычно рассматривают "пару трения". Иначе если используется или меняется одна часть скольжения то вторую под первую дорабатывают.
Так-же в теме много написано о том как трудно добиться соосности и обращают большое внимание на любимый ЛЮФТ.
neckСудостроение.
А вы, уважаемый, в каких отраслях трудитесь?
neckКак Вы лихо, по чужим мечтам!
человек, предел мечтаний которого - молоточный набор, на который надо нажимать китайским реечным прессом
Молоточный набор это ближе экономичность-минималистичность.
А по мечтам Вы не правы. Оглашаю "концепт-пресс-машину"! По примеру кофе-машины. Принцип засыпаешь комплектующие, выбираешь пункты меню на экране, в итоге получаешь патрон с необходимыми параметрами. Основным преимуществом концепта является исключение "человеческого фактора ошибок". 😊

Иначе если используется или меняется одна часть скольжения то вторую под первую дорабатывают.В то время когда космические корабли бороздят просторы ..... .
Так-же в теме много написано о том как трудно добиться соосности и обращают большое внимание на любимый ЛЮФТ.
покажите кинематику с переходом вмтА вы точно уверены что она жизненно необходима для работы? Некоторые операции требующие измерения с применением пресса будет сделать практически не возможно. ПРЕСС он тенолько жмет, он еще и точный инструмент для определенного вида измерений связанных с процессом.
Некоторые операции требующие измерения с применением пресса будет сделать практически не возможно. ПРЕСС он тенолько жмет, он еще и точный инструмент для определенного вида измерений связанных с процессом.Не буду спорить, именно этим хотел добиться однообразия обжыма и посадки.
именно этим хотел добиться однообразия обжыма и посадки.не факт что будет работать, на "обратном ходе" расширительный мандрел будет тянуть гильзу, а они все разные, обжали одинаково а вытянули по разному. Поймать точную длину пули то же проблематично, вы ведь будуте использовать штангель и колпачок, верно? а он измеряет не всегда корректно, а прессом и специальной индикаторной матрицей воспользоваться не удастся ВМТ то нет.....
Не хочу спорить с создателем "не имеющего аналогов кастомного пресса" но для тех кто стреляет не только на охоте он не совсем удобен. Хотя для 90% пользователей он несомненно более удобен чем его алюминиевые собратья.
perstkov
е факт что будет работать, на "обратном ходе" расширительный мандрел будет тянуть гильзу, а они все разные, обжали одинаково а вытянули по разному. Поймать точную длину пули то же проблематично, вы ведь будуте использовать штангель и колпачок, верно? а он измеряет не всегда корректно, а прессом и специальной индикаторной матрицей воспользоваться не удастся ВМТ то нет.....
Вот по этому то и надо делать сразу два режима ограничения хода пресса.
Жесткий упор и переход через ВМТ. Что бы пользователь сам мог выбрать, что ему нужнее. И поменять оперативно при необходимости одно на другое.
Вот по этому то и надо делать сразу два режима ограничения хода пресса.Вы бы шток в диаметре увеличили бы, да капсулы выброс через шток сделали..... а то станина огромная, а шток тонковат.... получается в изделие заранее заложено слабое звено. А то как работа то капсулы во всей комнате под ногами валяются.... столько лет делаете, можно было и модернизацию провести , а то как с жигулями 1 модели при СССР получается 😛
perstkovМы это уже давно учли, про станину.
Вы бы шток в диаметре увеличили бы, да капсулы выброс через шток сделали..... а то станина огромная, а шток тонковат.
В отличии от моделей 2013 года в прессе изменилось всё - ход штока и высота окна станины, появился второй режим ограничения хода штока, у прессов-150 увеличено передаточное отношение кинематики.
Все детали поменялись с тех пор три раза.
Изделия постоянно модернизируются.
Кстати, и капсюля уже давно под ногами не валяются, а падают аккуратно в ванночку 😊
У вас просто устаревшая информация о наших прессах.
У вас просто устаревшая информация о наших прессах.я рад, но диаметр штока до дюйма увеличьте, вашему изделию только на пользу пойдет. Все импортные модели которые были с ванночками такая шляпа..... только Лии сделал очень грамотный выброс, правда не знаю патентовал ли он его или нет. Хотя в виду санкций пофуй.
perstkov
я рад, но диаметр штока до дюйма увеличьте, вашему изделию только на пользу пойдет.
А зачем? Что это дает, какой экономический эффект?
Мы в свое время экспериментировали со штоками разных диаметров, но остановились на этом.
Так как увеличение диаметра резко ухудшает технологичность при изготовлении пресса и увеличивает металлоёмкость.
А следовательно и вес пресса.
Скажем так, мы не от балды сделали шток такого диаметра, который используется на наших прессах.
perstkov
Все импортные модели которые были с ванночками такая шляпа..... только Лии сделал очень грамотный выброс
Только за всё приходится платить. В том числе и за грамотный выброс.
За это пришлось делать нажимной рычаг составным, состоящих из двух половинок с запрессованными в них короткими полу-осями.
Что опять же, не технологично.
И шток пресса пришлось то же делать составным, из двух деталей, соединяемых мелкой резьбой.
При этом имеет место быть не совпадение заходов резьб.
Вот на том прессе, что имеется у меня, попытка закрутить верхнюю головку штока до отказа, заканчивается тем, что паз для установки шеллхолдера оказывается повёрнутым к задней перемычки станины.
И становится жутко не удобно работать на прессе.
А если эту головку отвернуть немного назад, в правильное положение, тогда головка начинает болтаться на резбе 😞
Кстати, такой дефект не только у меня встречается.
PS Как вы понимаете диллером ЛИИ я не являюсь, конкурентными прессами не торгую, просто высказываю свои замечания как пользователь производителю.
Митяка
Процесс идет 😛
Вижу процесс идёт... Стальная станина с запрессованным подшипником скольжения из чугуна?
[B][/B]
МитякаС ней не всё так просто. Обратите внимание на то, что в нижнем положении штока ручка пресса находится строго вертикально.
Очень нравится кинематика на прессе Lenzi сегодня попробую и её - посмотрю как по ощущениям будет работать у меня
Размеры и вес ручки сопоставимы с весом штока . По этому, любая оплошность при рассчетах и изготовлении конструкции, закончится тем, что ручка в верхнем положении будет находиться в состоянии шаткого равновесия.
Один небольшой толчок в сторону от станины, и ручка падает назад.
Часто - по лбу сидящего перед прессом человека.
У правильно сконструированной кинематики, поднятая вверх ручка, стоит её отпустить, не падает самопроизвольно назад. Даже если её несколько отклонить назад от вертикали.
Учтите этот момент.
Ну и готовится выпуск бюджетного пресса со стальной станиной.
Тот, что обешчал показать.
А, почему бы и нет? 😛

----------
"Si vis pacem, para bellum"
WaldschnepferИнтересно, виноград им можно давить??
Нажимной пресс.
Red ShrikeШеллхолдр опирается на шток своей ножкой. Это принципиальный момент.
И ещё: на какую поверхность шелхолдера давит шток? Важно ли это? Спасибо.
neckМожно, но только при установке специательных виноградных матриц. 😛
Интересно, виноград им можно давить??
У меня такие, например, плодово-выгодные...

----------
"Si vis pacem, para bellum"



Молодец, не у всех удается довести такое дело до конца.
Судя по фотографиям со следами мехобработки станины, изготовление доставалось достаточно тяжело.
Значит точно молодец - пилить такое окно в стали - удовольствие ниже среднего.
Одна просьба - сделайте ещё фото, на котором будет виден пресс с максимально поднятым вверх штоком. Для полноты картины.
И пара замечаний.
1) Пластину основания не надо было сваркой крепить. Теперь, при внесении изменений в кинематику (а они непременно будут), может получиться так, что пластина основания будет мешать.
А переделать её, приваренную, будет не просто 😞
2) Верстак придется переделать - станина сильно выпирает вперёд.
Получилась внушительного размера "консоль".
Плюс ещё ваше решение кинематики создаёт сильный опрокидывающий момент.
Пресс просто рано или поздно вывернет переднюю доску верстака.
Ну и три вопроса.
1) для чего такой странной формы заход шеллхолдера на штоке?
2)Диаметр ручки, и на какой резьбе она крепится к нажимному рычагу?
3)каким образом использованный капсюль удаляется?
neck
На среднем фото
Интересует положение ручки, когда шток вверху.

Оветы на вопросы:
1) Форма такая потому что посадочное для шела дорабатывал болгаркой и бормашиной.
2) Диаметр ручки 15 мм резьба М14.
3) Для капсуля в штоке просверлено отверстие 7,5 мм и где-то по средине 10 мм для выброса.
Пока удалял капсюль только наставочкой.
В прессе осталось пройти метчиком резьбу под матрицу, резцом обозначили направление, боялись прослабить немного отгибало резец.
На станине остались следы фрезы, так как материал сталь 45 и окно резали и фрезировали, пока я был в отпуске - не смог проконтролировать. Втулка скольжения из чугуна. Все детали: шток, оси и ручка - это штоки амортизаторов Ауди; 22 мм, 14 мм и 15 мм соответственно.
Пресс в будущем будет крепится к подставке, а она уже струбцинами по месту к верстаку, сейчас временно прикрутил к рабочему столу для проверки. Пока только обжал юбку на гладких гильзах и есть мысль приспособить его для закрытия гладких "звездочкой".
Второе отверстие в станине пробывал для изменения кинематики, но в первой трети хода штока чувствуется усилие, в этом положении осей ход мягкий без рывков.
Ограничение пока сделал упором тяг в удлиненную ось между штоком и рычагом, возможно со временем переделаю.
МитякаУже приспособил, 😛, правда, пока для 16 калибра.
есть мысль приспособить его для закрытия гладких "звездочкой".
----------
"Si vis pacem, para bellum"
viktorchik_007у меня тот же вопрос
по совету товарища решил приобрести пресс 150-й. Когда и сколько можно в личку
neckНе кинете ссылку на продажные темы,как писал выше ни где не нашел инфы
Делаем. Вот на днях ещё один уедет к заказчику.
Ну и готовится выпуск бюджетного пресса со стальной станиной.
Ребята ВСЕМ ОГРОМНОЕ СПАСИБО, за советы и замечания. Мечта сбылась - у меня есть рабочий пресс.
Осталось за малым, хочу профрезеровать паз в штоке для капсуляции гильз, как на РЦБС и других прессах.
МитякаНе делайте. Пустая затея.
Осталось за малым, хочу профрезеровать паз в штоке для капсуляции гильз, как на РЦБС и других прессах.
Дело в том, что такая конструкция довольно опасна.
У встроенных в пресс капсюляторов нет жесткой связи между рукой пользователя и капсюлем.
На ручных капсюляторах человек рукой чувствует, с каким усилием капсюль запрессовывается в гнездо гильзы.
А у "встроенных" в пресс капсюляторов усилие запрессовки передаётся на капсюль через пружину,
и пользователь не в состоянии контролировать процесс.
Это не позволяет отбраковать гильзы с раздолбанным капсюльным гнездом.
По этому можно снарядить патрон, у которого капсюль в любой момент просто выпадет.
И второе - этот паз служит как раз для того, что бы весь мусор из капсюльного гнезда попадал по пазу аккуратно в подшипник скольжения, вызывая повышенный износ штока и подшипника.
BitteRЗавтра сфотографироваю. Размещу числа, примерно, двадцатого, как в цивилизацию попаду.
Поделитесь опытом применения пресса для снаряжения гладких патронов.
----------
"Si vis pacem, para bellum"
Нажимной пятак с резьбой М10.

Калибровочные прибамбасы с резьбой 7/8





Нажимной пятак имени NECКа - болт М22.

Звездение.

Результат.


----------
"Si vis pacem, para bellum"
Звезданутые прибамбасы, также под 7/8".
----------
"Si vis pacem, para bellum"
WaldschnepferВот тут то и выручает большой размер окна в станине и ход штока 😊
Результат.
WaldschnepferТам при изготовлении основная проблема с фрезой, которая будет делать Т-образный паз такого размера. Её ещё надо изготовить.
В замысле шелхолдеры( никто не хочет делать 12, 16, 20),
В смысле, корячиться долго заточнику придется. И не факт, что с первого раза он попадет в размер по толщине.
Это первое.
И садиться такая фреза будет быстро из-за перегрева - она тонкая, а в паз, где она работает, СОЖ особо не попадает.
По этому и отказываются делать - гимора с фрезой много, а срок жизни у неё не очень...
Ну а на малых оборотах и малой подаче...не тот это режим для производства.
Вот самодельщику, которому не надо кормить 50 человек, скорее всего этим делом можно заняться.
Скажу так - это чисто мое ИМХО 😊 Основанное на машиностроительном опыте.
Который в этом конкретном случае может и вводить в заюлуждение 😊
WaldschnepferВот сразу видно, что увлечённый человек любую поставленную задачу решит. Даже в деревне 😊
Попытаюсь из деревни....
-IRKUT-Беда есть одна - нет шелхолдера.
а разве на пресса от Нека нельзя пользоваться интегрированным капсуляиором? Неправильно выразился- капсулятором для пресса
----------
"Si vis pacem, para bellum"
neckДык! Я завсегда говорил, что пресс с маленьким окном для тренировок. 😛Вот тут то и выручает большой размер окна в станине и ход штока
----------
"Si vis pacem, para bellum"
Waldschnepfer
В замысле шелхолдеры( никто не хочет делать 12, 16, 20),
Звезданутые прибамбасы, также под 7/8".
В разделе "Все для высокоточной стрельбы" была тема про изготовление шелхолдеров для любого калибра.

BitteRможете ссылкой поделиться9
разделе "Все для высокоточной стрельбы" была тема про изготовление шелхолдеров для любого калибра.
----------
"Si vis pacem, para bellum"
----------
"Si vis pacem, para bellum"
prorab64Да, похож сильно на нашу старую модель пресса. Примерно 2015 года выпуска.
выставили на продажу
Два года такие не делаем.
У нас уже вот такой в серию пошёл:

prorab64Я вам, Алексей Леонидович, по этому вопросу звонил. Только вы трубку не сняли 😞
А где можно узнать его ТТХ, сроки изготовления и цену
Александр, приветствую! Вы мне звонили по прессу, финансовый вопрос решен, оплатить смогу хоть завтра 😊
Завтра вам отзвонюсь, пресс в наличии имеется.
Даже шарик на ручку точёный 😊
Кинематика будет ломать сама себя, потому что ручка вынесена в сторону.
Соответственно, при работе пресса ручка будет стараться перекашивать боковые рычаги в ту сторону, куда направлено усилие, приложенное к ручке, вызывая односторонний износ отверстий и осей.
Двухстоечная конструкция конечно имеет право на существование. Только добавляет проблем с соосностью.
Обе стойки должны иметь абсолютно одинаковую длину, и тщательно пришлифовываться к верхней и нижней перемычкам.
То есть, уходя от необходимости глубокого сверления станины, изготовители нарвутся на повышенные требования к точности обработки стоек и отверстий.
Регулируемая вставка - штука спорная. Добавляется ещё один элемент, вторая резьба. Которую надо умудриться нарезать без перекоса.
Так что конечно красиво, но как будет работать, не известно.
urgen
Цену на пресс можно узнать?
Повторю вопрос....
urgen
Повторю вопрос....
Пишите на почту akma58@yandex.ru
Да, я тоже заметил этот косяк и полностью солидарен с Вашим мнением.
Кинематика будет ломать сама себя, потому что ручка вынесена в сторону
neckПишу пишу в ответ тишина
Пишите на почту akma58@yandex.ru
neck
quote:
МитякаОсталось за малым, хочу профрезеровать паз в штоке для капсуляции гильз, как на РЦБС и других прессах.
Не делайте. Пустая затея.
Дело в том, что такая конструкция довольно опасна.
У встроенных в пресс капсюляторов нет жесткой связи между рукой пользователя и капсюлем.
На ручных капсюляторах человек рукой чувствует, с каким усилием капсюль запрессовывается в гнездо гильзы.
А у "встроенных" в пресс капсюляторов усилие запрессовки передаётся на капсюль через пружину,
и пользователь не в состоянии контролировать процесс.
Это не позволяет отбраковать гильзы с раздолбанным капсюльным гнездом.
По этому можно снарядить патрон, у которого капсюль в любой момент просто выпадет.
И второе - этот паз служит как раз для того, что бы весь мусор из капсюльного гнезда попадал по пазу аккуратно в подшипник скольжения, вызывая повышенный износ штока и подшипника.
Невзирая на то, что темы по прессам читаю с момента возникновения, только сейчас возникло желание встрять. Nek, не в обиду, но на моём Lee вставной капсюлятор вполне жёстко связан со штоком, пружинка там держит подвижный стаканчик, предотвращающий сдвиг капсюля в сторону. А вот с тезисом, что грязь при декапе посыпеться в пару трения соглашусь полностью, опробовано на собственной шкуре, поэтому на прессе эта операция "табу". Да и кроме того у меня от "декап" до "кап" ещё целая куча других операций, нет необходимости сразу заталкивать новый вместо старого.
neckНе толстоват пруток на ручку? )))
У нас уже вот такой в серию пошёл:
2 Иваныч БаскийЭто так кажется. Не толстоват. Шарик там вдвое меньше чем на чугуниевых прессах.
Не толстоват пруток на ручку? )))
2 Иваныч Баский
Не толстоват пруток на ручку?
А это с прицелом на штамповку оболочки "а-ля Корбинс".
neckИ к какому мнению пришли, позвольте узнать. Лопатить весь форум как-то не с руки....Спасибо.
Этот вопрос уже как то давно обсуждали.
Юра ЧенТо есть это должен сделать за вас кто то другой?
Лопатить весь форум как-то не с руки
И это, вы для какого типа станины хотите предложить такой подшипник?
С-образной, О-образной, двух или трёхстоечной?
neckПушкин! Александр Сергеевич.
То есть это должен сделать за вас кто то другой?
----------
"Si vis pacem, para bellum"
neck
То есть это должен сделать за вас кто то другой?И это, вы для какого типа станины хотите предложить такой подшипник?
С-образной, О-образной, двух или трёхстоечной?
Да не заставляю я вас ничего делать. Просто вы сказали, что уже это обсуждали, поэтому я и спросил- к какому мнению пришли. Ну если вам тяжко было написать пару строк по результатам ваших обсуждений, извините. А подшипник я ни к какому конкретно прессу не предлагал. Только спросил- почему вы не используете подшипник скольжения при изготовлении пресса. Кстати, а что, есть разница?
neckА это с прицелом на штамповку оболочки "а-ля Корбинс".
Если имеется в виду "С" образный пресс на фото, то это наверное шутка. Такого типа станину, прилично разгибает, особенно при максимальном усилии во время прохождения ВМТ. А штамповка как раз и работает в этом диапазоне усилий.
Firemen 8
Если имеется в виду "С" образный пресс на фото, то это наверное шутка.
Про шутку я вам рекомендую рассказать фирме Корбинс 😊
Она лет 20 выпускала штамповочные прессы именно с такой (С-образной) конструкцией станины.
И никто не жаловался.
Вот, кстати, на фото все модели прессов от Корбинс:

