Недавно приобрёл у ivan3 крупный чёрный сланец, который решил использовать в качестве притира. Первая проба состоялась с пастой Luxi белой - размер её зерна выяснить по гуглу не удалось. Известно только что паста заявлена "для суперфиниша" и с субмикронным корундовым зерном. Про связку сказано, что она водорастворимая, но после полировки, которая рекомендована на этой пасте, шаржированной в, например, муслиновый круг - очистка инструмента оптимальна в ультразвуковой ванночке.
Ни фига себе водорастворимая, доложу я вам. Немного она конечно расходится от воды, но алгомератами. Зато WD-40 её разбавляет шикарно. А вот отмыть потом эту пасту - целая история. Ультразвуковой ванны у меня нет и я совершенно замучался очищать испробованную бритву. Помыл с фейри - ноль эмоций. Протёр ВД-шкой, потом спиртом - лучше, но не намного. Потом ацетоном протёр и помыл заново - думал, что наконец-то уж порядок.
Но вот и нет. Поэтому на фото, к сожалению, присутствуют пятнышки от несмытой до конца пасты с водой, а также ворсинки от разных подручных средств, которыми вытирал полотно бритвы.
По камушку пасточка прекрасно с ВД-шкой разошлась, но поскольку это мой первый опыт с ней - я её явно переложил - в процессе паста густела, поэтому добавил ещё ВД-шки, после чего ситуация на подводах резко ухудшилась - поверхность стала более матовой, и если бы работал НА зерно, однозначно завалил бы кромку вхлам - надо искать оптимальную концентрацию пасты и способ разбавления. Вобщем надо приноровиться, но перпектива многообещающая. Бритва доведена не столь аккуратно, мягко говоря, как я обычно стараюсь делать и делаю на камнях, скорее даже ужасно и безобразно, но это пробы.
Надо заметить, что прирост остроты существенный, гладкость подводов тоже выросла, но есть впечатление, что такая агрессивная острота бритвы может оказать плохую услугу - жестковато как-то получилось, а вот стойкости у такой кромки наверняка не будет. Хороший пример неудачного режима работы - избыток свободного зерна, отсюда хаос в направлении рисок и прочие прелести. Первый блин комом.
Первое фото сделано в увеличении 70х примерно, а остальные два фото в увеличении около 120-140х. Подвод шириной около 0,4-0,5мм.



Естественно, подобный результат на подводах и кромке меня совершенно не устроил, поэтому позднее, я взялся за дело по-новой.
Очистил камень, брызнул на краешек брусочка пасты ВД-шкой и пару раз провёл по камню - получившуюся пасту тщательно по камню распределил и салфеткой убрал излишек, оставив на поверхности камня тонюсенькую плёночку - так же как делаю это с маслом на арканзасах.
Вот фото камня, на котором уже нмного поработал, на слудующем фото камень только что протёртый в процессе работы - по следам на салфетке можно судить о активности съёма металла этой пастой - работал минут пять всего:


Кстати, как выяснилось после моих попыток смывать пасту с бритвы чем только можно, что оптимальнее всего она удаляется банальным отечественым детским мылом)) Хотя всё равно, на фотках видно, что и на подводах, что и на кромке - есть какие-то налипшие частички и пятнышки - фоткал, положив бритву на салфетку к тому же..
Поработал несколько минут, сделав по десятку движений НА зерно, а потом, сохраняя направленность рисок, пару минут поработал ОТ зерна.
Бритва проходит тест на рез волоса на весу без ремня, но по ощущениям - жестковато и агрессивно. Довёл на чистом ремне обычным образом - вечерком опробую её в бритье - сравню вот, что изменилось по сравнению с доводкой бритвы на камнях и чистом ремне. Пока что явный прирост обнаружился в чистоте поверхности подводов, но и субъективно - в агрессивности кромки. Проверим - поглядим как и что.
Кстати, на фото в увеличении около 70х - разницы со вчерашним результатом практически незаметно. А вот в увеличении от 100х и выше - разница ощутимая. И это за несколько минут работы:






Пока что могу резюмировать только одно:
Работа на твёрдой поверхности с пастами, ради достижения хорошей чистоты поверхности, должна подразумевать минимальное количество свободного зерна. Видимо, так?
oldTor
очистка инструмента оптимальна в ультразвуковой ванночке.
Ни фига себе водорастворимая, доложу я вам. Немного она конечно расходится от воды, но алгомератами. Зато WD-40 её разбавляет шикарно. А вот отмыть потом эту пасту - целая история. Ультразвуковой ванны у меня нет и я совершенно замучался очищать испробованную бритву. Помыл с фейри - ноль эмоций. Протёр ВД-шкой, потом спиртом - лучше, но не намного. Потом ацетоном протёр и помыл заново - думал, что наконец-то уж порядок.
Но вот и нет. Поэтому на фото, к сожалению, присутствуют пятнышки от несмытой до конца пасты с водой, а также ворсинки от разных подручных средств, которыми вытирал полотно бритвы.
если нет ультразвуковой ванны,
то поможет предварительная очистка ветошью с растворителем,
и сухая микрофибровая салфетка для окончательного удаления следов пасты.
А чем был обусловлен выбор притира, почему именно этот сланец?
stilus2008: давно хотел что-то такое попробовать, но чугунный притир пока приобретать не готов. Но я пробовал раньше на стекле пасту ГОИ и подумал, что твёрдый сланец, который вообще не желает шаржироваться, как показали пробы ivan3 с разными абразивами, и который настолько твёрд, что работа никак не отражается на его поверхности в плане деградации её геометрии (по крайней мере пока что она только выглаживается от паст и то медленно), но имеет какую-то шероховатость за которую паста всё-таки слегка как бы цепляется; что никакого выделения суспензии из этого сланца не происходит, а также он имеет внушительную рабочую плоскость и массу, обеспечивающие и удобство работы и ресурс, буде случится так, что понадобиться не раз обновлять ему поверхность - весьма подходит для такой работы.
oldTor
А растворитель какой для ветоши? Уайт-спирит?
Зависит от пасты. Для паст на жировой основе я бы посоветовал попробовать расстворитель Tikkurila 1050. Это тот-же уайт-спирит, но без гадкого запаха.
Nikolay_K
расстворитель Tikkurila 1050.
выглядит вот так: http://gallery.shipmodeling.ru/main.php?g2_itemId=23290
Да, паста явно на жировой основе.
oldTor
Спасибо, попробую сегодня же приобрести.
Да, паста явно на жировой основе.
могу поделиться некоторым количеством из своих запасов.
у меня он расходуется медленно и от 100мл у меня не убудет.
Зато вот созрел такой вопрос - это вообще нормально для субмикронной пасты в таком мизерном количестве, снимать сталь так активно? Вполне сопоставимо с алмазной пастой 0,25\0?
Или это глупый вопрос просто от отсутствия опыта работы таким методом? Просто странно - паста-то заявлена вообще для суперфинишной полировки цветных металлов...
Не чревато ли это для геометрии доводочной фаски? Не, не правильно спросил. Скорее так: не чревата ли такая абразивная способность пасты чрезмерным утончением кромки, вместо выглаживания таковой, ежели переборщить с временем работы?
oldTor
это вообще нормально для субмикронной пасты в таком мизерном количестве, снимать сталь так активно?
Судить об абразивной способности по окрашиванию суспензии
или по "следам на салфетке" --- это как-то несерьезно.
Посмотрите ГОСТ 21445-84 и т.п., там дано определение "абразивной способности" и "режущей способности"
Они выражаются в единицах массы, по убыли металла.
Но Вы правы, это совершенно несерьёзно и умозрительно.
Значит надо мне хотя бы посравнивать с другими не алмазными пастами, а там уже виднее будет..
oldTor
Я сужу в том числе по тому, насколько быстро уходят риски от более крупного абразива, и от агломератов зерна этой же пасты. К сожалению, других способов под рукой нету.
риски только делают вид, что "уходят"
а на самом деле они замазываются сверху.
ЧЕм мыть притиры? Этот камень т.к. не шаржируется то мою тем что под руку попадается и вголову взбредет случайно. Обычно либо комет либо фэйри. Разницы в чистоте не заметил - все чистенько.
Остатки пасты.
Как написал в соседней теме. В ювелирке большенство паст стираются парогенераторами и более того на это расчитаны. Так что она реально может не растворятся большенством растворителей. А при более высоких температурах быстро деградировать и слетать... НО для РК очевидно это не приемлемо. (хотя для нержи а не для бритвы м.б. и нормально? - опустить в кипяток и протереть?)
Почему на этом камне?
Потому что это УДОБНО. Я осознанно покупал плиту такой толщины что это УДОБНО МНЕ 😊 С тонкими камнями если они лежать на столе крайне не удобно. рука напряжена и вывернута чтобы не дотрагиваться до стола. А тут как буржуй можно отставить мезинец и безымянный 😊 и ничего не цепляется. Одно время думал в качестве притира из стекла сделать бутерброд из многих слоев толщиной как раз сантиметров больше 5. Так что высокий камень это реально удобно.
Активный съем.
Сам думаю и пока не ответил на этот вопос для себя. А съем пасты или всеже камня? Мне кажется получился гибрид из грубой структуры камня чуть примазанный пастой. И как раз кмень режет а паста сразу же заполировывает?
Попробовал камень с алмазной пастой 3/2 я просто в восторге. Такое впечатление что как раз соразмерный абразив. Все очень сочеталось - никаких неудобст или сомнений не возникло. Потом чуть дернул нож из VG-10 на пасте 0,5 микрона на льняном пожарном шланге и радости жены не было предела. И остро и агрессивно.
Алмазную пасту наводил вашитой (один из тех камней недомерков что валялись неразобранными 😊 надо сказать весьма неплохая вашита). И паста осталась на вашите. Потом ради интереса попробовал нож на вашите с алмазной пастой 3/2. Мне показалось еще суперистей. Алмаз явно вошел в поры частисно. Очень здорово... длительно пока не тестировал заточку, но реально неплохо.
А на бритве поверхность получилось куда глаже - похоже камень не участвовал - но это и из-за меньшего давления и эластичности подвода может быть, а также из-за того, что luxi на камне даже с ВД-шкой довольно быстро загустевает, точнее масло слегка вбирается камнем. Смывается с камня всё нормально, губкой с фейри, но поверхность явно подмасленная - надо обезжиривать как-то. Попробую сегодня уайт-спиритом.
"На клинок посадили несколько существенных замятий, но остальная кромка сохранила на удивление приличное состояние. Тем не менее, для выправления заминов был взят алмаз 50\40 (времени было немного), потом несколько минут электрокорунд, потом опять красный сланец, взятый на пробу, а потом для сравнения грей алания."
В обухе у клинка около 4мм., спуски на 3\4 голомени, подвод шириной около 3-х мм. После Грей Алания, в качестве пробы, клинок был обработан на алмазной пасте 0,5\0, нанесённой тонюсеньким слоем на чёрный сланец из первого поста. работал несколько минут - первая треть работы на зерно, потом, сохраняя направленность рисок - от зерна. Нож используется клиентом для разделки мяса, птицы, а также для всяких хоз. работ.
Им успели разделать n+ количество птицы, кроили кожу и резали пластик.
Ранее, при предыдущих заточках, финиш делался на сланцах. Клиент сообщил, что по продуктам разница незаметна, но что касается резки всяких иных материалов, в том числе кожи и пластика, нож показал более уверенный и контролируемый лёгкий рез. Клиент доволен и говорит, что в будущем хочет получать нож в таком же виде. Надо отметить, что подвод имеет одну доводочную фаску на примерно треть ширины подвода. Угол заточки 28-30 градусов. Обычно я не использую на доводочных стадиях такие абразивы, но в данном случае имел ввиду повысить агрессивность реза после выполнения доводки обычным способом. Другое дело, что не на всём я стал бы использовать данным метод - р6м5 показался удачным выбором для такой пробы.
Вроде как получил, что хотел.
Хотел проверить, можно ли успешно заточить такую сталь только и исключительно на алмазах, в том числе на пасте, нанесённой на твёрдую поверхность, и как будет вести себя крайне пластичный заусенец при таком методе работы.
Сталь эту нелюблю, поэтому нож работает по самой грязной и нецелевой для него хоз. работе дома (хотя что может быть целевым для такой кастрюльной нержи???)
Все фото подводов сделаны в увеличении около 100х. Ширина подвода - 1мм. повышение угла делалось не очень большое, на несколько градусов, на треть ширины подвода.
На момент перед заточкой, кромка выглядела так:

Поэтому было решено переточить. Переточка выполнялась на венёвском алмазном бруске 100\80-50\40. Вот фото заусенца после первой и второй стороны бруска соответственно:


Потом я взял твёрдый чёрный сланец, и приступил к работе. Использовал зернистости паст 20\14 - 10\7 - 5\3. Дальше мне стало скучно, нож под своим весом режет помидор - для рабочих тестов достаточно, так что тоньше доводить не стал. И так потратил кучу времени (на камнях ту же работу делаю раза в три быстрее).
С работой на бруске всё как обычно - вода с капелькой мыла. С камнем было посложнее.
Размазать пасту по камню равномерно тонким слоем было трудно и я решил немного её развести. Использовал WD-40, но оказалось, что ВД-шка довольно быстро густеет и работать неудобно - такое количество снятого металла с загустевшей суспензией просто завалит геометрию напрочь. Очистил камень уайт-спиритом, потом смешал на нём малыми толиками уйат-спирит и оливковое масло (рафинированное, первого отжима, которое использую для работы на масляных камнях) - стало куда как лучше - тактильный отклик падает медленнее, несмотря на такой же активный съём металла, скольжение клинка более лёгкое. Тем не менее, в первый раз переборщил с количеством СОЖ и камень стал вот таким:

На более тонких фракциях брал также уайт-спирит с маслом, но в куда меньшем количестве - старался чтобы была тонюсенькая плёночка, как при работе на арканзасе.
Да, выяснилось, что при таком методе, мягкая и пластичная заусенка прекрасно утачивается и убирается - снимать заусенец принудительно не пришлось - что и хотелось в частности выяснить. Но, нельзя давить вообще - иначе новый заусенец образовывается моментально.
На фракции 5\3 выполнил повышение угла, и решил остановиться. Получилось вроде ничего:

Посмотрю, что покажут "ходовые испытания" клинка, но пока что получается, что скорость работы на алмазах здорово нивелируется временем, потраченным на составление сож, подбор концентрации зерна в суспензии, бОльше внимания требуется и осторожности для соблюдения геометрии и давления (по крайне при моём отсутствии опыта такой работы), необходимость использовать неполезные для здоровья, токсичные жидкости, либо надо раскошеливаться на респиратор (кому как, но при моём хроническом бронхите, дышать растворителем крайне некомфортно, даже в таких мизерных дозах). Но зато можно опробовать новые для себя способы и методы. Любой опыт - благо для саморазвития.
oldTor
либо надо раскошеливаться на респиратор (кому как, но при моём хроническом бронхите, дышать растворителем крайне некомфортно, даже в таких мизерных дозах)
Обычный респиратор не поможет. Во-первых из-за не очень хорошего прилегания. Во вторых из-за того, что он поглощает отнюдь не 100%
пыли и паров и срок службы у него невелик.
Надо смотреть на соответствие стандарту EN 149.
Он предусматривает разные нормы FFP1/FFP2/FFP3.
Из них FFP3 --- самое хорошее ( 99%, не более 2% протечки ).
Для полноценной защиты нужна либо полумаска с фильтр-коробками для органики, либо маска. Например 3M серий 3000, 6000, 7000.
Но очищенный уайт-спирит типа Tikkurila 1050 довольно безвредный
при условии, что работаешь с ним в небольших количествах.
Я, например, либо делаю всё на балконе (он не застеклен, хорошо продувается), либо так --- взял ватку, нанес на неё чуть-чуть растворителя,
поработал немного --- сразу убрал ватку в герметичную емкость,
чтобы не было испарения.
Главное вроде и не пахнет почти, но слизистая реагирует довольно сильно и кашель достаёт.
Спасибо!
oldTor
Главное вроде и не пахнет почти, но слизистая реагирует довольно сильно и кашель достаёт.
странно, похоже на аллергическую реакцию.
Ну да ничего, это детали, зато что-то новое для себя пробую))
С уважением.
В любом случае, на твёрдых масляных камнях вполне недурно работается с пигментами с уайт-спиритом или маслАми, да и с пастами можно. Хотя лично мне далеко не всегда и вообще не очень-то нравится использовать пигменты и пасты на камнях, которые и сами активно участвуют в работе. Для лучшего понимания _что_именно даёт какой результат, предпочтительнее наверное сначала опробовать пигменты и пасты на твёрдой основе, не дающей собственного абразивного воздействия - на стекле например. Вариантов применения и комбинаций тут море - надо пробовать!
Оксид хрома правда юзаю редко, в основном использую крокус на коже наклеенной на бланк. На гладкой коже лошадиной его юзаю по бритвам изредка (и скорее ради проб и тестов - для обычной доводки для бритья и только, мне хватает чистого ремня), и на менее плотном и более толстом чепраке использую для ножей, но тоже не чаще, чем чистую кожу.
Недавно опробовал оксид хрома на вашите, но это отдельная история. Если интересно, обзор выкладывал тут:
http://forum.woodtools.ru/index.php?topic=49322.100
пост #105
На кожу пробовал наносить с маслом, на гладкой это оказалось вполне недурно, либо втереть порошок, предварительно пропитав чуть более, чем обычно, кожу костным маслом. На более пористую и шероховатую кожу наносил просто с водой и втирал до полного впитывания и равномерности распределения порошка - в работе пожалуй такой вариант понравился больше, съём чуть иной - чуть более активный и скорый.
Да. И ещё. У меня был случай, когда у меня именно с гуанси 12000 слез верхний слой во время работы. Слез не полностью, а где - то 70% поверхности. Как оказалось - там был очень незаметный слой, толщиной до миллиметра. Вроде не страшно, но очень неудобно было его потом приводить в порядок, и мне пришлось 30% поверхности очень долго и аккуратно снимать негрубой алмазной сработанной пластиной, а потом выравнивать всю поверхность целиком. 😞 а он хоть и сланец - однако не самый мягкий 😊 и дооолгий.
Я не думаю, что у меня так облез камень в результате работы с суспензиями; но налицо был явный гидроудар. Поэтому перед началом работы хотя бы убедитесь, что на вашем камне нет явной слоистости. На всякий случай 😊
После этого случая при обнаружении слоистости любого камня, хоть своего; хоть людям - все нерабочие стороны (а себе и плоскости) вскрываю спецлаком для камня. В случае необходимости лак быстро вскрывается (проникает в камень на десятые доли миллиметра). Так спокойнее.
LyapaDaraЕсть такое правило-Если предположение ошибочно,то и вывод не правильный.В трансах пор и в помине нет.В яшмах тоже.Чуток имеется в вашитах.Иногда,вместо теоритезирования,лучше немножко практики.Хотя бы из интереса.О применении суспензии желтого бельгийца на софте уже писАл,а ща проверил и на хиндостане,вашите.Очень приятный результат получил.И другие суспензии пробовал.Для всякого случая свой вариант.Да и поры как могут работать?
А те же яшма и арканзас работают своими порами и эти вершинки срубают.
С уважением,1shiva

Тем более притёртый на свободном зерне.
Единственно, не совсем соглашусь с "Да и поры как могут работать" - при определённой доводке поверхности камня, они работают схоже с тёркой или, скорее, примерно так, как если взять "сетку" от мясорубки, и ею с нажимом провести по ладони - если сетка не сработанная - она сработает как тёрка.
Так же и с камнем - то, что взрезано и надцарапано зерном - впадинки помогают скорее удалить - соскабливают. Беда с "ассоциативными примерами" в том, что точность страдает)) Наверняка в конечном итоге имеем ввиду с Вами одно и то же.
LyapaDara: но вообще, всё это частные аспекты, а надо рассматривать работу структуры камня в целом - лучше всего проверить это экспериментально и сравнить работу камня в разных способах доводки его поверхности по тестовому РИ и понаблюдать визуально в увеличении происходящее.
Не согласен с тезисом, что "японские камни работают связкой и зерном" - природные камни и отличает от синтетиков отсутствие соотношения "зерно\связка".
В какой-то степени, по сравнению с настолько однородными камнями, как арканзасы это можно использовать как некую метафору, но в целом это очень неточно, имхо.
И вторая часть предложения "то есть режут металл, оставляя за собой риски с острыми вершинками", как объяснение первой, вернее объясняется тем, что зерно у природных камней такого плана, даже очень плотных, способно дробиться и "облетать", гораздо быстрее, чем нам кажется - начаток риски на самой РК при движении НА зерно, уже "размазанный" в границе спуск\подвод - это может быть результатом того, что каждая вершинка зерна, встреченная кромкой, даже за то время, что проходит ширину фаски - УЖЕ успевает облететь (выделив попутно в суспензию очень мелкие частички - иногда настолко мелкие, что мы не фиксируем "появления суспензии" - только в микроскоп видим, что поверхность фаски как будто "помутнела" от этого налёта) и изменить свой характер воздействия. Пример - чистый Гуанси после BBW:

Правда, стОит отметить, что на этом фото результат работу гуанси _без_ смены направления движений и при работе сугубо _перпендикулярно_РК - акцентировка на РК, как следствие, достаточо сильная, и потому результат вот такой. Обычно, при доводке на гуанси, получается совсем иначе. Т.е. при пробах очень важно оценить разность воздействия при разной манере работы - она может изменить результат очень и очень сильно, я бы сказал - принципиально.
Что же касается именно _нагур_, то используемая мною нагура от "рубанков", показывает очень серьёзное отличие в работе от любой суспении европейских (и китайских - гуанси) сланцев. Её работа очень ярко выражена - она скрыла очень много неоднородностей на фасках, следов от смены направлений движений и т.д., зато сработала очень быстро и дала прекрасное заострение - у меня частенько бритва после этой нагуры недурно проходит тест на рез волоса. Ну а на чистом камне опять проявились все "артефакты" на фаске, зато я получил более выглаженную в целом поверхность, более аккуратную и однородную РК с хорошим бритьём:
На накаяме - нагура, потом чистый камень:


А вот работая не на бритве, а на ноже, я получал на накаяме, как раз явную агрессивную риску, а не выглаживание, и это результат в первую очередь иной манеры работы, другого давления, направлений и амплитуды движений подготовка поверхности же была на вполне таком же сете камней, как я часто использую на бритвах, т.е. "чистота эксперимента" в плане абразивов соблюдена - перед накаямой тут был yellow coticule (сори за качество фото - оно старое):

Множество проб и наблюдений за работой сланцев разной твёрдости, плотности, сорта, пробы некоторых японских камней в т.ч. - привели меня именно к таким заключениям.
Даже если они в чём-то ошибочны, что весьма вероятно - каждый ведь старается увиденное объяснить себе логически, а при недостатке фактов несложно ошибиться - в любом случае всё явно несколько разнообразнее и сложнее происходит, чем возможно "запихнуть" в один краткий тезис, обобщающий работу всех камней подобного типа)
С уважением.
1shiva
Есть такое правило-Если предположение ошибочно,то и вывод не правильный.В трансах пор и в помине нет.В яшмах тоже.
Игорь, с тезисом причина - следствие и спорить нечего.
А вот с трансами и яшмой немного не так, имху имею.
Олдовые трансы явно имеют некую пропитку. При помывке щелочью камеь становится прозрачнее и несколько меняет оттенок. Чем они внутрь масло набрали, ммм? 😊
Яшмы же - тоже бывают разные по структуре. Вот у меня на столе с летних изысканий лежит несколько кусков - я тебе в личку фотки скину, если получится каверны найти. Пока же - предполагаю, что не всё однозначно 😊
Да и если взять микрокварциты в целом - некая пористость у пород имеется. Не у всех конечно. Ранее я публиковал фотографию белоречита, пропитанную лампадным маслом. И ещё у меня есть микрокварцит собственного производства (он, кстати есть не только у меня 😊 ), так он имеет некую может не пористость, а "кавернистость" - буду так называть. Это такая структура камня. Так вот за счёт этой структуры - камень хорошо работает с тонкими нагура и иже с ними. Кстати, в феврале может получиться оказия (приятель летит на ножевую выставку на родину 😊 ) и я такой камень смогу тебе передать, как шановному земляку 😊.
С неменьшим уважением.
oldTor
Не согласен с тезисом, что "японские камни работают связкой и зерном" - природные камни и отличает от синтетиков отсутствие соотношения "зерно\связка".
Не согласен с этим мнением.
Синтетика изначально - это попытка обеспечить растущие нужды развивающейся промышленности в абразивах. Но, критерии подбирались с оглядкой на природные абразивы. Иначе - откуда человеку было понять, как оно должно работать?
Основные рабочие качества синтетики и были систематизированы по критериям:
1. Собственно абразив, его маркировка.
2. Размер абразивного зерна.
3. Связка.
4. Твёрдость.
5. Структура.
Эти критерии выбирались не случайно, а из глубокого анализа, исключая всякую мистику и личные мнения/предпочтения. Ибо промышленность и подход другой.
Так вот - в камне - японском и неочень всегда присутствует некий химсостав, узнать который можно легко. Путём несложных анализов. Абразивов/абразива - столько-то; а остальное - будет неабразивная связка. И даже в камнях с чистотой 99, 96% (у меня есть такой) есть 0, 04 - не абразива, а некой связки. И эта связка несомненно влияет на характер работы камня и его эксплуатационные сойства.
LyapaDara
РАЗНИЦУ между кварцитами и сланцевыми породами.
... японец вгрызается зёрнами в сталь, оставляя после себя - на макро уровне - "борозды". Соответственно между "бороздами" будут "холмики" с острыми вершинками. Чем тоньше зерно, тем меньше перепад между вершиной "холмика" и дном "борозды". А кварцит, по моему мнению, "борозд" не делает. Он только срубает вершинки у "холмиков".Если это так, то и суспензия на кварците не нужна, так, как имеет противоположное действие. Однако Ярослав утверждает, что и кварциты делают эти самые "борозды" и "холмики".
Разница в первую очередь в возможности/невозможности давать суспензию и твёрдости камня. Насколько мне известно, нет у японцев камней, сопоставимых по твёрдости с кварцитами. Если я не прав - с удовольствием расширю свои познания. Суспения - конкретно на японцах очень хороша за счёт постоянной обновляемости (структура камня и уникальный баланс абразива/связка) относительно быстрого дробления, что даёт тонкость работы камня.
Борозды/холмики будут и там и там, однако - кварцит - в первую очередь ТВЁРДЫЙ притир, имеющий в своём составе до 99, 96% SiO2. Зернистость его обусловлена природой и мы можем повлиять на его рабочие свойства только:
1. Игрой с доводкой (сносим борозды и холмики).
2. Суспензией. Вот тут непаханное поле для эскпериментов. Ибо, теоретически можно выровнять плоскость кварцита на самом грубом доступном абразиве и пробовать всё, что под руку попадётся 😊 природники они такие природники 😊
Кстати - модные нончё вашиты и прочие софты и харды - тоже ведь микрокварциты 😊 Ну что, погнали их засирать суспензией? 😀 нет? Значит, тогда надо ещё понимать какие кварциты можно брать в работу, правильно?
Однако - излишняя доводка камня (кварцита) черевата снижением продуктивности и потерей абразивной способности до минимума 😊
Поэтому - вполне можно экспериментировать с безабразивными притирами. 😊
По поводу доводки камня уже спорил, писал и мнения не меняю - доводка камня должна быть таковой, чтобы сохранить максимум его полезных рабочих свойств - в первую очередь чистоту отделки поверхности и скорость работы. Чрезмерно передоведенный камень будет подобен гуанси (в плане скорости работы), недоведенный - будет излишне агрессивен и слабоконтролируем в работе, также будет бысто терять свои качества - такие как постоянство результата, их ожидаемость от камня, и будет выглаживаться( что в дальнейшем заберёт время на его передоводку). Лучше - иметь несколько камней работающих толще/тоньше и не тратить время по напрасну на эти очень временные манипуляции. И результат будет стабильнее. Замечу - что это как раз не касается работы с нагура 😊
oldTorШикарный разброд в словарях и терминологии:-) Попробуем с другого бока подойти.Пора-это как дырка от бублика.Нет там абразивности и прочего.Если чего и происходит при заточке,то за счет кромки вокруг этой самой поры.Тоись,за счет абразивного материала.Если мы будем точить на пористом абразиве(а такой у меня ща на исследовании),то жесткому инструменту это пофиг,ежели размер пор на порядок меньше контактной поверхности инструмента и камня.Вот эластичные кромки бритвы могут быть испорчены большими порами.В них может вполне замаскироваться "Троянский конь" в виде крупного зерна,со всеми вытекающими.Это кратко.
Единственно, не совсем соглашусь с "Да и поры как могут работать" - при определённой доводке поверхности камня, они работают схоже с тёркой или, скорее, примерно так, как если взять "сетку" от мясорубки, и ею с нажимом провести по ладони - если сетка не сработанная - она сработает как тёрка.
Так же и с камнем - то, что взрезано и надцарапано зерном - впадинки помогают скорее удалить - соскабливают. Беда с "ассоциативными примерами" в том, что точность страдает)) Наверняка в конечном итоге имеем ввиду с Вами одно и то же.
stilus2008Сомневаюсь я в том,что имеют пропитку.Известно такое явление,как диффузия.За счет длительного контакта с маслом именно она и происходит.Отнюдь не за счет пор.Хотя,на некоторых трансах не первого сорта,вполне допускаю и наличие некоторой пористости.Результат обработки щелочью не показатель,т.к. это второе по силе воздействия на арк вещество после плавиковой кислоты.Воздействие идет уже на химическом уровне.Трудно судить,что там происходит.Я бы щелочи не советовал вообще.
Олдовые трансы явно имеют некую пропитку. При помывке щелочью камеь становится прозрачнее и несколько меняет оттенок. Чем они внутрь масло набрали, ммм?
Вообще-то,этот диспут я рассматриваю,как попытку создать общий словарь терминов и понятий.Тогда будем лучше понимать друг-друга и получать больше пользы от общения.
С уважением,1shiva
1shivaПромазал, земляк. Арканзасы, как и прочие кварциты - инертные...
Сомневаюсь я в том,что имеют пропитку.Известно такое явление,как диффузия.За счет длительного контакта с маслом именно она и происходит.Отнюдь не за счет пор.Хотя...
По поводу щелочи согласен, не стОит, только вопрос в степени ее "щелочности" - практически все моющие средства для посуды содержат ее для омыливания жиров, но концентрация и время контакта камень не повредят. А вот, что-то типа "Крота" для промывки труб, камень точно испортит (также как и кожу рук). Именно поэтому щелочь (как в кристалическом так и в жидком состоянии) хранится только в капроновой (пластиковой?) упаковке, ведь на химическом уровне обычное стекло и арканзас суть одно и тоже - оксид кремния.
oldTorА стекло лучше обычное гладкое или матированное?
Для лучшего понимания _что_именно даёт какой результат, предпочтительнее наверное сначала опробовать пигменты и пасты на твёрдой основе, не дающей собственного абразивного воздействия - на стекле например.
stilus2008Рекомендую изучить матчасть:-)
Промазал, земляк. Арканзасы, как и прочие кварциты - инертные...
http://ru.wikipedia.org/wiki/%...%BA%D0%BB%D0%BE
SammlerПротечка и диффузия-две большие разницы.Уважаемый модератор не даст соврать.Приходилось пытаться отмыть стеклянную посуду,в которой ДОЛГО,ОЧЕНЬ ДОЛГО находилось масло?Мне приходилось.Даже щелочь не всегда помогала.Да и не в этих тонкостях проблема.Мне всегда хотелось не веры,а знания,практической проверки информации.Чего и всем желаю.
Позвольте, Вы хотите сказать, что молекулы масла диффундируют между молекул оксида кремния? Не верю! Иначе бы масло протекало сквозь стеклянную бутылку.
С уважением,1shiva
1shivaЭхэхэх, земляк.
Рекомендую изучить матчасть:-)
Теряем былую лёгкость? Жидкое стекло не наш метод. Хотя последняя фраза в твоей ссылке в разделе "Применение" мне осенама понравилась 😊 Нам объявления клеить на лобовые стёкла автомобилей ни к чему 😊
Матчасть должна быть такой:
http://ru.wikipedia.org/wiki/Кварцевое_стекло
Но что же Вы имели ввиду под диффузией, если не взаимопроникновение веществ на молекулярном уровне? Посмею также предположить, что сложности с отмыванием стеклотары от масла связанны с его полимеризацией, или осаждением того, что в нем было растворено или находилось во взвешенном состоянии.
Попробую построить цепь рассуждений :-) Если есть порода с кристаллической структурой, то должно быть и "межкристальное" пространство, пусть ничтожно малое, но должно быть. Именно в это пространство (можно назвать его порами, капиллярами) и проникает масло в следствие капиллярного эффекта. И это впитывание, назвать протечкой не корректно, так как масло само не покидает камень, а удерживается в нем.
С не меньшим уважением, Sammler
:-)
stilus2008Ничуть:-)Со ссылками нужно уметь работать.Если своими словами,без намёков,то будет выглядеть так-загружаем в автоклав измельченный арканзас,заливаем концентрированной щелочью и,под давлением,несколько часов выдерживаем при большой температуре.На выходе получаем то самое жидкой стекло.Был арканзас и нет его:-)Ссылка же по кварцевому стеклу не несет инфы по химической стойкости оного,т.е. бесполезна.
Теряем былую лёгкость?
SammlerВ данном вопросе,если не ошибаюсь,я бОльший специалист.Тем не менее,вопросы диффузии весьма подробно изучаются и в других вузах с химическим уклоном.Поэтому и упомянул модератора.Под диффузией я и понимал диффузию.Не стоит фантазировать на темы,где уже имеются фундаментальные знания и практические наработки.Если есть интерес,то в гугле все можно нарыть и повысить свое образование.К заточке диффузия не имеет ровно никакого отношения.Флуд в чистом виде.Давайте вернемся к теме этой ветки.
Да, я знаю, что наш модератор имеет специальное образование, хотелось бы получить его экспертное мнение по этому поводу.
С уважением,1shiva
1shivaАаа. Понял.
Если своими словами,без намёков,то будет выглядеть так-загружаем в автоклав измельченный арканзас,заливаем концентрированной щелочью и,под давлением,несколько часов выдерживаем при большой температуре.На выходе получаем то самое жидкой стекло.
Дааа... Я до такого изощрённого садизма не додумался... 😊
Насчёт диффузии - не убедительно. Остаюсь и далее при своём мнении.
stilus2008Ага,а облить беднягу щелочью и тащиться от того,что тот "побледнел" от такой напасти-как назвать?
Дааа... Я до такого изощрённого садизма не додумался...
С уважением,1shiva :-)
1shiva
Ага,а облить беднягу щелочью и тащиться от того,что тот "побледнел" от такой напасти-как назвать?
С уважением,1shiva :-)
Ну уж 😊
Притащили кусочек 😊 4'х1/2'х1/2" арка, выкопанного в огороде в районе Будянского фаянсового завода (помнишь такой? уже его нет...).
Мне его в руки страшно брать было. Я его среством Sano "Forte" (та ещё влага, с малой исторической родины гыыы) и залил. Камень просветлел, но на работу его это никак не повлияло. Так, что... Израильская химия - гыыы, это не хухры-мухры 😊
Пока что попробовал на нагурах.
Обнаружил, что суспензии с быстро и легко дробящимися частичками работают на арканзасе невнятно и результата в целом хуже, чем на чистом арканзасе с маслом (и с водой), он грубее, менее однородна РК выходит почему-то.
Зато суспензии камушков с явно более твёрдыми частицами и менее склонными к дроблению, оказались очень любопытны в таком применении.
Особенно понравились суспензия карасу и наконец, более всего понравилась, цусима нагура!!!
Такое впечатление, что она подчёркивает сильные стороны арканзаса в плане интенсивности его работы, и очень органично выходит работа на постепенно снижаемой консистенции суспензии и последующий переход на чистый камень (хотя, признаться, с водой я не очень-то люблю использовать арканзас, по крайней мере не всякий - некоторым арканзасам вода по-моему категорически противопоказана).
Специально брал для проб арканзас достаточно "известный в узких кругах" - блэк-транслюцент от "рубанков".
Единственный явный минус от такого его применения - быстрое выглаживание его поверхности. Вообще он был притёрт на КК до фракции F1200.
Итак к делу:
Суспензия наводилась легко, сделал консистенцию понасыщеннее и для начала поработал круговыми движениями, такое ощущение, что риска от частиц цусима такая же, как от самого арканзаса, но постепенно становится тоньше - шелест медленно, но явно, хоть и очень постепенно, снижается и работа становится более "шелковистой". Вышло вот эдак:

далее я сделал несколько проходов "сеткой", а затем поработал около минуты движениями широкой амплитудой на зерно:

далее я слегка разбавил суспензию, чуть уменьшил давление и поработал ещё минутку такими же движениями - стало еле заметно поглаже, поаккуратнее, работа больше сконцентрировалась на зоне РК:

В целом, очень недурной вариант для этапа тонкой заточки.
Ещё меня вполне порадовал результат работы карасу на этом же арканзасе:
Что любопытно - суспензия этого карасу на накаяме, резко давала заметную "сыпь" на РК при обычных движениях на зерно, и равномерную густую матовость на фаске. При этом характер работы резко менялся стоило только сменить амплитуду и направление движений. На арканзасе вышло сходно, и я бы сказал "гипертрофированно".
Что я имею ввиду - ни малейшего намёка на дробление суспензии минуты две, а потом резкая смена характера работы, как будто все зёрнышки в суспензии разом "лопнули" - очень необычное ощущение. Вообще на этой суспензии работать на арканзасе было приятно, прекрасный тактильный отклик. Вышло при работе в одном направлении вот так:
Заметно, что характер поверхности фаски и зона РК отличаются - у РК более "фольгово-зубчатый" рельеф.
Далее, когда я уже почувствовал, что частицы пошли дробится и активно, я поработал какое-то время, чуть разбавил суспензию, поработал ещё с полминутки и сфотографировал что изменилось:
Заметно, что характер поверхности всей фаски стал более равномерным, в т.ч. и у самой РК - "зубчик" помельчал, кромка стала однороднее, сыпь более мелкая.
Далее я ещё разбавил суспензию, уменьшил давление до минимального (в частности с помощью наклона камня ради нивелирования веса бритвы), сначлаа сделал по паре проходов вдоль РК (и кстати, видимо не раздробившиеся несколько зёрен таки подхватил с края камня - вон какие ближе к границе спуск\подвод посадил царапки), а потом вернулся к обычным движениям:
Изменение характера кромки явное.
Тоже вполне рабочий вариант для этапа тонкой заточки, хотя характер поверхности фасок заметно отличается от применения на арканзасе цусимы. Однако в характере РК разница не столь заметна, но после карасу РК заметно агрессивнее.
Вот такие вот вышли пробы....
С уважением.
Я учёл про хард, но хардов у меня нету, так что попробовал теперь цусима на одной из самых тонких своих вашит:

Кстати, выглаживалась она намного медленнее арканзаса (вот ирония).
Зачистка поверхности фасок круговыми движениями дала вот такой результат:

Работа сеткой - вот такой:

После сетки поработал на чуть разбавленной суспензии в одном направлении:

Затачивается нормально, тактильно всё удовлетворительно. После такой заточки, кромка уже застругивает волос:

На этой пробе цусимы я не успокоился, тем более, что бритву уже надо наконец заточить, а то честно говоря она мне надоела - сколько можно на ней всё пробовать!)
Итак, решил я побольше уделить внимания гусевским сланцам, тем более, что цусима на Грей Алании мне вполне понравилась ранее. Взял Бордо Бразилиан тонко доведённый:

А недурно дело пошло! Тактильно всё понравилось, результат немного напомнил результат работы Ботан, но это засчёт камня - видимо суспензия недурно обнажает его зерно, при выглаживании его поверхности при том (вот это я так и не понял как происходит), риски от вашиты убираются, но не скажу что быстро, хотя и не особо медленно. Вообще поработать на бордо с цусимой потребовалось целых минут 6, пока я стал замечать явную разницу в характере скольжения фаски по камню. В процессе делал фото. Начало работы, первые минуты три:

Далее ещё через минутку, уже чуть глаже всё, видимо суспензия измельчается потихоньку, но пока это руками не ощущается:

Далее ещё минутку поработал, показалось что пошло изменение характера, но вот незадача - суспензия стала подсыхать - добавил воды, тем самым разбавив суспензию и поработал ещё минутку. Вот это уже результат:

Решил продолжать на том же камне, но уже с медзиро:

Медзиро мне показалась не менее удачным выбором для работы на этом камне, всё прекрасно, поверхность характерна, кромка стала однороднее, работа уложилась в "штатные" три минуты:

Но... как оказалось, медзиро оказалась последней по тонкости нагурой, которую легко и просто оказалось употребить на Бордо Бразилиан.
Далее я взял кома:

Работа не заладилась с самого начала( Такое впечатление, что суспензия тонковата и зерно камня, обнажившееся в процессе, царапает фаску, т.е. камень начинает слишком активно вмешиваться. Выходило как-то так:

С одной стороны вроде неплохо выглядит, но РК стала грубее, а наличие более ярковыраженных рисок я ничем не могу объяснить - впервые вижу такое после кома, так что остаются вопросы к камню.
Уменьшил давление и амплитуду:

Вроде "красивше", однако зона РК получила более ярковыраженные риски, при бОльшем выглаживании фаски в целом.. Непонятно.. Смыл суспензию и навёл заново свежую - у самой кромки стало получше:

Да и на самой РК тоже, хотя острота после медзиро не приросла - волос режется в лучшем случае на расстоянии около 3-х мм. от точки удержания и не чисто. Зато его можно разрезать вдоль - фото с одной стороны надрезанного волоса и с другой:


На втором фото видно, что место надреза "распушилось", вместо чистого надреза, а это значит что кромка пока цепляет больше "гармошкой" рисок на РК и их рёбрами на краешке фаски. Кстати, полоска на фаске - от проводки РК по ногтю - именно на такую глубину РК в него погружается при проводке - это к слову о масштабе фото, весь подвод кстати примерно 0,3мм. шириной, максимум, местами 0,4 где-то - бритва старая и геометрию ей я восстанавливал, равномерность ширины фаски оставляет желать лучшего.
Далее я взял однажды подаренный мне природник, который оказался очень и очень хорошим. Навёл на нём суспензию той же кома:

Первая минута работы, поверхность активно зачищается:

Затем перехожу на однонаправленные движения, выходит вот так:

Затем перехожу на чистый камень - проходов по 30 в одном направлении:

Далее несколько проходов в разных направлениях и заключительные 20 на сторону, опять в одном направлении:

Вот теперь кромочка тоненькая, аккуратная, тест на рез волоса бритва проходит как надо, бритьё очень понравилось - чистенькое, приятное, комфортное, в удовольствие.
На правах примечания: вообще, на Бордо Бразилиан можно и успешно финишировать, но, если камень притёрт на КК F1200, а потом слегка выглажен при работе на нём чистом. Как видно, работа на нём с суспензиями, несмотря на дополнительное выглаживание его поверхности, видимо, ещё и обнажает некоторые зёрнышки, что пагубно влияет на этапы префинишной работы на нём.
И не на всяком камне, нагура может раскрыть свой потенциал, так что многие "непонятки" с ними, напрямую зависят от камня-"основы".
С уважением.
с уважением!
Я старался, сам не ожидал что получится такой большой обзор)
С уважением.

Ярослав ,Вы продолжаете экономить мне деньги 😊
Отделка фасок - возможно, хотя обратите внимание на разность глубины рисок - достичь на вашите, даже тонкой, такого радиуса скругления РК, который будет комфортно брить - это навряд ли, пока максимум - застругивание волоса и "тухлый" его рез)
К тому же на верхней части скомпилированного Вами фото - не вашита с цусимой, а блэк-транслюцент с цусимой). Причём после зачистки фасок круговыми движениями, а потому результат на РК не самый однородный - не было ещё к тому моменту обработки сугубо зоны РК, выхода на требуемую её тонкость и характер. Да, и надо ещё учесть, что арканзас здорово от нагуры выглаживается и его придётся частенько освежать, а это время. Ну и с маслом он чище работает и однороднее.
Кстати, я учился в прошлом году выполнять и тонкую заточку, и префиниш, и доводку только на арканзасе - при необходимости я могу воспользоваться им одним. Ну может ещё после него тоненький сланец какой-нибудь)
И если бы я хотел это сделать в той пробе, то работал бы иначе на нём. Я не ищу получить результат случайно годный, так как прекрасно знаю как сделать на арканзасе конкретный. Просто в той пробе не ставилось подобных задач.
Так что да, в целом, можно и на паре камней всё сделать... правда не каждой бритве подойдёт настолько малый сет... Да и от состояния бритвы немало зависит... Выполнить правку, даже "углубленную" нормально можно на одном камне. И выбор таких камней велик. Но если бритву надо перетачивать, а если ещё исправлять геометрию или заново формировать подводы - если это делать малым сетом, то времени никакого не хватит. А для быстроты мы берём более грубые и агрессивные абразивы, а потом риску от них надо убирать - работа увеличивается значительно... И её гораздо проще иногда выполнить бОльшим количеством абразивов за меньшее время, чем делать это минимальным сетом. Но конечно, если точить только "свежак" или слегка подтупленные бритвы б\у, тогда можно обойтись парой-тройкой камней на всё про всё)
С уважением.
P.S.
В общем, считаю, что лишь на основании визуализации фасок и их сравнения - построить систему не получится - надо оперировать тем, что у самой зоны РК и оценивать, где (а это по фото уже можно определить более-менее) шла основная работа того или иного абразива, после какого. А как это повлияло на "нерабочую" область фаски - это уже вторично, а иногда и вовсе неважно, или обманчиво.
oldTor++++оченьмного.
надо оперировать тем, что у самой зоны РК и оценивать,
Зато очень даже понравилось использовать доведённую яшму в качестве притира под... субмикронные алмазные пасты, разведённые банально WD-40 или уайт-спиритом.
Особенно удачно такое сочетание сработало при правке ножей с кромкой имеющей микрозамятия, а также для предупреждения появления микрозаусенки на некоторых хреновеньких стальках, а яшма в "чистом виде", а отличие от арканзасов и байкалитов часто эту особенность некоторых сталей не предупреждает, а как раз "подчёркивает".
А используя её по принципу "с суспензией", с субмикронным зерном, получается очень споро, чистенько и остро.
С уважением, Ярослав
oldTor+1
.. для предупреждения появления микрозаусенки на некоторых хреновеньких стальках, а яшма в "чистом виде", а отличие от арканзасов и байкалитов часто эту особенность некоторых сталей не предупреждает, а как раз "подчёркивает".
только у меня этим подчеркиванием" и некоторые арканзасы все еще грешат 😞
Тогда приходится или пигмент разведенный капать или в самых неприличных случаях - водную суспензию аваседо или учигумори.
Вообще получается тема о заточке микротома 😊 там вроде тоже яшму применяют, но вот ответ с той конторки так и не пришел..
Разницы с мониной особо не заметил, при одинаковой степени притирки её поверхности... Показалось скорее наоборот, но гусевские что пробовал, обе были пошире, может от разности пятна контакта так показалось в какой-то момент - не знаю.
Коллега попросил подправить ему Милю из cpm s30v. Перетачивать мне не хотелось, тем более нож юзался аккуратно, без забоев на РК, только замятия.
Для начала взял кристалон файн с водой и подточил, выполняя фаску примерно на 1\3 ширины заводского подвода, который, как обычно, слегка "гуляет", затем убрал грубые риски на советском микрокорундовом бруске для правки бритв, а затем использовал яшму с ГОИ - брызнул на брусок пасты WD-шкой, провёл пару раз по яшме, затем взял доведённую керамику лански-ультрафайн, и растёр ею разбавленную вд-шкой ГОИ по яшме, для того, чтобы разбить вероятные комки и вообще привести её "к одному знаменателю":

На фото кажется что пасты слишком много, и я действительно переборщил, поэтому после первых пары проходов значительную часть этой "суспензии" я убрал. Поработал до однородного тактильного ощущения и удовлетворительного результата от проводки по ногтю РК, стёр пасту с камня и чуть пригладил на чистом, с той же вд-шкой - угол еле-еле повысился, риски пригладились - это будет заметно на фото - вся фаска вышла шириной примерно 0,4мм., а окончательная на яшме с маслом уже без пасты - около 0,1мм. Далее чистая кожа наклеенная на бланк - волос застругивается. Вот так выглядит фаска для невооружённого взгляда и в увеличении:



На всё про всё буквально несколько минут, результат по-моему вполне годный. Да, всё делалось вручную, без приспособ.
P.S.
По сути, правка свелась к выполнению "микроподвода", правда, проработанного как если бы делался достаточно полный цикл заточки - просто риски от заводской заточки имеют гигантский разброс по глубине и ширине, и просто наводка микроподвода на той же яшме, обнажает эту неоднородность - на РК остаются "дыры" от рисок, ранее прорезавших РК практически насквозь - "плавали, знаем".
Поэтому делалось тщательно и постепенно, начиная с заточного бруска, а скорость работы обусловилась не только и не столько выбором абразивов (хотя всем вышеупомянутым, эта сталь оказалась легка в обработке), сколько малым пятном контакта. А обрабатывать, протачивать весь подвод, исправлять его заводскую кривизну - мне показалось как-то ни к чему - работы много, а пользы мало - в конце-концов сталька не ржавучая, а потому, оставить бОльшую часть заводской фаски необработанной вполне позволительно.
P.P.S.
Что-то вспомнилось, как несколько лет назад впервые пробовал 30-дку точить, и всё удивлялся - в интернете столько умников писало что "такие стали обычными абразивами не затачиваются", а я успешно точил на водниках 1000-3000 и финишировал на грей Алании)
И сейчас тем более смешно - яшма с ГОИ, а перед ними корунд на бакелитовой связке - прекрасно справляются)
Хотя если вспомнить, так сказать, в ретроспективе освоение "ганзейцами" порошков - как какая-нибудь "новая и модная" сталька появлялась - так сразу "не-не-не - только алмазы её беруть"))))ХD
А похоже дело таки в "прослойке".... между рулём и сиденьем....
И да, быстрорезов тоже касается)
Что-то язвительный я стал - прямо жуть)))
Вот я тоже решил поучаствовать в пробах.
Не далее как вчера точил тещин ножик файн кристолоном с суспензией опилок черного песчаника, так он гладкий и невнятный ,а с ними поумнел заметно. И результат вышел почище.
Поэтому сейчас я изуродовал свой грибной ножик из полотна мехпилы, 11ар3м3ф2 при 60-61 HRC, стекло дерет, бутыль неважно. Он был остр ,но пал следствием обострения начинавшегося словоблудья 😊
Сначала ободрал все просто влажным кристолоном, заученки полукружками торчат, страсть!

Затем поработал минутки три на суспензии песчаника, на фото почти то же самое, в оптику намного ровнее и тактильно наголову приятней работалось. Примерно на 600-800 мягкого японца а-ля суехиро. И никаких заусенок шматками 😀

Дальше я схамил, и как оказалось, успешно. Взял изрядный обрезочек розового микрокварцита, доведенного до 1200 и накапал суспензии 10/7 эльбора.
Пару-тройку минут и все зачистилось, линия РК приобрела значительную прямоту и ногтем сыпь ощущается как "очень мелкая".
В оптике рисочка четко различима, похоже на "боковой серрейтор" как на хороших столовых ножах попадается.

Последнее злостное хамство, попробуйте кинуть табуретом 😊 если сможете..
Сменил эльбор на суспензию хрома 0,3 мкм - надо же его попробовать! А то приехал и лежит... непорядок)
Времени так же 2-3 минутки, вряд ли более. Немного сеточкой но в основном поперек РК.

Кетаскоп не может это передать, мыло и все. А в оптике штрих не виден вовсе, есть лишь общее осветление-потемнение фаски при смене направления подсветки. Обычно я четко вижу и транс и китаяму 8к и чего потоньше. Здесь похоже на Кома нагурой (куском) заточеную опаску ,но вместо зеркала - мат. То темный то светлый.
Волос срезает тихо и бесшумно, местами, но я и не ставил целью все идеально уделать, руки мое не самое сильное место 😊 😊 😊 это была проба и мне понравилось. Достаточно, далее апексом!
Alex_klgДа запросто:-)Порадовало следующее
попробуйте кинуть табуретом если сможете..
Alex_klg
...мат. То темный то светлый.
Alex_klgГы,так и хочется спросить-А сильное-то какое?
руки мое не самое сильное место
С уважением,1shiva
ЗЫ.А если серьезно,то результат очень приличный.После хрома РК явно благородней выглядит.
1shivaДобрый ты наш человек! 😊 мозг, разумеется!)))
хочется спросить-А сильное-то какое?
С уважением,1shiva
Да ,совсем из головы вылетело!
Подвод на первых трех фото 550-600 мкм шириной, на последнем взял с другой стороны, как боле показательное место, там 450-500 мкм ширирна.
И очень жаль, что пикселов не хватает... это стОит показать в... красе 😊
oldTor
Вот кстати, в очередной раз применил ГОИ номер 3 на яшме.
Другую тему прорабатывал и наткнулся на следующее.
http://www.youtube.com/watch?v...VZzweQds5ojipvQ
Во как перекликается:-)
С уважением,1shiva
ЗЫ.Много пасты не бывает:-)))
И, кстати, с ббв зеленка не уйдет, есть куда схорониться. А с доведенной поверхности любого твердого кварцита - слетает практически тут же.
Мне вот для апексного финиша пигментом на притире достаточно одной капельки из иглы 5 кубового шприца и то многовато, как разотрется. А тут ...
Лишнее все равно с первым проходом уезжает на спуски и край камня, зачем дикий перерасход вводить?)
зачем купать бритву в таком количестве - не понимаю. Хватило бы и 1\10 от такого количества, да что я говорю - процентов пяти бы хватило
Выбор камня, конечно, странный....
Прям как мой ббв* на керамике медиум 😊 порознь грубоватенько, мягко говоря, а вместе песня и волос срезается мягко-чисто...
Нужно обращать особое внимание на подобные парадоксы ,может вместе к чему и придем в плане объяснения - почему так, а не иначе.
ВДВ это не комментирует, но намек был 😊
Чисто гипотетически, может у того парня яшмы** не оказалось - как вариант)
Правда, поскольку в Вашем случае не раздробление суспензии BBW на более твёрдой и плотной основе, а наведение его суспензии на таковой, тут ещё может быть фишка в том, что на керамике _медиум_ - часть зерна BBW, будет работать полусвязанным.
А как мне кажется, достаточно округлое зерно, в полусвязанном качестве, работает при малых далвениях очень аккуратненько и достаточно щадяще, а вот более "острое" - начинает нарезать риску, если сходно по твёрдости, либо если хрупковато, то будет опять-таки её делать, но на порядок более мелкую и частую. Как-то так....
Но это всё касается "досубмикронных частиц" или около того, так как даже алмазное зерно, начиная с 1\0, а иногда и аж с 3\2 мкм, свободное или даже полусвязанное, в текучей СОЖ, начинает работать иначе - тут уже зависимость размера зерна с структурой стали - свои закономерности какие-то.
Но что ещё хуже, есть реальная опасность шаржирования:

Сейчас вот быстро подправил трамонтинку про-мастер на этой яшме с каплей масла, без всего, и жаль, что уже успел помыть камень - не сфотал, но прямо-таки было видно, как рисочки от алмазных зёрен заполнились снятым металлом - т.е. действительно, яшма в подобном качестве работает отчасти по принципу "напильника".
Подумалось, что в этом, возможно что-то есть - можно наносить аккуратно риску разного размера на яшму и получать определённый характер работы.
С другой стороны - риску алмазик, в силу имеющегося разброса зерна, даже на таком мелком уровне, таки оставляет неоднородную, а значит и работать всё будет не очень-то предсказуемо, что для доводочного камня негоже. По крайней мере для моих требований к доводочному камню.
К тому же просто бесит тема шаржирования. правда и царапки такие, что полюбому придётся передоводить камень.
Вот с гладким чёрным сланцем от ivan-3 почему-то такое не происходит, там если зерно и зацепляется, то так же легко вымывается скотч-брайтом с фейри.
И, кстати, с арканзасами, из хороших - например с рубанковским блэк-транслюцентом, сравнимые царапки от алмазного зерна у меня были идентифицируемы визуально в сходном увеличении, только при использовании на нём алмазки 3\2мкм. И были почему-то равномернее. А тут, от 1\0 мкм такая гадость вылезает - пробовал на этой яшме только 1\0 и 0,5\0 мкм.
Так что, походу на яшме я больше алмазки юзать всё-таки не буду...
Что меня натолкнуло вообще на то, чтобы при быстрой правке кухни глянуть в микроскоп на камень, так это то, что во-первых он под углом на свет стал на "зеркаленье" показывать какую-то мутность местами, а во-вторых, при окончательной проводке вдоль РК по микроподводу шириной 0,1 мм. примерно, я, гялнув в микроскоп обнаружил на одной фаске аккуратную такую царапину почти во всю длину РК - походу подрезал РК засевшим в яшме алмазиком мелким...
Желаю никому на такие грабли не наступать, и более внимательно относиться к абразивной гигиене.
С уважением.

