Эта тема была создана с целью собрать в одном месте все вопросы по продукции и работе Веневского Завода Алмазного Инструмента.
Тут я постараюсь ответить на все вопросы, либо если моей квалификации окажется не достаточно, вопрос будет передан технологам завода.
Для начала, позвольте мне сказать несколько слов о самом заводе:
Веневский Завод Алмазного Инструмента состоящий из ОАО "ВеАл" и ОАО "Венфа" был основан в 1975 году. Вот уже более 40 лет предприятие выпускает алмазный инструмент широкой номенклатуры и более 20 лет производит синтез алмазного порошка высокого качества. Современное оборудование, отработанная годами технология изготовления позволили в 1995 году вывести продукцию завода на мировой рынок.
На заводе производят:
- алмазные бруски
- алмазные бруски для точилок
- ручные алмазные бруски
- хонинговальные алмазные бруски
- алмазную пасту
- алмазные круги на органической связке
- алмазные круги на металлической связке
- алмазный порошок
Итак начнем:
1. Вопрос о ровности брусков.
Наверное это самый популярный вопрос из всех.
Почти все наверное слышали о претензиях к ровности Веневских брусков, но не все знают
что существуют Технические условия для этих брусков, в которых прописана допустимая (при массовом заводском производстве) "неплоскостность" поверхности этих брусков.
Так же не все знают как правильно эту "неплоскостность" промерять.
Процесс проверки брусков на соответствие ТУ на заводе, проходит на специальном станке, при помощи эталонной линейки, которая закреплена параллельно столу. Контролер прижимает линейку к бруску и промеряет возможное отклонение щупом, диаметр которого соответствует допустимому отклонению по ТУ. Это самый точный способ измерения отклонений, другие способы дают слишком большую погрешность.
Несоответствие ТУ является браком и подлежит замене или возврату.
Советы по решению:
Необходимо учитывать что при заточке вручную (без приспособлений фиксирующих угол заточки), погрешность при выдерживании постоянного угла заточки, больше чем погрешность которую дают допуски к ровности бруска по Техническим Условиям.
Еще один важный момент при замерах ровности бруска - линейка должна прижимается параллельно бруску, если прижимать линейку с одного края, то отклонение по противоположному краю будет больше действительно существующего.
Если Вы хотите получить более ровную, чем прописано в ТУ, плоскость бруска, или не хотите тратить время на замену бруска не соответствующего ТУ, то можете решить эту проблему самостоятельно. Для этого рекомендуется притереть брусок на стекле с карбидом кремния.
2. Вопрос про однородность зерна и перепутанную маркировку зернистости брусков.
Так же довольно часто встречаются претензии, связанные с тем что бруски с зерном алмаза 7/5, 3/2, 1/0 мкм, дают более грубую риску при полировке. Чаще всего эту проблему путают с перепутанной маркировкой зернистости на бруске.
В вопросе неоднородности необходимо учитывать что на заводе, частицы алмаза размером 7/5, 3/2, 2/1, 1/0, 0,5 мкм, предварительно контролируются на микроскопе в проходящем свете кратностью 1 350 раза. А окончательный контроль частиц производится на приборе "Analysette" фирмы FRITZCH. И довольно часто бывает так что, при использовании микроскопа меньшей мощности, можно увидеть не зерна алмаза, а другие вещества входящие в состав связки и на основании этого сделать не верные выводы.
Советы по решению:
Необходимо учитывать что алмаз, сопоставимый по размеру зерна с таким же ОА (оксид алюминия) или КК (карбид кремния), не может работать так же, потому что это совсем другой тип абразива.
По этой причине нужно учитывать что "прирабатывается" алмазный брусок, ЗНАЧИТЕЛЬНО дольше чем такой же ОА, или КК.
Если чистота поверхности после работы алмаза размером 7/5, 3/2, 1/0 и 0,5/0 мкм Вас не устраивает, рекомендуется нанести на брусок алмазную пасту той же зернистости.
В этом случае алмазная паста за счет своей связки и своего зерна, выравнивает и заполняет все неровности в связке бруска, значительно смягчая его работу и тем самым повышая чистоту полировки.
Так же алмазная паста препятствует засаливанию бруска.
Продолжение следует...
------
С уважением,
Александр Хохлов.
http://www.vidbrusok.ru
Из чего делается основа двухсторонних брусков? Почему она такая ломкая?
Решив что это алюминий или его сплавы я попытался его выгнуть (убрать не плоскостность) Никакой пластической деформации не было - сразу сломался.
Внутри пористая порошковая гадость на основе алюминия. Был бы чистый алюминий (дюраль) можно было выгнуть...
ТУ на односторонние и двусторонние бруски ссылается на ГОСТ Р 53922-2010, в котором указано: "3.1 шлифпорошок: Абразивный материал, размеры зерен которого находятся в пределах 1830-38 мкм"
Каким образом по этому набору документов выпускаются бруски 3/2, 2/1, 1/0, 0,5/0 мкм и т.п.?
В ОСТ 6-05-441-78 на связующее фенольное порошкообразное я не нашел упоминания карбида бора. Откуда он там взялся? Где это обозначено в пакете документации на продукцию? Почему потребитель продукции не в курсе, что в состав алмазоносного слоя входят более крупные абразивные частицы?
Очень смущает, что продукция не проходит приемку по пунктам 1.3 и 1.5.
Из чего делается основа двухсторонних брусков?
ТУ 1.4 - алюмоорганический пресспорошок или фенопласт. 😊
PengozoidЭту информацию я уточню у технологов. Возможно это не тот ГОСТ, или устаревший ГОСТ...
ссылается на ГОСТ Р 53922-2010
ivan-3Вот этого я бы Вам категорически не рекомендовал бы делать.
я попытался его выгнуть
Брусок спекается при высокой температуре и становится очень ломким.
vidbrusok.ruАпексные бруски выгнуты вместе с бланком, при прижиме во время измерения они выпрямляются, при этом станок ваш показывает что все в пределах нормы, убираем прижатие и он вновь возвращается в исходное выгнутое состояние.
Контролер прижимает линейку к бруску и промеряет возможное отклонение щупом, диаметр которого соответствует допустимому отклонению по ТУ. Это самый точный способ измерения отклонений, другие способы дают слишком большую погрешность.
vidbrusok.ruНе вводите людей в заблуждение, никуда мелкий карбид кремния не выбивает крупные зерна карбида бора. По крайне мере на двух моих, которые несколько раз притирал (один из них двухсторонний, обе стороны 3/2 и 1/0 и апексный 1/0) . Пока алмазным хоном не снес вершины этих карбидов (некоторые вывалились из связки) никуда они после притирки не делись. И эта проблема не только у меня.
В состав органической связки В2-01, входит карбид бора и его зерно как правило имеет бОльший размер в сравнении с зерном алмаза.
Рекомендации по решению:
перед началом работы притирать брусок с карбидом кремния на стекле. Это и выравнивает брусок, и разбивает сгустки зерен, и выбивает из связки крупное зерно карбида бора.
Для теста в вашей лаборатории, могу порекомендовать сделать тестовые запилы вашими брусками, в том числе после притирки на зерне карбида кремния. Небольшое увеличение вам позволит увидеть все неоднородности, если они присутствуют. Для сравнения, я думаю у вас есть возможность взять притир и щепотку чистого алмазного зерна.
Если мы ошибаемся, то достаточно описать правильную технологию притирки ваших брусков, позволяющей добиться от ваших брусков 1/0 работы зерном 1/0.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
Вопрос о ровности брусков.Лично меня этот вопрос вообще не волнует. Все бруски имели выпуклость(кроме одного или двух), на алмазах 100/80-50/40 это вообще пофигу. А 3/2-1/- надо полюбому на порошке КК доводить, заодно и подровняется.Наверное это самый популярный вопрос из всех.
L_YVОни не могу выпрямляться или гнуться после спекания - лопнет связка.
при прижиме во время измерения они выпрямляются
L_YVСтранно кто-то мне доказывал обратное, уже не помню кто.
И эта проблема не только у меня
Так же не все знают как правильно эту "неплоскостность" промерять.Это вообще элементарно: наносим сетку простым карандашом и восьмерками, без нажима, елозим по стеклу с КК. По характеру потертостей сразу будет видна кривизна слоя. И городить огород с какой-то штукой не нужно.
В вопросе неоднородности необходимо учитывать что на заводе, частицы алмаза размером 3/2, 2/1, 1/0, 0,5 мкм, предварительно контролируются на микроскопе в проходящем свете кратностью 1 350 раза. А окончательный контроль частиц производится на приборе "Analysette" фирмы FRITZCH. И довольно часто бывает так что, при использовании микроскопа меньшей мощности, можно увидеть не зерна алмаза, а другие вещества входящие в состав связки и на основании этого сделать не верные выводы.Это высказывание похоже на плохое оправдание, по типу зимней кепки из "Мимино".
Пользователю(мне) 33 раза фиолетово кто в какой микроскоп смотрит. Если из пяти брусков 1/0 удалось выбрать только один, это не микроскопом объяснять надо а разбираться откуда "грязь". Да, я в микроскоп на бруски не смотрю, мне не нужно.
За этот брусок я готов Веневскому заводу все грехи простить.
chingachgookРечь идет о возможности промерить брусок до его выравнивания.
По характеру потертостей сразу будет видна кривизна слоя
chingachgookУвы, но именно фото через микроскоп обычно показывают мне, в доказательство неоднородности зерна. И как правило, с очень скоромным разрешением.
Пользователю(мне) 33 раза фиолетово кто в какой микроскоп смотрит
vidbrusok.ruЯ это делал и ничего не лопнуло. Лопнет если гнуть в обратную сторону на величину большую чем кривизна.
Они не могу выпрямляться или гнуться после спекания - лопнет связка.
L_YV
Не вводите людей в заблуждение, никуда мелкий карбид кремния не выбивает крупные зерна карбида бора. И эта проблема не только у меня.
vidbrusok.ru
Странно кто-то мне доказывал обратное, уже не помню кто.
vidbrusok.ru
Так же довольно часто встречаются претензии, связанные с тем что бруски с мелким зерном алмаза (3/2, 2/1, 1/0, 0,5/0 мкм), дают более грубую риску
chingachgook
из пяти брусков 1/0 удалось выбрать только один
Если у вас делается ограничение по зазору не более 0,25 мм для одностороннего бруска, то одним пальцем можно эти 0,25 на ровном основании прижать!
В вашей технологии замера мне все нравится, даже очень, но есть непонятное звено, с какой нагрузкой прижимается лекальная линейка к бруску? Или может лекальная линейка выставлена на нужной высоте и под нее подсовывается брусок? Но тогда линейка будет стачиваться...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
Если из пяти брусков 1/0 удалось выбрать только один
Но тот брусок 1/0, который я все-таки выбрал, оказался просто золотым(каламбур такой).Вот хочется , чтобы каждый брусок 1/0 был тем самым "золотым"))
За этот брусок я готов Веневскому заводу все грехи простить.
Или на выставку на ВВЦ и в Сокольниках - планируем там быть.
Евгений_ЕЯ уточню у сотрудников ОТК этот вопрос. Вроде бы прижимают без усилия, но точно не на определенной высоте и под нее не подсовывается брусок.
с какой нагрузкой прижимается лекальная линейка к бруску?
vidbrusok.ruИ Вы дадите каждый из них притереть на КК и опробовать в работе?
Уважаемые форумчане, кто желает "золотой" брусок, приглашаю Вас к нам в офис в Москве, там хоть из 5, хоть из 10 можно выбрать будет.
И как быть тем кто живет не в Москве?
vidbrusok.ruПросто веса только одной линейки, наверняка достаточно для полного исчезновения максимального заявленного вами зазора для односторонних брусков. А весь агрегат в сборе выглядит очень массивным. Потому и вопрос.
Я уточню у сотрудников ОТК этот вопрос. Вроде бы прижимают без усилия, но точно не на определенной высоте и под нее подсовывается брусок.
Правильный замер должен быть прикладыванием лекальной линейки по возможности нивелируя ее вес...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
И Вы дадите каждый из них притереть на КК и опробовать в работе?Нет конечно же, но потрогать и посмотреть будет можно.
И как быть тем кто живет не в Москве?Многие приезжают в Москву на тематические выставки, вот и к нам на стенд можно будет заглянуть.
Многие приезжают в Москву на тематические выставки, вот и к нам на стенд можно будет заглянуть.Ну да, примерно 2%, от общего числа, потенциальных покупателей.))
vidbrusok.ruНа какие признаки Вы предлагаете обращать внимание выбирая 1 нормальный из 5, при этом имея возможность всего лишь просто потрогать и посмотреть?
Нет конечно же, но потрогать и посмотреть будет можно.
Почему это не делается при отправке для купивших бруски в интернет магазине?
vidbrusok.ruТо есть тем кто не бывает в Москве следует покупать в инернет магазине сразу по 5 брусков?
Многие приезжают в Москву на тематические выставки, вот и к нам на стенд можно будет заглянуть.
То есть тем кто не бывает в Москве следует покупать в инернет магазине сразу по 5 брусков?Почему по 5 , может первый окажется тем самым "золотым" , а может и 10?)) Если же прилетев в Москву по делам , сознательно, потратить время на то , чтобы посетить офис и выбрать себе один брусок , то он действительно окажется золотым , как минимум в стоимость Эшера.))
L_YVВыбор "золотого" бруска, сугубо индивидуален. Я практически уверен что при выборе из многих брусков, каждый форумчанин выберет себе свой брусок, по своим индивидуальным требованиям.
Почему это не делается при отправке для купивших бруски в интернет магазине?
vidbrusok.ruНе соглашусь, основной критерий качественного бруска - его работа на заявленные 1/0 (3/2) и без паразитных грубых рисок. Как предлагаете это определить не поработав им?
Выбор "золотого" бруска, сугубо индивидуален. Я практически уверен что при выборе из многих брусков, каждый форумчанин выберет себе свой брусок, по своим индивидуальным требованиям.
L_YVХорошо, для самых требовательных потребителей, могу предложить алмазную пасту 3/2, 1/0, 0,5/0 мкм. Там в связке нет посторонних добавок и свободный абразив работает значительно аккуратнее.
Не соглашусь, основной критерий качественного бруска - его работа на заявленные 1/0 и без паразитных грубых рисок. Как предлагаете это определить не поработав им?
Некоторые так и советуют - после бруска 20/14-7/5, переходить на пасту.
vidbrusok.ru
Хорошо, для самых требовательных потребителей, могу предложить алмазную пасту 3/2, 1/0, 0,5/0 мкм. Там в связке нет посторонних добавок и свободный абразив работает значительно аккуратнее.
Некоторые так и советуют - после бруска 20/14-7/5, переходить на пасту.
Приплыли... Причем здесь требовательные покупатели? Вопрос только в соответствии заявленных производителем характеристик реальным, всё! Брусок заявленный как 1/0 должен работать как 1/0. Причем каждый, а не 1 из 5 или 10...
Gukepshev
Почему по 5 , может первый окажется тем самым "золотым" , а может и 10?)) Если же прилетев в Москву по делам , сознательно, потратить время на то , чтобы посетить офис и выбрать себе один брусок , то он действительно окажется золотым , как минимум в стоимость Эшера.))
Вообще то интересная постановка вопроса. Я думаю образовывается хорошая ниша для Московского посредника, готового за вас сделать выбор в офисе завода и выслать с небольшой наценкой за работу...
Возникает пару вопросов, сколько стоит выбор, как потраченное время и какой список показателей - характеристик необходимо проверить для того, чтоб брусок вас удовлетворил не хуже золотого?
ps. Уверен, такая постановка вопроса будет интересна и самому заводу, а главное их представителям в москве, которые и есть по сути посредники между нами и заводом...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
L_YVА он и будет работать как 1/0. Вопрос в другом - удовлетворит ли лично Вас его работа?
Брусок заявленный как 1/0 должен работать как 1/0
Возникает пару вопросов, сколько стоит выбор, как потраченное время и какой список показателей - характеристик необходимо проверить для того, чтоб брусок вас удовлетворил не хуже золотого?+ 500 руб. опция "брусок 3/2-1/0, 25% концентрация, отборный")) Видимо, на заводе, этого делать не хотят , хотя выгода очевидна, кота в мешке, покупать как-то не охота, 4 двухсторонних бруска я уже купил , далее играть, в эту лотерею, лично мне, желания нет никакого. Перебирать кучу мусора, чтобы в нем найти бриллиант- невыгодно, лучше уже потратить эту сумму на Транс или Вашиту,да ту же Наниву, там проблем с однородностью зерна нет (видимо микроскоп у японцев не 1350крат, а 1375))))
Евгений_ЕНикакой наценки не будет - стандартная розничная цена завода.
с небольшой наценкой за работу
Евгений_ЕКак показывает мой опыт работы в сфере продаж, делать выбор за кого-то - неблагодарное дело. Покупатель должен сделать свой выбор сам, и чем более он требователен, тем это важнее.
чтоб брусок вас удовлетворил не хуже золотого?
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
Но обратите внимание, при их использовании, особые профи будут еще дальше доводить ваши бруски. Но главное, вы можете себе позволить выравнивать не только плоскость, но и все эти включения из карбида бора, т.е ваши бруски будут рабочими из коробки!
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
Евгений_ЕЕвгений, а вот тут Вы ошибаетесь, в рамках производства что-то изменить, на-пример уменьшить допуск по ТУ, это не так то просто.
это совсем не сложно, особенно на потоке
Я спрашивал на эту тему нач. производства завода, он ответил что для этого нужно чуть ли не новый цех открывать.
Я спрашивал на эту тему нач. производства завода, он ответил что для этого нужно чуть ли не новый цех открывать.Для того ,чтобы бруски были ровными, не нужен новый цех, для этого нужно, пара человек и пара притиров. За рабочею смену , выровнять как минимум 100 брусков, одному работнику- раз плюнуть.
vidbrusok.ruВы считаете что грубые паразитные риски - это работа как 1/0?
А он и будет работать как 1/0. Вопрос в другом - удовлетворит ли лично Вас его работа?
Если таких грубых рисок не будет, а будут только соответствующие зерну 1 микрон - меня это полностью устроит. Но этого нету...
vidbrusok.ru
Так же довольно часто встречаются претензии, связанные с тем что бруски с мелким зерном алмаза (3/2, 2/1, 1/0, 0,5/0 мкм), дают более грубую риску
vidbrusok.ruУ меня есть ваш брусок 1-0! После приобретения я притер его на КК800 и по первости меня все устраивало, НО! В какой то момент я стал замечать очень грубую паразитную риску. Перетир на том же порошке результата не дал. Сейчас сторона 1-0 на мой взгляд работает на уровне грубее 7-5.
но потрогать и посмотреть будет можно
Какие мои действия? Ехать к вам в офис "на посмотреть" на то что бывают правильные 1-0, но как это понять не притирая брусок? И не попробовав в работе?
Сейчас тоже бывают бруски, проходящие 0.25мм неровности рабочей стороны по щупу, но сам бланк с обратной стороны имеет горб 0,5 мм. Соответственно и толщина алмазоносного слоя с краёв меньше, т.к. в допуски попали стачиванием абразива с рабочей стороны. В зажимах Апекс и клонов это не мешает, но есть зажимы с базированием на плоскости и "ласточкин хвост" выгибает эти бруски. Т.е. даже притиркой рабочей части не добиться плоскостности в рабочем положении при изначально кривом бруске.
На фото два бруска 20/14 приложенных друг к другу, в зазор влезает легко "щуп-кредитка" 1мм. Может один из них и имеет допуск 0,25мм...