А до этого очень долго обходились бюджетной С-образной формой.
Маркетинг, однако 😊
И эта, если давить на прессе свинец для 12 калибра, то конечно придется перемычку сделать. Потому как усилия дикие.
А у нас речь про оболочку калибров типа 308.
neck
А как вы себе представляете эту направляющую? Сзади, (где хвостовик) на метчике имеется квадрат, за который он крепится в резьбонарезном патроне либо в какой то оправке.
А вот спереди как закрепить направляющую?
Это первое.
Метчики есть с направляющей частью. М.б. можно заказать еще у нас?
Ну да, изнашиваться будет, как и метчик в целом.
ПаршевДело даже не в этом.
Ну да, изнашиваться будет, как и метчик в целом.
Серийно такие метчики никто не выпускает. Серийно выпускают товар массового спроса, а тут кастом.
Следовательно, в продаже их нет и надо заказывать. Где? На специализированном заводе? Не получится - у них отлаженный цикл и оборудование под этот цикл заточенное.
Вряд ли возьмутся за разовый заказ, им миллионные тиражи то маленькими кажутся.
Что остается? А только одно - искать контору, имеющую резьбошлифовальный станок.
Задача, кстати, сложная. Не знаю как дела обстоят в столицах и во всяких "новосибах", а вот у нас, в почти "миллионнике", на весь город имелся только 1 (один!) такой станок. Причем, постоянно загруженный.
Мы своего заказа ждали больше месяца. Это при условии что заказывали сразу 20 комплектов и директора предприятий являются хорошими друзьями.
При этом будет 100% вероятность того, что метчик (если они ещё и возьмутся его изготавливать) придется делать из уже существующего метчика более крупного размера.
Просто потому, что как правило те, кто такие станки имеет, инструмент готовят только для себя.
И заготовки метчиков не изготавливают сами, а заказывают на стороне.
У тех же самых производителей, о которых говорилось чуть выше.
По этому, прежде чем дело дойдет непосредственно до изготовления режущей части вашего метчика, придется сначала найти нужной длины (и диаметра) какой то метчик. И ещё не факт, что на нем будет указано Р18 😊
А после чего долго и нудно его шлифовать. Снимая остатки старой резьбонарезной части,и приводя к нужному диаметру.
Да, ещё же и направляющую часть надо будет шлифовать точно в размер инструмента, которым будет подготавливаться отверстие для нарезания резьбы.
Конечно, существует оборудование с ЧПУ для изготовления похожих метчиков.
Существует. Только не в каждом "миллионнике" оно валяется.
И стоит таких денег, что очень мало кто его имеет по всей стране.
По этому с вероятностью 0,99 шлифовать вашу направляющую (как и тело метчика) будут на обычном резьбошлифовальном станке.
Дай Бог, если повышенной точности.
По этому могут с первого раза и не попасть в указанный вами размер.
Скорее всего и не попадут с первого раза - шлифовка, она такая.
Могут и со второго раза не попасть, и с третьего.
Это особое искусство. Тем более, когда требуется нестандартЩину городить.
Так что надо быть готовым к тому, что заказав один метчик, заплатить за него придется как за пять.
При этом, резьбошлифовщик ещё и должен при изготовлении вашей неправославной резьбы как то её контролировать.
Средний диаметр резьбы на заготовке хотя бы измерять.
Вопрос - чем??
Резьбовых микрометров для такой номенклатуры резьб в нашей стране не выпускают. За ненадобностью.
Они может быть конечно где то есть, но все наши попытки заказать такой готовый, закончились крахом.
Так что с большой долей вероятности от вашего заказа откажутся.
Из за отсутствия измерительного инструмента.
Нам повезло просто потому, что во первых мы заказывали обычные метчики (устали от китайского гуано с гордой надписью Р6М5).
А уставший от жизни лысый дядька, управлявший станком, оказался не только феноменальным спецом, знающим по памяти параметры практически всех существующих резьб, но и весьма к тому же запасливым.
У него сохранились заказанные очень давно калиброванные микронные проволочки.
С помощью которых можно измерять средний диаметр любой резьбы.
Впрочем, довольно уже вас утомлять "резьбошлифовальными ужасами".
Я просто на больничном, завтра на работу рано не вставать, так что можно и накатать развёрнутый ответ 😊
Так вот, пройдя через все эти заморочки, вы столкнетесь ещё с другими.
Основная из них такая - любой режущий инструмент при работе непрерывно изнашивается.
Те же сверла - стоит чуть появиться радиальному биению, как сверло уже не выдерживает нужный диаметр отверстия.
И сама направляющая, как вы верно заметили, будет то же изнашиваться.
В результате получаем следующее - через небольшое время работы направляющая часть такого метчика будет болтаться в заранее просверленном отверстии. Как пенис в стакане.
Это что же, под каждое конкретное сверло (или фрезу) метчик свой заказывать?
Речь понятно идет о серийном производстве. Для самодельщика это вообще не вариант.
Вернее, вариант. Если он сам работает на резьбошлифовальном станке 😊
Но я бы на месте резьбошлифовщика взял бы в качестве заготовки сам метчик в размер нужной резьбы, подлиннее, да головную часть и сошлифовал бы под направляющую.
Паршев
головную часть и сошлифовал бы под направляющую.
Обычно так и делают, на первом номере ( черновом )
Firemen 8Сверло спиральное всегда уводит в сторону. Это в его конструкцию заложено.
Сверло при большой глубине может уводить в сторону,
Дело это можно лишь усугубить или уменьшить заточкой.
Я на большой пресс свой как посмотрю - там столько всякого, ёж ты мой... уверяю вас, из цельной болванки это драчёвым напильником не скоро выпилишь.
Firemen 8А расскажите, как вы с этими инструментами тот же паз для шеллхолдера изготовите. Что бы точно в допусках был.
Если не использовать мега технологии, для изготовления вполне хорошего пресса, достаточно токарного и сверлильного станка.
На фрезерном (да если ещё хотя бы система позиционирования имеется) это дело банальное.
Поставили патрон токарный на стол, и все, остальное дело техники и двух фрез. Правда фрезы не простые, в магазине их не купишь. Но тем не менее изготовить их можно.
А вот на токарнике вы конечно же канавку расточите.
А дальше как?
Извлекать деталь из патрона нельзя - потом не попадёшь точно, особенно если переставлять придется в какую то приблуду, установленную на токарник.
А чуть увели размер, и амба.
Ну и не забываем, что деталь потом придется шлифовать в размер по подшипнику скольжения.
Или же шлифовка в планы не входит, раз весь набор станков состоит только из токарника и сверлилки.
Firemen 8
Проблема только найти место, где тебе вырежут станину из сороковки металла, и желательно на халяву
Это точно проблема. Как правило продают только целые листы.
Придется искать обрезок и того, кто на плазме сможет вырезать деталь.
Причем наколитесь вы обязательно. Потому что не знаете, какой припуск надо оставлять у детали.
Вы же не знаете, с какой точностью рабочий на плазме сможет размер поймать.
Как правило, самые ходовые такие промышленные агрегаты нормально режут сталь толщиной не более 30 мм. Все что выше - шаманским способом с кривой линией реза, и глубокими зарезами.
Которые после придется долго скрябать болгаркой и дрочить на фрезере.
Матерно ругая "Голливуд" за толстый слой облоя вокруг линии отреза.
После чего на эту деталь придется осторожно даже дышать.
Потратив на неё столько усилий, её можно запороть одним не осторожным движением.
Это я вас не пугаю. Просто рассказываю, как это всё происходит в суровой реальности.
Взрослые рабочие помогли, объяснили - как пробки делать, зачистить, сверлить заново. Это еще хорошо, что можно было с пробками-то.
neckЭто я вас не пугаю. Просто рассказываю, как это всё происходит в суровой реальности.
Просто Вы "Батенька" закоренелый пессимист. У Вас привычка нагнетать атмосферу, расписывая возможные сложности для людей далёких от металлообработки. Я же сразу написал, что многое возможно при наличии прежде всего свободного времени, а не урывками по 15 минут в конце рабочего дня. Можно изготовить разнообразный инструмент и приспособы для токарника. Конечно если есть ещё и фрезерный станок, так совсем хорошо. Ну и умение работать напильником никто не отменял. Что касается паза под шелл, не вижу сложности, с помощью простого приспособления устанавливаемого в резцедержку, продолбить его сбоку, не вынимая шток из патрона. Так же не вижу сложности сделать паз, устанавливая фрезы в патрон, выставляя шток в центрах, и фиксируя его с помощью люнета или какого нибудь другого приспособления. У кого есть, может воспользоваться фрезерной консолью для токарника. Шток не обязательно пришлифовывать ко втулке, если использовать шлифованный, хромированный, для гидроцилиндров, то можно расточить, или прошлифовать, наконец развернуть втулку под него. Ну и так далее по пунктам, ничего сверхсложного нет. Ну а напугать меня металлообработкой невозможно. Ещё в школе, класс 5й или 6й на уроках труда, изготавливали каждый себе инструмент, зубило, молотки, ножовку по металлу, с термообработкой, с воронением. Не забуду 16ти гранную кувалдочку, собственноручно отпиленную ножовкой от бруска 50/120/500.
Firemen 8Свободное время было в советские времена, когда рабочие полмесяца шлялись с малой загрузкой, а в конце месяца пахали в три смены. План надо было давать любой ценой, а заготовки завезли как раз за неделю до конца месяца.
Я же сразу написал, что многое возможно при наличии прежде всего свободного времени, а не урывками по 15 минут в конце рабочего дня.
Сейчас свободного времени, на тех производствах, где ещё работают, просто нет. Потому что очень мало квалифицированного персонала.
А тот, который есть, пашет за троих. Часто совмещая три профессии.
Firemen 8Конечно можно. Кто бы только за это заплатил рабочему, который крутит весь день станок?
Можно изготовить разнообразный инструмент и приспособы для токарника
Ежели только добрый дядя - начальник цеха, что бы рабочий мог для него изготовить нужную начальнику бирюльку.
Сам такой рабочий изготовить ничего не может - времени на это у него нет.
Firemen 8Я - оптимист. Когда писсимист говорит "а..хуже не будет!", я с оптимизмом утверждаю - будет, будет!
Просто Вы "Батенька" закоренелый пессимист.
Я просто почти всю жизнь отдал металлообработке и знаю о ней не по наслышке.
Firemen 8Простого приспособления не получится. Во первых, "простое приспособление" вы точно не выставите в резцедержке. Нужен будет либо механизм, позволяющий смещать инструмент по оси Z. Либо вы затрахаетесь ловить центр штока с помощью подкладок.
Что касается паза под шелл, не вижу сложности, с помощью простого приспособления устанавливаемого в резцедержку, продолбить его сбоку, не вынимая шток из патрона.
Кроме того, фрезу, которой будете пилить паз, надо как то приводить во вращение.
Экзотические способы типа использовать долбяк для того что бы паз пробурить, я не рассматриваю по определению.
Ибо кустарщина.
Да, и слесаря "золотые ручки" не рассматриваю то же. Который, поплевав на мозолистые честные руки, прищурит левый глаз и ножовкой выпилит паз.
Не серьёзно всё это. И криво.
Фрезерная консоль тут конечно поможет. В неё можно зажать шток, а в патрон зажать фрезу.
Только исполнитель этого дела обязательно накосячит, если к фрезерной консоли не прилагается DRO.
Которое не в каждом колхозе на токарнике имеется. Как и ШВП 😊
Небольшие железки отпиливать и немного фрезеровать на токарнике можно запросто.
Есть умельцы, которые могут на токарнике кубик в кубике выточить.
Правда я таких живьём не встречал, но слышал, что есть.
Скажем так - делать паз для шеллхолдера на токарнике я бы не рискнул.
Головку для капсюлятора (в которой без разницы, насколько точно сделан паз) делать по таким технологиям можно. Потому что шеллхолдер центрируется толкателем, и в общем то фиолетово, насколько кривой сам паз.
Firemen 8Вообще то принято вал к отверстию подгонять, что намного проще.
Шток не обязательно пришлифовывать ко втулке, если использовать шлифованный, хромированный, для гидроцилиндров, то можно расточить, или прошлифовать, наконец развернуть втулку под него.
Хромированная поверхность вообще для подшипников скольжения не используется, ибо дерёт ответную часть как наждак.
Ссылки на то, что вот у автомобильных амортизаторов шток хромированный, не принимаются. Там совсем другие условия работы в масляной ванне и с резиновыйм манжетом.
Да и точности от амортизатора не требуется, его задача гасить колебания неподрессоренных масс.
Далее. Вот когда вы вал к отверстию подгоняете, то всё просто.
Токарь может с грехом пополам, но попасть в размер. А он должен быть таким, что бы зазор в подшипнике был меньше чем 0,01.
Круглошлифовальный станок справляется с такой задачей то же играючи.
Измерения простые и доступные - обычный микрометр, желательно классом по-выше, и всё.
А вот когда мы втулку к валу подгоняем....у-у-у задача однако.
Хорошо когда есть расточной станок с УЦИ. но у нас то речь о расточке на токарном.
Живо представляю эту "сцену у фонтана", когда токарь тычется с нуромером, пытаясь "поймать" размер меньше "сотки".
Ругань такая стоит, что подойти страшно. Особенно если станок уже не новый и устал от жизни.
Впрочем ладно, сейчас обвинят в том, что опять пугаю 😊
Просто скажу, что без трёхточечного нутромера у вас может и не получиться.
Правда не у каждого токаря такой нутромер в тумбочке лежит.
А вот микрометр - в каждой тумбочке.
Я знаю цену мастерству. И снимаю шляпу перед специалистами. За их работой стоят ЗНАНИЯ проверенные практикой.
Просто выведу резюме - в теории, паз для шеллхолдера можно изготовить и на токарном станке. Только не на каждом станке это получится.
И не у каждого токаря.
Firemen 8У меня дома лежит память о покойном папе - самодельная ручная дрель, сделанная им собственноручно во время обучения в ремесленном училище в 1942 году.
Ещё в школе, класс 5й или 6й на уроках труда, изготавливали каждый себе инструмент, зубило, молотки, ножовку по металлу, с термообработкой, с воронением
Это не какой то там коловорот, а полноценная двухскоростная дрель.
Вскрыв которую видно, что даже шестерни - "конички" изготовлены с помощью напильника, вручную.
Как и трёхкулачковый патрон.
Так что раньше люди были большие мастера, не чета нынешним..
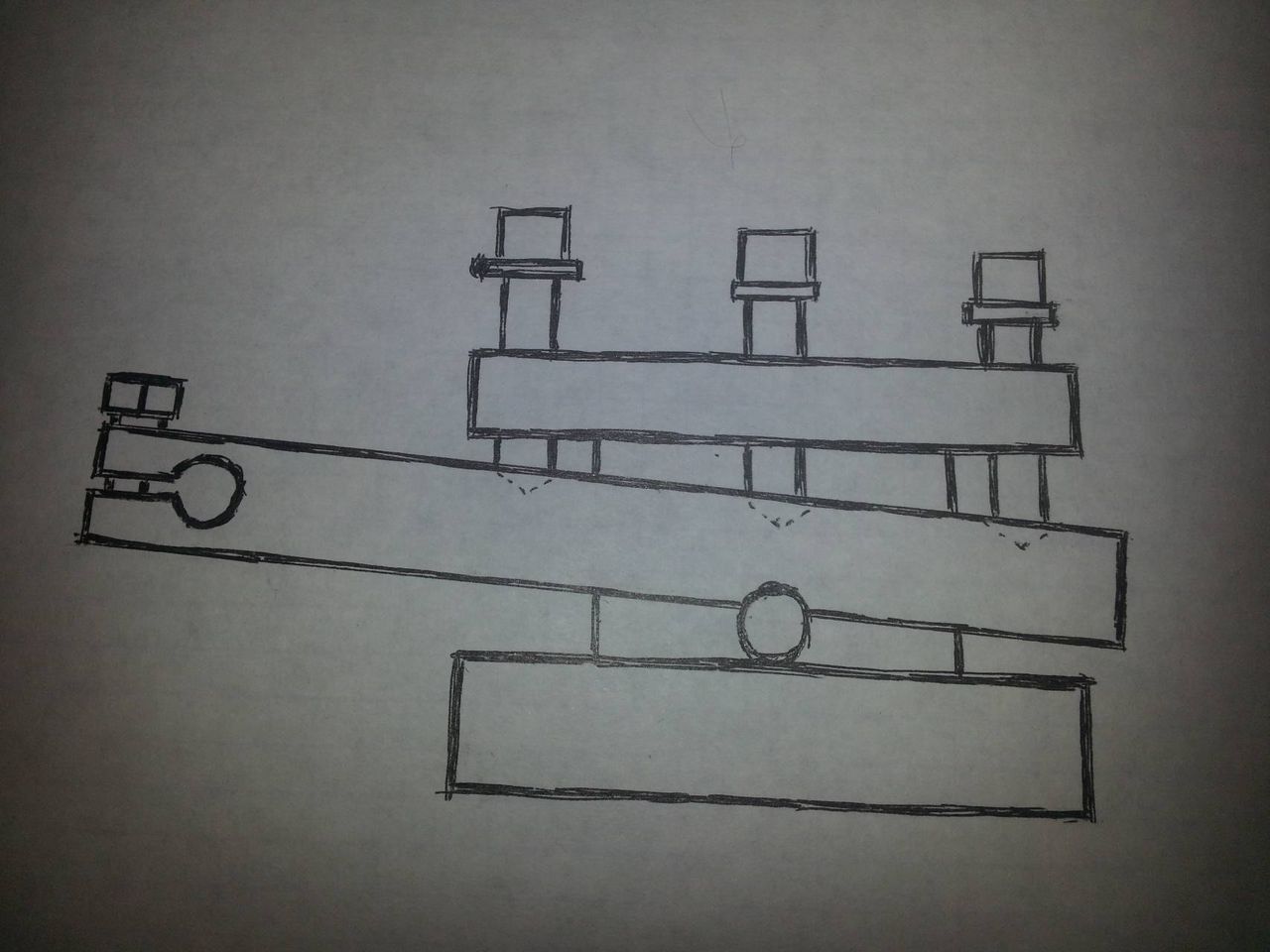
Конечно есть опытные, хорошие, мастера, но и они почему то бывает допускают ошибки, то ли халатность (потому что на халяву) то ли знания и опыт замыливают глаз. Вот к примеру мегасоосные отверстия в станине.
Firemen 8
Вот к примеру мегасоосные отверстия в станине.
Как я вас понимаю! У нас весь 2012 год часто было такое.
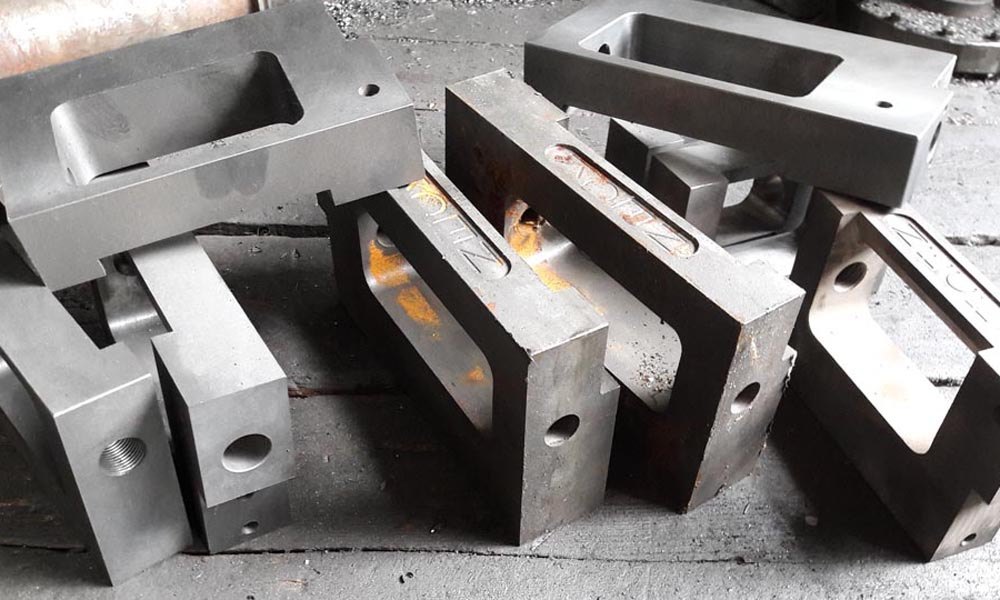
В конечном итоге пришлось изобретать оригинальную технологию сверления станины на четырёхосевом станке и создавать оснастку для фиксирования метчика от перекоса.
Иначе никак. Придется работать в основном на мусорку.
Устал повторять, но ещё раз скажу - если бы я знал в 2012 году, сколько понадобится изготовить оснастки только для изготовления станины, я никогда бы не взялся за это дело.
😞
"Дорогой Дедушка Мороз, пожалуйста, сделай так, чтобы уважаемый neck дописал первую страницу данной темы. Он когда-то писал, что материал готов, но времени не хватает..."
в сторонке
zevs1пресс, конечно кондовый, бесспорно. Но! Пальцы правой руки будут с содранной кожей очень быстро. Если не на пистолетных гильзах, то на более длинных.
вот нормальный пресс у фрезера.сварной и дешевый
И есть ряд вопросов, первый и самый, наверное, главный это что у данной конструкции с соосностью. Пистолетной гильзе, ей все равно, она короткая и со слабо выраженными плечами, а как себя в данном прессе поведет, скажем, гильза 300WM?
----------
"Si vis pacem, para bellum"
Александр, отбил на Вашем изделии раза три, при распуливании особо злобно зажатых булек... 😊
----------
"Si vis pacem, para bellum"
Паршев
Вопрос кстати: в условиях отсутствия фирменного капсулятора к большому или револьверному прессу Neck - какие капсуляторы лучше прикупить? Чтобы и для боксера и для бердана, и для гадкоствола тоже подошел?
Продают в ветке "Все для высокоточной стрельбы" и для бердана тоже. Там же продают шелхолдеры на любой калибр, можно купить для гладкого калибра и подумать, как туда восьмимиллиметровый КВ-209 пристроить. Но проще Барклая, наверное, ничего нет.
zevs1
вот нормальный пресс у фрезера.сварной и дешевый .нек нервно курит
в сторонке
Параметры нормальности и дешевизны сообщить сможете?
Визуально сделан аккуратно но это ещё далеко не главное.
BitteRПродают в ветке "Все для высокоточной стрельбы" и для бердана тоже. Там же продают шелхолдеры на любой калибр, можно купить для гладкого калибра и подумать, как туда восьмимиллиметровый КВ-209 пристроить. Но проще Барклая, наверное, ничего нет.
Ну, железный лом, наверное, проще Барклая, и в данном случае близок по удобству использования - большинство моих калибров даже в Барклае 20-го калибра проваливаются.
Вкручиваемые в резьбу пресса то же хороши и позволяют контролировать износ капсюльного гнезда.
Но ручкой пресса махать более утомительно, чем ручным орудовать.
Да и снимать с пресса матрицу ради установки капсюлятора - как то не по феньшую 😊
Это хорошо на прессе с револьверной головкой - один раз настроил, и работай.
А вот на сингловых прессах это лишний гиморой.
У нас в разработке есть оригинальная модель. Никем не выпускаемая и лишённая таких недостатков.
Но не обещаю, что руки до неё скоро дойдут - сейчас в приоритете новый вариант пресса на стальной станине, приспособленный для штамповки оболочки.
Паршев
большинство моих калибров даже в Барклае 20-го калибра проваливаются.
Барклай 20 калибра, как я понял, имеется? Берём гильзу 20 калибра, сверлим в донце отверстие по диаметру тела нужной гильзы, немного продавливаем края отверстия под рант гильзы нужного калибра, вставляем гильзу нужного калибра в отверстие гильзы 20 калибра, эту гильзу 20 калибра вставляем в Барклай и устанавливаем капсюль.
Можно все же заказать шелхолдер нужного гладкого калибра с отверстием 8мм, снять с толкателя прессового капсюлятора "корзинку" под капсюль, которая побольше, для large primer, и пружину, надеть на этот толкатель перевернутый центробой или КВ-27 с удаленным инициирующим составом, и можно стандартным прессовым капсюлятором аккуратно капсюли запрессовывать.
BitteR, немного продавливаем края отверстия под рант гильзы нужного калибра,... и можно стандартным прессовым капсюлятором аккуратно капсюли запрессовывать.
BitteR, так у меня нету стандартного прессового капсулятора, в чем и проблема и причина моего обращения 😊 и калибры мои безрантовые - 308, 8х57, 9х64 😊
Кстати - а для штамповки оболочки этот пресс не подойдет? У него вроде оси переставляются для усиления нажима?
ПаршевBitteR, так у меня нету стандартного прессового капсулятора, в чем и проблема и причина моего обращения 😊 и калибры мои безрантовые - 308, 8х57, 9х64 😊
Вы же про гладкие говорили 😊 С нарезными то проблем нет - Боливар поможет, у него хотите заказать? forummessage/153/20
BitteRВы же про гладкие говорили 😊 С нарезными то проблем нет - Боливар поможет, у него хотите заказать? forummessage/153/20
Да, спасибо, посмотрел. Буду вот думать теперь, потому что Ли-шный примерно в те же деньги, но только без Жевело.
В принципе, раз пресс есть - надо бы соблюдать концептуальное единство
ПаршевУ Боливара тоже без Жевело, максимум - центробой.Да, спасибо, посмотрел. Буду вот думать теперь, потому что Ли-шный примерно в те же деньги, но только без Жевело.
BitteRА ВОТ НАШ СТАРЫЙ, СНЯТЫЙ С ПРОИЗВОДСТВА, лопал любые капсюля.
У Боливара тоже без Жевело, максимум - центробой.
Боливар начал упрощать конструкцию 😊
Как подозреваю, ему контргайки разрезные делать не хочется.
А без них не получается настроить капсюлятор для работы с Жевелло.
В общем, Паршев, ищите нашу модель, которую выпускали года три назад.
neckЯ ему обешчал показать.
В общем, Паршев, ищите нашу модель, которую выпускали года три назад.
neckАлександр, Вы ж мне сами говорили, что на любом углу их купить можно.(?)
Как подозреваю, ему контргайки разрезные делать не хочется.
Я проверил. Вы меня не обманули. По 500-600р есть, как собак нэ рэзаных, правда с дюймовым шестигранником на винтике. Но вопрос ключика, как оказалось, легко решается.
----------
"Si vis pacem, para bellum"
Waldschnepfer
Но вопрос ключика, как оказалось, легко решается
Как?
BitteRКонкретную ссылку дать не могу. Потерялась, но таких мест много.
Как?
Нашел поиском инструментальных магазинов. Дюймовые имбусовые ключи.
Сначала в Планете Железяка купил, рублей за 250, огромную пластиковую карманницу с разными ключами метрическими и дюймовыми, от маленького до большого, но потом поиск продолжил и нашел мнаборы маленьких ключиков метрических, дюймовых и звездёных. Взял все три, в двуж экземплярах, обошлось все ~650р.
----------
"Si vis pacem, para bellum"
https://uni-tool.ru/ruchnoy-in...uchi-imbusovye/
----------
"Si vis pacem, para bellum"
WaldschnepferТу вопрос не столько в гайке 😊
Александр, Вы ж мне сами говорили, что на любом углу их купить можно.(?)
Я проверил. Вы меня не обманули. По 500-600р есть, как собак нэ рэзаных, правда с дюймовым шестигранником на винтике.
Капсюль жевелло существенно выше капсюлей других моделей.
И для него надо изготавливать отдельный толкатель.
Это дополнительные затраты на изготовление.
Кроме того, надо мудрить с возможностью настройки капсюлятора на капсюль такой высоты. Это тоже усложняет конструкцию (и соответственно, цену).
Кроме того, после настройки капсюлятор надо как то зафиксировать в настроенном положении.
Значит нужна контргайка.
и получается следующее - покупная контргайка обходится в среднем рублей в 600 с доставкой. Плюс ещё затраты на дополнительный толкатель.
1000 рублей легко набегают к цене капсюлятра без этого наворота.
По этому тот, кто отказывается от дополнительной опции "работа с Жевелло" получает маркетинговое преимущество в виде более низкой цены его изделия.
Логика в этом конечно же есть. Вот сколько найдется желающих капсюлировать жевелло на релодырьском прессе?
Да не более трети от общего числа пользователей.
Так что этих пользователей можно послать к бабушка of чёрт УПС-у, и ориентироваться как раз на более массового покупателя.
Которому эти извраты не нужны.
neck, производители основные деньги делают не на основном устройстве, не на базовом комплекте, а на всякой относящейся к делу лабуде. Толкатель для жевело должен быть не в комплекте капсулятора, а должно быть можно купить Special-edition-v-jopu-jevelo-tolkatel-ot-necka за сколько-то там рублей с пересылкой. Причем чтобы от пресса 110 мм не подходил к прессу 150 мм, и уж тем более к револьверному. И Лубрикатор от neck должен быть, свой (надеюсь, в Астрахани бесцветный крем для обуви продаётся?).
А так-то, если в конструкции капсулятора нет принципиальных препятствий, то проблема только в шелхолдере. Толкатель-то из гвоздя двухсотки я сделаю как-нибудь, а контрагаек этих у каждого релодыря - как говна за баней.
З.Ы никого не хотел обидеть...но мне как торопыге не хочется листать 53 страницы не понятных для меня тех.обсуждений,чтоб где нибудь на 45й(к примеру) узнать что-"выпуск бюджетного пресса это утопия...но давайте продолжим общение ради общения"
С Уважением,Ярослав
З.З.Ы или можно сразу начинать копить на ЛЕЕ?=)
JarossЕсли вам быстро надо, то сразу копите на Ли.
З.З.Ы или можно сразу начинать копить на ЛЕЕ?=)
Чугунный пресс от ли вполне приличный выбор.
ПаршевДело за малым - конструкция капсюлятора должна позволять этот самый "гвоздь" приспособить.
Что, дело только в толкателе и контрагайке?
Толкатель-то из гвоздя двухсотки я сделаю как-нибудь, а контрагаек этих у каждого релодыря - как говна за баней.
То есть, учитывать разницу высоты между малым винтовочным капсюлем, и Жевелло.
Можно конечно и тупо забабахать свой толкатель, вместо пары заводских.
Но тут вы гвоздем не отделаетесь 😊
Что бы не размусоливать это дело ещё на две страницы, скажу проще - как это сделать максимально просто, я знаю. Есть и действующий макет устройства, которое не надо вкручивать в пресс.
Но пока руки не дошли до этого проекта, я просто промолчу.
Спасибо боливарам, научили как карты передёргивать что надо до разворачивания производства язык за зубами держать.
neck
Если вам быстро надо, то сразу копите на Ли.
Чугунный пресс от ли вполне приличный выбор.
да нет,не быстро,но хотя бы приблизительно можно узнать сроки(примерные прям вааще...год,полтора,два) и прикидочную стоимость,а то может имеет смысл подождать(я в принципе и не собирался прям завтра покупать) или внести какой то взнос =)
С Уважением,Ярослав
Jarossда нет,не быстро,но хотя бы приблизительно можно узнать сроки(примерные прям вааще...год,полтора,два) и прикидочную стоимость,а то может имеет смысл подождать(я в принципе и не собирался прям завтра покупать) или внести какой то взнос =)
С Уважением,Ярослав
Да уж,иногда читаю,вам в личку ответят,наверное.Лучше копите на RCBS или на Lee.Вы уж меня извините топикастер,но так как я молчать не люблю,и надеюсь мой пост не удалят,пусть это будет правдой,для тех кто заходит в тему.Я все думал почему все вопросы в личку,в ходе общения с производителем я понял,с меня в устной форме было взято согласие о том что я не буду в теме обсуждать данный товар,как и со многих здесь присутствующих,но все молчат,интересно наверное да,что данный топикастер зарубил всех на корню,желающих внести хоть какую то лепту в создании самодельного пресса,уверяя в том, что они либо ничего не понимают в этом,либо они не токари,ну и так далее.А как же письма от людей по прессу с вращающейся головой,данную тему я нашел,тема закрыта,так как пресс не пользуется спросом.
С очереди себя снимаю,спасибо за потраченное на меня время,в ходе общения.
JarossНа днях разговаривал со своими знакомыми которые занимаются бизнесом в сфере продажи оружия и порохов. Говорят что назрели идеи запустить производство по изготовлению матриц и оснастки для релодинга, в связи с принятием поправок к закону. Я к чему это... Есть мнение , что скоро все ормаги завалят разной продукцией, так как кто то думает еще о том что бы начать, а кто то уже возможно делает и выкинет продукцию на прилавок.
приблизительно можно узнать сроки(примерные прям вааще...год,полтора,два) и прикидочную стоимость,а то может имеет смысл подождать
Бамбуча 555У меня нет возможностей кому то что то там запретить или зарубить.
что данный топикастер зарубил всех на корню,желающих внести хоть какую то лепту в создании самодельного пресса,уверяя в том, что они либо ничего не понимают в этом,либо они не токари,ну и так далее.
Уверен, что даже сегодня в каком то из городов нашей большой страны есть люди, которые делают ( или пытаются делать) свой пресс.
Есть и такие, кто про Ганзу вообще не знают.
Бамбуча 555Если честно, я не представляю, как можно снять с очереди того, кто в ней вообще не состоял.
С очереди себя снимаю,спасибо за потраченное на меня время,в ходе общения.
Если бы вы состояли на очереди, я сейчас обращался бы к вам по имени-отчеству.
Информация о том, как вас звать, у меня отсутствует. Следовательно, в очередь вы так и не попали по какой то причине.
Всего вам хорошего.
DondukovДа её и сейчас навалом. Не считая Ганзы, куча интернет-магазинов предлагают всё, что угодно.
Есть мнение , что скоро все ормаги завалят разной продукцией, так как кто то думает еще о том что бы начать, а кто то уже возможно делает и выкинет продукцию на прилавок.
Но в любом случае останутся сегменты, куда не полезет большой бизнес.
Например, штамповка оболочных пуль по типу Корбинс.
Дело сложное, и не дает быстрых прибылей.
Да и государство наше в любой момент гадость какую-нибудь подкинуть может.
Вон по ящику недавно рассказали, как девчонка какая то себе в лицо из травмата отца стрельнула.
И сразу же выскочил депутат с воплем о необходимости ужесточить!!
Но это обычная история - тигель для плавки свинца от Лии! 10 тысяч! Эксклюзив!
Рядом китайский тигель для припоя - 2500 😊 Ну он же не для патронов 😛
neck
Если честно, я не представляю, как можно снять с очереди того, кто в ней вообще не состоял.
Если бы вы состояли на очереди, я сейчас обращался бы к вам по имени-отчеству.
Информация о том, как вас звать, у меня отсутствует. Следовательно, в очередь вы так и не попали по какой то причине.Всего вам хорошего.
Вот видите,а говорите у вас нет возможности кому то что то запретить,так своим пренебрежением,и общением с людьми которые приходят на форум,в надежде что то подсказать,
Вот видите,по поводу турельного пресса, аля Lee я попал в точку,молчите значит инфа правильная,что по прессу недоработки,вы даже не удосужились человеку ответить,за сим откланяюсь от вашего костерка.
Бамбуча 555А расскажите то, любезный, в чем недоработка нашего пресса с револьверной головкой?
Вот видите,по поводу турельного пресса, аля Lee я попал в точку,молчите значит инфа правильная,что по прессу недоработки,
Я что то не слышал о нем негативных отзывов.
На вторичном рынке улетает мгновенно, больше двух часов в продаже не висит.
Как мне отписал один из пользователей, он на таком нашем прессе запросто передавливал стальные гильзы в другой калибр. Без всяких последствий для пресса.
Попробовали бы вы такой номер на аналоге от Реддинга провернуть 😊
Про "турельный от Ли" я вообще молчу - "тваречка" настолько нежная, что часто от латуни ломается.
Одним словом, расскажите ка, чем же был плох наш пресс с револьверной головкой?
Просветите, что в нем было не так?
neckЗапросто!
расскажите ка, чем же был плох наш пресс с револьверной головкой?
Я, му..к, его не купил вовремя.
----------
"Si vis pacem, para bellum"
Одного общения с вами,как вы выразились что нет меня,и звать меня ни как,я ведь даже в очереди не стою.
1) в личку мне писать бесполезно. Я её не читаю.
Об этом написано в заголовке каждой теме о наших прессах.
ПРИЧЕМ, НАПИСАНО ДВА РАЗА, более того,жирным шрифтом.
Не помогает 😞 обязательно найдутся люди, которые читают по диагонали, а потом обижаются на то, что им не ответили.
2)
Бамбуча 555
Кстати в одной из ваших тем,данный недостаток вы сами освещали,и даже фото прикладывали,и кричали что вот ведь смотрите как бывает,когда шток с резьбой отломился.
А, вот вы о чём. Теперь понятно. Вы начали с револьверного пресса, а теперь выясняется, что речь о другом.
Разъясняю - на прессах с револьверной головкой ручку никто никогда не ломал 😊
Ломал ручку на совершенно другом прессе человек, который пытался на нем передавливать оболочные пули калибра 9,3 мм в пули калибра 308.
Причем пытался это делать за одну операцию, стараясь "на дуру" промять почти 2 мм за раз.
На том прессе кинематика имела два режима работы - "релоадинг" и "штамповка".
Режим "штамповка" как раз был разработан для того, что бы можно было изменить передаточное число кинематики для увеличения номинального усилия прижима на штоке.
Но наши люди инструкции же не читают 😊
По этому пользователь давил пули именно в режиме "релоадинг", надев на ручку трубу-удлинитель.
В результате чего сломал ручку пресса. Это предотвратило поломку других деталей кинематики.
После этого случая мы изменили конструкцию ручки, и таких проблем больше не возникало.
3)
Бамбуча 555Вот тут я как то не соображу, что же вы хотели сказать то?
Одного общения с вами,как вы выразились что нет меня,и звать меня ни как,я ведь даже в очереди не стою.
Такое впечатление, что в этом предложении вы несколько слов пропустили.
Вообще пытаюсь понять, что за обиды у вас на меня то?
Насколько помню, по телефону мы с вами вполне нормально по-общались.
Что пошло не так?
neckЯ уже даже не знаю, что еще можно ужесточать в правилах об оружие. 😊
И сразу же выскочил депутат с воплем о необходимости ужесточить!!
Если только придумать что бы хранить сейф в сейфе. 😊
Dondukov
Я уже даже не знаю, что еще можно ужесточать в правилах об оружие. 😊
Если только придумать что бы хранить сейф в сейфе. 😊
Вы главное не подсказывайте.
результате чего сломал ручку пресса. Это предотвратило поломку других деталей кинематики.Там потом кинематика стала ломаться? Или конструктив ручки все же был плох?
После этого случая мы изменили конструкцию ручки, и таких проблем больше не возникало.
Из ваших слов возникает двойственность логики, вроде ручка спецом такая, чтоб не ломать другого, а изменили.
Изменили, ручка ломаться перестала, а зачем меняли тогда?
Недолог век в руках самурая
Капли крови рукав кимоно обагрили
ЧитательНе знаю конструкцию.
Изменили, ручка ломаться перестала, а зачем меняли тогда?
Но на случай таких "нечитающих" специально делают срезаемые шпильки, которые "нечитающие"меняют на особопрочные и гробят весь узел.
Пример - лодочные моторы.
ЧитательПоломка ручки - это защита от дурака. Причем должна именно ломаться, а не гнуться.
Из ваших слов возникает двойственность логики, вроде ручка спецом такая, чтоб не ломать другого, а изменили.
Изменили, ручка ломаться перестала, а зачем меняли тогда?
Что бы "самоделкин", надевший двухметровую трубу на ручку её именно сломал, а не погнул.
Если же такой защиты не будет, идиот с двухметровой трубой на ручке, просто замнет паз для установки шеллхолдера на штоке.
Меняли же конструкцию после того, когда ещё раз пересчитали прочность этого узла, и пришли к выводу, что прочность можно ещё немного увеличить без опасности поломки других деталей.
Конечно, кинематика вся заново - а то ручка вбок еще неудобнее, но я так всерьез думаю, как приспособить свой 150-й.
ПаршевНе проблема ни верстак, ни настенное крепление.
Еще вопрос: а не думали о конструкции типа "настенного пресса"? Особенно для квартир актуально, прямо просится пресс развернуть его боком, вплотную к стене. У меня так есть прочная стена, ж/б, но в коридоре - верстак не поставишь. Это тема-то непростая - крепление на стол или верстак, не у всех он есть, чтобы верхняя плита держала нагрузки.
Верстак складной уже порказывал, #906, а на стену закрепить ешчо прошче. Два "Г"образных или "Т" образных кронштейна из 40го уголка или прямоугольного профиля, а в стену вклеенные, на хим. анкер, шпильки или, что лучше, длинные гайки.
----------
"Si vis pacem, para bellum"
Не о УСП и не о молотковых наборах, и даже не о нажимных прессах.
А именно о рычажных прессах с нижним расположением рычагов кинематики.
По этому был бы вам признателен, если бы вы переместили вами написанное в соответствующие разделы или темы Ганзы.
Александр ДВА, что, в этой теме кто то прессами барыжит?
Доброго времени суток. Не могли бы Вы озвучить цену пресса с доставкой в Хабаровск ?
Покажите пальцем, может и мне надо.
----------
"Si vis pacem, para bellum"
Stariy1891
Партию однотипных резьб режу на фрезере. ( с небольшой доработкой)увода нет.а тратить время и деньги на логотип.?
Я как понимаю, вы хотите что то нам рассказать о прессах??
Сразу скажу, что рассказов о том, что надо "на малых оборотах и обильно поливать СОЖ" мы уже наслушались много.
Как и утверждений о том, что шеллхолдер всё стерпит и компенсирует.
По этому, что бы не тратить время на пустые разговоры, давайте поступим совсем просто - вы тут покажите ваш измерительный инструмент, с помощью которого вы сможете проконтролировать соосность (и параллельность) отверстия для штока и отверстия с резьбой для матриц.
Вот после этого будет понятно, на какие темы с вами можно будет разговаривать.
Да, вы бы тексты ваши разбивали на отдельные предложения, и более связно излагали.
А то вникать сложно.
И сложно понять, чего же вы сказать хотите.
Stariy1891А для чего вам капсюлятор то? Ваш замечательный УПС вполне может роль капсюлятора играть.
Вопрос кстати: в условиях отсутствия фирменного капсулятора к большому или револьверному прессу Neck - какие капсуляторы лучше прикупить? Чтобы и для боксера и для бердана, и для гадкоствола тоже подошел?
На том фото, где УПС показан с установленной гильзой, все прекрасно видно:
Кладете каапсюль на капсюльное гнездо, и давите на него верхней перемычкой УПСа.
neckАлександр, Вы все таки, добрейшей души человек!
А для чего вам капсюлятор то?
neckЗамечу, капсюлятор универсальный, работает со всеми типами капсюлей!
Ваш замечательный УПС вполне может роль капсюлятора играть.
----------
"Si vis pacem, para bellum"
Паршев
А я им, кстати, и пули сажал, так, не для релоада, а побаловаться. \
Письмо по вашему вопросу на почту вам отправил.
Stariy1891Я просил не индикаторы показывать и проволочки 😊
спросили показал.измерительный инструмент.индикатор ,отвес, штангель.проволочки Вам не интересно...мы не избалованы заморскими штучками Станки на бронзе,шабрим в ручную.
Речь про методику измерений. Что относительно чего измерять, что будет являться базой и т.д.
Еще проще - вот у нас скоба в форме буквы С. В ней просверлено сквозное отверстие между "хвостиками" этой буквы С.
Надо определить, соосны ли эти два отверстия.
Куда вы пристроите индикатор, и относительно чего вы им будете делать замеры соосности?
Так понятно, или еще надо уточнить вопрос?
"- Как же вы, не имея мелкоскопа сумели произвести такое удивление? - спросил государь.
- Мы по бедности нашей мелкоскопов не имеем, - ответил Левша. - У нас глаз пристрелямши!"
Го нет..первая помощь нет..стрелковки нет...
Кмс сдавал в школе.и водительские..бесплатно. ....
Stariy1891Для начала не плохо бы договориться, о токарном станке какой модели идет речь.
токарный планшайба угловая призма.перпендикуляр....
А потом уже и говорить про планшайбы и прижимы.
Потому что не всё так просто, как кажется.
Stariy1891Для того, что бы "подобрать скорость шестерни" потребуется несколько специфический станок 😊
Второй путь фрезер ..с ним ещё проще..поколдовать с вертикальной подачей шестерни -подобрать скорость .резьба 7/8 -22.2х14.машинный метчик.
Резьба 7/8х14 имеет метрический шаг 1,814 мм. И подобрать такой шаг на отечественных фрезерах с механическими подачами не получится без шаманских плясок с бубном. Если вообще получится.
Тут нужен 400й Хеккерт. Или хотя бы древний советский 6Р13Ф3-37.
С сервомоторами, энкодерами и системой ЧПУ.
Желательно ещё и резьбовую фрезу иметь.
По этому мало шансов, что с фрезером у вас получится.
Придется что то другое придумать.
Stariy1891Хм, опять же - о каком фрезере ведём речь? О 675 или 676 "Коммунаросе" что ли?
Резьба 7/8 -22.2х14.машинный метчик.
[/QUOTE
Ой, а где вы нашли машинный метчик 7/8х14? Продайте парочку!
Все что есть в продаже - китайские бирюльки, на которых написано 9ХС.
Нарезать ими резьбу можно только вручную. И то, долго резать не получится.
Попытка их использовать в качестве машинных мгновенно выходят эти метчики из строя.[QUOTE]Originally posted by Stariy1891:
Не хватает высоты- убрал стол.
Потому что я не представляю, как вы снимете стол хотя бы на 6Р13.
Впрочем, довольно о кривых технологиях. Я бы мог вам еще о парочке таких технологий рассказать, но вопрос не в этом.
У нас с вами какой то диалог слепого с глухим получается.
Я вам задал совсем простой вопрос о том, КАКИМ образом вы будете КОНТРОЛИРОВАТЬ соосность двух разнесённых между собой отверстий.
И уточнил даже - вот имеем два отверстия на концах станины, которые по идее должны быть расположены строго на одной оси.
Одно из этих отверстий ещё имеет резьбу.
Вопрос о том, каким образом эти отверстия получены, я не поднимал.
Ну как то получены, и ладно.
Вопрос был именно про то, каким образом вы сможете ПРОКОНТРОЛИРОВАТЬ соосность этих двух отверстий?
С помощью каких измерительных инструментов это можно сделать?
А вы мне в ответ о планшайбах и метчиках, с помощью которых вы планируете отверстия ИЗГОТОВИТЬ.
Ну а самый главный вопрос так и остался без ответа.
Stariy1891У мня за плечами два года аспирантуры и преподавательской деятельности, так что кинематику рассчитать могу и сам 😊
попробуйте кооперации. .Волгоград технический -волг- путейный.договориться с декан 4 курс им хорошо диплом и наработки вам освободит время.
Защититься не получилось по причине сильной болезни и смерти родителей, ну а потом уже стало не интересно, ушёл в производство.
Stariy1891Испытания показали, что стальной корпус выдерживает и так.
Зачем сделали прямой угол ?фрезой.по по стороне скруглила бы.сняла напряжения .фактор риска излома.
Зато эстетически красивее, чем если бы радиус был.
Радиусные закругления хорошо смотрятся на станине О-образной формы, там они уместны.
А вот С-образную лучше сделать именно с прямыми углами.
Опять же, это моё личное мнение 😊
Stariy1891Ну, вы настоящий русский молодчина 😊
Это так чтобы не быть голословным ..здесь все сверловка расточка нарезка плазма
Для таких головок чугун нужен, драть их из стали - очень не бюджетно.
Stariy1891А зря. Рано или поздно придется научиться проверять соосность каналов.
Я их не меряю прсто делаю
Иначе можно начать на мусорку работать.
Я тут как то уже выкладывал фото 2012 года с кучей бракованных станин.
У которых не соосность канала для штока с отверстием для установки матриц.
Десяток таких станин сильно отрезвляет и заставляет подумать о том, как контролировать процесс.
И придумать оснастку, исключающую не соосность и перекосы.
Stariy1891Амбиции были 30 лет назад. Сейчас одна забота - на кладбище не попасть.
Амбиции.. попроще и люди потянутся.
И дожить жизнь так, что бы не было мучительно больно. Под финал.
Нет если фалява то ка бы да.....а чугуна у нас нет...конечно можно взять браков гребной вал с Николаев з-д. пустить на перьевые ручки..о ещё одна загвоздка -стружка..
Нет если чисто по прессам..куполообразная форма.компенсирует все напряги текучесть.. 4 сварных шва..
Токарка плазма сварка сборка-это по моим возможностям..
Универсальность даёт много слабых мест..
Алюминий не берем-а ЛИИ
Это не промышленный..так надо помогать молодому дарованию а не давить авторитетом.обьяснить ..
Используйте все что подойдёт.
И амортизатор прекрасно работают..только 600 наждач пройдитесь,(так наз холинговка) сеточка.что бы масляная плёнка была...не те режимы.
Stariy1891Я тут и рассказываю о том, что и как заведомо не надо делать.
Это не промышленный..так надо помогать молодому дарованию а не давить авторитетом.обьяснить
А уж как сделать правильно, пусть сами ищут исходя из своих возможностей.
Один то пресс для себя можно сделать правильно даже в кустарных условиях.
Особенно если цель поставлена сильно сэкономить и есть несколько попыток.
А вот пытаться серийно производить прессы в полу- кустарных условиях, на ушатанном оборудовании и не имея средств контроля - это дело совсем другое.
Да и тот, кто имеет современное оборудование, то же по граблям до сыта наскачется, пока поймет, что к чему и не наделает нужной оснастки.
В том числе для контроля соосности.
А это всё не за пять минут делается.
Шпиндель перпендикулярен столу.константа..есть плоскость прикреплена к столу или планшайбе .задача- отверстие на определению глубину без увод на сторону и нарезка резьбы.решение -делаю за установ - керн центровка. Первое пилотное 7.8 проверка сверла на равномерность стружкой (что это знаете)сверлю 8мм длин 300 ..вторым 19.8с центр носом.растачиваю 20.2 нарезаю это моя техника...и что где измерять?снять через месяц поставить а смысл.поставил сделал 2-3-10
А вот пытаться серийно производить прессы в полу- кустарных условиях, на ушатанном оборудовании и не имея средств контроля - это дело совсем другое
Вопрос- за чем..не рнтабельно ..я могу..ну могем..
Вы не переживайте я не делаю пресса.это штампы и буровые ст 12х-хвг-9хс ..эльбор алмаз..
Сделать вырубной (прошивку)штамп под 08 . Да соосность
Здесь же резьба (допуски) свободная с низу шелх-м свободный.надо стремится но не так.если уж завалить количеством литье штамп.колесные диски штампуют.двигатели милионики перестали выпускать
Поэтому бюджетный под определённую работу.....и гидравлику если кому..
А такими кусочками разбрасываться от жиру.здесь притиры не из чего сделать..
[B][/B]
Вот и раскажите как ..
(Не умею выделять()..
Ладно а то как в свинце уйдем за 500...
((((( Сейчас одна забота - на кладбище не попасть.
И дожить жизнь так, что бы не было мучительно больно. Под финал.)))
Не больно --..досадно когда возващаешься..
Я просил не индикаторы показывать и проволочки
Речь про методику измерений. Что относительно чего измерять, что будет являться базой и т.д.
Еще проще - вот у нас скоба в форме буквы С. В ней просверлено сквозное отверстие между "хвостиками" этой буквы С.
Надо определить, соосны ли эти два отверстия.
Куда вы пристроите индикатор, и относительно чего вы им будете делать замеры соосности?
Так понятно, или еще надо уточнить вопрос?
Разрешите встречный вопрос...
Есть головка блока с двумя распредвалами задиры на постели.задача востановить собрать и отдать клиенту
И ему по барабану чем и куда будете ставить и измерять.
V образдник 8 цеилндров расточка и холинговка ...где база..откуда делать отчёт. .
Stariy1891Это все хорошо 😊
Вот опять по эту пресловутую соосность..прям в ступор ввели..
Шпиндель перпендикулярен столу.константа..есть плоскость прикреплена к столу или планшайбе .задача- отверстие на определению глубину без увод на сторону и нарезка резьбы.решение -делаю за установ - керн центровка. Первое пилотное 7.8 проверка сверла на равномерность стружкой (что это знаете)сверлю 8мм длин 300 ..вторым 19.8с центр носом.растачиваю 20.2 нарезаю это моя техника...и что где измерять?снять через месяц поставить а смысл.поставил сделал 2-3-10
Однако планшайба будет перпендикулярна столу только тогда, когда ваш стол будет ездить на роликах по направляющим. Или на гидроопорах двигаться.
А когда речь идет о уставшем от жизни 16К20, тут дело несколько другое.
На этом станке суппорт движется по направляющим (фактически скользит) продольной подачи. А на этом суппорте ещё установлены и салазки поперечной подачи. С направляющими типа ласточкин хвост.
При более-менее интенсивной эксплуатации эти направляющие имеют износ.
Всегда. Причем, не равномерный.
У направляющих продольной подачи этот износ выше возле патрона станка.
Потому как основная работа у токаря бывает с не очень длинными деталями.
В результате получаем следующее - при движении суппорта от задней бабки к патрону, поверхность этого суппорта начинает по-немногу опускаться по высоте. На величину износа.
И если вы поверхность суппорта возьмёте как базу у планшайбы, то это будет одна величина.
Но когда вы суппорт (с установленным на нём инструменте ) отведете дальше от планшайбы, то величина будет другая.
Я не буду рассуждать о том, на сколько опустится суппорт.
Это зависит от степени износа станка.
Но то, что такой износ будет, это однозначно.
Был на всех станках, которые я видел.
По этому такой способ базирования- это плохая база. Хуже только базирование по резьбе.
Так что прежде чем такой метод использовать, надо "часики" пристроить на станок и покатать суппорт. А потом ещё и придумать, чем замерить изгиб поперечки при подаче на нее нагрузки.
Что бы понять, как износ ее салазок влияет.
Одним словом, такой станок не для изготовлений отверстий повышенной точности.
И второе. Просверлить то таким способом можно станину.
Только сверло уведёт в лбом случае.
Его всегда уводит, такая уж у него конструкция.
Что бы оно хоть как то ровно шло, его надо правильно затачивать.
И не в ручную, на спомощью довольно сложных приспособлений.
А после этого еще и контролировать заточку.
Например, контролировать осевое биение режущих кромок.
Я только одного заточника знаю, который про это знает 😊
Остальные лихо руками орудуют 😊
А после сверления встанет вопрос расточки. Вот тут засада.
Если таким способом сверлить станину пресса-150, то у вы борштангу не найдете нужной длины.
Что бы насквозь всю станину пройти.
А если найдете, то её отжимать будет при таком вылете.
Придется снимать станину и переворачивать её.
А вот это уже будет нарушением главного принципа соблюдения соосности - обработка детали за один установ на станке.
Мне на работу надо, по этому подробно некогда сейчас этот вопрос освещать.
Возможно, вечером.
[B][/B]
Я вот ума не приложу, как сделать соосность второй дырки. С двух сторон сверлить - обязательно излом осей будет. Поэтому когда писал, что лучше в цельном куске засверливать, а окно потом вырезать - то ей богу, это самое простое. Где-то, помнится, десятые на метр сверления обеспечиваются. Однокромочным сверлом, естественно, их еще "пушечными" и "ружейными" называют.
Правда, в ружейном деле проще поступают - где сверло из болванки вышло - там и считается центр, вокруг него и обтачивают 😊
ПаршевИ, что? Друг не против? И без лупы действует?
вокруг него и обтачивают
----------
"Si vis pacem, para bellum"
Так соосность отверстия если так принципиально то отдать на электроэрозионную резку проволокой... Вы получите отверстие соосно всему каналу отверстия без биений... а дальше растачивайте нарезайте шлифуйте что хотите!!! да все просто на бумаге да забыли про овраги!
Как проволоку ввести..сверлить...одно с другим не путайте электроэрозию с искровой ...что одна что вторая энергозатратные..за рез отдадите что весь пресс..
Палыч разжует подробней
ПаршевЭто смотря на чем сверлить будете. Если у станка два встречных шпинделя имеется, то всё нормально будет.
Я вот ума не приложу, как сделать соосность второй дырки. С двух сторон сверлить - обязательно излом осей будет.
За один установ как раз и засвелятся.
Правда при условии, что материальная часть в порядке и за точностью совпадения центров шпинделей тщательно следят.
Ну и соответствующий инструмент имеется - свёрла новые (и провереные на отсутствие биений) и правильно заточенные.
Второй вариант - обрабатывающий центр с четвертой осью. У которого стол не только двигается по трём осям, но и ещё может вращаться вокруг оси Z.
Причем не только вращаться, но и точно позиционироваться.
У хороших моделей погрешность всего в тысячную долю градуса.
Плохо только то, что на таких моделях возиться со сверлением станин прессиков - это примерно то же, что и бить блох автомобильным двигателем 😊
Не для таких задач они созданы.
По этому в полу-кустарных условиях более-менее работающим будет методика Игоря Дондукова.
У неё один недостаток - базировать заготовку приходится на резьбе.
Так что не факт, что будет стабильность при изготовлении.
Тем не менее,пресс по этой технологии изготовлен и вроде как по отзывам нормально работает.
ПаршевК этому сверлу ещё и станок нужен, который позволяет постоянно СОЖ под давлением подавать в проходящий по центру сверла канал.
Однокромочным сверлом, естественно, их еще "пушечными" и "ружейными" называют.
Иначе оно вам такого насверлит 😊
За тридцать лет в машиностроении я такой станок видел один раз. На жутко секретном заводе. На котором из под земли выезжают разные интересные машины.
Впрочем, это мы не в ту степь едем 😊
У нас разговор о прессах.
ГВВИдея интересная. Но к сожалению, не для самодельщиков.
Мож и с путал а провловку вести не проблема засверлил диаметр меньше и пох что не соосно... Проволоку пропустил и пили.. главное чтобы привалочные плоскости хорошо обработаны. Глубина реза на станке знакомого от0.03-430мм. на Орсисе ресиверы пилят таким способом... И детали УСМ.Качество поверхности лучше сверла однозначно.
Да и с точки зрения производства будет затратная. Надо сначала просверлить канал. Причем, достаточно точно, без перекоса. Потому что особо не разбежишься - диаметр штока обычно бывает в пределах 20...24 мм, и если сверло уведет, может не хватить "мяса" для работы электроискровой установки.
Следовательно, сверлить придется сверлом не большого диаметра, долго и нудно. Можно конечно заготовку переставлять и с двух сторон сверлить, но это не по феньшую - лишние затраты времени на перестановку детали и настройки.
Теперь непосредственно о проволочной резке. Средняя цена такого дела, если заказывать на стороне, это будет в среднем 1500 рублей за час работы станка.
Ну или надо иметь такой станок в наличии.
А, и ещё - надо же потом ещё и резьбу нарезать для матриц.
Следовательно, опять переставляем деталь, ищем центр, и решаем проблему возможного ухода метчика от центра отверстия.
Не дай Бог при этих перестановках под деталь стружка мелкая попадет, которую не заметят.
И вся работа коту под хвост.
Я по этому считаю, что самый надежный вариант, это когда станина установлена на поворотном столе станка с ЧПУ. Просверлили с одной стороны, повернули стол и сверлим второй канал.
После чего надели приспособление для фиксации метчика точно по центру отверстия, и аккуратно нарезали резьбу.
Все за одну установку детали.
Для тех, кто скажет о том, что не надо приспособлений, он резьбу и так нарежет, отвечаю - мы сейчас имеем дело с гавённым металлом, не известно кем и когда сделаным.
И который изобилует твёрдыми и мягкими вкраплениями.
Тут даже резьбовая фреза не всегда помогает - попалось ей под зуб твёрдое вкрапление, и аут.
Про метчики я даже не говорю. Увод метчика от центра - дело вполне стандартное.
neckТак если бороться с уводом при предварительном сверлении станину С-образно вырезать, устанавливаете на стол 25-30 мм сверлите сверлом на 10мм первую полку, меняете инструмент на сверло 8мм и сверлите вторую стенку.... Все... главное правильно выставить детали в базе.. минус высоко точные сверла, работа Заточника... И идеально соосное отверстие... С допуском 0.001 мм. Дальше оснастка по нарезке резьбы...итд.
Идея интересная. Но к сожалению, не для самодельщиков.
Да и с точки зрения производства будет затратная. Надо сначала просверлить канал. Причем, достаточно точно, без перекоса. Потому что особо не разбежишься - диаметр штока обычно бывает в пределах 20...24 мм, и если сверло уведет, может не хватить "мяса" для работы электроискровой установки.
Следовательно, сверлить придется сверлом не большого диаметра, долго и нудно. Можно конечно заготовку переставлять и с двух сторон сверлить, но это не по феньшую - лишние затраты времени на перестановку детали и настройки.
Теперь непосредственно о проволочной резке. Средняя цена такого дела, если заказывать на стороне, это будет в среднем 1500 рублей за час работы станка.
Ну или надо иметь такой станок в наличии.А, и ещё - надо же потом ещё и резьбу нарезать для матриц.
Следовательно, опять переставляем деталь, ищем центр, и решаем проблему возможного ухода метчика от центра отверстия.
Не дай Бог при этих перестановках под деталь стружка мелкая попадет, которую не заметят.
И вся работа коту под хвост.Я по этому считаю, что самый надежный вариант, это когда станина установлена на поворотном столе станка с ЧПУ. Просверлили с одной стороны, повернули стол и сверлим второй канал.
После чего надели приспособление для фиксации метчика точно по центру отверстия, и аккуратно нарезали резьбу.
Все за одну установку детали.Для тех, кто скажет о том, что не надо приспособлений, он резьбу и так нарежет, отвечаю - мы сейчас имеем дело с гавённым металлом, не известно кем и когда сделаным.
И который изобилует твёрдыми и мягкими вкраплениями.
Тут даже резьбовая фреза не всегда помогает - попалось ей под зуб твёрдое вкрапление, и аут.
Про метчики я даже не говорю. Увод метчика от центра - дело вполне стандартное.
ГВВЯ,к сожалению, никогда сверло диаметром 8 мм и длиной 250 мм не видел, что бы им вторую полку станины просверлить.
устанавливаете на стол 25-30 мм сверлите сверлом на 10мм первую полку, меняете инструмент на сверло 8мм и сверлите вторую стенку.... Все..
Максимум 150-180.
Про высокоточные вообще молчу. Спиральных таких не видел.
Возможно и есть какие то эжекторные сверла, но в реальности их не встречал - на всех производствах, где довелось бывать, обходились обычными спиральными.
Кроме того, когда мы сверлим первую полку, то можно центровкой создать заход для сверла. А вот до второй полки центровкой уже не добраться, следовательно сверло пойдет, как Бог на душу положит.
Попытка сделать на конце такого сверла некое подобие центровки, споткнулась о два момента:
1) при такой длине сверла не получается заточить точно по центру такую "центровку"
2) после заточки биения становятся такими у сверла, что его просто "колбасит".
Stariy1891Что за материал сверлили, что то не понятно. Алюминий?
сверлил и получалось
Для чистоты эксперимента надо замеры сделать, какие расстояния от края отверстия до краёв станины.
С двух торцев и на двух кромках окна.
И желательно не "колумбиком" 😊
Firemen 8А не получится за три дня в полукустарных.
В полукустарных условиях, можно изготовить пресс за три дня,
Даже если вам на плазме детали вырежут, их все равно придется долго обрабатывать на фрезере, снимая припуска и добиваясь перпендикурности сторон.
Придется добиваться одинаковой толщины станины и нажимного рычага, придется обкатывать радиусы на боковых рычагах.
Еще придется какое то крепление станины к верстаку варганить.
Точить оси,ручку и шток, делать на штоке паз и сверлить минимум два отверстия.
Это без главной задачи - сверления канала в станине.
Далее. На ваши цанги и планшайбы придется вешать деталь весом килограмм 7.
С вылетом миллиметров 200 и без второй опоры. Это если делать пресс с характеристиками БигБосса.
Гляньте ещё раз видео Дондукова, посмотрите как у него на станке "колбасит" гораздо более легкую станину, сделанную по образу Харрелла.
Потом прикиньте, как это будет выглядеть с деталью, которая весит почти в два раза больше.
По этому, обрабатывать вам ее придется крайне нежно, без больших нагрузок и с минимальными сьёмами металла.
И так далее. Долго все это будет.
neckНа ваши цанги и планшайбы придется вешать деталь весом килограмм 7.
По этому, обрабатывать вам ее придется крайне нежно, без больших нагрузок и с минимальными сьёмами металла.И так далее. Долго все это будет.
Естественно нежно, и да, долго. 😊 А что делать, если человеку очень хочется самому пресс изваять. Простой путь, покупки готового, его не устраивает, и халява ну просто давит со всех сторон. Ну и почему, деталь 7кг, 😊 есть же и другие конструкции. Мне иногда кажется, что мы с Вами по разному понимаем название этой темы. 😛
Stariy1891О каких станках глубокого сверления вы говорите? Вы что ружейный ствол сверлить собрались? Обычный сверлильный станок сверлит такие отверстия. Главное что бы сверло позволяло это сделать.
Ну станки глубокого сверления во многих отраслях применяются
Stariy1891Ты че куришь? 😊 Я вообще ни чего не понял с написанного. 😊
Вопроса небыло как и на чем ...а как мерить да это алюминий колбасить будет...возможно и будет если с дуру а так нормуль..
Stariy1891
Тема.САМОДЕЛЬНЫЙ ПРЕСС. Конструкции и технологии...
Покажите хоть одну конструкцию.ладно пару констр показали.
...
В чем и заключаеться неповоротливость производства от кустаря...
В 41 создали (шарашки)и сразу илы тушки лаги.да тодже ЛИ 2.
Вопроса небыло как и на чем ...а как мерить да это алюминий колбасить будет...возможно и будет если с дуру а так нормуль..Про ружейные не я начал..да и здесь не пойдут..простое спиральное длинной 300мм.можно и500и есть они .СЕЙЧАС ЕСТЬ ВСЕ..ЕСЛИ НЕТ СДЕЛАЙ... но тоже не рационально..
Вы никогда не задумывались почему он именно "Ли-2"? И почему этот же самый самолет ещё имеет имена С-47 и DC-3?
8-10мм спиральное длиной 500мм??? ГДЕ???
И как вы его вынимать будете, когда сломается?
Я сверлильные для глубокого сверления видел. В ассортименте. Но с прессом к ним не пустят.
ЗЫ. Если не сложно - травы отсыпьте, плиз 😊
https://metallgears.ru/product/7690/
ПаршевО том, что там можно "заказать", можно судить по маленькому штришку - написано о сверле с конусным хвостовиком, а на фото показано сверло с цилиндрическим хвостовиком 😊
Ой какие мы нежные ну вот такое закажите
И что за конус на хвостовике, то же умалчивается.
Гадать надо - будет Морзе 3? Или Морзе 4?
А может что то типа конусов ИСО?
Или же китайСа что то своё замутили??
Кстати, а вы сами то пробовали сверлом диаметром 20 мм за один проход сверлить?
В старые добрые советские времена, когда я учился, преподаватель долго нам, лодырям и неучам, вдалбливал - одним сверлом сразу сверлим отверстие диаметром не более 10 мм. Потому как сверло спиральное имеет перемычку.
Которая, гадина, не режет, а выдавливает металл под режущие кромки.
По этому то первое сверло и берём не большого диаметра, что бы трение перемычки по-меньше было.
А потом полученное отверстие рассверливаем. Причем, следующее сверло должно быть больше первого не более чем на 50 %.
И так далее.
Собственно, в этом то и вся проблема. Сверлить сверлом приходится миллиметров 70. Стружка забивает канал и мешает поступлению туда СОЖ.
Соответственно, края режущих кромок сверла работают в состоянии кайф-режима.
Они практически не охлаждаются. Стоит одной чуть притупиться, и сверло (которое и так в силу своей конструкции тянет в сторону), начинает уводить от центра со страшной силой.
По этому у пушечных (и других подобных) сверл сделан канал в теле сверла.
СОЖ по нему подается именно к режущей кромке.
Охлаждая её и выдавливая напором стружку.
Кстати, существуют и спиральные сверла с каналом для охлаждения.
Только к станку, куда такое сверло можно установить (как правильно заметил DemonMSK) с какими то там прессиками не пустят.
Такое оборудование пашет в три смены даже в наши времена.
neckЕсть еще одна очень интересная проблема при сверлении таких отверстий.
Которая, гадина, не режет, а выдавливает металл под режущие кромки.
Проблема с которой столкнулся именно я.
Для сверления корпуса высотой 200 мм, подобрал сверло L-250 на 19.5 под морзе 2 или 3 точно не помню уже. В общем начал сверлить и примерно на глубине в 100 мм вылезла очень интересная ситуевина. При выборе сверла я взял сверло из стали Р-18. Так вот это сверло несмотря на отечественного производителя оказалось не совсем из Р-18, а только самый кончик сверла, примерно 20 мм, а все остальное тело из обычного и даже не термо обработанного металла. Стружка выносимая из отверстия разбила боковые режущие грани сверла и стала выдавливаться через отверстие, при этом его разбивая по диаметру. С грехом пополам я тогда пробил отверстие в 200 мм. Для себя сделал вывод, что окно в корпусе пресса надо делать до сверления. Так будет намного лучше и стружку будет выносить не по сверлу, а в окно.
В общем как то так.
Паршев
Ну а зачем "8-10 мм"? Дырка-то под резьбу 7/8 дюйма, можно и потолще. Вот например
https://metallgears.ru/product/7690/
Тут фича в том, что чем толще сверло, тем его сильнее уводит.
А заточить ровно, чтобы не уводило (вернее уводило не очень сильно) - мягко говоря непросто.
Ещё сверлу в глубокой ямке - хреново.
Мы раз сверлили порядка 300 по технологии - 5 мм подача, подъём, снятие стружки заливание отверстия СОЖ, 5 мм подача...
Наличие всяких знаний - позволило сделать отверстие почти прямым.
Хотя наверное оформить допуск на работу со спецстанком могло оказаться и быстрее 😊 благо допуск на цех глубокого сверления имелся. А "заказчик" - зам по режиму.
Если бы с "первого" раза не вышло - то наверное пошли бы тем путём.
Но у нас всё было проще - самый первый раз - попробовали пройти всё за 2-3 раза, сильно ушло в сторону, а со второго - почти получилось.
Правда второй раз у нас был мощный чит. Сверлили не спиральным, а обломком специального, хотя и на станке без подачи СОЖ. Потом обломок был возвращён.
Stariy1891Ну да, ствольное сверло. Только к этому сверлу - нужен ещё станок. Дорогой и не распространённый. Без спецстанка - как описано выше ушёл целый день на 300мм. Бо после извлечения надо в частности вымыть всю стружку, чтобы не попала под сверло. В общем - гимор тот ещё. Для промпроизводства - не годящийся.
Привиреда Вы ж однако..не нравяться китайси возмите тефтонов
А ещё я видел как такой станок списывали. Над сварщиком с автогеном более-менее непрерывно стояла вся комиссия, с генеральным во главе, пока станок не был мелко нарезан. Эта же комиссия списала как изношенные и раздолбанные ещё несколько десятков станков, включая один с ЧПУ, при этом в пару цехов комиссия не ходила вообще, а некоторые "уничтоженные" станки стояли аккуратно упакованые на вывоз 😊
И в крайний мой визит на этот завод - ствольный цех всё так же был заперт, и отдельно охранялся.
ЗЫ. Есть и "простые" станки с подаче СОЖ внутрь инструмента. Но они тоже дорогие сцуко.
ЗЗЫ. при наличии сверла 200+ - я бы сначала сверлил в сполшном металле, а уж потом вырезал бы. Ну для "кустарной" версии изготовления.
DemonMSK
Ну да, ствольное сверло. Только к этому сверлу - нужен ещё станок. Дорогой и не распространённый. Без спецстанка - как описано выше ушёл целый день на 300мм. Бо после извлечения надо в частности вымыть всю стружку, чтобы не попала под сверло. В общем - гимор тот ещё. Для промпроизводства - не годящийся.
Я еще когда диплом делал, у меня была часть с гидравликой, ну там манипулятор какой-то. С подачей жидкости по каналам в конструктиве, каналы диаметром миллиметра 4, да еще и коленчатые, то есть сбоку там надо сверлить, попадая в продольные каналы, и снаружи заглушки ставить. Честно говоря, так делать это мне руководитель скомандовал. А детали по полметра длиной. Я с ужасом говорю руководителю "а сделают?" Он так уверенно "сделают!".
Ну да, посверлил - вынул, помыл. Так и делается, если спецстанка нет. А что? Не миллионные партии-то.
comrade72forummessage/12/240
киньте адрес куда написать по поводу цены и заказа пресса....
Все на первой странидзе.
----------
"Si vis pacem, para bellum"
DemonMSK
Тут фича в том, что чем толще сверло, тем его сильнее уводит.
А заточить ровно, чтобы не уводило (вернее уводило не очень сильно) - мягко говоря непросто.
Ещё сверлу в глубокой ямке - хреново.
Мы раз сверлили порядка 300 по технологии - 5 мм подача, подъём, снятие стружки заливание отверстия СОЖ, 5 мм подача...
Наличие всяких знаний - позволило сделать отверстие почти прямым.
Хотя наверное оформить допуск на работу со спецстанком могло оказаться и быстрее благо допуск на цех глубокого сверления имелся. А "заказчик" - зам по режиму.
Люто плюсую. Сам с такими делами сталкиваюсь постоянно.
Stariy1891
Берем любой разбитый станок .по чентрам 250-300..от направляющих.
Разбираем чистим шабрим .ставим на него все что нужно.т
Ключевое тут слово "шабрим" 😊
Нет уже специалистов, кто это может сделать.
И не каждый станок можно "отшабрить". Бывает износ такой, что надо клеить наделки из ЗЕДЕКС-а и иметь кучу гимороя потом, подгоняя по высоте валы от коробки скоростей. И то не факт, что получится что то путное.
Путь для самодельщика, имеющего много детей и мало денег.
Который покупает метровые лекальные линейки (которые он проверить не сможет на прямолинейность) и с их помощью пытается что то там замерить и шабрить.
Пытаясь за базу взять направляющие задней бабки. То же изношенные 😊
И который потом гордо всем заявляет - Я станину ШАБРИЛ!!!
А на производстве делают так - имеется пара токарников повышенной точности.
На которые дышать боятся. И к которым подпускают только избранных токарей старой закалки.
и только тогда, когда это действительно необходимо. А так станки стоят под плёнкой.
Остальные станки - разной степени ушатанности, на которых работают токаря, способные попасть в "десятку".
Остальное сделает шлифовщик на круглошлифе.
Да, речь именно о производствах на базе предприятий советских МинСтанкопрома, Агропрома и так далее.
Мастерские на базе всяких ПМК естественно так не работают.
Как и крупные предприятия с обрабатывающими центрами.
Только такие предприятия для самодельщика недоступны.
Потому как орел не ловит мух.
neck
А так станки стоят под плёнкой.
Остальные станки - разной степени ушатанности, на которых работают токаря, способные попасть в "десятку".
Остальное сделает шлифовщик на круглошлифе.
Только станки стоят под тряпочкой типа брезента, на которой уже лежит пленка 😊
Иначе пленка прорвется быстро.
А под брезентом отдельными промасленными тряпочками укрыты направляющие, ходовой винт и суппорт.
И не стесняйтесь (ВАШЕ ВЫСОКО БЛАГОРОДИЕ )зайдите на чипмекер ..
ХОТЯ ПОСЛЕ ИнСТИТУТА -как мл -летеха давался..
Потому как орел не ловит мух.
И от кудова нам мерять и какий прибор ставити..