Надо сказать - понравилось.
До застругивания волоса петти из аус-8 довёл очень быстро - активная суспензия и весьма аккуратно работающая.
До этого выполнил правку на собственно Cambrian Green, любезно предоставленном для проб Олегом (Botanic):

Он же в увеличении около 200х:

Этот камень менее плотен, чем слурик из него на первом фото, работает быстренько, выделяет лёгенькую суспензию, поцарапать легко, так что был очень осторожен и работал с минимальным давлением, тем не менее, суспензия слегка выделялась. ранее нож уже в который раз был правлен, и в последний раз на яшме с разведённой ГОИ, но кромка уже с паре мест при ногтевом тесте показывала затупление. Поработал буквально минуту-полторы - вот такой результат:

Вообще очень заинтересовал камень - симпатично тактильно, быстро, кромка очень однородная выходит, и при том очень резучая. Далее был гуанси с суспензией более плотного камбриана, потом чистый гуанси и направка на чистой коже - нож опять в полном порядке, на всё про всё минут 5 максимум, результат понравился, после чистой кожи распускает волос вдоль. Можно было потщательнее правку сделать и думается, что до прохождения теста на рез волоса на весу весьма близко, но времени не было - пусть поработает так, потом ещё попробуем.
Любопытно, насколько разные по тонкости\плотности эти камни бывают...
да, и в очередной раз скажу - гуанси нихрена не медленный камень, если его применить своевременно, а уж с суспензией подобного слурика - вообще песня. правда гуанси "не бритвенной подготовки" - его тестил на ножах и с притиркой максимум до F600.
Но на хинде результат, вроде, получше выходил - из-за его фактуры там зерно лучше дробится и рельеф более мягкий выходит на РИ.
Натирать лучше большим бруском - связано (имхо) с тем, сколько изначально вырывается\падает зерна с натирки на камень в качестве первичной суспензии, которая уже будет воздействовать дальше на связку камня и выбивать уже рабочую суспензию. Потому - для него лучше натирки большой площади или долго тереть на одном месте+держать шероховатость натирки в кондиции+не давить сильно (а то заглянцуется просто и все).
Не знал, что у тебя другой CG есть 😊
По этому CG где-то отписывался - сделаю компиляцию, если не забуду, пришлю в личку - есть пара тонкостей.
У меня пока никак процесс на твердых камнях не идет - слишком глубокие риски 😞
Исключения: CF, японы, хиндюк плотный, вельш +\-, зеленый коти.
Не прокатило: арки, LI, керамика с боьлшинством натирок (режут риски, глянцуются).
да, мне он показался камнем для среднего-префинишного этапа заточки.
Но вот что он точит бережнее моего Ллин Идвала - не медленнее или намного тоньше - нет, именно "бережнее", как бы - это да.
Не такой жёсткий тактильно опять-таки.
Но по всем раскаладам навряд ли пойдёт на бритвы - для бритв сейчас всё больше склоняюсь к мысли, что нет ничего более стабильного и быстрого, чем японские камни и нагура.

хотя вот получилось такое фото телефоном. увеличение Х90

А я вот идею суспензий на арков для себя отбросил - не пошло как-то.
Но, моя любимая цитата "в мире компонентов - нет эквивалентов")))
Спасибо за обзор!
Шмыга1Поздравляю, Вы теперь умеете наводить дымку.
Если посмотреть на подвод не вооруженным взглядом, то подвод представляет зеркальную, слегка мутноватую поверхность.
На больших поверхностях получал её свободным катящимся абразивом в суспензии, густоту, которой надо подбирать. Наносил тонкой пластинкой (в районе 1мм)из сланца на пальце, почти без давления.
Поздравляю, Вы теперь умеете наводить дымкуСпасибо,пора бы уж, за два то года прибывания на ганзе :-)
Два раза чуть мазнул пастой по яшме, взял подушечкой пальца самомалейшее количество масла камелии и растёр равномерно пасту по яшме - её столь мало, как и масла, что растиралось долго, пока покрыло весь камушек и на подушечке пальца при проводке по готовой поверхности камня нет и намёка на зелень.
Приступил к работе, взяв стамеску, только что подготовленную на необычной, работающей на уровне грубо притёртого арканзаса, вашите:

"Смеси" из пасты и масла на яшме столь мало, что кромкой ничего не сгоняется. В таком режиме поработал минуты две, выполняя фаску с повышением угла, примерно в половину ширины предыдущей:

Съём заметен, поверхность начинает темнеть. К четвёртой минуте работы, у грани фасок стало собираться нечто:

Сначала я не понял в чём дело, подумал что всё-таки многовато масла было. Но стоп - три минуты ничего не собиралось. Потом до меня дошло, в чём дело - в интенсивности съёма. Снятый металл попадает на камень в таком количестве, что "плёночка" на камне начинает превращаться в.. пасту. Причём, разные как бы "слои" появляются, поверхность яшмы подполировывается (как потом выяснилось) там, где сейчас на фото видно, что усевшийся в плёнку на камне шлам "сборит". "Слои", видимо получаются не из-за того, что смесь неоднородна, а скорее из-за того, что трение разогревает верхний слой и он более подвижен, а на самом камне всё более статично. Сделал фото этого эффекта "слоистости" и "сборения":

Причину появления шлама в количестве, достаточном для его "сгона" кромкой и гранями фасок, я вижу не в количестве пасты и масла - я не представляю, как нанести ещё меньше.
Почему так вышло и что с этим делать? Я думаю, что надо делать более тонкую подготовку перед такой обработкой. Обычно, большой шаг зернистости мешает получить однородную кромку за вменяемое время. Здесь ситуация другая - съём очень оперативен, но не слишком тонкая подготовка инструмента на предыдущем этапе, является причиной чрезмерного количества снятого металла, попадающего в смесь на камне. Это ухудшает тактильный отклик и главное - приводит к тому же эффекту, который получаем на пастах на эластичных подложках - завалу геометрии и вытягиванию заусенца. Более того - микрозаусенчик ещё и тянет за собой фрагменты кромки:

Для невооружённого взгляда-то всё было супер - "зеркалит", завал не виден, только вот бумажку режет "мыльно", хотя волос строгает. Заусенку я, кстати, не увидел даже в микроскоп, обнаружил её только сделав фото. Я-то думал что закончил работу, а посмотрел на фото уже на мониторе и ахнул.
Надо было исправлять положение, попробовал выправить завал и убрать заусенку. Вышло хреново и неоднородно, так как смесь на камне успела застыть и остыть - трения уже нет от работы, пока фотографировал, и шлама немало в смеси - всё это загустевает. Помогает немного подышать на камень, но не особо. Именно, как я считаю, в силу этого "застывания-загустевания" и обилия шлама, вышло скверно, даже создание фасочки более чёткое, с помощью смен направлений движений - не помогло:

Такое впечатление, что кромка стала уже слишком тонкой и эластичной, а из-за подросшего слоя пасты и его зашламления, всё равно заваливается. Можно было, конечно, смыть и навести наново, но как это применять практически - каждые 3-4 минуты обновлять состав на камне? Так времени на собственно доводку не хватит. так что решил выходить из положения в имеющихся условиях. Чуть потёр пальцем участок камня, немного разогрев таким образом смесь и сделав её там потоньше, и короткой амплитудой переменными движениями, всё-таки оформил микрофаску почётче. Угол, правда, опять-таки снова на какие-то доли градуса подзавалился. Но хотя бы кромка стала приличной и рез лучше:

Что касается характера получаемой поверхности - поскольку зерно в пасте работает в данном случае наиболее близко к полусвязанному, по-моему, поверхность имеет смешанные черты - есть признаки работы и закреплённого зерна (вершинки поверхности самого камня) и полусвязанного (прерывистая рисочка) и даже, еле-еле заметно - свободного (точечные как бы "вдавленности").
Прошу заметить, при том, что именно оксид хрома на яшме в виде текучей суспензии - будет работать скорее так, что усугубит именно риску - поможет зерну яшмы её нарезать, а не оставит характерную поверхность для, суспензий тонких искусственных водников или природных водных камней. Вот как, например, тут - разбавленная и растёртая с wd-40 до хорошей текучести, паста ГОИ:

При том, та же чистая яшма, как раз может дать наиболее однородную и гладкую поверхность, как, например, тут:

В сегодняшнем же варианте проб, поверхность в целом, не столь блестящее зеркало, как при работе таким манером на чистом пигменте с толикой олеиновой кислоты - с таким вариантом мне удавалось получить более "стойкую" и с бОльшим, видимо, поверхностным натяжением, "плёнку" на камне + тут смешанный характер работы, а не "имитация пасты с зерном засевшим плотно в стропе".
Резюмирую:
Безусловно, интересный результат и получаемый характер поверхности. Но в таком виде - скорее для полировальных, оформительских, а не доводочных, задач.
"Грааля" не случилось - чрезмерное забивание пасты шламом, приводящее к завалу геометрии и вытягиванию микрозаусенца, ничем не лучше, чем на стропе, за исключением бОльшей свободы в комбинации движений при работе. Т.е. никакой "халявы" с заметным шагом зерна делать нельзя - подготовливать клинок надо намного тоньше, чем если бы переходить на чистую яшму.
Однако, попробую купировать эти моменты, подготовить клинок тоньше и надо поэкспериментировать с другими основами под пасту.
Зато мне очень понравилась сама паста - однородностью и консистенцией.
С уважением.
Попробовал полирнуть два бланка из плексигласа чуть по-разному. Исходная поверхность - "прозрачное стекло" с отдельными царапинками, достаточно мелкими, чтобы брать шкурку 1200. Собственно, взял шкурку sia этой зернистости, положил на гранитный притир и начал работать. Она слабо деградирует, однако, насухую - забивается и перестаёт работать. Сполоснул и приляпал её к граниту - дело пошло веселее. Как водится, "плоский лист" был с одной стороны чуть выпуклый, а с другой, соответственно, вогнутый. Я начал с выпуклой стороны, рассудив, что ежели будет очень долго ровняться, то выпуклая мне вполне сгодится. Однако ровнялось довольно быстро, так что обе стороны я привёл к состоянию, когда поверочный угольничек на просвет показывает плоскостность. Конечно, по краешкам есть завал, что при работе на шкурке дело понятное. Но не критичный. Грани я тоже на ней скруглил. Потом, порядку для, хоть я и работал на шкурке в т.ч. круговыми движениями и восьмёркой, решил улучшить результат на порошке карбида кремния f1200 на гранитном притире. Снимает чуть медленнее, но зато очень равномерно. Порцию порошка сработал и взялся за другой бланк. Его я решил сразу попробовать на карбиде кремния, тем более, что он был поровнее изначально.
Сработал на нём две порции порошка. Что получилось:
Вариант шкурка + свободное зерно карбида кремния - больше осталось царапок от шкурки, матированность пальцем ощущается сильнее и явнее, чем на другом бланке, который обрабатывал только на свободном зерне - он получился глаже и матирование мельче вышло - под 90 градусов отражает лампы в люстре. А вот первый - нет.
Вообще, была мысль полирнуть ещё на пасте ГОИ номер 3, втерев её в бумагу, положенную на притир, но пока, думаю, стОит попробовать имеющиеся два варианта - в конце-концов, думаю, нужна именно матированность и именно после свободного зерна, так как она более равномерна и однородна, нежели после хоть каких движений на шкурке в любой их комбинации.
Пока что успел попробовать первый бланк, погрубее.
Сделал кусочком пасты ГОИ от Ivan-3 несколько тонких штришков по плексигласу, взял подушечкой пальца чуть олеинки с горлышка пузырька и растёр. И того и другого было очень мало, после растирания, на подушечке пальца никаких признаков зелени.
В качестве образца для проб, взял старую тестовую бритву, подготовка её - на атипичном бельгийце с олеиновой кислотой (макро, кроп, 2мм. по горизонтали, фото кликабельно):

Начал работу - в принципе, пока всё нормально. Единственное, что не нравится - тактильный отклик и некоторое "залипание" фаски на притире.
Спустя минуты 4, кромка стала сгонять снятый металл. Вот так это выглядит в "обычном макро":

Не обошлось без сюрпризов. Да, в плексиглас не шаржируется тот же карбид кремния, это точно. А вот в самом плексигласе, обнаружились какие-то выбоинки - то ли царапки и деформации, которые я не вывел, то ли может пузырьки воздуха? Пока не понял природу явления. Да, царапки признаю, есть такое, от шкурки. Но выбоинки и пазухи... Заметил, только нанеся и растерев пасту - она забилась в них. Вот так это выглядит в макро (8:1, кроп, 2мм. по горизонтали) - поскольку плексиглас прозрачный, в качестве фона для фото, пришлось наклеить на него листочек самоклеющегося блокнотика - отсюда жёлтый цвет - иначе навестись на резкость нереально:

Однако, несмотря на такие косяки, и отнюдь не редкие, штук 10 я насчитал легко, заметные точечками невооружённым взглядом, после окрашивания их пастой, катастрофического урона кромке они не нанесли - есть, конечно, отдельные более грубые царапины, по идее из таких пазух могут целые комочки пасты вылезать, но в целом, удалось довести бритву вполне приемлемо. На этот раз, в отличие от применения этой пасты на яшме и с маслом камелии, всё-таки удалось получить рисочку как от закреплённого зерна, вкупе с выглаживанием поверхности фаски - макро, кроп, 2мм. по горизонтали:

В целом, нормально. Кромка приличная, волос режет вполне штатно, заусенки не вытащил - не вижу и не ощущаю. Кромка малость неоднородна, но тут я это могу в равной степени списать как и на косячки в притире, так и на избыточное прилипание фаски. Но даже на таком варианте поверхности плексигласа, вышло, я считаю, вполне недурно.
Пробовал нож из стали D2, ранее правленый на yellow coticule - макро, кроп, 2мм. по горизонтали:

Для начала, взял пасту 6,5мкм. крупицу примерно со спичечную головку растёр на притире доведённым брусочком керамики. Кстати, мне показалось что плексиглас, и, особенно, слегка матированный, тут очень удобен тем, что комочки пасты растираются керамикой, но зерно в ней не дробится по моим ощущениям.
Растирал пасту с капелькой олеиновой кислоты. В работе очень понравилось, результат вот такой - тут ~2.6мм. по горизонтали:

Далее, я собирался использовать пасту с зерном 0,5мкм., однако напутал, и по ошибке взял пасту 0,1мкм., что, конечно, не есть гут.
Вот такое её количество и вот столько олеинки - для масштаба положил рядом ручку:

Растирал пасту, также, доведённой керамикой (брусочком lansky ultrafine, притёртым на алмазках до фракции 3/2мкм. включительно)
Конечно, шаг зернистости огромен. Однако и такая проба мне окажется полезной - всегда невредно знать пределы эффективности шага зерна и чем это грозит.
Конечно, ближе к границе спуск-подвод, остались рисочки от предыдущей пасты, однако за 10 минут работы, я почти что убрал их. Под конец работы больше делал акцент на кромке, в основном работая на зерно. В целом - получилось недурно - остро, волос строгает. Однако есть и недочёты - ясное дело, что действуя с меньшим шагом зерна, я получил бы бОльшую остроту - снимает очень активно паста, однако я лишь дошёл до "донца" прежних рисок и далее уже за это время прирастить тонкости кромки не успел.
И ещё - с кромки местами повыдрались карбиды, что я связываю именно со слишком большим шагом зерна - даже при малом давлении, "точечная" нагрузка на них чрезвычайно велика, когда работаешь у самой кромки, и вполне понятно, что могла оказаться чрезмерной.
Но в любом случае - потенциал виден. Заусенки не вытащил, скорость работы очень хороша.
Вот так это выглядит теперь - также ~2,6мм. по горизонтали, тот же участок кромки:

В общем, плексиглас мне однозначно нравится в качестве притира, слегка матированный, а в качестве разжижителя пасты - олеинка. И, надо отметить, что в сочетании её с этими пастами, тактильно работать вполне комфортно.
Результаты для меня вполне ожидаемые, я часто использую пасты люксор.
Но про плексиглаз только думал. Стекло имеет собственную абразивность, потому не всегда удобно с ними субмикронных порошках и пастах.
Подскажи, где брал оргстекло и какой толщины. Как боролся с малым сопротивлением на изгиб?
Изучил фото после 0.1 мк, такое ощущение, что РК грубее фаски, это игра света или действительно так?
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
Нашёл у себя на даче лист, чуть большей площади, чем а4, напилил себе несколько бланков. Толщина 7,5мм., так что особенно бороться с упругостью материала не пришлось. Главное не давить на него при его притирке - даже малая неплоскостность легко продавливается если нажимать на него. Так что, в идеале, думаю надо притирчики из плексигласа потолще иметь. Я уж точно не хочу их тоньше, чем имеющиеся.
Евгений_Е
Изучил фото после 0.1 мк, такое ощущение, что РК грубее фаски, это игра света или действительно так?
Да, это так - фаска располировалась, а зона у самой кромки - нет. Я боялся больше увеличить акцент и тем более - больше приподнять угол, чтобы не завалить, ибо шлам-то был, так как шаг зерна немалый.
Кромка конечно стала тоньше и острее, но и вышла характерная для закреплённого или, как максимум, полусвязанного зерна.
Ну, и, конечно, чтобы без повышения угла вывести кромку глаже, тут надо возвращаться назад на зернистость. Как минимум на одну, а лучше на две.
Это моя ошибка была - перепутал пасты.
Вот поприкидывал - возможно у самой кромки риска такая вышла не от зёрен в пасте как таковых - крупновата она, а он _проработки_ ранее имеющихся рисок более мелким зерном - это один из способов повышения агрессии реза - например заточили на грубоватом камне, потом прошлись разведённой пастой на той же яшме строго в том же направлении движений - свободное зерно попадает в крупные риски, прорабатывает их, делая из клиновидных, более округлыми - на кромке как следствие не клинообразный зубец, а арочной формы, как у серрейтора.
Возможно, тут произошло нечто подобное. Хотя и я работал разными движениями, но движения на зерно в одном направлении использовались как минимум половину всего времени работы.
А со стеклом ты пробовал с полированным, гладким или с матированным тоже? У меня, как я ни старался, на обычном стеклянном бланке, с обработанными гранями, даже с чистым оксидом железа с каплей олеинки, и стекло и фаска получали крупноватую и весьма риску.
oldTorПри размере зерна больше 2-3 мк, все довольно просто. Стекло можно брать гладкое либо матированное на 1200, но не больше. Результат получается равномерный, но иногда проскальзывает риска на 5 мк, но аккуратность может выдать качество зерна без влияния стекла. Здесь важнее скругление ребра. А для порошков меньше 1 мк все значительно сложнее. Хороший результат только на чистом полированном стекле, либо на матированном и затем долго доводимом на кк с дроблением. Пробовал матировать на КК 2000, вот это уже замечаетльно! Можно работать на самых тонких порошках оксидов хрома, алюминия и железа.
А со стеклом ты пробовал с полированным, гладким или с матированным тоже? У меня, как я ни старался, на обычном стеклянном бланке, с обработанными гранями, даже с чистым оксидом железа с каплей олеинки, и стекло и фаска получали крупноватую и весьма риску.
На матированном стекле чуть проще, на гладком нужно четко подбирать упругость и вязкость основы. Чуть более текучая, работа грубее. Чуть более густая, начинает собираться и налипать на клинок...
Во всех случаях использования абразива менее 1мк я делаю тонкий - невидимый слой. т.е хром или железо вообще не меняют цвет стекла. Иначе результат значительно хуже.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
С субмикронными вообще беда.
Спасибо за информацию! Принял к сведению.
oldTorпопробуй на притир гладкого стекла растереть каплю олеинки, потом сразу сверху нанести люксор 0,1 (я натираю как мелок по стеклу), растереть твердым камешком и тщательно стереть все со стекла. Я стираю бумажным полотенцем, кладя на притир и провожу ладонью и так 2-3 раза с небольшим нажимом. Стекло выглядит совершенно чистым, даже на ощупь почти не жирное. Такая подготовка позволяет работать на 0,1 мк по стеклу. Если слой хоть чуть толще, результат в разы грубее. Потом, когда все черное и густое, добавляю 1-2 капли олеинки, растираю и смахиваю всю черноту салфеткой. Затем наношу пасту и все начинается по кругу.
С обычным стеклом у меня никогда не получалось удовлетворительно, с абразивом мельче 5\3, максимум 3\2мкм.
С субмикронными вообще беда.
При полировке спуска кухонной нержи, смена пасты на притире 80*250 требуется примерно через минуту. При полировке заточной фаски, паста конечно держится в разы дольше. Шеф с узкой фаской обычно доводится на одной смене каждой пасты, те. каждой пасты навожу два раза.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
Попробую!
По результатам отпишу тут как и что вышло!
Пока что, конечно, мне не удалось как следует приноровиться с ними, равно как и с данным материалом притира, однако вот тренируюсь. Ошибки, в общем-то рядовые делаю. Основная - никак не привыкну к характеру съёма и интенсивности - делаю ранний переход на 6,5мкм., а потом поражаюсь насколько удачен оказывается скачок сразу на 0,5мкм. Но, косячки, от недостаточно чистой подготовки перед 6,5мкм., дают себя знать и на финише - очень показательно.
Однако, кое-что получается, и не стоит недооценивать увеличение и разрешение фото результата - полученная в результате кромка, волос способна резать и на расстоянии 30мм. от точки удержания, после направки на чистой коже, однако бритьё "на грани" - кромка местами смахивает неровности кожи.
~2.6мм. по горизонтали, макро 8:1 - результат после 6,5мкм. и далее, после 0,5мкм:


В общем, пока что результат "учебный". Сохраняю скорее "для архиву", чтобы потом было с чем сравнить.
Выполнял микрофаску на Luxor 6,5мкм., на границе фасок видны следы то ли от свободного зерна, то ли от предыдущего финиша - не знаю.
Фото делал через микроскоп peak 2008-50 с помощью объектива Schneider-Kreuznach Componon через переходник и два макрокольца м42 - малого и среднего, прикладывая всё это к микроскопу. Пришлось, правда, задрать iso, так как снимал с рук, так что вышли фото не ахти. Никакой редактуры не делалось.
Вот так выглядела микрофаска после 6,5мкм. Luxor:

Просто в микроскоп, всё выглядело, естественно, куда как красивше, но в целом я удовлетворён. Далее, перешёл на пасту 0,5мкм., сменив сторону притира (хоть плексиглас и легко отмывается, зерно ОА и КК в него не шаржируются, создавая проблем, однако, чтобы исключить всякие случайности, взял свежепритёртую другую сторону притира). Проработал как следует, но в основном делая движения на зерно (естественно, всё делалось вручную), вышло вот эдак:

Вообще, впечатление, что 0,5 сработал лишь чуть тоньше, чем 6,5. Но, думаю дело в том, насколько зерно а) дробится, и б) глубоко садится в притир.
Ноготь показывает хорошую гладкость кромки, но это я списываю на немалый угол микрофаски - 40, всё-таки, та же кромка при ногтевом тесте на углах порядка 20-25 град., ощущается куда менее гладкой.
Волос можно разрезать в 3-4 мм. от точки удержания, а также, распустить вдоль. Вот для понимания масштаба съёмки и ширины микрофаски, она сопоставима с толщиной волоса, сделал пару фото расщеплённого ею волоса - в начале реза и в конце:


Может быть можно было на том же зерне довести потоньше и поглаже ещё, но тут уже трудно удерживать малое давление - при таком пятне контакта это становится проблемой. Ну и, кстати, кромка достаточно агрессивна - можно заметить на разрезе волоса, как зубцы на кромке его внутри "распушили".
В целом, я доволен пробой, но вообще, так и не определился пока с оптимальным для себя притиром - пробы на стекле пока в работе и я не в восторге, видимо, что-то где-то сделал не так, а к плексигласу я в принципе уже привык, но к нему есть отдельные претензии, хотя и плюсов немало.
Не надо ковырять пасту и насыпать ее на притир, чтоб потом растереть. Гораздо проще пользоваться технологией нанесения из книги ГОИ. Наносим каплю масла на притир, растираем ее и прямо по ней наносим пасту как мелком. Паста которая вообще не наносится на чистое и сухое стекло, а только царапает и крошится, в таком случае именно намазывается, как восковой мелок. Толщина получается сразу минимальной, почти прозрачной. Затем, растираем пасту на притире твердым тонким брусочком. Я использую яшму. И полностью стираем излишки. Для смены пасты, стираем все, что стирается, наносим каплю масла, размазываем и стираем ее с притира. Притир чистый, но чуть жирный. Этого достаточно для нанесения пасты как раньше.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
В пробах участвовали:
Яшма, байкалит, чарнли форест из плотных, твёрдых, но тактильно мягких, под тонкую работу с маслом - вот такой:

При работе на этих камнях с пастами Luxor, кварцевым порошком, глинозёмом, растёртых тончайшим слоем, с минимальным количеством олеиновой кислоты, с удалением шлама по мере появления такового, поверхности камней изменялись, причём яшма скорее выглаживалась, байкалит и чарнли форест приобретали менее зеркалящую, но более шелковистую поверхность, сходную по характеру с получаемой при притирке на свободном зерне, на намного тоньше. При этом работа далее на этих камнях чистых, демонстрировала очень тонкий и однородный съём, явно заметный.
Наиболее впечатляющий вариант, получился на чарнли форест с применением с олеиновой кислотой кварцевого порошка 1мкм.
Потрясающе чистая и тактильно приятная и информативная работа, наиболее лёгкое скольжение фаски по камню, и наиболее однородное получение таким образом более тонкой поверхности камня, не заполированной, но совершенно рабочей, на более тонком уровне.
Т.е. для доводки поверхности подобных камней без особых трудностей и в процессе работы, достаточно поработать подобным образом, с глинозёмом или кварцевым микропорошком, прорабатывая весьма разумное время, максимально однородно всю поверхность камня, в процессе префиниша-финиша, например бритвы.
Главное, порошка и олеинки должно быть минимальное количество, а появляющийся шлам надо сразу стирать "насухо".
Пока что, более экономичного по времязатратам и трудозатратам способа получить тончайшую доводку поверхности таких камней, я не находил.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
oldTor
...
Т.е. для доводки поверхности подобных камней без особых трудностей и в процессе работы, достаточно поработать подобным образом, с глинозёмом или кварцевым микропорошком, прорабатывая весьма разумное время, максимально однородно всю поверхность камня, в процессе префиниша-финиша, например бритвы.
...
Не вспомнить где и как дословно, но об этом Дмитрич писал. Что он свои Арканзасы доводит на керосине и крокусе или глиноземе ( в последнем не уверен, надо его спросить).
Помню еще, что даже направление движения при доводке, он считал важным.
vovchiklj
Не вспомнить где и как дословно, но об этом Дмитрич писал. Что он свои Арканзасы доводит на керосине и крокусе или глиноземе
что-то тут не так... поищите и дайте цитату с ссылкой на источник
( или тему в которой Дмитрич об этом говорил )
Nikolay_Kчто-то тут не так... поищите и дайте цитату с ссылкой на источник
( или тему в которой Дмитрич об этом говорил )
Что тут может быть не так, можно Дмитрича спросить подтверждение....
Тема: Задай вопрос Дмитричу , пост 250 пост 274
dmitrichW
Сам довожу арканзасы на чугунном притире электрокорундом, как описано в этой книге Оснаса.
http://mirknig.com/knigi/profe...strumentov.html
Иногда заканчиваю на стеклянном притире с прокаленным глиноземом или тонким алмазным порошком со стеарином и бензином, но не на абразивном камне - важна плоскость.
Некоторые коллеги пробовали на тонкой наждачке, положенной на мокрое стекло, но результата от этого не видел. Пасту ГОИ для доводки арканзаса не применял.
Предыдущий вопрос к посту Дмитрича был задан в контексте доводки Арканзаса.
dmitrichW...
В доводке использую арканзасы доведенные как описано у Оснаса на стр. 27.Там указано зерно электрокорунда, для чугунного притира, сначала М14 с бензином, потом с водой порошком М5., далее стеклянный притир до нужной мне шероховатости с водой, применяя разные тонкие порошки в зависимости от нужной мне шероховатости Арканзаса (иногда применяю алмазный порошок, но не более 2/1, чаще тоньше), заканчиваю прокаленным глиноземом иногда с водой, иногда с бензином и стеарином.
При доводке Арканзасом РК, для меня имеет значение и направление рисок на камне от его доводки. В этот микромир с этими заморочками мало кто полезет, потому особо на этом не концентрирую внимание на ветке.
С большим к Вам уважением, Дмитрич.
Перед тем, подправил нож на бруске ИСМ м10 (или м7 - уж очень похож на ранее мною опробованный м7, в макро не увидел разницы на самом бруске, ну да разброс мал - не суть важно) из карбида кремния на бакелитовой связке. Выбран он был ради того, чтобы получить кромку потоньше без выпадания карбидов, что на действительно тонкой кромке на таких сталях, не самое редкое явление.
Интересное поведение бруска, кстати - несмотря на тактильно мягкую, да и вообще не жёсткую связку, эта сталь его не царапает и суспензию не выбивает, но брусочек слегка засаливается и выглаживается. Потому в процессе правки я его разок почистил dressing stone, чуть освежив поверхность, и чуть сменил направление движений - у самой кромки вышло вроде гладенько, но есть намёк на начаток микрозаусенчика:

Далее, приступил собственно к пробам яшмы в качестве притира под Luxor. Ну что, вполне оперативно, но - заусенку-то я всё-таки вытащил, а кромочка стала тонкой и карбиды уже начали выпадать:

Под конец работы, удалось добиться всё-таки более однородной чистенькой кромки, рез чрезвычайно агрессивный, остро, волос строгает. Не могу только понять, откуда царапинки на фаске - всё-таки впечатление, что от выпадающих с кромки карбидов:

Хоть угол и немаленький, но всё равно получить однородную очень тонкую кромку, без этого явления полностью - пока не удалось. Хотя, это уже можно назвать придирками, всё-таки это нож не для резьбы по дереву, например.
А Вы не пробовали на яшме нагуры с водой? Не помню Ваших отзывов об этом.
И не хотели бы попробовать суспензии на яшме с водой?
На днях ровнял фиолетовый сланец с рынка, после выравнивания на собственной суспензии на стекле, решил дополнительно пригладить кусочком яшмы.
В процессе всяких проб на сланце , попробовал на яшме с суспензией.
И не то что сам результат (под рукой только китайская лупа была) , а процесс очень понравился. Ход кромки по камню приятный, риска, сколько мог разглядеть, равномерная частая. И создалось впечатление, что суспензия продолжает дробится.
Интересно, что Вы скажете?
P. S. Яшму пробовал 2 варианта, однотонную и пятнистую. Однотонная была выглажена сильнее, создалось впечатление, что по ней зерно сильнее каталось. А на пятнистой более активный съем металла. Но все на уровне, казалось.
Хотя, вроде, я постоянно пробую натирать все на всем, но яшма стоит особняком - под масло или порошки/пасты на масле. Яшма легко отмывается от масла и её удобно применить под нагуры!
Жаль, но на этой неделе мне будет не до экспериментов...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
На твёрдых плотных камнях слой водной суспензии легко "рвётся" и идёт паразитная риска, а этого и с маслом или оленкой и прочими "маслянистыми" составами хватает, и к тому же, масляные камни от водных суспензий крайне быстро и недостаточно равномерно выглаживаются до полной потери работоспособности.
Как крайняя ситуация - пробовал водную смесь полисорба с крокусом на стекле и на яшме - разок и на том и на другом "почти выстрелило", но повторить идеально не удалось, а попытка "доработать тут же", моментально всё испортила, попёрла паразитка даже на тщательно притёртом стекле с выглаженными "вершинками" доведённой керамикой (арканзасом тоже пробовал) - в таком варианте и на столь тонких работах даже стекло начинает царапать, а как умудриться постоянно держать одинаковый слой водной суспензии на стекле или камне я не знаю. И так вместо работы всё концентрируется на том, чтобы сохранять неизменными консистенцию и количество водной суспензии на притире.
На других масляных камнях я пробовал нагура и слурики ещё пару лет назад и довольно плотно, но в конечном итоге пришёл к тому, что это бесперспективно лично для меня. Интересно - да. Удобно - не особо. Повторяемо - на камнях да, если охота перепритирать масляный камень после отработки каждой второй буквально порции суспензии. С вашитами ещё куда ни шло, да и освежать проще, но это не этап тонкой доводки.
На стекле повторяемости вовсе не вышло пока(
Ну, т.е. в целом можно получить похожее, но какие-то посторонние "артефакты", паразитка и, главное - постоянно меняющаяся шероховатость притира, дико мешают выявлять какие-то общие закономерности - замучался притирать и перепритирать - больше, чем собственно доводки получается(((
Но это у меня так. Может я чего-то тут "не схватил", было бы интересно почитать-посмотреть если у кого руки дойдут подобные пробы сделать!
Паста бралась 6,5мкм., клинок - быстрорез р18 после бруска ИСМ м10.
Вышло, в целом, похоже на другие подобные пробы, и даже удалось получить довольно-таки однородную ровную кромку, несмотря на не самую удачную структурку стали, склонную к выкрашиванию, и достаточно оперативно. Правда, на фаске выявились некоторые недовыведенные риски от предыдущего этапа, но в зоне РК такого уже нет - там рисочки уже, как мне кажется, от Luxor, т.е. всё в порядке:

Теперь посмотрю, как оно будет в плане стойкости по древесине.
oldTorСпасибо, Ярослав! Интересное фото, даже неожиданное для меня.
Попробовал ещё на одной стали выполнить финиш с пастой Luxor на чарнли форест в качестве притира.
Паста бралась 6,5мкм., клинок - быстрорез р18 после бруска ИСМ м10.
Вопрос, какая по ощущениям твердость этого быстрореза? Меня сильно удивили довольно широкие поверхности вообще без рисок. На более мягких сталях, после люксора 6.5 мк, я всегда наблюдаю поверхность полностью покрытую штрихами как от закрепленного абразива, это на тончайшем слое, иначе грубый мат. Здесь же, действительно похоже на вскрытые грубые риски от предыдущих этапов и заглаженные почти плоские поверхности. Смотрел в полном размере на большом мониторе, разглядел достаточно детально.
Вообще то, я предполагал после 6.5 более грубую поверхность, хотя она отлично выглаживается на 0.5, причем удивительно оперативно. При больших шагах и грубых рисках, я иногда после 6.5 добавляю работу на водной суспензии КК 2000. Получается явно грубее, чем от ОА, но зато быстро и совсем неглубокими рисками, которые очень быстро убираются люксором 0.5 мкм.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
Заявленная твёрдость 64 HRC и по ощущениям он "суховат", хотя бывают куда "суше" и "стекляннее", мне попадали на заточку р12 на 65 роквеллов - прям "стекло". Очень трудно было обработать без микросколов.
Тут попроще, хотя надо сказать, что cpm s125v точится ещё проще)
"Кушается" этот быстрорез, ненамного сложнее, чем, например, широгами - вся сложность в структуре - не дать ей слишком выделяться, и убрать с кромки "крупняк" так, чтобы вышло ровненько и чистенько.
Фаска шире миллиметра, а акцентировал я работу на зоне РК - после перехода с ИСМ, которым чуть повышал угол и скруглял предыдущие лёгонькие повышения угла это дало себя знать - гладкость чарнли с люксором выявляет отклонения, и хотя я варьировал работу свободным или полусвязанным зерном, абсолютно однородной проработки не получил, да и не особо пытался - мне казалось что и так уже довольно чисто в целом - для невооружённого взгляда тут довольно чистенько всё "зеркалит".
Вообще, на 6,5мкм я получал работу и чище. Но тут первая проба с такой сталью с люксором, так что ещё есть куда расти и надо поиграть с насыщенностью пасты, её "свободой" в начале работы и так далее.
До 2000 КК порошка пока руки так и не дошли, вот как раз раздумываю что бы подобрать как образец для проб, чтобы было удобно.
Наверное подготовлю какую-нибудь стамесочку или резец, чтобы понагляднее и ежели накосячу - было бы проще переделывать.
На "ломике" из D2 с углом под 40 градусов вышло в принципе прилично - основные опасения были у меня за отсутствие завала кромки, так как направка от зерна. Этого не произошло, кромка конечно не такая хорошая и аккуратная, как после, например, Luxor на плексигласе, где можно и на зерно работать, но ничего, пойдёт.
Сделал 3 фото в макро - чуть разный ракурс и свет, от информативного, до такого, как любят иногда в интернете показать "как чисто и тонко сработано и мелкая риска"))))
8:1, стэкинг, кроп, везде 2,6мм. по горизонтали:


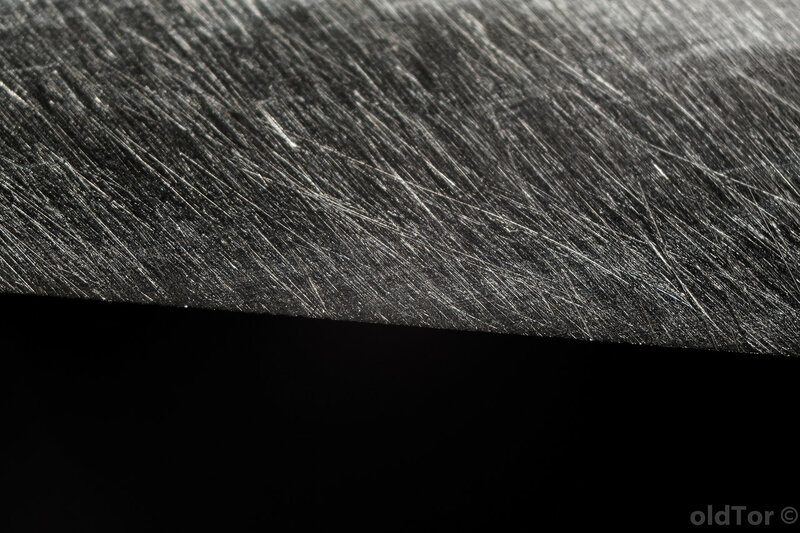
Для сравнения, фото другого ножа, тоже из D2, после Luxor 6.5мкм (оксид алюминия), растёртой на плексигласе, в том же масштабе:
Лично мне это нравится куда больше, надо сказать.
Да, а вот на втором ноже, кухоннике из аус-8, мне не удалось избежать самого банальнейшего завала кромки - вышло вот эдак:

Притом, удивило то, насколько явно заглаживание - оно больше чем на D2, хотя и отдельные царапки и риски вполне заметные.
Буду пробовать ещё, но в общем, я не впечатлился, прямо скажем.
Как всегда чёткие и информативные фото.
По алмазу, похоже ты на него перешёл слишком рано. Вообще пасты на торцевых притирах работают не более трети размера зерна, по сравнению с бруском.
Для примера, после виневского бруска 1/0 виневская же паста на сосновом торцевой притире 1/0 тонковата и требует излишнего времени. Удобнее начать с пасты 3/2 после бруска 1/0.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
Да вроде не так уж рано... НО! По-моему на D2 каким-то образом оказались в работе "комки" зерна, хотя вроде не должны бы... но для меня это новое, может будет получаться получше. В такую жару голова плохо варит, может я где и облажался...
oldTor
По-моему на D2 каким-то образом оказались в работе "комки" зерна, хотя вроде не должны бы... но для меня это новое,
на непорошковой D2 могут попадаться отдельные зёрна карбидов очень крупных размеров, которые иногда могут вести себя почти как "случайно попавшее зерно абразива"
Имеется в виду отдельное зерно карбида, которое подмыло и сорвало с кромки?
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
Брал растёртую luxor 6.5 мкм, растирал доведённой керамикой, добавлял немного олеиновой кислоты.
На растёртой 6,5мкм. завершал, добавив олеинки на частично свободном, частично полусвязанном зерне - вышло довольно похоже на работу с маслом на очень тонком твердющем чарнли:
Макро 8:1, стэкинг, кроп, сначала 2,6мм. по горизонтали и далее кроп - 1мм. по горизонтали:


Далее пробовал luxor 0,5мкм - так же сначала 2,6мм. по горизонтали и далее кроп 1мм. по горизонтали:
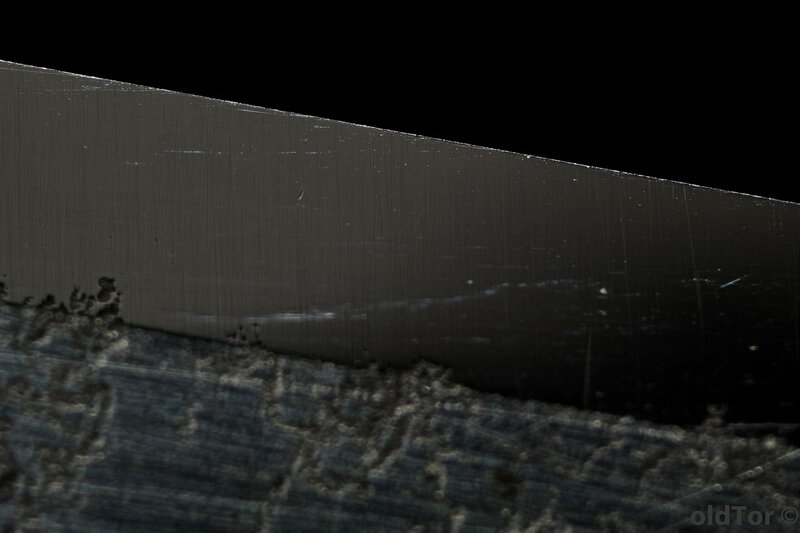

Зеркало очень блестящее, фотографировать трудно, пришлось делать его тёмным - вся фокусировка вылезла на недостаточно хорошо смытом абразиве и олеинке + ворсинки от микрофибровой салфетки.
Что касается практической стороны результата - первый вариант, бреет.....комфортнее (после направки на чистой коже).
После 0,5мкм "зубчик" сопоставим с тем, который есть на лезвиях картриджей жиллет, он мельче и злее, чем после предыдущей фракции (напоминаю, что она растёрта, т.е. там по факту далеко не 6,5мкм, а гораздо тоньше) и в чуть меньшей детальности и разрешении (например просто в микроскоп 50х) кромка выглядит "в нитку". Но бреет дискомфортно. Ощущение что "вот-вот порежешься" и смахивает, местами, неровности кожи.
Ну, собственно, не зря Дмитрич упоминал и не раз, что после глинозёма на притире, бритвы далее доводит на сланце.
Я сделал несколько проб и у меня вышло то же - что чуть более выраженный "рельеф" на кромке
(в доступном мне разрешении - это необходимая поправка, так как ногтем кромка определяется как "в нитку" и просто при просмотре через микроскоп, выглядит практически ровной линией) даёт более комфортное и чистое бритьё.
В ответ на закономерно возникающий вопрос "а зачем тогда так тонко доводить сначала", могу лишь сказать, что проведя пока пробы с тремя бритвами - всё винтажные углеродные - одна "немка" и две "англичанки" - доводка на притире (пробовал на стекле и на плексигласе) и дальнейший, окончательный финиш на камне - особенно удачно подошли чарнли форест - бритвы показали весьма впечатляющую стойкость. Я бы даже сказал - существенный прирост стойкости по сравнению с ними же, в варианте заточек попроще и побыстрее.
Ярослав, как Вы относитесь к последней работе Тода Симпсона о доводке бритв на джинсе?
Не читал эту работу, сам не пробовал, так что пока мне по этому вопросу сказать нечего((
С уважением, Ярослав
SokolovVA
как Вы относитесь к последней работе Тода Симпсона о доводке бритв на джинсе?
а почему не дали ссылку на работу?
неужто думаете, что тут сборище всеведущих телепатов?
https://scienceofsharp.wordpre...t-razor-honing/
Я думал, Тодд Симпсон почитаем среди любителей бритв.
Ссылки в любом случае в теме хороши, даже если у многих они уже есть - остальным читателям пригодятся тоже!
Олег, спасибо!
Ранее я на алмазном зерне пробовал доводить бритвы, используя в качестве притира плотный твёрдый сланец, или шаржировал алмазные пасты в бумагу, положенную на стекло - хотя это скорее полировальный способ, т.к. не позволяет полностью избежать завала кромки и полноценно пользоваться разнонаправленными движениями. Со стеклом возниками проблемы, при работе с зерном тоньше 5\3-3\2мкм.
Сейчас, воодушевившись удачными пробами глинозёма на стекле, я попробовал поработать с алмазками 1\0 и 0,25\0 мкм, АСМ ВОМ от "Реал-Дзержинск":

Как можно видеть на фото, алмазки 2011-2012 годов выпуска, при том связка у них осталась совершенно рабочей, мазеобразной. В основном я их использую при полировке, но столь тонкие редко, так что их ещё много осталось)
Растирал с помощью доведённой керамики лански ультрафайн, как обычно, правда олеиновую кислоту всё же чуть-чуть добавил, хотя связка паст и "мажется".
На пасте 1\0 мкм в принципе мне работать понравилось, и даже результат на кромке вполне приличный. Правда, как, к сожалению, всегда с алмазками на твёрдом притире, не удалось избежать отдельных паразитных рисок. Сделал два фото одного участка бритвы, с разным ракурсом и светом, чтобы всё было видно как следует - макро 8:1, кроп, 2.6мм. по горизонтали, фото кликабельны и доступна развёртка в 100%:


Тест на рез волоса бритва, естественно, проходит, хотя и не шикарно. Далее взял пасту 0,25\0мкм., желая улучшить результат. И тут что-то пошло не так - во-первых сначала я слишком разбавил пасту или взял её слишком много, так как работа пошла не только полусвязанным, но и свободным зерном, что дало множественные риски, но не равномерную матированность - хоть субмикронное алмазное зерно и работает куда менее агрессивно, чем закреплённое, но всё равно, резания ещё у него достаточно, и паразитная риска глубоковата. К тому же, у меня появилось ощущение, что я не только наделал свежих рисок, но и вскрыл, возможно замазанные предыдущей фракцией, он неё же самой.
Но не это самое обидное. Хуже то, что кромка, став тоньше, получила забойчики:

В общем, я пожалел, что не остановился на зерне 1\0мкм - вполне достаточно и было куда всё лучше на кромке. Но надо было что-то делать дальше, и я решил "добить" той же алмазкой 0,25\0мкм, но шаржированной в фото-бумагу, положенную на гладкую твёрдую основу. В целом, удалось малость пригладить кромку, не избегнув, впрочем, ожидаемо, небольшого завала - примерно как от пастированного ремня, ну может чутка послабее:
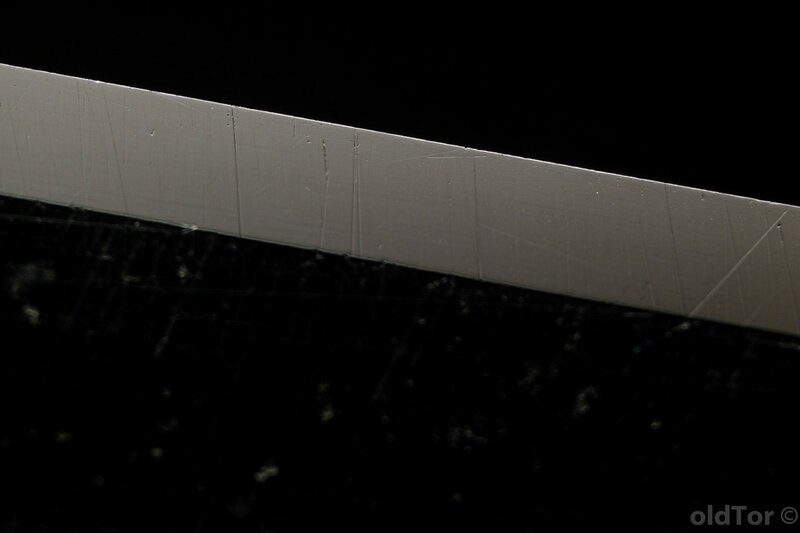
Понятно что особой стойкости тут не будет, но хотя бы всё доведено до финиша и нормального реза волоса (хотя он и проигрывает таковому после глинозёма на притире или после, например, чарнли фореста)
Направил на чистой коже и побрился.
Мда. Ощущения от бритья противоречивые - бритва остра и даже слишком, т.е. неровности кожи местами я смахнул, чистота бритья нормальная, хотя хуже, чем после камней, комфортность самого бритья сильно оставляет желать лучшего - ощущения как будто бреет с усилием, как-то "тянуще" и жестковато - т.е. сходно со слишком грубым рельефом кромки, как например после префиниша на агрессивноватом камне - что удивительно, учитывая "зализанность" кромки.
Резюмируя, я бы сказал, что в целом - вариант рабочий, при должном навыке, может давать нормальный результат. Имеющийся, я думаю, смог бы улучшить, потренировавшись ещё.
Но тут заведомо есть "скользкие места" - проблемы с однородностью работы и паразиткой, так как зерно не дробится, при том, оно, как мне показалось, способно застревать в фаске и оставлять там царапины, и проблема с забоями на самой кромке, когда она становится тоньше определённого порога. Соответственно, возникает вопрос стойкости кромки.
P.S. По поводу агрессии реза - на керамике используете свободное алмазное зерно или притираете керамику так, чтобы алмазное работало полусвязанным? наверное первый вариант? Иначе "пилки" вроде быть не должно, или керамика уже её даёт?
Можно привести как частный пример, однако, распространить и обобщить в целом так нельзя - размер зерна и достигаемая острота\тонкость кромки или шероховатость - не находятся в прямой зависимости.
Я лишь о том, что нет привязки зерна к тонкости кромки. После водника 8000 грит, т.е. 2\1мкм - да, конечно можно взять хб-стропу или пастированную, и "добрать" ими. Однако есть куда точить и далее - до абразивов порядка 10-15 килогрит, например. Или камни с зерном порядка 5-7 мкм, но дающие риску как синтетики 16 килогрит и получить более тонкую и при том, непрорезанную зерном кромку. И далее уже применять стропы.
И более того, можно взять два разных водника на те же 8000 грит и получить совершенно различный результат. Потому привязываться к размеру зерна я считаю в таким моментах невозможно. Не говоря уже о поправке на угол заточки. Полно камней не годятся для бритв просто потому, что глубина врезания их зерна - не из-за его размера, зачастую, кстати, а в силу характеристик связки, например - не позволяет чисто обработать углы менее 20-25 градусов. А на ножах и стамесках, с углами ОТ 25 градусов и выше - всё шикарно.
Так что если опираться на конкретные цифры, то цифра должна быть не одна, и не только размер зерна. Иначе, к чуть более широкому спектру абразивов и углов заточки (не говоря уже о сталях) - её применить будет нереально.
Пока камни при доводке я отложил в сторону.
Ни как не вставлю эту ссылку.
Как понять что не происходит изменение (резкости) на расстоянии 3мкм от края с 4к до 16к?
SokolovVA
Ни как не вставлю эту ссылку.
Эту?
SokolovVAА мне переводится, что набор остроты идёт, только резать лучше не хочет... Рискну предположить, что "порог", после которого рез не улучшается, зависит не только от гритов, но и от геометрии, и от разрезаемого материала. Тем более, что по ссылке про бритву, а это очень специфичный инструмент. ИМХО, разумеется...
Исходя из исследований Тодда Симпсона, набор остроты заканчивается на 3мкм далее идет выглаживание и истончение рк.
Я что-то запутался.
Приведён, как я и говорил - частный случай и к тому же на бритве. На искусственных брусках.
Изменим углы, сталь, возьмём другой инструмент или наклеим бритве на обушок изоленту, или снимем её, возьмём абразивы тех же зернистостей, но другого типа и вида, или притиры, и вариантов будет сколь угодно много.
Да, для бритв общая тенденция определённая есть, и статья очень здорово это иллюстрирует, на конкретном примере. Но возводить его в абсолют и переносить на другие абразивы и РИ, по-моему очень уж смело.
По-моему тоже в плане перевода - острота, в т.ч. её геометрическая составляющая - уменьшение радиуса скругления кромки - происходит. "рез" - "резучесть" - не прирастают.
Для бритвы - всё как надо. А для ножа, можно сделать и таким же манером - добрать остроты и тонкости кромки, а можно выполнить более выраженный "резучий" рельеф кромки. В зависимости от задач, выбрав материалы и методы работы.