Пал/Бор
Ехать к вам в офис "на посмотреть" на то что бывают правильные 1-0, но как это понять не притирая брусок? И не попробовав в работе?
Учитывая, ранее сказанное в другой теме - никак.
Самая малая фракция карбида бора, применяемая в связках венёвских брусков - 5\3мкм. Так что, как работают правильные 1\0мкм. - можно узнать, видимо, только попробовав бруски, у которых в связке он будет отсутствовать, либо будет мельче заявленного алмазного зерна.
Судя по практике некоторых пользователей, "удачный выстрел" не исключён и при притирке - когда так "сошлись звёзды", что карбид бора при притирке вынесло с рабочего слоя, а новое его зерно ещё не обнажилось + работа без СОЖ (что вообще очень спорная штука), и, как следствие выглаживание связки и засаливание - т.е. аспекты, способствующие нивелированию грубости работы и, разумеется, потере абразивной способности бруска в целом, но делающие его годным для тонкой обработки, в какой-то степени.
По-моему - это паллиатив, но это уже другой вопрос.
Однако это существует и применяется.
И тут уже принимать решение каждому - устраивает его такой расклад или нет.
Меня вот не устроил, я предпочёл иные абразивы, рассчитанные на ручную заточку сталей в первую очередь, и не имеющие подобных проблем - люблю инструмент, не преподносящий "сюрпризов" и как следует продуманный, профильный, не являющийся второстепенным на производстве, о чём нам уже было поведано ранее в других темах, посвящённых сабжу.
vidbrusok.ruУгу, один мотивированный таджик и три квадратных метра цеха...
Евгений, а вот тут Вы ошибаетесь, в рамках производства что-то изменить, на-пример уменьшить допуск по ТУ, это не так то просто.
Я спрашивал на эту тему нач. производства завода, он ответил что для этого нужно чуть ли не новый цех открывать.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
oldTorЯ правильно вас понял - Не важно как царапает,важно что в связке присутствуют алмазы 1-0?
Самая малая фракция карбида бора, применяемая в связках венёвских брусков - 5\3мкм.
oldTorЭто наверное единственное объяснение того что произошло с моим бруском.
что карбид бора при притирке вынесло с рабочего слоя, а новое его зерно ещё не обнажилось
oldTorВсе приходит с опытом, но я всё равно считаю, что сет из трех брусков алмазов закроет потребности среднестатистического заточника.(Это моё ИМХО,и я его ни кому не навязываю)
я предпочёл иные абразивы,
Пал/БорЯ правильно вас понял - Не важно как царапает,важно что в связке присутствуют алмазы 1-0?
Я как раз считаю, что важно и очень.
НЕ_важно, оказывалось годами тем, кто, меня в том числе, убеждал что это прекрасные, однородно работающие бруски, чем меня вводили в удивление, какой же уровень чистоты поверхности при обработке ими людей устраивает, и вызывали и вызывают вопросы к адекватности их методов контроля своей работы.
Узнав про 5\3мкм как минимум, в бруске с заявленным зерном 1\0 - был шокирован.
Зато теперь мне стало понятно, почему меня никогда тонкие венёвские не устраивали своей работой, это помимо вкраплений и куда более крупного, на порядки, зерна, и кривизну, и не только вогнутость или горб, но даже и "пропеллер", правда это было уже достаточно давно, и денег тех уже не жаль - как говорится, "за опыт не переплатишь".
Потому, если мне нужна работа на тонких алмазах, я предпочитаю притир с разведёнными алмазками от Реал-Дзержинск - они себя ещё годы назад зарекомендовали очень чистенькими по составу и связка мне нравится. А сравнивать было с чем, правда вот с венёвскими пастами не сравнивал, потому, может и правда, ТС прав - их алмазки окажутся вариантом. В виде свободного или полусвязанного или шаржированного зерна на притирах.
Интересно было бы услышать отзывы от практиков, по их применению в таком качестве, по сравнению с теми же Реал-Дзержинскими, на предмет абразивной гигиены и пр.
однородно работающие бруски, чем меня вводили в удивлениеВот я таких брусков 1/0 не встречал , но хочется верить, что они существуют.)) Если есть у кого возможность, сделайте фото РК, после бруска 1/0 с 25% концентрацией, который нормальный по зерну (отобранный). Хочется иметь представление за чем я гоняюсь?)) Брусок с 100% концентрацией (как писали не раз) и лично у меня, оказался бесполезным хламом. Хотя для заточки ножей на отстань и больше не приходи, вполне себе годится.))
GukepshevНе припомню чтобы так отзывались о веневских))
Брусок с 100% концентрацией (как писали не раз) и лично у меня, оказался бесполезным хламом. Хотя для заточки ножей на отстань и больше не приходи, вполне себе годится.))
И, еще, считаю бруски со 100% наполнением 3/2-1/0 маркетинговой глупостью, которая убивает напрочь всю прелесть алмаза 1/0(25%).
Подтверждаю, что на крупных кривизна не играет роли, а мелкими таких проблем не замечал. На крупных давил ранее и видел обновление зерна пару раз, хотя зерно 200/160 на сегодня считаю не совсем необходим бруском.
basp07Т.е острее и условно чище, так как четче видны риски от предыдущих брусков.
кромка была острее и чище
КуКуКуАналогично было, вот тут описывал и фото выкладывал forum.guns.ru
1/0 и 3/2 и по ощущению работают грубее чем 7/5
Пролежали 2,5 года без дела, пробовал перепритирать на КК, бесполезно, пока не додумался мелким хонинговальным алмазным бруском по поверхности пройтись, теперь лучше, только вопрос как часто теперь нужно эти танцы с бубуном устраивать.
L_YV
Александр, скажите, а когда была разработана эта связка и когда выпустили эту экспериментальную партию?
vidbrusok.ru
Юрий, точно Вам не скажу, но первые образцы я увидел еще в феврале.
Посмотрите на паспорте - там должна стоять дата изготовления.
L_YV
Так вот именно то что увидел в паспорте и смутило... Разговор про "очищенную связку" пошел недавно, отзывов в сети по ней тоже нет, а дата изготовления моего "экспериментального" бруска, полученного неделю назад - осень 15 года...
Александр, прокомментируйте пожалуйста дату изготовления "экспериментального" бруска, который визуально и по свойствам (грубая работа) ничем не отличается от стандартного.
Он все-таки "экспериментальный" или что-то напутали при отправке?
Это уже не первая нестыковка с датой изготовления, когда я заказывал предыдущий брусок, Вы сказали что готового нет и нужно ждать пока изготовят, но когда я получил брусок с ожиданием в месяц, из информации в паспорте выяснилось, что изготовлен он был за 3 недели до моего заказа, то есть история с изготовлением под заказ, мягко говоря не правда и непонятно чего ждали почти месяц...
vidbrusok.ru
За темой буду внимательно следить и дополнять новыми вопросами и ответами на них.
Сейчас разгребаю накопившиеся дела и изучаю результаты тестов, пока предварительных.
с чем связана завышенная стоимость алмазных апексных брусков на сайте видбрусок.ру? их в барахолке продают на 400 руб. дешевлеЭто связано с прошедшим этим летом изменением цен на заводе.
На барахолке пока торгуют по старым ценам, но думаю не на долго.
vidbrusok.ruМой вопрос из поста #54 совсем не замечаете? Или отвечаете только на удобные?
L_YVЯ отвечаю на те вопросы, на которые могу дать ответ.
Мой вопрос из поста #54 совсем не замечаете? Или отвечаете только на удобные?
L_YVСкиньте мне фото паспорта вместе с бруском, отправлю на завод.
Александр, прокомментируйте пожалуйста дату изготовления "экспериментального" бруска
И полез в сеть искать что это такое.
И вот что нашел это классификация вулканитовых связок именно для АЛМАЗОВ
Вулканитовые связки.
В1 , В2 , И3 , 1ГК , 2ГК , 3ГК , 4ГК. В2 - 01 (Б1), Б2, БЗ, ТО2, КБ
В1 - с наполнителем карбидом бора, В2 - с железным порошком, ВЗ - с электрокорундом белым,
В4 - с карбидом кремния зеленым, Т02 и Б156 - с медным и оловянным по-рошками, карбидом бора
В2-01/Б1 - Чистовое шлифование и доводка твердосплавного инструмента с охлаждением и без него. Шлифование твердосплавных деталей.
В2-02/Б156 - Обработка твердого сплава, твердого сплава совместно со сталью и некоторых неметаллических материалов при силовом шлифовании.
В1-01/БП2 - Чистовое шлифование и доводка твердосплавного инструмента, совместно с касанием стальной державки на повышенных режимах с охлаждением и без него.
В1-06/БСТ - Заточка инструмента из безвольфрамовых твердых сплавов, а также других сверхтвердых материалов.
В1-11П - Заточка и доводка деревообрабатывающего твердосплавного инструмента на повышенных режимах с охлаждением и без него.
В1-13 - Шлифование, заточка и доводка твердосплавного инструмента.
ВЗ-06/Р11 - Полирование шеек чугунных и стальных коленчатых валов, кулачков и шеек распределительных валов автомобильных и тракторных двигателей.
Т.е. очевидно что связки они не выдумывают. А используют стандартные.
Осталось пойти к технологу и показать что связки есть другие и что надо подумать в какой из связок не будет паразитки. (просто в кр4угах и на большой скорости этот карбид бора чувствоваться скорее всего не будет
А используют стандартные
...твердосплавного инструмента с охлаждением и без него. ...твердосплавных деталей.
...твердого сплава, твердого сплава совместно со сталью и некоторых неметаллических материалов...
и т.д. и т.п.
Что, много тут ножей у народа из ВК15 или какого-нибудь ТНМ25?
vidbrusok.ruФото:
Скиньте мне фото паспорта вместе с бруском, отправлю на завод.