Stariy1891Бггг, я персонажа читаю и мне нравится. Нравится как он литературно выражает свою мысль, растекаясь ею по древу...
зайдите на чипмекер
Stariy1891Нет приличных станков за такую цену уже.
А мы за что....берем станок и делаем под себя. И ненадо ни кому кланяться...(по металлу в рубл 50- 70 обойдеться)и будет Вам счастье..
За постсоветское время практически все на металлолом ушли.
А что в продаже есть, так это наспех покрашенное старьё.
Которое станкоторговые фирмы гордо обзывают "станок после капремонта".
И цену ломят тысяч в 250.
Ну или можно купить убитое в хлам старьё рублей за 80.
Как мой сосед по дому, покупал на чипмейкере станок токарный из Новосибирской области.
Станок 1П611, предок Ижа-250. Продавал весь такой правильный старичок-боровичёк, пенсионер.
Которому срочно денюжка понадобилась на лечение жены, бабульки, божьей лампадки.
И станок был мало работаный, судя по подробным фото, и продавец человек приличный.
Одна доставка обошлась в 40 рублей, дорога дальняя.
А после вскрытия упаковки выяснилось, что у дедули внучок хорошо с фотошопом знаком.
А у станка направляющие продольной подачи имеют у патрона износ в 2 миллиметра.
А на поперечке выработка, по форме как татарское солнце - полумесяцем.
С таким же примерно износом.
Ну и что, утерся мужик и сдал в металлолом. Потому что продать такой станок дома не возможно.
А обманывать людей по интернету совесть не позволяет.
Покупал так потому, что на месте станок купить не возможно - все давно либо угроблено, либо перекуплено станкоторговцами.
Stariy1891
И не стесняйтесь (ВАШЕ ВЫСОКО БЛАГОРОДИЕ )зайдите на чипмекер ..
Я там присутствую. В темах о шлифовке.
sger
Бггг, я персонажа читаю и мне нравится. Нравится как он литературно выражает свою мысль, растекаясь ею по древу...
Не в обиду Stariy1891... но мне часто кажется что он, когда пишет, находится под воздействием грамм так 150 водочки...
Впрочем, заранее перед ним извиняюсь.
Не в моих правилах обсуждать чью то личность.
Тем более, что по высказываниям его все же можно сделать вывод о том, что человек к металлообработке отношение имеет.
Или имел.
sgerНе в тему будет сказано...
свою мысль, растекаясь ею по древу...
#121
Как можно мыслью растекстись по древу? Это типа так башкой о древо стукнут, что ум по коре потечет? 😊
А, меж тем, охотники обязаны знать, что был такой, раньше, зверь, которого наши предки звали МЫСЬЮ.
Мы этого зверя зовем по-другому. Белкой. То, что у многих имеет место быть белочка, то это другое.
Кто видел МЫСЬ, тот поймет как она растекается по древу. 😛
----------
"Si vis pacem, para bellum"
Stariy1891Да, такой вариант возможен. Лет пять назад списывалось несколько законсервированных передвижных танкоремонтных заводов.
За 250 авт мастерская кунг...вытряхиваете изнего а кунг продаете на курятник..
Знакомый из Ростова как раз купил там абсолютно новый "короткий" вариант 16К20 (индекс станка не помню) прямо с кунгом.
И в богатейшей комплектации - три патрона, два люнета, приспособления для фрезеровки и шлифовки. И ещё куча всякой нужной "шняги".
Когда мне фото показывал, у меня от завести слюна текла как у бешеной собаки 😊
Плохо одно - не везде и не каждый день такое случается.
neck
Да, такой вариант возможен. Лет пять назад списывалось несколько законсервированных передвижных танкоремонтных заводов.
Знакомый из Ростова как раз купил там абсолютно новый "короткий" вариант 16К20 (индекс станка не помню) прямо с кунгом.
И в богатейшей комплектации - три патрона, два люнета, приспособления для фрезеровки и шлифовки. И ещё куча всякой нужной "шняги".
Когда мне фото показывал, у меня от завести слюна текла как у бешеной собаки 😊Плохо одно - не везде и не каждый день такое случается.
Ребята, в самом деле, хватит мусолить ролик из ютуба, где мужик практически на халяву купил новый станок в кунге. ( это с его слов 😛 ) Я сам почти слезу пустил. 😛 И вообще, переименуйте тему, она должна называться: Приветствуются конструкции и технологии для промышленно-серийного производства прессов. Или: Какой я красавчик, у себя на производстве, изготавливаю супер-пупер прессы. В противном случае, мне придётся с помощью напильника и дрели, ( из говна и палок ) изготовить мегасоосный, безлюфтовый, пресс. 😀
А что мешает (бронзовую втулку скольжения штока к примеру) вклеивать в станину по оправке?
На эпоксидный компаунд.
Нагрузки на нее толком нет.
+ подобным макаром в штампах направляйки вклеивают (есть такой вариант),
а уж там нагрузок и ходов поболе.
п.с.
Да и гайку под матрицу можно вклеивать.
Ну и сам каркас пресса конечно делать сваркой тогда.
Накроил лазером, обварил и вуаля.
Waldschnepfer
Как можно мыслью растекстись по древу? Это типа так башкой о древо стукнут, что ум по коре потечет?
Спорят как правильно - до сих пор. И уважаемые люди -
Д. С. Лихачев в своем переводе 'Слова о полку Игореве' пишет именно 'мыслию' и ни о каких 'белках' речи не ведет, а в издании 'Слова' 1800 года на стр. 3 сказано именно: 'мыслию по древу'. Пруфлинк с фотокопией каждой страницы. feb-web.ru
sger"Белый, сапсэм горячий"
и задумываюсь, не горячечный ли это бред.
----------
"Si vis pacem, para bellum"
dim99Есть на нее нагрузка, есть. Нажимной рычаг не только поднимает шток вверх, но еще и пытается отжимать его нижний край назад.
Нагрузки на нее толком нет.
Особенно при фуллсайзе.
Это как раз основная причина появления со временем люфта штока у тех прессов, которые с завода люфта не имели.
Свою лепту вносит ещё и абразив из капсюльного гнезда. Которого изрядно бывает.
Firemen 8Это вы, уважаемый, опоздали 😊Лет так на пять 😊
В противном случае, мне придётся с помощью напильника и дрели, ( из говна и палок ) изготовить мегасоосный, безлюфтовый, пресс.
Такой пресс уже давно существует.
Кстати, шедевр в своем роде.
И что интересно, у него нельзя сделать кинематику с остановом через ВМТ 😊