Результат для меня ошеломительный. Съем металла не хуже, чем на воднике тысячнике. Ради интереса добавил масла - за пару минут клинок заматировался, нож стал вгрызаться в сложенное пополам бумажное полотенце. В общем, это нужно переварить и освоить.
В настоящее время на финише чаще стал использовать этот способ в качестве буджетного варианта, особенно на кухне для продуктов, в том числе и для работы по мясу.
Сегодня затачивал самодельный охотничий нож из быстрореза с очень хрупкой РК. Процесс заточки разделил на три этапа: сформировал подводы и малые углы на гриндермановском КК #320, затем перешел на гриндермановский КК #500 с суспензией такого же слурика по мягче ( сколы на РК стали значительно меньше) и в качестве финиша применил эльбор на полусвязанном зерне. В итоге кромка однородная, чистая и агрессивная, черный волос с теменной части головы перерезает в сантиметре от точки удержания. Предполагаю, что такой остротой человек при разделки туш баранины и работе с мясом будет удовлетворен, со стойкостью думаю тоже не будет особых проблем.
В целом, камни мои пока отдыхают, применяю этот способ буквально на всём что попадает на заточку. Вчера капризную D2 на EDC отлично финишировал (до этого на арках давала сколы).
Как то так, если на ОФФТОПИЛ или пригрузил смиренно прошу прощения.
С уважением и благодарностью ко всем форумчанам!!!
С уважением, Ярослав
KomimortРад, что мои рекомендации пригодились!
Попробовал сегодня красную 6.5 мкм пасту Люксор на идахоновской керамике, притертой на порошке F800. По совету Евгения смочил каплей оливкового масла, слегка намазал пастой, растер белоречитом.
Результат для меня ошеломительный. Съем металла не хуже, чем на воднике тысячнике. Ради интереса добавил масла - за пару минут клинок заматировался, нож стал вгрызаться в сложенное пополам бумажное полотенце. В общем, это нужно переварить и освоить.
Рекомендую так же попробовать более тонкие пасты люксор, особенно если стереть бумажным полотенцем пасту после растирки...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
SallaMрекомендую попробовать склеить торцевой сосновый притир, нанести жирным слоем на него пасту и прогреть над конфоркой до впитывания основы в притир. Для паст 1/0 и 0,5/0 это самый удобный притир из всех, что я пробовал. Пастами увлекался долго, поэтому есть с чем сравнить!
После испытания эльборовой пасты в качестве свободного зерна, а также как полусвязанного на матированном стекле сразу отложил алмазную венёвскую пасту по дальше. На то есть причины: тактильный отклик, особенно на матированном стекле очень приятный и информативный, примерно схож со свежепритёрным софтом, нежно шуршашим по звуку; скорость съема металла быстрая, паста за несколько проходов чернеет на глазах и риски убирает оперативно (при разнонаправленной работе сеточкой очевидно); фаска получается более матовой совершенно однородной, риски около 1-2 микрона схожие по общим признакам с алмазной, а линия РК без соответствующих микросколов и заминов.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Евгений_Еа если не клеить, а взять достаточного размера торцевую плашку?
склеить торцевой сосновый притир
Не пробовали другие, не столь мягкие породы дерева?
Я вообще применял в качестве притиров для полировки (не заточки!) просто половинки деревянных прищепок с алмазной пастой. Вполне продуктивно и качество устраивало. Правда там не торцевое, а продольное расположение волокон.
Строгания будет недостаточно? и чем тогда заменить циклю?
Mebius13Я пробовал и большой торцевой срез, но регулярность колец начинает влиять на результат при движениях в некоторых направлениях. Наилучший и самый простой притир получается очень просто - покупается сосновый клееный щит, напиливается поперек волокон и склеивается в единый брусок. Желательно постоянно переворачивать щит на 180 градусов, чтоб еще больше сбить регулярность годичных колец. Итого из всех работ - купить щит шириной 300 мм и толщиной 18, напилить 4-5 полосок и склеить их в струбцинах на пва или столярный клей. Затем чуть шлифануть или прострогать торцевую поверхность и притир готов.
а если не клеить, а взять достаточного размера торцевую плашку?
Не пробовали другие, не столь мягкие породы дерева?
К вопросу о выборе древесины - пробовал много, от липы до дуба. Липа слишком мягкая и даже с малым нажимом алмаз довольно быстро в нее утопает. Дуб и бук слишком твердые - основа пасты плохо впитывается, сложно циклевать для убирания накопившейся стружки. Очень мешает коробление притира. Понравилось использовать березу, но мне сложно достать березовые щиты, да и просто столярную березу. Березу пробовал только на маленьком спиле.
Сосна же оказалась идеальной по всем факторам! После изготовления притира наношу пасту несколько раз и с нагревом даю основе пасты впитаться. Так подготовленный притир работает около полугода, т.е очень долго, но это если не нажимать, с хорошим нажимом полирует быстрее, но перестает работать за 10-20 минут. Так же сосна достаточно мягкая, поэтому оставленные грубые царапины на торце не влияют на качество и быстро исчезают во время использования. Полировка идет практически только на зонах плотных волокон, а рядом накапливается стружка...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Mebius13менять не нужно, возьми обычный шпатель и об хвостовик сверла создай заусенец как для цикли.
Заранее извиняюсь за дурацкий вопрос, Дмитрич рекомендовал обязательно циклевать притир перед использованием.
Строгания будет недостаточно? и чем тогда заменить циклю?
ps. Вообще то, я не циклевал сосновый притир после ленточно шлифовальной машины - качество после шкурки Р120 достаточное. По мере забивания притира стружкой, просто немного проходился циклей. Шлифовать уже рабочий притир оказалось накладно - шкурка мгновенно перестает работать (забивается и сама сошлифовывается). Проще всего пройтись циклей и убрать лишний грязный слой. Но на тонких пастах 1/0 и тоньше, проблема стружки появляется не так быстро - черный притир продолжает работать на отлично. Единственная проблема - абразивное засорение - когда на притир попадает сторонний абразив...
Нашел старую фотку своего притира:

------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Евгений_ЕПрошу прощения за оффтопик, но сделать нормальный заусенец на цикле обычным сверлом по металлу нельзя. Цикля из шпателя будет царапать хвостовик, и заусенец начнёт заминаться. Шлифовать притир тоже нельзя. Абразив наждачной бумаги внедряется в поры древесины, какой бы плотной она не была.
возьми обычный шпатель и об хвостовик сверла создай заусенец как для цикли.
P.S.
Если интересно, то могу дать ссылку как сделать циклю из шпателя, и чем её наводить из подручных средств.
yemzP.S.
Если интересно, то могу дать ссылку как сделать циклю из шпателя, и чем её наводить из подручных средств.
Добрый день Андрей!
Буду благодарен за ссылку.
вопрос про циклю был после того, как вспомнил совет Дмитрича "Только именно циклеванном после напильника - шкуркой не касайтесь."
Sinica87http://forum.woodtools.ru/inde...4223#msg1254223
Добрый день Андрей!
Буду благодарен за ссылку.
anakhoretЧто это такое? Первый раз слышу...
используют прессованную осину
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
В силу скудного опыта работы с притирами разрешите задать уважаемому сообществу несколько глупых вопросов:
1.ПРЕДПОЛАГАЕТ ЛИ ДОВОДКА НА ДЕРЕВЯННОМ ПРИТИРЕ РАБОТУ НА ЗЕРНО?
По личному умозаключению исходя из логики, а также некоторому опыту (раньше при наработке навыка удерживать угол использовал буковую дощечку с нанесённым поверх плоскости мылом) предполагаю отсутствие возможности работать на зерно, тем более с повышением угла (сошкрёбываться же будет верхний слой с имеющимися там частицами аброзива)
2.ЕСЛИ ДЕРЕВЯННЫЙ ПРИТИР ПОЗВОЛЯЕТ ЕГО ИСПОЛЬЗОВАНИЕ ДО ПОЛУ ГОДА, ЗНАЧИТ ПО СУТИ ЕГО ЦЕЛЬ: УЗКОПРОФИЛЬНАЯ РАБОТА С ШАРЖИРОВАННЫМ ЗЕРНОМ ОДНОЙ ФРАКЦИИ?
Перечитал всю соседнюю ветку про притиры и многие вопросы остались в неведении. Лично для себя уяснил простоту, практичность и тонкость использования притиров. Для себя сделал выводы, что при ЗАТОЧКЕ и ДОВОДКЕ клинков на полусвязанном и свободном зерне абразива бОльшую практическую значимость и неограниченную возможность имеет работа , именно, с таковым.
Достаточно иметь несколько притиров одного вида и множество различных фракций, чтобы без труда довести до необходимого состояния РК ( всеравно, что использовать суспензию нагур на том же гуанси при доводке бритвы). В отличие от узконаправленного использования одного притира шаржированного только одной фракцией, что при выравнивании плоскостности камня, что при заточке. Возможно, ШАРЖИРОВАННЫЙ ПРИТИР ИСПОЛЬЗУЕТСЯ ПРИ РАБОТЕ С КРУПНЫМ ЗЕРНОМ (в таком случае притиров понадобиться много), а БОЛЕЕ ТОНКАЯ ФРАКЦИЯ ОТ 3-5 МИКРОН УЖЕ ПРИМЕНЯЕТСЯ В КАЧЕСТВЕ СВОБОДНОГО ИЛИ ПОЛУСВЯЗАННОГО...
Если в чём то не прав, объясните глупцу хотя бы на пальцах, просьба сильно не пинать лежачего дилетанта, ибо все мы здесь пытаемся твёрдо встать на ноги, кто-то с лежачего положения, кто-то с колен...в таком не легком виде деятельности ))).
С уважением и благодарностью...!!!
SallaMПри полировке спусков - работаю в обе стороны, при работе на кромке, только от зерна, иначе срезается верхний слой притира.
1.ПРЕДПОЛАГАЕТ ЛИ ДОВОДКА НА ДЕРЕВЯННОМ ПРИТИРЕ РАБОТУ НА ЗЕРНО?2.ЕСЛИ ДЕРЕВЯННЫЙ ПРИТИР ПОЗВОЛЯЕТ ЕГО ИСПОЛЬЗОВАНИЕ ДО ПОЛУ ГОДА, ЗНАЧИТ ПО СУТИ ЕГО ЦЕЛЬ: УЗКОПРОФИЛЬНАЯ РАБОТА С ШАРЖИРОВАННЫМ ЗЕРНОМ ОДНОЙ ФРАКЦИИ?
При самостоятельном изготовлении деревянного торцевого притира по моей технологии, большой притир обходится дешевле 50 рублей, а на изготовление четырёх уйдёт час времени. Не вижу смысла экономить на количестве. Важнее потратиться на хранение и применение, чтоб соблюдалась абразивная гигиена.
Наилучший результат на таком притире получался на алмазных пастах 7/5 5/3 3/2 2/1 1/0 0,5/0 более тонких у меня нет, а более грубые слишком быстро забивают стружкой до необходимости перешлифовки.
Для неалмазных паст и порошков использую стеклянные притиры, либо для тонких паст плотные бруски типа туффита, байкалита, яшмы и т.д.
Алмазная паста на сосновом торцевой притире работает в несколько раз тоньше, чем на стекле, а скорость не страдает! Впитывание основы пасты позволяет многократно поднять концентрацию на поверхности притира.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Вообщем, будем посмотреть)))
С уважением и благодарностью...!!!
Чтение этого форума мне очень помогло. Уход от алмазов затянулся, я поверил, что на обдирке алмазы вне конкуренции, но даже арканзасы плохо работали после алмазов и получалось, что алмазы всегда быстрее. Только собрав последовательность брусков параллельно алмазному сету я увидел, что можно точить быстрее алмазов.
Доводка на алмазных брусках меня не устраивала и я активно погружался в притиры и опробовал наверное все рекомендованные для алмазных паст материалы. Повысив скорость на неалмазных брусках, сохранил доводку и полировку на алмазных пастах 1/0 и 0,5/0. Пробовал другие пасты, например диалюкс или ГОИ, но привычной однородности, как на алмазных пастах не получал. Это длилось до первой пробы пасты Люксор - скорость её работы на много выше алмазной и не нужно переживать о шаржировании в притир, поскольку абразив легко дробится.
Итого, я больше года не использовал алмазные пасты, но вспоминаю о них с почтением! Качество у них стабильное, цена приемлемая...
Ps. Кстати, я даже полностью перетачивал совсем убитые ножи на пастах и офисной бумаге. Обычный ножик точится за 10 минут до свободного реза бумажки навесу - публика довольна...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Спасибо Вам большое за то, что поделились моголетним опытом со всеми нами, только благородное сердце и чистые помыслы могут сподвигнуть мастера на бескорыстную преемственность знаний идущему следом!!!
Очень заинтересовал Ваш способ в использовании паст! Единственно не понял как осуществлять на бумаге этап обдирки, вероятно, в описаном Вами случае РК не требовало значительного ремонта. Всё гениальное просто: иметь везде с собой мизерные колбачки от детской краски и пару листочков бумаги, формата А4! Однако, если весь процесс заточки будет происходить от зерна, то , в моём понимании, рушится фундаментальный закон упрочнения РК (отсутствие наклёпа и вытягивание на линию РК пластических деформаций металла), который для меня лично, был доказан трудами многих, а также непосредственным толкованием Дмитрича, Наколая К. и другими уважаемыми участниками. Возможно, плод моего сомнения возник в силу скудности моего эмпирического опыта. В данном случае, Ваш практический опыт и наблюдения за результатами имеют актуальную значимость для многих на этом форуме. В особенности, меня больше всего интересует аспект стойкости при РАБОТЕ ОТ ЗЕРНА. Считаю, архиважным для себя изучить этот вопрос оппосредственно, с помощью опыта старших товарищей, которые стоЯт на несколько ступеней выше меня.
Искренне прошу у Вас прощения за наглую попытку узнать многое на "халяву" и надеюсь, что Вам удастся сломать кое-какие мои стереотипы и сберечь себе огромное количество сил, средств и времени в изучении этого вопроса.
С уважением и благодарностью...!!!
С уважением...!!!
SallaMТак у меня нет никаких секретов. При работе на алмазах и других камнях, я не очень заметил нарастание стойкости в зависимости от зерна и на зерно. Скорее при работе от зерна быстрее растет заусенец и потому всегда стараюсь работать на зерно.
В особенности, меня больше всего интересует аспект стойкости при РАБОТЕ ОТ ЗЕРНА. Считаю, архиважным для себя изучить этот вопрос оппосредственно, с помощью опыта старших товарищей, которые стоЯт на несколько ступеней выше меня.
Искренне прошу у Вас прощения за наглую попытку узнать многое на "халяву" и надеюсь, что Вам удастся сломать кое-какие мои стереотипы и сберечь себе огромное количество сил, средств и времени в изучении этого вопроса.
Все это вообще не важно при работе с алмазами! Алмазы в силу своей природы работают с глубокими канавками от абразива, потому поверхность получается очень разрыхленная и стойкость результата низкая! Посмотрите в поиске форму алмазного кристалла - самой решетки, она в форме тетрайдера, т.е как ни крути будут глубокие рытвины, некоторые с углом меньше 60 градусов. Как альтернатива Карбид кремния, который имеет структуру в виде призм или кубиков. Минимально возможный угол 90 градусов. Для кутикуля с гранатовыми абразивными зернами, вообще форма абразива - курносый икосаэдр, т.е как футбольный мяч, но с плоскими гранями. Все углы не больше 150 градусов. Именно кристаллическая решетка задает плоскости по которым абразив колется, поэтому как не размалывай, все равно будут работать углы кристалла...
По поводу заточки на пасте, рекомендую попробовать - офисная бумага выдерживает очень много, поскольку клинок не трогает бумагу и скользит по алмазам. Обдирка на алмазной пасте 40/60 не создает никаких трудностей и подобна работе на похожих виневских алмазных брусках. С одной стороны приходится выполнять движения только в одну сторону, но с другой можно организовать рабочую поверхность любого размера. Если говорить о бумаге и пасте, рекомендую еще бумажного скотча, чтоб закрепить бумагу, а лучше кусочек стекла, чтоб и поверхность всегда ровная под бумагой и саму бумагу можно подвернуть...
ps. Удобства в заточке на алмазных пастах никаких, если только не говорить о возможности в спичечный коробок положить полный комплект паст. Как собственный опыт - просто отлично, да и устроить шоу в гостях - интересно, но результат хуже и медленнее, чем на камнях, а качество получить сложнее, да и результат как на алмазах. Кстати, на один раз каждого номера паст достаточно с рисовое зернышко или около того, если начинать с обдирки, то я бы рекомендовал 60/40, 14/10, 5/3, 1/0. Самый маленький органайзер для хобби подойдет.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
От всей души желаю всем в НГ внутренней и внешней гармонии, творческого порыва и исполинской силы в достижении намеченной цели!
С уважением...!!!
Alex_klg
Панове, работая на камне с пастой или суспензией, вы не юзаете зерно камня, он просто притир, работает именно та, нанесенная вами композиция. Лично неоднократно проверено на крокусе по доведенному байкалиту и некоторым плотным микрокварцитам. Камень никак не участвует при зерне 0.08-0.1 мкм подвод уже катается и не достает макушек 😊 так что подобное утверждение минимум не вполне корректно.
...
Не согласен. Мои пробы с пастами на камнях, показывают обратное. Другие участники верно выше написали.
Возможно, камень почти не будет участвовать, если слишком выглажены вершинки его структуры, однако - разница в получаемой шероховатости, работая с одной и той же пастой, как полусвязанным зерном на стекле и на яшме, чарнли, других камнях - заметна.
Правда, иногда - очень слабо, и чтобы оценить эту разницу, нужна оптика с приличным разрешением и проверка результата на собственной физиономии, при обработке так бритвы.
На ножах же, и при малом увеличении и разрешении - её можно и не увидеть.
Вообще, подобное упоминается не впервые, некоторые и работу суспензий нагура на разных камнях, не отличают одну от другой. И ссылаются на некоторые источники, упуская из виду, что если работать месяцами а то и годами, на одних и тех же камнях с одним набором нагура, не освежая поверхностей камней-основ, допуская лишь то освежение, которое могут дать суспензии нагура, а на твёрдых камнях они скорее наоборот, всё более "окатывают" зёрнышки камня, а не заостряют их (бывают исключения, но это отдельный разговор), то конечно - давным давно их поверхность практически не участвует в работе, выглажена до нерабочего состояния.
Чтобы фаска не доставала до камня при пасте с субмикронным размером зерна - это какое же количество пасты надо намазать? Это нарушение технологии, приводящее к вытаскиванию микрозаусеночных явлений, и завалу микрогеометрии.
При правильном применении паст и порошков именно в качестве полусвязанного зерна - оно усаживается в шероховатость камня или притира так, чтобы не кататься по нему, и тут куда большая сложность совсем в ином - как притереть так, чтобы и зерно удерживалось, и при том чтобы работало - не сидело слишком глубоко в рельефе камня или притира, чтобы как раз фаска "доставала" до зерна, которое мы нанесли, а не ездила по вершинкам притира или камня, чуть смазываясь связкой пасты.
P.S. Работая же со свободным зерном на притире, да, конечно, особенно, применяя маслА или олеинку с ними и пр., заметить влияние вершинок структуры камня\притира - трудновато, иной раз, если "подушка" суспензии "толстенькая" - и не будет влиять. Но это отдельный метод применения, со своими особенностями, и не единственный.
Sergej_KДобрый день, Сергей!
А разве нет разницы при работе с пастой на камне или стекле? Паста,возможно, между макушек .
Как ни странно, но разница есть, как между стеклом и камнями, так и между различных камней. Иногда, но редко попадаются уникальные сочетания и паста начинает работать еще лучше - активнее, ровнее итд.
Похоже, это связано не только с размером частиц пасты и высоты рельефа на бруске, но и формой абразива пасты и рельефа притира. Наилучшие результаты на пастах получаются в полусвязанном (почти закрепленным) положением абразива пасты на притире. Если абразив катается по притиру - результат получается медленнее и грубее. Если абразив полностью закреплен, появляются царапинки и паста слишком быстро забивается стружкой (иногда за одно движение). Частично закрепленный (я себе представляю лунку в которой лежит абразив и качается на месте), дает самый быстрый результат с хорошим отведением стружки. Качание позволяет подстраиваться под плоскость, отводить стружку, подставлять новые режущие грани...
По сравнению стекла и твоей яшмы - стекло никогда не даст такого же результата, как яшма при использовании пасты люксор 0,1 мкм. Все дело в том, что стекло само по себе абразивно и начинает участвовать в процессе на субмикронном уровне. Я не говорю, что получить результат поверхности невозможно - просто на стекле нужно много приноравливаться, несколько раз исправлять плохо получившийся результат, а на яшме почти не глядя притер и получил искомый результат...
На ЧП отлично ложится паста люксор 6,5 и 0,5 - если не пытаться ее сильно дробить. Но на 0,1 мкм ЧП оставляет царапины сквозь пасту. Хотя это редко, но такую тонкую пасту на ЧП я не использую.
Из моего опыта, ваша яшма вне конкуренции для притира под пасту люксор 0,1 мкм. Причем, если бы была паста еще тоньше в десять раз, то из всех опробованных мной притиров, пожалуй я бы выбрал только яшму. Все остальные не подойдут! Если не подойдет и яшма, останутся только искусственные материалы.
ps. Поскольку яшма постепенно выглаживается и ее желательно изредка взбадривать - редкое использование на яшме пасты 0,5 мкм отлично поддерживает поверхность в очень тонком, но заметно абразивном состоянии. Поэтому я регулярно, перед доводкой на яшме, после предварительной доводки, делаю полирование заточной фаски прямо на яшме с пастой люксор 0,5 (0,1 изредка). Паста отлично смывается теплой водой с мылом и скорость работы яшмы возрастает во много раз. Достаточно несколько движений поверх отполированной фаски с небольшим изменением угла и результат выходит исключительным!
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Евгений_ЕЕвгений,доброй ночи ! 😊Добрый день, Сергей!
Как ни странно, но разница есть, как между стеклом и камнями, так и между различных камней. Иногда, но редко попадаются уникальные сочетания и паста начинает работать еще лучше - активнее, ровнее итд
А есть ли различия ,по твоему мнению,при использовании пасты на камнях, которые работают по первому типу заточки (абразивными зернами) и с теми которые только по второму ?
ЧПр работает по второму типу заточки-наведенной шероховатостью.Твердость около 6 по Моосу.
Твердость притира тоже должна сказываться при работе с пастой.
Sergej_KПривет, Сергей!
Евгений,доброй ночи !
А есть ли различия ,по твоему мнению,при использовании пасты на камнях, которые работают по первому типу заточки (абразивными зернами) и с теми которые только по второму ?
ЧПр работает по второму типу заточки-наведенной шероховатостью.Твердость около 6 по Моосу.
Твердость притира тоже должна сказываться при работе с пастой.
Вы поставили меня в тупик, поскольку не анализировал с этой стороны.
Я использую только тонкие пасты 0,5 мкм и 0,1 мкм люксор (оксид алюминия). Есть паста люксор 6,5 мкм, но беру её исключительно редко и ничего системного не могу сказать.
Мягкие камни подмешивают осколки своего зерна, но и очень твердые камни стачиваются такой пастой! Если на байкалите или яшме работать курантом того-же бруска с субмикронными пастами, то паста начинает густеть, не так быстро, как от стали, но густеет. Более мягкие камни подмешивают свои осколки зерна -но часто это улучшает состояние кромки. На ЧП можно делать пасту с большим количеством масла, работа выходит быстрой...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
По сравнению стекла и твоей яшмы - стекло никогда не даст такого же результата, как яшма при использовании пасты люксор 0,1 мкм. Все дело в том, что стекло само по себе абразивно и начинает участвовать в процессе на субмикронном уровне. Я не говорю, что получить результат поверхности невозможно - просто на стекле нужно много приноравливаться, несколько раз исправлять плохо получившийся результат, а на яшме почти не глядя притер и получил искомый результат...Очень интересно и познавательно, но хотелось бы узнать о чем идет речь? Что именно Вы таким способом затачиваете? Бритвы или ножи? Если ножи, то хотелось бы узнать марку стали и изготовителя ножа.На ЧП отлично ложится паста люксор 6,5 и 0,5 - если не пытаться ее сильно дробить. Но на 0,1 мкм ЧП оставляет царапины сквозь пасту. Хотя это редко, но такую тонкую пасту на ЧП я не использую.
Из моего опыта, ваша яшма вне конкуренции для притира под пасту люксор 0,1 мкм. Причем, если бы была паста еще тоньше в десять раз, то из всех опробованных мной притиров, пожалуй я бы выбрал только яшму. Все остальные не подойдут! Если не подойдет и яшма, останутся только искусственные материалы.
Мой "золотой" алмаз не вечен и я начал рассматривать варианты возможного перехода на что-то другое.
chingachgookЯ не использую суперстали, максимум токамура Vg10. Заявлено 62 hrc, но думаю 60 есть.
Очень интересно и познавательно, но хотелось бы узнать о чем идет речь? Что именно Вы таким способом затачиваете? Бритвы или ножи? Если ножи, то хотелось бы узнать марку стали и изготовителя ножа.
Затачиваю и бритвы, и мне нравилась быстрая заточка пастами на притире, но бритвы начали быстро тупиться после заточки на пастах и я отказался.
Последнее время использую только пасту люксор, и не для заточки, а для полировки. Микрофаску всегда делаю камнями...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Затачиваю и бритвы, и мне нравилась быстрая заточка пастами на притире, но бритвы начали быстро тупиться после заточки на пастах и я отказался.Понял, спасибо.Последнее время использую только пасту люксор, и не для заточки, а для полировки. Микрофаску всегда делаю камнями...
oldTorВ точку!
Не согласен. Мои пробы с пастами на камнях, показывают обратное. Другие участники верно выше написали.
Возможно, камень почти не будет участвовать, если слишком выглажены вершинки его структуры, однако - разница в получаемой шероховатости, работая с одной и той же пастой, как полусвязанным зерном на стекле и на яшме, чарнли, других камнях - заметна.
Правда, иногда - очень слабо, и чтобы оценить эту разницу, нужна оптика с приличным разрешением и проверка результата на собственной физиономии, при обработке так бритвы.
На ножах же, и при малом увеличении и разрешении - её можно и не увидеть.
Если рассматривать свободное и различной степени подсвязанное зерно, то все встает на места. Здесь вопрос о необходимом рельефе притира встает острейшим образом. Обеими руками за.
Но работает таки не притирово зерно, а нашенское, привнесенное. На конкретно созданном рельефе местности)
Там прошла тема о "пасте на конкретном камне", что, имхо, неверно по большей части. Решающее значение имеет именно конкретный рельеф, помноженный на суспензию, независимо от марки притира. Однако же нельзя не согласиться с большей или меньшей пригодностью того или иного камня под конкретное зерно, связанной с особенностями конкретной структуры.
Здесь все весьма запутано и легко спутать теплое с мягким, кмк. Проб много, они разрознены по времени, настроению и множеству переменных. А память формулирует по-своему.
Недостаточность средств оптического контроля - наша общая пята, факт. Мне и 300х кажется недостаточно для бритвы, ноготь и морда знают нечто большее и это озадачивает.
Мне в общем то неважно, на котором из плотных микрокварцитов работать с данным зерном. Важнее его доводка/выглаженность и износостойкость, как сопротивление нанесенному зерну. Чаще выбираю вообще керамику), ввиду долговечности.
Честно говоря, припорашивать тот или иной тонкий природник более тонким зерном для смягчения хода ленюсь. Потому притир у меня сам по себе нерабочий априори выходит.
Еще раз повторю красную мысль.
Рассматривать некую особливо уникальную пригодность того или иного камня под суспензию/пасту БЕЗ УЧЕТА шероховатости = ошибка либо лукавство.
Работает оно в комплексе и переменных заметно более трех 😀
Потому и не описываю свои опыты на данном поприще, чтоб не упустить нечто ключевое.
Alex_klgЕще раз повторю красную мысль.
Рассматривать некую особливо уникальную пригодность того или иного камня под суспензию/пасту БЕЗ УЧЕТА шероховатости = ошибка либо лукавство.
+100500
Я для себя потому выбрал всё-таки, что на камнях которые могут работать с водой - я использую суспензии природных камней, нагура, масляные же камни применяю чистыми, (ну или с их собственной суспензией, если это масляный суспензиат) т.е. в их основной области применения, в которой их традиционно используют, а искусственное зерно, в виде паст или порошков - предпочитаю на стекле. С которым тоже не просто в плане шероховатости, я долго мучился и допытывал Дмитрича вопросами, но выполнив дословно и буквально его рекомендации - получил таки искомый результат и стекло мне перестало преподносить сюрпризы, и мне нравится что оно не вмешивается режущими зёрнами в работу полусвязанного зерна, в отличие от иных камней - выходит более предсказуемо и повторяемо. Т.е. то, что и нужно от притира.
Ну, бывает конечно, что накосячишь, что-то не учтёшь, насажаешь косяков, но это вопрос практики уже.
Масляные камни конечно можно использовать с пастами, но мне на постоянной основе это не нравится, да и подбирал я их не для этого, а ради их собственного характера работы, а если камень мне сам по себе не нра - я скорее от него откажусь и буду применять тот, который полностью устраивает, а не пытаться "улучшить" его работу - зачем такие копить дома, если есть более удачные...И так уже складывать некуда))
Кроме стекла, кое я керамикой и запасными дюже плотными камнями заменил. Ну, специфика моя такова, что стеллажи и центнеры - норма жизни, почему ж не воспользоваться? 😛
А иногда с крепкими железками преждевременно вдруг влезешь байком иль арком, меедленноо идеть - рраз ему подспорья капельку) и после чуть прибавимши уголка уже чистым прикончишь. Суета..
Когда таймер тикает, приходится беречь деньги заказчика, у меня ж повременка..
Добавлю разве что о каменных притирах. Лучший результат показывают притиры именно те, которые не выглаживаются в зеркало , как яшма или байкалит, гуансиобразные притиры работают внятней, но сам гуанси не лучший притир. Лучшим будет вечно матовый камень с минимальными заточными св-вами собственно зерна. Его зерно заполняет внесенный материал, притормаживает работу, имеет св-во улучшать шероховатость, к примеру на 1000 порошке можно вывести РК , к концу выведения не добавлять свежего зерна и закончить на деграданте. 5кГрит не получится на тысячнике, 2-3 легко, если дать суспензии высохнуть , разбавить маслом и продолжить
Самое важное в каменном притире-чтобы в процессе из его поверхности не отрывались куски. Гуанси заменчательно работает на финише традиционными способами, если использовать его как притир, свободное зерно отрывает куски с поверхности, это похоже на эффект дробеструйки.
ВишерВсе камни выглаживается в зеркало без исключения,т.к. применяемые пасты полировальные.При работе с пастами на яшме/байкалите/арканзасе большую роль играет шероховатость до которой они доведены.
Добавлю разве что о каменных притирах. Лучший результат показывают притиры именно те, которые не выглаживаются в зеркало, как яшма или байкалит
Вишер
Вы имеете в виду камни , на которых затачивают. У меня притир , который сам не затачивает практически. Посмотрите на строителных рынках сланец , твердый с бархатистой поверхностью. Доводить пастой, а не камнем.
А я и имел ввиду камни на которых работают с пастами согласно названию этой темы,где яшма/байкалит были приведены в пример как не дающие лучшего результата.
Эта ссылка уже не раз приводилась ,где Миловидов говорит о работе яшмы с пастой и порошком .
https://www.youtube.com/watch?v=ixMjGRVTDYY&t=4362s
С 1:06:05

Для сравнения, D2 на чистой этой же керамике в том же масштабе съёмки:

Разница вроде как мизерная, но она принципиальная. Если на чистой всё равно получаются какие-то артефакты на кромке, то с люксором всё получше, ну и собственно процесс заточки протекает намного быстрее - можно переходить на керамику с куда более грубого абразива, что вполне естественно - работа суспензии всегда способствует более скорой зачистке фасок от рисок предыдущего этапа.
Визуально же, несмотря на то что разница мала, для невооружённого взгляда, результат на первом фото выглядит матовым, а на втором - с менее однородной кромкой и бОльшим количеством более грубых рисок - более блестящим и "зеркалящим".
Вообще, конечно, керамика очень сильно вмешивается в работу суспензии, любой, которую на ней применяешь, и практический смысл суспензии на керамике я вижу для себя лично только один, в свете этого - решение проблемы с пластическим оттеснением металла на кромку. Не всегда это даже собственно как таковой заусенец, часто, по достижении кромкой достаточной тонкости, это скорее превращение её в нечто "фольгообразное". Т.е. на ней важно не переработать лишнего.
С ув. Владимир.
С уважением, Ярослав
А Вы с порошком ОА работаете или разводите пасту? И если с порошком - не могли бы Вы сказать, какой сорт ОА ?
ВишерБрать.Если советская то значит абразивная.
У нас в сельпо лежит ГОИ советская в виде кирпича , на килограмм не меньше, какой номер определить не реально. Денег 800 р, в раздумье я. Брать или не брать? Вот в чем вопрос.
Сейчас ни один завод в России не выпускает абразивную окись хрома,только пигментную(для красок)из которой и делают современную пасту ГОИ.
Вишер
У нас в сельпо лежит ГОИ советская в виде кирпича , на килограмм не меньше, какой номер определить не реально. Денег 800 р, в раздумье я. Брать или не брать? Вот в чем вопрос.
Cмотря для чего планируете использовать. Самая тонкая имела фракцию 7\1мкм.
Если для доводочных задач, то лучше подождите пока ivan-3 сварит опять свою замечательную "ГОИ" - лучше пасты на основе оксида хрома, я не пробовал, а фракция вроде как 0,3мкм.
Я пробовал и порошки, которые ivan-3 предлагал, и так понимаю - пасты из них - вот про эти порошки тема:
forum/224/841633
Ещё и крокуса вот взял на пробу, тема о его варке вот есть, и отзывы там:
forum/224/841633
Лично мне советские пасты ГОИ, что попадались - не понравились. Часто попадается мусор и посторонние частицы. Может этого и не было в 1938 году, но лет на 30 позднее - уже было, не говоря уже о более поздних временах, судя по тому что мне попадало в руки на попробовать.
Но, если на полировальный круг намазать - то почему бы и нет. Для таких "непрецизионных" задач, я и ГОИ номер 3 от Реал-Дзержинск, современную, успешно применял. Или, например, для засалки шкурок, при обработке мягких нержавеек - вполне годная, а пасты качеством повыше и потоньше - для полировального круга да и для шкурок - жалко.
А для доводки, сейчас есть много лучшие вещи, в т.ч. и рекомендованная многими в разделе, и в т.ч. Дмитричем - Luxor - см. тему про глинозём:
forum/224/841633
Или вот тут, тему про применение паст для доводки - в т.ч. пробы и паст от Ивана, и пробы Luxor:
http://myabrasive.ru/forum/viewtopic.php?f=8&t=152
Если порошок то лучше уж взять готовый у ivan-3.
Недавно удалось взять 3 пачки советских времен окиси хрома(3) по 900 грамм для полировки камня,но на продажу у меня нет-еще бы сам прикупил.
Должен отправить посылку Евгению Е и положу ее на пробу.
Где брал еще была окись церия.На ней кто работал?
Она применялась при галтовке.
Sergej_KЗнакомая взяла для ювелирки, говорит, что работает но медленнее пасты гои...
Где брал еще была окись церия.На ней кто работал?
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
То что видел после галтовки лучше уже некуда.
"Оксид церия применяется для фоточувствительных стекол, к керамике, в качестве абразива, катализатора для полирования огранки камней и стекла."
Евгений_ЕА как она использует в ювелирке?
Знакомая взяла для ювелирки, говорит, что работает но медленнее пасты гои...
Пасту ГОИ не применяют для полировки камня,только порошок окиси хрома с водой.
Sergej_KСегодня постараюсь узнать, но вроде полируют металлы с помощью бормашинки.
А как она использует в ювелирке?
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Окись церия при галтовке загружают в барабан вместе с камнем и водой.
Нужно ее (окись церия)для этого самую малость.С окисью хрома при галтовке результат хуже.
Евгений,поеду возьму окись церия для проб тебе чтобы не гадать, если не против.
Sergej_KСпасибо!
Металл тоже с пастой ГОИ полирую.
Окись церия при галтовке загружают в барабан вместе с камнем и водой.
Нужно ее (окись церия)для этого самую малость.С окисью хрома при галтовке результат хуже.
Евгений,поеду возьму окись церия для проб тебе чтобы не гадать, если не против.
Но я не использую галтовку. Порошки использую только на притирах в виде паст и суспензий. Пасты готовлю сразу на притире, не вижу необходимости заготавливать впрок. Тем более, на месте можно всегда отредактировать состав пасты и количество абразива.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Разговаривал кто полирует камень на окиси хрома.Да,абразивной сейчас не попадается в продаже.Приспособились на пигментной тонкодисперсной полировать.По -видимому это ОХП (0)













На верхнем фото постарался сделать так, чтобы было видно равномерность рисок. Смотрится страшновато, но кромка зеркалит.
Все фото кликабельны и доступна развёртка в 100%.
Использовал обычный ахроматический объектив Ломо 20х0.40, прямая проекция на матрицу - сам объектив и снятый через него объект-микрометр = масштаб сегодняшней съёмки (цена самого мелкого деления = 10мкм):


Для начала, сфотографировал просто матированное стекло, на котором делал всякие пробы с пастами и порошками - вот так выглядит его поверхность, последний раз работал на нём с пастой Luxor 6.5мкм., 1 кадр без стэкинга:

Т.е. несмотря на то, что ранее стекло было довольно тщательно притёрто, пусть и не очень тонко, регулярное применение на нём как полусвязанного, так и свободного зерна, постепенно делает его поверхность не особо однородной, и в качестве притира под тонкие пасты, я бы его уже не использовал - надо перепритирать.
Выглядело без редактуры вообще всё в синеву - это я ещё поубирал хроматику слегка. Однако, переводить в монохром и убирать полностью по каналам посчитал нецелесообразным - тут хотя бы более подчёркнуто выглядит рельеф поверхности, и хотя он и чуть глубже, чем ГРИП, но более-менее понятно.
Следующее фото - мазнул по этому стеклу пастой Luxor 6.5мкм - на фото комочки пасты, стэкинг, минимум редактуры:

На следующем фото, та же паста, небрежно растёртая доведённой керамикой - поскольку пасты немало, то не всё зерно в ней "село" в шероховатость стекла, заметны отдельные частицы, и их размер можно считать соответствующим заявленному - в районе 6,5мкм., также стэкинг, минимум редактуры:

Далее, я тщательно растёр эту пасту, добавив толику олеиновой кислоты, с целью поддробить зерно и вогнать его в рельеф стекла, избавиться от свободного - т.е. так, как обычно делаю при подготовке стеклянного притира для работы на полусвязанном зерне. С трудом, вертя по-всякому источник света, конденсор, в общем всё, что только можно, удалось получить более-менее внятное изображение полученной поверхности - 1 кадр без стэкинга:

В общем - рельеф стекла заполнен, можно сравнить с микрофото его выше, без паст, чистого.
Ещё я сделал пару фото, разумеется со стэкингом, других абразивов.
Вот кучка порошка оксида алюминия 10мкм - тут стэкинг из 54 кадра, но всё равно я не особо доволен, хотя, я полагаю, что для этого объектива, это вполне приличный результат:

И ещё одно фото, тут стэкинг из 14-ти кадров. На матированном стекле, высохшая лужица водной смеси аэросила с крокусом. Я пробовал такую смесь, и она меня разочаровала - т.е. получить на ней на стеклянном притире реально зеркало можно, но внезапные паразитные риски, портят всю малину, как только вода чуть-чуть начинает подсыхать, а всё время держать её неизменное количество под фаской, оказалось нереально. Вот и наблюдая в микроскоп каплю смеси, ожидая пока она высохнет, я заметил, что это происходит как-то внезапно - только что, казалось бы, воды столько же, сколько было полминуты назад, и вдруг, за 3 секунды, она резко уходит, а крокус по большей части, налипает на намного более крупные частицы аэросила.
Кстати, не могу понять - это аэросил так слипается, или у него изначально были частицы, размером до 30мкм.
Вот так это выглядит:

В общем, довольно любопытно было всё это понаблюдать и пофотографировать.
И такое комбинированное освещение я тут посмотрел в интернете примеры - думаю очень круто подойдёт для изучения суспензий на, уже, предметном стекле. И ещё для них хочется организовать наблюдения в тёмном поле.
Мне бы разобраться с тем, что есть (((
Вишер
Ярослав, поделитесь опытом работы с люксором, какие сож с ним по вашему оптимальны.
Я особо много не пробовал, только оливковое масло и олеинку. Предпочитаю олеинку, мне показалось, что с ней проще соблюсти минимальное её количество, когда работа с полусвязанным зерном. И то, снятый металл постоянно "увеличивает в объёме" смесь олеинки со связкой пасты, и удалять шлам иной раз бывает нужно после каждых 3-4 прохода, иначе получившаяся густая смесь, может:
1) привести к вымыванию полусвязанного зерна из рельефа притира, что даёт паразитку от отдельных свободных зёрен
2) препятствовать достижению максимально тонкой кромки
3) "натягивание" микрозаусенки.
Т.е. нужно создать абсолютно минимальною по толщине равномерную смазанность поверхности, на ощупь как вощёную, практически "как бы сухую" - тогда и фаска не липнет, и ход клинка по притиру нежных и работа однородна.
Я для себя определил, что минимальное, и как раз нужное количество олеинки такое, которое вместе с пастой, пальцем, например, растереть по всей рабочей площади - невозможно. Только курантом. Вот тогда - это по-настоящему минимальное.
А если нужна работа именно свободного зерна, то тут мне больше понравилась либо олеинка, которой в таком случае надо больше, т.е. как следует больше чем связки взятого количества пасты, либо ещё добавление уайт-спирита без запаха.
Выходит более текуче, чем с оливковым, с которым связка пасты откровенно вязковатой показалась. Хотя, в принципе, растворить пасту до довольно жидкого и текучего состояния, вполне подходит более бюджетный и уже готовый, ну, почти что "аналог" такой смеси - WD-40.
SokolovVA
В качестве притира мне понравились зеркала от ксероксов.
Спасибо, возьму на заметку!
Хмм ,а зачем для опытного заточника- это нужно ?
Мне,по ряду причин эти эксперименты интересны .
В вашем-же случае :
Когда в наличии много разных доведенных хороших камней- зачем ?
Если абразив работает как-то не так ,то не проще-ли взять другой камень (если есть выбор) ?
К примеру винтажные восковые(желтоватые) транс.арки более грызучи,чем новоделы.
У меня арки новодельные и вот пробую за счёт паст повысить абразивность камня.
Попробовал байкалит с пастой 6,5 ,хмм плохая идея :
Абразивом ИСМ 7 микрон проще и эффективней.
Что касается камней, то на разных сталях один и тот же камень может отработать по разному. С пастами роль камня отходит на второй план.
Пасиб за инфо.
Есть брусок керамики с доводкой в зеркало.
Что-то он у меня не шуршит ...
Какую пасту посоветуете ?
alex-ice
То олдТор
Хмм ,а зачем для опытного заточника- это нужно ?
Мне,по ряду причин эти эксперименты интересны .
В вашем-же случае :
Когда в наличии много разных доведенных хороших камней- зачем ?
Если абразив работает как-то не так ,то не проще-ли взять другой камень (если есть выбор) ?
Попробовал байкалит с пастой 6,5 ,хмм плохая идея...
Часто для того, чтобы понять что как-то не так работает именно абразив, а не хромает техника заточки, например.
И потом, мне интересно разбираться с тем, как и что в заточном деле работает.
Однако, пасты на камнях я в конечном итоге оставил в стороне - мне действительно проще выбрать из имеющихся тот, который в конкретном случае окажется, по моим представлениям, лучше сам по себе, в силу своих особенностей, и я стараюсь не применять его там, где он оказывается не на своём месте - будь-то по этапу применения, специфике применения и пр. Мне не очень нравится, когда камень вмешивается в работу полусвязанного зерна на нём - резко возрастает количество непоняток, когда результат не оправдывает ожиданий. Потому, пасты я стал предпочитать на притирах, не обладающих собственной абразивной способностью.
На доведённом байкалите я бы не стал применять заведомо столь крупное зерно. Я, как и писал ранее, в теме про глинозём и ещё где-то, где было обсуждение работы с люксором, нашёл наиболее актуальным то, что рекомендовал Дмитрич. Притёртое стекло, причём притёртое не особенно тонко, но с сглаживанием его по вершинкам. Тогда и относительно крупное зерно хорошо удерживается в поверхности, не катается, если нам это не надо (выбор количества зерна, соотношение его с олеинкой или маслом), однако, тем не менее, дробится и позволяет постепенно доработать до результата, когда актуален скачок на зерно 0,5мкм. Плюс в том, что это можно применить и для апексоидов - стекло на бланках - не редкость, стоит дёшево. И подготовить его к работе в качестве притира.
А байкалиту оставить его область задач. С тонкими арканзасами мне пасты не понравились - арканзас я, как и байкалит, ценю за его собственную работу, а в более рыхлые арканзасы, тонкая паста может забиться и её не разглядишь, а потом выскочит зёрнышко и насажает паразитных царапок.
На байкалите я не использую масляные пасты, очень высока вероятность того, о чем писал Ярослав, с водными пастами на плотных камнях таких проблем нет. Я бы не стал на арках использовать пасты. На строительных рынках море отделочных сланцев. Можно довести на КК пару штук и использовать из с порошками и пастами, их место после обдирки перед финишем.
Под мои цели я оставил себе инфабразивоские синтетики от м40 до М7, природники (арк, байкалит, атлянец) на финиш, сланцы под порошки и пасты.
Хмм ,можно-ли заменить оптимальную степень доводки абразива на подбор нужной пасты к нему ?
В смысле,если купил бланк с доводкой-из под пилы ,работать он будет неправильно ,а вот с пастой возможно результат будет лучше...
Естественно,камень нужен ровный.
alex-ice
То олдТор
Хмм ,можно-ли заменить оптимальную степень доводки абразива на подбор нужной пасты к нему ?
В смысле,если купил бланк с доводкой-из под пилы ,работать он будет неправильно ,а вот с пастой возможно результат будет лучше...
Естественно,камень нужен ровный.
Наверное можно в каких-то случаях, не знаю. Я никогда не использую абразивы из под пилы - взял за правило сначала готовить камень к работе, если только это не водник на связке, позволяющей поверхности активно обновляться. Работа на камне из под пилы - заведомо ненадёжный "фундамент" для качественного результата - не вижу смысла на это тратить время.
Пока с пастой камень приработается, пройдёт время да и приработка легко может получиться недостаточно однородной, особенно если речь о твёрдых камнях.
И потом - а как Вы хотите применить пасту? Как свободное или полусвязанное зерно?
Это совершенно различные вещи и вести себя на любой поверхности будут неодинаково. Под Люксор начиная с 6,5мкм в соответственных темах писал как готовить притир, по рекомендации Дмитрича.
Если взять эту пасту на очень тонкодоведённый камень - полусвязанного не выйдет - будет кататься пока не раздробится, а поверхность камня будет меняться неравномерно. Если на грубоватую поверхность, но неоднородную - как из под пилы, а не от грубоватой притирки - вероятнее всего и распределение зерна по поверхности будет неоднородным, непредсказуемым. Где-то будет работать быстрее, где-то меньше, торчащий рельеф камня будет вмешиваться в работу.
Какой-то результат, а может даже и приличный, наверное можно получить работая и так, но рассчитывать на результат выше среднего и во всех случаях, я бы не стал. Как и удивляться, если результат окажется неудовлетворительным.
Экономия сил и времени на подготовку абразивов к работе, часто аукается большими временными и трудозатратами в дальнейшем.
Использую на карбоновых стержнях для точилки по типу триангла :
Очень эффективно выходит.
Но в апекс.бланках- увы ,не подружился с ней ,не шуршит )).
Заводская доводка от продавца -М28.
Буду пробовать яшму с пастами Люксор .
Собственно, применение алмазного зерна на притирах, обеспечивает более тонкую работу, чем могут дать алмазные бруски, из тех что я пробовал.
Собственно, это же касается и применения на притирах паст и порошков, например, оксида алюминия, но с ним намного проще, как и с любым зерном, которое в большей степени обладает способностью дробиться - это обеспечивает более однородную обработку, при меньших и время- и трудозатратах.
Проблем при работе с зерном, не склонным к активному дроблению, возникает намного больше, требования к абразивной гигиене возрастают на порядки, равно как и требования к тщательности работы.
В качестве примера, была взята паста 1\0мкм. и резак из CTS-BD1, и работа была начата "небрежно":
для начала, нанёс пасту на чистое гладкое стекло и растёр её равномерно кусочком кожи, добавив капельку олеинки, затем стёр лишнее.
Это уже ошибка, которую многие часто совершают - любые пасты необходимо растирать твёрдым курантом, для разбивки комков и агломератов зерна.
В случае применения алмазной пасты - лучше всего брать брусочек доведённой керамики.
Кроме того, важно понимать, что мы хотим от зерна - чтобы оно было свободным, тогда подойдёт и достаточно гладкая поверхность, шаржированным или же полусвязанным, для чего либо надо брать притир в который зерно можно "загнать", либо сообщить притиру определённую шероховатость, в которой зерно сможет достаточно удерживаться, чтобы работать полусвязанным и не кататься по притиру в качестве свободного - это будет нарушать однородность обработки - надо чётко выбрать, исходя из того, какой результат нужен, вариант работы зерна.
Но к делу:
Пробую поработать в таком варианте, как указал выше - макро 12:1, по горизонтали 1мм.:

Сначала проработал микрофасочку в одном направлении, потом чуть приподнял угол и сменил направление движений, чтобы было явнее видно риски - к слову, они больше похожи на работу абразивов с зерном порядка 3\2мкм., более того, справа на фото, на фаске, виден какой-то подозрительный артефакт.
Не придал значения, поработал ещё, предварительно чуть притупив кромку на тонкой шкурке, поработал ещё - фаска, естественно, стала пошире. И тут снова обнаружил уже более явный артефакт:

Это практически попытка шаржирование алмазного зерна в обрабатываемый инструмент, причём не просто зерна, а крупного агломерата - напоминаю, что иллюстрируя частые ошибки в работе на притирах, я не стал растирать пасту курантом, а стекло гладкое - немалое количество зерна ещё не зацепилось за стекло, и продолжает "кататься".
Кромка же местами получила, видимо, от подобных же агломератов, вот такие "дыры", правда, что характерно, сколы на кромке при обработке твёрдых сталей на алмазном зерне, практически всегда намного превышают размер зерна:

По-моему нагляднее некуда.
Теперь беру притёртое стекло, пасты наношу меньше и растираю её керамическим доведённым брусочком. Резачок подтупляю, убирая косяки с кромки с некоторым запасом и подтачиваю резак на бруске карбида кремния, чтобы убрать следы предыдущей пробы, подровнять всё.
Начинаю обрабатывать на притире, всё намного лучше и чище, но вот незадача - видимо, какие-то агломераты я пропустил, не растёр - вот тут даже кроп не делал, на фотке 1,9мм. по горизонтали:
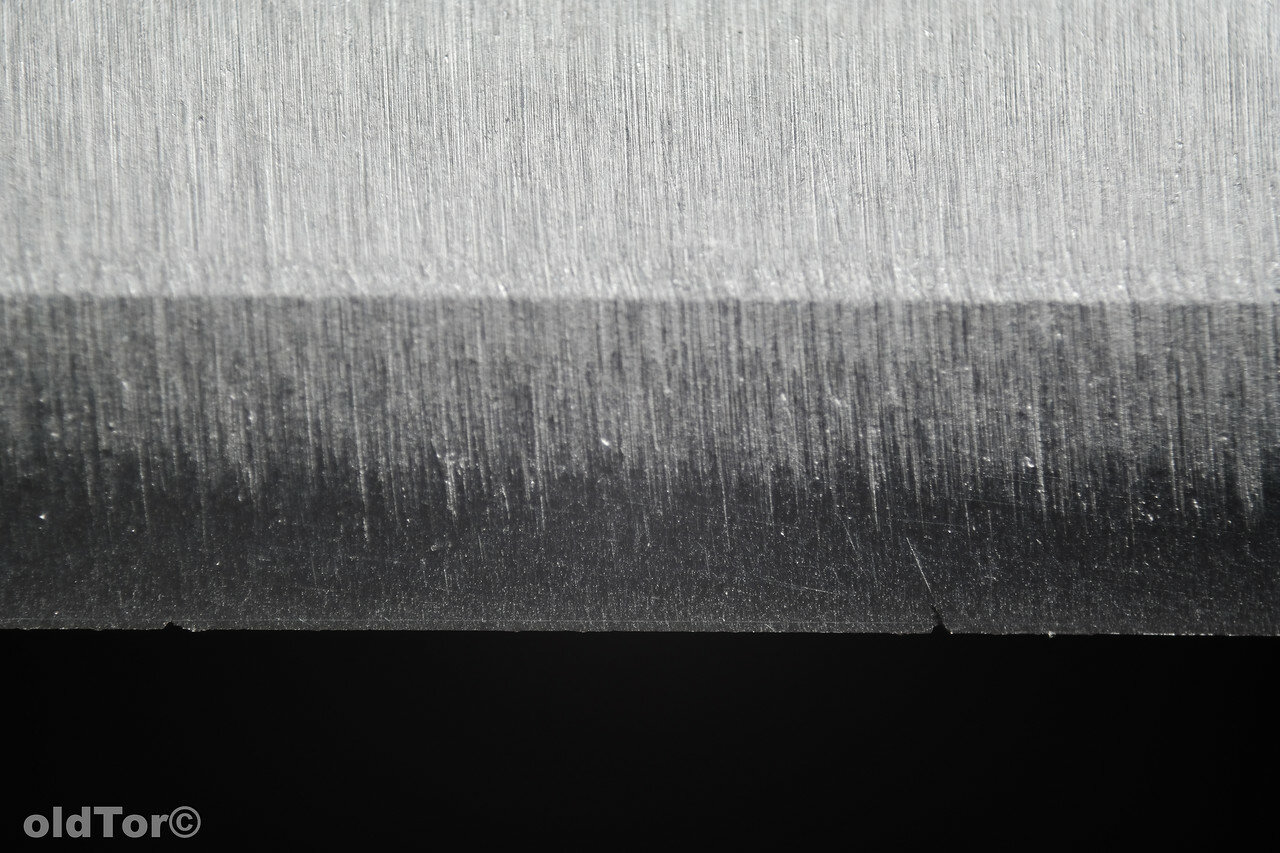
Структура стали этого клинка весьма однородна и на других абразивах, такой проблемы никогда не возникало - объяснить такие косяки, проблемами со сталью невозможно - претензия может быть только к выбору абразива и методу работы, соблюдению абразивной гигиены, давления и пр.
Что делать дальше? Я мою и чищу притир, наношу заново пасту в ещё меньшем количестве, растираю тщательнее, но поленился поставить технологический барьер - просто чуть повышаю угол - результат можно наблюдать вполне типический - полученный микрозаусенчик на твёрдой стали, обрабатываемой на твёрдом же абразиве с агрессивным недробящимся зерном, отваливается вместе со скалывающимися фрагментами кромки - тут 1мм. по горизонтали:

Выход есть - я выполняю технологический барьер на тонкой шкурке засаленной графитом, и работаю по той же микрофаске, ещё чуть увеличив угол и стараясь работать с таким минимальным давлением, с каким только могу.
Вот теперь, наконец-то, я получаю хороший результат - тут 1,9мм. по горизонтали:

В общем, следовать определённым правилам, при работе на притире совершенно необходимо, если хочется получить по-настоящему хороший результат, и неважных мелочей тут нет.
Можно облегчить себе жизнь, правда, выбирая более подходящие под сталь абразивы - тот же вариант доводки, намного быстрее и проще получается с применением на притёртом стекле глинозёма, а ещё проще взять, например, водный камень соответственной зернистости, или, если хочется более стойкую кромку - выполнить доводку на байкалите или яшме, например, либо других доводочных природных камнях.
Стекло свежепритёртое, на порошке карбида кремния F800, слегка выглаженное по вершинкам доведённой керамикой.
Надо было проверить один момент - поработал с капелькой олеиновой кислоты на стекле без абразива. Очень скоро олеинка помутнела, явно структура стали истирает само стекло:

Это важный момент, так как вязкость олеинки увеличивается, и, как видно, не только из-за снятого металла попадающего в неё, что приводит, если не удалять это постоянно, к вытягиванию микрозаусенки, как и произошло далее, при работе с алмазным зерном 1\0мкм. - 12:1, кроп, по горизонтали 1,5мм.:

Чуть повысил угол, выбрал ракурс и свет так, чтобы было видно границу - масштаб тот же:

В очередной раз убедился, и на фото выше это видно, что пресловутого "обтачивания карбидов", которое незаметно, чтобы давали алмазные бруски, не даёт и притир, при такой насыщенности стали ими. Их либо "выносит" из матрицы, либо "замазывает", так как на таком уровне обработки и размере зерна, наволакивание и "размазывание" стали присутствует и при обработке на алмазном зерне.
Прекрасно видно появившиеся отдельные царапинки - частично это "работа" как раз "вынесенных" из клинка карбидов, а частично - алмазного зерна, так как всё-таки оно в стекло не шаржировано, а работает полусвязанным в шероховатости притёртого.
Поскольку кромка при работе "сгребает" сколько-то олеинки, вместе со снятым металлом, продуктом истирания стекла и отдельными алмазными зёрнами, вылезающими из шероховатости притира, там где клинок начинает движение и заканчивает его, а также фаски клинка, надо очень часто протирать, иначе нетрудно получить внедрение отдельных алмазных зёрен в обрабатываемый клинок.
Я неоднократно замечал такое явление, под микроскопом, с другими сталями, в т.ч. тоже высокованадиевыми, и вот в этой пробе, наблюдал такое же явление, его удалось зафиксировать - масштаб тот же, кроп, 1мм. по горизонтали:

Справа на фото просто паразитные риски, благо не выходящие на кромку (что говорит о том, что их оставило свободное зерно, вылезшее из поверхности притира), а левее - прекрасно видно более крупное зерно, нежели заявленная фракция, размером навскидку около 8-10мкм., которое процарапало канавку, да и застряло в ней.
Для оценки масштаба, в тех же условиях съёмки шкала объект-микрометра с делением = 10мкм.:
В общем, в очередной раз я убедился, что зерно слабо склонное к дроблению, создаёт больше проблем, чем приносит пользы. Если агломераты зёрен растереть ещё получается, хотя тоже не всегда с первого раза, то наличие в пасте или порошке зерна более крупного, портит всё дело, и явление ведь в пастах, к которым у меня ранее нареканий по однородности зерна не было.
Веры любым уверениям в том, что та или иная продукция лишена таких недостатков, у меня более не осталось - всё надо проверять самому и многократно.
А вообще, хочется уже плюнуть на это окончательно, и ограничиться применением на притире глинозёма.
P.S. В общем взял на стекле пасту Luxor 6.5мкм, растёр с мизерной толикой олеинки и быстренько подровнял фаски, убрал "ступеньки", затем растёр ещё более тщательно, завершил работу, оставлю так - острота и однородность меня более чем устраивают. Потратил на исправление минут пять от силы. Масштаб 12:1, кроп, 1,5мм. по горизонтали:

А я уже ниже 3мкм не опускаюсь.
- то что Вы называете наволакивание, не может происходить от затупившихся неровностей стекла(зерном не могу их назвать)?
- обратите внимание на выдирание зерна ребром кромки. Это вследствии качения лезвия. Посмотрите фото где вы последний раз Венев тестировали, там паразитная риска из за зерна имеет точно такое же происхождение. Обычное зерно сломалось бы.
- зная что Вы точите вперед-назад (уверен процентов на 90) и как написано "кромка собирает сож", я бы не назвал метод полусвязанным зерном. Зерно будет от таких движений гулять - расшатываться. Просто не сможет закрепиться. ИМХО.
- находил в книгах по изготовлению алмазных паст, наличие в технологии изготовления обязательного процесса растирания агломератов.
- Не отпускайте руки, алмазы во всей литературе признаются самыми лучшим абразивом при доводке(кроме проблем с температурой ) ))))
P.S. писал уже, но не здесь. Попробуйте. Лучше в приспособе, на руках все таки сложно не качать.
Кусок керамогранита, довести 1200. Паста 0/0,5.
Керамику смазать маслом, вытереть насухо.
Тоньчайшим слоем нанести пасту, растереть твердым(победит)
Вытереть насухо.
Точить без давления, движения в одну сторону
После 7-10 движений протирать сухой солфеткой в обратную сторону от движений правки.
Работает на пастах 0/1 и 3/5 , только доводку керамики лучше чуть грубее надо. С этим до конца не разобрался.
В пробах венёва - как раз наоборот, видимо в силу особенностей связки (а бакелитовая тому способствует), наволакивание и размазывание\замазывание риски, на стороне 3\2 есть отчётливо - по-моему тут это видно, особенно на границе фасок, и риска и заглаженность:

Выдирание зерна ребром кромки - навряд ли. Я фаски скруглял на брусках, а на стекле - особенно тщательно - пробуя со стёклами я с самого начала уяснил рекомендацию Дмитрича делать радиусные фаски даже чище и глаже, чем основную поверхность.
Преимущественно, работал однонаправленными движениями.
Если бы дело было в цеплянии кромкой граней стекла, то логично предположить, что паразитка была бы на обрабатываемой фаске, а не как получилось - на предыдущей, еле цепляя обрабатываемую.
Зерно втёрто и растёрто по притёртому стеклу, однако мизер олеинки, к которой постепенно прибавляется снятое и продукт истирания стекла, даже если олеинки изначально так мало, что только курантом получается её размазать по всей рабочей поверхности, начинает "сгребаться" по чуть-чуть самой кромкой. А зерно если и елозит как-то, то преимущественно в своих "лунках" в стекле - т.е. наличие свободного сведено к минимуму, однако некоторый процент всё же появляется и мешает.
С керамогранитом не пробовал, а вот с вакуумплотной керамикой доведённой - да. Вот она даже на таких сталях активно вмешивается в процесс, а вершинки её структуры, вызывают даже на высокованадиевых сталях, пластическое оттеснение - наподобие микрозаусенки. Да, пусть заусенка как я в обзоре с алмазкой показал - около 1-2мкм. шириной, но меня и такая заусенка не устраивает. А на керамике выходит жирнее и больше - 3-5мкм.
Но может керамику надо было вообще шлифануть по вершинкам как следует, при том "поверх" притирки достаточно "грубой", чтобы в рельеф зерно село надёжно.. Надо ещё пробовать..
Это я согласен - в любом случае мой косяк, ибо не стёр вовремя и достаточно тщательно. Но важно другое - факт и не первый, внедрения зерна в обрабатываемый клинок и наличие зерна порядка 8-10мкм. во фракции 1\0...
Спасибо за комментарий и рекомендации - буду думать и пробовать ещё, на досуге. Может удастся как-то победить проблемы, со временем..
Для чистоты эксперимента могу и с приспособой, по неподвижному притиру, например, но я так тоже делаю регулярно, проблем ничуть не меньше, как по мне - они не из-за того, что тут делал вручную.
Последний раз он Ее правил на дне кружки.