Хоть и не в тему вопроса, но хорошо видно как при притирке проявилась неровность бруска, один угол сильно завален, выравнивать до конца не стал. На второй стороне аналогично, но на противоположном крае. Ощущение что после изготовления бруски пытаются выровнять механизированным способом крупным абразивом и при этом заваливают края, алмазоносный слой там значительно тоньше.
L_YV
Фото:
На фото видно что это экспериментальный брусок на модифицированной связке - цвет связки отличается от классического.
А чем Вас дата изготовления смутила?
vidbrusok.ruЦвет связки этого бруска и того что я покупал 2,5 года назад близок (как и характер работы), на притертой части он другой, потому как притирал его на последней стадии керамическим хоном с алмазным порошком 2/1, думал это поможет от грубых рисок.
На фото видно что это экспериментальный брусок на модифицированной связке - цвет связки отличается от классического.
По дате изготовления писал на предыдущей странице, повторяться не буду.
vidbrusok.ruВы не узнавали у технологов почему на новой связке бруски работают так же грубо? И это не только мои наблюдения, на видео Чингачгука это хорошо видно и слышно.
это экспериментальный брусок на модифицированной связке
forum.guns.ru
L_YVДумаю утверждать что его бруски работают так же грубо несколько преждевременно, он их еще не тестировал.
на видео Чингачгука это хорошо видно и слышно
когда можно ожидать официальных продаж апексных брусков 1/0 на связке без карбида бора?К сожалению пока рано об этом говорить - тесты еще не завершены.
А когда будут завершены сказать не могу - по новой связке тоже есть вопросы.
vidbrusok.ru
К сожалению пока рано об этом говорить - тесты еще не завершены.
А когда будут завершены сказать не могу - по новой связке тоже есть вопросы.
понятно, спасибо. а где будет выложена официальная информация?
понятно, спасибо. а где будет выложена официальная информация?Пока не знаю, но думаю на официальном форуме завода.
Ну и я обязательно отпишусь в этой теме.
приобрел сет апексных 100%. Бруски 160/125, 100/80 и 50/40 тактильно обладают разной шероховатостью поверхности, а вот 3/2, 7/5 и 20/14 имеют одинаковую шероховатость(пока на порошках не притирал). Так и должно быть?На производстве зерно микропорошка (менее 40 мкм), в отличии от шлифпорошка, после синтеза классифицируют на очень сложном и дорогом оборудовании.
Это я к тому что 1 мкм это 0,001 мм, т.е. классифицировать микропорошок ни классическим ситом, ни тем более тактильно не возможно.
skvater
Так и должно быть?
Тактильно сходная шероховатость может быть из-за состояния шероховатости и связки, к тому же при (хоть и относительно) высокой концентрации зерна, тактильно ощущаются группы зёрен, т.е. грубо говоря, скажем поверхность и брусков и погрубее и потоньше, имеет в целом одинаковый рельеф - "впадинки" и "холмики" - на более грубом, скажем на холмике торчит зёрен ...цать, а на более тонком - ...цать +- N
Но мы ощущаем шероховатость всего в целом, и если она подобна - то разницу ощутить непросто.
К тому же, вспоминаем о наличии в связке немалого количества карбида бора, а его концентрация нам неизвестна - судя по осмотру в микроскоп, она как минимум сопоставима с концентрацией алмазного зерна, и эти зёрна тоже торчат, и на "холмиках" шероховатости мы их ощущаем, проводя по бруску пальцем или ногтем.
Так что схожесть тактильная на брусках тоньше 50\40мкм меня особо не удивляет. Скажем так - это вполне объяснимо.
На абразивах с априори более высокой концентрацией зерна - где 100% это не 20 и не 30% от общей массы абразивного слоя, мы тоже будем тактильно ощущать вкупе с "кучками" зерна, ещё и плотность его упакованности в связке, и степень рыхлости связки. Правда, там не будет постороннего абразива, так что разность ощущаться будет куда заметнее.
В принципе, разность между водниками 5000 и 8000 грит почувствовать тактильно, при условии состояния поверхностей "из коробки" или только что освежённых на их собственной суспензии - можно. Хотя разница в размере зерна очень мала, порядка 1мкм, (т.е. для первого указывается в некоторых таблицах соответствие зерну 3\2, а для второго 2\1мкм.) но вот соотношение размера зерна, его концентрации, и плотности связки - уже сыграет какую-то роль.
У суэхиро, или тех же борайдов - разница между смежными по зернистости брусками тоже явно выражена. На брусках ИСМ - тоже, хотя например м10 и м7 мне отличить оказалось крайне трудно, но вот м7 и м5 или м14 и м10 - разница заметна. Но хотя ИСМ - это тоже бакелитовая связка, но там кроме карбида кремния, т.е. основного заявленного абразива, никакого другого, насколько я могу судить - нету.
Так что - опять, как и в заточке - очень многое зависит от связки.
Вот руки дойдут - притру брусочки на разных фракциях КК, возможно тогда тактильно смогу их отличить друг от другаОбязательно почувствуете . На заводе, видимо , все бруски , притирают на чем-то грубым, по ощущениям это КК 100, поэтому, разница и не ощущается. После притирки , подушечкой пальца, я прекрасно ощущаю разницу, между 3/2 и 20/14 . Даже во время притирки , Вы почувствуете эту разницу, ход камней, по стеклу разнится.
Только сторона 1/0 по ощущениям (обманчивым) грубее чем 3/2 но это из за того , что зерна карбида бора торчат и брусок, не так однороден как 3/2.
GukepshevДа, я про это читал, поэтому брусок 1/0 пока решил не брать. Вместо него буду использовать бланк с алмазной пастой 1/0. Когда появится официальная информация о продажах безборидных 1/0, то буду думать о приобретении
Только сторона 1/0 по ощущениям (обманчивым) грубее чем 3/2 но это из за того , что зерна карбида бора торчат и брусок, не так однороден как 3/2.
skvaterДревний 100-/80
брусок 1/0 пока решил не брать

Современный 1/0

Это не карбид бора, это алмаз 0,15 мм.
Skif 77Что можете сказать о его работе? Действительно дает паразитную риску и работает грубее 3\2?
Современный 1/0
skvaterСейчас он работает тоньше, на фото видно ямки, от тех алмазов которые я снёс. Но я с ним еще воевать не закончил. А вот 3/2
Что можете сказать о его работе?

skvaterУ меня 3/2-1/0, 20/14-7/5 двухсторонние апексные. Если как финишный то 20/14, снимать его риски трудно.
3/2 неплох.




50/40 240 порошок
20/14 400
7/5 600
3/2 800
Самый кривой был 3/2 с жутким горбом (почти миллиметр слоя снял). После притирки бруски 20/14, 7/5 и 3/2 работают одинаково - риска на фаске идентичная (смотрел в китайские 100х). 20/14 работает почти бесшумно, в отличии от более мелких. Может я не на тех гритностях притирал?
skvaterДумаю Вы их не только выровняли, довели, но и по бокам сделали радиусы. Для обычных камней это было бы нормально, и то не всегда.
Выравнивал и притирал бруски
Я сейчас воюю с 1/0. Взял алмаз на металлической пластине (один из трёх оказался ровным), и пытаюсь на нём сбить торчащие алмазы в 1/0. На фото вырванные ал пропахивают полосы, по полосам видно что ал цельные и многогранные.

Skif 77радиусы пока делать не стал, оставил так (сейчас нужно с их работой разобраться). Я просто не понимаю, как 20/14 может давать одинаковую риску с 3/2, в голову приходит только одно объяснение - спутаны маркировки на брусках. Если есть другие варианты их довести, то буду рад попробовать
Думаю Вы их не только выровняли, довели, но и по бокам сделали радиусы
skvaterНу и напрасно. Николай всегда на этом акцентирует внимание, что нужно делать не только фаски, но и радиусы.
радиусы пока делать не стал
Продолжил алмаз на алмазе. Это не доводка, не знаю как правильно назвать. На углу стекла, как на видео Чингачгука, forum.guns.ru зацепы у 1/0 перестали ощущаться.