Я про этот пресс обязательно расскажу в заголовке темы, очень мне нравится.

А в пластилиновой вороне есть очень хорошая концовка..
Вы себе ставили вопрос- почему забугорные льют из пористово.алюминевые сплавы используют..не только дешевизна..У ж там -поверте -просчитывают.
Конструктор квалитеты не ставит..прграмиста держать-если гибкое производство... по элекрон сбросили проверил по электр переслал...
У меня 3 прги РИНО МЕДЖИК АРХИТЕКТОР РИНО старая мать всех програм..
Сам только могу посмотреть
Станок ДиП 500 -моск з-д Красный-Пролетарий - выпуск 32 50годов..
Лозунг 30 годов -ДОГОНИМ и ПЕРЕГОНИМ- в народе КЫРПЫР-попрыгунчик
Зря вписали. Возьмите документацию
при серийном выпуске сначала надо создать прототип, который готовят минимум два инженера-конструктора.
---ни когда не создодут---(Москва слезам не верит-БАТАЛОВ)
Они пытаются предугадать последствия упругих деформаций, возникающих при работе механизма и возникающие при этом люфты и зазоры, обусловленные общей жесткостью изделия.
Люфты можно рассчитать, а вот с общей жесткостью сложнее.
Рассчитать ее невозможно.------
И здесь ошибочка..вот она и расчитываеться...
если кто то вам обещает изготовит какое то изделие (ну, хотя бы пресс) БЫСТРО, КАЧЕСТВЕННО И ДЁШЕВО можете смело плевать ему в рожу.
Можно и плюнуть только пресс не получит(-не дешево -БЕЗВОЗДМЕ ЗД НО- т.е ДАДОМ ....СОВА )
Stariy1891
РЕБЯТ НАУЧИТЕ ВЫДЕЛЯТЬ ЖИРНЫМ ЦИТАТЫ -на планшете
Листик со стрелочкой вправо нажимаете и пишете дальше. Может поможет 😊
==========
Она относительно мизерная
"И он послушно в путь потек
И к утру возвратился с ядом"
А в "Повести" возможно игра слов и смыслов - как белка ("мысь") скачет по дереву, так же рассказчик перескакивает по веткам дерева решений, что не правильно.
В этой же части же есть и другие уподобления животным, например "шизым орлом под облакы" и т.д.
Stariy1891
Доброго... да уже стало понятно что списывается все на какие то трудности.нет станков нет инструмента.. есть халявное предприятие
И пишет сказку..а в реалии куча прототипов которые не пошли в серию.
Тема проста ..КАК НЕ НаДО НАЧИНАТЬ ПРОИЗВОДСТВО..
Они еще есть если искать...
Оно же там некомплектное вусмерть.
ЗЫ. Отсыпьте, плиз.
DemonMSKПохоже, что не отсыплет, самому мало. 😉
P.S. Отсыпьте, плиз.
В других местах, кто тогда (если не хватит) пургу нестить будет? 😛
----------
"Si vis pacem, para bellum"
Это хорошее решение, когда имеется токарный станок, вроде ДИП-500 позволяющий такую болванку зажать в патрон...⏩⏩⏩
С его 17кв двиглом и проходным 100мм резец 10мм -десять резов-2кило метала в стружку перестанов на мех пилу +тельфер..
Вот это -у нас--подсчет простой..2 готовх пресса в оплату..
⏩⏩⏩стрельба из пушки...((не по воробьям))) по комарам в мещерском крае..
Сейчас за другое... как сообщаються ганза с попганом...дубляж с опозданием в два дня
Они еще есть если искать...
Оно же там некомплектное вусмерть.
ЗЫ. Отсыпьте, плиз.
А 😆😆😆вам все на блюдичке с голубой каемочкой.и ключи от квартиры где деньги лежат?..😲😲😲
----------
"Si vis pacem, para bellum"
WaldschnepferВаще без проблем. У меня 15кВт 3 фазы на участке. Сейчас всем так делают.
Интересный самодельщик который на даче/гараже/квартире 17 квт трехфазной сети имеет.
Можно повысить до 25 за 1500р.
sgerЩаз! У нас в деревне 5 кило, и au revoir!
Сейчас всем так делают.
Только у особо выдающихся лиц стоит автомат на 50А. Иначе юмумба трансформатору.
----------
"Si vis pacem, para bellum"
WaldschnepferПишите письма в спортлото)
Щаз! У нас в деревне 5 кило, и au revoir!
Только у особо выдающихся лиц стоит автомат на 50А. Иначе юмумба трансформатору.
В 350 км от Москвы, в Липецкой - моему товарищу до заимки протянули 6 столбов и завели 3 фазы. За 550р. И это без особых напрягов.
----------
"Si vis pacem, para bellum"
WaldschnepferВ Липецкой области нет Мосэнерго.
сеть Мосэнерго
Там глухая деревня где связь есть только если специально место найти.
Именно поэтому я создавал конструкцию своего самодельного пресса как раз исходя из своих технологических возможностей:
А то уже бредятина пошла.
Вопрос: какое максимальное усилие (в Ньютонах или в килограммах) необходимо при релоаде нарезных патронов. Интересно усилие непосредственно на гильзе. 10 кг? 30? 100? 200?
Stariy1891Когда в этом же цехе стоят ещё 20 станков, жрущих электроэнергию в количествах неимоверных, никакой роли не играет, работал или нет один станок лишних полчаса.
Это хорошее решение, когда имеется токарный станок, вроде ДИП-500 позволяющий такую болванку зажать в патрон...⏩⏩⏩
С его 17кв двиглом и проходным 100мм резец 10мм -десять резов-2кило метала в стружку перестанов на мех пилу +тельфер..
Вот это -у нас--подсчет простой..2 готовх пресса в оплату..⏩⏩⏩стрельба из пушки...((не по воробьям))) по комарам в мещерском крае..
Stariy1891 - как я помню, ваше первое письмо сюда было о том, что добиться соосности у канала для штока и отверстия с резьбой для установки матриц - для вас такая мелочь, которую легко решить.
Я вам тогда задал совсем простой вопрос о том, КАКИМ измерительным инструментом вы сможете проконтролировать полученные в станине отверстия на предмет наличия (или отсутствия) соосности.
Ну и перекосов.
Вместо того, что бы показать инструмент, вы тут развели флейм на три страницы. Приплели даже шабрение станины токарных станков 😊
Все бы ничего, только вы ещё в добавок пУтано излагаете свои мысли.
И постоянно перескакиваете с одной мысли на другую, пытаясь одним предложением ответить на три вопроса сразу.
В результате получаем пустопорожнее раздутие темы, имеющей уже и так почти 60 страниц.
По этому я вам предлагаю следующее - вернуться к вашему исходному сообщению.
Готового решения у вас, как я понимаю, нет.
По этому я попрошу вас взять паузу, все обдумать и показать наконец нам инструмент, позволяющий контролировать соосность разнесённых отверстий, одно из которых с резьбой.
Только не надо демонстрировать штангенциркуль и НИКОГДА НЕ ПРОХОДИВШИЙ ПОВЕРКУ угольник.
Тут индикатор нужен. Который разбивает любые иллюзии относительно того, что шеллхолдер решит все проблемы с соосностью.
Одним словом, или вы подтвердите свои слова измерительным инструментом, или же я закрою тему.
Тратить время на чтение лёгкого бреда уже надоело.
neckВот тут не согласен. Проще запретить конкретному персонажу писать в теме.
или же я закрою тему.
Почему из-за одного должны страдать все?
logan_666Нам то же это интересно. Может вы сами проделаете эксперимент с динамометром и нам расскажите?
Вопрос: какое максимальное усилие (в Ньютонах или в килограммах) необходимо при релоаде нарезных патронов. Интересно усилие непосредственно на гильзе. 10 кг? 30? 100? 200?
neck
Тратить время на чтение лёгкого бреда уже надоело.
Лёгкого?
neck
Нам то же это интересно. Может вы сами проделаете эксперимент с динамометром и нам расскажите?
Значит путем научного тыка 😊
logan_666Вопрос то еще в том, что с гильзой делаем?
Значит путем научного тыка
Делаем фулсайз ровной гильзе или мятой?
Сажаем пулю?
Кримпуем?
Пережимаем в нужный калибр из большего?
Гильза стальная или латунная?
Гильза отожженная или нет?
Какого калибра наше хозяйство?
И это еще не все вопросы которые возникают, сразу, после Вашего вопроса.
А, если точно в граммах, то мерить надо. На каждой операции и на каждом калибре.
----------
"Si vis pacem, para bellum"
logan_666Это правильно. Каждый сам по своим граблям должен скакать.
Значит путем научного тыка
На блюдечке с золотой каёмочкой подносить перестали.
Усилия при фуллсайзе (особенно стальных гильз) могут быть ощутимо приличными.
Да и если гильзу слегка приклинит после фулла в матрице, то же придется сильно ручку пресса "топтать".
По этому для корпуса пресса фанеру придется заменить металлом. Рекомендую алюминий с бронзовыми втулками.
Дело гиморойное, могут быть проблемы с соосностью, но для себя можно и постараться.
neckРаспуливал Порноульские патроны, так в паре случаев (может больше, не помню, давно было), всей тушкой работал! 😛 Чуть забетонированный верстак из земли не вырвал. Тушка у меня не детская, кил 120. Детская больше, если бы ребенок работал, то точно чтонить было бы укантропуплено. 😊
то же придется сильно ручку пресса "топтать".
----------
"Si vis pacem, para bellum"
Желаем Вам здоровья и успехов
neckНа вскидку 800-1200кгс достаточно?
Усилия при фуллсайзе (особенно стальных гильз) могут быть ощутимо приличными.
Все вокруг 366ткм...
Фулсайзить сталь ... ?
dim99да,её...
п.с.
Фулсайзить сталь ... ?
neck
Это правильно. Каждый сам по своим граблям должен скакать.
На блюдечке с золотой каёмочкой подносить перестали.Усилия при фуллсайзе (особенно стальных гильз) могут быть ощутимо приличными.
Да и если гильзу слегка приклинит после фулла в матрице, то же придется сильно ручку пресса "топтать".
По этому для корпуса пресса фанеру придется заменить металлом. Рекомендую алюминий с бронзовыми втулками.
Дело гиморойное, могут быть проблемы с соосностью, но для себя можно и постараться.
Ну то, что не фанера - это понятно.
Кстати, а почему такой упор на бронзовые втулки? Линейные подшипники не проще использовать?
Originally posted by dim99:
п.с.
Фулсайзить сталь ... ?
да,её...
==========
ужас )))
dim99Они, практически, пережимают отечественную сталюку из 762х39 в 366ТКМ. Но усилия там не смертельные, спасает маленькая гильза с сильной конусностью.
ужас ))
----------
"Si vis pacem, para bellum"
BitteRВ 9,3х64 заразница есть. Потому и решил, что без нУжды не злоупотреблять.
Я попробовал одну лакированную гильзу 7,62х54 отфулсайзить - большого увеличения усилий не заметил. Но повторять не стал - латуни хватает.
----------
"Si vis pacem, para bellum"