Вдохновившись данной темой,
Нанёс алмазную пасту 14/10 на лист а4


Маловато... нанёс ещё... теперь норм


После работы (на которую ушло 2-3 минуты)


Результат. Мне нравится. Не замазано, а нарезана весьма однородная агрессивная риска.

Натюрморт

Посмотрит сколько это продержится, но чуть построгав и порезав газетку, считаю, годная "заточка" для пары-тройки минут вышла.
Буду пробовать ещё на чем нибудь потверже мб пованадивей)) стало интересно.
И заодно отличный пример того, чего стоят все эти "правки на дне кружки, тарелки, пиалы", нужное подчеркнуть) - чаще всего именно то, что видно на фото - натаскивание заусенца (либо загиб кромки на сторону), из которого вырваны фрагменты вместе с кромкой и достаточно глубоко.
Мне тоже нравится шаржирование в бумагу - если зерно крупное (для финиша), то хорошо утапливается и работает гораздо однороднее и тоньше, чем можно ожидать, режет самыми вершинками зёрен, а если тонкое, то можно совсем "в нитку" сделать РК, если, конечно нужно почему-либо.
Нашёл кое что, чем не пользуюсь.
В творческом порыве (рациональное в этом можно найти, но особого замысла не было) взял все что нашёл и решил этим точить.
Что имеем: чапекс, наждачку, пару пластин дмт, алмазную пасту.
В подопытные взял крысу с аус8.
Фото делаю в процессе заточки т.е. не после завершения работы абразивом, а в ходе контроля => картинка на подводе не всегда идеальная.
Обдираю синим дмт (f320 примерно)

На наждаку p600 наношу пасту 28/20

На p1500 наждачку наношу пасту 14/10

На наждачку p2500 наношу 7/5 (продольные полосы - не риски, а следы от протирания тряпкой)

Бланк с наклееной наждачной выглядит так

Паста на наждачке до работы выглядит так

По завершении работы так

Собственно весь использованный реквизит

Мне понравилось. Весело. Очень быстро. Буквально две минуты на бланк.
Работал на зерно. Наждачку старался подбирать из имеющейся близкую по зерну к наносимой на неё пасте. Можно было бы использовать всегда p2500 да и много чего ещё, но задума было " точить тем, что под руку подвернулось".
Имеет чапекс и базовый набор дмт (самый тонкий зелёный).
Теперь буду его агитировать.
Можно купить по сути за копейки пару-тройку баночек алмазной пасты и точить тоньше зеленого дмт, нанося пасту хоть на наждачку, хоть на малярный скотч, наклееный на бланк.
Дёшево и эффективно.
А там втянется потихоньку...😁
Правда пасты придётся ему отсыпать, ну да ладно, расход у неё мизерный.
С уважением, Иван
Вообще он обсуждался когда-то на Ганзе, но отзывов практических толком я не нашёл.
Вот была тема когда-то:
forummessage/224/44
Я попробовал на стали cts-bd1, довольно твёрдой и "суховатой" - затачивается сложнее элмакса, например. Подготовил клинок на suehiro g8 #8000JIS и далее стеклянный подготовленный притир с полиритом 1мкм. Сначала капелька олеинки по стеклу была растёрта, затем добавлен порошок полирита и далее растирка его. Пробовал растирать и просто пальцем и курантом, пробовал разную концентрацию создавать. Между разными пробами освежал клинок на суэхиро по-новой.
Результат меня не впечатлил. Да, можно получить поверхность чистенькую, однако производительность очень слабая, намного ниже, чем у Luxor 0,5мкм. Паразитные царапки появляются, но от карбидов из клинка, что на том же люксоре получить на этом же клинке надо ещё постараться, передавить например.
Фото не делал - не было времени, да и особо желания - результат весьма так себе. В конечном итоге получилось обработать тоньше, чем сделал суэхиро и при приемлемой однородности, только создав мега-узкую микрофаску на аццкий угол. По фаске, шириной 200мкм. работать было вовсе бессмысленно, по фаске в ~60мкм. еле-еле быстрее, но матрица истираясь, стала терять карбиды, и они оставили множественные царапины на фаске и РК.
Занятно при том то, насколько активно деградирует поверхность притира - ещё до того, как на него попадают карбиды из клинка, сами царапающие и клинок и стекло, выглаживание притира происходит заметное, причём с явным глянцеванием - т.е. полирит активнее обрабатывает стекло, нежели клинок. Вот при работе с люксором, какие-то деградации поверхности притира ничтожны, по сравнению с пробами полирита.
В общем, мне не понравилось. Попробую потом собственно в полировке, уже на полировальниках, а не на притирах, а с попытками довести клинок - вышла ерунда.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
До этого пробовал 0,5мкм на достаточно твердой яшме, притертой на КК F2000. Результат мне очень понравился и такой вариант стал нередким выбором для финиша, если затачивал с микрофаской.
Сегодня использовал стеклянный бланк, который когда-то давно покупал в RU-CHEF - он назывался у них "выровненный" кажется. Разница с обычным - стекло шлифованное очень мелко. Бланк валялся у меня давно без дела - даже когда я пользовался пленками, клеил их на обычный стеклянный бланк, потому что со шлифованного они тяжело отрывались или клей кое-как смывался потом.
Бланк никак не готовил специально, пасты нанес как обычно - самую малость и растер по всех поверхности доведенной в зеркало рубиновой керамикой с какой-то долей капли олеинки, очень тонко. Работал по микроподводу, сформированному suehiro G8 8k.
Ход был однородный мягкий, как по прямой части РК, так и по радиусной (клинок клиппойнт, сталь CTS-XHP). Прошелся один раз движениями с коротенькой амплитудой и сменой направлений по всей РК - всё, бланк надо чистить, темные полосы шлама. Аналогично с другой стороны один проход. В итоге - риска от G8 ушла, микроподвод весьма однороден с тонким точечным рельефом. Острота офигеть какая...

Пока что эти два номера, хотя есть на пробу и более грубые.
Пробую, как водится, на стеклянном притире, как нейтральном в отличие от камней, которые значительно больше воздействуют на работу, а главное - они у всех разные и более-менее полезны пробы именно на повторяемых материалах.
Потому ничего не могу сказать о способности эльбора шаржироваться в твёрдые камни, не проверял и нет никакого желания проверять.
В общем - всё в какой-то степени ожидаемо. Специфика зерна такова, что оно оставляет более широкую, чем глубокую риску, работает быстро, не пытается шаржироваться в сталь (что было с алмазным зерном даже на такой стали как s90v, о чём я уже писал и представлял фото), шероховатость выходит на зерне 2\1 грубее, чем на алмазке 3\2 на притире, довести сопоставимо с алмазкой 1\0 на эльборовой пасте 2\1 тоже не получается, т.е. при таком раскладе со смежными фракциями, я считаю что можно уверенно говорить о кардинальном различии в характере работы. Собственно - неудивительно: "В мире компонентов нет эквивалентов"(с)
Несмотря на то, что паста изготовлена в декабре 2016 года, связка её остаётся мазеобразной, и при нанесении её на притир и растирании, добавления олеинки или масла - не требуется. Однако, без олеинки получается такая история, что засаливание поверхности притира менее заметно - заметное стёр, работаешь дальше, а интенсивность резко снижается - думал деградация зерна, ан нет - капелька олеинки и протереть притир спонжиком или микрофибровой салфеткой, она чернеет, а притир начинает работать опять активно. А вот если мизерное количество олеинки было предварительно растёрто курантом по притиру, то удаление шлама в процессе более эффективно - снятый металл не так плотно садится в шероховатость притира и лучше удаляется просто протиркой такового в процессе работы.
Обрабатывать стали "попроще" на эльборовой пасте оказалось сродни "стрельбе из пушки по воробьям" - даже паста 2\1 работает весьма агрессивно, не говоря и 10\7.
Вот заточка на 10\7 даёт вот такой результат - обратите внимание на характер рисок - тут 1мм. по горизонтали:

2\1 в общем тоже скорее затачивает, доводить на ней не получается - на доводке, чтобы она была успешной, не нужно чрезмерно активного съёма, а тут он есть. Правда, порадовало что проблем с микрозаусенкой на этой пасте значительно меньше, чем на алмазке. При том характер работы мало отличается что на стали aus-8, что на cpm s90v, и более того - скорость обработки примерно одинакова, что несколько удивляет.
Вот пример на cpm s90v - 1мм. по горизонтали:

Ну и вот на aus-8, причём тут сделал две фаски на пасте - первая делалась до первого удаления шлама, вторая после его удаления с капелькой олеинки - тут 2мм. по горизонтали:

В общем, пока конечно рано говорить о плюсах и минусах эльборовой пасты в целом и о том, займёт ли она в арсенале моих абразивных средств какое-то заметное место, надо пробовать ещё. Но в целом она не оставила ни негативного впечатления, ни особо позитивного - как-то очень ровненько и пока не особо понятно, а зачем оно особенно нужно..
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Притиры - оргстекло (выровнено на КК600). Последовательность КК600-КК1200-luxor белый (1 мкм)-luxor оранжевый (0.1 мкм), всё на масле, на зерно - ремень. Волос режет с отскоком, бреет номально (под лупой тоже всё ок, жаль сфоткать не на что). Субъективно ничем не отличается от последовательности водников 1000-3000-8000, только не нужно париться о ржавчине.
luxor белый очень жручий оказался, намного быстрее КК работает, на уровне водников.
Как-то я начинаю разочаровываться в водных камнях...
tpambauЯ также некоторое время использовал заточку на люксоре. К сожалению, стойкость такой заточки 1 месяц ежедневного бритья, против 6 месяцев с финишем на брусках. Плюс, это скорость заточки и доводки на пасте с гарантированным результатом. Можно доводку на пасте не контролировать в оптику, а воспроизводить под счёт - очень высокая повторяемость результата.
Последовательность КК600-КК1200-luxor белый (1 мкм)-luxor оранжевый (0.1 мкм), всё на масле
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
В общем - это ещё один очень полезный в арсенале набор, но как и абсолютно любой другой - будь то синт. водники, нат. водники, синт. масляные или нат. масляные камни - имеет как плюсы так и минусы и отлично подходит к определённым операциям и задачам, но претендовать на то, чтобы заменить мне некоторые другие абразивы - не может.
oldTorВот ровно как и у меня. После изучения этой темы решил опробовать.
У меня поначалу были сплошные восторги, но хоть они и подутихли...
И сразу всё "завелось" и получал стабильные и очень хорошие результаты, повторяемые.
А вот после небольшого перерыва в практике применения пасты на яшме всё пошло прахом - во-первых нифига не могу получить ту чистоту что была в начале, во-вторых ни о какой повторяемости уже и речи нет 😞
Подойдёт ли для этого бинтовые тампоны, смоченны в керосине?
Или нужны дополнительные методы очистки.
nakayamastoneЧугунный притир можно либо перешабрить, либо снять слой чугуна свободным зерном КК (как притирают камни). Другие методы не убирают зерно. Притирка на свободном зерне оказалась достаточно производительной, но в любом случае разговор о часах, а не минутах.
Есть чугунный притир, алмазная паста и керамическая пластина. После отработки стороны на пасте 7/5 нудно очистить поверхность притира, для нанесения более тонкой пасты.
Алмазное зерно очень острое и замечательно шаржируется в чугун, поэтому под алмазное зерно всегда берут отдельный притир под каждый номер пасты.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Sergej_KУбрать жировую составляющую пасты, действительно можно моющими средствами, но воткнутое зерно не получится. Слышал, что в лабораторных условиях чистили чугунный маленький притир в ультразвуковой ванне с керосином, но это тоже не быстро, да и с контролем проблеммы (ежели в домашних условиях).
Я бы пробовал убрать пасту "Обезжиривателем".Приходится приклеивать камень к другому который в солярке после распиловки.Здесь как Евгений сказал или свободное зерно КК или обезжириватель.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Вроде Дмитрич как то давал совет. Пройти старой шкуркой, с которой не сыплется зерно, либо бруском на очень твердой связке. В конце пройтись арканзасом или ему подобным.
Если правильно его понял, то шкурка выдерет торчащие зерна, а арканзас вдавит которые хорошо сидят. Между двумя соседними размерами может и поможет.
vovchikljГоворю из личного опыта. Знакомясь с алмазными пастами вольно и невольно зашаржировал почти половину своих брусков и два чугунных притира. На удивление хорошо вытаскивает из чугунного притира зерно КК. Правда притиры у меня маленькие 200*50 мм и тягать их по стеклу не сложно, но алмазы вытаскивал зерном F100 КК зеленый. Относительно быстро и во много раз быстрее, чем шабером. Говорю, поскольку знаю что такое шабер и выравнивал им плиту 300*300. Большую действительно проще шабером, если не увлекаешься штангой...
Согласен с Евгений_Е.кроме притирать на КК
Ps. Притирка на КК, похоже подмывает алмазы. В местах где были алмазы остаются очень широкие воронки, но не глубокие. Такое впечатление, что суспензия на границе алмаза работает по другому, чем подальше от зернышка.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Вопросы по притирке.
Начал с пасты 7/5.
1. Сколько приблизительно, по объёму её класть?
2. В процессе притирки - вылезает немерянно графита - нужно ли его стирать марлевым тампоном?
2.1 Если стёр - нужно ли добавлять пасту?
3. Как часто во время притирки нужно добавлять пасту или очищать поверхность притира.
4. При добавлениина поверхность притира 2 капель оливкогого масла крутить пластину керамики стало легче, однако шуму убавилось. Нужно ли добавлять масло?
В основном использовал для доводки металла и твердосплавных пластин.
Твердосплав небольшой площади, металл - решетка для мясорубок. Ножи всякие, но там площади маленькие. Керамику на алмазной пасте не доводил, хватало вполне КК с водой. Правда использовал "бросовый" чугунный притир для грубых работ где плоскостность так себе.
1 пасту на притир наносить надо очень немного, буквально мазнуть пальцем и растереть по максимуму. Лучше начинать с малого количества, а там понимание само придет. Большое количество только увеличивает расход пасты.
Палец конечно не гигиенично, с начала использовал напальчник, сейчас тонкой полоской пластмассы обхожусь.
Но после нанесения надо обязательно прикатать, я использую маленькие старые подшипники. Заодно алмазы дополнительно раскатываются по притиру.
2 не могу ответить, у себя я думал это шлам металла. Убирал только когда начинал мешать работе.
2.1 какое то время притир продолжает работать шаржированным зерном. В этом случае притир дает самую чистовую доводку. Когда присутствует часть полусвязанного зерна в виде пасты - скорость выше, но есть потеря качества геометрии
3 Ориентироваться на личные ощущения - скорость падает, шероховатость детали уменьшается, но начинают попадаться выпадающие риски(чаще на металле). Очищать от шлама по мере необходимости.
4 В Вашем случае на таком зерне и с такой площадью детали я бы попробовал керосин, я в подобных случае использую солярку(но не берусь ее рекомендовать). но точно не оливковое масло, оно густое для таких работ, у вас над зерном плавает.
У меня предубеждение для большого объема обработки керамики на притире с алмазной пастой, мне кажется большой износ притира будет из-за суспензии керамики. Для керамики больше подходят с гальваническим закреплением алмазов никелевые связки с обильной водой для смыва суспензии. Но может это необоснованно.
Спасибо за советы...
nakayamastone
Это вакумоплотная керамика Спудерко УФ. Она вообще не выделяет суспензию.Спасибо за советы...
Неверно меня поняли. Любой материал при стачивании будет выделять суспензию, шлам, зерна - называйте как хотите. Они имеют очень маленький размер, но явно будут обладать абразивностью.
Тут вопрос в том, на сколько дорожите формой притира.
Но вечного ничего нет...
Вообще, больше всего мне понравилось притирать керамику на керамике же. Правда, износ алмазного зерна довольно велик и его приходится довольно часто менять, порции 2-3 на тонких фракциях уходит на притирку на каждой. Очень интересно работается - притираешь, притираешь, вроде всё ровно идёт, а потом как будто разом, зёрна крошатся и прямо заметно как за пару-тройку движений ход становится совсем другим. По крайней мере на фракциях даже не особо крупных, типа 20\14-14\10 это заметно довольно сильно. На более мелких уже не так явно чувствуется.
Но у меня притир с завода, для доводки лекальных ленеек. На него я с керамикой боюсь. Хоть и микроны, но мне жалко, такое дома не восстановить.
P.S. Ярослав скажите, Ваш стальной притир по твердость напоминает сталь из которой уголки прокат делают? Потверже- помягче?
------
С Уважением Гемранов.
vovchikljшабер , кусок стекла или зеркала , камни . и можно востановить любой притир или линейку. но проще не убивать . выше описано . равномерно и с выходом за край работать на притире . не забывать , что с притира , тоже сносится часть материалла из которого он : вырабатывается он , как правило , как и камни , в середине , седло .
Хоть и микроны, но мне жалко, такое дома не восстановить
------
С Уважением Гемранов.
Евгений_Еточно . ультразвуковые ванны не у всех дома есть )))
угунный притир можно либо перешабрить, либо снять слой чугуна свободным зерном КК (как притирают камни). Другие методы не убирают зерно. Притирка на свободном зерне оказалась достаточно производительной, но в любом случае разговор о часах, а не минутах.Алмазное зерно очень острое и замечательно шаржируется в чугун, поэтому под алмазное зерно всегда берут отдельный притир под каждый номер пасты.
------
С Уважением Гемранов.
igor gemranov
...че вы все уперлись в притиры чугунные и стальные и прочие ? ...
Это не мы уперлись, а физика)
На притираемой паре в первую очередь будет изнашиваться более твердая.
Если твердость одинаковая, стачиваться будут одинаково. Соответственно работы в два раза больше, еще минус контроль плоскости ниже. Притир должен быть всегда мягче обрабатываемой детали.
igor gemranovСпециально загуглил и посмотрел, и что то совсем там плоскости не увидел))
...кусок чугуна , это распиленный тормозной барабан ( притертый на том же стекле )...
Если Вы про тормозной диск, так там тоже кольцо, не всегда удобно.
Хотя я себе чугунный диск из корзины сцепления подобрал... Чудная вещь! Но шабрить его без плоскошлифа или токарного станка то еще удовольствие...
igor gemranov
... и метод 3 камней в помощь. потом станет понятно , нужно ли вам большее ...
А Вы сами то его пробовали, что ненавязчиво советовать другим?)))
igor gemranov
шабер , кусок стекла или зеркала , камни . и можно востановить любой притир или линейку...
Очень интересно послушать, как на поверочной поверхности 250х85 мм с помощью стекла и линейки убрать в центре яму в 5-7 мкр.
Ну нет у меня вблизи поверочной плиты такого класса. И плиты всего две.
igor gemranovЭто смотря для каких камней.Они все разной твердости.
для камней и керамики достаточно обрезков стекал или зеркал из ближайшей стеклорезки .
И потом,для чего достаточно?Выровнять или довести камень.На стекле можно и даже удобнее довести любой камень чем на чугуне,но выровнять на стекле арканзас,байкалит, яшму ,уже не говорю про керамику .
vovchikljстекло имеет достаточную ровность поверхности для 99.9 % наших задач. а зеркало , ещё ровнее . ровность , плоскостность зеркала или стекла сильно заметно визуально .по искажению отображения . но можно ещё допроверить лекальной линейкой или поверочным притиром . зеркал кривых ещё не встречал . ваша задачка , очень простая . ее решение описано в книге Ящерицына и компании , тонкие доводочные и полировочные процессы , как и здесь , через пост .
Очень интересно послушать, как на поверочной поверхности 250х85 мм с помощью стекла и линейки убрать в центре яму в 5-7 мкр.Ну нет у меня вблизи поверочной плиты такого класса. И плиты всего две.
------
С Уважением Гемранов.
Sergej_Kдля любых камней ))) и керамики
Это смотря для каких камней.Они все разной твердости.И потом,для чего достаточно?Выровнять или довести камень.На стекле можно и даже удобнее довести любой камень чем на чугуне,но выровнять на стекле арканзас,байкалит, яшму ,уже не говорю про керамику .
------
С Уважением Гемранов.
vovchikljкаждые несколько лет по новой фоткать и описывать ))) чугнунная круглая штука от колес грузовика , та , в которую давят колодки при торможении . притираете , пока она круглая , прицепив к ней проволоку и шуруповерт стоя над ней , она и стекло с абразивом у ваших ног ))) вода. стакан абразива дадут в пескоструйке. самую кривую - полчаса час уйдет времени . потом распиливаете на нужные размеры. доводите . с одного диска можно выпилить 4-5 притирчиков . некоторые с зацепом в тисы зажимать . чугун хороший без пор . можно это заменить токарем или плоскошлифом .
Специально загуглил и посмотрел, и что то совсем там плоскости не увидел)) Если Вы про тормозной диск, так там тоже кольцо, не всегда удобно. Хотя я себе чугунный диск из корзины сцепления подобрал... Чудная вещь! Но шабрить его без плоскошлифа или токарного станка то еще удовольствие
------
С Уважением Гемранов.
igor gemranov
стекло имеет достаточную ровность поверхности для 99.9 % наших задач. а зеркало , ещё ровнее . ровность , плоскостность зеркала или стекла сильно заметно визуально .по искажению отображения . но можно ещё допроверить лекальной линейкой или поверочным притиром . зеркал кривых ещё не встречал . ваша задачка , очень простая . ее решение описано в книге Ящерицына и компании , тонкие доводочные и полировочные процессы , как и здесь , через пост .
Для Вас достаточно стекла, ну и хорошо. Мне не достаточно.
Вот глупые люди кругом! Покупают гранитные поверочные плиты толщиной от 50 мм. Сходили бы к стекльщикам, да набрали бы стекла бесплатно!)))
Sergej_Kэто вы ещё бронекерамику и рубиновую не выводили )))) мне грубо выводят в камнерезке для ритуалок . ещё есть цех по обработке камня ( 50 км Малышево ) и класс по обучению этому делу ( 120 км ) там учат людей резать камни ))) могу попросить для вас поточить вам керамику ))) или взять телефон преподователя ) будете косультироваться , если лень искать в сети )))
И это только теория.И не ответили:выровнять или довести ?Можно ,конечно,и медведя на гармошке научить играть.На чугуне то даже не ощущается съем керамики.Когда кому то нужно будет выровнять керамику отправить к вам ?Сейчас на выравнивании у меня спайдерко 205х50.Горб 1,5 мм и седло 1,5 мм.Даже имея под рукой шлифстанок с чугунной план-шайбой( для начального выравнивания),а потом чугунный притир,то выравнивать это на неделю .Хотя ,конечно,какая достаточность плоскостности и как проверять ее.Мои умозаключения из практики.
vovchikljя сказал для 99ю9 наших задач стекла и зеркала достаточно .более чем . в том числе для изготовления гранитной поверочной плиты толщиной от 50 мм )))) хорошие стекла ( 10 и более мм ) денег стоят . и зеркала ровные тоже )))
я Вас достаточно стекла, ну и хорошо. Мне не достаточно.Вот глупые люди кругом! Покупают гранитные поверочные плиты толщиной от 50 мм. Сходили бы к стекльщикам, да набрали бы стекла бесплатно!)))
Подравниваю плиту чугунную 250х250 абразивным шлифовальным кругом где то 300х60. Выровнять плиту нереально.Нести к фрезеровщику только.Иначе тогда нужно какое то количество этих кругов.При этом плоскость в ноль не вывести. " это че за дурацкие вопросы? и более дурацкие ответы? как делать притир и поверочную плиту , в ссср знал любой приличный слесарь . они же и книги писали . как это делать. выше я дал название одной из книг. по вашему неправильному методу ( хз мож работает )) не куча кругов нужно а 2 . у круга 2 стороны . с двух кругов . у вас . даже 1 сторона лишняя будет ))) Арканзас в сравнении с рубиновой или бронекерамиками - масло. чугун ты потом выравнивать будешь а я новое стеклвшко поставлю и фсё)))
Да ещё и дискуссия начинает выходить из берегов.
Прошу желающих продолжать в том же духе, делать это в темах более профильных.
И, кстати, рубиновая и бронекерамика выравниваются и доводятся, по моему опыту, проще чем спайдерко.
Я уже писал о плитах и повторюсь кратко. Чугунные притиры юзают по фракциям порошков, один притир- одна фракция. Оборот притиров после шлифовки самая мелкая фракция, после изнашивания на мелкой переводят на крупную, потом ещё крупнее, потом снова шлифовка и все по кругу. На алмазах оборот притиров по той же схеме. Можно сколько угодно возить методом 3 плит, точнее 0,05 мм не получится, плита будет пятнами, яма/пупок, этим методом пользуются из любви к искусству. Притиров по этой схеме будет минимум 4 шт для кк и ещё столько же для алмазов. Один из притиров всегда чистый , после шлифовки в каждом сете, облит маслом и накрыт куском нового чистого пластика или полиэтилена с пластиковой крышкой. Можно шабрить , если нет шлифовального станка, если нет навыка шабрения, лучше не браться. Так устроен оборот притиров на производстве, это оптимальный вариант, остальное разумный или не разумный компромисс обусловленный хотелками к точности и качеству получаемой поверхности. Можно выдумать что-то своё, но вероятность повторяемости качества будет смотреть в сторону нуля или единицы, но никак в сторону пусть мелкой, но серии.
Велики давно придуманы, нужно ли их выдумывать , каждый решает сам.
Вишер
...
Можно сколько угодно возить методом 3 плит, точнее 0,05 мм не получится, плита будет пятнами, яма/пупок, этим методом пользуются из любви к искусству.
...
Почему такое ограничение, 0.05?
Вы про чугун? А если гранит?
Про шабрение или притирание методом трех плит?
Может не от любви к искусству, а от безвыходной ситуации, когда нет поверочной плиты?
Я встречал другую информацию - "... Метод 3-х плит позволяет добиться оптической точности, а это десятые и сотые доли микрона."
Про использование в промышленности метода трех плит... Сложно представить производство, которое позволит себе огромные затраты на время и трудовые ресурсы и не сможет приобрести поверочную плиту необходимых размеров.
forummessage/224/24
Попробовал проявить структуру этого клинка. Не могу сказать что очень доволен результатом, но пока лучше не получилось.
Готовил клинок таким образом - после предыдущей обработки о которой писал в теме по ссылке, взял стеклянный притир, работал последовательно на алмазном зерне 3\2мкм. и 1\0мкм. (паста Реал-Дзержинск, добавлял каплю олеиновой кислоты) - в самом начале работы, кстати, попробовал было на гладком стекле, чего не делал давно.
Ещё раз убедился, что это не вариант для меня - зерно болтается крайне неравномерно матируя стекло, истирая его, что приводит к сильному загустеванию связки пасты с олеинкой, при том толком "сесть" в полученную матовость, алмазное зерно не желает. Производительность плохая, однородность обработки - тем более.
Стоило перейти на подготовленную притёртую сторону (притирка на порошке КК F600 cо сглаженными вершинками полученной шероховатости доведённой керамикой в качестве куранта) - всё сразу наладилось. И производительность и однородность обработки.
Надо отметить, что как я ранее уже писал в этой теме и приводил фотопримеры - алмазное зерно более крупное, попадающееся в пасте, либо его агломераты, способны шаржироваться даже в высокованадиевые стали. Чтобы по-возможности избежать этого момента, я перво-наперво чуть спилил "плечики" клинка т.е. грань спуск\фаска. Когда там нет выраженной грани с грубой шероховатостью спуска, возможности зерна с притира зацепиться там и потом, выскочив, посадить царапину и\или засесть в фаске - несколько ниже, по моему опыту.
Ну и разумеется, пасту я тщательно растирал курантом перед работой.
Правда, это меня всё равно не уберегло от паразитки, причём основное количество паразитных царапин я увидал уже фотографируя и переделывать уже не хотелось. По крайней мере на кромку вроде они нигде не вышли (а некоторые вон считают вообще, что допустить грубую риску от предыдущего абразива на кромку - это нормально, или оставить микрозаусенец, так что думаю всё у меня тут не так плохо).
Да, после алмазного зерна 1\0мкм., я взял пасту Luxor 0.5мкм., сначала поработал на ней сильно разбавленной олеинкой, чтобы с одной стороны - скорее убрать риски от алмаза, с другой - не размазать выдавленную резанием сталь по фаске, что могло бы скрыть косяки обработки и структуру, а именно эффективно удалить лишнее, не затрагивая уже структуру. Ну и далее уже на полусвязанном зерне.
Вышло не особо - во-первых, если основную массу рисок от алмаза я снял, то паразитка никуда не ушла - ещё бы, субмикронным абразивом удалять риски от алмаза 1мкм. - очень неблагодарное занятие. Во-вторых, я таки несмотря на осторожность работы с люксором, заполучил выпадание некоторых карбидов, кроме того что некоторые раскрошились, и всё это пооставляло ещё своих рисок и косяков, уже несколько иного характера.
Кромка вышла мега-агрессивной в резе и весьма остра, но даже при том угле заточки, который тут выполнен, а это 36 градусов, при достижении определённой тонкости кромки, с неё карбиды сыпятся, получается неоднородно и конечно не особо стойко - в общем, наглядная картина того, почему из таких сталей, люди в здравом уме не делают бритвы - однородность действительно тонкой кромки и достигаемая тонкость - оставляют желать лучшего.
Да, последним штрихом после люксора 0,5мкм. на стекле, слегка обработал на коже с оксидом железа - под микроскопом разницы почти не увидел, но для невооружённого взгляда, "зеркальность" приросла заметно.
Ну а теперь, собственно, микрофото. Для начала, в тех же условиях что и микрофото предшествующего результата, который можно посмотреть в теме по ссылке что я дал, снял с тем же объективом - Carl Zeiss Jena GF-Planachromat 12.5x/0.25 Microscope objective. 1,83мм. по горизонтали кадра, освещение через объектив:
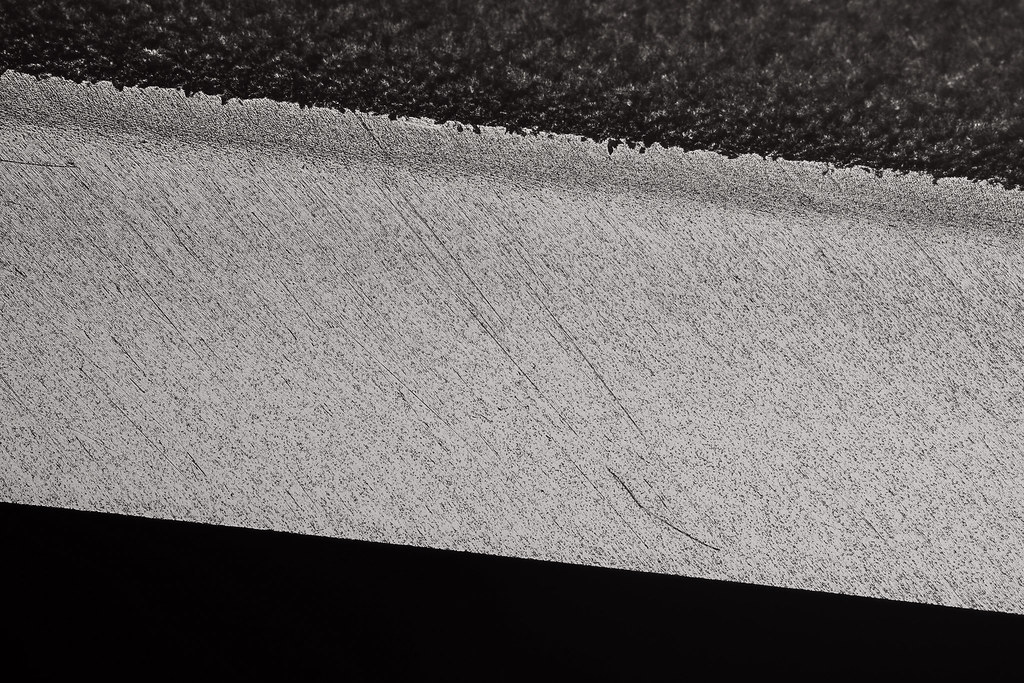 cpm s90v steel Пробы доводки на притире с проявкой структур
cpm s90v steel Пробы доводки на притире с проявкой структур
Далее, я взял более сильный объектив, Labor-microscopes Plan 20x0.40 WD 8mm. Масштаб съёмки 25,8:1 по горизонтали кадра 0,91мм., также освещение через объектив:
 cpm s90v steel Пробы доводки на притире с проявкой структур
cpm s90v steel Пробы доводки на притире с проявкой структур
Для удобства, сделал ещё кроп с этого снимка и добавил кусочек шкалы объект-микрометра, снятого в тех же условиях:
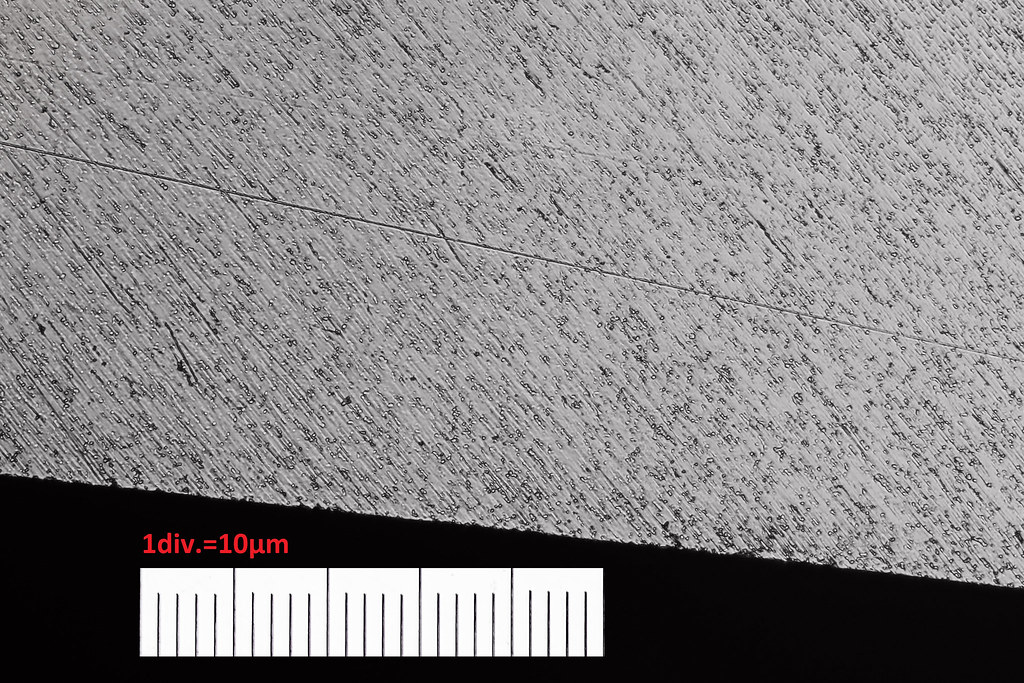 cpm s90v steel Пробы доводки на притире с проявкой структур
cpm s90v steel Пробы доводки на притире с проявкой структур
Все фото перейдя по клику на фотохостинг, можно опять-таки по клику увеличить для просмотра. Но вообще, если интересно - информативнее всего скачать полноразмер первого снимка с 20х0.40 и смотреть в оригинальном размере (фликр по дефолту открывает не в оригинал по клику, а в то разрешение, которое считает оптимумом для того монитора, на котором снимок смотрят, и часто таким манером в 100% не увидеть кадр).
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Притир освежён, так как уже более года использовался в т.ч. с довольно крупнозернистыми пастами и получил некоторые дефекты - недостаточно однородное истирание по всей площади и отдельные царапины. Освежение делал так: сначала отработал пару порций суспензии КК F320 (на гранитном притире притирал стеклянный), для удаления царапинок и подравнивания, затем F600 также 2 порции и затем сглаживание поверхности с водой тонко доведённым брусочком керамики, которым и пасты растираю. Надо отметить, что при толщине стекла 10мм. и площади, примерно, 280х55мм., освежение притира заняло у меня минут 10-12 без спешки.
Бритва не из твёрдых, но и не откровенно мягкая, "середнячок" - довоенная немецкая. Сначала микрофото результат, а затем разбор того, что видно (фото кликабельно, перейдя по клику на фотохостинг, ещё по одному клику можно развернуть фото в исходный размер):
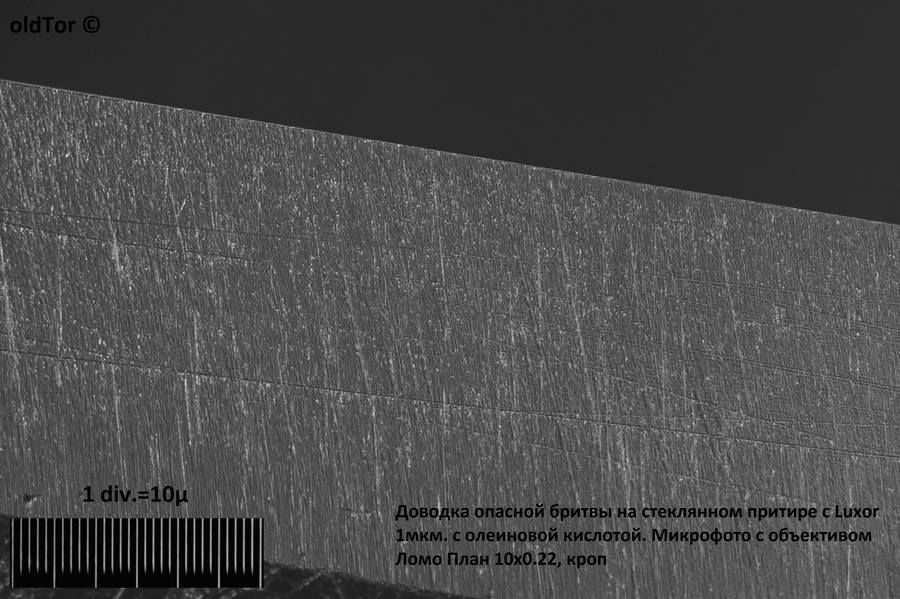
Обработка при доводке получена не самая гладкая, как в силу подготовки бритвы (ради эксперимента был использован гриталон м3, что в силу его особенностей в сочетании с данной сталью - довольно грубый переход по тонкости обработки далее сразу на притир с 1мкм.) - как известно (в практике обработки и режущего инструмента и не только, уже более 100 лет, хотя объяснено с научной точки зрения было всего около 50-70-ти лет назад и у нас и за рубежом), конечный результат довольно сильно зависит от полного цикла обработки, а не только от последней стадии таковой.
Я для себя выработал определённое подобие системы, как именно работать для получения какого результата - в общем это сродни тому, как при префинише и финише на природных водных камнях варьируем количество и насыщенность суспензии, движения, их направление, комбинации направлений, амплитуду и пр., когда переходим на чистый, плавно или резко снижаем давление и пр.
На притирах это не проще, а во многом даже сложнее, так как управлять тем же количеством и консистенцией смеси ничтожной доли связки пасты с малым количеством олеиновой кислоты - не так уж просто. Главная засада, что варьируется только "в одну сторону" - прибавить легко. А вот работа после попыток "стереть лишнее" практически никогда не даёт результата идентичного полученному тогда, когда сразу наведено нужное, очень малое количество и того и другого. Это как с маслом на масляных тонких доводочных камнях (типа арканзаса и пр.) - многократно убеждался, что часто удаление избыточного масла или олеинки - не помогает для нужной работы и требуется отмыть камень и нанести заново не больше нужного количества.
Возвращаясь к притиру: главное требование к тесту было достигнуто - получение максимально однородной и тонкой кромки без явлений оверхонинга, которую способна "держать" данная сталь. Технологический барьер был выполнен ДО перехода на притир (на кусочке офисной бумаги с втёртой в неё пастой Люксор 6,5мкм.).
Риски на фасках по ширине +- 1-3мкм., что всегда вызывает вопросы из разряда - "как это возможно на безабразивном притире со сторонним зерном 1мкм или меньше?"
Ответ сильно зависит от особенностей обрабатываемой стали, в т.ч. её упругости, вязкости, твёрдости, структуры и пр. и особенностей её подготовки к доводочному этапу. В данном случае, произошла проявка структуры и многие риски - следствие не работы зерна пасты, а перемещения карбидов в матрице, их крошения и пр. Я постарался поставить свет двумя источниками так, чтобы явнее это проявить - в общем, я считаю, получилось - поскольку работа делалась с олеинкой, ускоряющей прогрессию образования/удаления окисных плёнок, ничего удивительно в том, что без травления во-первых, более светлыми точками видны карбидики, и более светлыми видны свежие риски от их перемещения, тогда как остальная поверхность выглядит более тёмно-серой. К тому же этот эффект усугублён косым падающим освещением от второго источника света, направленного под острым углом к поверхности фаски слева.
Если бы подготовка к доводке осуществлялась более поступенно, например на суэхиро G8, то, как я уже показывал ранее "ступеньку" от G8 к Люксору 1мкм., я получил бы более однородную гладкую поверхность - хотя в том примере и другая сталь, однако эти закономерности сходны на разных сталях - в теме о большом шаге зернистости я ранее показывал, что бывает и насколько скверно для кромки оборачивается чрезмерно большой шаг обработки - дефектный слой и его влияние никто не отменял, а удалить на финише слой превышающий раза в три шероховатость оставленную предыдущим абразивом (а то и несколькими, и тогда это вообще не реальная задача) - дело очень долгое, а главное - это обязательно успеет привести к образованию нового заусенца, оверхонингу и пр.
Ну и в случае последовательного плавного подхода к доводке, обнажение структуры уже столь явное получилось бы только при использовании свободного зерна, здесь же "разрыхленная" сталь, дефектный слой от предыдущего абразива сам этому посодействовал и при зерне полусвязанном.
На режущей кромке негативно это не отразилось, так как с неё этот слой был снят выполнением технологического барьера, и мне удалось не ошибиться и не перетрудиться над кромкой лишнего - фольгирования её не произошло.
Правда, кромка получилась избыточно гладкой для эталонного по комфорту бритья, но нормальной - её спас рельеф мелких рисочек на фасках, её образующих - главное в таком случае, направлять только на чистом ремне - пастированный или чистый ХБ-шный, сразу "слижут" столь мелкую риску в зоне РК и сделают её избыточно гладкой, "циклюющей" верхний слой кожи при бритье. Не переработать было непросто. Я осуществлял оперативный контроль в микроскоп Биолам С-12 с объективом план 9х0.20 и окуляром 7х, т.е. общее увеличение - 63х. Причём, общее время доводки составило 6 минут, включая нанесение и растирку пасты, оперативный контроль и резы волоса, т.е. чистого времени работы на притире - максимум 4 минуты. Что я проверял резом волоса - появление его, характер и дистанция.
Поскольку, повторюсь, важно не переработать лишнего, не получить оверхонинг (а на притире это раз плюнуть), не стоит получив рез волоса на расстоянии порядка 5-7 мм. от точки удержания, работать дальше в рассчёте "дай-ка я сделаю ещё острее". Да, острее сделается, но скорее всего резать будет уже "фольга" и микрозаусенка на кромке. Продолжить имеет смысл только в том случае, если рез волоса невнятный, неодинаковый по всей длине РК (я обычно проверяю в 6-8 точек на кромке) срез с длинным "хвостиком" или вместо него вообще идёт зацеп с распусканием волоса вдоль - это всё показывает, что на РК не всё в порядке. И то - если решать продолжить, то на притире это обозначает сделать ещё по паре проходов на сторону и проверять снова, так как обрабатывает он очень быстро.
Ещё один важный аспект - при доводке бритвы (да и не только, но ножи это чаще прощают) на притире, стерев избыток ПАВ, прежде чем снова класть на притир бритву - надо не забыть протереть и её, а по притиру лишний раз пройтись курантом (в моём случае это притёртая тонко керамика) - это нужно для следующих аспектов:
1. удаление избытка ПАВ, а она увеличивается в объёме и густеет от снятого
2. благодаря трению, растирка курантом позволяет лучше "разровнять" плёночку ПАВ по притиру (так как "удар" очень тонкой упругой кромки в оставленный где-то "наплыв" подгустевшей олеинки в смеси со связкой пасты - может дать микрозамятия на кромке или иные неприятности)
3. так мы загоняем в рельеф притира вероятные оставшиеся на его поверхности карбидики, которые не стёрли мягким материалом, а иной раз даже слышно, как они крошатся под курантом - понятно, что лишь протирка мягким материалом с этим не справится и при продолжении работы, можно серьёзно попортить кромку.
В общем, при не слишком высокой гладкости фасок, мне понравилось в сегодняшней пробе, какая получилась кромка - не "растянутая", а как бы "сжатая" (чему, конечно, способствует и то, что работал я под конец сугубо "На зерно", без переменных движений).
https://myabrasive.ru/forum/vi...63&p=8316#p8316
На днях я впервые сделал на притире парикмахерские ножницы, результат меня реально порадовал..
Но вот в силу того, что субмикронное зерно по сути уже не режет, по крайней мере это не преимущественное его воздействие, усилить им химическую составляющую тонкой обработки с олеиновой кислотой - в облегчении удаления возникающих более активно окисных плёнок - оказалось очень даже здорово. Т.е. получается, что мы берём часть особенности обработки от некоторых режимов и методов полирования, а часть от доводки - в т.ч. в сохранении точной геометрии и управлении получением определённого характера режущей кромки. В т.ч. на арканзасе, байкалите. Сильно повышается чистота и тонкость обработки, особенно на твёрдых углеродках мне понравилось и низколегированных инструментальных сталях.
Но подчеркну - именно с субмикронной суспензией. Вот зерно крупнее 1мкм., уже начинает работать как привычные суспензии и оставляет характерную для них "выраженно матовую" поверхность, тогда как с суспензией субмикронного с олеинкой, получается эффективное сглаживание всяких наплывов, неровностей и краёв рисок, полирование их, но не замазывание. Фаски практически "зеркальные", при том что характер кромки можно варьировать от совсем гладкого (например, для бритв или резцов по дереву с малыми углами заточки) до выраженного "арканзассного зубчика", т.е. сохраняя агрессивность реза.
Вообще отдельную тему о масляных суспензиях и их особенностях надо бы создать, но я что-то всё собираюсь обобщить там наработки, но пока что-то никак, и уже успелось кое-что подзабыться, надо сначала освежить новыми пробами.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
В качестве основы для паст байкалит неплохой вариант, однако сильно разбавлять сожем пасту на нем не следует.
Если у вас в арсенале есть одноцветный без включений , тёмно-серый Гуанси, попробуйте на нем, здесь есть один нюанс с Гуанси, у меня он заработал с пастой лиш на пятый раз, когда я граните содрал около милиметра мяса с камня, т.к камень давал крошку , КМК из-за перегрева при распиловке. Мы не знаем, как китайцы пилят камень.
Тоже на неабразивных сланцах, камень по началу роняет зерно, затем работает стабильно и качество работы лучше, чем на стекле.
Я видел ваш байкалит, отличный экземпляр, на фото желательный Гуанси, как будет вести себя полосатый, я не знаю, паста очень мелкая.