Skif 77это все понятно. сейчас данный вопрос не во главе угла. Мне нужно понять, почему 20\14 и 3\2 нарезают идентичную риску. Возможно, представитель завода мне подскажет?
Ну и напрасно. Николай всегда на этом акцентирует внимание, что нужно делать не только фаски, но и радиусы.
Мне нужно понять, почему 20\14 и 3\2 нарезают идентичную риску.А Вы с маслом попробуйте их сравнить.
tilipo
А Вы с маслом попробуйте их сравнить.
Попробовать можно, с вэдэшкой их юзают. Но можно ли будет потом обратно на воду перейти?
Попробовать можно, с вэдэшкой их юзают. Но можно ли будет потом обратно на воду перейти?Дык помоете и все , почему нельзя? Хотя черт его знает если честно , я в такие дебри не лез. У меня прекрасно отмылись. Попробуйте с оликовым маслом, сразу почувствуете разность в работе 20/14 и 3/2 (насухо и с водой не так заметно), ну или не почувствуете , если действительно, как Вы написали они одинаковые.
tilipoОт масла, бакелитовая связка может деградировать.
Дык помоете и все , почему нельзя? Хотя черт его знает если честно , я в такие дебри не лез. У меня прекрасно отмылись.
Именно по этому, не рекомендуется использовать алмазные бруски в работе с маслом.
Впрочем, инструкции и рекомендации читаются как правило потом, когда исправить что либо уже поздно.
От масла, бакелитовая связка может деградировать.Спасибо за уточнение, не знал! Но после масла , у меня брусок 3/2 стал работать намного мягче. Видимо связка удачно деградировала)) Но использовать масло, после вашей рекомендации не буду.))
skvaterПопробовать можно, с вэдэшкой их юзают. Но можно ли будет потом обратно на воду перейти?
Можно. Бакелитовая связка без меди и карбида бора, как в советских микрокорундах или в брусках ИСМ - деградирует от масла капитально. А на венёвских брусках - не особо сильно. Достаточно промыть растворителем и моющим средством, максимум потом ещё притереть - и порядок. Хотя вот на бруске 100\80 мкм я долго не мог потом от маслянистости избавиться.
Но работать на них с маслом мне вот не понравилось - гадостно - и так-то далеко не по всем сталям хорошая производительность и довольно активное выглаживание связки, видимо, как раз в силу добавления меди, а с wв-40 или маслом - вообще лажа - угол держать труднее - он "уплывает", и съём невнятный, засаливаемость труднее счищать, не говоря о тактильном отклике. С водой или водой с каплей мыла, как и рекомендовано вообще для большинства алмазных брусков- по-моему куда лучше.
Попробовать можно, с вэдэшкой их юзают. Но можно ли будет потом обратно на воду перейти?Пробовал с маслом и мне понравилось , но связка действительно плывет, немного, но плывет , за счет этого и работа бруска немного другая. Например , та сторона что темная 3/2, плывет немного , а вот 1/0 (светлая) не плывет вообще. Хотя, могу и ошибаться, давно пробовал, но помню, что "грязи" на стороне 1/0, было значительно меньше, а на стороне 3/2 связка плыла заметно, но не критично(напомнило водники)и кромка приобретала матовость(колхозное касуми))). В общем, с маслом, попробовать можно и ничего страшного не случится, но если им пользоваться постоянно, то по ощущениям, бруска хватит (учитывая толщину абразивного слоя) на заточек 50.))
Вы на какой стали тестируете эти бруски, не мягкая нержа случаем? Если это так, то попробуйте на чем-нибудь потверже. Разница между 20/14 и 3/2 должна быть заметна , но по мягкой нержавейке, эти бруски, работают не пойми как. Я тестировал их на убитой бритве( закралось подозрение на неверную маркировку) и разница 3/2 в сравнении с 20/14 довольно ощутима.
GukepshevНа китайской нерже. Нашел старый складень в закромах. Одну сторону финишиовал 20\14, другую 3\2 и сравнивал - ноль различий. После притирки 20/14 на ощупь глаже, чем 3\2
Вы на какой стали тестируете эти бруски, не мягкая нержа случаем?
oldTorвозможно попробую 3\2 с маслом, вдруг он будет тоньше работать. а может кто нибудь доведенные бруски 20\14 и 3\2 тактильно на шероховатость проверить? действительно ли на ощупь они одинаковые?
Можно. Бакелитовая связка без меди и карбида бора, как в советских микрокорундах или в брусках ИСМ - деградирует от масла капитально. А на венёвских брусках - не особо сильно
С маслом не понравились веневские бруски. Если только с керосином или уайт-спиритом, но с ними тоже не очень. Вообще прихожу к выводу, что алмазные пасты на стекле на порядок интереснее, чем тонкие веневские бруски.
Komimortу вас они приработанные? возможно т.к. у меня они новые, я разницу в шероховатости поверхности не вижу. продавец рекомендовал сначала ими какое то время поработать - тогда уже и должна разница проявиться, но мне в это слабо верится
На ощупь не одинаковые. 3/2 на ощупь вообще гладкий, 20/14 я чувствую как шероховатый, примерно как разница между гладкой матовой фотобумагой и обычной офисной.
Мне нужно понять, почему 20\14 и 3\2 нарезают идентичную риску. Возможно, представитель завода мне подскажет?К сожалению в ручной заточке слишком много нюансов, которые зависят от пользователя, чтобы я мог что-то утверждать наверняка.
vidbrusok.ru
К сожалению в ручной заточке слишком много нюансов что бы я мог что-то утверждать наверняка.
очень хорошо, и что делать?
oldTorвот и я про то же. 20/14 притерт на 400 порошке, а 3/2 на 800. Я специально давал знакомим "погладить пальцем" бруски, чтобы они их расставили по шероховатости. Все расставляли одинаково, начинаю с самого гладкого: 20/14, 3/2, 7/5 (это самый грубый). Не верю я в то, что 20/14 и 3/2 должны быть одинаковыми по шероховатости (разница по размеру зерна в 6 раз). Брусок 50/40 довольно грубый на ощупь, а после него идет 20/14 - гладенький, примерно как 5000 водник
Что-то тут не так.
а то, что маркировка перепутана вы не допускаете? такое в принципе не возможно?Допускаю что в принципе возможно все, но чтобы что-то утверждать наверняка нужны более точные данные.
Пока все строится на предположениях основанных на косвенных данных.
Определить размер зерна микропорошка на ощупь не возможно.
На заводе для классификации алмазного порошка этого размера использую даже ни микроскоп, а совершенно другое устройство.
skvater
у вас они приработанные? возможно т.к. у меня они новые, я разницу в шероховатости поверхности не вижу. продавец рекомендовал сначала ими какое то время поработать - тогда уже и должна разница проявиться, но мне в это слабо верится
Доведенные и приработанные и шламом забитые 😊. Все равно разница чувствуется и на вид и на ощупь.
vidbrusok.ru
Допускаю что в принципе возможно все, но чтобы что-то утверждать наверняка нужны более точные данные.
Пока все строится на предположениях основанных на косвенных данных.
это да. мне ответила Лилия с завода, что можно их прислать на проверку к ним. Я видимо так и поступлю (так как другого варианта для себя не вижу), на выходных попробую по другой стали ими поработать и сравнить результат: 20/14 против 3/2
это да. мне ответила Лилия с завода, что можно их прислать на проверку к ним. Я видимо так и поступлю (так как другого варианта для себя не вижу), на выходных попробую по другой стали ими поработать и сравнить результат: 20/14 против 3/2Вы только, перед тем как пробовать , заточите нож на чем-нибудь другом , с достаточно тонким финишем, а потом пробуйте алмазы, на разных сторонах ножа. Может оказаться, что брусок 20/14 просто однородный,а 3/2 откровенный хлам(что не редкость) и, поэтому, они дают "одинаковую" риску. Например у меня , была перепутана маркировка на брусках, но ни о какой одинаковой риске 20/14 в сравнении с 3/2 не могло быть и речи. Даже если перепутана маркировка, то почему бруски дают одинаковую риску? Значит на бруске 20/14-7/5 перепутали только одну сторону или сторона 7/5 тоже работает аналогично стороне 1/0 ? В общем загадка еще та , не спешите с выводами, хорошенько протестируйте , на тонком финише.
Gukepshevу меня они односторонние апексные, поэтому там может быть перепутано все, что угодно. Тестить буду в выходные, сейчас есть только 440С, думаю заточу ее до F900 Борайда РС, а далее по левой части РК пройдусь 20/14, а по правой - 3/2 и будет наглядное сравнение. Но перед тестом все бруски на 800 КК доведу (чтобы было объективно). Если результат не изменится - отправлю их на завод
В общем загадка еще та , не спешите с выводами, хорошенько протестируйте , на тонком финише.
Но перед тестом все бруски на 800 КК доведу (чтобы было объективно).Во время притирки, на тонком порошке, обратите внимание на то , как брусок притирается. Брусок 3/2, на порошке, например #1000, притирается намного активнее, бруска 20/14 -это тоже поможет понять , не перепутана ли маркировка.
Gukepshev
Во время притирки, на тонком порошке, обратите внимание на то , как брусок притирается. Брусок 3/2, на порошке, например #1000, притирается намного активнее, бруска 20/14 -это тоже поможет понять , не перепутана ли маркировка.
спасибо, буду наблюдать за процессом. Завод, узнав что бруски я брал не у них, меня культурно отправил "ни чем помочь не можем", вот так вот...
Завод, узнав что бруски я брал не у них, меня культурно отправил "ни чем помочь не можем", вот так вот...Комедия))
Завод, узнав что бруски я брал не у них, меня культурно отправил "ни чем помочь не можем"
А Вы еще разве не поняли отношение завода к потребителю?
Gukepshev
Комедия))
ну нам посланными быть не в первый раз, переживем. Если тестирование подтвердит однотипность рисок 20/14 и 3/2, то буду обращаться к продавцу. На заводе так и ответили: отсылайте их продавцу, а он уже видимо им отошлет. А напрямую вот прямо никак
PengozoidА Вы еще разве не поняли отношение завода к потребителю?
пока еще не доводилось с ними общаться. У меня есть старенькие 160/125 и 100/80, ими был доволен. Вот теперь решил и другие зернистости взять, взял...
skvaterст18 п3 "Закон о защите прав потребителя"Завод, узнав что бруски я брал не у них, меня культурно отправил "ни чем помочь не можем", вот так вот...
Потребитель вправе предъявить требования, указанные в абзацах втором и пятом пункта 1 настоящей статьи, изготовителю, уполномоченной организации или уполномоченному индивидуальному предпринимателю, импортеру.
Согласно закону завод не может послать Вас лесом, не зависимо от места приобретения товара.
Awatarnn
ст18 п3 "Закон о защите прав потребителя"
Потребитель вправе предъявить требования, указанные в абзацах втором и пятом пункта 1 настоящей статьи, [b]изготовителю, уполномоченной организации или уполномоченному индивидуальному предпринимателю, импортеру.Согласно закону завод не может послать Вас лесом, не зависимо от места приобретения товара.[/B]
я это понимаю, но доказывать им это тоже желания нет. Как говорят: брак бывает у всех, гораздо важнее, как производитель работает с рекламациями. Тут эта работа хорошо видна
Завод, узнав что бруски я брал не у них, меня культурно отправил "ни чем помочь не можем", вот так вот...Если Вы бруски приобретали в нашем интернет-магазине, то вполне логично что Вас направили ко мне.
ст18 п3 "Закон о защите прав потребителя"В этой статье указан не только производитель, но и другие лица осуществляющие торговую деятельность.
Потребитель вправе предъявить требования, указанные в абзацах втором и пятом пункта 1 настоящей статьи, изготовителю, уполномоченной организации или уполномоченному индивидуальному предпринимателю, импортеру.
Согласно закону завод не может послать Вас лесом, не зависимо от места приобретения товара.
Думаю что логично в первую очередь обратиться именно к продавцу товара, и уже продавец потом обращается к изготовителю.
vidbrusok.ru
Если Вы бруски приобретали в нашем интернет-магазине, то вполне логично что Вас направили ко мне.
Я брал не на видбруске, а в барахолке ножевой мастерской
vidbrusok.ruЗакон оставляет право выбора за покупателем, к кому обращаться и какие требования предъявлять.
В этой статье указан не только производитель, но и другие лица осуществляющие торговую деятельность.
Думаю что логично в первую очередь обратиться именно к продавцу товара, и уже продавец потом обращается к изготовителю.
Я начал тестировать бруски на заточной фаске ножа из 440С. Заточил его на линейке Борайдов до F1200 РС. Далее по одной стороне прошелся 20\14, а по другой 3\2, чтобы сравнить риски на сторонах. Риски оказались абсолютно одинаковы, звук абразива при работе одинаков. Есть и фото результатов (довольно посредственные), позже их выложу. Пока выкладываю фото, сделанные на смартфон. Первое фото - 20/14, второе - 3/2


skvater
...
Я начал тестировать бруски на заточной фаске ножа из 440С.
...
Может Вам в качестве образца для испытания другой материал взять, который изначально игнорировал абразивность связки и выбивал торчащие алмазы?
Например твердосплавные пластины из победита от токарных резцов. Стоят копейки, есть на всех барахолках.
ВОЗМОЖНО и поверхности брусков притрутся и заработают как надо.
P. S. Сам не владею тонкими брусками, но для доводки поверхности, я бы брал более тонкие порошки, чем при доводке обычных брусков. Например для 3/2 , брать не 5 микрон, а 2 микрона. А может быть и более тонкий абразив.
Это просто мое предположение, требующее проверки. Основано оно на том, что связка веневских брусков, в отличии от керамических, более мягкая. Деградация порошка будет проходить медленно. Абразивные зерна алмаза снашиваться не будут. А крупные слипшееся комочки алмаза будут разбиты.
НО, это надо проверять.
vovchikljТо есть нужен 2000 порошок?
Например для 3/2 , брать не 5 микрон, а 2 микрона
Всё же, по-моему это уже из разряда "заморочиться из любви к искусству" - много возни и выбор отдельных и особо тонких видов зерна и фракций, ещё актуальны для доводочных камней, в т.ч. природных, но для искусственных абразивов...
Мне вот почти 8 лет хватало набора порошков КК F220 - 400 - 600 - 1200, ну и для грубого выравнивания - 60 и 100. Только последние пару лет расширил, добавив F320 - 500 - 800.
И вот лично моё мнение, что если подобного набора не хватает чтобы привести искусственный абразив в кондицию - то это не проблема в притирке, а проблема в бруске.
В любом случае - единственное преимущество алмаза перед другими искусственными абразивами, и часто превращающееся в недостаток на тонких этапах, особенно - способность довольно глубоко резать сталь. Так по-моему имеет смысл использовать именно эту их особенность, как преимущество, где это уместно, работая ими больше на обдирке и заточке, как максимум.
А пробовать вытащить из них тонкую работу, создать альтернативу другим абразивам - уже путь далеко не прямой. Засаливание, работа без СОЖ, притирка до очень тонкого зерна - оно того стОит? Разобраться-то да, интересно, но чисто практически - это, по моему сугубо личному мнению - паллиатив - "в мире компонентов - нет эквивалентов"(с) и заместить так абразивы для префиниша и доводки, пытаясь "преодолеть" суть конкретного абразива, со всеми его характерностями в виде особенностей зерна, связки, плотности, концентрации - очень муторно и совершенно не гарантирует удачи в большинстве случаев...
skvater
То есть нужен 2000 порошок?
Если посмотрите по этой ссылке, то 2000 порошок наверное мелковат будет http://www.2326588.ru/catSIC_2.html
Размер F1500 наверное лучше будет. Но не забывайте, что сам я это не пробовал, чтобы утверждать.
Если отсутствуют готовые порошки, может взять что есть и растереть его между двумя керамическими пластинами? Керамика твердая вещь, и порошок должен размолоться, как минимум самые крупные зерна.
Одним словом надо брать и пробовать. Вроде как тут сложно что либо испортить, максимум брусок загладите.
Если посмотрите по этой ссылке, то 2000 порошок наверное мелковат будет http://www.2326588.ru/catSIC_2.htmlЗачем ? Претензия же в том , что бруски работают идентично. Как их не притирай - ничего не изменится (мартышкин труд).
Размер F1500 наверное лучше будет. Но не забывайте, что сам я это не пробовал, чтобы утверждать.
Gukepshev
Зачем ? Претензия же в том , что бруски работают идентично. Как их не притирай - ничего не изменится (мартышкин труд).
Согласен. Что их притирать, если я и так вижу, что 3/2 это явно грубый брусок, а не доводочный. Что его не шлифуй, все равно получишь... не финиш. Они должны попасть на завод (хоть он этому и сопротивляется)