Stariy1891Ну и и пиз..идите туда, где не тухло. У нас, тут, воздуха больше будет.
как у Вас здесь тухло...
----------
"Si vis pacem, para bellum"
ТЕОРИЯ БЕЗ ПРАКТИКИ МЕРТВА ( В. И .ЛЕНИН)
Зачем выдергивать констекст.
ВЫ уж свое прочтите и исправте....
dimok6210-20 тысяч циклов не все металлические прессы выдерживают.
Как у этих материалов обстоит дело с усталостным разрушением, например через 10-20 тысяч циклов перезарядки?
Люфт в паре трения появляется, и пресс становится годным только для вспомогательных операций.
Причем, если люфт 0,05 мм, то шток уже начинает стучать, когда его рукой качаешь.
Какие Вы для каких узлов пресса планируете композиты и фанеру использовать??
Stariy1891Смотрю, на попгане скучно, да? Никто не читает.
Доброго....как у Вас здесь тухло...так для разжии
Мы вроде как с вами договорились о том, что вы пока сюда не будете написывать.
До тех пор, пока у вас не будет приборчика с индикатором для инструментального контроля соосности двух разнесённых отверстий.
Вы эта, лучше мне на почту пишите, если вас идеи какие то обуревают, ладно?
Читать тут ваш этот..как там по англицки то будет, насчет сивой кобылы..
.. Siff keybill breyd что ли, как то не интересно.
Есть втулка с резьбой 7/8х14, и есть станина с большой раковиной, не пригодная для товарного вида.
Ну и в свете модных трендов про вклеивание втулок на эпоксидке, есть мысль вклеить втулку и посмотреть, как компаунд выдержит усилия, возникающие при работе пресса.
Но у меня опыт работы с компаундами сводится только к тому, что с их помощью фиксируют резьбу в металле от отворачивания.
Думаю, тут можно было бы этот момент обсудить, на нейтральной территории, так сказать 😊
Дабы не нервировать всяких "ксторкиндов", и прочих нервных господ 😊
neckАлександр, как Вы, безусловно, догадываетесь, что компаунд компаунду рознь. Могу предложить Вам сделать научный опыт(с Вашими то возможностями!), вклеить на самую простую эпоксидку с наполнителем, типа опилки стальные обезжиренные, и на пластилиноподобную холодную сварку, а потом нагрузить, как положено. Если выдержит, то и на модных и крепких компаундах работать будет.
как компаунд выдержит усилия, возникающие при работе пресса.
Ешчо одна умная мысль, а если сделать резьбовую втулку с упором? Тогда от компаунда требуется, только, центровать вышеупомянутую(не к ночи будет сказано) втулку и не давать ей сдвигаться.
----------
"Si vis pacem, para bellum"
Есть втулка с резьбой 7/8х14, и есть станина с большой раковиной, не пригодная для товарного вида.
Ну и в свете модных трендов про вклеивание втулок на эпоксидке, есть мысль вклеить втулку и посмотреть, как компаунд выдержит усилия, возникающие при работе пресса.
Но у меня опыт работы с компаундами сводится только к тому, что с их помощью фиксируют резьбу в металле от отворачивания.
Думаю, тут можно было бы этот момент обсудить, на нейтральной территории, так сказать 😊
Дабы не нервировать всяких "ксторкиндов", и прочих нервных господ :
Был опыт с эпоксидной смолой удачный...про вклеивания втулки скольжения и резьбы 7/8 это очень перспективное направление постройки бюджетного пресса компауд может выдержать большие нагрузки на сжатие... По этому при изготовлении закладной втулки скольжения нужно изготовить ступеньки ершик как в прессе так и на втулке допуск на зазор 1-2 мм меж деталей... Резьбовая втулка изготавливается тоже с ершистой поверхностью с бортиком мм 5-7 с низу.. в станине точиться ответная часть с проточкой под бурт втулки зазор между деталями 1-1.5 мм... Все насаживаем на отправку втулку скольжения, накручиваем резьбовую часть, обезжириваем склеиваемые поверхности закладываем в станину...оклеиваем скотчем чтоб не измарать прес.. гермитизируем с низу. Заливаем компауд в спец пропилы заранее изготовленные в станине по типу шпоно паза или выполненные сверлением под наклоном не суть... технологию надо разрабатывать отдельно... Но суть такова что при отвердении смолы отверстие со втулку на оправе будет с заданным при изготовлении этих деталей перекосом и люфтом.
dim99
Станины вполне можно из композитов делать.
Это из таких что ли?
forummessage/200/24
Борони Бог от такого.
И ЕСЛИ УЖ ложи ружейные не получается изготовить не кривыми, то что тогда говорить о прессах.
Технология изготовления станины должна обеспечивать получение точного изделия.
Без всяких "если".
Любая кривизна обернётся испорченными гильзами.
Ссылку я привел не из желания какую-либо подлянку вам сделать.
А исключительно для иллюстрации того, что не все так благостно с композитами.
Даже если вы наденете на какой то стержень втулки, и попробуете их погрузить в композит, все равно от внутренних напряжений в застывающем композите уйти не удастся.
Есть ещё куча "но", просто размусоливать не охота.
Как я думаю, шустрые китайСа давно бы уже наладили такое дело, существуй простая технология, обеспечивающая приемлимую точность.
.
ГВВ
Все насаживаем на отправку втулку скольжения, накручиваем резьбовую часть, обезжириваем склеиваемые поверхности закладываем в станину...оклеиваем скотчем чтоб не измарать прес.
Меня тут смущает вот что:
1) каким образом получается станина? Делается модель?
2) пара трения как образуется? Вклеиваются бронзовые втулки, или же шток трет компаунд?
3)Каким образом контролировать точность изготовления выполненной таким образом станины?
Ссылка, приведенная в предыдущем сообщении показывает, что брак имеет место быть. Причем, как я понял и написанного в той теме, брак такого рода, который сразу не возможно определить "на глаз".
Я понимаю, что Дмитрий не намеренно же негодное изделие отправлял покупателю.
Значит было что то такое, что помешало вовремя отбраковать негодное изделие.
4) остальные детали кинематики, что, то же из компаунда делать?
Это вот те мысли, что в первом приближении возникают.
2)втулка вклеивается бронза...
3)точность станины не принципиальна ..
4) детали кинематики теже.
Вклейка втулок на металосодержащие смолы типа девкона упрощает постановку соосности деталей...убирает из тех процесса ряд операций при этом основная нагрузка на резьбе и втулки приходиться на станину... Клей выполняет роль фиксатора и заполняет образующююся пустоту из-за перекоса.
Вот вам и Рац предложение))) Резьбу нарезаете в станине а втулку вклеиваете... Если это не возможно можно попробовать наоборот... Так можно подлечить испорченные станины несоосностью или дефектами резьбы.
ГВВА насколько эта смола устойчива к раскачиванию?
Вклейка втулок на металосодержащие смолы типа девкона упрощает постановку соосности деталей..
Кинематика при рабочем ходе не только поднимает шток вверх, но и давит на нижний конец штока, толкая его назад.
Причем делает это постоянно и методично.
Как показали измерения (и не только мои), шток начинает разбивать отверстие во втулке эллипсом.
Так вот, вклеили мы втулку, а шток начинает на нее давить, раскачивая вперёд-назад.
При фуллсайзе нажим может быть вполне приличный, особенно когда гильза заполняет матрицу полностью, а кинематика ещё до ВМТ не дошла, и как раз наступает момент максимального усилия.
Нут настораживает тот момент, что никто из буржуев на прессах так не делает.
Несмотря на то, что у них то уж выбор смолы богатый, не сравнить с нашим.
И еще момент, с которым столкнулся при экспериментах со сварной станиной.
Оправку, на которой с одной стороны сажаем бронзовую втулку, а с другой сделана резьба 7/8 придется делать с применением специализированного станка.
Что бы получить точный средний диаметр резьбы.
Иначе накрученная на оправку втулка (которую вклеивать будем) на оправке будет болтаться.
И контргайки не помогут - рабочая втулка на оправке встанет криво.
И так вклеится.
То есть, как оправка и сама втулка, так и контргайки, должны быт сделаны квалифицированным специалистом на соответсвующем станке.
И иметь точно выдержанный средний диаметр резьбы.
Нарезать резьбу плашкой и метчиком тут не канает.
Просто потому, что оправка в данном случае является калибром, от точности которого зависит то, как будет матрица при установке в пресс ориентироваться относительно штока.
Однородный, устойчивый к коррозии эпоксидный состав общего назначения для ремонта, требующего получения поверхностей с высокой гладкостью (например, направляющих токарных станков).
Применяется для ремонта и восстановления насосов, клапанов, фланцев и валов, а также изделий из металла, бетона и некоторых видов пластмассы
Предотвращает истирание и эрозию металла
Содержит керамический наполнитель
ttp://www.fixme.ru/product/devcon/mrepoxies
И их там просто много вариантов подобрать и пользовать.
Полимерная сталь - мастика (SF)
Описание продукта:
Наполненная сталью эпоксидная мастика быстрого отверждения для обслуживания и ремонта
оборудования. Для заливки, восстановления и соединения металлических поверхностей.
Особенности и преимущества:
• Время "схватывания" - 5 минут, время функционального отверждения - 1 час.
• Легко наносится, не требует специального инструмента.
• Образует соединения с большинством металлов и бетоном.
• Подается механической обработке.
• Устойчива к большинству химических сред.
Рекомендации по применению:
• Ремонт металлических частей, поврежденных вследствие износа или усталости.
• Исправление отливок.
• Изготовление сборочных приспособлений и крепежа.
• Восстановление корпусов насосов и арматуры.
• Восстановления валов и подшипников.
Типовые физические характеристики:
Цвет Темно-серый
Вязкость после смешения компонентов Мастика
Содержание отверждаемого материала, % об. 100
Плотность отвержденного материала, г/см3
1,96
Усадка при отверждении (ASTM D2566), мм/мм 0,0006
Удельный объем, см3
/г 0,44
Жизнеспособность при 24 0
С (навеска - 454 г), мин. 5
Прочность на сжатие (ASTM D 695), МПа 71,7
Адгезионная прочность на сдвиг (ASTM D 1002), МПа 14,0
Твердость по Шору D 85
Электрическая прочность (ASTM D 149), кВ/мм 1,38
Расход при толщине покрытия 6,4 мм, кг/м2
14,3
Рабочие температуры, 0
С:
в сухой среде ? 90
ГВВМеня больше прочность на сдвиг беспокоит.
Есть и бронзовые и титановые составы и нагрузки на сжатие 120 МПа
ГВВ - спасибо за предоставленные материал, буду изучать.
Первый вывод такой - дорого.
Может для ремонта токарных станков и пойдет, когда встает дилемма - либо на свалку станок, либо кругленькую сумму за ремонт...либо негуманная сумма за новый станок.
Вернее уже трилемма получается 😊
Делать же целиком станину из таких материалов - очень дорого.
Ну или же использовать самый дешёвый, с низкими характеристиками и большим процентом брака.
Еще не нравится то, что сделанная по такой технологии станина будет лёгкой.
Что отразится на эксплуатационных характеристиках всего изделия - скакать будет пресс.
Соответственно, плавность хода кинематики пострадает.
И опять же, без металлообработки все равно не обойтись.
Без той же круглой шлифовки, что бы шток пришлифовать к втулке.
Использование калибровки для штока я не рассматриваю по определению - после того,как на нём сделают паз для шеллхолдера, отверстия для оси и канал для удаления капсюлей, от калиброванной поверхности мало что останется.
Потому как придется минимум три раза зажимать в токарный патрон.
и ещё пару раз в тиски. Или к призмам прихватами прижимать.
Втулки разрезные устанешь делать.
Хотя найдутся "умельцы", которые наждачку намотают на шток, и в патрон токарный зажмут 😊
А чё, нормально 😊 "Шлифовку" же "матриц", намотанной на карандаш наждачкой делают.
neckА, если в штоке не делать паз для шелхолдера? А вкручивать "кусочек" штока с пазом для шелхолдера?
после того,как на нём сделают паз для шеллхолдера, отверстия для оси и канал для удаления капсюлей, от калиброванной поверхности мало что
Не я это изобрел, просто подсмотрел, так же, как и Вы Александр, подсмотрели "это же самое" и нарезали резьбу в своих штоках.
----------
"Si vis pacem, para bellum"
WaldschnepferА про какие штоки речь?
как и Вы Александр, подсмотрели "это же самое" и нарезали резьбу в своих штоках.
Я уже их столько по-наделал, что сейчас уже не вспомню, что было к примеру, в году так 2010.
CDEK берет примерно столько же и доставляет до ближайшего метро, хотя может быть если прессы, то дорого возьмет; но мелочевку лучше через них.
neckОбразца 15 - 16 года. У Вас М10 вовнурях нарезана. Оч удобно.
А про какие штоки речь
----------
"Si vis pacem, para bellum"
Что отразится на эксплуатационных характеристиках всего изделия - скакать будет пресс.
Соответственно, плавность хода кинематики пострадает.
==========
Экспериментировали?
Чтот Лишные на скачут.
Использование калибровки для штока я не рассматриваю по определению - после того,как на нём сделают паз для шеллхолдера, отверстия для оси и канал для удаления капсюлей, от калиброванной поверхности мало что останется.
Потому как придется минимум три раза зажимать в токарный патрон.
и ещё пару раз в тиски. Или к призмам прихватами прижимать.
Втулки разрезные устанешь делать.
==========
Втулка на один то размер усталость даст в череслах?
Еще цанги бывают.
dim99А вы расскажите нам, как вы собираетесь паз для шеллхолдера пилить.
Втулка на один то размер усталость даст в череслах?
Еще цанги бывают.
Тогда будет понятно.
И насчет цанг - что бы шток соединить с кинематикой, нужна ось.
Которую надо просверлить в штоке. Не с торца, а именно сбоку.
Причем, на самом кончике штока.
И отверстие должно быть строго перпендикулярно телу штока.
И в строго определённом месте.
Расскажите, как это сделать с помощью цанг?
И третье - канал для отвода капсюлей каким у вас будет?
dim99
Чтот Лишные на скачут.
Еще как скачут 😊
Есть видео, где человек на прессике типа ЛИшного пытается фуллсайзить латунные гильзы.
Пресс скачет вместе с верстаком, человек с ним двумя руками борется.
И ногой помогает.
Несмотря на то, что к прессу железяка здоровая прицеплена.
Как противовес.
Вечрком посмотрю, выложу ссылку на видео.
Пресс скачет вместе с верстаком, человек с ним двумя руками борется.
И ногой помогает.
==========
Может что-то у него не того...?
Вы по одному видео выводы делаете?
Сами пробывали?
Я даж на маленьком столике это делал.
Все прекрасно.
И на видео от заокеанских товарищей.
Расскажите, как это сделать с помощью цанг?
==========
Есть такие станки... большие сверлильные или фрезерные.
Берем УДГ, зажимаем в цангу + её патрон/разрезную втулку ч/з патрон.
И сверлим.
Или в призмах, да хоть в тисках (с подкладкой чтоб их не запортить).
Эта часть все дно не будет заходить во втулку скольжения.
Ну а чтоб на штоке не осталось вмятин, шток надо брать стальной и зажимать без дури... да и то постараться надо чтоб промять.
Но ежели у вас есть результаты экспериментов/промеров для выявления этого момента, то представьте их нам. ???????????
Оч. полезно будет самодельщикам
Канал как на Лишном мыслю.
И отверстие должно быть строго перпендикулярно телу штока.
И в строго определённом месте.
==========
Перпендикулярность и место +- значения не имеет.
Не берем во внимание крайности типо перекос в 5-10 град и в мм. ))
Ведь ось, что проходит ч/з шток и толкает его вверх, она лиш промежуточное звено.
Есть вообще решение без этого отверстия. )
Ведь пара втулка/шток задает ось движения?
Ведь люфтов в рычагах прилично.
dim99Эта ось, проходящая через шток, имеет принципиальное значение.
И отверстие должно быть строго перпендикулярно телу штока.
И в строго определённом месте.
==========
Перпендикулярность и место +- значения не имеет.
Не берем во внимание крайности типо перекос в 5-10 град и в мм. ))
Ведь ось, что проходит ч/з шток и толкает его вверх, она лиш промежуточное звено.
Есть вообще решение без этого отверстия. )
Если она будет не перпендикулярна к телу штока, у вас будет клинить кинематику возле ВМТ.
Так же будет клинить, если остальные оси не перпендикулярны этой.
dim99Люфтов в рычагах "прилично" только у кривых самопалов.
Ведь люфтов в рычагах прилично.
Найдите тот же БигБосс или ЛИ с чугунной станиной. И посмотрите, какие там
люфты.
Мизерные. И это правильно.
Если люфты на осях рычагов "приличные", вы никогда не добьётесь однообразного подъёма штока вверх.
Например, переход кинематики через ВМТ в этом случае будет происходить рывком. Матрицу хрен настроите в таком случае.
Правильный пресс - не очень простое дело, как вы решили, насмотревшись на свой "люминиевый" Ли со штампованными боковыми рычагами 😊
dim99
Есть видео, где человек на прессике типа ЛИшного пытается фуллсайзить латунные гильзы.
Пресс скачет вместе с верстаком, человек с ним двумя руками борется.
И ногой помогает.
==========
Может что-то у него не того...?
Вы по одному видео выводы делаете?
Сами пробывали?Я даж на маленьком столике это делал.
Все прекрасно.
Вот у него то всё именно "того".
Пресс сделан строго по образцу одного из прессов от ЛИ.

После того, как алюминиевая станина лопнула, человек повторил пресс из стали.
Причем, в отличии от всяких там подражателей, которые пытались такой пресс
сляпать абы-как и побыстрому, создатель этого прессика думал головой.
И очень точно воспроизвел основные размеры и межцентровые расстояния.

Обратим внимание на пластину основания.
Она такой сделана не спроста 😊
На следующем фото этот пресс показан в работе:

Обратим внимание на то, что человек при работе с прессом вынужден стоять.
Иначе никак - ему надо орудовать двумя руками.
Одной он со всей силы давит на ручку, а другой пытается
удержать пресс.
Который вместе со столом пытается наклоняться вперед-назад при работе.
На фото, кстати, видно, что происходит фуллсайз латунной гильзы.
Жаль видео не нашел, ссылка потерялась. Смотрится эффектно -
пресс и человек при работе скачут, как черти в хороводе.
Вместе со столом. Не помогает даже увесистая плита, на которой смонтирована станина пресса.
Фото эти хорошо показывают два момента:
1 - усилия при работе на прессе могут быть значительными.
2) - пресс должен быть тяжёлым. Не спроста стараются сделать станины из чугуна.
3) - от усилий при фуллсайзе ломаются кинемиатика и станины из
алюминиевых сплавов.
По этому - какие вклеивания втулок и композитные станины?
Их к ебеням вырвут и сломают очень скоро.
А пресс с такой станиной придется к стене анкерами крепить.
Что бы не ускакал.
dim99
Я даж на маленьком столике это делал.
Все прекрасно
Делать на маленьком столике вы могли только посадку пули в гильзу.
Ну или фуллсайз с помощью кастомной, расточенной под свой патронник матрицей.
В которой латунную гильзу можно обжать нежным касанием ручки двумя пальцами.
Но загнать чужую гильзу в не кастомную матрицу... конечно же можно 😊
Рывком, сидя задницей на столе.
А вот извлечь никак - за ручку дернуть сильно не получается, не удобно.
Сильнее если дернуть- так столик вместе с прессом переворачивается.
И даже не спорте. Я в свое время делал специальный пресс, на котором можно было работать даже на табуретке.
Только пришлось кинематику специальную делать, так называемый "перевёртыш".
На ганзе присутствует владелец этого пресса. Может подтвердить мои слова.
dim99
Расскажите, как это сделать с помощью цанг?
==========
Есть такие станки... большие сверлильные или фрезерные.
Берем УДГ, зажимаем в цангу + её патрон/разрезную втулку ч/з патрон.
И сверлим.
Да? Вот просто так вставляем цангу в УГД а в неё зажимаем шток??
Хорошо, тогда для начала вопрос - вы в курсе, что за деталь изображена на фото?
Как называется, для чего применяется и куда устанавливается?
Спрашиваю не просто так. Деталь имеет самое прямое отношение к цангам 😊
neck
Обратим внимание на то, что человек при работе с прессом вынужден стоять.
Иначе никак - ему надо орудовать двумя руками.
Одной он со всей силы давит на ручку, а другой пытается
удержать пресс.
Который вместе со столом пытается наклоняться вперед-назад при работе.
Уважаемый Александр, вот не очень удачный пример Вы всё время приводите, такого типа кухонный стол, моя внучка ещё не так раскачивает когда ковыряется ложкой в тарелке. 😊
neck
Люфтов в рычагах "прилично" только у кривых самопалов.
Найдите тот же БигБосс или ЛИ с чугунной станиной. И посмотрите, какие там
люфты.
Мизерные. И это правильно.
Если люфты на осях рычагов "приличные", вы никогда не добьётесь однообразного подъёма штока вверх.
Ну так тема то об ентом, что бы у "кривых самопалов" самодельщики стремились к качеству, учитывая опыт производителей. Ну никогда не будут прецизионные отверстия ( в смысле зазоры ) в штоках, рычагах прессов, как золотники в форсунках, или плунжеры в ТНВД. Значимый перекос перпендикулярного отверстия в штоке, можно получить только дрелью, и то если совсем не умея ей пользоваться. И если смотреть на паз под шелл в рамках данной темы ( смотрим название ) то себе любимому, в единичном экземпляре, после токарной расточки, и спиливания одной трети ( всё равно она не работает ) оставшийся металл срубить заточенным совдеповским надфилем, не представляется проблемой.
==========
Свечку держали? ))
Вы то сами вообще, хоть раз работали прессом по назначению? )
Да? Вот просто так вставляем цангу в УГД а в неё зажимаем шток??
==========
Ну а ежели подумать? 😊))
п.с.
В посте было несколько вопросиков, вы на них с фактами ответить можете?
Без примеров на одинокого ... человека.
Или как обычно?)))
п.п.с.
"Фактами" - это множественное число.
Факт (лат. factum) - термин, в широком смысле может выступать как синоним истины; событие или результат; реальное, а не вымышленное; конкретное и единичное в противоположность общему и абстрактному.
Firemen 8Вопрос не в том, что раскачивает, а зачем 😊
Уважаемый Александр, вот не очень удачный пример Вы всё время приводите, такого типа кухонный стол, моя внучка ещё не так раскачивает когда ковыряется ложкой в тарелке
От ковыряния ложкой никаких проблем не возникает.
А вот когда пресс качается вместе со столом, то возникает не приятный момент - нет возможности плавно одним движением поднять шток на нужную высоту, до срабатывания механизма ограничения хода.
Приходится шток до этого положения доводить несколькими ударами по ручке.
Пытаясь определить, полностью поднялся шток или нет.
Тут даже вариант перехода кинематики через ВМТ не всегда помогает, потому что на многих моделях прессов он "не внятный".
То есть, останов кинематики происходит практически при выходе в ВМТ, и не понятно, был ли этот переход.
Тем более, когда приходится несколькими рывками вгонять гильзу в матрицу.
Пор этому, качественный верстак - одна из составляющих успеха при релоаде.
И массивная станина. Килограмм на 7...10.
Речь понятно про стационарно устанавливаемые прессы.
А не про портативные варианты, рассчитанные на то, что бы их можно было с собой взять на соревнования. Навеску там подкорректировать, сняв пульку и потом посадив ее назад.
На тех фото как раз и показано, что бывает, когда на легких портативных моделях начинают фуллсайзить.
Не хорошо получается 😊
Firemen 8Не надо как у плунжеров. Достаточно отверстия разверткой обработать, а к ним пришлифовать оси.
Ну никогда не будут прецизионные отверстия ( в смысле зазоры ) в штоках, рычагах прессов, как золотники в форсунках, или плунжеры в ТНВД.
Если кинематика болтается, у вас будут проблемы с остановом штока всегда на одной высоте.
Firemen 8При работе со спиральными сверлами значимый перекос можно получить легко.
Значимый перекос перпендикулярного отверстия в штоке, можно получить только дрелью, и то если совсем не умея ей пользоваться.
Просто если у сверла режущие кромки будут иметь различное осевое биение.
Из общего количества опрошенных мною так называемых "мастеров" об этом биении не подозревало процентов так 95.
На моей памяти на производстве нашем сменилась туева хуча "заточников".
Из них только двое имели инструмент, позволяющий это осевое биение измерять.
Вот после таких "заточников" и получаются свёрла, дающие вот такие отверстия на выходе из детали:

Но дело даже и не в этом. А в том, каким инструментом проконтролировать, что отверстие для оси кинематики в штоке перпендикулярно штоку.
Требования к перпендикулярности жесткие, и если мы хотим сделать кинематику точную и долго живущую, отверстие в штоке должно быть перпендикулярно штоку.
О такой перпендикулярности поговорим чуть позже, у меня фотографии ещё не обработаны.
Firemen 8
И если смотреть на паз под шелл в рамках данной темы ( смотрим название ) то себе любимому, в единичном экземпляре, после токарной расточки, и спиливания одной трети ( всё равно она не работает ) оставшийся металл срубить заточенным совдеповским надфилем, не представляется проблемой.
Я вам так скажу - такой вариант вполне возможен. Скажу даже больше - есть ещё два варианта изготовить паз для шеллхолдера в кустарных условиях.
Только ведь смысл разговор то был не о том, как сделать паз.
dim99 заявил, что он возьмет калибровку и сделает из нее работоспособный шток.
И не только один шток, а несколько.
Круглой шлифовки у него нет. У него вообще со станочным парком не густо.
По этому то и ПРИХОДИТСЯ ИЗОБРЕТАТЬ ЕМУ ОБХОДНЫЕ ТЕХНОЛОГИИ.
Соответственно и возник вопрос о том, как он изготовит шток, не повредив поверхность этого штока.
dim99 сделал смелое заявление о том, что вот он возьмет делительную головку, вставит в нее цангу, зажмет в цангу шток, и потом сделает с ним (штоком) всё, что захочется.
Но подробностей он как всегда не уточнил.
А мне вот хочется, как раньше кричали с задних рядов на партсобраниях, когда обсуждали аморалку - "подробности давай!!" 😊
Мне вот жутко интересно, какую же он цангу то закрепит в шпинделе делительной головки.
Да еще и такую, что бы в неё можно было зажать деталь длиной больше 200 мм и крепко её удержать.
Жду вот фото цанги от него.
dim99
Делать на маленьком столике вы могли только посадку пули в гильзу.
==========
Свечку держали? ))
"Шедеврально!" (С)dim99
Моя коллекция цитатника от Мао-цзедуна dim99 пополнится еще одним крылатым выражением - "Свечку держали?".
В коллекции уже есть его любимые перлы:
"Просто дурак", "Клоун", "Шедеврально!". Теперь будет еще и "Свечку держали?".
А что, знаменито 😊 Категорично и со вкусом ввернуть кому-нибудь - а вы свечку держали??
dim99
Вы то сами вообще, хоть раз работали прессом по назначению? )
Чаще чем вы, однозначно.
Прежде чем отправить изделие потребителю, я лично его пробую в работе. Несколько гильз фуллсайзю и потом гильзы эти проверяю.
На стенде, который сам сконструировал.
Который позволяет работать не с фуфельной приблудой на основе штангенциркуля.
А позволяет индикаторм покатать по плечам гильзы, определяя угол наклона плечиков по окружности.
И биения гильзы. Как на трех точках по телу, так и на шейке.
да и много ещё чего проверить позволяет.
Это для того, что бы потом перед покупателем не краснеть, как некоторые.
dim99Ежели подумать, то у делительной головки в шпинделе конус Морзе.
Да? Вот просто так вставляем цангу в УГД а в неё зажимаем шток??
==========
Ну а ежели подумать?
Вы какую цангу туда запихать то планируете?
Не стесняйтесь, покажите.
И если вы не знаете, что там за деталь, фото я которой выше выкладывал, так и скажите. Я вам помогу исправить этот недостаток.
dim99
В посте было несколько вопросиков, вы на них с фактами ответить можете?
Без примеров на одинокого ... человека.
Вы бы уточнили, какие вопросики то 😊
На то, что я различил в ваших писаниях как вопросы, я уже постарался ответить.
Так что уточняйте.
И уж постарайтесь назвать деталь, фото которой я выкладывал.
А то я подумаю грешным делом, что ваши знания в обработке металлов еще более куцые, чем я думал.
Мыслей много а древесины еще больше )))
А потом страшно обидеться 😊
Метод "хреновой бабы" называется 😊
Собственно понятно почему - пресс все же точный механизм, хоть и не самый сложный.
А металлообработка - штука сложная и кантиельная.
Намного сложнее, чем западлючить воняющее испаряющимися пластификаторами кривое пластиковое "полено" 😊
Что же, признаем, что установкой цанг в делительную головку dim99 никогда не занимался.
А ляпнул абы что.
Кстати, деталь, которую вы, "мастер" не в состоянии идентифицировать, обзывается "штревель".
Его можно назвать некоторым аналогом шомпола.
Но не того, которым патчи в ствол вводят, а другого.
Ну а дальше уже Гуглом ищите, для чего используется 😊
А я вам для общего развития по-позже, если сегодня вспомню, фото цанг подкину. Схожу в цех и сфотографирую.
Что бы вы не мололи в следующий раз с умным видом чепуху.
А то придется к вам использовать одно из слов из вашего цитатника 😊
Чтож так глупо соскакивать?
Есть патроны.. их можно ставить на условный конус/фланец и затяжка цанги гайкой сверху.... ну как в патронах ИСО40 к примеру.

Вот для вас специально фото выложил цангового патрона, интегрированного в оправку на основе конуса ИСО 40.
Красным овалом на фото как раз отмечен вкрученный в оправку штревель.
За грибок, находящийся на кончике штревеля, установочный механизм станка (это может быть электропривод либо гидравлика) втягивает оправку ИСО 40 в конус шпинделя.
Рядом с патроном уложен шток пресса, длина у которого будет по-более чем 200 мм.
Цифрами на фото показаны:
1) -цанга,установленная в патрон.
2) шток пресса
3) отверстие для оси кинематики
4) паз для шеллхолдера.
Имеется еще выпускной канал для отвода использованных капсюлей, но он не показан, на другой стороне штока находится.
Так вот, расскажите мне, мил человек, каким образом вы запихнете шток от пресса в цанговый патрон на конусе ИСО40??
Как он туда поместится, что бы цангой можно было зажать шток для обработки паза шеллхолдера.
Или для сверления отверстий.
Это не возможно сделать даже на цанговом патроне с конусом ИСО 45 и ИСО50.
Рассказывайте, не стесняйтесь. Авось кому пригодится ваше оригинальное решение.
==========
Так понятней? )))
Чтоб наверняка
.. .чтот подобное
http://directlot.ru/img-lot/74/l141273-1.jpg
п.с.
Узко смотрите
dim99Вы расскажите теперь, как вы эту оправку на делительную головку пристроите.
Узко смотрите
Кто то говорил о УДГ.
Я с удовольствием посмотрю на это зрелище 😊
Только не говорите, что вы цанговый патрон зажимать будете в патрон токарного станка 😊
Засмеют ведь.
Надеюсь сообразите как делается переходной фланец, если в теме конечно.
п.с.
И о боже.. как из патрона ИСО40 (лучше 50) сделать нужное (да его можно резать и точить )).
п.п.с.
Проходное отверстие в удг 250 не менее 20мм, это вдруг у вас туда чего не входит.
Та, которая на фото слева. Она имеет трубчатый пустотелый шомпол, который можно пропустить через канал шпинделя.
И он не мешает вставленной в цангу деталей.