В сегодняшнем тесте удалось как следует обозначить наглядно основные проблемы. Но сначала о хорошем.
Поверхность удаётся получить с довольно однородной обработкой и риска соответствует размеру зерна (на микрофото приведён фрагмент шкалы объект-микрометра, снятого в тех же условиях, и толщина его штрихов = 2мкм.. Там где фаска в зоне резкости, можно оценить, что ширина рисок меньше ширины штрихов, т.е. риски оставлены действительно зёрнами заявленной фракции. В отличие от паст некоторых других производителей, которые я пробовал, в этих намного реже попадается внезапно более крупное зерно. Агломераты, конечно, попадаются, но, по-видимому, сегодня мне удалось их разбить, тщательно растирая пасту курантом. Работа с капелькой олеиновой кислоты проводилась, как обычно.
Теперь о не хорошем, но не удивительном - это и так было известно и я уже показывал когда-то микрофото подобного, но тут наиболее наглядно, так как речь идёт именно о зерне основной фракции, а не об агломератах и не о затесавшимся в пасту постороннем зерне существенно большего размера, как я показывал ранее.
Во-первых, поверхность в целом получает гораздо больше глубоких рисок, по сравнению с обработкой подобной стали и инструмента при прочих равных, но с применением зерна оксида алюминия (пасты Luxor). Но это не новость. Сопоставимо или чище, алмазное зерно работает на более твёрдых и высоколегированных сталях, твёрдых сплавах и пр. Для обычных закалённых сталей и порошковых, включая те, у которых ванадия до 4,5-5% - оксид алюминия работает на притире с сопоставимой скоростью и чище. Собственно, о предпочтительности ОА для закалённых сталей "сказано и до нас":
Во-вторых, гораздо более выражено шаржирование доводимого клинка зерном. Это тоже "сказано до нас":
Ну а теперь микрофото того, что получилось - да, на РК "ещё чуть-чуть и оверхонинг" - собственно, это уже начало проявляться. При том для невооружённого взгляда фаски "идеальное зеркало", а недочёты на РК не видны и с микроскопом слабеньким, типа МПБ-2 (24х). Я оперативный контроль осуществлял с Биолам С-12 с объективом Ломо План 9х0.20 и окуляром 7х, и микрофото с объективом Ломо План 10х0.22, прямая проекция на матрицу (фото кликабельно, перейдя на фотохостинг по клику, по ещё одному можно открыть оригинальный размер):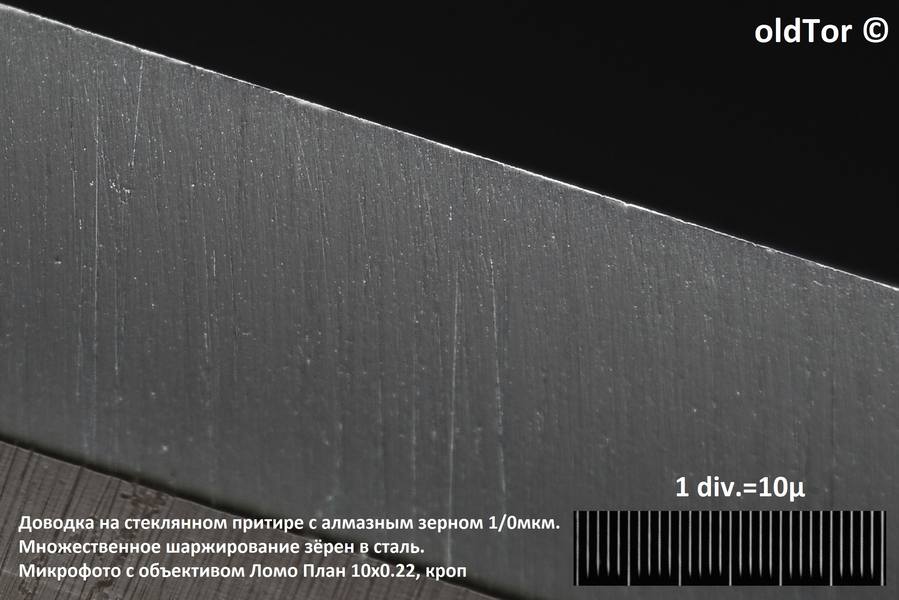
Как можно видеть - множественные вкрапления практически идентичных зёрен, по размеру совпадающих с заявленной фракцией. Мне могут возразить, что в предыдущем обзоре (пост 296), я показывал сходную картину после Люксор, но там я, покрутив под микроскопом с разным падением света, не сразу даже нашёл возможность контрастно проявить то, что считаю там обнажившейся структурой, да и характер поверхности рядом с вкраплениями иной и они не такие одинаковые. Тут же никаких "танцев с бубном" со светом делать не пришлось для контрастной "проявки", да и распределены они иначе - менее равномерно - слева на снимке сразу "горсть" вкраплений на одном пятачке сгруппировалась. Я не готов исключать шаржирования и в сравниваемой пробе, однако считаю масштаб явления в данном случае принципиально бОльшим. Ну о разности качества полученной кромки я уж не говорю, хотя можно было бы сделать ТБ и выйти на близкую максимальной остроту снова. Но это было бы на ТБ больше, чем в сравниваемой пробе. Да и подготовка клинка тут была более тщательная (на люксор 3мкм.)
В общем, в сухом остатке имеем, что хотя на притире с алмазным зерном достижима тонкость и однородность обработки, которая не снилась алмазным брускам, но с притирами возникают дополнительные сложности, в частности как раз ширжирование зерна в обрабатываемую поверхность. Причём не только на твёрдом притире - на притирах из плексигласа и меди я с этим сталкивался тоже, а у Ящерицына описано применительно к применению алмазного зерна на чугунных. К каким средствам и методам прибегать для очистки поверхности - отдельный вопрос. Полировальники? Не всегда, тем более, что они наоборот, способны не только не удалить шаржировавшееся зерно, но закрепить его лучше, в силу наволакивания стали на эти зёрнышки. Пока что, недурно себя показала обработка далее с жидкой суспензией зерна размером 0,5 мкм. с уайт-спиритом и/или смеси его с олеинкой. Причём наилучшие результаты получались пока на байкалите или арканзасе. Причём, поскольку зерно мельче микрона практически уже не режет, то матирования как при работе с суспензиями с частицами более крупными - не происходит, наоборот, глянец, "зеркальность" - прирастают.
К слову, эта проблема с шаржированием обрабатываемого клинка - проявляется тем меньше (вплоть до полного её отсутствия), чем более способное к дроблению зерно на притире использовать.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
С работой на разных камнях в виде притира под полусвязанное я много экспериментировал, но мне далеко не всегда нравится, как происходит работа.Да, это верно, не все камни подходят, иногда безабразивные лучше.
Возникли проблемы - в данной порции пасты попалось значительное количество зёрен и/или агломератов (хотя я очень тщательно старался всё растирать курантом) значительно большего размера. Т.е. немалая часть порции пасты работала грубее, чем 1/0.
Начало работы прекрасно это продемонстрировало - с одной стороны, уменьшилось количество шаржировавшихся зёрен 1/0 (несложно сравнить с микрофото в предшествующей части обзора, где своеобразным маркером явилась каверна на полотне тестовой бритвы, которую можно наблюдать и на следующем фото - т.е. это тот же участок), однако появилась грубая паразитная риска и застревание крупных зёрен в клинке в рисках и одно особо крупное, настолько что не влезло в ГРИП и находится в расфокусе - на самой кромке. И это при том, что перед каждым фото клинок я мыл с мылом и насухо протирал чистой микрофибровой салфеткой - эти процедуры никак не повлияли даже на торчащее в самой кромке зёрнышко (все фото кликабельны и доступно раскрытие в оригинальный размер):

Снова прошёлся по притиру курантом, продолжил работу - становится лучше, но внезапно слышу скрип и вот такое появляется: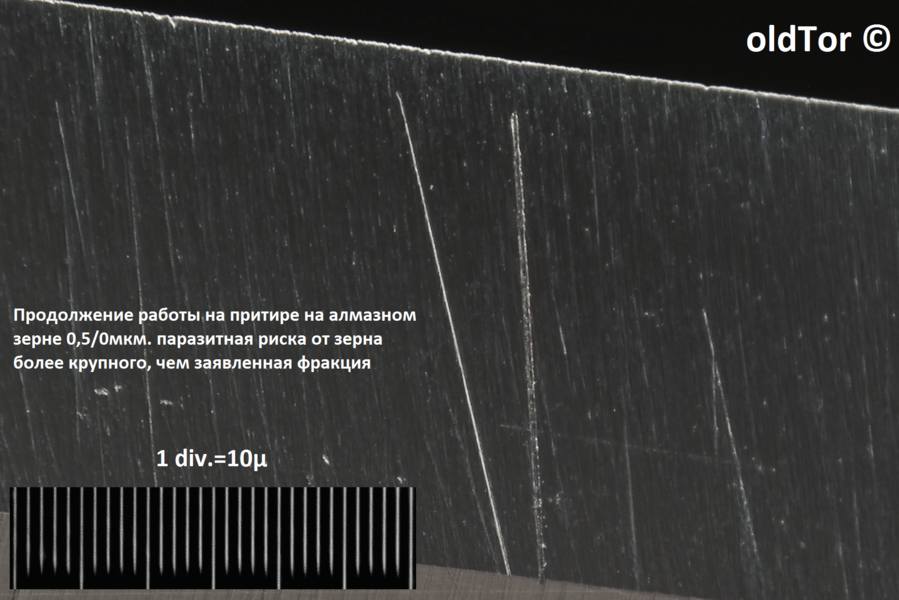
Хорошо ещё на кромку не вышло, хотя там и без того хватает - достаточно на этом же снимке слева зазубринкой "полюбоваться".
Отмыл притир, навёл новую свежую порцию с капелькой олеинки, как можно тщательнее растёр, поработал. Ну вот теперь вроде повезло - кромка вполне приличная для обработки алмазным зерном и даже для бритвы. Количество шаржировавшихся зёрен меньше чем вчера, но они всё равно есть, кроме того недостаточная однородность зерна данного номера пасты "внесла свои коррективы" - можно наблюдать зёрнышки около 2-3мкм. размером и риски от них. Но в целом, результат более-менее удовлетворительный: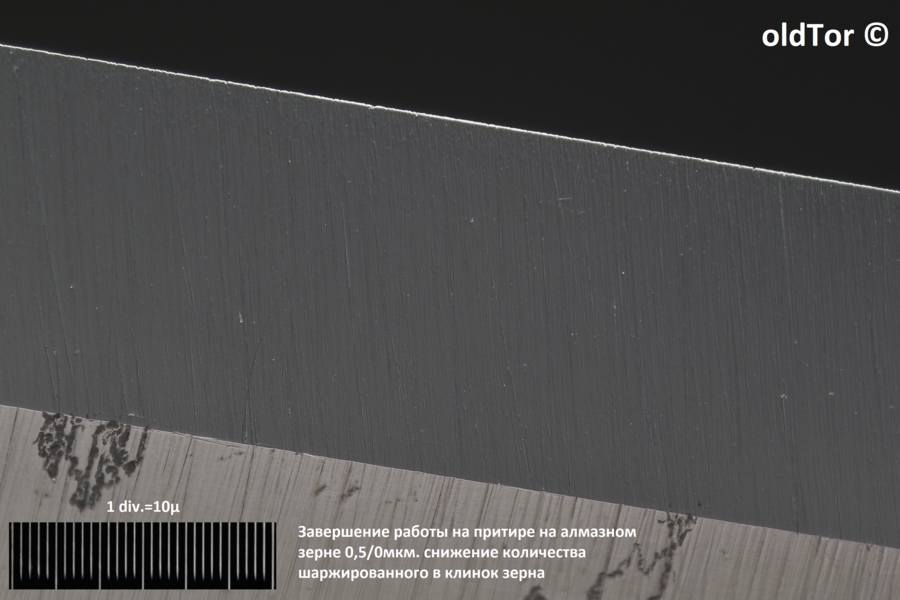
В общем - "без танцев с бубном" и без достаточно сильной оптики, опыта наблюдений в неё и опыта работы на притире - получить удовлетворительный действительно качественный результат при применении алмазного зерна на притире в обработке обычных закалённых сталей - дело непростое. На оксиде алюминия на притире или на камнях - значительно проще и предсказуемее, повторяемость выше. При том производительность алмазного зерна сводится на нет как раз необходимостью, вот как сегодня, иной раз и дважды переделывать, пока получится достаточно качественно, а на это нужно время. И если на камнях или на люксоре я спокойно делаю такие работы без оперативного оптического контроля, так как знаю, что и как будет, то тут без него обойтись не получается. В общем, полагаю, я достаточно подробно расписал и обосновал наглядно проблемы, которые поджидают. Со сталями быстрорежущими и/или порошковыми "посложнее" по составу и насыщенности карбидами - m390, высокованадиевые - вот там алмазное зерно на притире бывает целесообразно. На всё что проще, в т.ч. на "обычных порошках" типа элмакса или s30v - не вижу смысла, оксид алюминия более чем оперативен и шикарно справляется. Но в любом случае, даже то, что при не очень чистых алмазных пастах выходит на притире - не идёт ни в какое сравнение с тем безобразием, которое оставляют тонкие (и не очень) алмазные бруски.

Подготовка притира стандартная - притёрт на водной суспензии зелёного КК до F600 и затем с водой сглажен по вершинкам рельефа тонкодоведённым керамическим брусочком, применяемым и для растирания паст и порошков на притире.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Задний угол вышел 12 градусов, дальше ОА М14 с порошком F320 того же ОА, затем чистый камень. На Гуанси с маслом ушел с порошком F600 подняв угол на пол градуса, после проработки на F1200 , так же подняв на пол градуса. Промыл камень и продолжил с люксором белым на Гуанси. Масло турбинное , разбавлял уайтспиритом, сильно, примерно 5 частей спирита на 2 капли масла. Обратную сторону без подъёма , просто убирал заусенец. На чистом камне не работал, промыл , отдал на пробу, обратно не вернули, сказали, что хорошо и так.
Стекло из сканера добыть не удалось, впрочем получилось и без него. Посмотрел в микроскоп , сравнил кромку действующего и самодельного. После Гуанси с люксором кромка выглядит более симпатично. Заметил такую вещь, даю порошок на камень, идёт очень активный съем металла, шлам прёт в суспензию, затем наступает значительное замедление съёма, смотрю в прибор контроля, а этап то уже и закончен.
Похоже нашел я приключений на свою задницу. Микротом стоит 240 евро и когда из-за пандемии будет поставка не понятно, если техническому вынесут МОСХ , будем затачивать. Плюсов в этом не много, только то, что могу заказать любые камни , за любые деньги из любой страны.
Списанный микроскоп не дали, отдали онлайн УПС на 1300 ВА.
Задник от микроскопа зажали, матрица там полноразмерная , вещь редкая цены не малой, пусть на складе вылежаться, а уж чумадан люмюнивый ваще вещь не оценимая, что реально ценно-опыт, остальное не существенно.
Воспользовался технологией, которую применяю очень редко - а именно, объединение доводочной техники работы с полированием и применением полировального же средства (одного из).
На твёрдую основу (стекло, камень - не суть) плоскую, клеится листик самоклеющегося блокнота. Затем на срез тубуса пасты Люксор 0,5 мкм. наносится капля уайт-спирита и немного растирается. Полученная суспензия втирается в бумагу. Затем добавляется минимальное количество олеинки (просто подушечкой пальца слегка смазанной олеинкой сверху мажу бумагу с пастой). Далее на бумаге работается доводочной техникой, 2/3 времени - "на зерно"(!).
Зачем притёрта основа - это помогает бумаге лучше держаться и не ёрзать, и повышает производительность - сначала работают "точки" располагающиеся поверх выступающих точек рельефа основы, а время от времени переклеивая бумажку мы эту "топографию" меняем и работают уже другие. Таким манером снижается и "залипание" фаски на бумаге и минимизируется вытягивание микрозаусенца и полноценно отрабатывается порция зерна.
Если возникает необходимость выполнить технологический барьер, он делается на этой же бумажке с легчайшим прижимом - менее веса бритвы, просто "касание".
Важно! Угол должен быть неизменным - как на предыдущем этапе. Т.е. надо оставить старую изоленту на обушке, если работали с ней. Свежую - не клеим! Даже мизерный прирост угла и даже при первоначальных движениях вдоль РК приведёт к врезанию/погружению кромки в бумагу, снятие с неё стружки и спровоцирует завал и невозможность работы "на зерно".
Сохранив же неизменный угол, мы получим возможность работы на зерно и с минимальным искажением геометрии фаски - тонкое полирование _после_ доводки требуется выполнить так, чтобы геометрия "не ушла" - например его выполняют при изготовлении петрографических и металлографических шлифов и аншлифов и сохранить большую часть объекта плоским необходимо (в т.ч. для измерений).
Также необходимо это и в "нашем деле". Мы можем позволить себе на этом этапе легчайшее "зализывание" зоны РК и микрозубчика на ней, но в масштабе, сопоставимым с тем, каком имеем при направке бритвы на чистом кожаном ремне. Работа же "на зерно", помимо прочего, позволяет нам и подчеркнуть и выразить явнее необходимый кромке бритвы микрозубчик, или хотя бы намёк на него в рельфе фасок в зоне РК.
Кстати, на таких этапах, нам может хватить для оперативного контроля куда менее сильной оптики, чем при тонкой заточке и доводке, так как чем более "изолирован" нежелательный артефакт на РК, типа микрозаусенки или забойчика какого, благодаря высокой гладкости и отражающей способности фасок, тем проще его разглядеть, даже если он мельче значения разрешения используемой оптики.
Итак, что у меня получилось - избавиться полностью от шаржировавшихся в клинок алмазных зёрен - не вышло. Некоторые выскочившие даже успели посадить микрозамятия и щербатинки на кромку, на всё же некритичные. Я отыскал на бритве участок, где больше всего осталось засевших алмазов и даже там кромка нормальная - потом на чистый ремень и будет порядок.
Снимать такую гладкую поверхность - муторно, но вроде удалось всё что надо показать (фото кликабельно, по клику переход на фотохостинг и по ещё одному - развёртка в оригинальный размер):
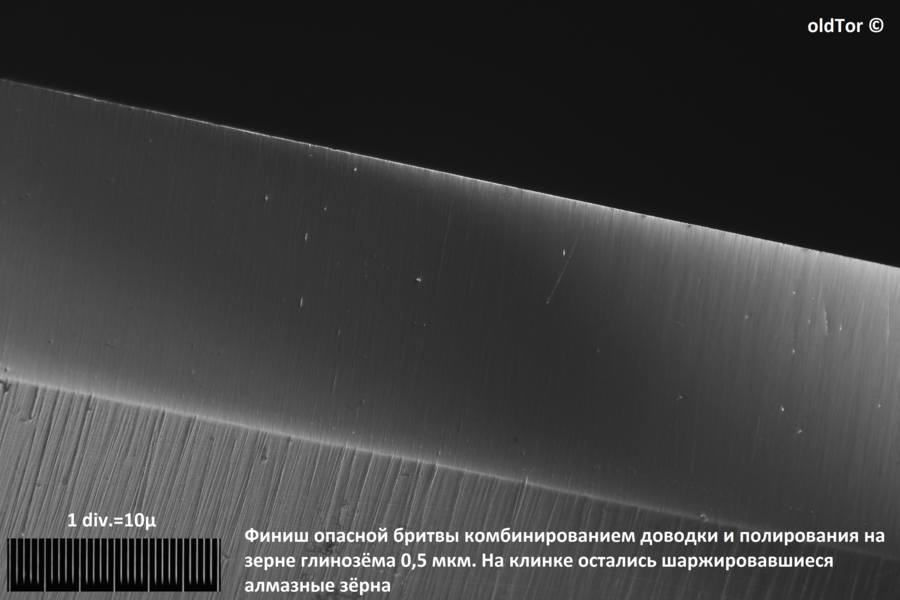
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Спасибо Ярослав, как всегда фундаментально.
Спасибо!
Высокованадиевые стали прочней, алмазы них работают быстрей. В микроскоп я не смотрел, на предмет шаржирования в них зерна, обычно алмазное зерно больше липнет в прочные и вязкие стали.
Надо будет попробовать, поищу структуру эльборового зерна , посмотрю. Так сложилось, что шлиф материалы твердости сравнимой с эльбором и алмазом я использую на этапе формирования РК и пока не уверен, что нужно что-то менять.
oldTor
Снимать такую гладкую поверхность - муторно, но вроде удалось всё что надо показать (фото кликабельно, по клику переход на фотохостинг и по ещё одному - развёртка в оригинальный размер):
Подскажите пожалуйста чем Вы делаете такие снимки?
"Самый простой вариант для масштабов от 2:1 до 12:1":
oldTor
В теме по ссылке, вторая часть первого поста с фразы:
"Самый простой вариант для масштабов от 2:1 до 12:1":
Спасибо. Попробовал найти в продаже Ломо План 10х0.22 Л и что-то мне пока не повезло 😊
GRID VIVAЯ на мешке покупал.
Попробовал найти в продаже Ломо План 10х0.22 Л и что-то мне пока не повезло
еще OldTor советовал http://micro-bu.ru/obektivy-obshchego-naznacheniya/
Кто-то за месяц находит, кто-то и за полгода или более. Что поделать - больше их не становится..
robbo
Я на мешке покупал.
еще OldTor советовал http://micro-bu.ru/obektivy-obshchego-naznacheniya/
Спасибо!
oldTor
Этот объектив довольно редок, так как комплектовал меньшее количество микроскопов, нежели тот же План 9х0.20
Кто-то за месяц находит, кто-то и за полгода или более. Что поделать - больше их не становится..
Я так понимаю у него меньше аберраций по сравнению с План 9х0.20 ?
Окуляры 10х и 20х.
Объективы
F=25 0.17
F=6,3 0.60
F=16 0.3
F=4,0 0.85
Для того, чтобы узнать увеличение таких объективов, следует разделить значение фокусного расстояния тубусной линзы на фокусное расстояние объектива. Обычно, наиболее распространённое фокусное тубусной линзы F = 200mm. в т.ч. у МЕТАМа на который паспорт в сети есть. Полагаю, тут тоже самое.
Соответственно, делим F=200 на F=25 получаем увеличение первого объектива 8х, второго 200 делим на 6,3 = 31,74 (округлённо их 30х считают), третьего 12,5х (число "не ровное", но такое увеличение - довольно ходовое в принципе для "бесконечных" объективов, особенно для металлографических и вообще для работы без покровного стекла) и четвёртого - 50х. Ну и чтобы понять результирующее увеличение конкретного объектива с конкретным окуляром - нужно перемножить их кратности.
В принципе, последование таких объективов по возрастающей увеличения проще запомнить по значению числовой апертуры (т.е. все эти 0,60 и пр. после указания фокусного расстояния) - чем её значение больше, тем выше разрешающая способность и кратность объектива (бывают конечно низкоапертурные объективы большого увеличения, и наоборот - высокоапертурные малого, но это скорее исключение - всякие ещё более узкоспециализированные).
forummessage/224/26
Решил начать пробы с самого мягкого и мелкого зерна (для максимального исключения в этой и последующих пробах проблем с шаржировавшимся более крупным зерном). Для сегодняшней пробы взял бритву из поста 306 данной темы.
Нанёс на притир немного пасты на основе субмикронного порошка оксида хрома от Ivan-3. Т.е. немного - это два раза провёл кусочком пасты без нажима и даже этого количества оказалось чрезмерно много. Добавил немного олеинки (сначала капнул на ватный диск и потом мазнул им по притиру), свежесмазанному уайт-спиритом с другого ватного диска.
Растёр пасту курантом (притёртой тонко и уже давно выглажившейся до совершенно безабразивного состояния керамикой - брусочком спайдерко ультра-файн).
Излишки стирал ватным диском.
Перед работой бритве был сделан технологический барьер, причём я использовал новый материал для него - в недавних пробах китайской шкурки на основе КК P3000 я сохранил полностью деградировавший и с совершенно истёртым зерном кусочек шкурки, на котором работал с капелькой олеинки и шкурка кроме того ещё и засалена снятым. Но кусочек был аккуратный и я решил что он пригодится для очень нежного выполнения ТБ на тонких стадиях.
Так оно и получилось - причём, для бритвы я придаю ему форму как на снимке: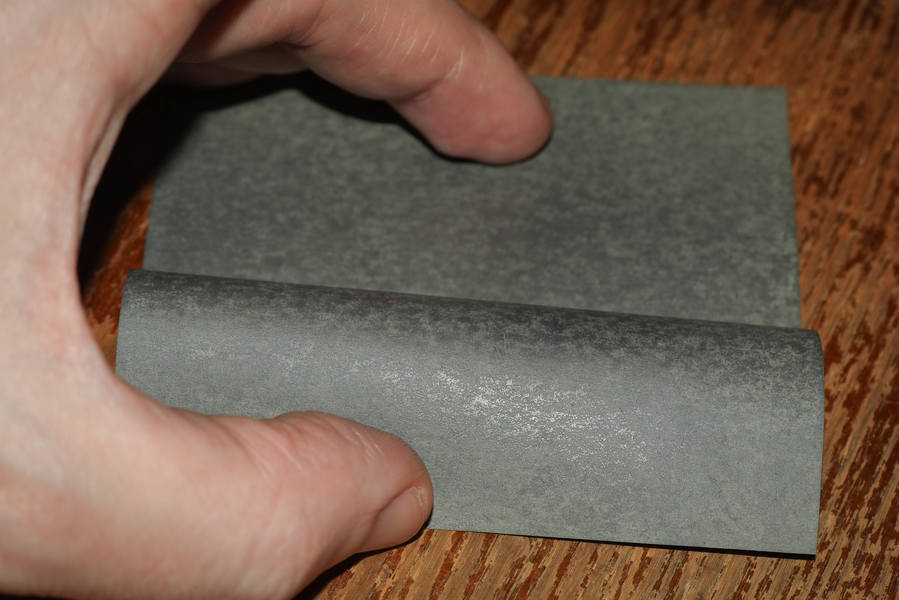
После чего, еле касаясь, т.е. вообще без давления, провожу по получившейся "трубочке" сверху бритвой, движением как бы "разрезая" её вдоль - почему вдоль, а для того, чтобы пятно контакта по-возможности было побольше - так нагрузка на кромку меньше. Одного, максимум двух движений хватает чтобы на очень тонком этапе обработки убрать оверхонинг, микрозаусеночные явления. Удобно.
Работал следуя данной рекомендации:
vovchiklj
Ярослав, хочу предупредить, будешь на чугуне пробы делать, старайся избегать коротких движений туда сюда. На камнях, керамике, стекле это работает, а на шаржируемых притирах это раскачивает зерно. Рекомендуют ход детали на всю площадь притира делать, потом изменять направление.
У тебя маленький притир, лучше вообще в одном направлении работать.
Может и зря переживаю, но мое мнение такое.
Кстати, несмотря на малый размер притира - мне его площади совершенно хватило, в т.ч. делая однонаправленные движения "на зерно", нанося риску с разумным наклоном относительно перпендикуляра к линии РК и имея возможность его варьировать, а также слегка смещать бритву при каждом проходе, чего требует техника доводки, для не повторения рисок.
Поскольку проба первая, я, естественно, переработал лишнего и не раз - мне пришлось делать ТБ трижды, а основная проблема заключалась в том, что несмотря на то, как, казалось бы, мало я нанёс пасты и олеинки, этого оказалось чрезвычайно много, кроме того и не сразу испарился весь уайт-спирит. В результате, только к "после третьего ТБ" и постоянно стирая отработку, я вышел на, как мне кажется, оптимальный и тактильно и по результату, ход клинка по притиру - т.е. плёночка, состоящая из остатков уайт-спирита, олеинки и связки пасты, наконец-то приобрела нужное соотношение компонентов и стала нужной "толщины", вязкости, "натяжения".
Вот как мне кажется, это самое трудное в работе на притире - научиться создавать сразу правильное (или хотя бы поскорее) это соотношение. На стекле я вроде бы научился, но тут всё иначе.
Что касаемо результата. С одной стороны я в общем доволен - ожидал худшего, особенно учитывая грубость рельефа притира - я полагаю, что риски такой толщины именно в силу этого - и не из-за каверн из под графита, а из-за того, что выступы рельефа оказались как бы слишком далеко друг от друга расположены, что привело к тому, что кучкующиеся на них зёрна, работали сразу "группами". Собственно, это так и на тонких брусках происходит. С другой стороны, если сделать поверхность слишком гладкой, не будет отвода шлама и микрозаусенка будет натягиваться гораздо быстрее и прилипание фаски станет чрезмерным, и пр.
Т.е. нужно ещё подыскать золотую середину между размером зерна абразива и частотой и размером выступов рельефа притира (собственно это то, что при разной притирке тех же природных камней нам даёт возможность подобрать наилучший расклад для работы - как в силу их структуры и состава некоторым не годится притирка тоньше F600, а каким-то грубее F1200, а какие-то нормально работают в довольно широком диапазоне притирок).
Однако я не могу всё списать на вышеуказанные причины и вынужден признать, что несмотря на мои усилия, соблюсти абразивную гигиену должным образом мне не удалось - есть следы вдавливания в фаску чего-то.
Отчасти я грешил на частицы стали с кромки - при выходе на оверхонинг в первый раз вообще откровенно похрустывало чутка - всё стёр и тщательно прошёлся курантом, прежде чем работать дальше. Но и это не единственная причина, так как после последнего ТБ даже, кромка всё равно сумела получить несколько микроскопических забойчиков.
И это несмотря на то, что характер обработки на последней стадии был столь тонок, что не убирал рисок с фаски, а резкое снятие и так малого давления до "отрицательного", т.е. меньше веса бритвы, вкупе с упругостью фаски в зоне РК и нагрузки на неё, практически сделали то, что обычно прерогатива направки на ремне - наволакивание стали на РК и некое "сжатие" там рельефа - т.е. кромка вышла очень гладкая и мега-тонкая, как будто уже направили на ремне и даже переборщили с этим. Волос она режет после притира в 18мм. то точки удержания.
Вот только бриться ею не стоит - она _избыточно_ гладкая - вместе со щетиной она "циклюет" кожу, смахивая с неё микронеровности, вместо того, чтобы мягко обходить их, что даёт на кромке бритвы наличие всё-таки достаточно заметного (по крайней мере в том масштабе и разрешении, в которых я делаю микрофото) микрозубчика.
Можно ли, тем не менее, таким манером довести бритву до нормального бритья - да, можно. Если сразу выбрать близкое к оптимуму соотношение компонентов на притире и остановиться вовремя.
Ну а теперь, микрофото результата:
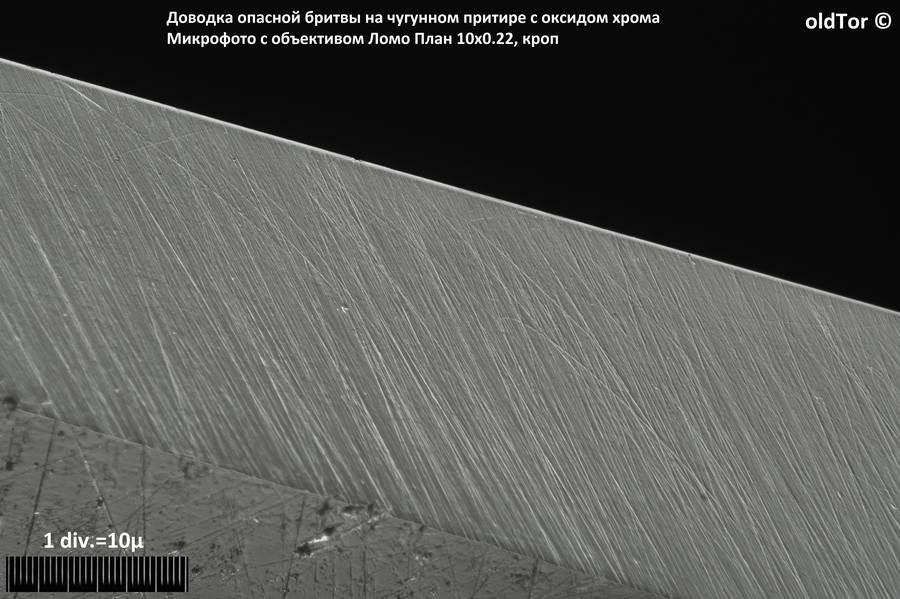
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Сделал два снимка поверхности с разным положением осветителя для лучшего понимания результата - масштаб идентичен:


Попробовал поработать с Luxor 1мкм. По бритве вышла полная хрень - мало того, что тактильный отклик ухудшился, так ещё и на фаске беспредел, включая шаржирование, хотя кромку сделать нормальной мне удалось:
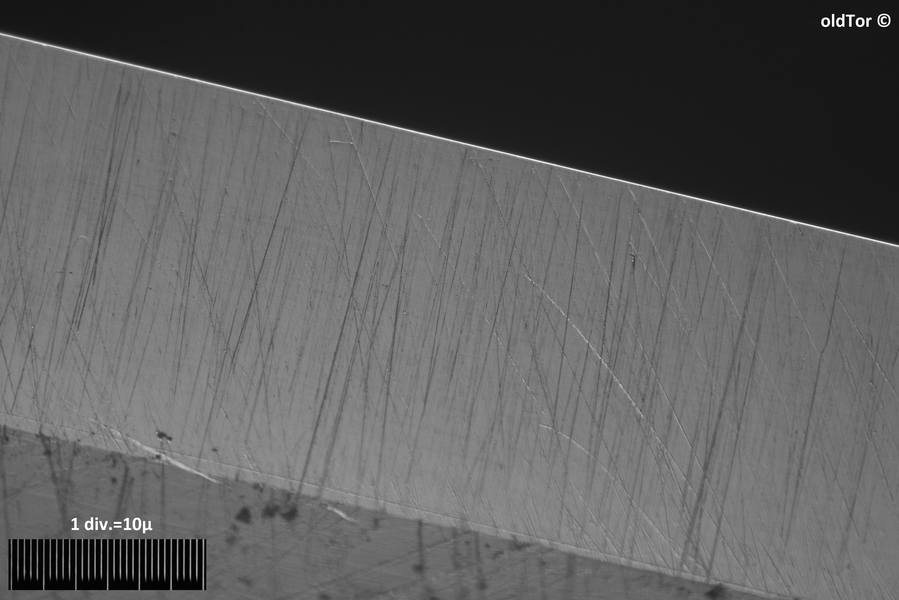
Кстати, давно собирался показать, сделал снимок _не отмытой_фаски_ - видна плёнка окислов с радужной окраской (это уайт-спирит с олеинкой постарались - характерно выглядит) а ближе к РК как бы "пузырьки" - это так собирается какая-то часть олеиновой кислоты:
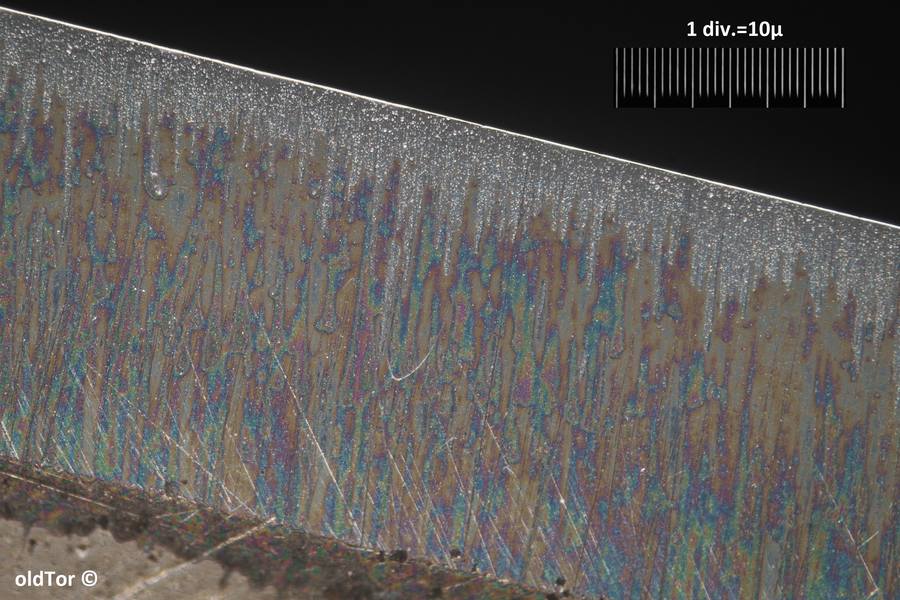
Ну и конечно, под таким слоем ПАВ и с плёнкой окислов, безобразие не так заметно. Поэтому очень важно при работе всегда тщательно протирать клинок для оперативного оптического контроля, причём удалить олеинку "насухую" не выйдет - нужно что-то, смоченное в бензине (для зажигалок, например) или в чистом уайт-спирите, а потом уже вытереть насухо. Если для фото, то микрофибровой салфеткой - она не оставляет ворсинок практически.
Я подумал, что делать дальше, и пока ещё притир в таком виде, опробовал его с Luxor 6.5мкм. А вот с этой фракцией вышло хорошо. Правда, я не снимал, но при случае снимки сделаю. В общем - шаржировалось как следует, работа весьма однородная, производительность бешеная. До реза волоса после ТБ - легко. Одно "но" - шероховатость фаски грубовата, грубее чем при работе на стекле и работа более жёсткая. Ну да ладно. Пока что надо было вернуться к зерну 1мкм. Я перепритёр чугун бруском Гриталон М10 СТ3 и далее "пришабрил" его поверхность ребром того же арканзаса и затем уже его рабочей плоскостью (с маслом) слегка сгладил поверхность. Вышло вот так (масштаб идентичен снимкам притира в этом посте ранее):

Занятно вышло - если в первом случае "островки" между грубых рисок вышли более гладкими, и "дыры" в них сильно позатирались, то тут - нет. Но зато поверхность в целом вышла более однородной.
Опять взял Luxor 1мкм. - ну что, уже намного лучше:
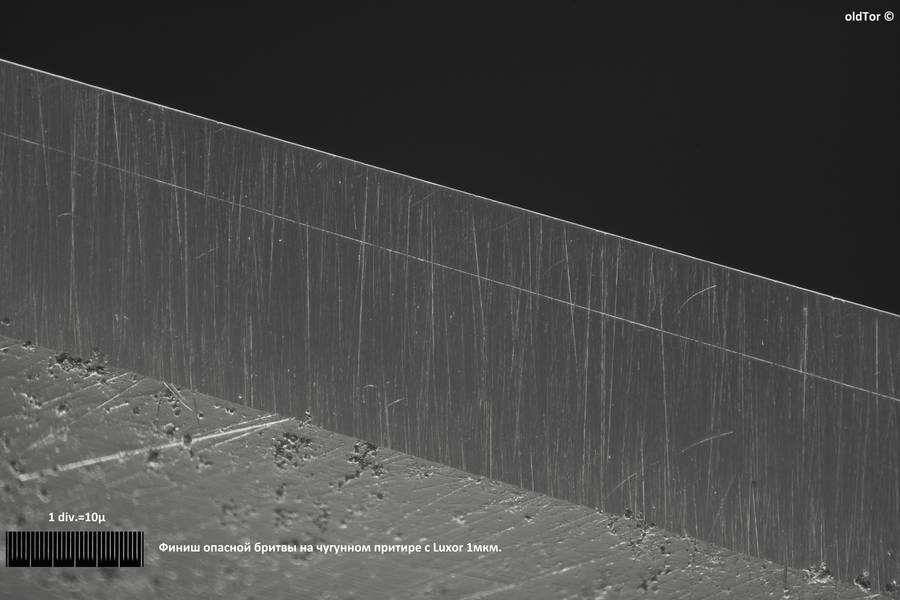
Я бы даже сказал - вполне прилично (на уровне многих тонких искусственных брусков с зерном под 8.000-12.000 JIS, кроме Суэхиро G8 - он по этой бритве работал тоньше, а у него "всего" 8000JIS, но он в принципе по тонкости и однородности работы уделывает большинство и более "высокогритных" синтетиков).
Причём, поверхность просто аццки блестит, но - между довольно широких и глубоких рисок - это намного грубее, чем на стекле то же зерно и менее однородно. Но, кромку, опять-таки удалось получить приличную, а фаски тоже стали намного лучше. Но это не работа, которую ожидаешь от 1мкм. зерна. Хотя такой вариант я считаю, достоин быть рабочим. Тем более, ситуация станет лучше, если обрабатывать более твёрдые и сложные по составу стали и с большим углом заточки. Но - при необходимости, даже на бритве таким манером, выходит, можно получить вполне пристойный результат. Только опять-таки - надо раньше остановиться, а то кромка чрезмерно гладкая.
Вторая особенность, чем ниже качество поверхности притира, тем крупнее абразив для работы.
Преимущество каменных притиров в том, что у них диапазон применяемых фракций абразивов шире. К примеру, в рамках доводки какой-то поверхности чугунных притиров понадобится 3, каменных 2, и каменный притир не ржавеет от лежания, не привередлив к месту хранения.
Риски на фасках могут быть от зёрен карбидов или оксидов. Обычно для притиров чугун отбеливают.
Да, мне это ясно по поводу чугуна и в сравнении с камнями и стеклом, даже сталью (с медью и гранитом тоже пробовал, как и с текстолитом и плексигласом), но мне интересно как следует покопаться в вопросе в личной практике.
Ну и выяснить границы допустимых подготовок притира под тот или иной диапазон зёрен разных абразивов.
Так что "отрицательных" результатов тоже будет достаточно и я планирую их показать, чтобы потом было проще сразу иллюстративно отвечать на вопросы, типа "почему лучше так, а не эдак".
Постепенно накопится какая-то систематика.
Про отбеленный в качестве притиров пока нигде не читал, поищу.
Не слишком ли они тверды для шаржирования в т.ч. оксидом алюминия, по сравнению с фигурирующими у того же Оснаса и Ящерицына серыми?
По полусвязанному зерну у меня пока вопросов нет - в этом плане я предпочитаю стекло, за 4,5 года практики с ним, мне удалось вроде бы в достаточной степени "подружиться" с такими притирами, а сейчас вот интересует именно с шаржированным зерном разобраться получше.
Далеко не для всех притиров нужен отбеленый чугун. Важный вопрос о циркуляции притиров, после работы на мелком порошке , с потерей геометрии притиры переводят на работу с грубыми порошками, затем шлифуют и снова используют для работы с мелкими порошками. Это вызвано тем, что
А. Шаржированный мелкий порошок не влияет на работу более крупного и удаляется в процессе работы крупным порошком. После шлифовки на станке, обычно с сож в виде керосина на обновленном притире очень мало остаётся шаржированного зерна от шлиф круга. Шлиф станки с с керосиновым сож обычно используют только для шлифовки чугунных притиров.
Б. Затем притир перекрёстным способом шабрят и без абразива, с маслом друг о друга очищают. Можно не шабрить, специалиста в тонком шабрении найти сложно. На последней операции в масло вводят синька, для визуального контроля пор и раковин. На квадратный дюйм у притиров для тонкой доводки не допускается более 3 различимых раковин. Различимой считается раковина синий краситель в которой различим невооружённым глазом. Если притир назначается для работы с пастой гои, можно использовать ее вместо синьки, контроль ведётся по зелёным точкам.
P.S. Для упрощения процедуры вместо второго притира мы иногда использовали бланк кварцевого стекла толщиной не менее 8 мм и размером не менее 10х10 см предварительно матированный с обазивом на свежешлифованой плите для сохранения геометрии притира. В вашем случае подойдёт любой стеклянный ровный бланк.
По работе с алмазным абразивом на притирах я мало что знаю, у нас такие пасты были, но на практике их применяли редко, т.к контаминация алмазов на другие поверхности считалась катастрофой и лучше отработать лишний час другой с 2мя переходами, чем тотально очищать участок , ёмкости, станки и нструмент от возможной контаминации алмазным зерном.
Удалось улучшить результаты и Luxor 1мкм. и субмикронного оксида хрома - вот теперь похоже уже на то, что хочется получать от зерна 0,5 или 1мкм.
Что касаемо притира - его поверхность меняется, прирабатывается, причём заглаживаются и многие крупные дыры от графита (но не все) и вскрываются очень мелкие, вполне адекватные для того, чтобы в них шаржировалось тонкое зерно - в общем приработка вот такая и шлифовка, как если делать шлиф - дают (резонно) абсолютно разные поверхности. Я уже уверен, что обломков зёрен от притирки тут и в помине не осталось, ибо снял я с него немало - "топография" даже крупных каверн уже пару раз сменилась. Попутно (и это в работе заметно) графит постепенно "выбирается" и в т.ч. тоже смазывает рабочую поверхность в процессе работы на ней - попробовал сделать снимок её прямо после работы - не мытую, просто тщательно вытертую - видны как бы "в синеву" участки - это размазавшийся графит. Жаль только, что на сальной поверхности никак не удаётся сфокусироваться достаточно резко, но в целом всё понятно:
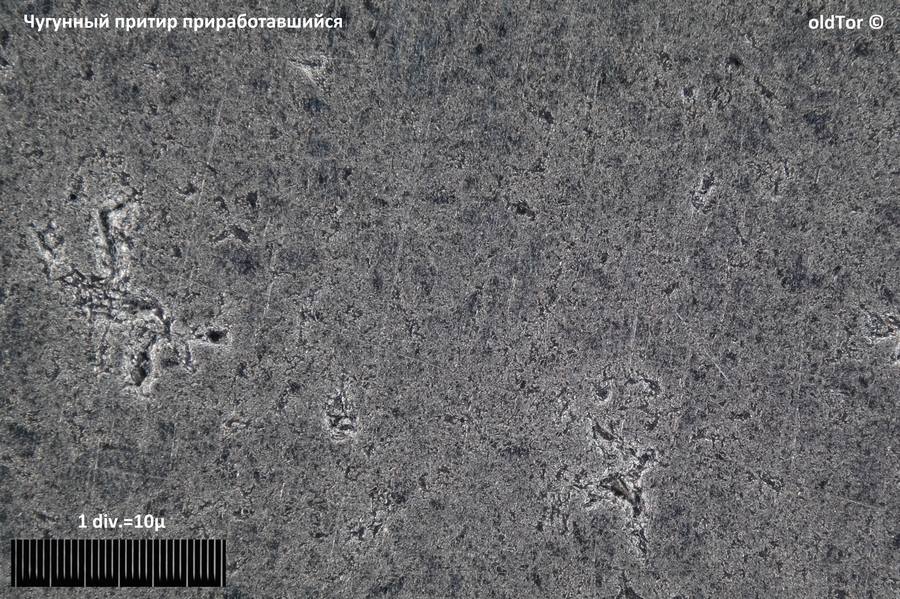
Остаётся вопрос - откуда царапки? Но на него я ответ вижу в том, что удалось увидеть на микрофото результата - если открыть в оригинальном размере (это доступно по клику, перейдя по, опять же, клику, на фотохостинг), то правее ближе к РК будет заметна проявка структуры стали слегка, а ближе к центру есть лунки от выпавших карбидов. Чуть левее центра снимка есть две вертикальных риски, внутри которых как будто горошины в стручке, несколько "зёрнышек" - это характерная картина раскрошившегося карбида, чьи обломки "поползли" в матрице. Ну а косые риски правее - уже явно от притира. В общем, по совокупности этих и прочих факторов и наблюдений, я склонен полагать, что паразитные царапины в данном случае (и в какой-то мере в предыдущих пробах) - следствие того, что при очень тонкой обработке рано или поздно сколько-то карбидов обнажается, они оставляют царапины на самом притире, могут вывалиться и застрять в нём, поцарапать фаски и РК. Несмотря на плёнку ПАВ.
Да, всё могло быть и хуже, но я ещё предварительно сгладил чуть переход между полотном и фаской - когда там острое ребро, оно само способно сажать задиры на чугун, а поскольку на нём ещё и были каверны от питтинговой коррозии - это тем более опасно. Сегодня я и этот фактор исключил.
В целом, результат я считаю удовлетворительным - вышло очень тонко и гладко, для невооружённого взгляда всё безупречно, в микроскоп МПБ-2 - тоже или, скажем, на "99%". Только уже при микросъёмке видны "не идеальности", и то, мне пришлось серьёзно попотеть, пока удалось выставить свет так, чтобы всё это было как следует видно, так как "зеркало" снимать очень трудно информативно и всё-таки пришлось чуть отклонить фаску от плоскости кадра: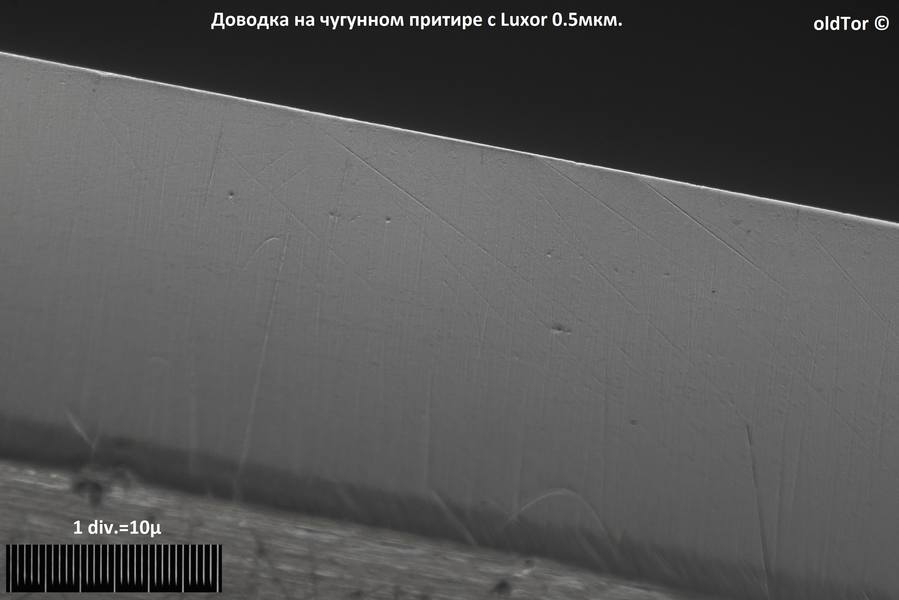
В общем я убедился, что при достаточно тонкой и тщательной подготовке чугунного притира даже и не из оптимального по структуре чугуна, можно вполне успешно и адекватно этапу, работать на субмикронном зерне.
Набрав опыта, полагаю, удастся подобрать режим работы, кол-во ПАВ и время "переходов" на этап, технику работы, обеспечивающие и более чистый результат.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
В результате, следующие же пару-тройку проходов мне напортили - в самой зоне РК произошло то, что нередко бывает при ошибке в давлении на доводочном этапе - фаска стала "залипать" на поверхности и резко сорвало нагартованные слои стали у самой кромки, толщина слоёв ~ в районе 1,5мкм., и получились мелкие множественные задиры, сопоставимые с размером используемого зерна - фото кликабельно, открыв в оригинальный размер, перейдя на фотохостинг, можно рассмотреть как следует - по-моему довольно наглядно вышло снять:

Оно, конечно, не беда - нож весело режет волос и я даже рад, что вышло не слишком гладко, ибо этой стали особо резать нечем, кроме рельефа, сообщённого кромке и фаскам в зоне РК при заточке и доводке. Потому и переделывать уже не стал. Но с другой стороны - досадно совершать такую ошибку и получать не то, что гипотетически "могло бы быть", так что потом пробу надо будет повторить.
Да, преимуществ у бензина для зажигалок перед уайт-спиритом пока не заметил, по-моему без разницы.
Что занятно - несмотря на довольно шероховатую поверхность фаски, блестит она очень ярко и "чистенько". Что ещё раз подтверждает, что на этот пресловутый блеск ориентироваться не стоит - никакой вменяемой информации о качестве поверхности он не даёт, скорее врёт.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Я не могу сказать что разница по получаемой грубости обработки заметно отличается, выходит примерно одинаково.
Количество пасты и олеинки я взял насколько возможно одинаковое (нанёс всё на одну поверхность где размешал, потом постарался равные количества перенести на чугун и на стекло) и работал в одинаковой манере на одинаковых же площадях притиров.
В тактильном отклике чугун проиграл - при довольно большом по заточным меркам пятне контакта, внезапные "залипы" на поверхности, степень прилипания гуляла очень сильно.
В производительности и однородности обработки - тоже проиграл.
В обоих случаях я не заметил шаржирования эльбора в сталь, т.е. по этому параметру оба притира справились хорошо.
При работе я менял направление движений и делая последнюю смену, засекал время с прицелом на то, чтобы определить - насколько хорошо удастся удалить риски от предыдущих направлений. На это я отводил всего 1 минуту, так как целью было не то чтобы полностью удалить, так как тогда бы оставался вопрос - "а в какой момент это произошло", а важно было именно заметить тенденцию.
Я на скорую руку сделал парные кадры одних и тех же участков - с косым освещением слева сбоку для наиболее резкого показа рельефа поверхности и с косым освещением под более тупым углом сверху слева - для проявки недовыведенных рисок от предыдущих направлений обработки. Я особо не старался соблюсти совпадение плоскости кадра с плоскостью объекта съёмки, так как в данном случае это не суть важно. Съёмка - просто камджипег в ЧБ.
На снимки прицепил фрагмент шкалы объект-микрометра, снятой в том же масштабе - цена минимального деления - 10мкм. Первая пара снимков - работа на чугуне:


Вторая пара - на стекле:


Как можно наблюдать, при работе на чугуне появились вырывы, которых не появилось при работе на стекле, что я связываю, разумеется, с однородностью прилипания. Почему не вышло достаточно однородно - с одной стороны это странно, так как чугун и сам истирается и графит выделяется и тоже служит смазкой, но, он же может добавлять густоты в плёночку ПАВ и связки пасты на притире и как бы "сушить" её. На стекле такого не происходит, разумеется.
В общем, стекло выиграло. Я не могу утверждать что это всегда так будет, всё-таки как я ни старался работать одинаково, но у меня и привычка к стеклу больше и стекло-то "правильное", или, по крайней мере, подготовленное "установленным образом", а чугун - "произвольный" и состояние его поверхности в процессе работы меняется гораздо заметнее, хотя бы в силу возникающих на нём, как и на обрабатываемом объекте, плёнок окислов, не говоря уже об изменении "топографии" засчёт выделения графита и истираемости притира в целом.
А вообще я бы добавил, что несмотря на твёрдость обрабатываемой стали - получаемая шероховатость просто жесть при таком размере зерна. Но, правда, и на производительность пожаловаться не могу. Но вообще, я бы предпочёл Luxor 3мкм. Но пробы есть пробы - на то они и нужны - сравнивать.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Всё не то. Не зря писал, кажется, Веничка Ерофеев - "в мире компонентов нет эквивалентов" 😀
Деградация масляного слоя очень скора. Однородность страдает. Собственная связка паст нужной плёнки и достаточно стойкой - тоже не обеспечивает.
В общем - пока что то, что написано у Ящерицына и то, что рекомендовал Дмитрич в плане работы на притирах с олеинкой - для меня остаётся вариантом, доказавшим свою работоспособность и которому остальные - проигрывают. В первую очередь по однородности, во вторую - в производительности. По сравнению с маслом - раза в два что на грубом зерне, что на мелком. Да, в третью - износ притира при работе без олеинки - заметно менее однороден. Что тоже немаловажно.
Но если уж олеинки нет, допустим, то и с маслом в общем-то можно получить даже на грубом алмазном зерне результат лучше по однородности и тонкости, чем на брусках и при том значительно быстрее, что не новость. Вот крайнюю пробу сфотографировал - довольно тухло оттермиченная 95х18, чрезмерно вязкая и мягкая - даже на ней удалось получить на притире с алмазным зерном 50/40мкм. результат намного лучше, чем на том же венёве - наиболее крупные забои на кромке после притира около 30мкм. глубиной, а после бруска получались обычно около 50мкм., общая тонкость кромки существенно выше. При том скорость обработки в последней пробе (сравнивалось на разных сторонах клинка при заточке с понижением угла до выхода на РК) выше раза в полтора - чугунный притир продолжал резать всё время, при том что венёв, свежепритёртый, выглаживался с каждым проходом и по-моему надо быть мазохистом, чтобы пытаться на нём что-то заточить. Причём мазохистом с неограниченным временем) И ведь это всего-навсего 95х18.
Я не выдержал, и когда риска только-только дотянулась до РК, сразу и вторую сторону перешёл обрабатывать на притире. При том - у бруска заявлена концентрация 100% а на притире на единицу площади у меня шаржированных зёрен было поменьше, чем на бруске.
Собственно, я такие пробы уже делал и раньше и даже обзоры где-то публиковал, но там сравнение было не с чугунным притиром. Ну вот теперь будет и фото работы на нём с таким зерном: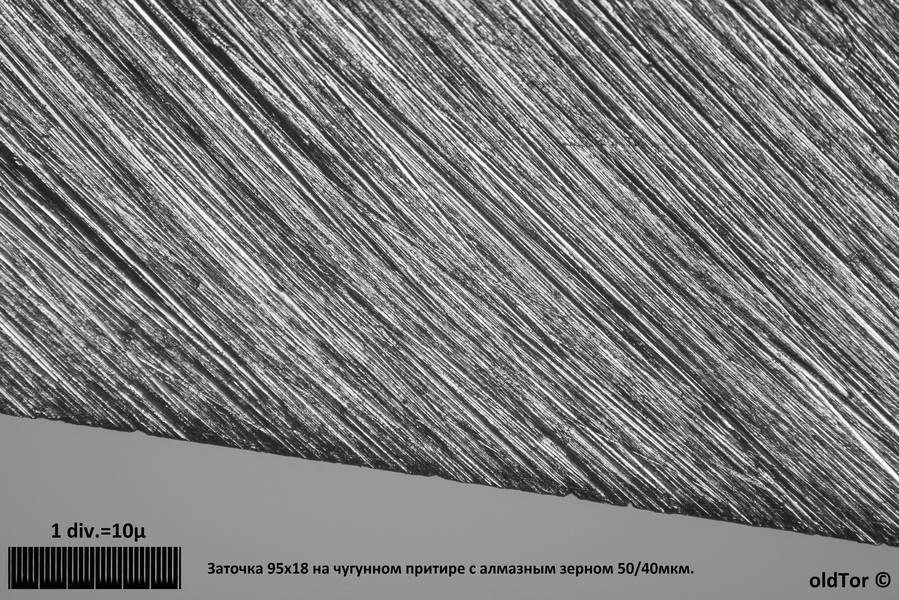
Конечно, это только в рамках сравнения - в рабочей практике я такие стали на алмазах такой фракции обрабатывать не стану - нафига мне нужен дефектный слой в добрых 60мкм. толщиной, если не больше, и необходимость на этапе получения такой тонкости кромки, удалять с неё далее минимум 30мкм., чтобы убрать забои. Это пусть адепты венёва отрицающие оптический контроль и здравый смысл так развлекаются, а я это считаю лишней потерей времени. Но для наглядного примера - иногда стоит, я считаю, сделать заведомо не так, как было бы лучше.
P.S.
При том отмечу, что на стеклянном притире оливковое масло в качестве альтернативы олеиновой кислоте показывает себя намного лучше, чем на чугуне. Вазелиновое - нет.
Но это в общем-то подтверждается и специальной литературой - вот, к примеру, в цитате указаны рекомендованные СОЖ в частности для работы на стеклянном притире, в частности с алмазным зерном: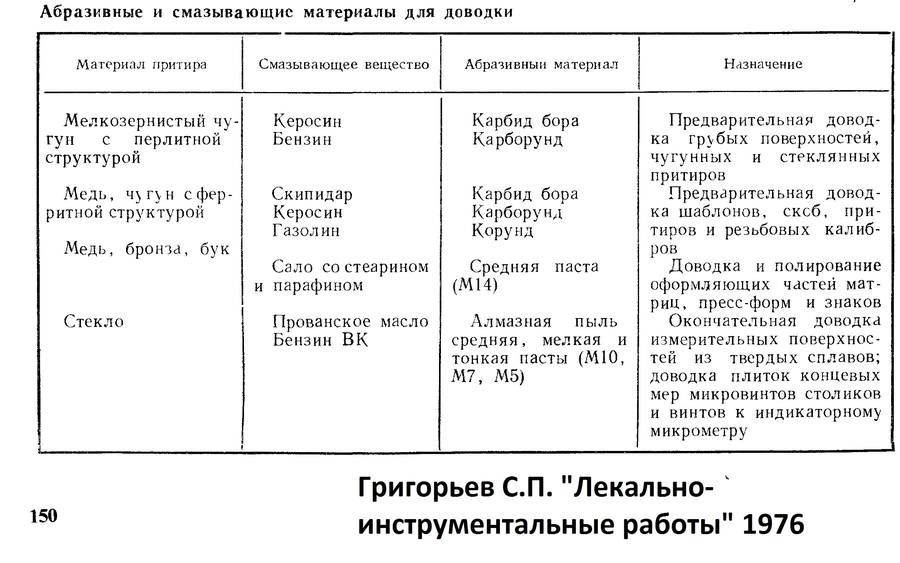
Прованское масло - это и есть оливковое масло.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Как известно (по крайней мере мне, со слов Дмитрича и тем, кто с ним беседовал по этим вопросам), для работы с зерном м10 и тоньше, подготовка стеклянного притира заключается в притирке его на суспензии карбида кремния зелёного фракции F600 с водой, с последующим сглаживанием с водой по вершинкам рельефа чем-то гладким и твёрдым. Например доведёнными тонко арканзасом, керамикой, стеклом и пр. При использовании на стекле зерна более крупных фракций в виде полусвязанного, что в общем-то не так уж часто применяется (предполагается в специальной литературе, что более крупное зерно применяют на притирах из других материалов, как правило) притирка должна осуществляться на суспензии карбида кремния зелёного фракции F320. Уже F400 может оказаться недостаточно для сообщения притиру нужного рельефа.
Использование с более крупным чем м10 зерном более тонко подготовленного притира или вообще не притёртого стекла, как и применение не притёртого стекла даже с субмикронным зерном, приводит к целому комплексу проблем и, как следствие, неудовлетворительному результату:
1) Попытка растереть комки и агломераты зёрен на стекле, которое планируется использовать как притир, но не притёртом или притёртом слишком тонко - приводит к появлению паразитных царапин и лунок на стекле, часто существенно превышающими размер агломератов зёрен, а разбивка агломератов поначалу мало эффективна, а при продолжении попыток - приводит к чрезмерной деформации зёрен
2) Катастрофически повышенный износ стекла
3) Ускоренная деградация зёрен - алмазные зёрна начинают затупляться и дробится. Причём в какой-то момент это происходит "обвально" - кто притирал вакуумплотную керамику на алмазном зерне на стеклянном, керамическом или гранитном притире - знает, что это такое.
4) однородность работы оставляет желать сильно лучшего, потому как разброс фракции увеличивается а производительность снижается
5) деформированное зерно и его осколки не способны справляться со структурой стали
6) обломки зёрен шаржируются в обрабатываемый объект даже в ситуации, когда его твёрдость превышает твёрдость притира
В силу вышеуказанных причин, можно конечно получить довольно тонкую обработку по сравнению с ожидаемой от фракции использовавшегося зерна. Но о качестве обработки говорить не приходится.
Я решил продемонстрировать результат подобного подхода на примере клинка из быстрорежущей стали Р18 с заявленной твёрдостью 64 HRC на непритёртой стороне одного из своих стеклянных притиров с алмазным зерном из пасты 28/20мкм. Сделал снимки одного и того же участка с чуть разным падением света и сдвигом фокусировки и сделал разный кроп (фотки кликабельны):
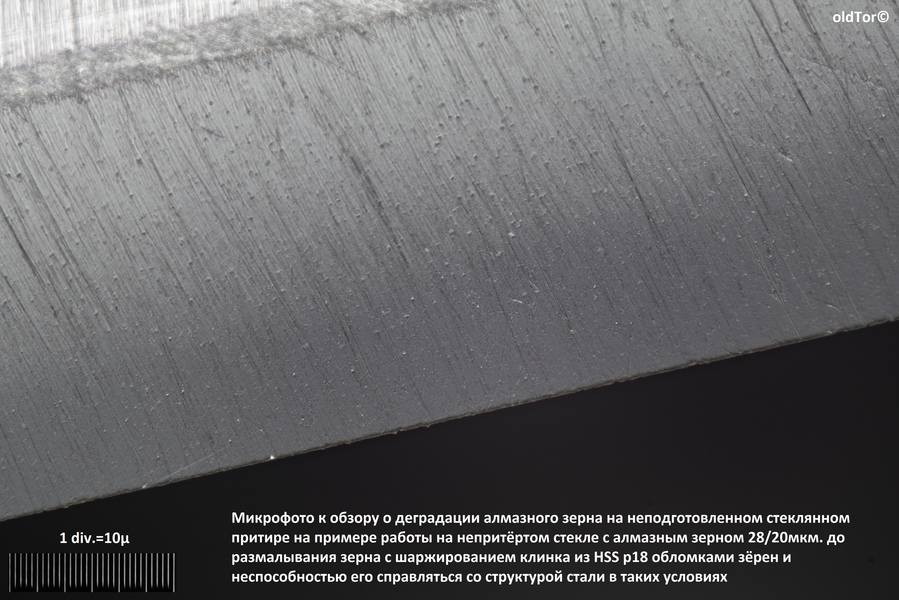
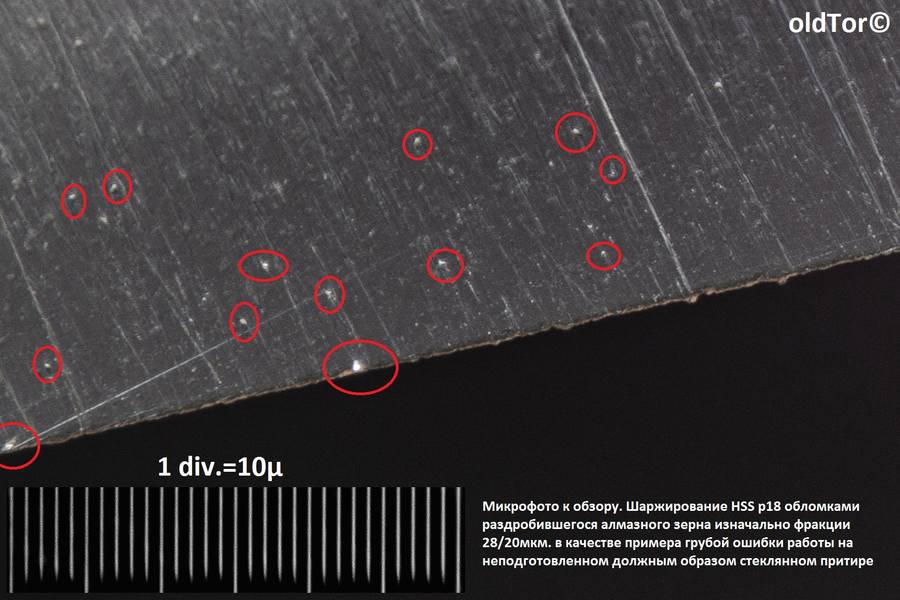
Как можно видеть - действительно, полученная обработка гораздо тоньше, чем можно ожидать от зерна такого размера. Но это единственный "плюс", который начисто убивается минусами:
структура "торчит", однородность обработки скверная. А хуже всего - в больших количествах, наряду с задирами и выступающими карбидами, присутствуют застрявшие в клинке обгалтовавшиеся обломки зёрен, размером примерно 6/3 мкм. Отличить их от выступающих карбидов непросто, но при определённом угле падения света - вполне можно - на втором снимке с бОльшим кропом я обвёл красными овалами наиболее безвопросные. Я их живьём отсматривал в микроскоп и в значительно большем разрешении, но снимать в нём не увидел особо смысла - пришлось бы делать стэкинг, а в единичных снимках бОльшая часть каждого вкрапления попадает в расфокус и начинает светиться - легко можно спутать "с пылью на фаске", которой тут нет.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
oldTorЯ уверен, что этот человек использует толстый слой алмазной пасты, где как в грязи двигает клинок.
Меня тут недавно один человек уверял, как прекрасно работается на алмазном зерне на непритёртом стекле.
Arkaim
А зачем чугунные притиры использовать на каждом этапе ? Как только плоскость повторила форму притира надо использовать более мягкие притиры.
Ну, во-первых, тема о пробах. Если не пробовать разное, то не понять, как что работает в той степени, в какой это нужно для свободного владения предметом и понимания вариативности, а также понимания, какие ошибки и нарушения технологии чем чреваты - где можно пренебречь какими-то моментами, а какие необходимо соблюдать строго.
Во-вторых - после получения плоскости, надо её не потерять. Прочие "надо" - в разных случаях разные.
"Зачем" - задача притирки и доводки не только получение плоскости на предварительном этапе, но и сохранение её далее, при необходимости получить требуемую шероховатость и характер этой шероховатости, а также сделать процесс целесообразным с точки зрения трудо-, время- и ресурсо- затрат. Этим, в частности руководствуются, когда есть выбор выполнить один и тот же класс обработки, разными абразивами, в зависимости от режимов работы и пр. Естественно, в разных работах и при разном ТЗ и пр., реализовать процесс можно (а часто и должно) - по-разному. Когда быстрее и проще взять притиры из различных материалов, а когда - из одного и того же.
В некоторых случаях далее используются более мягкие притиры или вообще полировальники. Как, например, при изготовлении шлифов и аншлифов.
Но точно также, есть практика и перехода от более мягких притиров к более твёрдым. Например от чугуна к стали и стеклу. И как раз для режущего инструмента, в случаях когда важна наиболее тонкая доводка и наиболее точная геометрия - используются твёрдые притиры. Например стеклянные для ножей микротомов или для бритв.
Кроме того, если обратиться к специальной литературе, на которую я постоянно ссылаюсь и даю выдержки, то обнаружим, что материал притира выбирается в т.ч. и в зависимости от того, какие абразивы применять и в каком виде. Немаловажно ещё и то, какие именно материалы и изделия обрабатывать. И какие мы можем себе позволить допуски.
Также, в специальной литературе мы обнаружим и таблицы, где для трёх последовательных операций доводки: предварительная, чистовая, окончательная - будет указан чугун, при указании также и альтернатив для каждой из этих операций, что более твёрдых, что и более мягких.
Короче говоря, практика применения притиров не может быть обобщена каким-то одним узким образом исчерпывающе - она намного разнообразнее.
Евгений_Е
Я уверен, что этот человек использует толстый слой алмазной пасты, где как в грязи двигает клинок.
Вероятнее всего. И оценивает результат невооружённым взглядом. Т.е. без вменяемых данных о том, что у него на выходе. Я даже не уверен, что он проверяет плоскостность средствами проверки таковой.
Здесь на ум приходит только замена эльбора на ОА, кристаллы у него другие, они работают даже на весьма гладких поверхностях, например в оптическом производстве доводят линзу притиром из того же материала, все получается. При этом требования к геометрии поверхности весьма строгие, если на передней линзе будет микроартефакт, на задней он увеличится в разы кратности прибора и более.
Опять же качество порошка в плане однородности должно соответствовать. Следующий аспект, о котором многие подозревают, толщина пленки сож. СОЖ -вообще в ветке классифицированы методом применяемости, это верно, однако, один и тот же СОЖ по разному разбавленный даст разной толщины пленку. Я писал об этом , но безотносительно к теме притиров.
Мораль басни здесь простая, вспоминаем триботехнику. Условие граничной смазки выглядит, как S=2(N1+N2), где S_толщина масляной пленки, N-среднеквадратичная высота микронеровностей трущихся поверхностей. В нашем случае N1, N2, N3 складываются геометрически по теореме Пифагора, но это в теории, на практике не всегда это так.
В отношении работы на камне я писал, что соотношение объема масла и растворителя для камней варьируется слабо(применительно к шероховатости камня для данного этапа) , т.к подбор происходит для 2 переменных, а именно камня и материала, в случае с притирами переменных 3, притир, материал и порошок. На участке доводки у каждого специалиста был блокнотик, где они записывали пропорции смесей масел и растворителей, часто, прослеживалась зависимость между партией масла, растворителя и абразива, поэтому пришли к тому, что сделали доску, где мелом писали ?партии того, другого , третьего и объемы смешивания. Эту бухгалтерию вел ведущий специалист, т.к работали в 2 смены, смеси маркировались по номерам заказов\нарядов. О том, что на участке держали микроклимат на уровне 18-20 градусов при влажности 40% вообще не обсуждается. Тонкие пленки СОЖ чувствительны к этому весьма. Чугунные притиры устанавливались на столы с углублениями, в углубления заливалась вода для термостабиллизации притира, в особенности, когда работа проводилась с длинными деталями на плитах от 600х800мм и выше. Деформация чугунного притира должна быть всегдда одинаковой и не зависеть от местных нагревов, это важно, если притираемая поверхность имеет большой размер, например поверочный куб 600х600мм и более.
Ещё раз большое спасибо!
oldTorПросто я тоже как то ставил эксперименты с заточкой на притирах ну только я это делал на "заводе" на участке доводки )) и пришел к выводу что какой то результат можно получить только используя приспособу "в стиле подошвы рубанка с зафиксированным лезвием " Я просто смотрю на макро фото РК и вижу что везде задиры или РК забита абразивом с стружкой ну или вся поверхность шаржирована. Мы обычно выводили ответную часть торцевого уплотнение "плоскостность торца кольца"Ну, во-первых, тема о пробах. Если не пробовать разное, то не понять, как что работает в той степени, в какой это нужно для свободного владения предметом и понимания вариативности, а также понимания, какие ошибки и нарушения технологии чем чреваты - где можно пренебречь какими-то моментами, а какие необходимо соблюдать строго.
Во-вторых - после получения плоскости, надо её не потерять. Прочие "надо" - в разных случаях разные.
"Зачем" - задача притирки и доводки не только получение плоскости на предварительном этапе, но и сохранение её далее, при необходимости получить требуемую шероховатость и характер этой шероховатости, а также сделать процесс целесообразным с точки зрения трудо-, время- и ресурсо- затрат. Этим, в частности руководствуются, когда есть выбор выполнить один и тот же класс обработки, разными абразивами, в зависимости от режимов работы и пр. Естественно, в разных работах и при разном ТЗ и пр., реализовать процесс можно (а часто и должно) - по-разному. Когда быстрее и проще взять притиры из различных материалов, а когда - из одного и того же.В некоторых случаях далее используются более мягкие притиры или вообще полировальники. Как, например, при изготовлении шлифов и аншлифов.
Но точно также, есть практика и перехода от более мягких притиров к более твёрдым. Например от чугуна к стали и стеклу. И как раз для режущего инструмента, в случаях когда важна наиболее тонкая доводка и наиболее точная геометрия - используются твёрдые притиры. Например стеклянные для ножей микротомов или для бритв.Кроме того, если обратиться к специальной литературе, на которую я постоянно ссылаюсь и даю выдержки, то обнаружим, что материал притира выбирается в т.ч. и в зависимости от того, какие абразивы применять и в каком виде. Немаловажно ещё и то, какие именно материалы и изделия обрабатывать. И какие мы можем себе позволить допуски.
Также, в специальной литературе мы обнаружим и таблицы, где для трёх последовательных операций доводки: предварительная, чистовая, окончательная - будет указан чугун, при указании также и альтернатив для каждой из этих операций, что более твёрдых, что и более мягких.Короче говоря, практика применения притиров не может быть обобщена каким-то одним узким образом исчерпывающе - она намного разнообразнее.
толшиной около 2.5мм на бумаге которая лежала на плите "финишной" по верх бумаги наносили капельку пасты разведенную бензином и по всей плоскости кисточкой. Как бензин испарялся, наносили пару "пшиков" керосина из парфюмерного флакончика. и потихоньку пока не появится четкое шуршание которое было маркером что "пики-впадины" в пределах 0.0001.2мкм. )) Ну тут разные наверно вещи.. ну принцип тот же)
Пики-впадины 0,0001-2 мкм? то есть 0,1-0,2 нм? Уверен?
Вашитоман
Камрад, ты уверен, что именно это видишь на фото? Описание всё же читать стоит, ибо последние фото как раз иллюстрация к работе алмазного зерна.
Пики-впадины 0,0001-2 мкм? то есть 0,1-0,2 нм? Уверен?
Я имел ввиду плоскостность 1,2 микрона )) На 100% не уверен.
oldTorА вот те притиры чугунные что на фото. Мне кажется или там действительно поры-пузыри?Ну, во-первых, тема о пробах. Если не пробовать разное, то не понять, как что работает в той степени, в какой это нужно для свободного владения предметом и понимания вариативности, а также понимания, какие ошибки и нарушения технологии чем чреваты - где можно пренебречь какими-то моментами, а какие необходимо соблюдать строго.
Во-вторых - после получения плоскости, надо её не потерять. Прочие "надо" - в разных случаях разные.
"Зачем" - задача притирки и доводки не только получение плоскости на предварительном этапе, но и сохранение её далее, при необходимости получить требуемую шероховатость и характер этой шероховатости, а также сделать процесс целесообразным с точки зрения трудо-, время- и ресурсо- затрат. Этим, в частности руководствуются, когда есть выбор выполнить один и тот же класс обработки, разными абразивами, в зависимости от режимов работы и пр. Естественно, в разных работах и при разном ТЗ и пр., реализовать процесс можно (а часто и должно) - по-разному. Когда быстрее и проще взять притиры из различных материалов, а когда - из одного и того же.В некоторых случаях далее используются более мягкие притиры или вообще полировальники. Как, например, при изготовлении шлифов и аншлифов.
Но точно также, есть практика и перехода от более мягких притиров к более твёрдым. Например от чугуна к стали и стеклу. И как раз для режущего инструмента, в случаях когда важна наиболее тонкая доводка и наиболее точная геометрия - используются твёрдые притиры. Например стеклянные для ножей микротомов или для бритв.Кроме того, если обратиться к специальной литературе, на которую я постоянно ссылаюсь и даю выдержки, то обнаружим, что материал притира выбирается в т.ч. и в зависимости от того, какие абразивы применять и в каком виде. Немаловажно ещё и то, какие именно материалы и изделия обрабатывать. И какие мы можем себе позволить допуски.
Также, в специальной литературе мы обнаружим и таблицы, где для трёх последовательных операций доводки: предварительная, чистовая, окончательная - будет указан чугун, при указании также и альтернатив для каждой из этих операций, что более твёрдых, что и более мягких.Короче говоря, практика применения притиров не может быть обобщена каким-то одним узким образом исчерпывающе - она намного разнообразнее.
. Я кстати как то выводил спуск на Р18 "делал нож по коже в Японском стиле" на чугуне алмазкой, ппц как забивается. Потом попробовал пастой на основе карбида титана вроде чище и производительней стало.
Да, с шаржированием алмаза пока проблем хватает, да и они везде описаны, в т.ч. у Ящерицына.
Правда, отмечу, что при работе с высокованадиевыми сталями у меня проблемы с шаржированием алмазами клинка возникали на стеклянном притире только с агломератами или оказавшимися в пасте более крупными зёрнами, чем регламентированные ГОСТом для данного номера пасты.
Т.е. с пастами сорта АСМ достаточно тонкими и чистыми по фракции - в общем работать нормально можно.
С крупным зерном сортов, в которых значительное присутствие алмазов повышенной хрупкости - лажа в принципе - такое зерно даже не получается достаточно равномерно загнать в притир, а его осколки сущее наказание. да и производительность никакая и время жизни такого алмазного зерна ограничено - вот недавно и уважаемый Олег про то писал - посты 149-161 по ссылке:
https://www.myabrasive.ru/foru...t=152&start=140
С сортом АСМ же проблемы возникают при не подходящем состоянии притира (как я на прошлой странице показал на примере стекла) или его материале (в случае моего чугуна - он оставляет желать лучшего) и/или технологии нанесения зерна, насколько я могу судить.
Так-то я предпочитаю всё равно для тонких работ стеклянный притир и абразив на нём на основе оксида алюминия. Его, правда, тоже можно заполучить в виде шаржировавшегося в клинок, но у меня такое возникает редко, обычно при ошибке, когда допускаю избыток ПАВ и собственно зерна. В целом научился не допускать такого.
oldTorПоры это проблема на финишной операции они все запарывают. На стекле если переборщить с пав то будут появлятся пузырьки воздуха которы потом схлопываются на доводимой плоскости оставляя дырки очень похожие на шаржирование абразивом.. только глубже. Я перед тем как начат доводку делала пару проходов по плите обоймой от подшипника что бы абразив лучше уселся и что бы убрать весь мусор и не однородные фракции с плиты. Какие размеры у притиров?
Возможно, эти недочёты чугуна так и называются. Что поделать - уж какой есть. Лучшее, что из него удалось "вытянуть" в принципе нормально, ну а вообще лучше бы его под более-менее крупное зерно юзать, как мне показалось.
Да, с шаржированием алмаза пока проблем хватает, да и они везде описаны, в т.ч. у Ящерицына.
Правда, отмечу, что при работе с высокованадиевыми сталями у меня проблемы с шаржированием алмазами клинка возникали на стеклянном притире только с агломератами или оказавшимися в пасте более крупными зёрнами, чем регламентированные ГОСТом для данного номера пасты.
Т.е. с пастами сорта АСМ достаточно тонкими и чистыми по фракции - в общем работать нормально можно.
С крупным зерном сортов, в которых значительное присутствие алмазов повышенной хрупкости - лажа в принципе - такое зерно даже не получается достаточно равномерно загнать в притир, а его осколки сущее наказание. да и производительность никакая и время жизни такого алмазного зерна ограничено - вот недавно и уважаемый Олег про то писал - посты 149-161 по ссылке:
https://www.myabrasive.ru/foru...t=152&start=140С сортом АСМ же проблемы возникают при не подходящем состоянии притира (как я на прошлой странице показал на примере стекла) или его материале (в случае моего чугуна - он оставляет желать лучшего) и/или технологии нанесения зерна, насколько я могу судить.
Так-то я предпочитаю всё равно для тонких работ стеклянный притир и абразив на нём на основе оксида алюминия. Его, правда, тоже можно заполучить в виде шаржировавшегося в клинок, но у меня такое возникает редко, обычно при ошибке, когда допускаю избыток ПАВ и собственно зерна. В целом научился не допускать такого.
Однако этого хватило для проб и ножей и бритв.
Подумываю уже нормального типоразмера взять, но пока в процессе.
Стеклянные около 200х70х10 примерно. Стальной есть - там примерно 500х180х25 - бывшая поверочная плита. Не суть - для доводочных операций достаточно и площади с полпачки сигарет, как ещё Дмитрич объяснял и практика это подтверждает.
Для заточки, конечно этого мало, предпочитаю 200х60 для ножей и 200х70 для столярного инструмента
oldTor
Чугунный у меня "микроскопический" по площади - 75х61мм.
Однако этого хватило для проб и ножей и бритв.
Подумываю уже нормального типоразмера взять, но пока в процессе.
Стеклянные около 200х70х10 примерно. Стальной есть - там примерно 500х180х25 - бывшая поверочная плита. Не суть - для доводочных операций достаточно и площади с полпачки сигарет, как ещё Дмитрич объяснял и практика это подтверждает.
Для заточки, конечно этого мало, предпочитаю 200х60 для ножей и 200х70 для столярного инструмента
Согласен, мне самому для домашних забав хватает немецкой чугунинки 130х130 ну и еще есть 130х230 гладкая.
 ну для мелочи керамика вк94.
ну для мелочи керамика вк94.
Масштаб съёмки 52:1

Мне нравится - я шлифанул больше половины одной из боковин и везде картина довольно однородная, вот типа как на снимке.
Поскольку мне нужен для наблюдений и фото лишь малый участок достаточно плоский, то на погрешности геометрии по краям участка обработки можно было забить, так что воспользовался шкурками и бумагой с пастами.
1) один кусочек китайской шкурки ~30х12мм. площадью, на основе КК, зерно P320, приложенной к металлическому брусочку для жёсткости с капелькой олеинки
2) два кусочка, каждый в два раза большей площади, китайской шкурки P3000 на основе КК также с олеинкой - один прикладывал к брусочку, другой нет - просто пальцем прижимал.
3) два листика самоклеющихся канцелярских стикеров, сложенных вчетверо, с алмазной пастой АСМ ВОМ 3/2 мкм с олеинкой и без. Один с жёсткой подложкой в виде всё того же металлического брусочка, другой без. Каждый юзал в т.ч. переворачивая, т.е. использовал обе стороны сложенного листочка.
4) один такой же листик с алмазной пастой АСМ ВОМ 1/0 мкм. с мизерным количеством олеинки вначале, под конец без неё, таким же манером.
В общем - минимум расходников и максимум экономии)
Олеинка со шкуркой чудеса творит - без неё с маслом шкурки и времени было бы потрачено до 3-х раз больше, проверено 😊 А насухую и того больше и нельзя было бы делать такие шаги по зернистости.
Общая площадь зачищенного до такого состояния - 110х14мм. Сделал так много, чтобы облазить побольше площади с микроскопом на предмет равномерности структуры. Вообще можно было и намного меньшую площадь зачищать. Времязатраты - около 15 минут.
P.S. Вообще можно было бы глаже, если бы потом ещё взял люксор 1мкм. и 0,5 по разу, но мне уже было лениво, а в микроскоп уже стало ясно, что оставшиеся риски от алмазки 1мкм. не помешают наблюдать структуру.
Собственно, он когда-то это притир вот тут и покупал:
forummessage/189/12
Описание от продавца:
"Чугунные плитки (СЧ), ширина 50 мм, длина 200 мм, толщина 14 мм. Отшлифованы пласти с обоих сторон и ребра. Чугун отожжен, пластичный и "мягкий". Гарантированно не имеет каверн и скрытых дефектов. Перед началом работы с алмазными пастами потребуется выполнить доводку на порошках карбидов для выравнивания и снятия "зализанности" поверхности после плоскошлифа. "
Это было в далёком 2013 г., потому, видимо, фото с пробами к сожалению, уже не грузятся, но в теме нареканий тоже не было на качество чугуна.
На D2 - пост 78 по ссылке:
forummessage/224/21
На японской углеродке - пост 158 по ссылке:
forummessage/224/21
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
"Риски на притире могут быть, как по мне, не только от вылезшего зёрнышка, его какого-то пути по притиру, пока не сядет наново, но и от карбидов в клинке и даже от грубых рисок на клинке или от остатка их на границе между фасками или спуск/фаска - это ведь и на камнях заточных не редкость - царапнуть этим всем камень, а чугун довольно мягок и его так поцарапать очень легко. По крайней мере я убедился, что если всё зерно шаржировалось как следует, а избыток пасты я стёр начисто, то можно легко проверить - есть ли свободное зерно, поработав с избыточным кол-вом СОЖ и сделав её пожиже - если всё село как надо в притир, то и при избытке СОЖ (в отличие от притира твёрдого, напр. стеклянного, где таким манером мы поднимаем из его рельефа полусвязанное зерно) риска останется чёткой и характерной для работы на закреплённом зерне. Ну а если в притир не село - то так поднимешь лишек, который либо снова надо стереть либо попробовать тоже загнать в притир."
Решил ещё раз проверить озвученные моменты ещё раз, специально. Пробовал на резачке из m390 и на заготовке стамески из напильника. Чугунный притир из фрагмента колодки рубанка, алмазное зерно АСМ 40/28мкм. В обоих случаях всё происходит описанным выше образом.
М390 перетачивалась после грубейшей обработки на хонинговальном полтавском бруске с зерном 250/200мкм., рёбра рисок от этой обработки при весьма умеренном давлении царапали чугун, пока не приработались. Снизить это воздействие вроде бы помогло добавление в СОЖ/ПАВ капельки густоватого масла. При том, слегка приработавшиеся, но не удалённые ещё следы рисок от хонинговального бруска, при работе на притире в другом направлении движений также давали следы на притире, но менее выраженные и первоначальные царапины на нём затёрлись. Вылета зерна и шаржирования его в обрабатываемый объект - не наблюдалось, что касаемо перемещения зерна в притире - из области, на которой в основном шла обработка, зерно слегка переместилось к её краям - на притире это выглядит как засевшее зерно, от которого идёт "хвост" - риска, по которой оно передвигалось. Не могу сказать, что это было катастрофично - т.е. в целом поверхность осталась шаржированной достаточно равномерно для того, чтобы обработка шла удовлетворительно однородно и продуктивно. Правда, я и старался перемещать инструмент по некоей рабочей области почаще, что в принципе вообще желательно делать в любом случае и при заточке на любом абразиве ради получения более однородной поверхности, а при доводке смещение инструмента по притиру/бруску/камню является обязательным условием её успешного выполнения, что отражено в специальной литературе.
Далее попробовал со стамеской из напильника - сделал несколько фасок, проверяя, не происходит ли вырывов зерна из притира и шаржирования их в инструмент - когда зерно шаржировано плохо, или когда избытком СОЖ/ПАВ "поднимаем" его полусвязанное из твёрдого притира (например, стеклянного) - часто шаржирование зёрен в обрабатываемый инструмент происходит как раз на границах фасок или границе спуск/фаска, и вырыв зерна из притира обеспечивается как раз при повышении угла атаки кромки на зерно.
Я сделал три фаски (поскольку делал вручную, без приспособ, и не очень тщательно, то первую слегка "смазал" - не поймал угол после удаления заусенца по плоской стороне стамески, ну а остальные уже сделал аккуратненько) и каждый раз проверял состояние притира и инструмента на предмет вырывов зерна и его шаржирования в инструмент. Обнаружив, что "ничего не происходит", я попробовал и избыточное давление - следствием которого явились глубокие отдельные риски на второй фаске и сколы на РК, наряду с ростом заусенца и его выраженным загибом. С удивлением я обнаружил, что вырывов зерна не последовало даже в таком режиме, несмотря на бОльшую вязкость стамески, нежели резака из м390. Ну и последняя фасочка делалась уже "как следует" - после Технологического Барьера для удаления сколов и заусенца при создании предыдущей. Вышло недурно, хотя я почти переработал лишнего - характер самой РК говорит о том, что боковое воздействие зёрен абразива, уже "проминающих" тонкий слой стали, но ещё не прорезающих её, стало критичным - ещё 1-2 прохода и уже снова появился бы выраженный заусенчик. Т.е. ясное дело, что хотя тут его ещё нет как такового, считать подобную кромку "заточенной" нельзя - обычно такую часто чуть пригладят на пастированной коже или ещё чём-то и "типа заточено". Но от боковых нагрузок от зёрен, уже начавших продавливать тонкий слой стали, этому участку уже сообщена усталость и держаться такая кромка не будет - это одна из разновидностей дефектного слоя, которую обязательно нужно удалить последующими операциями. Но это уже другой разговор.
Вот так это всё выглядит - фото делал с довольно слабым объективом, чтобы поместились все три фаски - хоть они не влезли в ГРИП, но зато общее представление о состоянии тестового клинка дают:
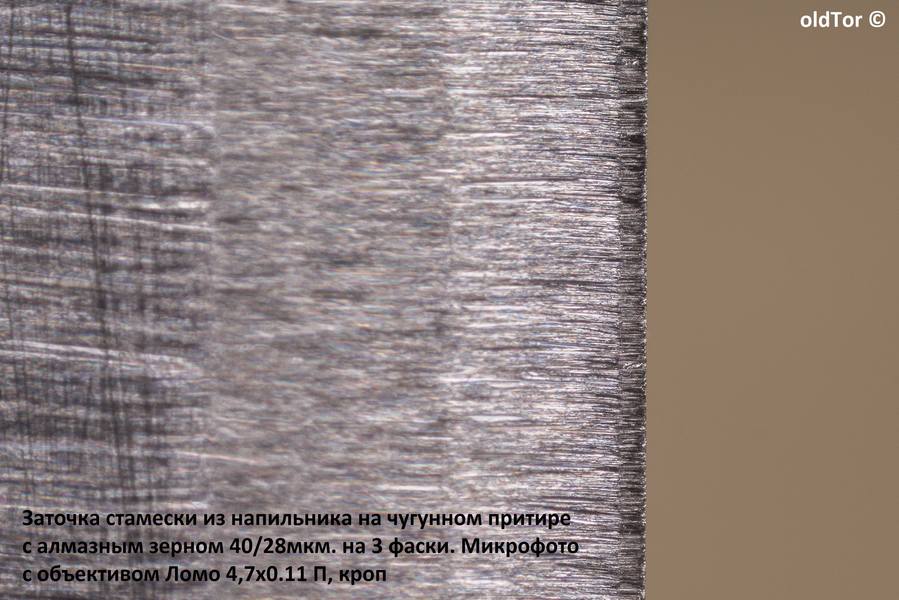
Резюмируя, отмечу, что считаю избегание вырывов зерна из притира и шаржирования им инструмента заслугой метода шаржирования притира - я исключил шаржирование прокаткой (гладким хвостовиком сверла из HSS) и остановился на шаржировании притиркой (керамическим бруском лански ультрафайн, тонко притёртым), перед которой чугунный притир смазывается уайт-спиритом и им же разбавляется паста, служащая донором алмазного зерна. Движения при шаржировании синусоидальные, с постепенным прибавлением давления и скорости их.
Cделал микрофото притира после работы - поскольку притир прирабатывается и зерно постепенно утопает сильнее, а среди зёрен превалируют тёмные, снять их контрастно довольно затруднительно. Поэтому, для лучшего понимания концентрации и распределения зёрен по поверхности я обвёл наиболее явные зелёными кружками (фото кликабельно и перейдя по клику на фотохостинг, по ещё одному клику доступна развёртка в оригинальный размер):
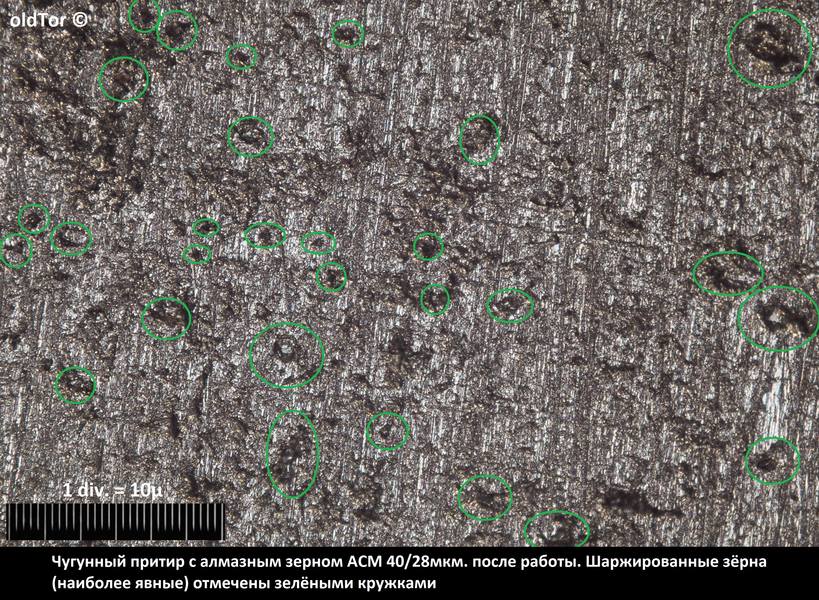
Я попробовал прикинуть, что у меня получается с концентрацией алмазов на притире в данном случае и как это кореллирует, например, с алмазными брусками на медно-оловянной связке - нашёл в литературе. Ну что же, получается что при фракции 40/28мкм. я без проблем вышеупомянутым методом шаржирования добился практически той же концентрации, что нормальна для хонинговальных алмазных брусков на медно-оловянной связке с заявленной концентрацией 100% - в цитате, для зерна 50/40мкм. заявлены 46,5 зёрен на квадратный миллиметр, а у меня при зерне 40/28 получается никак не меньше 30 зёрен, а если посчитать под большим увеличением и разрешением, чем в приведённом мною снимке, то количество приближается к 40.
По-моему, можно считать, что я почти добился 100% концентрации, тогда как прокатыванием результат был сильно ниже, ну а что касается высоты зёрен над поверхностью - у меня она меньше, и не знаю, насколько соответственно фракции, которую я применял, правда я не пытался замерить это в начале работы, но на то это и притир - во-первых, в отличие от бруска, концентрацией и глубиной внедрения зерна можно управлять, а во-вторых поверхность и притира и бруска по мере работы рано или поздно меняется, а насколько сильно и как быстро - уже зависит от режимов и техники работы:
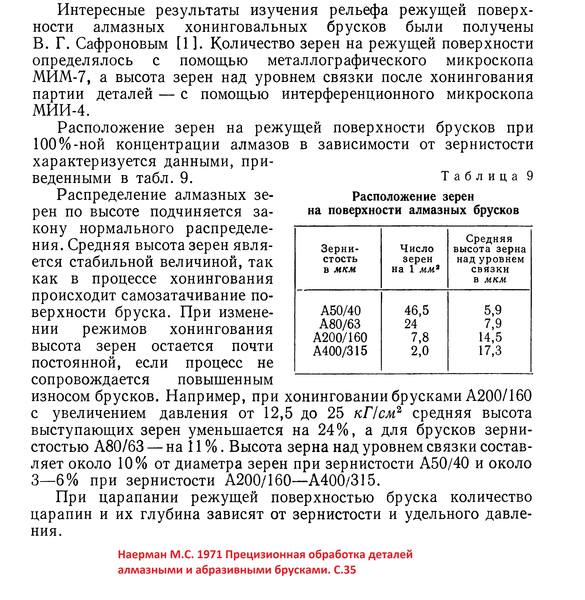
В общем, я доволен проведённой работой и результатами.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Речь про чугунный притир с алмазным зерном АСМ 3/2мкм., в грубоватой подготовке его поверхности - я пока так его и не перепритёр, ожидаю, когда зерна либо останется слишком мало, либо оно слишком утопнет в поверхности или деградирует. Ну а зная, что работает притир сейчас достаточно грубо, неожиданностей я не ждал.
Ранее я уже давал ссылку на то, как он сработал по D2 - пост 78 по ссылке:
forummessage/224/21
А нынче я его попробовал по х12мф от Чебуркова. Нож - предполагается для мяса в количествах и требовалось сделать заточку на агрессию реза.
Клинок сильно подсевший и с уже давно "уехавшим" углом от многочисленных правок, так что сначала я его переточил - заодно опробовал Полтавские бруски:

40/28 также хорошо, как и в другом типоразмере - под маркой Петроградъ:
forummessage/224/21
И в работе ничем +- с поправкой на сталь не отличался. Потому фото результата на нём я делать поленился.
А вот дальше вышло интересно - 14/10 мне понравился гораздо больше, чем 20/14 и 7/5 под маркой Петроградъ. Кушает хорошо, а выглаживаемость наиболее низкая. И его оказалось вполне целесообразно брать после 40/28 - "шаг" обработки вполне органичный, как и соотношение производительности, оставляемой им шероховатости и масштаба дефектов на РК. В данном случае я приятно удивился, но это ещё и благодаря хорошей термообработке данной х12мф.
Поработав на нём, сделав технологический барьер и снова выйдя на остроту, но без фанатизма (до бритья предплечья "с хрустом", что легко получается и после 40/28), я вместо сколов на кромке, без которых обычно не обходится при заточке на алмазных брусках, обнаружил просто "забойчики" с замятыми краешками. Правда, я смог оценить это только в уже приличном увеличении, так как в использовавшийся для оперативного контроля МПБ-2 (24х) с его довольно слабым 2х объективом, разобрать - скольчики это или забои с заминами - было невозможно. Да, как обычно, все фото кликабельны и перейдя на фотохостинг, по ещё одному клику доступен оригинальный размер снимка:
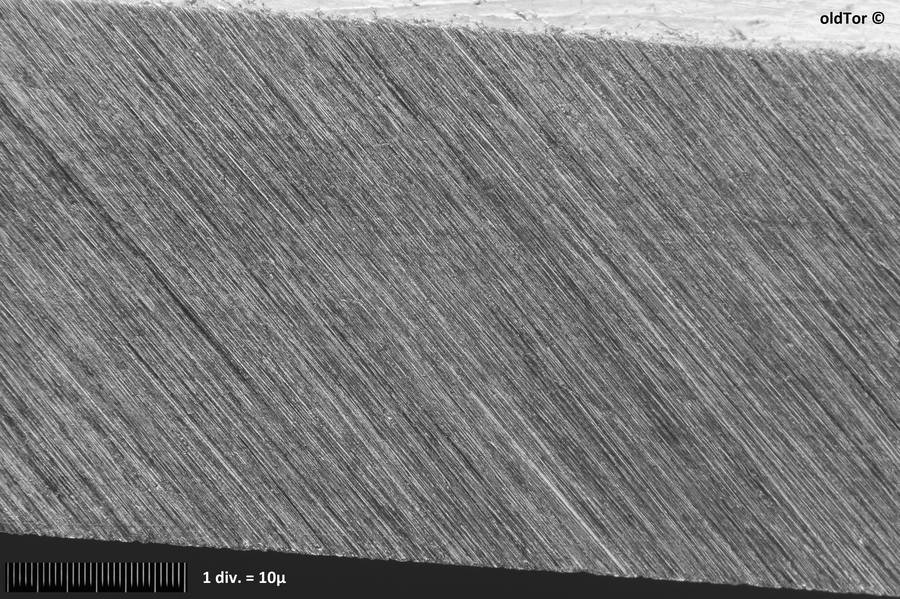
Ну и далее, снова выполнив технологический барьер, я принялся за притир - его работа всё ещё остаётся производительной и шероховатость всё ещё груба, но, как я уже отмечал ранее, грубоватая шероховатость притира вкупе с достаточно тонким зерном, помогает обеспечить в отличие от, скажем, того же Петроградъ 7/5, хоть и сопоставимую грубость работы (и то и другое работает ближе к тому, что ожидаешь от зерна 10/7) но зато более округлую и широкую риску - при том я обнаружил буквально пару мелких недочётов на кромке:
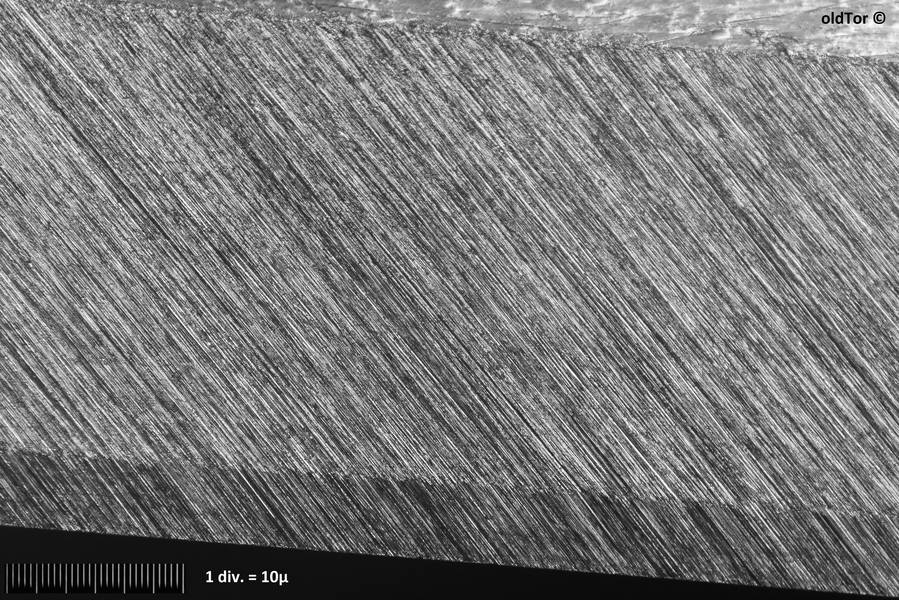
Кстати, на этом снимке я ещё и поставил иначе свет и заточная фаска стала выглядеть гипертрофированно грубо по сравнению с предыдущим фото, но это то, с чем при разной постановке света приходится мириться - на суть это влияния не оказывает и в оригинальном размере эта разница нет заметна.
А свет менял, чтобы лучше показать, что всё-таки уже заметно, что притир давно работает без обновления - однородность начинает страдать и всё больше результат напоминает работу бруска, притёртого неумелым пользователем, за исключением того, что практически нет критичных косяков на самой кромке.
Что же касается бОльшей округлости рисок, то это по данному фото пока ещё понять невозможно, а вот по следующему будет видно явно - в заключение работы я сделал ещё раз технологический барьер очень легонько, на ХБ-стропе с пастой Люксор 6,5мкм. (на основе оксида алюминия). И на ней же потом аккуратно направил клинок - вот такой вышел результат:
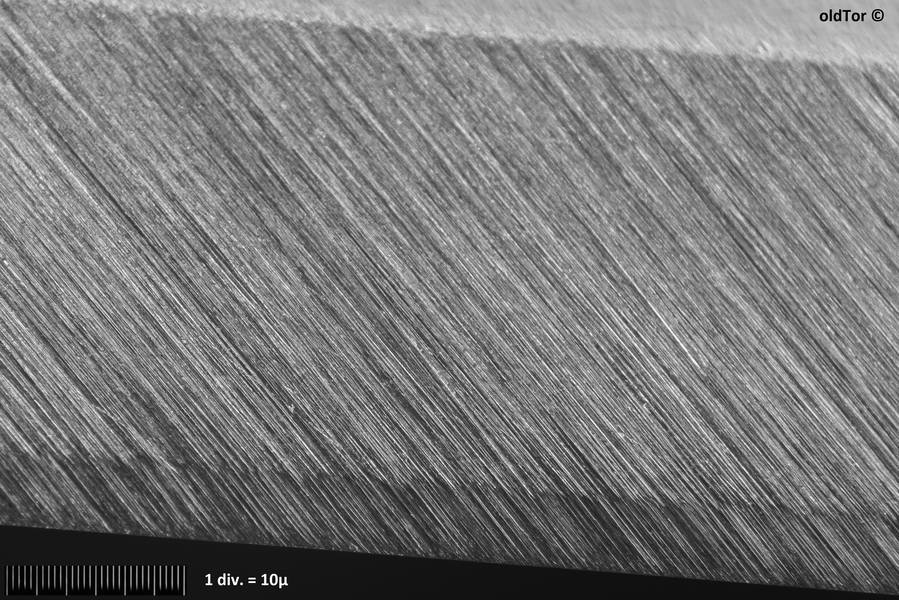
Кромка - "в нитку", и практически тут же начинается на микрофаске (хотя она уже не особо микро - целых 110-120мкм. шириной) рельеф более широких, нежели глубоких, рисок, что для агрессии реза то, что надо.
Для реза твёрдых материалов такой финиш конечно не подходит - усилие будет избыточное а лёгкость и чистота реза - посредственные, как и стойкость. А по мясу, да всякому "такелажу" - как раз нормально.
Да, работал и на брусках и на притире с нортоновским маслом. Не могу сказать, что это лучший вариант, что я пробовал и на том и на другом, но я бы сказал - совершенно рабочий.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
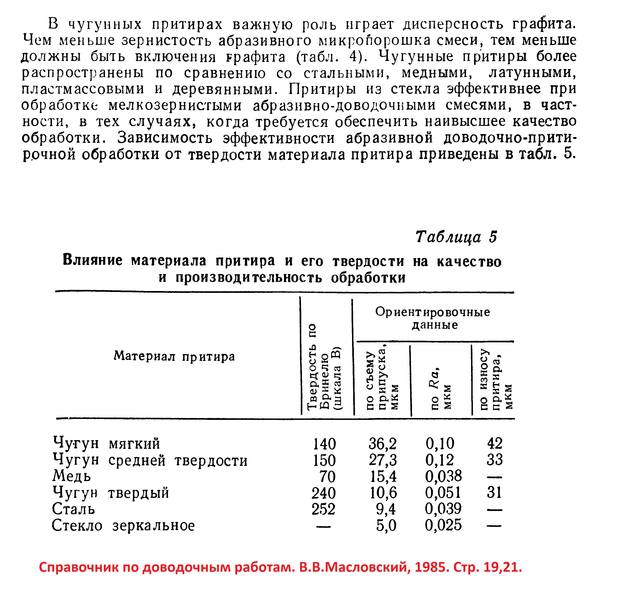
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
oldTorСпасибо, полезная информация.
Она, конечно, не подробна и не исчерпывающа, даёт на примере какого-то частного случая сравнений, относительно-усреднённую обобщающую картину (т.е. важно понимать, что совсем другие цифры могут быть), но пригодится
oldTorА каким образом выполняли тех. барьер на стропе? Полоскательными движениями?
в заключение работы я сделал ещё раз технологический барьер очень легонько, на ХБ-стропе с пастой Люксор 6,5мкм. (на основе оксида алюминия).
На тонких, т.е. когда снять надо в пределах от ~ 1 до 10мкм. с РК, я провожу аккуратно без давления, просто касаясь, кромкой по стропе, держа клинок перпендикулярно ей, т.е. как будто бы "собираясь её разрезать".
Если на тонких этапах "полоскать", то уже не выйдет снять так дозированно, легко снять лишнего. Да и если ТБ призван убрать не зазубринки а микрозаусенку, то по моему опыту, на тонком этапе тоже лучше не полоскать, а сделать вышеуказанным способом чище и точнее выходит.
Проверяю результат либо ногтевым тестом, но только в случае если перед ТБ ноготь чувствовал неоднородность, а если она была недоступна ногтевому тесту (как например микрозаусенка, шириной около 1мкм.), то в оптику.
Но второй вариант - это при очень тонких работах, тут, в обзоре выше - ногтевым тестом обходился. На таком уровне я разницу на ногте ощущаю довольно явно - сказывается многолетняя привычка к ногтевому тесту на бритвах.
На тонких, т.е. когда снять надо в пределах от 1 до 10-15мкм. с РК, я провожу просто аккуратно без давления, просто касаясь, кромкой по стропе, держа клинок перпендикулярно ей.Движение вдоль кромки? Клинок не прорезает стропу?
Я на предфинишном этапе делал аналогично, но наносил алмазную пасту на обратную сторону наждачной бумаги.
Поперёк РК делаю либо когда "полосканием" на более ранних этапах (как на видео показывал, где вообще старой бритве перед заточкой её выравниваю линию РК полосканием и убираю сколы и каверны), а на тонких - только если у меня инструмент с идеальной прямой на кромке - например на стамеске - чтобы нимало не вальнуть уголки и не зарыться ими в материал, на котором ТБ делаю.
Нет, он не должен прорезать и вообще "погрузиться" в неё сколько-нибудь заметно. Т.е. давления нет, только касание, насколько это возможно.
На ХБ стропе и бумаге мне это легко, на шкурке с графитом тоже, а вот кожа - нет - её мне было всегда почему-то повредить проще, так что на коже с пастой не делаю ТБ.
Но может у кого-то это по-другому - тут важно не "на чём", я бы сказал, а на чём именно конкретному человеку удаётся не снять лишнего и не напортачить.
Для малых углов и убирая, скажем, заусенку шириной 1-2мкм., чтобы не снять лишку, я иногда ТБ делаю и на листке бумаги с втёртой в него субмикронной пастой ОА.
Полагаю, это не принципиально.
"табличные данные верны...?, почему спрашиваю - частенько натыкаюсь на информацию - что притиры из чугуна лучше работают со сталями и сплавами имеющими высокую степень закалки нежели стеклянные притиры;
И на чем лучше начинать новичку чугун или стекло...?"
Видимо, соотношения верны для режимов и материалов обработки, которые легли в основу справочника.
В других источниках, ориентирующихся на практику и исследования каких-то других и отдельных производств - легко могут быть как отличающиеся, так и противоречащие - ни один справочник не в состоянии охватить всю картину в целом, во всех областях, это бы многотомный труд получился.
С личной практикой в ручной доводке и с литературой где фигурирует либо ручная, либо полумеханика с режимами такими же, либо близкими ручной - в целом кореллирует, разве что за исключением меди - тут не указан сорт, а та медь (не знаю, каких сортов, но пробовал разную) - мне не понравилась тем, что выравнивать её мне показалось неудобно, т.е. готовить под шаржирование, а вязкость её постоянно мешает - медяшка наплывает на шаржированное зерно и оно работает хуже, легко утапливается лишнего, кроме того, если не менять постоянно направление обработки (и чаще, чем хотелось бы и чем нужно, например, на завершающих этапах), то ещё и ход клинка по ней меняется - она вся будет представлять собой "наплывы" и размазанные по направлению обработки участки, сильно влияющие на однородность обработки, а при смене направления - если эти "наплывы" достаточно толсты, сначала получается избыточное усилие на РК, когда та их как бы "перенаправляет".
Потому, я бы переместил медяшку ниже по производительности, если бы делал таблицу по своей практике. Ниже стали по производительности, но в отдельных случаях, может быть наравне в макс. достигаемой тонкости обработки.
Сталь... С ней та проблема, что алмазное зерно в неё шаржируется хуже, чем в чугун и медь, больше вероятность заполучить зерно в клинок и в большем количестве. Если шаберную пластину обрабатывать твердосплавную или керамический нож - можно и стальной притир взять, хотя это не гарантия ещё ничего, в ту же керамику загнать алмазное зерно не так сложно - при притирке керамических брусков даже, у которых несравненно бОльшая площадь, чем у фасок ножей, застревание алмазного зерна не редкость, и лечится только очень последовательной притиркой - т.е. делать такие скачки по фракциям, как можно себе позволить при притирке на сильно более хрупком зерне (на том же КЗ), уже не получается. Даже если брать алмазное, скажем, АС4 вместо АСМ. "Повышенной хрупкости" АС4, когда разлетается, причём очень неравномерными по размеру "кусками", застревает в керамике также легко, как АСМ и удалить его также непросто.
Для сталей же, в т.ч. высокованадиевых - на стальном притире зерна в клинок нахватать часто гораздо проще (хотя одно время мне казалось иначе, но потом всё прояснилось по мере прироста практики и наблюдений), чем на чугунном и, по моему опыту, часто даже проще, чем на стеклянном, где полусвязанное зерно удерживается в рельефе правильно подготовленной поверхности, во многом благодаря лишь поверхностному натяжению ПАВ/cвязки пасты (если, конечно, соблюсти годную пропорцию и количество).
Что легче освоить... наверное, смотря в какой степени и для каких работ. Для тонкой доводки клинков, особенно с умеренными и малыми углами заточки, мне кажется, что стеклянный освоить проще - да, он работает менее производительно, чем чугунный, но зато тоньше и на нём проще получить поверхность такого класса, которую на чугуне получить крайне сложно, а иногда невозможно.
Для особо твёрдых сталей и для твёрдых сплавов всё упирается в то, какие результаты нужны - часто совершенно достаточно чугунного притира, тем более, что в отличие от стекла, он позволяет работать с крупными фракциями, которые на стекле не применяют, и на таких этапах обработки, где более важно соблюдение закономерности "мягкое обрабатывать на твёрдом, а твёрдое на мягком" - т.е. чугун тут выступает, как аналогия мягкого (это касается именно связки, а не зерна) бруска или круга для твёрдой стали.
Тогда как стекло - в принципе выступает аналогом твёрдого, чья твёрдость нивелируется на особо тонких этапах доводки иным подбором СОЖ/ПАВ, её вязкости/текучести, количества, поверхностного натяжения, и, когда работа идёт на настолько тонком уровне, где это как бы "переворачивается" - поверхностный слой даже и высокованадиевой стали оказывается подвержен пластическому течению заметно больше, чем материал притира.
Самый большой плюс чугунного притира - то, что намного меньше происходит шаржирование притираемого объекта, и иногда оно может вообще отсутствовать.
Но, тем не менее, говорить о полном исключении этой проблемы всегда - не приходится. На производствах этой проблеме посвящают даже отдельные операции и в литературе на это нередко делают специальный "упор".
Найти годное стекло - дешевле и проще, чем годный чугун, подготовить к работе - тоже. Срок эксплуатации стеклянного притира без заметного падения качества обработки между перепритирками его - дольше даже с алмазным зерном (поверхность чугунного притира меняется за один цикл работы намного сильнее стекла - и сам истирается, и выделение графита, образование окисных плёнок, тут же стирающихся и так далее).
Выполнение рекомендаций, обеспечивающих нормальную работу на стеклянном притире - тоже проще.
В частности, я апеллирую тут к работе лаборантов, работавших с микротомами - в 80-90-хх годах (а то и раньше) были распространены комплекты для заточки и доводки многоразовых ножей микротомов, состоящие из притёртой стеклянной пластины, набора паст, ну там ещё чего-то. И были методички, позволяющие лаборантам сравнительно несложно освоить эту процедуру, т.е. людям, не имеющим, как правило, никакого опыта в абразивной обработке и познаний в этой области.
Также, некоторые полумеханические станки для заточки и доводки ножей микротомов включали в себя именно стеклянные притиры, с теми же пастами и с той же методичкой для лаборантов.
С чугунными, мне подобные примеры неизвестны. С ними ведь нужно иметь в виду и сорта чугуна в зависимости от обрабатываемых материалов, и размер графитовых включений и их распределение, научиться как следует шаржировать чугун тоже дело далеко не одного раза, в общем - сложностей хватает, и их много больше, чем со стеклом, ещё на этапе подготовки к работе. И человеку, далёкому от нюансов абразивной обработки тут нужно уже пару лекций с практической работой, тогда как со стеклом хватало и краткой методички - там "рецепт" в целом, выходит проще.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
На нескольких камнях (искусственных и природных) пробовал, а также на чугунном и стеклянном притирах - везде картина +- одна, при угле в 24 и в 25 градусов, с незначительной разницей получился оверхонинг + иногда микросколы, после технологического барьера в т.ч. и во всех случаях, когда тонкость кромки позволяла выйти на строгание волоса.
При 25,8-26,4 градуса, удавалось создать однородную кромку с такой остротой. Причём, из имеющихся у меня косяков из р6м5 был выбран лучший.
Правда, он всё равно хуже стамески из р6м5 (сделанной из толстой фрезы, а не из полотна мехпилы, как косяки), в пробах не участвовавшей - я её затачиваю с микрофаской на арканзасе на 28 градусов и меня всё устраивает - но она не для самого чистого реза- даже при меньшем масштабе микрофото (по горизонтали кадра целых 4мм.) - на РК виден регулярный мелкий зубчик: Microbevel on black translucent arkansas
Microbevel on black translucent arkansas
Собственно, я вообще считаю, что быстрорезы для особо тонкого чистого реза далеко не лучший выбор и лучше их финишировать погрубее и использовать соответственно. Ну а на чём конкретно финшировать, не суть важно - главное заточнику понимать, какой характер кромки он хочет получить и как это сделать. И обычно +- сходный результат можно получить на широком спектре абразивов.
В общем, выяснилось, что нормально получается, округлённо, начиная с 26 градусов полного угла.
Конечно, для невооружённого взгляда всё и при 24 выгладит неплохо, или в 10х лупу и даже в МПБ-2 (24х). Только ногтевой тест показывает, что не всё так радужно. Ну и нормальных чистых резов можно сделать лишь несколько - дальше уже всё хуже - если ухудшение чистоты реза не сразу становится заметным, то усилие приходится прилагать заметно бОльшее (полуторец сосны резал). В общем - при таком угле HSS держит РК хуже 9ХС. Что неудивительно.
Ну а теперь, собственно к притирам. Во-первых, немного расстроил притир чугунный - при его переподготовке к работе, а делал я это на суспензии КЗ F500 на граните (и затем сглаживал керамикой), вскрылась каверна, вот такая:
Правда, она с краешка и в работе не мешает. Но возникает вопрос, а сколько их там может оказаться ещё. Ну да ладно, главное, пока что не мешает.
Шаржировал пасту венёвскую алмазную из бережно расходуемого шприца, паста из которого ранее казалась "самой чистой" с точки зрения абразивной гигиены. Потому, собственно, я радостно её нанёс и начал работать.
При полном угле 26 градусов уже не было оверхонинга при достигаемой остроте способной строгать волоса, однако сколы на кромке снова появились. При том, что до этого, на синтетических брусках уже всё было нормально - они ушли, когда угол достиг 26 град.
Да, к слову, в "обычном макро" микрофаска, на которой шла работа, выглядит "ну совсем чисто" и зеркалит: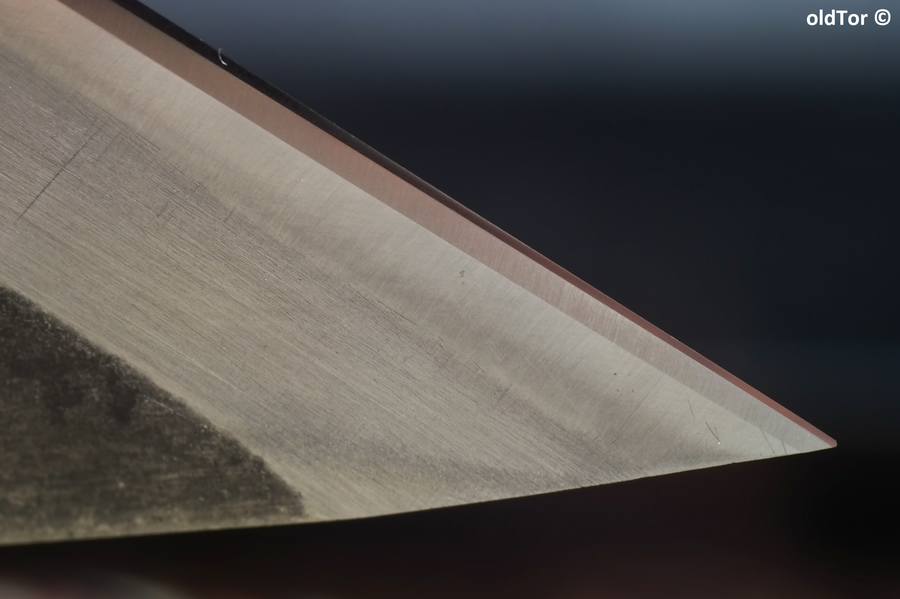
Ну а вот, что мы наблюдаем в микро: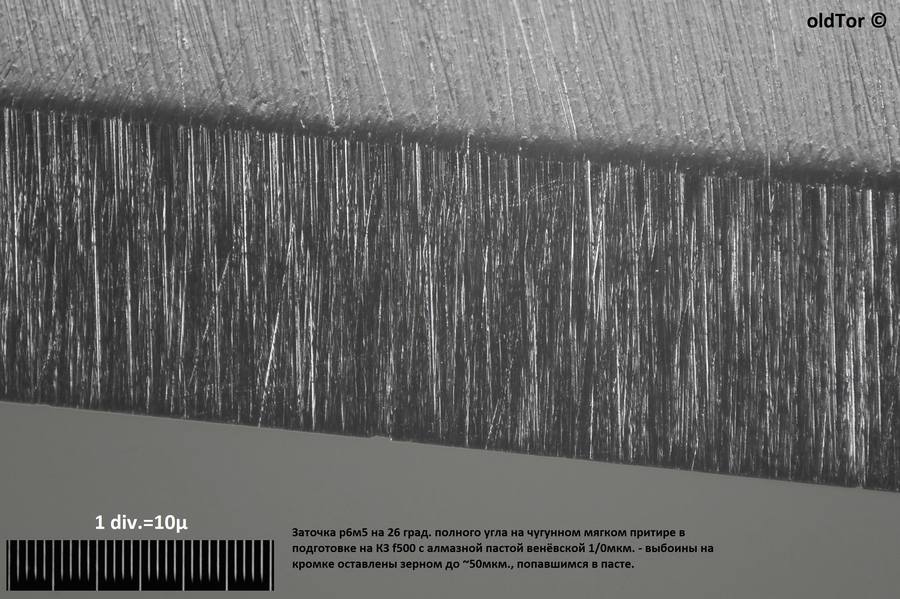
Я диву дался, но полез с микроскопом осматривать притир. И вот тут оказалось, что при 26 градусах даже на HSS, у которого карбидов хватает и в т.ч. размером до добрых 10мкм., проблема уже в пасте. Так что и "бережно хранимый" шприц, похоже, пойдёт в мусорку - вот такое зернище я обнаружил:
При том, что по плоской стороне косяка, всё в целом выгладит нормально: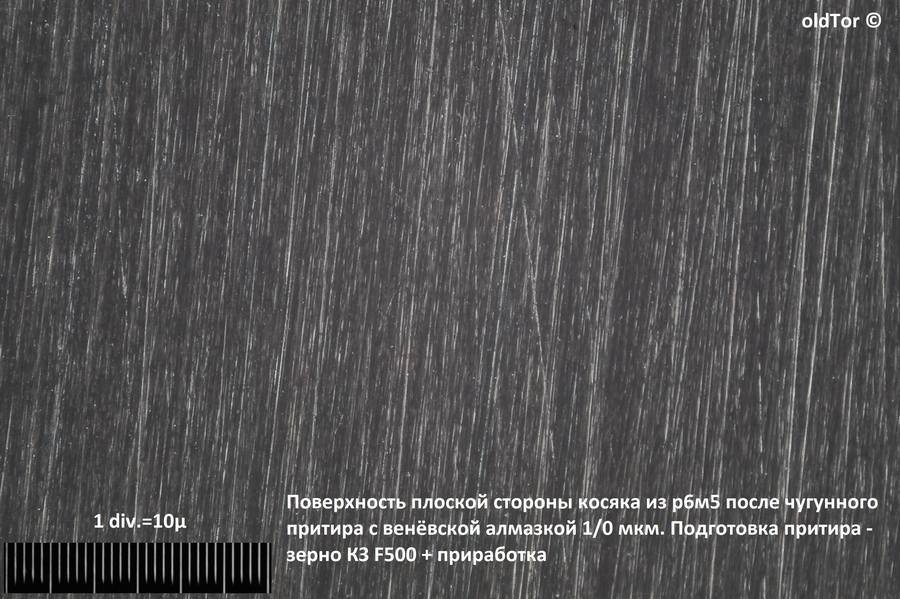
Ну а то, что в целом обработка грубовата для зерна 1/0 - ну так на мягком чугуне, и в притирке всё-то до F500 - это ожидаемо. И по аналогии с недавно мною показанными результатами на нём с зерном 3/2мкм. - вполне кореллирует - работа немного тоньше.
То, что наиболее крупная выбоина на РК намного меньше, чем паразитное зерно - объясняется двумя факторами:
1) чугун этот, повторюсь - мягкий. Зерно при шаржировании пасты, село достаточно глубоко и лишь слегка торчит
2) при таком угле заточки, фаска обладает выраженной упругостью, а угол атаки "на зерно" - достаточно мал. Как следствие, "встречая рельеф" притира с зерном, она чуть отгибается, благодаря чему самая зона РК оказывается сглаженной, а кромка уже не всегда получает скол, или хотя бы не всегда крупный - она слегка отгибается и страдает меньше.
И, кстати, благодаря такому характера воздействия, когда включается и угол атаки определённый, и соотношения рельефов и количество и вязкость СОЖ/ПАВ и упругость фаски и бог знает что ещё - пресловутое "обтачивание карбидов", о котором так много любят говорить, но представляющие это скорее в теории- таки происходит, причём происходит именно в этой самой зоне РК. Тогда как далее, ближе к предыдущей фаске - его нет - там уже фаска жёстче, риска выраженнее и шероховатость грубее среднего размера карбидов (как это происходит при таком тонком зерне - ответ элементарный - грубость работы определяется не размером зерна, точнее не только им, а рельефом притира/бруска/камня - выступы рельефа несут на себе по многу зёрен мелкой фракции и каждый такой выступ может работать сопоставимо с просто более крупным зерном) - их просто "вырезает" с фаски.
При том, что если обратить внимание на предыдущую фаску на микрофото, где хорошо виден её фрагмент, обнаружим, что никакого обтачивания карбидов там вообще не было - а ту фаску я делал на полтавском бруске 14/10мкм. Там и карбиды не вырезало особо - вон сколько их торчит, и не обточило. При том добрая часть рисок там - прочерчена выпавшими карбидами.
Далее, я снова сделал тех. барьер и решил проточить ещё на стеклянном притире с той же пастой - я уже устал и мне не хотелось лезть за другой - в принципе, когда растираем по стеклянному притиру пасту (заодно разбивая агломераты) - настолько более крупное зерно уже никуда не сядет, мы его сотрём с притира перед работой. так в общем и вышло - если ещё такое и попадалось, то я его убрал - на стеклянном таких сюрпризов на РК уже не было: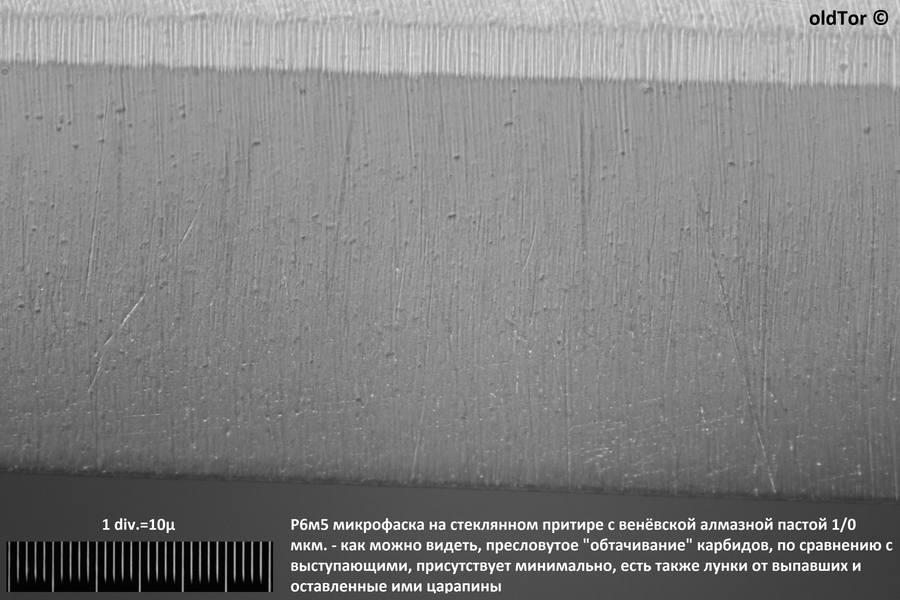
Но мне всё равно не понравился результат - "бывало и получше", видимо "не мой день" сегодня. Во-первых, пасту лучше было бы брать ВОМ или хотя бы повысить концентрацию на притире - я же брал венёвскую НОМ - в результате, я опять не получил пресловутого "обтачивания карбидов" - оно присутствует на небольшой по ширине части фаски, примерно 200мкм. от РК. Т.е. опять-таки там, где упругость фаски не позволяла зерну в притире "крошить" карбиды или выбивать их, но создавались условия для их обточки - если открыть фото в оригинальном размере - можно разглядеть такие "обточенные" в виде чуть более тёмных пятнышек, заподлицо или почти заподлицо с остальной поверхностью. Вот далее 200мкм. от РК, к предыдущей фаске - уже карбиды вовсю торчат, и многие кажутся крупнее чем могли бы быть, но это уже из-за наплывов на них матрицы.
Ну и в начале обзора я обещал показать "завал на твёрдом" - вот тут я его и получил - фаска откровенно выпукловата, пусть и на 10-15 мкм. её середина выступает на зоной РК и границей с предыдущей фаской, но тем не менее. Это, конечно, нехорошо, и я считаю это ошибкой - видимо, уже устал, чтобы как следует следить за работой.
Да, при том небольшая полосочка стали на самой кромке, которая будто бы "с повышением угла" - это не оно. Это уже тот самый участок, шириной около 10мкм. (бывает и меньше - порядка 3мкм., но нередко в районе 6-10мкм.), где собственно происходит окончательное заострение - тут он выглядит так контрастно из-за угла падения света - трудно зеркалящую поверхность осветить как следует - даёт засветку, ну а на самую зону РК - дала тень.
Подводя итоги.
1. Я ещё раз убедился, теперь и на притирах, что минимальный угол на обычных HSS сталях, при котором возможна и действительно тонкая острая кромка и при этом с нормальной стойкостью, составляет 26 градусов полного угла.
2. Я ещё раз убедился и постарался это показать - обтачивание карбидов при обработке алмазами, что на брусках, что на притирах из разных материалов, НЕ является основной характерной особенностью алмазной обработки, и чтобы достичь этого, нужно приложить усилия и учесть множество факторов. Иначе, этот эффект запросто может оказаться почти незаметным на фоне обычных проблем с карбидами - их чрезмерное выпирание из матрицы, выпадение, "выбивание" из неё (если глянуть мои старые обзоры финиша быстрорезов на других абразивах - обнаружим, что везде, где зерно тоньше м7, картина сходная), царапины от выпавших, царапание ими абразивов и так далее.
Т.е. алмазная обработка не даёт априори решения этой проблемы. Для этого нужно тоже приложить определённые усилия по подбору режима обработки, концентрации зерна, его однородности, уделить внимание технике работы, чтобы получить искомый результат хотя бы в самой зоне режущей кромки.
3. Венёвская тонкая паста опять облажалась. Грязная. Реал-Дзержинск, к сожалению, хоть в целом получше, но в ней тоже встречается разнобой по зерну. Нужно искать более качественные алмазки.
4. Любые разглагольствования о том "как работает алмаз" на тех или иных сталях, при тех или иных углах, фракциях и прочих факторах - пока не подтверждены пруфами конкретных проб с соответственными по информативности иллюстрациями - остаются пустым теоретизированием и к практике не имеют отношения.
И уж совсем бредом выглядят заявления, что "алмаз всегда даёт пилу, а прочие абразивы - нет" - я только что показал, и делал это и ранее, что на природниках и синтетиках, не алмазных, можно сделать более выраженную "пилу" на РК, а на алмазе получить гладкую РК - вопрос только в том, чтобы знать, что хочешь сделать и уметь это. А абразив тут - вторичен.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.