oldTor
3\2 снизу на фото? Как по мне, так выглядит даже грубее...
да, снизу. 3/2 действительно немного грубее (даже тактильно), звук работы у обоих примерно одинаковый - слышен активный съем металла и резание
skvaterПри работе на зерно не чувствуется что кромка как бы спотыкается? У меня на 3/2 и 1/0 было что кромка прям отчетливо утыкалась в определенных местах бруска...
3/2 действительно немного грубее (даже тактильно), звук работы у обоих примерно одинаковый - слышен активный съем металла и резание
Некоторое время назад был заказан (и получен) комплект из 4-х двусторонних 100 % брусков 200/160-160/125, 100/80-50/40, 20/14-7/5, 3/2-1/0. Ну и, естественно, я не исключение, чему был неожиданно удивлен. А именно самый тонкий брусок 3/2-1/0 работает ужасно, заточка на нем не является логическим продолжением (и уж совсем не завершением) работы на предыдущих брусках: размер рисок после работы на бруске 20/14-7/5 не уменьшается, даже складывается ощущение, что увеличивается; ожидаемого блеска на РК (а зерно на таком бруске ультра-тонкое) не появляется; ну и нож острее, что должно было бы явиться кульминацией работы на самом тонком зерне, не становится. После подготовки бруска на образивах ситуация не поменялась. Ну если и поменялась, то не улучшилась.
Поэтому на бруске 3/2-1/0 не работаю совсем, а после зерна 7/5 перехожу на водник и т.д.
Может быть он ровный, что соответствует ТУ, но это мне неинтересно, потому как точу вручную. Толи там маркировка напутана, толи зерно неравномерно, толи такие крупные твердые паразитные включение в связке, толи ещё что. Проверить на должном уровне (с увеличением стотыщмиллионов) я не могу. Но он не выполняет то, что должен.
В связи с вышесказанным обращаюсь к Александру. Момент собственно рекламационный. Один брусок 3/2-1/0 из всего купленного у Вас комплекта будет отправлен Вам для проверки с последующим принятием решения - замена или возврат денег за один проблемный брусок. Напишите, пожалуйста, Ваши почтовые реквизиты для отправки.
Ложка меда в бочке дегтя ультра-тонких брусков. К остальным брускам, а это 6 фракций 200/160-160/125, 100/80-50/40, 20/14-7/5, претензий нет. Самый крупный хорош в обдирке и формировании РК, следующие приятно, мягко (чем тоньше, тем мягче) и предсказуемо работают при последующей заточке.
С уважением, Кардапольцев Сергей
г. Балтийск
L_YV
При работе на зерно не чувствуется что кромка как бы спотыкается? У меня на 3/2 и 1/0 было что кромка прям отчетливо утыкалась в определенных местах бруска...
Вроде такого не было, но 3/2 прямо как напильником по металлу - слышен скрежет. Он риску оставляет на уровне моего 1000 Шептона (но она еще и глубже), кромка после него натуральная пила
Сергей ГорбатыйВ моем случае 7/5 оказался вообще бесполезен. Он риску оставляет грубее, чем 20\14. Если до завода бруски таки дойдут, то соглашусь и на обмен. Если будет возврат брусков 3\2 и 7\5, то после 20\14 можно будет использовать F400 (Борайды или Гриндерманы)
после зерна 7/5 перехожу на водник
skvaterВроде такого не было, но 3/2 прямо как напильником по металлу - слышен скрежет. Он риску оставляет на уровне моего 1000 Шептона (но она еще и глубже), кромка после него натуральная пила
Поддержу. Мои бруски двусторонние: работа бруска 3/2-1/0 не отвечает тому, что от него ожидается, но в то же время не соответствует работе бруска 20/14-7/5.
В моем случае 7/5 оказался вообще бесполезен
За свой не скажу, но обращу на него внимание попристальней.
Это не оффтоп. Это я про самый дешёвый алмаз на органической связке.
Сергей ГорбатыйБыла же инфа о том, что минимальний размер карбида бора в связке брусков составляет 5/3 мкм, это обьясняет, почему бруски 3/2 и 1/0 работают не так, как мы того хотим
Поддержу. Мои бруски двусторонние: работа бруска 3/2-1/0 не отвечает тому, что от него ожидается, но в то же время не соответствует работе бруска 20/14-7/5.
Serge AntА какие у венева более дорогие аналоги?
Это я про самый дешёвый алмаз на органической связке.
Представте что Вы купили самый дешевый джип, а у него колеса квадратные и труба выхлопная в салон выходит!
Да он едет и даже по бездорожью, но Вы представляете каково ехать на квадратных колесах и дышать выхлопными газами?
И что у Вас не будет претензий к заводу?
AwatarnnСогласен, брак цена не оправдывает. Кстати, веневские апексные сейчас не такие уж и дешевые: завод поднял цены и в среднем они стоят 1500 руб за штуку. Надо чаще указывать производителю на косяки и ошибки, тогда может и качество лучше будет
Блин ну давайте не будем защищать говенный брусок.
Сергей ГорбатыйОтветил на эл. почту.
Приветствую всех.
Некоторое время назад был заказан (и получен) комплект из 4-х двусторонних 100 % брусков 200/160-160/125, 100/80-50/40, 20/14-7/5, 3/2-1/0. Ну и, естественно, я не исключение, чему был неожиданно удивлен. А именно самый тонкий брусок 3/2-1/0 работает ужасно, заточка на нем не является логическим продолжением (и уж совсем не завершением) работы на предыдущих брусках: размер рисок после работы на бруске 20/14-7/5 не уменьшается, даже складывается ощущение, что увеличивается; ожидаемого блеска на РК (а зерно на таком бруске ультра-тонкое) не появляется; ну и нож острее, что должно было бы явиться кульминацией работы на самом тонком зерне, не становится. После подготовки бруска на образивах ситуация не поменялась. Ну если и поменялась, то не улучшилась.
Поэтому на бруске 3/2-1/0 не работаю совсем, а после зерна 7/5 перехожу на водник и т.д.
Может быть он ровный, что соответствует ТУ, но это мне неинтересно, потому как точу вручную. Толи там маркировка напутана, толи зерно неравномерно, толи такие крупные твердые паразитные включение в связке, толи ещё что. Проверить на должном уровне (с увеличением стотыщмиллионов) я не могу. Но он не выполняет то, что должен.В связи с вышесказанным обращаюсь к Александру. Момент собственно рекламационный. Один брусок 3/2-1/0 из всего купленного у Вас комплекта будет отправлен Вам для проверки с последующим принятием решения - замена или возврат денег за один проблемный брусок. Напишите, пожалуйста, Ваши почтовые реквизиты для отправки.
Ложка меда в бочке дегтя ультра-тонких брусков. К остальным брускам, а это 6 фракций 200/160-160/125, 100/80-50/40, 20/14-7/5, претензий нет. Самый крупный хорош в обдирке и формировании РК, следующие приятно, мягко (чем тоньше, тем мягче) и предсказуемо работают при последующей заточке.
С уважением, Кардапольцев Сергей
г. Балтийск
Блин ну давайте не будем защищать говенный брусок.Если Вы считаете что-то говенным, это еще не значит что оно говенное - это сугубо Ваша личная точка зрения, а не истина в последней инстанции.
Можете не верить, но есть те люди, которых качество продукции завода устраивает и осуждать их за это Вы не в праве.
skvaterТогда Вам необходимо обратиться к продавцу с барахолки ножевой мастерской.Я брал не на видбруске, а в барахолке ножевой мастерской
Решать проблемы подобного рода входит в обязанности любого продавца.
AwatarnnЯ не юрист, но думаю что Вы ошибаетесь.
Закон оставляет право выбора за покупателем, к кому обращаться и какие требования предъявлять.
В этой статье я не нашел упоминаний о том что потребитель в праве решать кому предъявить свои претензии.
vidbrusok.ruуже обратился, решаем понемногу. Но я не понимаю, зачем лишнее звено. Сначала я бруски должен направить продавцу, а он потом их на завод для проверки. Если будет обмен - то опять эта же цепочка. Почему завод напрямую не может принять бруски, которые сам же и произвел?
Тогда Вам необходимо обратиться к продавцу с барахолки ножевой мастерской.
skvater
уже обратился, решаем понемногу. Но я не понимаю, зачем лишнее звено. Сначала я бруски должен направить продавцу, а он потом их на завод для проверки. Если будет обмен - то опять эта же цепочка. Почему завод напрямую не может принять бруски, которые сам же и произвел?
Ну вот здесь я согласен с представителем завода. Большинство предприятий-изготовителей не занимаются непосредственно реализацией в розницу, и как не имеют кассового аппарата и не выписывают накладных реализации физ.лицам, так и не имеют возможности и прав, принимать возвраты от физ. лиц товара, реализованного дилеру.
По тем же причинам, например покупая что-то в сетевом магазине, вернуть товар можно только в нём же - если обратиться в другой сетевой магазин той же сети, они откажут - по документам нет никакой легальной возможности, производить манипуляции с товаром, который они не принимали на реализацию и не реализовывали на конкретной точке, под конкретным юр. лицом. Кто с 1с знаком - в курсе, что возврат или что-то ещё, замена и пр., может быть введена только на основании документа реализации этой конкретно единицы товара. Иное, документооборот не допускает.
У производителя для этого всего есть дилеры. И при возврате или обмене и любых иных процедурах с товаром, всё идёт по этим же цепочкам, подчиняясь регламентированному документообороту. Т.е. будь то приёмка товара на экспертизу, в сервисный центр, возврат или обмен. Если иное не предлагается самим предприятием - у некоторых предприятий это есть, но это не повсеместная практика.
Проработав в торговле уже почти 12 лет, и в опте и в рознице - я уверенно могу говорить об этом.
Я не юрист, но думаю что Вы ошибаетесь.А если продавец исчез или отказывается принимать товар обратно , то потребитель вправе обратиться к вам ?))
В этой статье я не нашел упоминаний о том что потребитель в праве решать кому предъявить свои претензии.
У производителя для этого всего есть дилеры. И при возврате или обмене и любых иных процедурах с товаром, всё идёт по этим же цепочкам, подчиняясь регламентированному документообороту. Т.е. будь то приёмка товара на экспертизу, в сервисный центр, возврат или обмен. Если иное не предлагается самим предприятием - у некоторых предприятий это есть, но это не повсеместная практика.У данного производителя дилеров нет или таковые не указаны. Поэтому, потребитель, имеет полное право обратиться к изготовителю. Но здесь есть одно но , у покупателя, нет подтверждающих документов (скорее всего). И здесь , на первое место , выходит не закон , а такое понятие , как репутация. Можно еще 10 страниц кряду, травить байки про то, как надо по "закону", но на деле, мы имеем бракованный брусок (наверное), это 100% брусок данного производителя, до производителя донесли суть проблемы, в данной теме и он не отрицает оригинальность данного бруска. Но наплевав на репутацию и клиента , отправляет его на макакавку. Стоимость репутации данного завода- 1000руб, делайте выводы))
Проработав в торговле уже почти 12 лет, и в опте и в рознице - я уверенно могу говорить об этом.
Gukepshevда, ни упаковки, ни паспорта нет (только сами бруски). Списался с продавцом, он сказал направить бруски ему, далее уже он будет решать с представительством завода. Кстати, сам завод не удивился тому, что маркировки могут быть перепутаны (видать хорошо знают про это). Еще продавец поведал, что в мае направил несколько брусков на завод для проверки качества, а воз и ныне там...
у покупателя, нет подтверждающих документов (скорее всего)
В т.ч. и когда нельзя было документально решить вопрос "как положено", находили варианты всё сделать.
Но тут уж где как и на кого попадёшь, каково отношение производителя к своему товару и к покупателю. Или конкретного сотрудника на которого наткнёшься, обращаясь...
skvater
да, ни упаковки, ни паспорта нет (только сами бруски). Списался с продавцом, он сказал направить бруски ему, далее уже он будет решать с представительством завода. Кстати, сам завод не удивился тому, что маркировки могут быть перепутаны (видать знают хорошо про это). Еще продавец поведал, что в мае направил несколько брусков на завод для проверки качества, а воз и ныне там...
Какая тривиальная ситуация, к сожалению((
Желаю успешного завершения эпопеи!
oldTorКакая тривиальная ситуация, к сожалению((
Желаю успешного завершения эпопеи!
спасибо! Мне даже самому стал интересен исход, поэтому решил довести до конца. Потом отпишусь о результатах
говенный брусокА не могли бы вы представить нам исчерпывающий перечень характеристик по которым происходит отнесение брусков к говеным? На мой взгляд есть определённый продукт производимый заводом с определённым набором свойств, а то что он не оправдал ваших ожиданий так это не значит что он говеный. Бруски изготовлены по регламенту утверждённому на заводе, я думаю что размер алмаза и его концентрация, а так же связка полностью соответствуют заявленным. Да брак тоже не исключён и завод готов обменять таковой на исправное изделие.
ЗЫ:Хотелось бы увидеть тот документ в котором прописано что брусок 3/2 или там 1/0 должен работать тоньше бруска 7/5...ну или заявления производителя об этом...
Шмыга1
...Хотелось бы увидеть тот документ в котором прописано что брусок 3/2 или там 1/0 должен работать тоньше бруска 7/5...ну или заявления производителя об этом...
У них на сайте написано:
"От 20/14 до 7/5 мкм:
Доводка. Удаление следов от заточки. Придание агрессивной остроты РК. Зерно такого размера, создает на РК 'микрозуб', иначе называемый 'микросеррейтор'. Это бывает очень полезно для придания остроты и стойкости РК сделанной из стали не высокой твердости, с не большим содержанием углерода.
От 3/2 до 1/0 мкм:
Полировка. Удаление следов от доводки. Правка и получение зеркальной поверхности на РК. Полировка очень важна для придания остроты и стойкости РК сделанной из стали высокой твердости, с высоким содержание углерода."
Есть конечно что покритиковать в плане обращения с терминологией "доводка" и "полировка", но ладно, не буду придираться. Но уж раз "полировка - удаление следов от доводки" и получение зеркальной поверхности - то пусть удаляет и даёт чистое зеркало, раз заявлено))) Или пусть мне кто-то объяснит, как с точки зрения русского языка, это не обозначает, что 3\2 и 1\0 должны работать тоньше.
Ссылка на страницу:
http://www.vidbrusok.ru/blogs/...chnye-materialy
Я даже скриншот сделал, на всякий случай, а то ещё исчезнет..
Страница называется "справочные материалы", и по-моему это достаточно показывает, что по мнению производителя, или как минимум его представителей, таки 3\2 и 1\0 должны оставлять более чистую и однородную поверхность, нежели 7\5.

Шмыга1исходя из здравого смысла, 1/0 должен работать тоньше 7/5. Если он работает так же, то тогда зачем он нужен?
Хотелось бы увидеть тот документ в котором прописано что брусок 3/2 или там 1/0 должен работать тоньше бруска 7/5