Плохо только одно - такую цангу не поставить на УДГ 😊
Они вообще применяются на станках другого типа, не связанных с токаркой или фрезеровкой.
Та, которая на фото слева. Она имеет трубчатый пустотелый шомпол, который можно пропустить через канал шпинделя.
==========
Тут анжинер должен был подумать и прикинуть, что через такое отверстие шток получиться шибко маленького диаметра.
==========
Что мешает выточить "патрон" под нужную посадку + конус цанги?
Даж сырой металл, для данной операции будет жить и жить.
Но проходное будет мало. см. выше
dim99Только вы хрен сделаете точный фланец. Сложное дело.
Открою тайну на УДГ крепление на фланец. )
Да его и не надо делать.
Я вам ниже написал, почему.
dim99
И о боже.. как из патрона ИСО40 (лучше 50) сделать нужное (да его можно резать и точить )).Только потом его надо как то закрепить 😊
Каким способом. если вы рассверлите у него хвостовик?
dim99
Проходное отверстие в удг 250 не менее 20мм, это вдруг у вас туда чего не входит.
Диаметра 20 мм вам не хватит для штока.
Попробуйте угадать, почему.
По этому вам придется изобретать что то другое вместо УДГ.
А не с Директлота.
dim99Тут химик должен был подумать и сообразить, что у хвостовика цанги есть еще и наружная резьба для захвата шомполом.
Тут анжинер должен был подумать и прикинуть, что через такое отверстие шток получиться шибко маленького диаметра.
Так что шомпол не уменьшает проходное отверстие цанги 😊
dim99
Что мешает выточить "патрон" под нужную посадку + конус цанги?
Даж сырой металл, для данной операции будет жить и жить.
В эту цангу придется зажимать деталь, которую будут сверлить несколько раз и еще двумя фрезами пилить.
Вы просто не видели, как запросто одна из этих фрез разворачивает вокруг своей оси не сильно зажатую деталь.
По этому затягивать цангу придется от души.
И не калёную вы замнёте на второй детали.
После чего придется в мусорник выкинуть.
Не надо изобретать велосипед 😊
Все уже давно придумано до нас.
Читаю вашу писанину и вспоминаю год 2010.
Примерно такой же был ход мыслей и у меня.
Что же, скачите по знакомым граблям 😊
==========
А штревель не ч/з проходное ли удг будет проходить , уменьшая его....
мда...
dim99Вы эту затею с УГД бросьте. От слова совсем.
А штревель не ч/з проходное ли удг будет проходить , уменьшая его....
мда...
Подсказываю почему.
Берёте свой шеллхолдер и штангенциркуль, замеряете грибок на ножке шеллхолдера.
Получаете цифру примерно 14 с мелочью мм.
С мелочью потому, что во первых, размер в дюймах, а во вторых, таким способом точно размер ножки узнать не получится - он "гуляет" даже у одного производителя.
И вот тут грабли, на которые вы наскочите в дальнейшем 😊
Но дело не в этом. Просто возьмем за основу, что диаметр грибка шеллхолдера больше чем 14 мм.
Что бы его (шеллхолдер) не клинило в пазе штока, между ножкой и стенками паза должен быть зазор. Примерно миллиметр. Итого получаем число несколько большее чем 15 мм
Теперь берем за основу цифру 20.
Это диаметр проходного отверстия в УГД-250.
Следовательно диаметр штока не должен превышать это значение.
Следом отнимаем от 20 цифру 15. Остаток - 5 мм.
То есть, после фрезеровки паза для шеллхолдера на штоке диаметром 20 мм толщина стенки между наружным радиусом штока и стенкой паза составит около 2,5 мм.
В реальности не больше двух из за того, что у нас не учтен "хвостик", а любая фреза имеет хоть не большое, но радиальное биение.
Так вот, при толщине стенки 2 мм, паз для шеллхолдера сомнет любая попытка поставить на шток что то твердое и упереть им в верхнюю перемычку.
Это проверено экспериментально десять лет назад, когда первую модель наших прессов создавали.
Есть ещё одно обстоятельство, делающее толщину стенки еще меньше.
Но я бы хотел что бы вы сами о нем догадались 😊
Да, речь идет о штоке пресса типа БигБосс. Который имеет длину более 200 мм.
neckТак вот, при толщине стенки 2 мм, паз для шеллхолдера сомнет любая попытка поставить на шток что то твердое и упереть им в верхнюю перемычку.
Это у кого такая больная фантазия? 😊 Даже интересно, в процессе переснаряжения что это может быть. А если владелец до этого додумался и испортил шток, то это его проблемы.
neck
Вы просто не видели, как запросто одна из этих фрез разворачивает вокруг своей оси не сильно зажатую деталь.
А не надо торопиться, нужно чувствовать как режется металл. В своё время, на имеющимся фрезере с жёсткостью тёплой кучи г-на, приходилось делать паз под шелл, зажимая шток в цангу. Не хочу сказать что это правильно, но если есть желание, и такое доступное оборудование, можно сделать эту работу, включая мозг для подбора режима резания.
А потом дойдем до УСП... вот где поле непаханое.
А то про цанговый патрон на фланец УДГ, так и не дошло.
Я половины слов не понимаю, но мне нравится обсуждение можно я тут рядом постою?Категорически поддерживаю! На "штревеле" - я поплыл! 😀 Но как ведь все красиво и лаконично....! Аж дух захватывает!
RattlinМне литру принять пришлось, но все равно поплыл.
На "штревеле" - я поплыл!
----------
"Si vis pacem, para bellum"
dim99А то про цанговый патрон на фланец УДГ, так и не дошло.
Если есть цанга с фланцем ( ставится вместо токарного патрона ) зачем городить её на УДГ, ставится прямо на стол.
Firemen 8
Это у кого такая больная фантазия? Даже интересно, в процессе переснаряжения что это может быть. А если владелец до этого додумался и испортил шток, то это его проблемы.
Что же, давайте про больные фантазии 😊
Вы просто не обращаете внимание на мелочи 😊
Например на то, что у штока в том месте, где находится головка шеллхолдера, имеется еще и канавка.
В которую должна помещаться пружинка фиксатора.
И вот эта канавка отнимает ещё по миллиметру на радиус в этом месте.
На эту канавку показывает стрелка А на фото.

Таким образом, толщина стенки паза в этом месте будет около миллиметра.
Смять такую толщину легко при банальных экспериментах со штамповкой свинцовых столбиков, например.
Кладете на торец штока пластинку пятимиллиметровую.
На неё ставите две картечины крупные, миллиметров 10 в диаметре.
И сверху накрываете другой пластинкой.
И жмете 😊
Один из наших покупателей раннего пресса хотел таким образом сделать отпечаток пятирублёвой монеты на свинце.
В результате отпечаток получился. В месте с замятым пазом в том месте, где нет тела, на заходе в паз.
Да и станины у прессов Ли ломают легко при обычном фуллсайзе 😊
Про согнутые ручки из прутка диаметром 16 мм я даже и не говорю.
Но речь вообще то не про это.
А всего лишь о том, что у штока пресса диаметр не может быть 20 мм.
Придется делать больше.
Следовательно, полностью шток в канал шпинделя УГД не поместится.
Упрется где то в конусе.
Где упрется, зависит от диаметра штока. У БигБосса он имеет диаметр 24 мм.
Если не лень, посчитайте сами, на какую глубину он влезет.
И на сколько будет выступать наружу.
Firemen 8Торопиться не надо, когда делаете для себя, любимого.
А не надо торопиться, нужно чувствовать как режется металл. В своё время, на имеющимся фрезере с жёсткостью тёплой кучи г-на, приходилось делать паз под шелл, зажимая шток в цангу. Не хочу сказать что это правильно, но если есть желание, и такое доступное оборудование, можно сделать эту работу, включая мозг для подбора режима резания.
Тут же речь о такой технологии для серийного производства 😊
Я вообще не понимаю, зачем какие то цанги?
Токарный патрон крепится на банальную приспособу.
Которая крепится на столе вертикального фрезера.
Шпиндель точно фиксируется по абсолютным координатам станка на центре этого патрона.
В патрон зажимается шток, который до этого прошёл токарную обработку и предварительную шлифовку и имеет строго определённый диаметр.
Рабочий ставит импортный кромкоискатель в шпиндель, касается в одном месте поверхности штока.
И запускает небольшую программку, которая самостоятельно ищет центр детали, прикасаясь к детали в трёх точках.
Программу (вернее макрос) сам написал, я на Паскале умею.
Осталось установить оправку с фрезой, и вперед - другая программа выпилит паз.
Дел на 8 минут, включая время на смену двух инструментов.
Это когда глючит магазин инструмента у станка.
Когда не глючит - 6 минут.
и шток поступает на дальнейшую обработку.
Больше времени уходит на проверку размеров паза, чем на его фрезеровку.
По этому, какие цанги, какие УГД?
Шлифовщик на круглошлифе пришлифует шток к конкретной станине и за одно уберет следы от кулачков зажимных устройств.
И не надо трястись над калибровкой - не дай Бог вмятины оставить. Корячиться с расточкой втулок для штока то же не надо, пытаясь нутромером точный размер поймать.
Шлифовщик микрометром легко "поймает" нужный размер.
Тем более, что все детали прошли предварительную шлифовку и имеют одинаковый размер.
А самое главное - не имеют конусности. Как калибровка.
Firemen 8Я сначала то же не понимал, к чему весь этот балаган с УГД.
Если есть цанга с фланцем ( ставится вместо токарного патрона ) зачем городить её на УДГ, ставится прямо на стол.
Потом дошло - dim99 придется наклонный канал на штоке делать.
Это самый простой вариант, без шпоночных фрез можно обойтись.
По этому и УГД - у неё шпиндель можно развернуть вверх или вниз, и сверлить
канал.
Призмы под углом крепить - сложно, лепить на каких то уголках, это прихваты нужны и латунные подкладки, что бы поверхность не портить у штока.
То же самое и тиски - есть опасность повредить поверхность.
Да и трахаться с угловыми мерами не охота, маленькие они.
Скорее всего он рассчитывает поворотом УГД решить проблему.
Только у любой медали есть обратная сторона 😊
dim99
Я вот думаю... может еще про поровотный стол двинуть тему...
Не, про поворотный не интересно.
У него резьбы нет, что бы на неё планшайбу накрутить.
На которую вы все мечтаете цанговый патрон западлючить.
Так что он при производстве прессов мало применим.
Ежели только радиусы на боковых рычагах обкатывать.
Но это уже совсем каменный век будет.
Это прекрасно делает фрезер с ЧПУ, он весь рычаг за один проход обрабатывает, снимая припуск после плазмы.
Быстро и красиво выходит.
Да и судя по ушам и по яйцам по вашим рассказам вы планируете ободрать конструкцию у силуминового пресса от ЛИ с гнутой железкой в виде боковых рычагов.
Так что и тут поворотный стол не понадобится.
Кстати, когда прилепите (через переходник) патрон цанговый на планшайбу УГД, не поленитесь найти калиброванную скалку (не путать с прутками "калибровки") и покрутите её, упирая в неё индикатор часового типа.
Узнаете много интересного про ваш переходник. И про шпиндельные подшипники УГД.
А потом останется сделать совсем простой эксперимент - режете несколько кусков "калибровки", и пробуете каждый кусок несколько раз установить в цанговый патрон. И так же по "часикам" покатайте.
После чего обычно быстро приходит осознание того, что круглошлифовальный станок придумали совсем не дураки.
Однако довольно про делительные головки.
Поговорим лучше о напряжениях, возникающих при отверждении композитов.
Вот где не паханное поле то.
RattlinА это потому, что по делу написано. И без срача с переходом на личности.
Категорически поддерживаю! На "штревеле" - я поплыл! Но как ведь все красиво и лаконично....! Аж дух захватывает!
За одно и запомните ругательное слово "штревель" 😊
У него резьбы нет, что бы на неё планшайбу накрутить.
==========
Ржал долго )))
У него есть проточка и Т пазы....
Вы реально про то что пишите в глаза то видели?
dim99Ржите дальше 😊
У него есть проточка и Т пазы....Вы реально про то что пишите в глаза то видели?
Только сначала покажите, КАК вы закрепите цанговый патрон на поворотном столе.
То есть, показываете патрон с двух сторон, что бы было видно, что у него на "заднице".
Ну а потом показываете, как вы его примострячили.
И как потом туда шток пристроили. И на какую глубину.
Возможно посмеемся вместе 😊
Будет как со штревелем, про который вы не знали.
Я свои слова хотя бы фото подтверждаю. Причем, своими, не с "интернета".
Так что и вы давайте доказательную базу 😊
==========
Я даж и не писал о нем. )))
И я все жду ответы на свои старые вопросы.
п.с.
Не покажу ))
dim99Какие? Мне каждый день по 20 человек задают разные вопросы.
И я все жду ответы на свои старые вопросы.
Я за всеми не услежу.
Воспроизведите вопросы.
Да, вам фото столика поворотного показывать что ли?
Вас же одолевали сомнения насчет того, видел и я его живьем 😊
inozemecНу, ЁПРСТ!!! А, пару страниц, взад, отмотать в лом?
А вот такой пресс,как технически оценить?
----------
"Si vis pacem, para bellum"
WaldschnepferЦе було вже ? 😊
Ну, ЁПРСТ!!! А, пару страниц, взад, отмотать в лом?
inozemecБыло, было 😊
Це було вже ?
Скоро будем обсуждать новые модные веяния,которые предлагает dim99.
Насчет станины из экпоксидных компаундов.
Там техпроцесс сплошная романтика - натужено воют вентиляторы, пытаясь создать вакуум перед заливкой эпоксидного компаунда в форму.
Что бы предательские пузырьки не выступили на поверхности готового изделия 😊
Будет интересный разговор - эпоксидка разогревается при полимеризации, и не трудно представить, какие происходят процессы и напряжения в толстом слое детали, когда сверху усе остыло и сжалось, а внутри ещё горячее и немного больше в объёме.
Ждем что dim99 расскажет о том, как он собирается бороться с деформациями станины из компаунда.
Artishok
Я половины слов не понимаю, но мне нравится обсуждение 😀 можно я тут рядом постою?
Чипмакер можно еще почитать
Rattlin
Поставить - можно. Удержать - сложно.
А куда она денется, из колеи-то?
Когда вы после проделанной с гильзой операции эту гильзу из шеллхолдера вынимаете.
Не очень удобно - придется двумя руками орудовать, второй удерживая шеллхолдер в штоке.
Пружинка- штука то же хитрая. Должна быть не жесткая и не мягкая, иметь форму особую.
Есть способы обойтись без нее, но не на всех прессах они реализуемы.
neck
neck
Был хороший поворотный пресс уничтожили, жалько его 😊
inozemecНе факт.
Был хороший поворотный пресс уничтожили, жалько его
Сейчас ведем переговоры о том, что бы его в переработанном виде наладить к выпуску на другом предприятии.
neck
что бы его в переработанном виде
Это как вторсырьё? 😊..Или улучшен?
Чугун? Сталь будет?
inozemecЭто будет другой пресс. С другой кинематикой и компоновкой.
Это как вторсырьё? ..Или улучшен?
Одна из деталей кинематики чугунных прессов была сделана на основе закрытого авторского свидетельства ещё советских времен.
Что бы избежать в будущем патентных споров, придется вносить изменения в конструкцию.
neckА точнее? Лучше или хуже в чём..?
Это будет другой пресс. С другой кинематикой и компоновкой.
Одна из деталей кинематики чугунных прессов была сделана на основе закрытого авторского свидетельства ещё советских времен.
Что бы избежать в будущем патентных споров, придется вносить изменения в конструкцию.
За девять лет выпуска прессов накопился вагон наработок, так что если договоримся с контрагентами, то пресс будет вполне приличным.
Паз для закраины гильзы у шеллхолдеров не широкий.
Кроме того, закраина может быть с деформациями.
Например иметь отпечатки от отражателя.
А когда вы гильзу извлекаете из шеллхолдера, то еще и непроизвольно её перекашиваете в пазе.
И, соответственно, тянете вместе с гильзой и ничем не закреплённый в пазе штока шеллхолдер.
Для этого и делают устройства, не дающие шеллхолдеру самопроизвольно выходить из паза.
Самое простое из них - пружинка. Но можно и изгалиться, поставить шариковый фиксатор.
Пролема тут в том, что фиксатор должен не давать шеллхолдеру вылезать из паза.
Но не должен заклинивать шеллхолдер в пазе.
нюансы и за пояснения как должен работать пресс.

Red ShrikeКрасиво , давайте подробности ?
Сделал себе пресс
hakas31
Красиво , давайте подробности ?
Длина ручки управления - 290 мм, диаметр -14 мм ( но сделал ещё диаметром 16 мм). Ручки сделал из направляющих от принтера. Рычаг (ручка) поворачивается на 120 градусов от вертикального положения. Шар изготовлен из сувеля берёзы диаметром 42 мм. Крепление - на резьбе. Толщина боковых рычагов - 10 мм (сталь). Все соединительные оси - диаметром 10 мм ( пришлифованы). Были такие развёртки. Оси вращаются в боковых рычагах и в ползуне (штоке). В нажимном рычаге и в станине оси застопорены.
- размер основания - 115х80х11 мм
- крепление основания к столу - четырьмя болтами м8 или струбциной.
- длина направляющей ползуна 54 мм (бронзовая втулка)
- ползун стальной шлифованный, диаметр 21 мм (в наличии была такая развёртка).
Стальные детали из стали 45 (калил, шлифовка).
Станина - Д16Т ( просто был кусок). Так как не было метчика 7/8х14, пришлось сделать футорку.
Сейчас нашёл, но дело сделано.Фреза для паза под шеллхолдер китай-чмо.Покупал на Али.
Токарный станок 16Д25, 1990г., г. Алма-Ата
Фрезерный станок 6Т80Ш , 1991г., г. Вильнюс
Шлифовальный станок 3У10МАФ10, 1990г., г. Вильнюс
Ещё работаем, но чубайсята скоро приведут к пинцету.
Что не удивительно при наличии станочной базы.
А расскажите, каким образом соосность обеспечивали, с учетом того, что пришлось втулку бронзовую ставить в станину, и футорку точить??
Red ShrikeАбсолютно согласен. Мы давно уже сами перетачиваем из советских фрез.
Фреза для паза под шеллхолдер китай-чмо.Покупал на Али.

yuryiyuashkinРисковано. Резьба - плохая база. После закручивания втулка будет иметь некоторый перекос.
В основании резьба 30х1,5 . Для бронзовой втулки .
Как будете соосность восстанавливать?
yuryiyuashkinА вы что будете использовать за базу, когда разверткой длинной попытаетесь сразу два отверстия обработать?
Развертки есть длинные . И постараемся конечно
Судя по фото, у вас с одной стороны нарезана уже резьба 7/8х14.
Её за базу для развертки не используешь.
А с другой стороны будет закручена (то же на резьбе) втулка.
Которая не известно как еще встанет.
От чего "танцевать" то? Что будет базой для установки развёртки?
Да, и расскажите нам, вы по какой технологии сверлили отверстия насквозь станины и каким инструментом резьбу 7/8 нарезали.
neckА что не устроило в прессе от ЛИ?
Пресс есть Лиишный , вот и не тороплюсь . Главное основная работа сделана.
Вроде не самая плохая модель от этой фирмы?
Правда слышал, что у нее боковые рычаги слабые,могут гнуться при фуллсайзе.

метчика М30*1.5 с подпором конусом. И так как не было инструмента (мог бы найти, но- ВРЕМЯ), чтобы "достать"до противоположного отверстия, используем технологию Игоря (Dondukov).
Токарный : Сделали оправку с "тугой" резьбой.

И далее :
https://www.youtube.com/watch?v=4jBC3zlbLrI
https://www.youtube.com/watch?v=NcDVwNUCYsI

Сделали футорку с "тугой" резьбой. Собрали и оценили центровку с помощью проверочного штока (я настоял). Получилось. Ура. Пошли дальше. При этом я постоянно был на приёме фразы от Володи (как и Игорь):
" ты мозги не е:и мне".


Red ShrikeНу вот , прям инструкция 😊
могу что то
Red Shrike
Сделал себе пресс. Можно- в "упор штока"(при установки шайбы на шток), можно через ВМТ.Спасибо Игорю (Dondukov) и Александру (neck) за технологические
нюансы и за пояснения как должен работать пресс.
На мой похож. Я даже подумал что это мой. 😊 Респект. Хорошо получился.
На мой похожТак точно.
Red ShrikeПонятно. А вы проверочный шток куда зажимали?
Собрали и оценили центровку с помощью проверочного штока (я настоял). Получилось. Ура.
По фото не понятно.
И что это за проверочный шток? Сами точили, или лекальный?
Для начала разобраться надо, почему поломка произошла.
Удачи во всех начинаниях и творческих изысканиях!
Пускай Ваш писательский талант цветет и дальше и радует читателей!
----------
"Si vis pacem, para bellum"
[/B]
[/QUOTE]
А что , любое изделие имеет право на жизнь. На сварке на ютубе вполне нормальные конструкции показывают. Ну а внешний вид , качество изделия , это второй вопрос...
neckАлександр, так же поздравляю с днем варенья. Конечно немного опоздал, но лучше поздно как говориться. Творческих успехов желаю ну и всего ровного в жизни. 😛
neck
ProstorДайте ссылку на вашу тему с кнопками.
Prostor
Нужен для релоада 366 и 9,6х53, также для сайзинга пуль 410 после нанесения полимера.
С Уважением Роман
Dondukov
Дайте ссылку на вашу тему с кнопками.
Так с 16.01 капсюля только в магазинах, как патроны
Подскажите а какой стандарт резьбы в матрица LEE 7/8 14'', G или другой, UNF?
Спасибо.
KAMA21
Доброго времени суток.
Подскажите а какой стандарт резьбы в матрица LEE 7/8 14'', G или другой, UNF?
Спасибо.
Гайка колесная от грузовика Вольво, как раз с такой резьбой, если поискать, то стоит копейки.
Индеец43Она?
Гайка колесная от грузовика Вольво, как раз с такой резьбой, если поискать, то стоит копейки.
http://www.auto-23.com/catalog...shall_m4000005/
Ён?
http://www.auto-23.com/catalog...112_febi_05778/
Идея богатая использовать их как доноров! Спасибо!
Из гайки пару стопорных можно запросто сделать! Не говорю уже про мандрелы/декапсюляторы/нажимные пятаки.
----------
"Si vis pacem, para bellum"
----------
С уважением, Андрей!
Индеец43Сверлим внутри отверстие, нарезаем рЭзьбу М10 или М8, обрЭзываем нЭнужное, вворачиваем декаперы, мандрелы и др. полезность.
А шпилька колесная для чего?
Оставляем рЭзбовую часть с кусочком нерЭзьбы, и получаем пятак нажимной. ИТД.
----------
"Si vis pacem, para bellum"
smyrf
Много читал и сам размышлял о всех рассказах о том что шток с матрицей должен быть в одной оси и без люфтов!
Можно смотреть с 25 минуты !и хочу заметить что люди участвуют на соревнованиях и денег не жалеют на оборудование!
грамотный подход. в кои то веки услышишь толковые речи. 😛
(шепотом)... мой самодельный пресс ,из подручных материалов люфтит 2-3 десятки...патроны собирает,пули штампует. полуоболочки и фулметал от .22
до .45.
самоцентровка понимаш...
иные...в борьбе за фетишем "микронные зазоры" приходят к циклопических размеров рамам - иначе виш, клинят под нагрузкой 😛
Waldschnepfer
Сверлим внутри отверстие, нарезаем рЭзьбу М10 или М8, обрЭзываем нЭнужное, вворачиваем декаперы, мандрелы и др. полезность.
Оставляем рЭзбовую часть с кусочком нерЭзьбы, и получаем пятак нажимной. ИТД.
я только начинающий и еще не в теме, многого не понимаю, ткните носом в картинку для лучшего понимания или киньте ссылкой(((((((((((((
Индеец43Декапсюлятор, правда под молоток, но кто мешает резьбу нарезать.
ткните носом в картинку для лучшего понимания или киньте ссылкой(((((((((((((

Расширительный мандрел.

Пятак нажимной из болта и гайки М22

Гайки на втором фото в #1382.
forummessage/12/206
Сколько их из Вольвовской насвинячить можно! Три штуки точно!
----------
"Si vis pacem, para bellum"
----------
С уважением, Андрей!
Индеец43Да. Но свинцовую пулю можно правильно воткнуть с ним, только.
мандрел это я так понимаю расширяет немного горло бутылки чтоб пульку вставить проще было руками
Есть проблемы с резьбой 7/8. Например, тот токарь, который мне все делает, поменял станок, и теперь, что бы резать дюймовые резьбы, ему нужно переставить шестерни. А дюймовые резьбы кроме меня никому не нужны. 😛 Можно, конечно, пойти путем NECKа и заказать метчик и плашку, но боюсь, что пяток прибамбасов этого не стоят. 😊
А, тут - готовые доноры! Заказал пару, болт и гайку, попробую понадругаться вместе с Рукодельником.
----------
"Si vis pacem, para bellum"
WaldschnepferСпасибо. И UNF.
Она?
http://www.auto-23.com/catalog...shall_m4000005/Ён?
http://www.auto-23.com/catalog...112_febi_05778/Идея богатая использовать их как доноров! Спасибо!
Из гайки пару стопорных можно запросто сделать! Не говорю уже про мандрелы/декапсюляторы/нажимные пятаки.
Угол 60?,шаг 1,814,думаю любой ЧПУшник нарежет.
Тема хороша но не автором, а участниками.
Создалось такое ощущение что тему китайцы мурыжут, поиск бесплатных идей.
Одним словом засланцы.
А автор отговаривает, пугает, соостность, люфтами .
Дал бы изделие за 5000р для народа, и мог себе памятник отлить . (из чугуния) 😀
KAMA21Чугуний, приличный, кончился. 😊
мог себе памятник отливать. (из чугуния)
----------
"Si vis pacem, para bellum"
Индеец43Гайка колесная от грузовика Вольво, как раз с такой резьбой, если поискать, то стоит копейки.
Спасибо. На автобазаре сказали бы, давай образец.
Мы в захолустье живём.
KAMA21Через неделю будет и АбразЭц. Можно, конечно и раньше, но лениво ехать на 23й км МКАД. А на след неделе в тот гастроном друг какие то детали поставлять будет. В другом гастрономе, где он будет во вторник и четверг, таких гаек только в каталоге есть, а заказ не оформили. 😞
давай образец.
----------
"Si vis pacem, para bellum"
----------
С уважением, Андрей!
Waldschnepfer
Пятак нажимной из болта и гайки М22
Объясните пожалуйста назначение сего устройства???
Че то ни как не врублюсь для чего оно и что в него нажимать.
Индеец43Покрутите ЭТУ тему. Все есть, и даже с картинками, не говоря о том, что если орехи поколоть захочется.
Че то ни как не врублюсь для чего оно и что в него нажимать.
Подскажу: дело было летом.
----------
"Si vis pacem, para bellum"
Индеец43
WaldschnepferБлагодарю за идею! Как сегодня прочитал, сразу поехал и взял 2 гайки и 2 болта. За "целых" 640 руб. При том, что плашку заказал неделю назад за 500 руб. (всё равно её возьму, т.к. есть планы). А метчик стОит раза в 3 дороже и его брать уже нет нужды.
smyrf
Можно смотреть с 25 минуты !и хочу заметить что люди участвуют на соревнованиях и денег не жалеют на оборудование!
Вы путаете кислое с толстым 😊
Смотреть надо с пятой минуты. Когда дядя на видео фуллсайзит гильзы на вполне себе солидном зелёном БигБоссе.
А не на игрушке от ли 😊
А вот у БигБосса с соосностью все в порядке. И перекос резьбы 7/8 относительно штока отсутсвует.
По этому то дядя на нем и фуллсайзит гильзы.
Одним словом, смотреть и видеть - разные вещи.
Учитесь видеть. И обращать внимание на мелочи.
KAMA21А вот возьми и сделай за 5 рублей пресс без люфтов и с надежной кинематикой.
Одним словом засланцы.
А автор отговаривает, пугает, соостность, люфтами .
Дал бы изделие за 5000р для народа, и мог себе памятник отлить . (из чугуния)
И завали им всю Расею.
Мы тут тогда все себе руки обобьём от комплиментов мастеру.
А болтать все горазды 😊
Вангую - в реальности будет следующее - KAMA21 наденет втулку с помойки на шпильку с резьбой 7/8, накрутит гайку с другой стороны, и приварит эту конструкцию к стальному уголку 😊
При сварке эту порнографию "поведет" от внутренних напряжений.
А он потом нам будет рассказывать, как у него все кучно ложится в мишень.
neckА Lyman Crusher II как с этим дела обстоят?
А вот у БигБосса с соосностью все в порядке
EUGENE53Грамотный подход, говоришь?
грамотный подход. в кои то веки услышишь толковые речи.
(шепотом)... мой самодельный пресс ,из подручных материалов люфтит 2-3 десятки..
Расскажите ка нам, уважаемый самоделкин, каким это девайсом вы замеряли суммарный люфт в паре трения?
Или же вперив соколиный взор на шеллхолдер, покачали шток рукой и точно определили - люфтит на 2-3 (!) "десятки"?
Кстати, так на 0,2 или на 0,3 мм люфтит то?
А ваш соколиный глаз мы сейчас проверим 😊
Вот я взял две угловые меры в 45 градусов, соединил их вместе.
"На глаз" - какой у меня получился в сумме угол?