Начал с суспензии 1мкм. на чугунном притире от "Северной Артели". Подготовка чугуна - притирка на гранитной плите с суспензией КЗ F600 и сглаживанием поверхности курантом из притёртой бронекерамики.
Перед нанесением суспензии протёр чугунный притир зипповским бензином для зажигалок (по рекомендациям в спец. литературе, положено протирать керосином или уайт-спиритом, но в данном случае я взял бензин - мне показалось, что это облегчит шаржирование, так как он не такой жирный - вроде бы так и получилось).
Далее, аккуратно нанёс на него одну каплю суспензии - по объёму, примерно с три спичечных головки. Растёр вышеупомянутым курантом из притёртой бронекерамики.
Учитывая, что графита из этого притира выделяется довольно много, попробовал сначала поработать сразу, без добавления масел или олеинки. В качестве тестового объекта был взят клинок из cpm s90v.
При работе таким образом, когда смазкой является только графит (бензин, само собой успел испариться до нанесения суспензии, а жидкость её тоже уже "ушла" при шаржировании зерна курантом), работа происходит быстро, но жёстко - обработка велась с большим шагом - клинок ранее был заточен на полтавском алмазном бруске на связке м2-01 с зерном АСН 14/10.
Удалить предыдущие риски получилось достаточно быстро. Несколько раз менял направление обработки - удаление риски от нынешнего этапа на этом же зерне происходит тем более довольно оперативно.
Однако, оставляемая шероховатость ожидаемо груба и такую я скорее привык получать при обработке на зерне порядка 7/5мкм. Это связано с тем, что чугун этот достаточно мягок, а вкрапления графита часты - в результате, даже при тщательной притирке и "кондиционировании" поверхности курантом, на выходе получаем шероховатость самого притира и характер работы на нём, относительно грубый - даже сглаженные курантом вершинки рельефа набирают алмазного зерна не меньше, судя по всему, чем усаживается в "лунки" с графитом, вследствие чего, каждый выступ рельефа несёт на себе достаточное количество зерна расположенного довольно близко, чтобы характер работы был сходен с работой кратно меньшего количества зёрен но более крупной фракции.
Кроме того, структура данной стали, с её высокой насыщенностью твёрдыми, пусть и достаточно мелкими карбидами, не способствует получению особо тонкой обработки - "вырезаемые" режущим профилем притира карбиды и скалывающиеся с кромки фрагменты её, несущие на себе по нескольку карбидов, в силу их твёрдости и хрупкости, уже сами оставляют риски на фасках сопоставимые или же грубее взятой фракции зерна.
Добавление уже рекомендованных для работы на чугунном притире СОЖ/ПАВ (я последовательно пробовал смесь уайт-спирита с маслом и чистую олеиновую кислоту) несколько смягчили работу, но структура стали в данном случае оказалась "сильнее" этого и кардинального изменения в работе не произошло. Т.е. притир работает в режиме тонкой заточки и ни в коей мере не позволяет выполнять доводку - резание продолжает превалировать. Вот так выглядит результат:
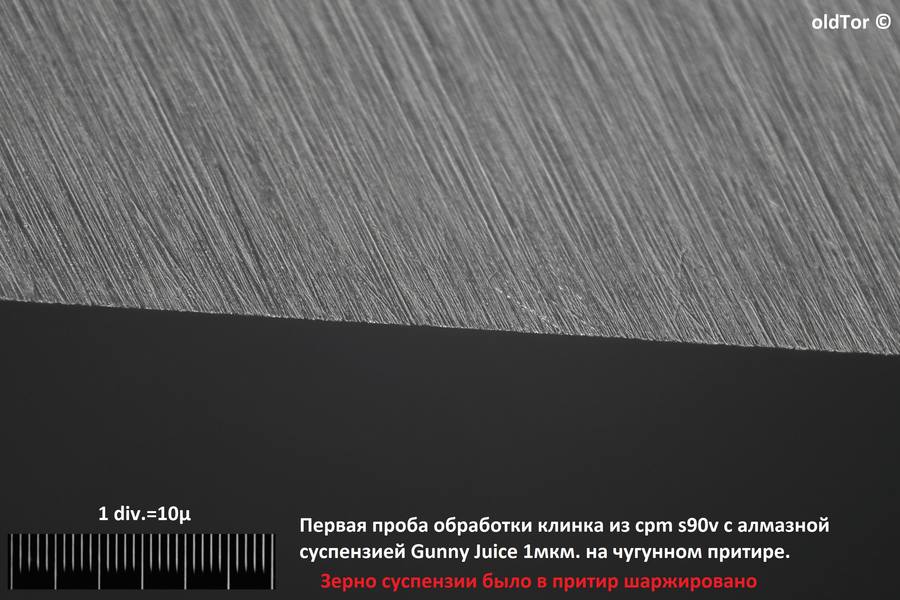
Далее, для сравнения, была взята твёрдая качественная углеродка - старинная бритва Wade & Butcher, с довольно широкими фасками. Работа на ней выполнялась с малым количеством масла для заточки от фирмы Norton. Вот тут уже картина совсем иная - притир позволяет работать практически в доводочном режиме - резание не является превалирующим, сильнее проявляются пластические деформации. Фаски обрабатываются нежнее, кромка тоже однороднее и намного, несмотря на то, что угол заточки здесь в два раза меньше. Достигаемая тонкость кромки тоже выше (порядка 1,5мкм. до появления оверхонинга, против 2-3мкм. до появления оверхнонинга на cpm s90v), что естественно - структура стали здесь совсем иная и соотношение твёрдости и вязкости тоже:
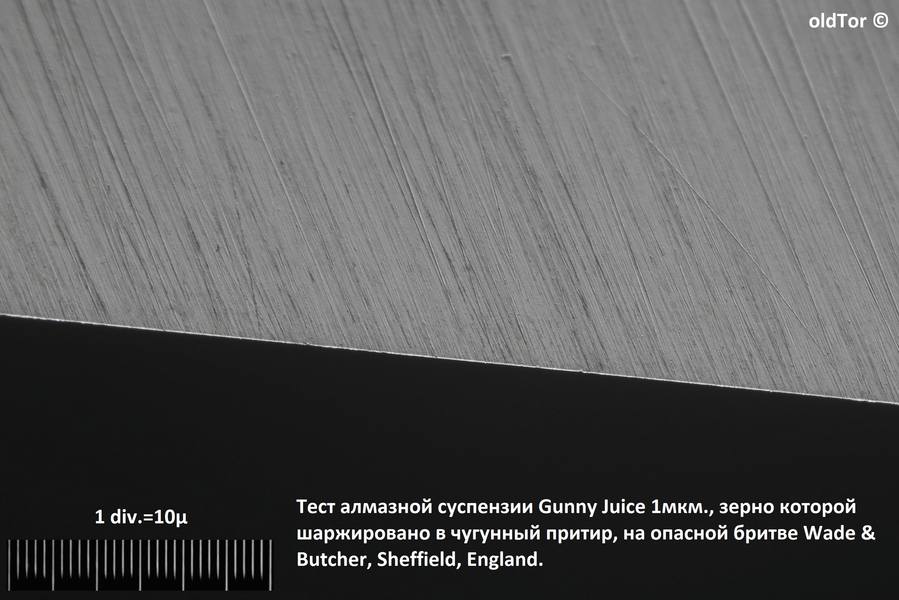
По-моему замечательный вышел пример того, как структура стали влияет на обработку, и что даже ту сталь, что легче поддаётся абразивной обработке, можно алмазным зерном обрабатывать тоньше, нежели "набитую лигатурой и карбидами почти по самое никуда".
Ну а теперь собственно впечатления о Gunny Juice:
1. Понравилось то, что в отличие от паст, зерно из этой суспензии проще и легче шаржируется в притир.
2. Понравилось то, что в соответствии с заявленными производителем характеристиками, нет даже намёка на агломерацию частиц, не говоря уж о присутствии зёрен крупнее заявленной фракции - т.е. всё "как обещали".
Интересно, как поведёт себя данная суспензия по мере хранения - сейчас зерно в ней распределено, как мне кажется, очень равномерно. Изменится ли это с течением времени - понаблюдаю.
В следующих частях планирую продолжить пробы с зерном 1мкм. на стеклянном притире, ну а далее уже примусь за тесты 0,5 мкм.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Точнее, начало 2-й части) Сколько успел.
Продолжил пробы с суспензией 1мкм. на стеклянном притире. Подготовка стандартная: притирка на суспензии КЗ F600 и сглаживание с водой вершинок рельефа притира курантом (как обычно у меня, в качестве такового выступает тонко притёртая керамика).
Стеклянный притир перед нанесением на него суспензии, как и паст, предварительно моется в тёплой воде с мылом или моющим средством и сохнет. Нанесение.. Ну вот вскрылся минус упаковки суспензии - если при нанесении на чугун мне удалось аккуратно и дозированно "пшикнуть" и получить нужного объёма каплю суспензии, то на стекло попало слишком много - пришлось лезть в закрома за очередной заготовкой кожи для направки и излишек собрать на неё - а то суспензия хорошая, цены немалой, жаль было избыток просто утилизировать. В общем, надо быть осторожнее с этой пшикалкой.
В общем, излишек я убрал, и для получения нужной консистенции, добавил сначала малую толику олеиновой кислоты. Её оказалось недостаточно - очень текуче. Для некоторого повышения вязкости я стал по чуть-чуть добавлять масло от Norton, и к моменту, когда меня устроила вязкость, пожалуй этих двух компонентов стало примерно 50/50. Можно было, конечно, взять более вязкое масло и добавить его меньше, но я боялся переборщить с вязкостью. А так всё получилось хорошо. Я не могу сказать, как определить эту самую вязкость СОЖ/ПАВ на стеклянном притире для полусвязанного зерна достаточной, сам ориентируюсь на накопленный практический опыт.
Растёр по притиру с помощью куранта и приступил к работе. Технологический барьер не делал, для "чистоты эксперимента" хотелось поглядеть, что получится без него - так-то, если его сделать, во всех случаях, на том же абразиве можно получить более однородную кромку. Но не всегда это и нужно - тут меня вполне устроило то, что получилось. Работа идёт на стеклянном притире, как и ожидалось, уже в нормальном доводочном режиме, при использовании соответственно техники доводки. Производительность высокая, при том резание не является превалирующим аспектом обработки, в значительной мере присутствуют пластические деформации - для лучшей устойчивости к боковым нагрузкам и собственно износостойкости кромки это очень полезно. Даже если она остаётся выраженно "шершавой" для более выраженной агрессии реза. Вот так выглядит результат (фото, как обычно, кликабельно):
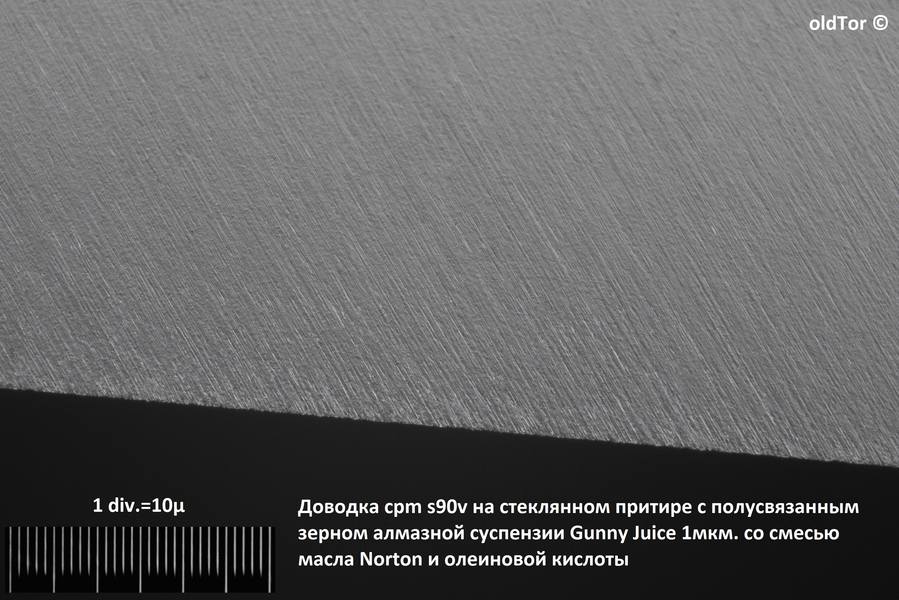
Шаржирования клинка не происходило, зерно в виде полусвязанного на притире, прекрасно удерживалось в его рельефе. В т.ч. на этапе "выхаживания" (этот термин встречается нередко, но мало где объясняется его значение - вкратце, это обозначает окончательную операцию в т.ч. при доводке, когда подача обрабатываемого изделия на абразив производится в одном направлении и с "снятым давлением" - т.е. оно резко убирается до полного его отсутствия - только касание).
И открою маленький, несложный для выполнения секретик - переходя к этапу выхаживания, притир следует сначала вытереть "насухо" чистым ватным диском, затем подышать на притир и вытереть насухо снова. В процессе выхаживания, эту процедуру следует повторять, как только покажется, что тактильных отклик от хода клинка по притиру изменился. Следствием этой процедуры является то, что снятые частицы стали вместе с какой-то минимальной долей СОЖ/ПАВ удаляются, слегка как бы "поднявшись" из рельефа притира, но абразив не поднимается, оставаясь надёжно удерживаемым чрезвычайно тонкой, но плотной плёнкой мизерного остатка СОЖ/ПАВ. Сразу меняется ход клинка по притиру - кажется что идёт скольжение по сухой, чуть шелковистой поверхности. Тем не менее - это не работа "насухую" - вышеупомянутая плёнка совершенно микроскопической толщины у нас остаётся и продолжает работать. Поверхность фасок визуально при этом с каждым проходом "проясняется". При том, сгон кромкой и границей спуск/фаска нового шлама вместе с ПАВ столь ничтожен, что виден только под микроскопом, в виде чёрной "ниточки", и его рекомендуется стирать сухим ватным диском после каждых 5-7 проходов. При этом, на фасках всё равно и после этого стирания остаётся тонюсенькая плёнка масла с олеинкой.
В общем, результат мне понравился - то, что хотелось получить на этом зерне - я получил: именно доводочный режим работы и хороший результат именно доводочный, без шаржирования алмазным зерном стали и при малых времязатратах. Единственное, что омрачило пробы, это пресловутое неудобство нанесения суспензии на притир так, чтобы избежать избыточного расхода её.
Продолжение следует...
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Но и как притир под шаржированное можно.
Сталь... С ней та проблема, что алмазное зерно в неё шаржируется хуже, чем в чугун и медь, больше вероятность заполучить зерно в клинок и в большем количестве. Если шаберную пластину обрабатывать твердосплавную или керамический нож - можно и стальной притир взять, хотя это не гарантия ещё ничего, в ту же керамику загнать алмазное зерно не так сложно - при притирке керамических брусков даже, у которых несравненно бОльшая площадь, чем у фасок ножей, застревание алмазного зерна не редкость, и лечится только очень последовательной притиркой - т.е. делать такие скачки по фракциям, как можно себе позволить при притирке на сильно более хрупком зерне (на том же КЗ), уже не получается. Даже если брать алмазное, скажем, АС4 вместо АСМ. "Повышенной хрупкости" АС4, когда разлетается, причём очень неравномерными по размеру "кусками", застревает в керамике также легко, как АСМ и удалить его также непросто.
Для сталей же, в т.ч. высокованадиевых - на стальном притире зерна в клинок нахватать часто гораздо проще (хотя одно время мне казалось иначе, но потом всё прояснилось по мере прироста практики и наблюдений), чем на чугунном и, по моему опыту, часто даже проще, чем на стеклянном, где полусвязанное зерно удерживается в рельефе правильно подготовленной поверхности, во многом благодаря лишь поверхностному натяжению ПАВ/cвязки пасты (если, конечно, соблюсти годную пропорцию и количество).
С уважением, Ярослав
Спасибо за ответ!
Скоро я смогу "обозреть" с примерами этот вопрос.
Посты 145-147 по ссылке:
https://www.myabrasive.ru/foru...t=356&start=140
С Олегом обсуждали это, и один притирчик в течение месяца-полутора окажется у меня на пробах.
С продавцами собственно притиров пока не очень сложилось - либо "уже нет и когда будет не знаю", либо "у нас только маленькие с ручками для полировки клинков", либо типоразмеры "промышленные" и соответственные цены.
А если выравнивать и притирать чугун типоразмером заточных стационарных камней - это не проблема, то здоровые дуры уже совсем другая история и там лучше уже осваивать шабрение в качестве предварительной подготовки, в общем всё непросто.
При случае, вытащу цитатку, прямо сейчас не могу заняться - работа.
Кстати, прекрасный источник чугуна - металлоприемка, там бывают всякие утюги, части станков и т.п., в том числе плоские. Болгаркой чикнуть и всё.
psnsergey
Чугун для поверочных и разметочных плит шёл более твердый. А для притиров идеален мягкий, пористый. Тем не менее на безрыбье и рак рыба...
...
Ну вот у меня вышло, что наиболее мягкий из опробованных - т.е. собственно именно купленный (и продаваемый) как притир - слишком мягкий для того, чтобы работать в доводочном режиме.
Хотя он прекрасен для фракций до 5/3-3/2, но добиться от него именно доводки, когда абразивное резание не является превалирующим аспектом работы - не удалось. В т.ч. по высокованадиевой стали. При том на "просто" углеродке, качественной и твёрдой - намёк на это был.
А на более твёрдом чугуне - удавалось (причём как раз из колодки рубанка).
Так что тут получается та же история, как со связками заточных и доводочных камней - насколько определяющий характер и предел достигаемой шероховатости по разным сталям она обеспечивает тому или иному типу абразива. С чугуном в определённой степени ситуация сходная же - это зависит от его твёрдости, распределения и размера графитовых включений и способности к истиранию.
В общем, от "Северной Артели" оказался хорош для заточки и тонкой заточки, но для доводки нужен слегка более твёрдый.
При том, и я отдельно это хочу подчеркнуть - _производительность_ работы при доводке на более твёрдом, при не превалирующем именно резании, на мой взгляд, оказывается не меньшей, или по крайней мере, как максимум, незаметно меньшей, чем выраженное резание без характерной для доводки пластической деформации, при работе на более мягком. Вот такая занятная история.
И рубанок не отличался их однородностью и равномерностью. Однако на нём при прочих равных на доводочный режим удаётся выходить.
Тут ещё, видимо, штука в том, что зерно вовсе не собирается шаржироваться только и исключительно в "лунки" графита. Чем мягче чугун, тем охотнее оно заседает в него и помимо вкраплений графита а последние больше служат истиранию поверхности в целом, хоть и смазывая её активно. И происходит более сильно обнажение вершин рельефа с группами зёрен, расположенными столь тесно, что каждая группа работает условно как кратно меньшее количество зёрен, но большей фракции.
А на более твёрдом чугуне, зёрна имеют тенденцию больше шаржироваться не повсюду, а преимущественно в лунки с графитом и по мере истирания притира, утапливаются в них, а не торчат на вершинках твёрдых участков.
В моём конкретном случае сличения двух чугунов картина выходит такая. Понятно, что градаций и разных соотношений тут может быть сколько угодно при иной паре чугунов. И ещё и сильно меняться они могут при работе на особо тонких или наоборот, после превышения определённого размера фракций зерна. Но - что есть, то есть. Получу третий - статистика расширится...

Сталь BOHLER-UDDEHOLM М390. Термообработка выполнена ЮЗОН на первичную твёрдость с криообработкой, твердость 62-63 HRС. Сведение 0,2мм.
Заточка в рамках параллельных кое-каких проб делалась на полтавских брусках на связке М2-01 с алмазным зерном АСН 40/28 и 14/10. Далее сразу - чугунный притир с шаржированным зерном из суспензии Gunny Juice 1мкм.:
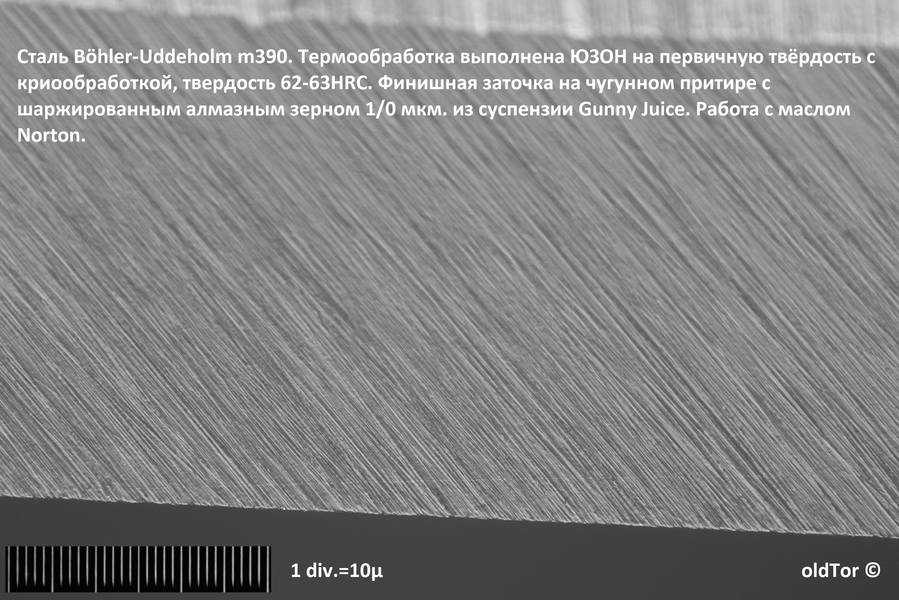
Как я уже писал ранее в обзорах работы этого зерна на том же чугунном притире по стали cpm s90v - работа идёт достаточно грубая и в силу ранее описанных причин, риска намного крупнее, чем можно было бы ожидать, и чем получается на притире стеклянном.
В данном случае получилось несколько глаже, чем на s90v и мне нравится больше. И надо отметить, что шаг на притир после полтавского бруска 14/10мкм. оказался органичным по производительности и по прочим параметрам. Грубость некоторых рисок продиктована гарантированно не недовыведенными от полтавы, так как первым делом на притире я работал "сеткой" и вдоль, чтобы потом убедиться, что риска от 14/10 удалена бесследно. Чугун справился прекрасно.
Но - чудес не бывает и по-прежнему, такой вариант - на этом чугуне - это тонкая заточка, и выхода на доводочный режим работы не происходит. Но надо было убедиться на чём-то ещё, и вот m390 как раз подошла. Ради чистоты эксперимента, тут тоже не делалось технологического барьера - с ним можно было бы достичь более однородной кромки. Но тут и так всё понятно, я всё равно буду переделывать финиш, так как на эту сталь в этой термообработке у меня планы по получению реза конкретных материалов, который возможен при принципиально более однородной и тонкой РК.
Порция зерна, шаржированного в чугун - всё та же, на ней уже было обработано 6 или 7 клинков из разных сталей и пока я не заметил критичного падения производительности и желания перешаржировать притир. Т.е. зерно из суспензии Gunny Juice демонстрирует приличную стойкость (а, как известно, алмазные зёрна бывают разных сортов и вовсе не одинаковы по твёрдости, хрупкости и пр.).
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Попробовал сравнить на одной и той же тестовой бритве зерно из суспензий 1мкм. и 0,5мкм. на стеклянном притире с олеиновой кислотой, в виде зерна полусвязанного. В принципе, результат недурной, но я ожидал бОльшей разницы. С другой стороны, она не сильно отличается от разницы и с другим каким-либо типом зерна между такими тонкими фракциями. Для невооружённого взгляда, поверхность после 0,5мкм. выглядит более однородной, в микро это также заметно: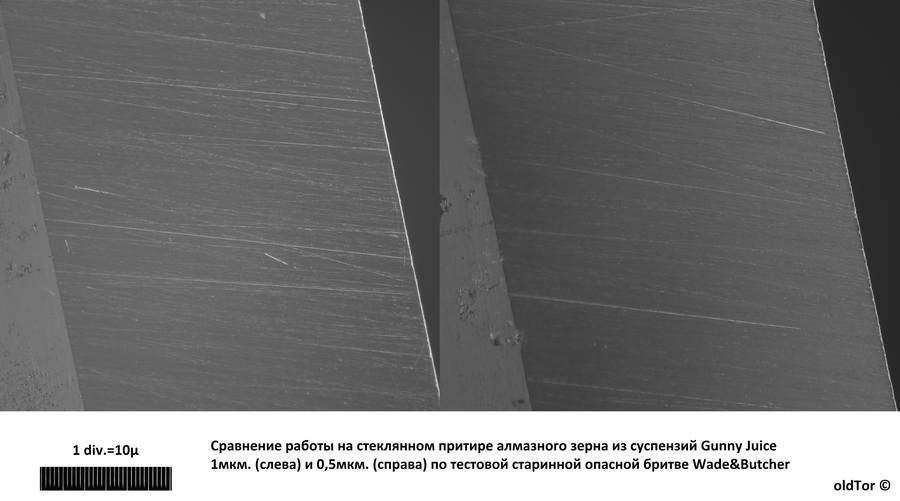
После 0,5 достигается бОльшая тонкость РК, в принципе, ногтевым тестом я разницу ощущаю при проводке РК поперёк влажной ногтевой пластины - более тонкая "тормозит" сильнее.
Однородность обработки в принципе в обоих случаях на уровне. Риски в т.ч. отдельные и более выраженные, чаще встречаются после 1мкм., но размера, коррелирующего с размером зерна, после 0,5мкм. их меньше, но они в целом почти незаметно меньше. Я очень тщательно следил за соблюдением абразивной гигиены, однако не могу исключить того, что отдельные зёрна 1мкм. могли быть шаржированы в сталь на границе спуск/фаска и потом попасть на фаску при работе на более тонком зерне. Тем не менее, всё, как мне кажется, вполне прилично получилось, несмотря на малый угол заточки.
Работа не быстра, в отличие от работы на чугунном притире, но оно и понятно - на нём даже такое тонкое зерно преимущественно работает в режиме заточки, с превалированием абразивного резания. На стеклянном же притире больше выражены пластические деформации и работа происходит в доводочном режиме. Я бы сказал, что по производительности сопоставимо если не медленнее, чем при работе на зерне из пасты Luxor 1мкм. и 0,5мкм. (на основе окида алюминия) - т.е. о приросте производительности в силу большей твёрдости алмазного зерна, на таком уровне обработки говорить особо не приходится в подобных режимах.
Что мне понравилось - кромка получилась вполне однородная для такого угла, при обработке на алмазном зерне, выраженного оверхонинга я не достиг (вовремя остановился) даже на 0,5мкм.. Впрочем, надо будет ещё попробовать с бОльшей концентрацией зерна на притире.
P.S. Побрился этой бритвой - ну что, бритьё не эталонное, но весьма хорошее - кожа себя чувствует прекрасно, чистота бритья чуть лучше, чем после жиллет мак 3 турбо, комфортность бритья на 5-, но лучше, опять-таки, чем после жиллета. ННТ тест после направки на чистом ремне из лошадиной кожи, что до бритья, что после - в 30мм. от точки удержания.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Сегодня завершился длительный экспериментальный период (очередной) по длительности удерживания шеф-ножом трамонтина про-мастер рабочей остроты при малом угле заточке. 4 месяца назад, нож был слегка пересведён (вручную) и заточен на полный угол 24 градуса на керамике Idahone в притирке на алмазном зерне 50/40мкм.
Ножом я пользовался ежедневно, супруга - иногда (она предпочитает другие обычно). Разумеется, в качестве разделочника он не использовался. Зато всё остальное им резали вовсю (на обычной буковой доске).
Всё это время нож правился исключительно на ХБ-стропе с пастой Люксор 6мкм., втёртой в неё с каплей костного масла. Пару раз за это время стропа очищалась слегка тряпочкой, смоченной в уайт-спирите, чтобы удалить засалку и один раз наносился свежий слой пасты (так как этим кусочком стропы за это время обрабатывалась ещё куча всякого разного режущего инструмента).
Я долго удерживался от правок с небольшим повышением угла, но в какой-то момент, примерно спустя пару месяцев, таки словил на чём-то пару-тройку заминчиков, что потребовало для их полного удаления уже слегка начать повышать угол. На глазок и по тактильным ощущениям. За последнюю неделю нож успел хватануть уже пару более-менее крупных заминов (от хрустящей твёрдой корочки свежего хлеба) и я решил что уже хватит - правкой на стропе такие деформации за разумное время и без сильного повышения угла уже не удалить, на днях подточу его снова на керамике.
При том отмечу, что кроме пары таких деформаций на клинке есть и несколько точечных гораздо мельче. Однако при этом, как и после очередной правки, так и перед ней, 2,5 месяца весь клинок сохранял способность пройти тест на рез волоса на расстоянии ~ 15мм. от точки удержания, потом эта способность стала сокращаться и на данный момент около 30% длины РК у самого носика уже после правок такой способностью не обладают, а остальная часть кромки режет волос после правки на расстоянии 5-8мм. от точки удержания.
Да, прирост угла от правок с его повышением, постепенно привёл к нынешнему полному углу в ~27,5 градусов.
Я сделал фото в небольшом увеличении сначала, чтобы показать самую крупную свежую деформацию - она слева на снимке - череда заминов в обе стороны:
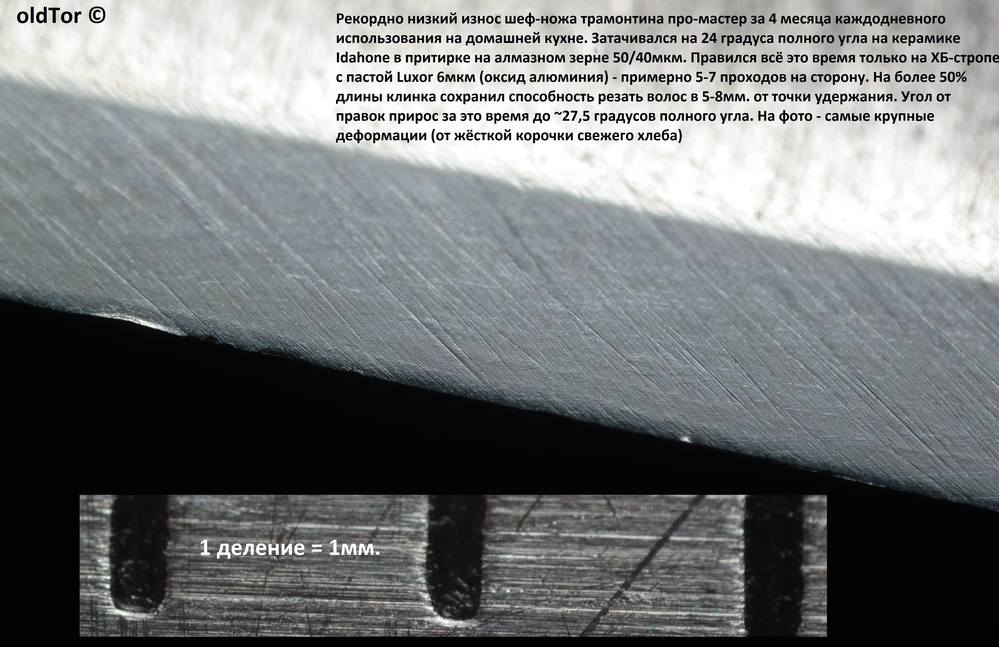
Затем я решил снять этот участок в бОльшем увеличении и разрешении, немного отклонив фаску от плоскости кадра, потому здесь скрадывается пресловутое повышение угла, заметное на первом снимке:
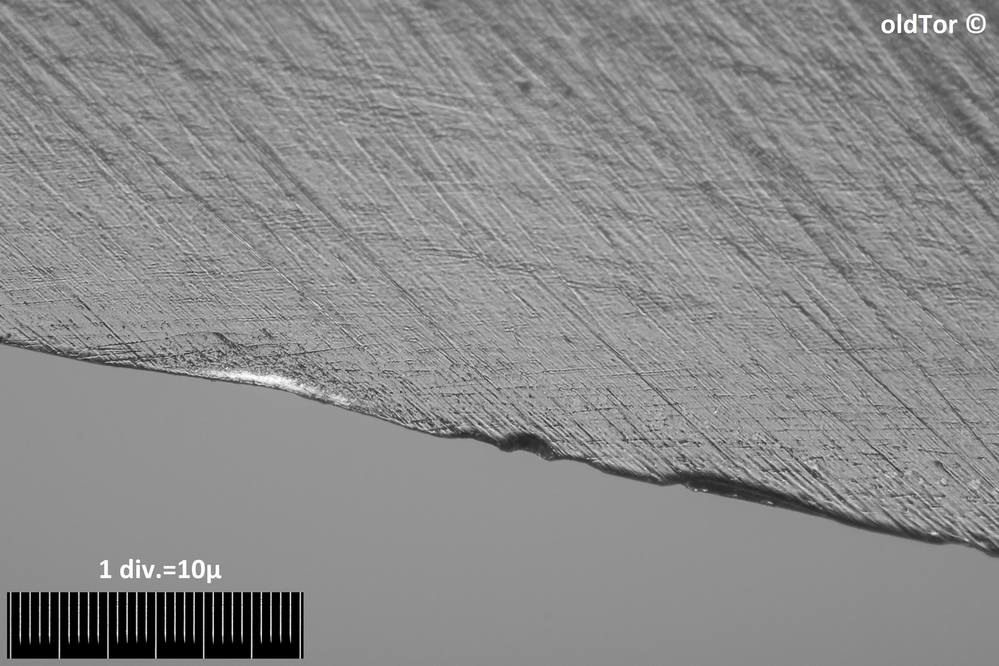
Ну и решил продемонстрировать, что такое "когда правки недостаточно" и когда пора принимать решение о том, что нужна правка более глобальная, уже на камне/бруске, а так как я планирую уменьшить угол обратно, то будет уже переточка с удалением повышения угла при правках. Сделал пяток проходов на сторону на той же стропе с люксор - вот что изменилось - и тут я чуть поменял ракурс, чтобы линзообразную фасочку от повышений угла при правках было видно + я только что по ней опять прошёлся и она стала явнее (и чище):
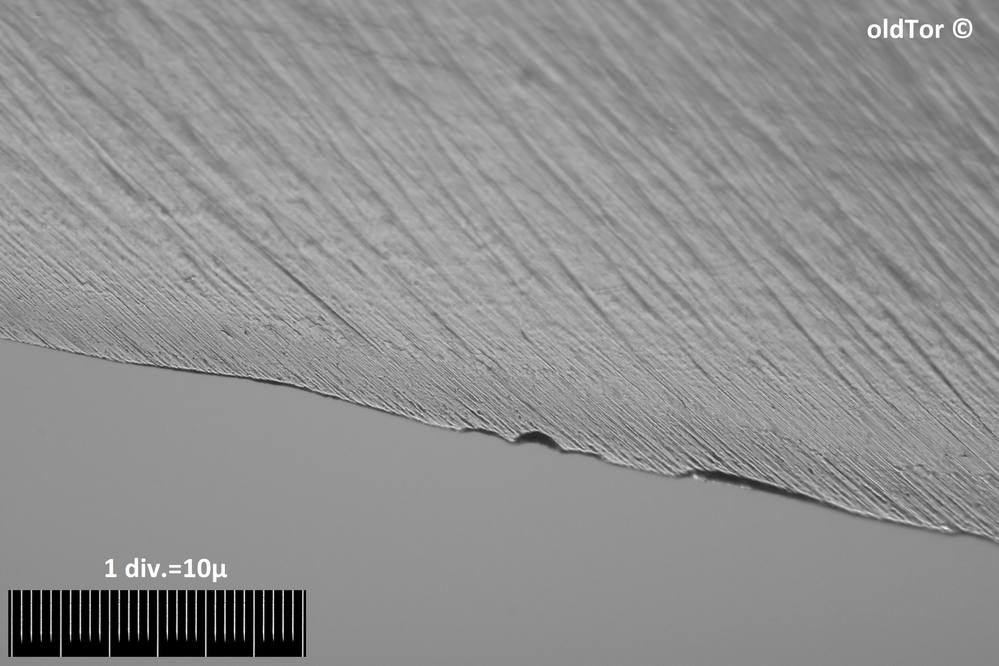
Как можно видеть, паста 6мкм., когда стропу регулярно чистят от засалки, оставляет заметную рисочку и не вытягивает заусенку (если не давить и работать дозированно - несколько проходов), при том выгиб заминов вбок жёсткость стропы позволяет убрать (кожу мы бы просто испортили и всё). В глубину, конечно, уже столько не снять, это нужно перетачивать. Да, всё это время все правки делались разумеется вручную - по-моему заметно, что при "набитой руке" даже при том, что правки такие я делаю достаточно небрежно, даже начав выполнять повышение угла, в эту вторую фаску я стабильно попадал)
Но вообще меня даже немного удивляет такой рекорд - в прошлые пробы, у меня такой же клинок с углом заточки на таких же абразивах и при такой же правке, но при угле в 26 градусов изначально, выдержал до переточки, т.е. без таких деформаций, но на тех же работах - "всего" 3 месяца. Но тогда у клинка было поболе и сведение, а не только угол, так что я связываю это с тем, что этим мне было легче резать в целом, и потому я прикладывал меньшие усилия, а я уже привык с любым клинком "приноравливаться" и использовать усилие минимально нужное для работы. Видимо, именно это позволило при меньшем угле, дольше этому углу продержаться.
И ещё добавлю по поводу усилия реза - оно стало подрастать заметно буквально последние дней пять, так как риски от керамики уже стёрлись от правок (их остатки видно на фасках) и агрессию реза нож сильно растерял, а риски от Люксор 6мкм. на стропе, ему недостаточно - она тонковата. Вот это может быть ещё одной причиной, почему предыдущий клинок с углом 26 продержался меньше - я его правил чутка чаще, риска от керамики уходила быстрее, нож в целом терял агрессию реза тоже быстрее, соответственно и раньше потребовалось ещё прибавить усилие при резе, а значит и ситуацию получения заметных деформаций я приблизил. В общем - факторов много. Но я доволен тем, что этот бюджетный нож доказал свою способность в аккуратных руках работать довольно долго между переточками при нормальных кухонных углах заточки, вполне умеренных.
По притирам, отказался от чугуна изначально, как верно заметил Ярослав, преимуществ у мелкогоитных алмазных паст по сравнению с люксором и иными абразивами особо нет, ввиду небольших пропусков на обработку.
Поэтому я использую каменные притиры на этапах от 6 микрон и пасты на основе ОА. Никакого шаржирования, зерно либо полусвязанное, либо свободное. Вот думаю заказать себе притир из кварцита, надо съездить на распиловку, подобрать что-то однородное, без рисунков и разводов. Обычно каменщики такой камень отдают за бесценок. Искал яшму на пробу, низкопроизводительную, прям чудеса, на форуме жалуются, в личке оказываются яшма у всех метал жрет , как ненормальная.
Ещё один момент, покупал в Китае природный сланец, серо-голубого цвета, как источник суспензии, сланец твердым оказался, суспензию даёт, но не так много. В процессе добычи оной на притире агломераты, дающие паразитка на самом камне, разрушаются, суспензия достаточно тонкая. Не Люксор конечно, 1-3 микрона примерно. Для доводки весьма не плохо. Бритвы на ней не пробовал, да и нет их уже у меня. Нож (не бытовой) из м398 доводится не быстро, но однородно на односторонней заточке с углом 17 градусов. Кромка мутная, матовая. Если плохо растереть суспензию, будет и паразитка.
На скорую руку снял его - протёр слегка бензином, чтобы почистить и снял. В результате решил показать, почему чаще всего микрофото металлических объектов стараюсь делать в ЧБ - очень отвлекает от наблюдений структуры и характера обработки, интерференционная окраска от окисных плёнок и прочего, в данном случае причиной послужил бензин:
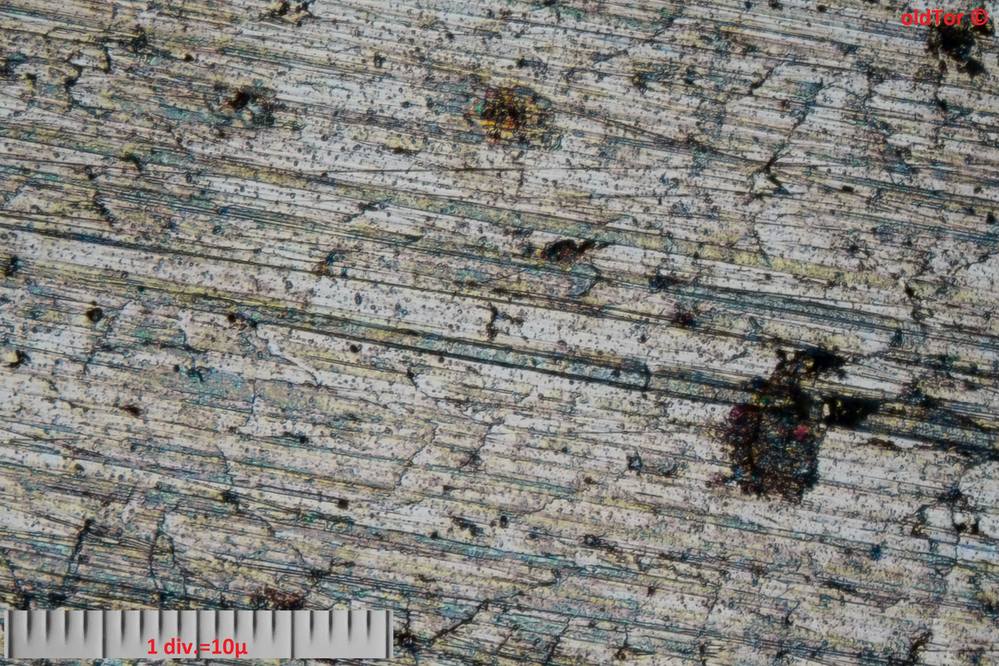
Да, фото с объективом Labor-microscopes Plan 20x0.40 WD 8mm., кроп, освещение через объектив. Поверхность для невооружённого взгляда кажется довольно чисто обработанной, "блестит", однако, как известно, это ничего не говорит о качестве обработки - как можно видеть, она весьма неоднородна, и это даже при том, что при освещении через объектив сильно скрадывается рельеф.
Сделал кроп побольше, одного из участков того же кадра и перевёл в ЧБ - так по-моему, куда комфортнее оценивать именно каверны и вкрапления с графитом, не отвлекаясь на окраску:
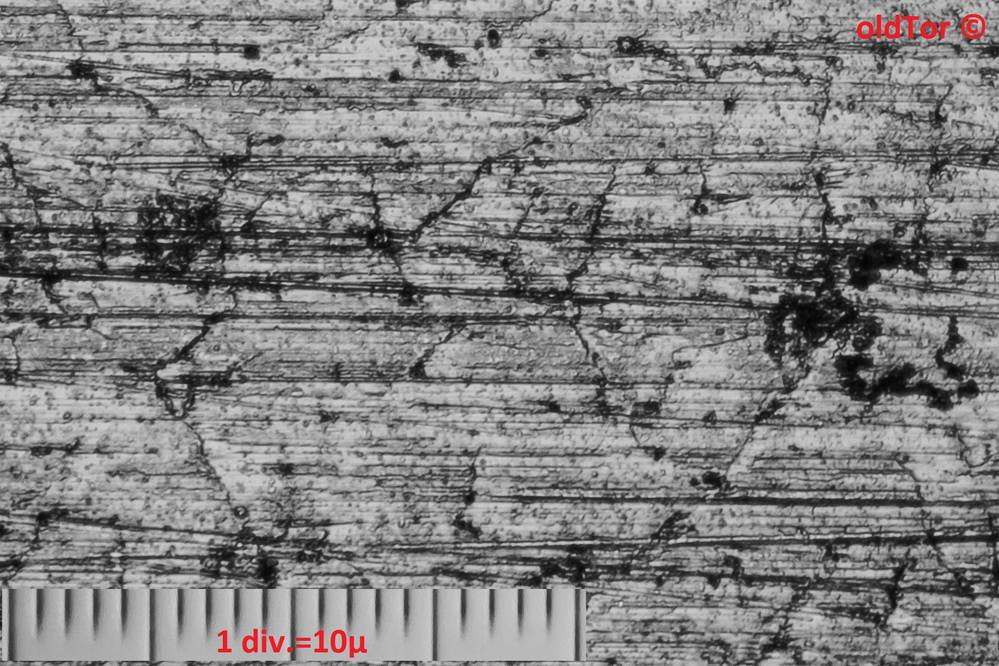
Чёткость оставляет желать лучшего, что всегда бывает если снимать одним кадром объект, чья шероховатость сильно превышает ГРИП объектива. Ну да ещё я тут по ошибке не вернул на место одну секцию фототубуса на бесконечность и тубусная линза оказалась не в положении на бесконечность, а существенно ближе к матрице, что тоже не лучшим образом сказалось на чёткости. Но решил не переснимать - вот подготовлю притир нормально, перепритру, тогда можно будет и тщательнее снять и лучше оценить структуру.
Мне скучно ,развлекаюсь как могу 😀