А вдруг это 7/5 бракованный и работает тоньше чем было задумано😀
Да уж.. да там вообще много интересного))
Вот у меня кстати шприцы с алмазной пастой на сайте вызывают ассоциации с продаваемой в сапфире алмазкой - интересно, сапфир венёвскую алмазную пасту продаёт в шприцах? Никто не в курсе?
Шмыга1Ох не знаю, тут уже сам черт ногу сломит, что тут бракованное, а что "нормальное". Завтра бруски отправляю продавцу, потом они пойдут к представительству. Отправляю 7/5 и 3/2, т.к. работа 20/14 после 50/40 меня устраивает
А вдруг это 7/5 бракованный и работает тоньше чем было задумано
А вдруг это 7/5 бракованный и работает тоньше чем было задумано😀Да какая разница? Может там все нормально и покупатель ошибся? Дело не в этом , а в том , как ведет себя изготовитель , при предъявлении претензии, к его продукции. Кто там прав, в плане качества бруска , пока не ясно. Для этого , данный брусок, должен попасть на завод и там , должны вынести свое заключение. Заводу, видимо фиолетово , что продают под его брендом и их не особо парит, данная ситуация.
oldTorпредположу, что в Сапфире и есть веневская паста (они почему то производителя не указывают). Заказал себе 0,5/0, но чую, что за эту мизерную цену ничего хорошего не положат
Вот у меня кстати шприцы с алмазной пастой на сайте вызывают ассоциации с продаваемой в сапфире алмазкой - интересно, сапфир венёвскую алмазную пасту продаёт в шприцах? Никто не в курсе?
oldTor
Действительно - 7\5 это доводка! А 3\2 - удаление следов её) У меня вопрос, а можно ли удалять следы доводки зерном 50\40 - в принципе, по-моему, ничто не мешает - никаких следов доводки точно не останется)
у меня имеется уникальнейший брусок 3/2, он удаляет любые следы от любой доводки и нарезает знатную пилу на РК! попробуйте этот замечательный агрессивнейший рез!
предположу, что в Сапфире и есть веневская пастаВ сапфире, паста в шприцах- фуфло. Веневская 0,5/0, в банках ,мне понравилась.
Gukepshev
В сапфире паста в шприцах- фуфло. Веневская в банках 0,5/0 мне понравилась.
я заказывал в Ру-шефе в шприце, в банках такой зернистости не было (закончилась). Интересно, в банках и шприцах пасты не отличаются?
skvater
предположу, что в Сапфире и есть веневская паста (они почему то производителя не указывают). Заказал себе 0,5/0, но чую, что за эту мизерную цену ничего хорошего не положат
шприцы один в один и бумажка. Но голову на отсечение не дам.
И да - верно выше сказали - та что в сапфире - фуфло. из примерно 10-ти шприцев с пастами от 10\7 до 0,25\0 (нескольких фракций по нескольку экземпляров было) только пастами из 4-х шприцев оказалось нормально пользоваться - до сих пор иногда применяю, что-то почистить. У остальных связка имеет неоднородность и разделяется на более тёмную и более светлую массу разной плотности и вязкости в самом шприце, как бы слоями, и зерно попадается в разы крупнее - вся полировка псу под хвост, бывало.
Буду в сапфире, попробую поспрошать, кто производитель этой пасты.
Интересно, в банках и шприцах пасты не отличаются?Этого я не знаю, знаю лишь , что брал в Сапфире в шприцах пасту и она мне не понравилась, а веневская в баночке понравилась. Но здесь может как с брусками - лотерея?))
Gukepshev
Этого я не знаю, знаю лишь , что брал в Сапфире в шприцах пасту и она мне не понравилась, а веневская в баночке понравилась. Но здесь может как с брусками - лотерея?))
все может быть, это же "Венев Индастриал Даймонд"))) я скоро ее получу, буду тестировать
я скоро ее получу, буду тестироватьНе факт ,что это их паста и не факт, что по шприцам, они ее фасуют на заводе, а не сам магазин этим занимается.))
Gukepshev
Не факт ,что это их паста и не факт, что по шприцам, они ее фасуют на заводе, а не сам магазин этим занимается.))
Надеюсь что их. Магазин вряд ли ее сам фасует, т.к. на видбрусок.ру продается точно такая же в шприцах (и выглядит точно так же)
vidbrusok.ru
Ответил на эл. почту.
Ничего не приходило
У остальных связка имеет неоднородность и разделяется на более тёмную и более светлую массу разной плотности и вязкости в самом шприце, как бы слоями, и зерно попадается в разы крупнее - вся полировка псу под хвостБыло такое.
Закрыл носик шприца, засунул под струйку горячей воды из под крана, разогрел до жидкости, потряс хорошенько, несколько раз так повторил, последний раз тряс пока не загустела.
Вроде нормально стало.
chingachgook
...Вроде нормально стало.
Большое спасибо!
skvaterМы последний месяц заказываем веневскую пасту только в шприцах, предполагая что они гораздо удобнее, чем банки. А что не так со шприцами? Мы можем вернуться к банкам.
я заказывал в Ру-шефе в шприце, в банках такой зернистости не было (закончилась). Интересно, в банках и шприцах пасты не отличаются?
GukepshevДа, закон о защите прав потребителей действительно очень лоялен к потребителям. Если продавец исчез, гарантийную ответственность несет производитель. Но этот закон имеет ограничение - он касается только потребительских товаров. Производитель может всегда сказать, что алмазный брусок это не потребительский товар, поэтому идите лесом. И то, что Веневский завод разговаривает с покупателями, принимает товар обратно для экспертизы - это лишь потому, что думает о репутации.
У данного производителя дилеров нет или таковые не указаны. Поэтому, потребитель, имеет полное право обратиться к изготовителю. Но здесь есть одно но , у покупателя, нет подтверждающих документов (скорее всего). И здесь , на первое место , выходит не закон , а такое понятие , как репутация. Можно еще 10 страниц кряду, травить байки про то, как надо по "закону", но на деле, мы имеем бракованный брусок (наверное), это 100% брусок данного производителя, до производителя донесли суть проблемы, в данной теме и он не отрицает оригинальность данного бруска. Но наплевав на репутацию и клиента , отправляет его на макакавку. Стоимость репутации данного завода- 1000руб, делайте выводы))
RuChefУ меня вот завод бруски отказался принимать
И то, что Веневский завод разговаривает с покупателями, принимает товар обратно для экспертизы - это лишь потому, что думает о репутации.
RuChef
Мы последний месяц заказываем веневскую пасту только в шприцах, предполагая что они гораздо удобнее, чем банки. А что не так со шприцами? Мы можем вернуться к банкам.
Надеюсь, со шприцами все так (вот придет и посмотрим), но я бы лучше в банке взял. Тут уж кому как удобнее

RuChef
Не поверил своим глазам. Две стороны двухстороннего алмаза:
Ну норм, кому то достанется запасной слой 160/125. Зернистость то хорошая, грызет отлично!
Не поверил своим глазам. Две стороны двухстороннего алмазаЭто две стороны одного бруска или это два разных бруска? На темной стороне, маркировка 200/160 должна быть вроде? Хотя, не так страшно , для заточки, эти бруски не пригодны(при такой зернистости). Вот когда на 1/0-3/2 путают - это трагедия)))
RuChefКонстантин, а вторая сторона этих брусков как промаркирована?
Не поверил своим глазам. Две стороны двухстороннего алмаза:
Возможен вариант что один из этих брусков это комбинация 160/125-50/40, тогда темная сторона соответственно будет 160/125.
madmanzС этой проблемой я сталкивался лично.
Покупал алмазную пасту в шприцах (и в таких индивидуальных пластиковых упаковках) на выставке Клинок. Летом паста лежала в пакете в дачном сарае. На жаре эти шприцы начали протекать. Колпачки на шприцы надеты. Протекли даже те шприцы, которыми ни разу не пользовался. Уж не знаю как, но теперь лежат они каждый в своем пластиковом пакете и в жиже. Сделаю фотокарточку в выходные. Если есть условия хранения, то лучше об этом как-то явно указывать.
Упаковка не герметична, а поскольку связка пасты органическая, и при высоких температурах она становится более жидкой.
Вы правы, нужно указывать на упаковке условия хранения.
Я передам эту информацию на завод.
vidbrusok.ruЭто - разные стороны двух одинаковых брусков. Зернистости разные, а маркировка одна. Мне жаль, что разговоры о неправильной маркировке оказались правдой. Учитывая нестандартный размер, бруски на выброс или подарки.
Константин, а вторая сторона этих брусков как промаркирована?
Возможен вариант что один из этих брусков это комбинация 160/125-50/40, тогда темная сторона соответственно будет 160/125.
RuChefпросто интересно на таких брусках на боковых сторонах пластины со слоем алмазов стрелочками указана зернистость сторон, там тоже перепутана?
Это - разные стороны двух одинаковых брусков. Зернистости разные, а маркировка одна
oldTorЧто-нибудь придумаем с ВеАлом.
А возврат поставщику или обмен на маркированные правильно невозможны?
MetsyrБоковой маркировки на этих брусках не было.
просто интересно на таких брусках на боковых сторонах пластины со слоем алмазов стрелочками указана зернистость сторон, там тоже перепутана?
RuChefА в чем проблема? Если просто перепутаны штампики - так они все равно сточаться.С боку пишу всегда сам зернистость, и ставлю стрелки перманентным маркером.На грубых брусках - зернистость сторон(грубая - мелкая) - определяется легко - "на глаз".Плохо когда зернистость-(размер абразива) вообще перепутана на самых мелких брусках, а "штампик не тот" поставили на грубых брусках - ничего страшного, на мой взгляд. Точить они так же будут.
Это - разные стороны двух одинаковых брусков. Зернистости разные, а маркировка одна. Мне жаль, что разговоры о неправильной маркировке оказались правдой. Учитывая нестандартный размер, бруски на выброс или подарки.
A.V.X.1960RuChef - магазин.
А в чем проблема?
skvater
У меня вот завод бруски отказался принимать
конечно.... даже ответ есть - "бруски соответствуют ТУ" 😊 а то что они с зернистостью 3/2-1/0 а по факт у - грубее на порядок, - так тоже ответ простой "связку не мы делаем" ...
конечно.... даже ответ есть - "бруски соответствуют ТУ" а то что они с зернистостью 3/2-1/0 а по факт у - грубее на порядок, - так тоже ответ простой "связку не мы делаем" ...Теперь Вы на этом форуме решили "тролингом" заняться?
Не нужно вырывать фразы из контекста - это не красиво.
мол, все с брусками этими хорошо, все сделано по ТУ...
или все-таки не у меня одного проблема в том, - что остаются грубые царапины и кромка явно не как после 3/2-1/0 ...
так есть проблема или нет с доводочными брусками малой зернистости?
SashaAnПроблема есть, но доказать это не реально. Завод шероховатость поверхности после брусков замерять не будет, а алмазные зерна в связке такие, которые и заявлены, т.е. 3/2 и 1/0. А карбид бора в этой самой связке 5/3 мкм, вот и все
так есть проблема или нет с доводочными брусками малой зернистости?
так есть проблема или нет с доводочными брусками малой зернистости?По статистике случаи аналогичные Вашему единичны (если учесть объем производимых и реализуемых брусков), но эту проблему никто игнорировать не собирается - прорабатывается несколько различных теорий причины этой проблемы, но на это нужно время.
Проблема есть, но доказать это не реально. Завод шероховатость поверхности после брусков замерять не будет, а алмазные зерна в связке такие, которые и заявлены, т.е. 3/2 и 1/0. А карбид бора в этой самой связке 5/3 мкм, вот и всеКарбид бора это лишь одна из теорий - не факт что "поразитную риску" дает именно он.
vidbrusok.ru
Карбид бора это лишь одна из теорий - не факт что "поразитную риску" дает именно он.
возможно, так он есть в связке? какой он фракции?
возможно, так он есть в связке? какой он фракции?Увы, мне запрещено разглашать техническую информацию.
vidbrusok.ruа какие еще есть теории?
Карбид бора это лишь одна из теорий
vidbrusok.ru
Увы, мне запрещено разглашать техническую информацию.
Вы уже ранее ссылались на слова технологов, что карбид бора фракцией менее 5\3мкм. в связке не используется.
Вы свои слова подтверждаете, или отказываетесь от них?
Паразитная риска может быть либо от:
1) агломератов зерна в бруске
2) "грязной" фракции
2) включений сопоставимой твёрдости, но имеющих бОльший размер или разброс по размеру, в сторону выше, от заявленной фракции основного зерна.
Какой вариант, как "гипотезу" подтверждать, а какую опровергать - дело хозяйское. Про карбид бора крупнее фракцией, уже Вы сами фактически подтвердили в темах, посвящённых Вашей продукции. Но даже если откажетесь от своих слов - остаются другие варианты гипотез. Любые из них - критичны для определения любым вменяемым пользователем, качества абразива, которое определяется в первую очередь - однородностью работы абразива, минимальным разбросом зерна, отсутствием более крупных включений.
Технологи, ориентированные на создание абразивов для машинной обработки, весьма вероятно, просто не понимают, что включения и разброс зерна, допустимые при высокоскоростной машинной обработке, в промышленности, категорически не подходят для режимов работы вручную, особенно на тонких этапах обработки.
Вы на этом форуме, обратились к практикам, которые как раз эти режимы знают как следует. Так стоило бы прислушиваться, а то пока что все ответы на претензии выглядят "мы вам докажем, что ниже среднего - это хорошо". Доказывать, что ложка гуано не испортит банку мёда - бессмысленно.
vidbrusok.ru
Карбид бора это лишь одна из теорий - не факт что "поразитную риску" дает именно он.
так, значит, не единичный у меня случай и "пОразитная риска" - и на других абразивах вашего производства случается?
тогда почему вы не признаете, что это брак и отказываете в замене бруска на "нормальный"? пришлите мне качественный брусок, без "пОразитных рисок", а этот бракованный (за ваш счет) я отправлю вам...
также прошу заметить, что ваши слова, что поскольку карбид бора имеет более низкую твердость чем алмаз, и поэтому "пОразитные риски" случаются только на "дешевых нержавейках" - вообще ни в какие ворота не лезет... и подобные "отписки" на претензии пользователей - очень некрасиво выглядят...
менять бруски не на чтоНа деньги можно поменять , как это не на что ?)))
Gukepshev
На деньги можно поменять , как это не на что ?)))
На деньги уже поменял))) но все таки было желание получить тонкоработающих веневцев, но увы
На деньги уже поменял))) но все таки было желание получить тонкоработающих веневцев, но увыЯ таких не встречал, но по слухам , они существуют . Тоже , с большим удовольствием , приобрел бы, тонко работающие вевские бруски. Уж больно впечатлили меня рассказы , про зеркало на РК и работу, на уровне водников 16 тыс.Грит.))
О проблемах завод знает.
А заводу, еще раз, пофиг, Ганза это ничто (ну почти) относительно общих объемов. Если есть сомнения - не берите тонкие бруски.
А заводу, еще раз, пофиг, Ганза это ничто (ну почти) относительно общих объемов.Что там заводу пофиг , а что нет , пользователю 100 раз фиолетово.)) Если же заводу было бы пофиг , то он бы не выставлял свои бруски на выставках типа "Охота и рыбалка" и не создавал тему на ганзе. Про объемы потребителей , Вы сильно ошибаетесь , для этого , например , зайдите на алиэкспресс и внимательно посмотрите , сколько хреновых точилок или камней , продал какой-нибудь продавец. Да хотя бы вот:

И это только один продавец! Хотя действительно , если и дальше так будет продолжаться , то заводу, не стоит ориентироваться на сегмент ручной заточки.))
Вот только уже четыре месяца прошло, как разобрались с пороком связки, но решения нет.
Или как в теме инф-абразив: минимальная партия на составляющую 20 тонн. А куда закупленное девать?
Это ганза, ресурс известный всем заточникам и любителям.
Жирными буквами, в заточном разделе, вывешивается надпись типа: -"Заточники не рекомендуют к использованию бруски веневского завода".
Ну и все , баста.
У веневцев остается только 1 способ убедить людей в обратном - порвать заточников в тестах.
Хотелось бы конечно посмотреть на этот батл между любителями кошерных камней , омываемых слезами девственниц и выдающих суспензию исключительно в полнолуние и проффи граммовой расфасовки алмазного порошка нужной консистенции.
У веневцев остается только 1 способ убедить людей в обратном - порвать заточников в тестах.Они это делали и не раз )) Многие пользователи , предпочитают бруски этого производителя. Возмущения не по поводу того , что Веневские бруски - это не лучший абразив на рынке. Они не обязаны быть лучшими заточными брусками на рынке и всех рвать в тестах. Здесь возмущаются по поводу того , что продаваемый товар , не соответствует заявленным характеристикам. Обидно , когда покупаешь одно , а получаешь совсем другое.))
minohodКаждому инструменту свое время и свое место. Веневские бруски от 160/125 до 20/14 (включительно) это довольно эффективный инструмент для обдирки и удаления ее следов. Более тонкие бруски - лотерея. И каждый сам решает, играть в нее или нет. Лично я не рекомендую, а грубые и средние веневцы вполне советую)))
Жирными буквами, в заточном разделе, вывешивается надпись типа: -"Заточники не рекомендуют к использованию бруски веневского завода".
GukepshevСогласен, зато теперь мы точно знаем, где лежат грабли
Обидно , когда покупаешь одно , а получаешь совсем другое.))
GukepshevДа нет же. То самое одно и покупаешь. Была у них несколько лет назад партия: алмаз положить забыли. Те бруски карбидом бора точили: он, хоть и твёрдый, но не агрессивный, рисочка неглубокая даже на относительно крупном зерне. Вот с той партией всю серийку и сравнивают. А небракованые бруски точат одинаково: алмаз паразитную риску даёт.
покупаешь одно , а получаешь совсем другое
Gukepshev
Они это делали и не раз )) )
Из известных мне тестов, только неизменная победа алмазов на канатных тестах и такое же неизменное уклонение от сравнения результатов, известного , в довольно узких кругах, мастера уклончивых ответов ( типа -"читайте заточной там все есть").
minohodИз известных мне тестов, только неизменная победа алмазов на канатных тестах и такое же неизменное уклонение от сравнения результатов, известного , в довольно узких кругах, мастера уклончивых ответов ( типа -"читайте заточной там все есть").
когда вместо абстрактной канатной охоты начинаешь опаской брить собственное лицо на многое смотришь по другому ,оно через собственную шкуру быстро доходит 😊
vlad-kramИ не только. Мне достаточно было увидеть фото Ярослава, и ссылки которыми делился Николай, чтобы понять почему мне перестали нравиться алмазы в заточке и доводке.
оно через собственную шкуру быстро доходит
Что касается "мастера уклончивых ответов", я догадываюсь про что разговор, но в той теме как раз ответы были не уклончивы, а вполне "разжёваны" до фарша.
vlad-kramкогда вместо абстрактной канатной охоты начинаешь опаской брить собственное лицо на многое смотришь по другому ,оно через собственную шкуру быстро доходит 😊
С трудом представляю себя с опасной бритвой в руках)).
Я и ручную то заточку считаю уделом людей весьма не занятых делами, а уж людей , бреющихся опаской вообще аристократами, ибо денег и времени у них должно быть масса. Есть конечно профессиональные цирюльники и заточники, ну так это трудяги, а не понторезы, их уважаю.
Но я отвлекся.
Значит я так понял, алмаз цирюльнику не товарищ.
Допустим краснодеревщику тоже, но охотнику то он в самый раз.
Я так уразумел, что представитель завода не понимает зачем разглядывать кромку чего бы то ни было в микроскоп и подсчитывать царапинки.
Только поймите правильно - я вовсе не хочу сказать, что все так должны.
Но нормально, когда человек имеет помимо работы, ещё и любимое "профессиональное хобби" - для кого-то охота, для кого-то фотография, для кого-то горные лыжи, для кого-то вот заточное дело.
И нормально и правильно, что те, кто больше занимается каким-то делом, больше учатся ему и могут дать информацию, съэкономив время и силы тем, кто данным видом деятельности занимается меньше\реже.
Так и полезши в другую область, которой интересуешься лишь слегка, очень рад, получив инфу от тех, кто ею занимается всерьёз и плотно - нормальный обмен информацией между мыслящими существами)
Кто-то силён в одном, кто-то в другом.. нормальная ситуация.
когда вместо абстрактной канатной охоты начинаешь опаской брить собственное лицо на многое смотришь по другому ,оно через собственную шкуру быстро доходитНе нужно уводить тему в сторону алмазы VS другие абразивы - об этом спорить можно бесконечно и бессмысленно. Например я , без малейшей предвзятости , решил сравнить алмазы с другими абразивами, заказал 4 веневских двухсторонних бруска. Честно скажу , мне они не понравились , только брусок 50/40 оставил положительное впечатление. Тонкие же бруски , оказались бесполезным мусором . Я списываю это на некачественные бруски ,а не на то , что прям все алмазы - зло. Верю в то , что есть хорошие бруски 1/0-3/2 (пишут же люди , тестируют))). Если про бритвы , то если постараться, то на алмазной пасте, можно прекрасно заточить бритву и с лицом все будет в порядке.)) Но это все пустые споры , разговор за то , что под видом одних брусков , производитель присылает другие , вот в чем проблема , а не в том , хороши алмазы или плохи вообще. Пусть мне пришлют, то что я заказывал и что указано на сайте , а не бруски с перепутанной маркировкой и т.д. У меня только в этом претензия к заводу ,а что там лучше алмазов - это уже совсем другой разговор.))
Gukepshev
... Но это все пустые споры , разговор за то , что под видом одних брусков , производитель присылает другие , вот в чем проблема , а не в том , хороши алмазы или плохи вообще.
+100500
разговор не за "что-то vs то-то". А за соответствие заявленного - полученному.
И есть такой важный момент в этом - людям свойственно апеллировать в каком-то косяке, к тому, что "так делается уже давно" и "претензии единичны", что = "пипл хавает".
Но давно - не значит, что хорошо. Как говорится - возраст, сам по себе - не гарант мудрости. Человек умный, любящий учиться - учится всю жизнь. А не учащийся, из молодого дурака - становится старым дураком, только и всего. Так и с продукцией, имеющей изначально недостатки, но всё производимой по какому-то, не меняющемуся принципиально, алгоритму. От того, что так делается десятилетиями - косяки не становятся "оптимумом, прошедшим проверку временем") 😀 😀 😀
Вы потребитель, закон на Вашей стороне, чего бы там не лепетал представитель в ветке. Сомневаюсь, что он претензионист. Если Вы купили не на заводе, тоже самое к продавцу. Претензия, предложение об урегулировании в досудебном порядке, суд , взыскание всех расходов и небольшая компенсация. Далее результаты на форум ганзы и всех делов. Слава ВАм, позор супостату + понижение кармы продавана и прямой убыток от антирекламы.
oldTorОт своих слов я не отказываюсь, но официального подтверждения не будет. Это как раз тот случай когда "многие знания - многие печали".Вы уже ранее ссылались на слова технологов, что карбид бора фракцией менее 5\3мкм. в связке не используется.
Вы свои слова подтверждаете, или отказываетесь от них?
Паразитная риска может быть либо от:
1) агломератов зерна в бруске
2) "грязной" фракции
2) включений сопоставимой твёрдости, но имеющих бОльший размер или разброс по размеру, в сторону выше, от заявленной фракции основного зерна.
Какой вариант, как "гипотезу" подтверждать, а какую опровергать - дело хозяйское. Про карбид бора крупнее фракцией, уже Вы сами фактически подтвердили в темах, посвящённых Вашей продукции. Но даже если откажетесь от своих слов - остаются другие варианты гипотез. Любые из них - критичны для определения любым вменяемым пользователем, качества абразива, которое определяется в первую очередь - однородностью работы абразива, минимальным разбросом зерна, отсутствием более крупных включений.
Технологи, ориентированные на создание абразивов для машинной обработки, весьма вероятно, просто не понимают, что включения и разброс зерна, допустимые при высокоскоростной машинной обработке, в промышленности, категорически не подходят для режимов работы вручную, особенно на тонких этапах обработки.
Вы на этом форуме, обратились к практикам, которые как раз эти режимы знают как следует. Так стоило бы прислушиваться, а то пока что все ответы на претензии выглядят "мы вам докажем, что ниже среднего - это хорошо". Доказывать, что ложка гуано не испортит банку мёда - бессмысленно.
У меня теорий немного больше, но главное то что нужно все проверить, а это не так просто.
Отчасти Вы правы - технологи люди консервативные, но это не значит что они глупые - просто они теоретики а не практики.
Я бы с удовольствием прислушался к практикам о которых Вы говорите, но пока я вижу только жалобы и претензии, а конструктивных предложений пока маловато.
Если я покажу технологам фото РК после работы, то это вряд ли как-то поможет им решить проблему "паразитных рисок", поэтому я и пытаюсь наладить контакт с сообществом.
SashaAnНа эти вопросы я Вам уже отвечал на другом форуме.так, значит, не единичный у меня случай и "пОразитная риска" - и на других абразивах вашего производства случается?
тогда почему вы не признаете, что это брак и отказываете в замене бруска на "нормальный"? пришлите мне качественный брусок, без "пОразитных рисок", а этот бракованный (за ваш счет) я отправлю вам...
также прошу заметить, что ваши слова, что поскольку карбид бора имеет более низкую твердость чем алмаз, и поэтому "пОразитные риски" случаются только на "дешевых нержавейках" - вообще ни в какие ворота не лезет... и подобные "отписки" на претензии пользователей - очень некрасиво выглядят...
oldTor
Только на нержавейках да ещё дешёвых?) Кто это писал, видимо не потрудился погуглить, как и в случае с оптикой, иначе знал бы, что карбидом бора, и более того, и карбидом кремния, обрабатывают и твердосплавы... Вот ведь идиоты - ведь эти абразивы имеют более низкую твёрдость)
да, так и написал:
author=vidbrusok.ru link=topic=74290.msg1417646#msg1417646 date=1474009313] Теоретически, карбид бора при работе с твердыми сплавами на абразивную способность бруска не влияет.
Но в силу того что ножевой рынок переполнен дешевой нержавейкой, мнение по этому вопросу пришлось пересмотреть.
также утверждается, что бруски все ровные, поскольку проверка качанием на стекле (стекло- притир веритасовский, ну который в комплекте с ванночкой и держалками камней)
author=vidbrusok.ru link=topic=74290.msg1418625#msg1418625 date=1474354610]Качать брусок на стекле это не нормально, зато характеризует Вас как отличного специалиста в обсуждаемом вопросе.
ну или вот так вот еще могут ответить: "Стекло фирмы Веритас не является измерительным прибором."
ну вот и как после таких слов общаться с представителями завода ))) они в какой-то параллельной реальности )))
SashaAnИ опять Вы слова мои перевираете.ну или вот так вот еще могут ответить: "Стекло фирмы Веритас не является измерительным прибором."
ну вот и как после таких слов общаться с представителями завода ))) они в какой-то параллельной реальности )))
Не надоело еще?
vidbrusok.ruАлександр, я сейчас выскажусь не в тему, но по теме Ваших слов.
И опять Вы слова мои перевираете.
Фирма Veritas выпускает в основном столярный инструмент, и приспособления для работы с деревом. На моей памяти, или то, что я знаю о столярном инструменте, они единственные у которых с плоскостностью стамесок, железок рубанков, подошв строгального инструмента, а также притиров и прочего с плоскость не просто идеально, а великолепно, и не только с плоскостью, а ещё и с чистотой поверхности! Именно поэтому я не сомневаюсь, что и со стеклом у них всё в порядке. Просто для примера, их чугунный притир выполнен с обработкой поверхности с точностью 0,025мм на 300 мм. длины и 105 мм. ширины.
Такая точность Вас устроит для проверки алмазных брусков на наличие "винта"?
На Ваши слова про стеклянный притир Veritas я ответил подробнее на "мастеровом".
yemzЯ не сомневаюсь в качестве продукции Veritas.
Александр, я сейчас выскажусь не в тему, но по теме Ваших слов.
Фирма Veritas выпускает в основном столярный инструмент, и приспособления для работы с деревом. На моей памяти, или то, что я знаю о столярном инструменте, они единственные у которых с плоскостностью стамесок, железок рубанков, подошв строгального инструмента, а также притиров и прочего с плоскость не просто идеально, а великолепно, и не только с плоскостью, а ещё и с чистотой поверхности! Именно поэтому я не сомневаюсь, что и со стеклом у них всё в порядке. Просто для примера, их чугунный притир выполнен с обработкой поверхности с точностью 0,025мм на 300 мм. длины и 105 мм. ширины.
Такая точность Вас устроит для проверки алмазных брусков на наличие "винта"?
На Ваши слова про стеклянный притир Veritas я ответил подробнее на "мастеровом".
Просто я хочу донести мысль стекло Veritas это притир, т.е. у него есть определенное назначение.
Зачем придумывать велосипед если есть лекальная линейка и щупы?
vidbrusok.ruЕсли Вы мне объясните как оперативно проверить винт с помощью лекальной линейки, то я буду очень признателен. Щупами эти погрешности можно только замерить. Вы читали мой ответ на "мастеровом"? Я думал что внятно объяснил зачем нужна поверочная плита.
Зачем придумывать велосипед если есть лекальная линейка и щупы?
Далее - просто не запускаете бруски.
Технология такая - что не возможно сделать сразу ровные, - это у всех брусков.А вот зернистость у мелких брусков - косяк, зависит от технологов.
Русский самурай
Ранее веневские бруски были вогнутные..или выпуклые. А сейчас еще и "винтообразные" попадаются.
а мне брусок 3/2 попался с жуткой "ямой" на одном конце, пришлось порядочно снять слоя, чтобы ее убрать
yemzЯ не говорю что нельзя, просто у нас народ такой - прочитает что можно и кинется измерять на первом попавшемся куске стекла.
Если Вы мне объясните как оперативно проверить винт с помощью лекальной линейки, то я буду очень признателен. Щупами эти погрешности можно только замерить. Вы читали мой ответ на "мастеровом"? Я думал что внятно объяснил зачем нужна поверочная плита.
Не у всех есть стекло от фирмы Веритас.
Кстати, допуск прямолинейности рабочей поверхности лекальной линейки ЛД-200 1,2-2,0 мкм.
vidbrusok.ru
Я не говорю что нельзя, просто у нас народ такой - прочитает что можно и кинется измерять на первом попавшемся куске стекла.
а первое попавшееся стекло - будет на порядок ровнее ваших брусков 😊)) это объективная реальность 😊 так как в вашем ТУ - заложена неплоскостность 0,35 мм на 200 мм бруска 😊 понятно, что вы теоритизируете и брусок ни разу сами к стеклу не прислоняли, - поэтому цифра эта для вас ничего не говорит... но вот если поищете госты на стекло, то увидите, что для стекла отклонение не более 0,1 мм на таком размере 😊 и, учитывайте, что такие точности выдерживаются на гигантских - по сравнению с вашими брусками - размерах 😛
vidbrusok.ru
Я не говорю что нельзя
а это кто писал? 😊))
"Качать брусок на стекле это не нормально"
author=vidbrusok.ru link=topic=74290.msg1418932#msg1418932 date=1474445867 Если честно, мне уже надоели специалисты проверяющие ровность абразива "на глазок" ("Я 100500 лет работаю где-то там!У меня глаз-алмаз!"), прикладывающие один брусок к другому ("так деды наши делали"), или прикладывающие брусок к стеклу - фирменному, самому лучшему, точному, лично выровненному (нужное подчеркнуть).
Единственный объективный способ проверить ровность, это воспользлваться лекальной (сделанной по ГОСТу) линейкой и щупами (то же по ГОСТу).
вы уж определитесь, - веритас фирменное стекло или нет? )
vidbrusok.ru
Я не говорю что нельзя, просто у нас народ такой - прочитает что можно и кинется измерять на первом попавшемся куске стекла.
а первое попавшееся стекло - будет на порядок ровнее ваших брусков 😊)) это объективная реальность 😊 так как в вашем ТУ - заложена неплоскостность 0,35 мм на 200 мм бруска 😊 понятно, что вы теоритизируете и брусок ни разу сами к стеклу не прислоняли, - поэтому цифра эта для вас ничего не говорит... но вот если поищете госты на стекло, то увидите, что для стекла отклонение не более 0,1 мм на таком размере 😊 и, учитывайте, что такие точности выдерживаются на гигантских - по сравнению с вашими брусками - размерах 😛
vidbrusok.ru
Я не говорю что нельзя
а это кто писал? 😊))
"Качать брусок на стекле это не нормально"
author=vidbrusok.ru link=topic=74290.msg1418932#msg1418932 date=1474445867 Если честно, мне уже надоели специалисты проверяющие ровность абразива "на глазок" ("Я 100500 лет работаю где-то там!У меня глаз-алмаз!"), прикладывающие один брусок к другому ("так деды наши делали"), или прикладывающие брусок к стеклу - фирменному, самому лучшему, точному, лично выровненному (нужное подчеркнуть).
Единственный объективный способ проверить ровность, это воспользлваться лекальной (сделанной по ГОСТу) линейкой и щупами (то же по ГОСТу).
вы уж определитесь, - веритас фирменное стекло или нет? )
так мы получим прямые ответы на вопросы или опять будут.... поиски оправданий?
а это кто писал? ))Я где я тут сказал что "что нельзя"?
quote:
"Качать брусок на стекле это не нормально"
Никто Вам не запрещает, но с точки зрения ОТК это не нормально.
quote:А где я тут про Веритас писал?
author=vidbrusok.ru link=topic=74290.msg1418932#msg1418932 date=1474445867 Если честно, мне уже надоели специалисты проверяющие ровность абразива "на глазок" ("Я 100500 лет работаю где-то там!У меня глаз-алмаз!"), прикладывающие один брусок к другому ("так деды наши делали"), или прикладывающие брусок к стеклу - фирменному, самому лучшему, точному, лично выровненному (нужное подчеркнуть).
Единственный объективный способ проверить ровность, это воспользлваться лекальной (сделанной по ГОСТу) линейкой и щупами (то же по ГОСТу).
вы уж определитесь, - веритас фирменное стекло или нет? )
Это абзац вообще чистая ирония если Вы не заметили.
vidbrusok.ruНа чём попало конечно проверять нельзя, но если берётся притир на котором в последствии должен будет взбадриваться алмазный брусок, то нужно быть уверенным в том, что он ровный. Иначе, и так небольшой алмазный слой уйдёт в канализацию.
Я не говорю что нельзя, просто у нас народ такой - прочитает что можно и кинется измерять на первом попавшемся куске стекла.
Не у всех есть стекло от фирмы Веритас.
vidbrusok.ruЯ это знаю, и эти значения для класса точности 0 и I, но при проверки лекальных линеек используется и поверочная плита как приспособление.Кстати, допуск прямолинейности рабочей поверхности лекальной линейки ЛД-200 1,2-2,0 мкм.
На вашем стенде ...