СВОЙСТВА УГЛА 45 ГРАДУСОВ
Угол в 45 градусов по отношению к линии горизонта наиболее приемлем для восприятия зрителем.
Так же, как объект, движущийся по снимку не параллельно границам кадра, а под углом примерно 45 градусов, выглядит более динамичным и более подходит для композиционного построения изображения.
Фигура модели, ее ноги или руки, расположенные на снимке под этим углом, выглядят более стройными и фотогеничными, на них концентрируется внимание. Жест, направление движения которого идет по диагонали, а не вдоль вертикальных и горизонтальных линий, становится гораздо более выразительным.
Это связано с тем, что при восприятии горизонтальных линий глаз человека затрачивает гораздо меньше усилий, чем при восприятии вертикальных. Поэтому, если на снимке у модели или какого-либо объекта есть как горизонтальные, так и вертикальные линии, взгляд зрителя сначала скользит по первым, а лишь потом - по вторым.
Извините :-))
E_I_AДобавлю, что при рассматривании фотографий глаз человека движется с левого нижнего угла вверх, потом вправо и в центр.
Извините :-))
Правда это к делу не относится 😊
Мне крЮтого специалиста услышать хочется 😊
Который 2-3 десятки сходу определяет, "на глаз".
neckВспоминается анектдот про зайца который покупает соль у волка, а у того нет весов.....
"на глаз"
----------
"Si vis pacem, para bellum"
neckдействительно Вы правы,сейчас индикаторную стойку поставил- 0.42 на холдере
Мне крЮтого специалиста услышать хочется
Который 2-3 десятки сходу определяет, "на глаз".
старею...
главное конечный результат меня устраивает

у нас с Вами мотивация разная, Вы за деньги, а я для удовольствия 😊
Waldschnepfer
Вспоминается анектдот про зайца который покупает соль у волка, а у того нет весов.....
Последнее время я этот анекдот все чаще и чаще вспоминаю. 😊
По сути.
Вчера приехали матрицы, попробовал их закрутить на СуперГайку от Вольвы. Итог - идет мягенько, как по маслу, без люфтов. Идея значит живее всех живых!
neckПо поводу,, чугуниевого памятника,,, если не удачная шутка - извините,Это было про Ваши 110,150,и дальнейшее развитие. Изделия хороши, слов нет, но для меня, (и не только), это космос и даже не по деньгам.
А вот возьми и сделай за 5 рублей пресс без люфтов и с надежной кинематикой.
И завали им всю Расею.
Мы тут тогда все себе руки обобьём от комплиментов мастеру.А болтать все горазды 😊
Вангую - в реальности будет следующее - KAMA21 наденет втулку с помойки на шпильку с резьбой 7/8, накрутит гайку с другой стороны, и приварит эту конструкцию к стальному уголку 😊
При сварке эту порнографию "поведет" от внутренних напряжений.
А он потом нам будет рассказывать, как у него все кучно ложится в мишень.
Многим хочеся прес типа LEE Челенджер но даже если тянуть с Украины там он 92$, только в метале хочется, не уж то импорт заменить для тех у кого есть опыт, желание, тех. средства за 5000 руб. нереально?
Спасибо Вашим коллегам за ответы, всё расписали, но в очередь не стану, кроме цены изделия есть ещё логистика, от Вас до меня, это ведёт к увеличению цены % 15-20.
Первый мой кривой прес буде типа Ротонда, да украду только сделаю криво, чтобы не нарушать права, а дальше поглядеть. Возможно с О образной рамой.
А гайки и болты от Вольво в хозяйстве пригодятся, не бегать же к токарю каждый раз.
Да и когда про резьбу спросил (марку), это же Форум.
А ещё идею (не Вам) подкинул брат, - берём амортизатор от авто со штоком 20-22мм немного мудрим, вырезаем окно, вырезаем низ, ввариваем гайку от Вольво, делаем кинематику, крепление и получаем...... ( прессом называть не буду) оооочень дёшево и сердито.
Кстати люфты в хороших типа BOGE минимальны.
С уважением.
EUGENE53А что вы стойкой измерять то будете?
действительно Вы правы,сейчас индикаторную стойку поставил- 0.42 на холдере
старею...
Шат штока в подшипнике скольжения? Так он будет разным в зависимости от того, смазали вы шток маслом или нет.
И какую смазку используете.
Нужно определять суммарный люфт в паре трения.
Для этого трёхточечным нутромером измеряют диаметр отверстия в станине.
В нескольких точках. А потом рычажным микрометром - шток в нескольких точках.
Эти измерения как раз и позволяют сделать заключение о зазорах в паре трения. Причем на всём рабочем ходе штока.
Что позволяет разбивать детали на селективные группы.
А заодно позволяет определить, имеются ли после изготовления деталей дефекты типа конусности, эллипсности или бочкообразности.
Вообще, намного правильнее будет измерять отклонения соосности отверстия для штока и отверстия для установки матриц.
И отсутствие перекоса резьбы для установки матриц относительно канала штока.
Только у вас инструмента нет для таких измерений.
EUGENE53
у нас с Вами мотивация разная, Вы за деньги, а я для удовольствия
У нас с вами мотивация примерно одинаковая 😊
Прессы не являются моим средством существования.
Мне завод деньги платит совсем за другое.
Прессы же позволяют мне спокойно заниматься разработкой матриц для штамповки оболочки. Что мне жутко интересно последние три года.
Это может быть дополнительной оснасткой для прессов. По этому у начальства нет вопросов "зачем"?
KAMA21Нормальный качественный пресс за 5000 рублей - не реально.
Многим хочеся прес типа LEE Челенджер но даже если тянуть с Украины там он 92$, только в метале хочется, не уж то импорт заменить для тех у кого есть опыт, желание, тех. средства за 5000 руб. нереально?
Одна заготовка станины, вырезанная на плазме, стоит 3000 рублей.
Речь конечно не про гавенный метал, а узкоспециализированный с пониженным трением.
А потом эту заготовку нужно обработать по периметру, засверлить отверстия и нарезать резьбы.
Выточить шток, изготовить все отверстия на нем и паз для шеллхолдера.
Цена сразу вылезает за указанный вами предел.
Это если ничего кроме штока не шлифовать.
KAMA21Слава Богу! Последняя отгрузка в Беларусь закончилась кучей головной боли и разговорами с личностями в штатском.
Спасибо Вашим коллегам за ответы, всё расписали, но в очередь не стану, кроме цены изделия есть ещё логистика, от Вас до меня, это ведёт к увеличению цены % 15-20.
KAMA21Вы его сделаете криво даже если будете стараться сделать хорошо 😊
Первый мой кривой прес буде типа Ротонда, да украду только сделаю криво, чтобы не нарушать права, а дальше поглядеть.
У вас хотя бы фото РОТОНДы есть?
Вы прежде чем что то делать, внимательно его рассмотрите и попробуйте ответить на пару простых вопросов.
Например, для чего на стойках станины сделаны отверстия. И почему именно на той высоте, на которой они сделаны.
Скажем так - прежде чем что то копировать, надо понять, почему конструктор сделал именно так, а не по другому.
Там еще много заморочек есть, так что дерзайте.
Один из подражателей умудрился из аккуратной и лёгкой Ротонды западлючить изделие в два раза по габаритам больше, а по надежности - хуже.
KAMA21
А ещё идею (не Вам) подкинул брат, - берём амортизатор от авто со штоком 20-22мм немного мудрим, вырезаем окно, вырезаем низ, ввариваем гайку от Вольво, делаем кинематику, крепление и получаем...... ( прессом называть не буду) оооочень дёшево и сердито.
Вы опять пытаетесь наступить на старые грабли многих самодельщиков 😊
Автомобильный амортизатор - изделие специфическое.
Перед ним никто не ставит задачу соосно попасть в отверстие, разнесенное с ним миллиметров на 100.
Его задача - гасить колебания неподрессоренных масс авто. В результате, когда он устанет от жизни (и попадет со свалки к вам), шток его будет уже деформирован от многократных знакопеременных ударных нагрузок.
Варить детали крайне не рекомендую - внутренние напряжения скрючат детали.
Если варить, то требуется погружной кондуктор. То есть, варим детали, погрузив их в ванну с жидкостью.
Причем ванна должна быть такой, что бы жидкость успевала остывать после контакта с нагретыми деталями.
KAMA21Это пока они работают в масляной ванне и в условиях отсутствия пыли.
Кстати люфты в хороших типа BOGE минимальны.
А вот когда практически "на сухую", да еще когда в пару трения пыль летит и мусор из капсюльного гнезда гильзы, то дело совсем другое.
А еще и рычаги кинематики, которые не только толкают шток вверх, но еще и раскачивают внизу шток "вперёд-назад".
Может Ваших маркетологов, марчендайзеров, и бухгалтерию заборт?
А то один пашет, семеро на Мерсах.
Глядишь и по 5000,и большие...
Удачи.
KAMA21
Я понимаю что бизнес, и для себя, вещи разные.
Может Ваших маркетологов, марчендайзеров, и бухгалтерию заборт?
А куда прикажете девать станки, которые лопают минимум киловатта по 4 в час.
И которые обслуживать обходится гораздо дороже, чем платить бухгалтерии.
Марчендрайзеров не держим. Рабочие как то сами умудряются детали на станки устанавливать 😊
Не я придумал этот мир. Я в нем просто живу.
neckоболочки я делал прессом Самсон, дешего и сердито...
[B]
Прессы же позволяют мне спокойно заниматься разработкой матриц для штамповки оболочки. Что мне жутко интересно последние три года.Это может быть дополнительной оснасткой для прессов. По этому у начальства нет вопросов "зачем"?
во времена тотального дефицита,им же пережимал ЦБО в КВ26
и в Самсоне, кстати, пуансоны плавающие 😊 это к вопросу о зазорах и соосности
EUGENE53А Самсон не является показателем.
и в Самсоне, кстати, пуансоны плавающие это к вопросу о зазорах и соосности
просто потому, что для штамповки оболочки на прессе сосность особо не требуется.
Нижний пуансон уже находится в матрице, а верхний в неё заходит.
Скажем так - соосность такой системы обеспечивается конструктивными особенностями матрицы.
Если бы на прессах для релоада шток заходил бы так же прямо в матрицу, то проблем никаких бы не было ни с соосностью, ни с перекосами.
Но мы имеем то, что имеем.
для перепуливания стальных заводских патронов
https://yadi.sk/i/ee8bdEEvhPpplg
https://yadi.sk/i/2JV1IXBx_JmdOA
Будет намного хуже если шток не имеет люфтов, но и не имеет соосности с матрицей, тогда гильзу будет заминать.
neck
просто потому, что для штамповки оболочки на прессе сосность особо не требуется.
Нижний пуансон уже находится в матрице, а верхний в неё заходит.
Скажем так - соосность такой системы обеспечивается конструктивными особенностями матрицы.
Вот как раз таки для штамповки соосность требуется. Подвижный пуансон может иметь небольшое боковое смещение, но оси должны или совпадать, или идти параллельно. Если оси имеют какой нибудь разный угол, то пуансон будет закусываться в матрице изнашивая её овалом. Так же донце пули должно быть строго перпендикулярно телу, для равномерного схода с нарезов. Особенно нужна соосность для неподвижного, регулируемого по высоте контргайкой пуансона.
smyrfА, как вы обеспечите соосность при посадке пули? Матрицы, которая бы все крепко держала, нет.
почему вы решили что люфт будет мешать и делать плохой патрон?
----------
"Si vis pacem, para bellum"
Kuznecov.irkУ вас подшипник скольжения очень маленькую длину имеет.
станина дюраль. втулка бронза или латунь. шток автомобильный аморт.
Соответственно, и ресурс пары трения будет не очень.
А судя по тому, где расположена верхняя ось кинематики, шток будет ещё и прикусывать возле крайних положений.
Хвост станины сделан не правильно- у станины сильный вылет вперёд.
Вы этот хвост можете обломить, если хорошенько всей тушкой на ручку навалитесь.
А судя по конструкции нажимного рычага (это тот, который со штоком осью соединяется), у вас при верхнем положении штока ручка упрётся в пол.
smyrf
Я мое мнение что люфт штока на конечный результат не повлияет! Как уже говорили нужна только соосность!вы нек конечно профи в своем деле но почему вы решили что люфт будет мешать и делать плохой патрон?
Прикольно наблюдать, как вы повторяете мои мысли 2013 года.
Собственно, я все сказал в заголовке этой темы, повторяться не хочу.
Кто желает, найдите и почитайте мою старую тему, называется кажется "О соосности".
Или как то так.
Там полный перечень моих заблуждений на тот момент 😊
Только я в отличии от вас старался аргументированно свои мысли излагать.
И даже фотографии прикладывал, вот такие:



И глубокомысленно рассуждал о том, что шеллхолдер сгладит все косяки в плане соосности и люфтов.
В результате был разгромлен на голову высокоточниками.
Это заставило сделать несколько экспериментов, которые подтвердили правоту оппонентов.
И пришлось (увы и ах) расстаться с мыслями о том, что сверлом можно лихо насквозь просверлить станину, а шеллхолдер все стерпит и исправит.
Соответственно, потом пришлось разрабатывать методики изготовления соосных каналов. А затем - средства контроля этой грёбанной (пардон муа) соосности.
И следом, с матюками и ебуками изготавливать оснастку, позволяющую, к примеру, без перекоса нарезать резьбу 7/8...
Пресс, к сожалению, оказался весьма не простым в изготовлении изделием.
А все ошибки и заблуждения, к сожалению выливаются в работу на мусорку 😞
Я уже это фото выкладывал, но думаю, не плохо повторить:

neck
Кто желает, найдите и почитайте мою старую тему, называется кажется "О соосности".
Или как то так.
Ссылкой не поделитесь? Поиск ничего не даёт.
Firemen 8не валите все в кучу, речь шла о прессе самсон и изготовлении на нём пульных оболочек.
quote:
neck
просто потому, что для штамповки оболочки на прессе сосность особо не требуется.
Нижний пуансон уже находится в матрице, а верхний в неё заходит.
Скажем так - соосность такой системы обеспечивается конструктивными особенностями матрицы.
Вот как раз таки для штамповки соосность требуется. Подвижный пуансон может иметь небольшое боковое смещение, но оси должны или совпадать, или идти параллельно. Если оси имеют какой нибудь разный угол, то пуансон будет закусываться в матрице изнашивая её овалом. Так же донце пули должно быть строго перпендикулярно телу, для равномерного схода с нарезов. Особенно нужна соосность для неподвижного, регулируемого по высоте контргайкой пуансона.
штамповка пуль это другая тема-
Сафарянц А.Р. Технология патронно-гильзового производства
EUGENE53Это, также, про "Самсон"?
не валите все в кучу, речь шла о прессе самсон и изготовлении на нём пульных оболочек
smyrf
Ребят я так скажу это будет продолжаться постоянно! Спору не будет конца пока кто то не купит самодельный пресс и хороший или нека и с них сделает одинаковое количество патронов для отстрела чтоб было всем понятно есть разница покупать дорогие или нет!Я мое мнение что люфт штока на конечный результат не повлияет! Как уже говорили нужна только соосность!вы нек конечно профи в своем деле но почему вы решили что люфт будет мешать и делать плохой патрон?
----------
"Si vis pacem, para bellum"
neckзабыл?
А не на игрушке от ли
напомню...
Alekso77
забыл?
напомню...
Вообще то прежде чем употреблять слово "забыл", надо было бы почитать о чем речь тут шла 😊
А речь была про ручной пресс от ли. Который приводили в пример.
Так что "чугуниевым" мне тыкать не надо. Речь не о нём.
EUGENE53О самсоне заговорили вы 😊
не валите все в кучу, речь шла о прессе самсон и изготовлении на нём пульных оболочек.
Мне он не интересен - я сторонник методов Корбинс.
BitteRСудя по всему, тема исчезла во время катастрофы ганзы Года два назад 😞
Ссылкой не поделитесь? Поиск ничего не даёт.
Которая и еще две мои темы унесла.
neckВообще то прежде чем употреблять слово "забыл", надо было бы почитать о чем речь тут шла 😊
А речь была про ручной пресс от ли. Который приводили в пример.
Так что "чугуниевым" мне тыкать не надо. Речь не о нём.
Без разницы о чем шла речь, не весь Ли гафно и не все гафно от Ли... А ежели кто то где то закроить вздумал, так пусть сам себе по голове постучит.
neckПодумаешь, Бином Ньютона!
Судя по всему, тема исчезла во время катастрофы ганзы Года два назад
https://popgun.ru/viewtopic.ph...%81%D1%82%D0%B8
----------
"Si vis pacem, para bellum"
WaldschnepferО, точно, спасибо!
Подумаешь, Бином Ньютона!
Эта тема стала переломной в моем восприятии пресса.
Как производитель я был заинтересован в признании "заслуг шеллхолдера", это мне сильно упрощало производство - можно было где то и схалтурить.
Но пришлось браться за дело серьёзно.
Только одно смущает - через месяц, когда придут новички, опять начнется старая песня на тему "да нахрена нужна ваша соосность и отсутствие люфтов?? Шеллхолдер же....."
В очередной, 31 раз 😞
Alekso77Я разве говорил, что Ли-гавно? На память - раз 20 хвалил чугунный Ли в разных темах.
Без разницы о чем шла речь, не весь Ли гафно и не все гафно от Ли.
Мне он очень нравится, кстати.
У него интересное свойство, между прочим. На первый взгляд кажется не очень симпатичным на фоне Бигбоссов.
А вот когда начинаешь разбираться, получается что у него - правильно сконструированная (и оригинальная) кинематика, прочная станина и грамотно сделанное крепление ручки.
Единственно что не понравилось - не всегда точно вкручивается верхняя часть штока. На двух прессах, которые видел, если закрутить верхнюю часть до упора, паз для шеллхолдера смотрит своим входом на заднюю перемычку станины.
neck
На двух прессах, которые видел, если закрутить верхнюю часть до упора, паз для шеллхолдера смотрит своим входом на заднюю перемычку станины.
Главное, чтобы соосность была 😊
neck
Я разве говорил, что Ли-гавно? На память - раз 20 хвалил чугунный Ли в разных темах.
Мне он очень нравится, кстати.
У него интересное свойство, между прочим. На первый взгляд кажется не очень симпатичным на фоне Бигбоссов.
А вот когда начинаешь разбираться, получается что у него - правильно сконструированная (и оригинальная) кинематика, прочная станина и грамотно сделанное крепление ручки.Единственно что не понравилось - не всегда точно вкручивается верхняя часть штока. На двух прессах, которые видел, если закрутить верхнюю часть до упора, паз для шеллхолдера смотрит своим входом на заднюю перемычку станины.
Говорил, говорил)))) и что канал для отвода капсюля сквозь шток забьется - тоже говорил)))) у меня все про всех в блокноте записано))))
neckПока искал, за глаз зацепилась одна Ваша, сударь, фраза: "Чугун бесплатный, а сталь надо покупать."
Но пришлось браться за дело серьёзно.
Улыбнуло.
----------
"Si vis pacem, para bellum"
KAMA21
Я понимаю что бизнес, и для себя, вещи разные.
Может Ваших маркетологов, марчендайзеров, и бухгалтерию заборт?
А то один пашет, семеро на Мерсах.
Глядишь и по 5000,и большие...
Удачи.
вот делюсь пятничной идеей 5 рублевого пресса:
берем две гайки и две шпильки от вольво( лучше выточить одну шпильку для ваще соосности)
- привариваем ажурных каркас из проволочек к гайкам ( да чтоб не повело)
- заливаем в форму цементом(вот не знаю гравия сыпануть? или нет..)
сохнет
выкручивем шпильку -= соосный железобетонный пресс, в нижнюю гайку бронзовую втулку!
нуу далее сами знаете как 😀
кранвот делюсь идеей 5 рублевого пресса:
берем две гайки и две шпильки от вольво( лучше выточить одну шпильку для ваще соосности)
- привариваем ажурных каркас из проволочек к гайкам ( да чтоб не повело)
- заливаем в форму цементом
сохнет
выкручивем шпильку -= соосный железобетонный пресс, в нижнюю гайку бронзовую втулку!
нуу далее сами знаете как 😀
А если залить дюралем?
BitteRА если залить дюралем?
масса это надежность(с) 😊
WaldschnepferВсе когда-нибудь кончается 😊 Деньги, чугун, удача...
Пока искал, за глаз зацепилась одна Ваша, сударь, фраза: "Чугун бесплатный, а сталь надо покупать."
Улыбнуло.
Советский чугун марки ВЧ закончился. А то, что сейчас льют...
кран
заливаем в форму цементом(вот не знаю гравия сыпануть? или нет..)
сохнет
Хоспади, что то народ понесло.
Один известный на Ганзе бракодел из Новосиба предлагал залить эпоксидным компаундом.
Вы вон цементом предлагаете.
А вы в курсе, что цемент при высыхании дает усадку?
То есть, возникают внутренние напряжения, которые дают потом трещины.
И второе. Резьба - никудышняя база.
Что бы использовать выточенную шпильку как направляющую для гайки от Вольво, вам придется нарезать резьбу с точным значением среднего диаметра этой резьбы.
Даже не так. Придется гайку от вольво выкинуть, и изготовить не только стержень с резьбой 7/8х14, но еще и ответную гайку с такой же резьбой.
При этом на обеих деталях придется точно выдержать средний диаметр этой резьбы, что бы в соединении были минимальные люфты и гайка не качалась на стержне.
Теперь вопрос - вы знаете, какой средний диаметр у резьбы 7/8х14 ?
А токарь, который будет вам это точить, имеет у себя инструмент, позволяющий измерить этот самый средний диаметр?
Если имеет, сделайте пожалуйста фото этого инструмента.
Только не надо говорить про то, что ваш токарь-золотые ручки, дрыгая резьбовым резцом и примеряя гайку к нарезаемой резьбе, сделает "как надо".
Не сделает, тут инструмент нужен.
Хотя бы вот такой:

и к нему в придачу еще инструментальный микроскоп, примерно вот такой

Так вот, не бывает у токарей такого инструмента.
Он бывает там, где вот такой станок имеется:

Или хотя бы вот такой:

Только проблема в том, что тот, кто такие станки имеет "на вооружении", не станет заниматься такой хернёй, как заливка станин из бетона.
У него есть станки, позволяющие все что угодно из металла изготовить.
Спрашиваю как у специалиста по штамповке пулек.
Техкрим выпустил 18 граммовую пулю, наверное в томпаке, тк указано - медный сплав. Пуля для Ланкастера, дыраметром 10,3. Хочу из нее сделать 9,27.
1. Возможно ли это сделать на Вашем прессе не устанавливая штамповочный шток?
2. Сколько проходов потребуется для того что бы не сломать пресс, не помять пулю, не развязать пупок?
3. Какие рекомендации по поводу формы сайзера? Длинны конуса, цилиндрических частей? Толкатель(шток) один или под каждый диаметр?
----------
"Si vis pacem, para bellum"
WaldschnepferДумаю что ручным прессом обжать пулю на 1 мм не целесообразно. Лучше приобрести самый дешевый гидравлический, установить на него калибр и жать. А доводки можно потом уже и на ручном делать.
Возможно ли это сделать
кран
Там смайл был в конце поста ваще то..
Смайл один, и мелкий. А читает куча народа эту тему.
Думать надо о том, чему вы можете по неосторожности кого то научить.
Вам смешно, а кто то по незнанию деньги потратит и самый ценный ресурс- время жизни на реализацию заведомо тухлой идеи.
WaldschnepferЕсли речь о прессе-150, то у него реализована возможность переключения кинематики в режим "Штамповка", когда примерно в два раза увеличивается усилие прижима.
Техкрим выпустил 18 граммовую пулю, наверное в томпаке, тк указано - медный сплав. Пуля для Ланкастера, дыраметром 10,3. Хочу из нее сделать 9,27.
1. Возможно ли это сделать на Вашем прессе не устанавливая штамповочный шток?
Однако при этом уменьшается ход стандартного штока.
Эта проблема решается изготовлением переходника, который имеет в нижней части ножку, такую же как у шеллхолдера.
А в верхней части - толкатель. Переходник желательно изготовить из углеродистой стали и в верхней части прикалить.
WaldschnepferПринцип один - за один проход пулю обжимаем не более чем на 0.1...0,2 от диаметра.
2. Сколько проходов потребуется для того что бы не сломать пресс, не помять пулю, не развязать пупок?
Для начала изготавливается сайзер с отверстием. которое меньше исходного диаметра пули на 0,2 мм.
По результатам испытаний становится видно, позволяет ли такая величена обжатия комфортно работать, или же надо уменьшить степень обжима.
Такой подход не только позволяет избежать диких усилий при обжатии, но и сохраняет геометрию пули.
Это связано с тем, что свинцовый сердечник пули имеет свойство со временем твердеть, что резко уменьшает его пластичность, и, соответственно, увеличивает его "сопротивляемость" сжатию.
По этому придется изготовить несколько обжимных матриц.
WaldschnepferЧем длиннее заход, тем легче продавливается изделие через сайзер.
3. Какие рекомендации по поводу формы сайзера? Длинны конуса, цилиндрических частей? Толкатель(шток) один или под каждый диаметр?
Толкателей придется так же изготовить несколько штук.
Точно тут не возможно что то сказать, нужны эксперименты.
Что ещё можно добавить?
1) Использовать для сайзеров пружинную сталь.
2) придется изготовить несколько развёрток нужных диаметров.
Дело не простое - требует наличия круглошлифовального станка и квалифицированного заточника, способного затыловать отшлифованные в размер развёртки.
3) готовые сайзеры для закалки не греть на открытом огне и не охлаждать в масле. Это приводит к выгоранию углерода как на наружной поверхности. так и на внутреннем канале сайзера. В результате получим калёную болванку, у которой самая ответственная часть (канал) будет не прикалена.
4) При изготовлении развертки учитывать, что после закалки сайзер "поведет", и внутренняя поверхность потеряет первоначальную форму.
И как то придется после закалки внутреннюю поверхность сайзера доводить до нужного диаметра и улучшать шероховатость поверхности.
То есть, развертку следует изготавливать так, что бы она при разворачивании отверстия оставляла припуск на чистовую обработку.
5)Придется изготовить чугунные притиры для чистовой обработки сайзеров.
Есть конечно ухари, которые не моргнув глазом зажимают шпильку с резьбой 7/8 в патрон токарника, и затем просверлив в шпильке отверстие, пытаются "отшлифовать" его с помощью наждачки, надетой на карандаш.
И в результате "расхерачивают" канал сайзера в виде эллипса и бочки.
Эту дикость конечно же повторять не стоит.
Так что дело достаточно гиморойное.
neckИменно об ём.
Если речь о прессе-150,
----------
"Si vis pacem, para bellum"
Как сделать паз на штоке для шелхолдера?
Если это не военная тайна, поделитесь пожалуйста. Буду примного благодарен!
----------
С уважением, Андрей!
Rattlin
Т-образная фреза. Она же фреза для сегментных шпонок.
Спасибо большое. Век живи - век учись.
----------
С уважением, Андрей!
neckМожешь показать фрезу, которой посадку под шелхолдер делаете?
neck
DondukovТам две фрезы используются, причем обе не стандартные - размеры у паза - дюймовые.
Можешь показать фрезу, которой посадку под шелхолдер делаете?
А самое печально то, что размеры шеллхолдеров изготовители не выдерживают, размеры легко гуляют на пару "десяток" во все стороны.
Соответственно бывает такое, что шеллхолдер от Реддинга не залезает в паз штока на прессе от ЛИ.
По этому размеры фрез пришлось экспериментально подбирать.
neckАлександр Павлович. если не секрет, какие Вы выбрали размеры? Если секрет не большой, но все ж таки секрет, то можно в личку или в почту.
размеры шеллхолдеров изготовители не выдерживают, размеры легко гуляют на пару "десяток" во все стороны.
----------
"Si vis pacem, para bellum"
WaldschnepferРазмеры определяются методом проб и ошибок.
если не секрет, какие Вы выбрали размеры?
И периодически обновляются.
Вот только недавно опять один из заказчиков пожаловался на то, что его шеллхолдер туговато входит в паз пресса.
Попросил его отправить шеллхолдер мне.
Замерим размеры, и закажем новый комплект фрез.
Так что каким теперь будет размер паза, я не знаю - шеллхолдер ещё не прибыл.
По стандарту диаметр той части паза, куда заходит ножка шеллхолдера. составляет 14,2 мм.
neck
шеллхолдер туговато входит в паз пресса
neckЭто не проблема штока, это проблема производителей шелхолдеров.
По стандарту диаметр той части паза, куда заходит ножка шеллхолдера. составляет 14,2 мм.
Все шелхолдеры разные.
Например шелхолдер от LEE у меня просто болтается в штоке.
DondukovКогда спрашивал, тогда и мерял. Рединг, например, 14,25.
Например шелхолдер от LEE у меня просто болтается в штоке.
LEE от 14,01, до 14,2 (по 6ти шелхолдерам). Но, это то, что у меня есть. Может есть и еще варианты. 😛
Шток от NECKа - 14,3.
----------
"Si vis pacem, para bellum"
WaldschnepferУ меня шелхолдер от лее 14,2 мм
LEE
Waldschnepfer14,4 мм
Шток от NECKа
Высота паза 3,5 мм, высота ножки шелхолдера лее 2,9 мм
ГГГГЯ никогда такой задачи не ставил. Это этот, как его, антината, заявлял о том, что он утёр фирму Ли 😛
Ооу, думал нек задвинул дедушку ЛИИ,ан нет
BogalgНапишите мне на почту, будем разбираться.
Вопрос Неку: пару раз написал на почту Александру, потом Максиму,
Без косяков конечно не обошлось, шток коротковатый сделал, теперь матрицу приходится закручиавать практически полностью.
Но это не главное.
При движении рукояти вниз, когда вал проходит половину длины, а тяги встают на одну линию с болванкой на которой стоит рукоять, происходит подклинивание штока, в том же самом месте и при движении вниз. Но, когда пальцем немного подталкиваешь то все идет мягко. Что надо сделать чтоб ушло это подклинивание?