Впрочем, тут просто в урезанном варианте рассказано то, что есть у Ящерицына и много ещё где.
Правда, некоторая урезанность часто создаёт превратное впечатление о некоторых материалах, рассказывая о них и их применении довольно однобоко. Например, тут это касается "неответственного" и "более грубого" применения крокуса.
Во-первых это вовсе не всегда и не обязательно, а во-вторых - это ещё зависит от того, что именно за крокус имеется в виду. Можно назвать немало ситуаций, когда он оказывается намного предпочтительнее того же оксида хрома. И как раз на особо ответственных операциях.
forummessage/224/43
И/или дополнить вот эту на майабразиве: сборник полезных статей, тем и книг со ссылками на ресурсы, где они доступны к скачиванию либо бесплатно (без регистрации и с регистрацией):
https://www.myabrasive.ru/forum/viewtopic.php?f=35&t=369
Потому как именно справочную литературу в этой теме вряд ли кто-то будет прицельно искать.
В результате, большинству, кто этой темой пользуется по делу - это всё известно, а кому неизвестно - тот искать будет скорее в профильной.
Это из своего,не с просторов,без ссылок и хостингов.
так что публикую здесь:
Как уже обсуждалось во многих темах, матово-точечная поверхность, в т.ч. фасок, после _доводки_, часто обладает лучшей износостойкостью, и способствует повышению стойкости РК, по сравнению с глянцевой.
При том, известно и то, что глянцевая поверхность может обладать довольно высокой стойкостью. Казалось бы имеется противоречие. Однако, никакого "чуда" здесь нет, а есть совершенно закономерные и изученные причины разности стойкости поверхностей и кромок, ими образованных, в зависимости от техники, методов, средств и режимов получения той или иной поверхности.
Некоторые пояснения вышеуказанных моментов, приведу в цитатах:
Т.е. важно понимать, какие процессы при доводке в конкретной ситуации происходят и превалируют. И если цель в получении более качественной поверхности, то следует учитывать разницу между визуализацией поверхности и тем, за счёт чего она была получена - как выше указано, если мы добиваемся эффекта "полированной поверхности" за счёт великоватого давления и превалирования резания/царапания, то ожидать от такой поверхности высоких эксплуатационных свойств не стоит. Т.е. внешний вид глянцевый, нам не сообщает о качестве. А только о глянце. Еслм нам нужно и глянец и качество - его следует получать в таком режиме доводки, в которым резание не превалирует, а превалирую процессы, происходящие при полировании. Когда же они присутствуют в доводочной операции, позволяющей получать высокую точность обработки в т.ч. геометрическую - у нас всё получается хорошо (это к слову о том, что это не значит, что полированием можно заменить доводку, ясное дело, когда речь про режущий инструмент - т.е. речь о процессах в рамках доводки, а не о разных операциях - доводке либо полировании - это очень важно усвоить). Тогда как матово-точечная поверхность, полученная при доводке, позволяет нам в несколько большей степени делать правильный вывод о качестве поверхности. Но это тоже не значит, что любая визуализация поверхности, как "матовой", автоматически обозначает, что мы успешно выполнили доводку, а не что-то ещё. Но переписывать в посте всю книгу (и не одну) - невозможно, так что предлагаю интересующимся подробно её изучить - с каждым разом, когда к ней обращаюсь, нахожу для себя всё новые подробности и полезности. Шикарный труд и очень нужный.
Отчасти этот же аспект, чисто практически, имеет отношение и к предыдущим операциям и к направлениям обработки в т.ч.:
Всем, наверное, известно, что обычно мы применяем смену направления обработки в рамках _части_цикла_работы_ каждым абразивом, ради более точной геометрии (даже используя приспособления, надеюсь не нужно объяснять, почему), ради "разбивки" рисок, что позволяет ускорить съём, ради уменьшения рельефа на РК. Обычно это делается в первой и третьей части цикла работы грубыми и средними абразивами, и в первой и второй на тонких. Однако, целесообразно менять преимущественное направление обработки и более масштабно - т.е. в рамках разных операций от черновой заточки (не говоря уж о слесарных операциях, если таковые требуются) до тонкой, а также до операций выхаживания (которой как можно завершать заточку, не прибегая к доводке, так и применять её в качестве последнего этапа доводки) включительно, и до доводочных, если они требуются. При необходимости выполнении полирования, которое если делается, как операция сопутствующая заточке, то обычно _перед_ окончательной доводкой по последней фаске (обычно микрофаске, шириной от ~10мкм. до 200 мкм.), также имеет смысл, планируя работу, озаботиться сменой направления обработки относительно предыдущей, а также учесть рекомендации по выполнению движений при полировании.
Вот что об этом сказано:
P.S. К слову, очень рекомендую в плане подробностей поверхностных слоёв / дефектного слоя и технологической памяти вот эту книгу:
Ящерицын П.И. (1977) Технологическая наследственность в машиностроении
https://lib-bkm.ru/13432
Кстати, помимо прочей полезной информации, там очень интересно сказано про операцию выхаживания, как один из вариантов "барьеров" для технологической наследственности - см. стр. 140-142.
Поскольку, как оказалось, с термином "выхаживание" вообще мало кто знаком - это будет особенно полезно, как для тех, кто работает на станках, так и тем, кто использует ручную абразивную обработку.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Я было привёл образец, ранее публиковавшийся:
Но мне, правда, в общем-то справедливо отчасти, сказали, что объектив почти в два раза слабее, чем я же снимал лезвие "спутник" аж в 2018 году:
500мкм. по горизонтали:

Для понимания масштаба съёмки - такой же кроп объект-микрометра, деление = 10мкм.:

Ну что же, на скорую руку решил продемонстрировать, что сделаю) Причём полностью готовый для бритья вариант (пусть и с гладковатой на мой вкус кромкой), а масштаб и разрешение тут ещё выше, чем при съёмке "спутника", при том РК - глаже. Не без недочётов, но тем не менее - фото кликабельно, доступен оригинальный размер:

Префиниш - суспензия какого-то слурика, оставившая лунки от зёрен, размером порядка 3,5-4мкм., а финиш на бумаге с втёртой с каплей минерального масла пастой на основе ОА, Luxor 1мкм. Волос режется штатно - стабильно чисто на расстоянии 15мм. от точки удержания. ТБ приходилось делать, на ней же. Но у бритвы проигрышные условия - у неё угол заточки полный 13 градусов. У лезвий спутник - больше. Поэтому, при таком грубоватом префинише, рассчитывать на идеальную линию РК не приходится - виден косячок, размером ~ 2х2 мкм. Если бы делал более последовательно и сделал бы "ступеньку" на 0,5-1 градус - было бы ещё глаже и однороднее. Но, тогда было бы уже невозможно бриться, скорее всего - слишком гладкая РК начинает "циклевать" кожу. А вот для срезов для микроскопии - можно и глаже. На досуге как-нибудь покажу.
А тут "экспресс-вариант" чисто для показа)
Да, работа - переменными и круговыми движениями и выхаживание "на зерно" производилась. Паста наносилась так- мазнул несколько штрихов по листку самоклеющегося блокнота и далее распределил и втёр пасту в него с помощью притёртого брусочка керамики лански, смазанного маслом - там получается распределить пасту равномернее. Поначалу, кромка срезает небольшие ошмётки с бумаги, еле заметные, микроскопические, но скоро это прекращается. В общем - работа "на зерно" вполне получается без проблем, я и раньше показывал и рассказывал, впрочем. Да, листок клался на притёртый стеклянный притир- это довольно важно для чистой работы и не вытягивания микрозаусенца.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
У меня слесаря через 2 года не помнят, как обслужить 7 секционный грюнфос. В этом году 3 обслуживание, смотрят видосы , снятые ими же 2 года назад. Иначе нельзя, укокошат насос.
Конечно, когда имеешь несколько глобальных интересов и переключаешься время от времени с одного на другой, что-то забывается - это неизбежно: большинство людей вообще не способны заниматься серьёзно больше чем одним делом. Мало кто может двумя или более.
Я тоже кое-что забываю, когда на полгода, например, переключаюсь на микрофотографию и откладываю дальнейшее изучение абразивной обработки и наоборот. Но освежается это довольно быстро.
Всё-таки зубчик надо делать чутка выраженнее.
oldTorДоброго дня, Ярослав! А ТБ так же - на стеклянной основе листик оставался? Или выдвигался за грани притира. Заранее спасибо за ответ, нюансы исполнения всегда интересны.
... финиш на бумаге с втёртой с каплей минерального масла пастой на основе ОА, Luxor 1мкм. Волос режется штатно - стабильно чисто на расстоянии 15мм. от точки удержания. ТБ приходилось делать, на ней же. ... Да, листок клался на притёртый стеклянный притир- это довольно важно для чистой работы и не вытягивания микрозаусенца.
Цена ошибки очень велика при такой тонкой обработке - РК ведь там уже имеет толщину в 1мкм. и тоньше, на последних ~3мкм. ширины фасок у самой РК, и достаточно небольшого дрожания руки, чтобы смять такую тонкую кромку или согнуть её на сторону, и тогда уже пришлось бы удалять раза в 3-4 больше, а значит и возвращаться потом на более ранний этап обработки, а не продолжать последний этап её.
Камень дали на пробу и он в апексном формате.
tvy61Надо пробовать притирать на различных фракциях КК. Арк притирается легко и склонен, как любой натурал, к выглаживанию. Ну и не забываем про СОЖ: количество и состав способны менять работу камня в широких пределах. У меня арк тоже в апексном формате - никаких проблем.
как камень заставить работать на заточной приспособе, или это не возможно?
tvy61Владимир, Arkansas Translucent, это прежде всего камень не для активного сноса металла. Можно его загрубить притиркой как сказали выше, но это на время. Если нужно от финишного камня большей агрессии, то я использую СОЖ с пастой Luxor 0/1 растворённой в масле. Можно и грубее, и это на выбор.
Имеется камень арк. транс. Камень довольно легко запускается даже на таких сталях как PGK, Elmax, M390 и даже У13, короткими движениями разогреваем, а может выбиваем суспензию, даже не знаю как это правильно назвать и камень начинает работать, сносит метал вполне бодро. Но для запуска требуется во первых приличное давление, во вторых быстрые и короткие движения, а вот как камень заставить работать на заточной приспособе, или это не возможно?
Пасту сначала натираю на мелкой тёрке (отдельной от пищевых продуктов), потом измельчаю курантом на притире, добавляю в масло и разогреваю для растворения в водяной бане, можно и в микроволновке на 30 секунд. Перед использованием масло хорошо встряхиваю от осадка, наношу на камень, курантом разравниваю и разбиваю возможные комочки. После этого работаю на камне.
На Elmax, М390, М398, финиш получается тонким и агрессивным, кожицу помидора цепляет легко.
yemzТоже работаю с ней бывает, для скорости. Вот только даже байкалит зело быстро с этой пастой выглаживается, а он значительно тверже арканзаса.
с пастой Luxor 0/1
это понятно, но блин это чистый гемор, если можно сделать то же самое более простыми способами. Нет Арк конечно работает по хорошим железкам и работает прекрасно, но увы, не в варианте для точилок, если я конечно сделал правильные выводы..
Ваш "запуск" не что иное, как удаление избытка масла с камня.
В ракурсе арканзасов ситуация сходная и добавляется ещё то, что это камень с более мелким зерном и более плотной и импликационной структурой.
Для его запуска нужны эти самые движения малой амплитудой для того, чтобы:
1. слой масла в зоне обработки стал достаточно тонким (часто арк не работает просто потому что масла многовато, но даже когда его реально много, при работе по одному +- пятачку поверхности и переменными, его оттуда выгоняет - остаётся сколько надо)
2. арканзасу нужно время на приработку, в процессе которой он преодолевает сглаженность поверхности стали в рисках от предыдущего абразива, если тем обрабатывали в обычном режиме заточки. Вот если перед арком поработать с суспензией на грубоватом камушке, то в случае если это не приведёт к избыточному обнажению либо очень крупных, либо очень твёрдых карбидов - т.е. это вопрос того, что за сталь обрабатываем - запуск происходит практически сразу. Разумеется, на сталях с высокой насыщенностью твёрдыми карбидами, ему придётся туго.
3. ожидать от доводочного камня, коим является арканзас подобного сорта, активного резания/царапания и, соответственно, использовать его в режиме _заточном_ на этапе средней или тонкой заточки - целесообразно далеко не на всех сталях.
Это скорее "бонус" на сталях попроще. Или наоборот - в зависимости от вашего мнения - многим наоборот не нравится, что он на сталях попроще по составу, слишком активно режет и трудно выйти на именно доводочный режим работы.
На сталях же посложнее - он как раз на него выходит легко, снимает мало, в основном превалируют пластические деформации - т.е. то, что характерно для режима доводки. И конечно, ожидать, что в таком случае он будет затачивать как та же керамика - не стоит.
На доводку идут тогда, когда рабочая острота уже достигнута и дальнейшее улучшение параметров кромки и её окрестностей не связано с заметным съёмом стали - наоборот, он не требуется. наоборот - нужно чтобы камень работал с уже полученной кромкой, окончательно её оформляя, а не создавал её снова дальше, как у нас происходит по мере перехода от грубых к тонким сугубо заточным камням.
В т.ч. идут на доводку тогда, когда рабочая острота уже получена - чтобы потратить на доводку минимум времени - и даже не для его экономии, а чтобы не обеспечить кромке усталостных аспектов.
И работа на доводочных этапах как раз и характеризуется не однонаправленными (да даже и комбинированными - не суть) движениями широкой амплитудой, как при заточке, но наоборот - короткими, с постоянным смещением пятна контакта стали с камнем, для не-повторения рисок, и со сменой направления обработки большую часть времени таковой.
Мне понятно желание использовать хороший камень "везде и всюду" и постараться вытащить из него не только то, на что он хорошо способен, но и всё, что "рядом", это всегда заманчиво.
Но чем вещь "узкоспециализированнее" - тем лучше она делает свою профильную работу и тем хуже все остальные. Равно как и наоборот - чем более универсален инструмент, тем хуже он выполняет узкоспециальные задачи.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
oldTorПотому я и приобрел два бланка с одного камня.
на доводку тогда, когда рабочая острота уже получена - чтобы потратить на доводку минимум времени - и даже не для его экономии, а чтобы не обеспечить кромке усталостных аспектов
tvy61Работает, и с заточными приспособлениями тоже.
Нет Арк конечно работает по хорошим железкам и работает прекрасно, но увы, не в варианте для точилок, если я конечно сделал правильные выводы..
Как сказали выше, масла слишком много.
Вы работали на масляной подушке, как только её убрали частыми движениями, камень сразу встрял в работу.
Соглашусь с Ярославом.
oldTor
2. арканзасу нужно время на приработку, в процессе которой он преодолевает сглаженность поверхности стали в рисках от предыдущего абразива, если тем обрабатывали в обычном режиме заточки. Вот если перед арком поработать с суспензией на грубоватом камушке, то в случае если это не приведёт к избыточному обнажению либо очень крупных, либо очень твёрдых карбидов - т.е. это вопрос того, что за сталь обрабатываем - запуск происходит практически сразу.
oldTorЗнаю что - "каждому овощу - свой фрукт", но ведь хочется.
Мне понятно желание использовать хороший камень "везде и всюду" и постараться вытащить из него не только то, на что он хорошо способен, но и всё, что "рядом", это всегда заманчиво.
По этой причине сначала работаю с маслом в котором есть порошок от пасты Luxor, потом с чистым маслом, и далее пункт третий, когда съём металла не нужен, или он минимален.
Промываю камень и масло чистое, с отдушкой апельсинового.
Попробовал на своём бланке арканзаса поправить фруктовый нож из М390 HRC-62.
Масло.
На дне осадок абразива, рыжий цвет масла от красителя пасты.

Хорошенько взболтал масло.

Камень пятнистый, если это о чём то говорит.

Почернел за несколько секунд работы.
Это из-за оксида алюминия в масле.
Масла - одна капля на кончике зубочистки.
Для полноформатного камня - две, три, четыре капли в зависимости от размеров.

ChydinВсё дело в количестве пасты, или объёма абразива пасты на площадь камня.
Тоже работаю с ней бывает, для скорости. Вот только даже байкалит зело быстро с этой пастой выглаживается, а он значительно тверже арканзаса.
В моём случае - минимальное.
Поэтому не заметил быстрого выглаживания на зелёном байкалите.
Не показал на фото курант которым прохожусь по поверхности камня перед работой с абразивом в масле, забыл и торопился. Это обязательно нужно сделать! Иначе неприятное шуршание будет при первых движениях по камню.
yemzНадо попробовать развести люксор 🤝, а то я просто чиркну куском по камню да разотру курантом с маслом.
Всё дело в количестве пасты, или объёма абразива пасты на площадь камня.
0,1 мкм. электрокорунд (да и любой другой абразив) не будет работать на арканзасе, не приведённом в совершенно безабразивное состояние так, как такое же зерно будет работать на стекле. Что в виде полусвязанного, что в виде свободного.
Работа арканзаса, тем более притёртого для работы, пусть даже и тонко, но не заполированного наглухо - будет явно и несоизмеримо превалировать.
Вот если говорить о Люксоре 3мкм. скажем, тогда да, совсем другая история получится.
По сути, любое зерно 0,1мкм. (и, кстати, 0,3мкм. - тоже) уже работает практически только на прогрессию образования/удаления оксидных плёнок, так как не в состоянии погружаться на глубину, сколько-нибудь заметно превышающую толщину этих самых плёнок, а по факту погружается на гораздо меньшую. Для понимания этого достаточно сопоставить размер фракции 0,1мкм. со средней толщиной оксидных плёнок, возникающих за доли секунды при абразивной обработке: для примера- те из них, которые могут дать интерференционную окраску под микроскопом - толщиной от 400 до 5000 Ангстрем, т.е. от 40 нанометров и до 500 нм. или 0,5 мкм. К тому же ещё мы имеем немалый такой по сравнению с этими значениями слой СОЖ/ПАВ между поверхностями. И ещё надо учесть, что любое зерно закреплённое или полусвязанное, врезается в обрабатываемый материал лишь очень небольшим участком. Вот и представьте, как при такой их толщине, зерно в 100 нм. может или, точнее, не может взаимодействовать "непосредственно" со сталью.
Т.е. резания/царапания этими зёрнами стали как таковой, практически вообще не происходит.
Другой механизм потому как (наверное, это, в частности, объясняет, почему металлографические шлифы даже твёрдых сплавов, для некоторых исследований полируют субмикронным электрокорундом на последнем этапе - это всё равно работает на уровне полирования, несмотря на то, что такие материалы электрокорунд не обрабатывает эффективно резанием/царапанием).
Тогда как арканзас даже в тонкой притирке, работает собственно со сталью, и резанием/царапанием, и пластическим деформированием, оставляя шероховатость, на порядки превышающую толщину оксидных плёнок. Стеклянный же притир, вообще не обладает абразивной способностью.
Качественной границей предельного размера зерна, способного резанием/царапанием воздействовать на сталь, является такая фракция, которая принципиально способна преодолеть при контакте с обрабатываемым материалом оксидные плёнки обычной толщины. И как показали наблюдения и тесты - это зерно 0,5мкм. Может быть и 0,4 - не знаю, не пробовал такое, но 0,3 уже так не работает.
Исключением могут быть ситуации, когда происходит то же самое, что при работе некоторыми тонкими брусками/камнями, оставляющими шероховатость характерную для брусков с зерном заметно более грубым - когда распределение зерна по поверхности "носителя" не очень однородно и местами очень плотно - в таком случае, отдельные группы зёрен могут работать "как одно более крупное", особенно, если шероховатость рабочей поверхности "носителя" такого зерна - недостаточно тонка. Т.е. это косяк и ошибка в подготовке притира и распределении зерна. Часто ещё вызываемая и комковатостью и агломерацией зерна и/или недостаточной чистотой фракции. Производительности это не добавляет, а однородности вредит - будем иметь во множестве т.н. "паразитную риску".
tvy61Транс сам по себе хороший абразивный камень. Именно финиш и доводка, хотя мои работают и при притирке КК120-220. Но арк это не вашита, задачи активного съема металла перед ним не ставится. Сначала пользовал его после алмаза(Венёв) 3/2 для придания стойкости кромке. И Вы правы, люксор хорош сам по себе, на стекле или бумаге. Лично я его использовал для выглаживания байкалита(заводской распил, сам притирал) и транслюцента, попутно затачивая ноДжики 😀
хм.. абразив в масле, спасибо, попробую обязательно, но не будет примерно то же самое, что паста люксор на матированном стеклянном бланке? Я к чему спрашиваю, нафига тогда транс за 5 тыров?
И ещё вопрос: два веневских двухсоронних алмазных камня. Связка: OSB, B2-01, B1-10. Есть ли универсальное средство, способное одно работать с этими связками не вредя им?
Заранее благодарен.
Vovan 81Если Вы про СОЖ...
И ещё вопрос: два веневских двухсоронних алмазных камня. Связка: OSB, B2-01, B1-10. Есть ли универсальное средство, способное одно работать с этими связками не вредя им?
С OSB дел не имел, а В2-01плохо смачиваются водой. Неплохо помогает добавление мыла, либо моющих средств(кроме щелочных растворов). Хорошо работает добавление глицирина.
Из всего перечисленного, вреда связке не будет.
Так же несколько раз пробовал и пищевое оливковое..
сделал деревянные бланки и наклеил с помощью тонкого двухстороннего скотча офисную бумагу. Как лучше и с помощью чего нанести пасту Luxor 1.0 и 3.0 мкм.да просто нанесите штрихи и разотрите курантом. Можно прямо на бланк наносить пасту, либо клеить молярную ленту и на нее пасту, быстрее и проще..
выступающих карбидов в т.ч. на тонких этапах обработки:
В общем и целом, выступающие карбиды будут проявляться на любой высоколегированной (в современном понимании) стали с высокой насыщенностью ими и даже при малом их размере. По крайней мере, если не заботиться о предупреждении чрезмерного их "выступания". Заключаться же забота будет в выборе адекватного абразива под этап обработки. А при произвольном выборе абразива избыточное "выпирание" карбидов легко может происходить в т.ч. и при применении абразивов, которые вроде бы "безоговорочно" способны с ними справляться (что весьма относительно, как показывает практика, и дюже попахивает юношеским максимализмом - реальность несколько сложнее умозрительных предположений).
Например:

Насколько это мешает в работе клинка или помогает - вопрос уже и размера карбидов и как именно оформить финишную заточку и... какой материал резать)
На данном примере видно, что кромку даже при таком раскладе, можно получить очень тонкую и достаточно ровную.
Однако, лично мне не очень-то нравится подобный результат - когда он выглядит несколько неряшливо, это не очень хорошо: я заметил такую закономерность, что чем аккуратнее выглядит результат под микроскопом, тем он и работает лучше. Здесь же этим похвастаться нельзя.
Почему же алмаз в данном случае не "спилил" выступающие карбиды, несмотря на фракцию 1/0мкм.? Ответ таков, что дело в "носителе абразива" - чугун и не самый твёрдый, особенно при пятне контакта малом (ширина микрофаски порядка 100мкм. - её граница в зоне нерезкости, так как я развернул немного клинок для лучшей оценки собственно РК, но тем не менее - заметна) - будет и с таким зерном оставлять довольно грубую для используемого зерна шероховатость. Чтобы на таком уровне сделать поверхность более высокого класса шероховатости и более однородную, в т.ч. "подпилить" карбиды либо не давать им выступать слишком сильно, нужно использовать и более подходящие средства. Например, тот же алмаз и такой же фракции, на стеклянном притире, в виде полусвязанного зерна. Из других абразивов - хорошо себя покажет водник Suehiro G-8 на основе карбида кремния на достаточно плотной связке.
Если брать электрокорунд - то получится на стеклянном, опять-таки, притире, но... Если брать фракцию 6,5мкм. Максимум по тонкости - 3мкм., и только если предыдущий этап ещё не обнажил карбиды слишком сильно. Иначе на 3мкм. либо тоньше, мы только обнажим их сильнее!
Примечание:
Почему? Я считаю, что дело в соотношении размеров зёрен абразива и карбидов, по крайней мере отчасти. Зерно 3мкм. и менее, оказывается слишком близко по размеру с размером карбидов, а его выступающая из рельефа режущая часть (да и давящая у зёрен, не производящих в данный момент резание, тем более: вспоминаем не раз цитировавшиеся выдержки из спец. литературе о проценте зёрен режущих и давящих, и о том, на какую в среднем глубину режущие собственно врезаются в обрабатываемый материал) слишком буквально маленькой, чтобы их срезать. Обтачивать особенно тоже не получается, так как полусвязанное зерно всё-таки на то и полусвязанное - оно в своих "лунках рельефа" слегка "качается" и поворачивается по сложным траекториям, тогда как карбиды в матрице оказываются закреплены сильнее - даже с учётом того, что иногда они могут в матрице слегка "ездить" - перемещаясь вместо со слоем матрицы, в котором находятся, в силу пластических деформаций. Т.е. для эффективного срезания карбидов такого размера нужно всё-таки фракцию абразива либо более крупную, либо закреплённую жёстче. Чугун с зерном 1мкм. в этом плане тоже не всегда удовлетворяет этим условиям, хотя зерно шаржировано, а не полусвязано. Но уже сама мягкость и структура чугуна, с его "кавернами с графитом", в которые зерно попадает особенно легко, срабатывает на то, что зёрна могут в него вдавливаться по мере работе на притире сильнее, слегка "разворачиваться" и это также мешает срезать или обтачивать карбиды при подобном соотношении размеров карбидов и фракции зерна. Занятно, что при том алмазное зерно 1мкм. на стеклянном притире, всё-таки срезает и обтачивает карбиды несколько лучше, особенно, если добиться достаточно высокой концентрации зерна. Видимо, дело в том, что алмазное зерно может более надёжно и устойчиво зацепляться, "заклиниваться" в рельефе притёртого стекла, нежели зерно электрокорунда того же размера. Тогда как если использовать, к примеру, стекло не притёртое, т.е. алмазное зерно сможет в нём застревать только по мере некоторой приработки стекла, и довольно неглубоко и слабо (это вообще неграмотное применение стеклянного притира - т.е. без его подготовки) - то никакого обтачивания и тем более, срезания карбидов не будет - они будут обнажаться и торчать, а сталь будет к тому же шаржирована зерном алмаза - я показывал как это бывает, вот тут - пост 109 по ссылке: https://www.myabrasive.ru/foru...t=356&start=100
Возвращаясь к текущему моменту:
Ради интереса покажу, как это выглядит - на этом же клинке, не возвращаясь на этап ранее, взял сразу стеклянный притир с электрокорундом 3мкм. - понятное дело, карбиды обнажились ещё больше, в т.ч. и более мелкие. Кромка при том стала однороднее - благодаря тех. барьеру, мне удалось сделать её ещё более ровной, но в данном случае больше ради спортивного и исследовательского интереса, нежели для практического использования - ясно, что при таком обнажении структуры, при резе более-менее твёрдых материалов, карбиды прикромочная зона будет терять, и они будут сажать царапины в т.ч. и на сам клинок. По-моему, это вполне очевидная опасность:

Так что, как говорится, "чудес не бывает" - чтобы снизить, а не усугубить проявку структуры, не получится просто работать дальше - "фарш обратно не провернёшь": матрица уже была избыточно удалена, придётся исправлять ситуацию более глобально, и вернуться на шаг обработки назад. Что, конечно, неприятно, так как по сути, кромку такой тонкости надо будет создавать заново.
Cреди природных камней тоже есть подходящие абразивы для решения проблемы избыточного выступания карбидов на финишных этапах, в т.ч. и на этой стали и даже на высокованадиевых - тут-то ванадия "всего-то" 4%, но это работает и на сталях, где его под 9% и более. Самыми производительными и подходящими, на мой взгляд, для решения обсуждаемого вопроса - камни Charnley Forest, причём не самые твёрдые и жёсткие. В качестве примера я использовал вот такой экземпляр - не самой удобной и универсальной для меня формы, но его рабочие качества перевешивают с лихвой эту неидеальность:

Ну а всеядность этих камней не только в плане сталей (кстати, кажется на нём я демонстрировал способность некоторых экземпляров камней этой породы даже удалять риски от карбида кремния с твёрдого сплава), но и в плане используемых СОЖ - они работают и с водой, и с малом, и с олеинкой, и отсутствие проблем "пересесть" оперативно с одной СОЖ на другую, добавляет им плюсов.
Когда нужно работать по подобным сталям, как раз актуальна работа с маслом и/или олеинкой. Взелиновое масло подходит плоховато - оно несколько избыточно смягчает работу камня, а вот оливковое, как классический вариант не полимеризующегося масла для заточки и доводки - подходит прекрасно. Взял тот же клинок, предварительно чуть освежил на бруске ИСМ м7 на основе карбида кремния на бакелитовой связке и приступил к работе на Чарнли. Разумеется, потребовалось сделать и ТБ после карбида кремния при таком-то малом пятне контакта, хотя ширина микрофаски уже подросла по мере проб. Результат работы на Чарнли на фото:

Этот экземпляр Чарнли не самый тонкий, но вполне достаточен для финиша даже по микрофаске, при этом, как можно видеть, РК достаточно однородна, а карбиды, благодаря успешному "перераспределению" матрицы в силу пластического деформирования, которое сопровождает довольно явно резание/царапание при работе на этом камне, весьма надёжно "оправлены" в матрицу. В целом полученный рельеф довольно устойчив - неоднократно многие люди, тестировавшие эти камни независимо друг от друга, отмечали повышенную стойкость клинков после обработки на Чарнли к абразивному изнашиванию в т.ч. При том рельеф достаточно выражен и обеспечивает достаточно агрессивный рез. При этом поверхность вполне можно далее направить и на стропе в т.ч. дозированно, на стропе с абразивом - за разумное время и при аккуратной направке, карбиды не обнажатся чрезмерно, а поверхность станет чутка глаже. Я нередко подобный финиш делаю для клинка из такой стали, которым люблю что-нибудь выстругать - после такого финиша он и работает довольно чисто по дереву, и держится долго. При том, прекрасно работает и по продуктам питания. В общем - для меня это универсальный и самый часто употребительный финиш для такой стали и близких - неоднократно показывал примеры подобного финиша по шеф-ножу из Elmax, "пикниковому" из cpm s90v (хотя на ней всё-таки предпочитаю финиш на стеклянном притире с Luxor 6,5мкм. - например, последний снимок в посте 99 по ссылке: https://www.myabrasive.ru/foru...&t=152&start=80 ) и т.д.
Продолжим. Выше уже упоминал, что не только твёрдые абразивы могут помочь справиться с чрезмерной проявкой структуры либо сгладить рельеф после твёрдых абразивов, без избыточного их обнажения. Отчасти, и как это показано прекрасно Тоддом Симпсоном (https://farm5.staticflickr.com...95a4653fe_z.jpg ), на cpm s30v можно получить более сглаженную поверхность с менее выраженно выступающими карбидами и с помощью эластичных носителей абразива, и даже электрокорунда. Но фокус в том, что успех или неуспех этого предприятия сильно зависит от предыдущей стадии обработки и при том важно не переработать на эластичном, иначе матрица будет уходить слишком явно, и карбиды опять-таки начнут выпирать слишком сильно. Это же произойдёт, если начнёт образовываться завал плоскости фаски. Т.е. при работе на пастированных стропах, шкурках, абразивных плёнках - важно помнить об их способности к завалу геометрии, и при применении их, выставлять угол с небольшим понижением. Чем эластичнее носитель абразива - тем больше требуется понизить угол. Наиболее сильное понижение требуется при применении ХБ-стропы (не говоря уже о ситуациях, когда её донором выступает обычная джинса), далее идёт шкурка. Некоторые, ошибочно полагают, что шкурка, наклеенная на стекло или даже просто на него положенная - обладает достаточной жёсткостью для того, чтобы завала геометрии не происходило, но это глубокое заблуждение - я уже в соответственных темах демонстрировал практические эксперименты с цифрами - результатами замеров. Наименьшее понижение угла потребуется для абразивных плёнок на акриловой основе (типа самоклеющихся 3М, про которые в соответственных темах я когда-то тоже писал), наклеенных на гладкую твёрдую плоскую поверхность - их жёсткость выше, чем у шкурок.
Ещё отдельная проблема в работе с тонкими абразивами и этапами обработки, когда очень важно следить за состоянием проявки структуры стали, особенно при малом пятне контакта обработки (потому как картина может сильно меняться буквально с каждой парой проходов) заключается в том, что обычные средства оперативного оптического контроля ничем не помогут, равно как и тактильный контроль. На таком уровне работ, оперативный контроль приходится осуществлять исключительно оптический и с нормальным микроскопом, применяя, как минимум, объектив порядка 20х0.40 с окуляром 10х или 12,5х. По крайней мере до тех пор, пока не будет отработана схема заточки и финиша с конкретными абразивными материалами, которая позволит стабильно получать повторяемый результат - после этого уже можно будет оптический контроль отменить в повседневной работе и применять только при работе особо ответственной.
В общем-то это же касается и сталей с куда более крупными карбидами, с которыми просто порядок используемого при оптическом контроле увеличения и разрешающей способности потребуется более скромный. Но с ними и арсенал пригодных абразивов шире. Правда, с некоторыми абразивами дело не столько в размере карбидов, сколько в именно пятне контакта - при ширине фаски/микрофаски уже 0,3мм., скажем, а не 0,1мм. - куда больший их ассортимент сработает лучше на минимизацию выступающих карбидов. Например, та же вакуумплотная керамика, но не в тонкой притирке.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
oldTorЯрослав, великолепно👍
Большое спасибо!
Про Чарнли Форрест подтверждаю: даже в моих кривых ручонках камень выдаёт достойный результат на М398, PGK(самая для меня сложная) и, конечно, шалимовской термоциклированной Х12МФ. Вазелиновое масло действительно на нём "не зашло", перешел на жидкость для розжига и камень ожил 😀

[quote author=psnsergey link=topic=75219.msg1838557#msg1838557 date=1693815949]
Обратите внимание на легкие масла для электроэрозионной обработки и прочих прокатных технологий. К примеру, https://rushim.ru//advanced_se...LUBRILAM+S+23+L
Это фактически те же предельные (парафиновые) углеводороды, что и "обычное" масло, но с такой низкой вязкостью (1,9 сСт при 40 градусах, примерно в 15 раз меньше, чем у масла И-20А), что никакой необходимости в уайт-спирите нет, соответственно не приходится увеличивать число компонентов и мириться с испарением уайт-спирита, вызывающим рост вязкости. Оно испаряется медленнее керосина, но обладает приятным запахом, и считай что не вредит здоровью ни на коже, ни в легких (тем более, что уайт-спирит несмотря на меньшую концентрацию в жидкости вреднее и для первой, и особенно для вторых, поскольку испаряется интенсивнее). Фактически, это предельно безопасная жидкость с нужными нам свойствами, безопаснее нет.
[/quote]
Хочу попробовать, только надо бы найти в фасовке поменьше, а то куда мне литр..
..Результат работы на Чарнли на фото:.. При том рельеф достаточно выражен и обеспечивает достаточно агрессивный рез. ...
"Когда берешь в руки настоящую Гурду - хочется кого-то зарубить"(с). Кавказская пословица.
А когда видишь такой результат работ, хочется кого-то разделать им, ну хотя бы козу)
Спасибо за интересный обзор, Ярослав, притиры и х/б стропы еще не освоил, прочитал его увидев эту фото.
====
..При этом поверхность вполне можно далее направить и на стропе в т.ч. дозированно, на стропе с абразивом - за разумное время и при аккуратной направке, карбиды не обнажатся чрезмерно..Ярослав, вроде был(?) какой-то обзор про обнажение карбидов (если матрица позволяет их удерживать и работа по мягким продуктам, мясному напр.)
https://www.myabrasive.ru/forum/viewtopic.php?f=10&t=366
Но, честно говоря, я постепенно пришёл к тому, чтобы всё-таки на макроуровне (т.е. с реально крупными карбидами, как на той же D2, где они не редкость под 50-60мкм.), их "спиливать" и формировать при грубом финише "под мясо" агрессию реза рельефом рисок.
Вспомнил, что как раз сравнение работы хиндостана по 440С с уайт-спиритом и с чистой олеинкой публиковал в 2021 году в теме об этих камнях - пост 177 по ссылке:
forummessage/224/11
Как можно видеть, явно превалирует абразивное резание, обнажения карбидов не наблюдается. С чистым уайт-спиритом производительность чутка меньше, чем с олеинкой, но режет поглубже и поглаже. Оставляемая шероховатость (и что важно в данном случае - её характер) сопоставима с таковой после обработки такой же стали на некоторых искусственных абразивах, в принципе близких по режущему профилю к хиндостану и по твёрдости связки (а также и по размеру фракции довольно близко - условно можно на многих хиндостанах и на этом в т.ч., говорить о близкости зерна к таковому у брусков м14 - м10) - например, Boride T2 F600 (его результат по 440С я давеча показывал в посте 66 по ссылке: forummessage/224/11 )
Что касается сравнения производительности, сложно сказать, так как зависит и от экземпляра хиндостана и от притирки (что его, что Борайда), но мой экземпляр, который я использую с подобными СОЖ и в притирке на суспензии КЗ F400 - демонстрирует производительность практически одинаковую с Борайдом T2 F600 в такой же притирке по подобным сталям, при применении его с маслом.
Вчера я высказывал сомнения, что оно способно заменить олеинку на стеклянном притире, и да - не способно. Но и не могу сказать, что это тупиковый вариант - есть интересные нюансы.
Суть "рецепта" применения стеклянного притира с олеинкой в том, что:
во-первых, полусвязанное зерно должно нормально удерживаться в рельефе подготовленного притира (готовится он путём притирки на водных суспензиях карбида кремния зелёного до фракции F600 включительно и затем вершинки рельефа сглаживаются с водой чем-то твёрдым и довольно гладким: стеклянным курантом, доведённой вакуумплотной керамикой, доведённым арканзасом - что найдётся) в т.ч. поверхностным натяжением плёнки используемой жидкости,
во-вторых зерно должно быть постоянно хорошо смазано и жидкость обладать способностью держать шлам в, как бы, верхнем слое. Тогда он легко сгоняется кромкой и его удобно стирать после каждых нескольких проходов, при том поверхность притира вместе с полусвязанными зёрнами, остаётся хорошо смазанной и при том зерно мы не "поднимаем" из рельефа, стирая отработку, если только не добавим ещё жидкости.
С данным маслом, при том, что оно мне очень понравилось на брусках на медно-оловянной связке, соблюсти необходимые условия рецепта для стеклянного притира не удалось.
Как я вижу причины:
1. шероховатость притира и его материал, а также требования к количеству СОЖ/ПАВ не позволяют нанести такое количество этого масла, которое бы не испарялось слишком быстро, а количество связки применяемой пасты, которая отличается очень высокой концентрацией абразивного зерна (для паст Luxor заявляется 70% абразива в составе) этого не компенсирует
2. производительность работы зёрен абразива из-за быстрой потери притиром масла снижается довольно сильно, до практически полной потери зёрнами режущей способности, видимо, в силу налипания снятой стали на зёрна абразива и забития шламом и продуктами истирания рельефа притира.
3. сгона кромкой шлама практически не происходит - он плохо поднимается из рельефа притира в процессе работы.
4. из-за низкой вязкости масла и довольно быстрой испаряемости, практически не получается работать на притире с ним со свободным зерном, получается "пограничное состояние" между преимущественным нахождением зёрен в свободном состоянии и преимущественным состоянии их полусвязанном. А именно такое пограничное состояние опаснее всего для шаржирования клинка зёрнами абразива.
5. после испарения большей части масла, стекло остаётся практически сухим, тогда как при использовании олеиновой кислоты или масла типа, например, нортоновского минерального или оливкового - притир даже после многократных стираний шлама всё-таки остаётся более смазанным.
В качестве проб я взял клинок из стали Elmax, предварительно заточенный на полтавском алмазном бруске на медно-оловянной связке 14/10мкм. с этим же маслом - обзор помещал в теме о СОЖ. Но после того результата в обзоре и перед пробой притира, я ещё немного поработал, уже с наклоном рисок относительно перпендикуляра к линии РК и применив в конце работы выхаживание, чтобы получить более однородную кромку и облегчить работу притиру.
Обычно, такой переход по данной стали и подобным, при применении стеклянного притира "по рецепту" - позволяет оперативно удалить риски от предыдущего абразива даже по широким фаскам и с некоторым запасом.
В данном случае, этого не произошло. Я с трудом удалил их с самой кромки, но наиболее глубокие риски от алмаза доходят почти до неё. Если вспомнить тисследование Тодда Симпсона о подповерхностных слоях, а также и кое-какие другие источники, то узнаем, что после алмазов в виде закреплённого зерна на твёрдой основе (т.е. не плёнка или бумага, не полировальник, а брусок) даже при ручной обработке остаётся наиболее глубокий деформированный подповерхностный слой (у него в статье речь про Wicked Edge с зернистостью 600. деформации распространяются на глубину от 4 до 6 микрон под поверхностью - источник: https://scienceofsharp.com/201...-damage-part-1/ ) , правда, использовавшийся им алмаз на гальванической связке, а значит наиболее хреновый в этом плане. У меня, надеюсь, ситуация получше: по моим наблюдениям алмазы на медно-оловянной связке, особенно с приведённым в порядок рельефом режущей поверхности и использовавшиеся с маслом, оставляют не такие разрушительные последствия, как гальваника.
Поэтому я решил, что клинок после данных проб я не стану сразу перетачивать как следует, а погоняю в работе и погляжу - где у меня начнутся первые деформации и насколько их можно будет сопоставить с концентраторами напряжений в виде оставшихся недовыведенными (а по-правильному, с учётом дефектного слоя, выводить надо с запасом, о чём многие не подозревают или считают это не важным) рисками от алмаза.
Благо, полученная поверхность прекрасно позволяет их наблюдать.
Что получалось при обработке: несмотря на размер зерна в 6,5мкм., с данным маслом, как только оно слегка испарилось, резание практически исчезло. Но это не новость - я уже приводил неоднократно цитаты из спец. литературы о том, что "насухую" зерно перестаёт нормально работать очень быстро, при некоторых условиях, резание заканчивается за несколько секунд, так как потом зерно облепляет снятый материал и резание прекращается. Здесь вышло практически то самое. За то время, за которое обычно при прочих равных работа идёт с капелькой олеиновой кислоты и резание присутствует довольно выраженно, хотя по мере срабатывания зёрен в процессе и начинают постепенно приобретать большее значение пластические деформации и к концу цикла работы они выходят на первый план, мне удалось с новым маслом снять раза эдак, навскидку, в три, меньший слой. Так как вся работа практически после первых полминуты, уже не имела сколько-нибудь заметного процесса резания/царапания. Уже присутствовало преимущественно пластическое деформирование. В результате, хотя я и получил кромку, которая при полном угле 30 градусов не имеет ни обнажившихся сильно карбидов (электрокорунд даже в таком режиме прекрасно с ними справился), ни выкрашиваний, ни микрозаусенца, и при том полученная острота позволяет провести тест на рез волоса на весу, по большому счёту, такой результат - халтура. Именно из-за недовыведенных рисок от предыдущего этапа. Выглядит результат следующим образом (фото кликабельно):

При косом освещении прекрасно видны не выведенные до конца риски от алмаза и при том весьма однородная кромка без прорезов и сколов.
Но такое освещение обычно утрирует шероховатость, поэтому я сделал снимок и с другим освещением, для более адекватного восприятия реальной шероховатости поверхности и кадрировал посильнее (тоже кликабельно - по клику перейдя на фотохостинг можно открыть в оригинальном размере):

Вот тут уже хорошо видно, что обработка шла с преобладанием пластического деформирования, а также (более светлыми) видны недовыведенные риски от алмаза. При том прекрасно видно, что обнажения карбидов не произошло, а я этого, при таких условиях пробы - опасался.
В общем, я не могу сказать, что это "полный провал". Можно в принципе применять это масло и на стеклянном притире, но учитывая информацию выше, должно быть ясно, что это стоит делать только очень тщательно и постепенно подготовив клинок к этапу обработки по сути доводочному, т.е. при котором резание не является и не должно являться превалирующим аспектом обработки, а значит снимаемые припуски - ничтожны.
Самое занятное, что можно в принципе последовательно использовать для перехода к такой обработке одно и то же зерно на одном и том же притире, только сначала с олеиновой кислотой или, если не особо торопимся (так как олеинка - всё-таки ПАВ и с ней обработка быстрее что в режиме резания, что в режиме пластического деформирования), то с оливковым маслом или минеральным, но "обычным", не испаряющимся практически, а затем можно поработать с таким же зерном и той же фракции вот уже с Total LUBRILAM S 23 L и получить "глянцевание" и сильное сглаживание, если это требуется.
Хотя обычно, просто подольше поработав на стеклянном притире "по рецепту" основному, к такому результату обработки (разумеется, уже без оставления невыведенных рисок) тоже можно прийти, и обычно так и делается. И качество поверхности при том получается выше. Но тут уже нюансы обработки разных сталей, пятна контакта и пр. В целом, мне кажется, вариант из данной пробы имеет право на существование, если, повторюсь, понимать, что происходит, и подготовить клинок к таким процессам обработки более тщательно.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Жаль, у нас такого взять негде, попробовать.
Общеизвестно, что когда даётся указание зернистости в виде одной цифры - речь идёт о средней точке фракции. Даже когда указываются две цифры (например, для алмазных абразивов), как известно из ГОСТ и зарубежных стандартов, во фракции всегда есть зёрна и несколько более крупные и несколько более мелкие, в определённом количестве в процентах, регламентируемом данным стандартном, за пределами указанных "точек". В случае с указанием средней точки фракции - тем более следует об этом помнить.
Именно поэтому, есть старая-добрая рекомендация, прежде чем использовать любой абразивный порошок или пасту на твёрдом носителе (притире), растереть их. Как для разбивки агломератов, так и (для абразивов, для которых заявлено отсутствие агломерации и когда это соответствует реальности) для приведения размера частиц, способных эффективно дробиться, к более-менее "одному знаменателю". Нанесение же паст на мягкие носители частично нивелирует разброс размера частиц, так как более крупные утапливаются в носитель глубже. Правда, и тут есть исключения - даже обычная офисная бумага, не говоря уж о более тонкой, положенная на твёрдое основание, не всегда позволяет при втирании в неё паст/порошков, купировать слишком выраженный разброс частиц. Поэтому, проблема агломерации и абразивной гигиены, соответствия заявленных фракций реальности, остаётся и на таких носителях.
Пасты Luxor на основе электрокорунда - не исключение. При том, надо отметить, что с ними проблем в части однородности работы не наблюдается, при соблюдении элементарных рекомендаций по использованию, о которых столько было написано ранее. Даже втирание этих паст в бумагу без предварительного растирания их на стекле с каплей масла/олеинки/уайт-спирита/бензина, в подавляющем большинстве случаев демонстрирует качественную работу. Если оценить пасту со средней точкой фракции 6,5 мкм. под микроскопом, станет вполне понятна как минимум одна из причин этого, несмотря на достаточно заметный разброс фракции и наличие немалого процента зёрен, имеющих линейные размеры около 10-12мкм: особенности производства данных паст и методов разделения фракции, приводят к тому, что зёрна преимущественно "пластинчатые", продолговатые, что позволяет им легче дробиться, нежели это происходит при более округлой форме кристаллов.
Наблюдать это можно на следующих микрофотографиях. Пробоподготовка была следующая - край "батончика" пасты был смазан текучим минеральным маслом и потёрт кусочком кожи - чтобы получалась суспензия зёрен не разрушившихся в процессе её выделения. Полученная суспензия из пасты с минеральным маслом была нанесена тем же кусочком кожи на предметное стекло. Первый снимок сделан в светлом поле проходящего света: как можно видеть, картина не обладает достаточным контрастом, видна лишь небольшая часть зёрен, присутствующих в верхнем слое суспензии:
Поскольку зёрна электрокорунда белого прозрачны и не имеют выраженной окраски, для адекватной оценки фракции и концентрации абразива в получившейся суспензии, необходимо применить какой-нибудь эффективный для подобных суспензий метод контрастирования. В данном случае был применён фазовый контраст (фазовая диафрагма для объектива 10х конденсора набора КФ-4, с объективом 10х0.30 Ф из набора КФ-1):

Был снят тот же самый участок препарата. Несколько зёрен немного сдвинулось от кадра к кадру - они просто "проплыли" немного в суспензии, видимо, ставшей несколько более текучей под воздействием температуры осветителя, но бОльшая часть зёрен осталась на своём месте.
Как можно видеть, в фазовом контрасте суспензия стала намного более "прозрачной", стало видно куда больше зёрен и их обломков, в снимке намного больше информации и о концентрации абразива, и о разбросе фракции, и о форме абразивных частиц.
Конечно, можно применять и другие методы контрастирования, но нельзя сказать, что какой-то один метод может заменить все остальные: слишком много нюансов в зависимости от типа абразива, типа и состава связки.
Неплохим вариантов является применение поляризации - я ранее неоднократно показывал результаты съёмки абразивных зёрен в поляризованном свете - это довольно эффективно и для суспензий, и для абразивных плёнок (даже довольно толстая полимерная подложка позволяет наблюдать достаточно хорошо в проходящем поляризованном свете, кроме того она сама часто выступает компенсатором и даёт дополнительное цветовое контрастирование) и для микропорошков. Например:
https://www.flickr.com/photos/...57696593135685/
https://www.flickr.com/photos/...57696593135685/
С некоторыми абразивами неплохо работает флюоресценция. Однако, тут есть свои ограничения: ранее я не раз писал о них, и в целом, кратко говоря, наблюдения во флуоресценции, инициированной ультрафиолетовым излучением, лучше применять только для оценки абразивов на основе карбида кремния. Примеры я также приводил ранее, в т.ч.:
https://www.flickr.com/photos/...57696593135685/
https://www.flickr.com/photos/...57696593135685/
Однако с диоксидом кремния и с электрокорундом это не работает, да и иногда связка абразива, будь то твёрдая связка бруска или связка пасты, в т.ч. в виде уже суспензии с добавлением какой-либо СОЖ/ПАВ, может мешать наблюдению. И в случае суспензий тут на помощь как раз может прийти метод фазово-контрастной микроскопии.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.