Индеец43А вы расчет кинематики то делали??
Что надо сделать чтоб ушло это подклинивание?
----------
С уважением, Андрей!








Для начала перенесем точки крепления тяг ближе к ручке
----------
С уважением, Андрей!
Индеец43Сделайте макет из фанеры , дерева и погоняйте , вам явно нужно угол рычага изменить , что б не зажимало в середине .
Всем доброго времени суток! Доделал себе поесс по подобию Dondukov
Индеец43Вся проблема этих прессов это правильный расчет кинематики. Малейшее отклонение от расчетов в ту или иную сторону и будут клины. Если делали по моим чертежам то должны были точно выдержать все размеры, в плоть до сотых милиметра.
Примерно понял что надо сделать.
Для начала перенесем точки крепления тяг ближе к ручке
Dondukov
Вся проблема этих прессов это правильный расчет кинематики. Малейшее отклонение от расчетов в ту или иную сторону и будут клины. Если делали по моим чертежам то должны были точно выдержать все размеры, в плоть до сотых милиметра.
Делал по чертежам выше. Единственное он вверх немного больше получился, но от этого не зависит ход рычага. В остальном все в точности.
Индеец43В остальном все в точности.
Вот в этом сомнения. К примеру: навскидку, между втулкой штока и отверстием верхней оси рычагов должно быть в районе 4мм а до самого штока 6мм. На Ваших фото явно больше.
Firemen 8
Кстати, из чего сделан шток, и как обработано отверстие под шток?
Шток от амортизатора ВАЗ (22мм), ходит по впрессованой меднографитовой втулке из рем.набора стартера а/м Камаз. В дело шло все что было под руками и доступно в магазинах. Резьба под матрицу - доработанная и запрессованая колесная гайка грузовика Вольво.
Индеец43Попробуйте переделать боковые тяги. Увеличьте расстояние между отверстиями на 1 мм. Есть ощущение что они короткие. Можете потренироваться сами и сделать шаблон из дерева, например из школьных линеек.
Единственное он вверх немного больше получился, но от этого не зависит ход рычага. В остальном все в точности.
Dondukov
Попробуйте переделать боковые тяги. Увеличьте расстояние между отверстиями на 1 мм. Есть ощущение что они короткие. Можете потренироваться сами и сделать шаблон из дерева, например из школьных линеек.
Не, я сделаю их на пару смдлинее, вместо отверстий сделаю прорези, чтоб можно было двигать не переделывая. Но все же склоняюсь к тому что отверстие нужно перенести ближе к ручке, естественно удлинив тяги. Завтра попробую
Индеец43Шток от амортизатора ВАЗ (22мм), ходит по впрессованой меднографитовой втулке из рем.набора стартера а/м Камаз. В дело шло все что было под руками и доступно в магазинах. Резьба под матрицу - доработанная и запрессованая колесная гайка грузовика Вольво.
Шток б/у? И всё таки, как втулку после запрессовки обрабатывали в размер? И какой получился зазор со штоком?
Firemen 8Шток б/у? И всё таки, как втулку после запрессовки обрабатывали в размер? И какой получился зазор со штоком?
Допрос с пристрастием?
Шток конечно б/у, втулка обрабатывалась в токарном станке, зазор ни кто не мерял.
Во первых, длина штока, высота окна станины и длина подшипника скольжения всегда увязаны между собой.
А с ними тесно увязано положение отверстия для оси кинематики.
Вы же мало того, что шток сделали меньше, чем на чертеже Игоря, так еще и отверстие для оси кинематики сильно отодвинули от штока.
Далее. Зазор штока имеет значение, что бы не говорили всякие умники 😊
рычаги кинематики не только при работе поднимают шток вверх, но еще и давят на шток, перекашивая его нижний конец в вертикальной плоскости.
И если люфт штока имеет место, рычаги запросто могут шток перекашивать в подшипнике скольжения. Вызывая его подклинивание.
Что же вам посоветовать то? А не знаю.
Могу сказать только то, что если вы сейчас начнете пересверливать отверстия в боковых рычагах, ничего хорошего из этого не выйдет.
У вас изменится ход штока, и может получиться такое, что при полностью поднятой вверх ручке. у вас шток будет на пару сантиметров заходить внутрь станины.
neck
Индеец43 - у вас получилась куча косяков.
Значит будем устранять.
Про люфт (зазор) штока. На ощупь его нет.
----------
С уважением, Андрей!
изделия как мегасоосное, с мегаминимальными зазорами.а как же молотковые матрицы? 😀 там зазоры с размахом 😀
Весеннее обострение что ли? 😊


НСК-ИНет, не рассматривали. Сейчас есть более важная задача - запуск в производство нового варианта турельного пресса на базе кинематической схемы от "бюджетного пресса".
Не рассматривали внедрение в свою конструкцию ,быструю регулировку матриц?
Наша конструкция жесткого прижима револьверной головки к станине очень хорошо себя зарекомендовала - на прессе даже стальные гильзы можно передавливать в другой калибр без опасности поломки механизма.
Осталось перенести её на новую кинематическую схему "бюджетной платформы", которая за 8 месяцев выпуска весьма хорошо себя проявила.
Ну а потом найти нормального ответственного производителя, с кем и наладить выпуск этого пресса на его мощностях.
К сожалению, пока что все попытки организовать хоть какую то кооперацию не удавались 😞
neckА подробнее? 😛
ейчас есть более важная задача - запуск в производство нового варианта турельного пресса на базе кинематической схемы от "бюджетного пресса".
inozemecПодробнее будет тогда, когда изделие будет готово к выпуску процентов на 80, хотя бы.
А подробнее?
Сейчас говорить бессмысленно - по личному опыту, то, что пойдет в серию, обычно сильно отличается от первоначального проекта.
К тому же технологию придется дорабатывать исходя из технологических возможностей того, кто этот пресс будет производить.
Что опять же, может привести к изменению внешнего вида изделия.
https://popgun.ru/viewtopic.php?f=475&t=550944&start=390
Скажем так, в ней указан не только список моих заблуждений на тот момент, но и весьма интересный спор об особенностях прессов.
Читать тем, кто серьёзно считает шеллхолдер главной деталью пресса,отвечающей за качество приготовления готовых изделий.
neck
Вот, уточнил ссылку на жаркий спор февраля 2013 года:
Да,вопрос интересующий меня уже обсуждался...
Нашел единомышленника, и подтверждение моих мыслей. Процитирую товарища Datch-243WiN так как верное изречение и возможно кому-то пригодится: " Так что правило "меньше люфтов больше соосности" я бы не отменял.В моём конкретном случае шел сидит в гнезде жёстко и свободы не имеет вообще. Отцентровал его при помощи напильника строго по матрице и наслаждаюсь стабильно работающей системой. Шайбы (щупы) исключают единственно возможную погрешность по вертикали"
Это я к тому что при "ловле блох" в системе шток-шелл-гильза-матрица, шток с минимальными люфтами это хорошо, но система на этом не закончена и "кривой" шелл или матрица так же повлияют на конечный результат если человек заморочился на результате "в точку"
Привык я за 10 лет к этому прессу, но его люфты и хрупкость это кошмар.
Привлек он меня только своей компактностью, закрепленный на стене места не занимает. Не могу я выделить место на верстаке, а вот на стене - запросто.
Обычный пресс так не закрепить и выпирать будет сильно.
По затратам - минимум, технологии - простейшие.
Шток от Лии 6$
Гайка и муфта - кругляк 40мм, резьба и латунная гильза скольжения.
Основание - призма с Т пазом, на барахолке купленная.
Рукоятка (16мм) с рычагом - какие нашел в мусоре из того и делал. Думаю еще обваривать рукоятку в рычаге или она и так на резьбе будет держаться, поэтому и некрасил пока.
Тяги - обрезки гаечных ключей(как раз и термообработаны как нужно)-подарили
Гайка и муфта отлично легли на призму и после сварки ничего не повело, соосность отличная, я даже не ожидал. Муфты снизу притянул к призме болтами в глухие отверстия, проверил соосность и после сварки она не изменилась.
Единственная неприятная фигня в месте сварки призмы (Ст30) и муфты (Ст45)
образовался какой то сплав с большой твердостью и на воздухе сам закалился.
Но победит это победил.
Мне нравится эта схема кинематики, обратная по направлению как у подавляющего большинства прессов.


Кстати, кинематика такая хороша именно для ручного пресса, когда можно кистью руки работать.
Для стационарных вариантов делают на оборот - при нажатии на ручку шток поднимается.
Сделано так не спроста - получается возможность нажать "плечом" или всей тушкой на ручку. Если надо, к примеру, стальную гильзу в другой калибр передавить.
А вот когда приходится тянуть ручку снизу вверх, уже не получится сильно надавить.
Проверял параллельность станине по оправке(учитывая люфт по резьбе) и по штоку у которого люфта нет. Кроме того ровная матрица точно встречается со штоком, конусный конец матрицы ровно входит в отверстие штока.
Втулки и снаружи можно откатать индикатором, они ровные и одинаковые.
Просто повезло найти подходящее основание, а то я уже думал кусок швеллера использовать.
Эта кинематика конечно проиграет стандартному прессу, тут на ручке не повиснешь. Зато другую группу мышц можно покачать.
Ресайзом я занимаюсь давно, в основном реплики старых гильз, стальную гильзу почти не давлю, но даже ручной алюминиевый Ли мог продавить сталь при изготовлении 9х39 из 7.62х39.
А в сложных случаях использую гидравлический домкрат.
может кому пригодится, доработанный немного пресс для обтяжки пуговиц, цена вопроса 2000 руб.
" Сомнение#1(Подшипники)
Все пары трения (колонки, шток, оси) изготовлены с использованием бронзовых втулок (подшипников скольжения) с графитовым наполнителем. Направляющие колонки, шток и оси выполнены из высокоуглеродистой подшипниковой стали твердостью HRC58-62
Сомнение#2(Расположение рукоятки)
Один из наших разработчиков профессиональный охотник, имеющий большой опыт (более 10 лет) в снаряжении патронов для нарезного оружия (RELOADING). У него в наличии есть практически все имеющиеся на рынке американские прессы, а с 2016 года использует немецкий пресс в снаряжении патронов для нарезного оружия и выявил некоторые неудобства, которые мы и усовершенствовали, в том числе и расположение рукоятки (Рычага):
1) У немца боковое расположение рукоятки увеличивает ширину необходимого места для установки пресса на верстак (стол), а именно - два пресса рядом поставить сложно или при близком расположении пресса к стене, работать будет не комфортно.
2) Также боковое расположение рукоятки добавляет косой крутящий момент, вследствие чего возникает неравномерное напряжение в механизме пресса.
3) Наклон рукоятки на нашем прессе идентичен немецкому и касание пола невозможно.
Видео работы пресса:
https://www.instagram.com/p/B1...d=10abnnnodyvmd
www.instagram.com
TirexReloading
Сомнение#1(Подшипники)
Все пары трения (колонки, шток, оси) изготовлены с использованием бронзовых втулок (подшипников скольжения) с графитовым наполнителем. Направляющие колонки, шток и оси выполнены из высокоуглеродистой подшипниковой стали твердостью HRC58-62
Originally posted by neck:
Вот это вы сделали правильно, что опубликовали фото пар трения.
Дабы развеять сомнения. У пресса с такой ценой только так и должно было быть.
Только сделать это надо было не тут (тут тема о других прессах), а на том сайте, где вы этими прессами торгуете. Дабы потенциальные потребители знали особенности конструкции.
TirexReloading
1) У немца боковое расположение рукоятки увеличивает ширину необходимого места для установки пресса на верстак (стол), а именно - два пресса рядом поставить сложно или при близком расположении пресса к стене, работать будет не комфортно.
Originally posted by neck:
Зато такая конструкция позволяет переналаживать пресс для работы как правой рукой, так и левой.
Кроме того, очень легко подбирать угол наклона рукоятки в нижнем положении - передняя перемычка станины не мешает, крути куда хочешь.
Более того, с точки зрения эргономики боковое расположение ручки существенно удобнее - ручка (при подъёме вверх) уходит назад, за станину.
Что позволяет сесть ближе к прессу.
На вашем видео хорошо видно, что работающий за прессом человек вынужден сидеть, сильно отодвинувшись от верстака.
И ручка сильно наклоняется к полу помещения.
Вообще ручку стараются спроектировать так, что бы в нижнем положении она находилась максимально параллельно к полу помещения.
Тогда появляется возможность, при необходимости, нажать на ручку "плечём". Без опасения вывихнуть запястье.
TirexReloading
2) Также боковое расположение рукоятки добавляет косой крутящий момент, в следствие чего возникает неравномерное напряжение в механизме пресса.
Originally posted by neck:
Это ваши советчики, которые тут и на Релоадинг.рф тусуются, меня начитались 😊
Я то же так раньше думал 😊 Только существуют решения, способные свести к нулю данные проблемы.
В том числе - тщательная развесовка деталей кинематики при проектировании.
Которая позволяет определить оптимальное место установки ручки.
Проблема тут в другом - как сильно пытается сэкономить производитель.
Ручка по центру станины проще в реализации, потому как сильно проще изготовить нажимной рычаг. Его можно сделать без заморочек, в виде прямоугольного брусочка.
Только производитель должен понимать при этом, что делает.
Так что давайте не будем утверждать, что такое расположение ручки очень правильное и всем понравилось 😊
У Реддинга и АрСиБиЭс не дураки работают, и очень успешно боковое расположение ручки применяют.
TirexReloading
3) Наклон рукоятки на нашем прессе идентичен немецкому и касание пола невозможно.
Originally posted by neck:
Наклон рукоятки у вас не может быть идентичным немецкому. Просто потому, что если вы на немецком оригинальном прессе ручку сдвинете к центру станины, то она упрётся в переднюю перемычку. А ползун (шток) при этом не сможет опуститься максимально вниз.
И перед вами встанет дилемма - либо вносить изменения в передаточное отношение кинематики за счет того, что придется отодвинуть ручку от станины.
Или же придумать что то другое.
Вы выбрали "придумать другое". И наклонили ручку назад. Как на мелком Харелле 😊
Но Харелл - это мелкий пресс, и на нем такое положение ручки не опасно. Детали легкие. А у вас весьма увесистая ручка. И развесовку деталей кинематики вы не сделали.
Если бы делали - так не поступили.
Я вас понимаю - вы пытались сэкономить на инжиниринге. Но это всегда заканчивается конструкторскими ляпами.
TirexReloading
Один из наших разработчиков профессиональный охотник, имеющий большой опыт (более 10 лет) в снаряжении патронов для нарезного оружия (RELOADING).
Originally posted by neck:
И что? Я прессы выпускаю 10 лет. Разработано и выпускалось больше 12 моделей, многие из которых полностью оригинальные. Все шишки набивал сам.
И на вторичном рынке наши прессы купить практически не возможно - улетают мгновенно.
По этому я могу даже по фото вам сказать, где у вас вылезут "косяки".
Но не в этом в общем дело 😊
Вы мне другое расскажите, раз уж речь о ваших прессах тут зашла.
Ваши технологические тайны меня не интересуют, интересует другое.
Вы каким инструментом измеряете отклонение от соосности между ползуном и матрицей?
И каким способом проверяете отсутствие перекоса резьбы для установки матриц относительно ползуна пресса?
Только пожалуйста не надо утверждений о том, что у вас технология изготовления обеспечивает соосность 😊
Я, слава Богу, тридцать лет в машиностроении, и давно знаю, что точность изготовления обеспечивается не только шпинделем, куда фреза зажимается, но механизмами точных перемещений и осцилляции станка.
А все эти механизмы имеют погрешности, и погрешности все эти накладываются друг на друга.
А еще термические погрешности учитывать надо.
И когда все будет просчитано, прослезится можно.
А у вас пара "станина-ползун" слишком сложная. Много деталей, соединяемых с помощью резьбовых соединений.
Малейшее отклонение при изготовлении, и прощай соосность.
Плюс ещё втулка добавлена, куда матрица вкручивается. А любая резьба - это плохая установочная база.
Так что вам проверять соосность и отсутствие перекосов матрицы - просто жестокая необходимость.
Так каким измерительным инструментом замеры делаете?
"МИФОЛОГИЯ NECKa
МИФ ПЕРВЫЙ - РАСПОЛОЖЕНИЕ РУКОЯТКИ, ОБ ОРАНГУТАНАХ и т.п и тд.
NECK:
'У оригинального пресса, который служил прототипом, ручка вынесена в бок.
И когда шток внизу, ручка имеет наклон назад.
Что не позволяет ей случайно самопроизвольно упасть назад, нанеся травму зазевавшемуся хозяину.
В этой же конструкции сложный в изготовлении нажимной рычаг решили сразу же упростить, расположив ручку по центру пресса.
Вообще, спроектировать кинематику так, что бы расположенная по центру станины пресса ручка была расположена правильно, задача не самая простая.
Ручка не должна в крайних положениях ни падать самопроизвольно вниз, ни торчать в пол.
Так как если ручка может упасть вниз, пользователь получит травму.
Соответственно, конструктор старается расположить ручку так, что бы она в верхнем положении по соображениям техники безопасности либо стояла вертикально вверх, либо имела наклон назад, в сторону от пользователя.
При этом еще надо и не допустить того, что бы ручка имела сильный наклон в сторону пола помещения.
Когда она находится в нижнем положении.
Потому что если ручка в нижнем положении упирается в пол, то работать комфортно на таком прессе будет только орангутангу с руками до колен'
'Зато такая конструкция позволяет переналаживать пресс для работы как правой рукой, так и левой.
Кроме того, очень легко подбирать угол наклона рукоятки в нижнем положении - передняя перемычка станины не мешает, крути куда хочешь.
Более того, с точки зрения эргономики боковое расположение ручки существенно удобнее - ручка (при подъёме вверх) уходит назад, за станину.
Что позволяет сесть ближе к прессу.
На вашем видео хорошо видно, что работающий за прессом человек вынужден сидеть, сильно отодвинувшись от верстака.
И ручка сильно наклоняется к полу помещения.
Вообще ручку стараются спроектировать так, что бы в нижнем положении она находилась максимально параллельно к полу помещения.
Тогда появляется возможность, при необходимости, нажать на ручку "плечём". Без опасения вывихнуть запястье.'
TIREXRELOADING
1) Если бы вы имели опыт работы в релоадинге и понимали как необходимо сидеть по отношению к станку, таких домыслов не возникало, и на одном из видео рядом стоит оператор, что вызывает необходимость отодвинуться, удаление ручки всего несколько см. в отличие от немца, но ближе к немцу Вы не подвинетесь, вернее подвинетесь, но всего на несколько см..., это не Ултрамаг, где приходится сидеть перед ним, так как конструкция не О-образная, выгибать кисть и т.п...
2)И не стоит забывать об антропометрических данных пользователя, высоте посадки на стуле, высоте столешнице и т.п. и т.д....
3)Что-то в нашем арсенале нет станков с расположенной параллельно полу ручкой...
4)В подтверждение своих слов и в ошибочных утверждениях NECKa приводим картинки и видео, см.ниже


Видео подтверждение Ц.М. и равновесия:

видео подтверждение эргономики:

МИФ ВТОРОЙ - ЭКОНОМИЯ НА ИНЖИНИРИНГЕ, О СВОИХ ФАНТАЗИЯХ В УТВЕРДИТЕЛЬНОЙ ФОРМЕ..
NECK:
'Это ваши советчики, которые тут и на Релоадинг.рф тусуются, меня начитались
Я то же так раньше думал Только существуют решения, способные свести к нулю данные проблемы.
В том числе - тщательная развесовка деталей кинематики при проектировании.
Которая позволяет определить оптимальное место установки ручки.
Проблема тут в другом - как сильно пытается сэкономить производитель.
Ручка по центру станины проще в реализации, потому как сильно проще изготовить нажимной рычаг. Его можно сделать без заморочек, в виде прямоугольного брусочка.
Только производитель должен понимать при этом, что делает.
Так что давайте не будем утверждать, что такое расположение ручки очень правильное и всем понравилось
У Реддинга и АрСиБиЭс не дураки работают, и очень успешно боковое расположение ручки применяют.'
'Вы выбрали "придумать другое". И наклонили ручку назад. Как на мелком Харелле
Но Харелл - это мелкий пресс, и на нем такое положение ручки не опасно. Детали легкие. А у вас весьма увесистая ручка. И развесовку деталей кинематики вы не сделали.
Если бы делали - так не поступили.
Я вас понимаю - вы пытались сэкономить на инжиниринге. Но это всегда заканчивается конструкторскими ляпами.'
TIREXRELOADING
1) У нас нет советчиков и тем более не нужны, те, которые верят в Ваши сказки! У нас есть конструктора и промышленный дизайнер. Есть друзья-релоадеры, которые испытывают нашу продукцию.
2)В виде кубиков, брусочков мы свои детали не изготавливаем, и не будем изготавливать...(вернее конструктор проектирует кубики....пресс-формы для литья под давлением, а там 4 колонки направляющие, плита толкания с косыми толкателями и лекальными слайдерами, а еще там термостатирование, давление от нескольких десятков тонн, 7 квалитет....)Если бы мы хотели экономить, наша продукция выглядела бы совершенно иначе.
3)В подтверждение своих слов и в ошибочных утверждениях NECKa приводим картинки и см.ниже


МИФ ТРЕТИЙ - ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ И ОПЫТ
NECK:
'Вы мне другое расскажите, раз уж речь о ваших прессах тут зашла.
Ваши технологические тайны меня не интересуют, интересует другое.
Вы каким инструментом измеряете отклонение от соосности между ползуном и матрицей?
И каким способом проверяете отсутствие перекоса резьбы для установки матриц относительно ползуна пресса?
Только пожалуйста не надо утверждений о том, что у вас технология изготовления обеспечивает соосность
Я, слава Богу, тридцать лет в машиностроении, и давно знаю, что точность изготовления обеспечивается не только шпинделем, куда фреза зажимается, но механизмами точных перемещений и осцилляции станка.
А все эти механизмы имеют погрешности, и погрешности все эти накладываются друг на друга.
А еще термические погрешности учитывать надо.
И когда все будет просчитано, прослезится можно.
А у вас пара "станина-ползун" слишком сложная. Много деталей, соединяемых с помощью резьбовых соединений.
Малейшее отклонение при изготовлении, и прощай соосность.
Плюс ещё втулка добавлена, куда матрица вкручивается. А любая резьба - это плохая установочная база.
Так что вам проверять соосность и отсутствие перекосов матрицы - просто жестокая необходимость.
Так каким измерительным инструментом замеры делаете?'
Какие обсуждения, Бог с вами
Опять, в 31 раз начнут рассказывать мне о том, что во первых, имеют супер-пупер точные станки, а во вторых, опять будет старая песня про шеллхолдер, который всё стерпит
Мне это всегда напоминает сцену в суде, где пришлось присутствовать.
Соседский алкоголик зарубил топором участкового. А потом доходчиво разъяснял судье о том,что во-первых топора у него не было, а во вторых, что он был ржавый.
Финал всегда бывает один - куча бракованных станин на мусорке.
Мы это проходили с 2010 по 2012 годы, когда считали, что выпускать прессы весьма легко и просто.
После чего пришлось ещё год трахаться, создавая прибор для проверки соосности.
И нам ещё повезло, что нашелся человек из наших бывших, который несколько лет работал на Реддинг и подсказал, что и как надо измерять.
TIREXRELOADING
Если Вы-такой опытный технарь и хоть немного понимаете в технологии машиностроения, вы бы такие вопросы не задавали, видя наш конструктив, т.к., выход за пределы одного из указанных допусков не то что не позволит работать нашему механизму, мы просто не смогли бы его собрать. Резьбовые соединения не участвуют в центрировании деталей относительно друг друга. Наверное у американцев, немцев, итальянцев и прочих изготовителей прессов 7/8-14 UNF втулки и резьбовое отверстие на Луне центрируются, там притяжение не так сказывается и с охлаждением проблем не возникает при изготовлении....
Может Вам что-то нужно проверить на отклонение от допусков, а то снова целый года потратите на создание очередного измерительного прибора? 
А срач можно и прибить.
hakas31
А можно видео с реальной работой, калибр какой ?
калибр 223, если калибр больше, просто прокладку потолще и всё. видео сниму как буду снаряжать, пока у нас в башкортостании нет где пострелять ((( и снаряжать нет необходимости. для охот нужд пока есть подобранный патрон.
А картинки красивые!
RattlinПлюс ещё куча апломба и заявок о том, что все остальные дураки.
Как в старые добрые времена..
А картинки красивые!
Не интересно уже. Лет пять назад ещё вштыривало 😊
Сейчас уже - нет.
Если меня не трогают, стараюсь вообще никуда не встревать.
Но всегда найдется добрый человек, готовый плеснуть мазута на фрсунки.
LEXANDER
Эмоциональную составляющую текстов сохранил, хоть это и ВЕСЬМА И ВЕСЬМА плохой советчик при поиске и обсуждении технических решений. Но тут уж кто как реагировал на обсуждения...
Добрый день.
Рекомендуем перенести наше с neck обсуждение в полном хронологическом порядке, начиная с сообщения от "neck 23-8-2019 02:08" или "ГВВ 22-8-2019 07:43". И просим включить фото измерительного оборудования в нашем последнем сообщении, которые Вы удалили,также просим, если были удалены обрывки текста вернуть на место.
Заранее признательны.
TirexReloadingВаши сообщения почистили от вашей саморекламы и оставили только то, что будет полезно тем, кто будет пытаться самостоятельно изготовить пресс.
Заранее признательны.
Вообще вам остыть бы надо. А то уже начинаете на навешивания ярлыков и прямые оскорбления скатываться.
Насколько я правильно понял, ваше изделие это Московская копия пресса Turban ?
ProstorА каким образом расшиты авторские права?
ваше изделие это Московская копия пресса Turban ?
А каким образом расшиты авторские права?Ну там какие то мелкие переделки есть. 😊
Мне не понятна работа "промышленного дизайнера" и оправдание "нашей" схемы кинематики, если она разработана немцами 😊
Prostor"Тихо спижжено, всё равно, что честно найдено" (с)Мне не понятна работа "промышленного дизайнера" и оправдание "нашей" схемы кинематики, если она разработана немцами
Тихо спижжено, всё равно, что честно найдено😀 😀 😀
Спасибо, поржал. Такой поговорки не было у меня в архиве...
Может, конечно, и не чугуний это вовсе, с Вашей точки зрения, но тем не менее рассказываю...
В лифтах эпохи социализьма, противовесы изготовлены из чугуниевых чушек. Станину пресса, точно выточить можно.
Лифты, сейчас, меняют вовсю. Новые противовесы бетониевые.
----------
"Si vis pacem, para bellum"