.... плита на которую помещается брусок для проверки, должна соответствовать тому классу точности о котором Вы говорите. Чего проще, прежде чем опускать лекальную линейку на алмазный слой для проверки прямолинейности, слачала проверить плоскость на качение и наличие винта.
И, да - так не померять толком "пропеллер" на бруске.
Кто-нибудь проверял на производстве, бруски присланные по претензии пользователей на плоскостность, под весом только лишь самого бруска? И не только без веса более самой линейки, и не только вдоль, но и наискось, и по узким сторонам, как это делается обычным образом?
vidbrusok.ru
А где я тут про Веритас писал?
про веритас написал я .... а вы ответили именно этой тирадой .... пока вас не поправили - вы так и утверждали, что на стекле - любом стекле - проверять нельзя 😊
так можно на стекле веритас проверять или нельзя? )))) если я купил у вас брусок и он одной стороной качается на стекле (фирменном стекле... второй стороной - не качается, кстати 😊) - это брак?
и то что Карбид Бора судя по вашим словам:
"КБ по своим абразивным способностям уступает алмазу, а в алмазном бруске работать должен именно алмаз - вот и все мое утверждение."
тоже ирония, да? )))
судя по вашим словам:
КБ по своим абразивным способностям уступает алмазу, а в алмазном бруске работать должен именно алмаз - вот и все мое утверждение.
Хорошо, пусть даже карбид бора и можно использовать в брусках, но тогда поясните, какие целевые материалы для работы по ним вашими брусками? Насколько я знаю, карбид бора достаточно твердый, чтоб царапать карбид кремния, которым все выравнивают свои точильные камни. Для использования ваших алмазных брусков как алмазных без оглядки на содержащийся карбид бора, нужно точить материалы значительно тверже карбида бора, но мягче алмаза. На свете таких материалов довольно мало и я ни разу не слышал о ножах из них. Бланки для апексов, похоже тоже выпускаются именно для изделий из этих материалов.
Прошу вас поставить простую точку в вопросе с тонкими брусками вашего завода, для каких материалов предназначена ваша продукция. Так же прошу разъяснить, возможно мы не понимаем технологии использования и используем ваши бруски в точилках апекс на недостаточных скоростях резания или нагрузках, при которых включения карбида бора будет разрушаться и перестанет влиять на результат. Возможно мы упускаем другие элементы в технологии и вы просвятите нас о необходимых сож, которые позволят растворять карбид бора во время работы на точилке при заточке ножей дома на кухне...
Прошу вас коротко и ясно пояснить как нужно использовать ваши изделия, в том числе всех размеров, как настольные, так и апексные.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
прежде чем опускать лекальную линейку на алмазный слой для проверки прямолинейности, слачала проверить плоскость на качение и наличие винта.Допускаю что так оно и проверяется.
Если брусок который кладется на плиту, будет качаться, нормально промерять отклонения будет невозможно.
Повторю ранее уже звучавший вопрос - с какой силой прижимается лекальная линейка на этом стенде к бруску? Не может ли она "выпрямлять" кривой брусок под нагрузкой?Разве я не отвечал на этот вопрос?
Линейка прижимается без давления - под собственным весом.
Веса линейки не достаточно для того чтобы "выпрямить" брусок.
если я купил у вас брусок и он одной стороной качается на стекле (фирменном стекле... второй стороной - не качается, кстати ) - это брак?Что брак, а что не брак, решать будет ОТК в процессе экспертизы.
На сколько я знаю, стекла Веритас у них нет.
Прошу вас коротко и ясно пояснить как нужно использовать ваши изделия, в том числе всех размеров, как настольные, так и апексные.Боюсь что сообщить Вам что-то новое, чего Вы уже не знаете, я не смогу.
vidbrusok.ru
Боюсь что сообщить Вам что-то новое, чего Вы уже не знаете, я не смогу.
Другими словами мы правильно пытаемся использовать бруски, но они не способны работать в заявленном режиме. Если быть точнее, то тонкие бруски не способны оставлять риски сопоставимые по размеру алмазного абразива.
Спасибо за разъяснение. Прошу вас донести до ответственных лиц, что выпускаемая продукция не соответствует ни назначению ни заявленным характеристикам.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
Евгений_Ея думаю, что ответственные лица и технологи хорошо про это знают. Мне были переданы слова завода: ребята, это наша серийка, она работает так, как работает, что вы от нас хотите? Другой серийки на данный момент у нас нет
Прошу вас донести до ответственных лиц, что выпускаемая продукция не соответствует ни назначению ни заявленным характеристикам
Прошу вас донести до ответственных лиц, что выпускаемая продукция не соответствует ни назначению ни заявленным характеристикам.
я думаю, что ответственные лица и технологи хорошо про это знают. Мне были переданы слова завода: ребята, это наша серийка, она работает так, как работает, что вы от нас хотите? Другой серийки на данный момент у нас нет
По сути все верно - ответственные лица в курсе проблемы и заняты ее решением.
Другой продукции, за исключением опытных образцов, Веневский завод пока предложить не может.
vidbrusok.ru
По сути все верно - ответственные лица в курсе проблемы и заняты ее решением.
Другой продукции, за исключением опытных образцов, Веневский завод пока предложить не может.
Огромное спасибо!
Наконец можно закончить бессмысленную дискуссию и поставить точку.
Будем надеяться на скорейшее разрешение проблемы и выпуск обновленной и качественной продукции!
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
Наконец можно закончить бессмысленную дискуссию и поставить точку.Что-то я сомневаюсь что дискуссия на этом закончится)
По большому счету мне без разницы прошли они ваше ОТК или нет, но то что перепутаны значения я уверен. Далее. Бруски 160\125 в 50% конц из двух брусков имеющихся у меня затачивают по разному - один агрессивно снимает металл, другой практически не берет.
Один из трех брусков 50\40 имеет какие то включения, которые невозможно исправить даже новой выводкой на стекле с КК.
Мое мнение - русская рулетка, повезет\не повезет. Вот и приходится набирать камней что бы хоть что то выбрать.
vidbrusok.ruЗря! Вы не отвечаете на заданные вопросы,ссылаясь на технологов,ГОСТы, комерческую тайну и тд. И каков смысл продолжения дискуссии?
Что-то я сомневаюсь что дискуссия на этом закончится)
Пал/БорНу, вот. Тринадцать страниц смысл был, а теперь - нет... А я вот взял брусок 1/0, и, вы не поверите(!), он точит грубее, чем 14/10 от того же производителя! Безобразие! Куда смотрят партия и правительство! ...! ... ... . .....!
Вы не отвечаете на заданные вопросы,ссылаясь на технологов,ГОСТы, комерческую тайну и тд. И каков смысл продолжения дискуссии?
skvaterУ меня теперь 3/2 работает тоньше. 20/14, 3/2 серого цвета, это теперь рабочие камни. Между ними не хватает 7/5. Пока с 1/0, 7/5 (оба с медью), я не справился. После того как с 3/2 я снёс всё что выступает, и притёр на ал пасте 20/14:
мой 20/14 работал тоньше, чем 3/2

Skif 77Попробуйте притереть на порошке 28мкр КК - Я от более мелких порошков КК отказался. На финише я тряпкой удаляю часть суспензии, и не досыпая порошка нового продолжаю ровнять - порошок дробиться, становиться мельче, снова удаляю лишнюю суспензию с частью порошка. Брусок ополаскиваю периодически, вытираю ветошью(что бы вода лишняя не попадала на стекло) - и в конце практически довожу на собственной суспензии бруска(только мелкие бруски от 20мкр и меньше). Воды на стекле столько - что бы брусок сильно не "присасывало" к стеклу. У Вас явно видно грубые царапки от алмазной пасты. Стекло у меня шершавое 6мм - давно на нем ровняю, и 1мкр на нем - можно даже освежать без порошка, если он не кривой.Поверхность брусков мелких - на глаз отличить практически нельзя - всё гладко.Если 3мк работает тоньше 1мкр - просто возьмите маркер и на торце поменяйте стрелками маркировку. Иногда по ощущения 1 микрон работает грубее - но надо смотреть на фаску в микроскоп - на самом ли деле риски от 1мкр грубее. Бруски должны быть перед этим выровнены и ими желательно немного поточить или потереть о плоскость одноразового лезвия от канц/ножа. имхо.
После того как с 3/2 я снёс всё что выступает, и притёр на ал пасте 20/14:
A.V.X.1960Вы мои мысли читаете. Когда я читал, то что вы написали, я уже притёр на шершавом стекле, с порошком КК F320, ал 7/5 и попробовал заточить на брусках 20/14-7/5-3/2.
Попробуйте притереть на порошке 28мкр КК


vidbrusok.ruПо сути все верно - ответственные лица в курсе проблемы и заняты ее решением.
то есть, вы наконец-то признали, что есть "проблема"?
и когда будет произведена замена на нормальные, непроблемные бруски?
то есть, вы наконец-то признали, что есть "проблема"?и когда будет произведена замена на нормальные, непроблемные бруски?
Я вам уже отвечал на эти вопросы - повторяться не буду.
Если для вас офтоп это 1-0 точит грубее 20-14 то извините!
vidbrusok.ruВы бы лучше написали с какого обозримого года ваши "тонкие" бруски перестанут быть "толстыми",а базу перестанет заворачивать пропеллером. Обещать не значит жениться,но от вас бы отстали и ждали надеясь.
Я вам уже отвечал на эти вопросы - повторяться не буду.
Вы поймите я не "скандала" ради,а "за Державу Обидно"для!
Не далее как вчера,у меня человек спросил - что взять на доводку "тонкий" алмаз или сланец. Я надеюсь вы понимаете ЧТО я ему посоветовал.
Извиняю. Просто ТС усомнился на счёт того, что дискуссия закончится, Вы обосновали своё мнение, что закончится, я, не имея на данный момент тонких алмазов, в оффтопе поддразнил этот на редкость бесполезный 14-страничный э-э-э... как бы это назвать? И в результате оно продолжается, несмотря на Ваши аргументы. В сущности, этот пост - тоже оффтоп, за что мои извинения, но я просто отвечал.
Всё ровно.
Моё мнение - ТС получил задание от руководства выяснить причину возросших рекламаций или падения спроса. Форум довольно подробно рассказал и показал.И теперь ТСу надо выйти,не "потеряв лицо". Что то изменить в делах завода он не в силах. А завод,как любая отечественная система, очень инерционнен. Мне не жаль потраченных на тонкий брусок денег, опыт бесценен, но и получить ожидаемое я не могу.
Наверное этот пост тоже можно назвать каким либо матерным словом на нерусском языке,но я не современен. Это просто мысли буквами.
А если я не прав, то ТС меня в ближайшее же время с гневом опровергнет.
У меня остается единственный вопрос к ТС и заводу. Будут ли производится эльборовые бруски? С удовольствием бы попробовал, но насколько я понимаю, кроме полтавского завода их никто не выпускает на просторах СНГ? За державу таки обидно.
sermmtгрубые веневцы еще хорошо подходят для снятия фасок и скругления острых граней на стеклах
я стал их использовать по единственно пригодному после тестов назначению - для выравнивания водных камней, плюс иногда для сравнения.
И следующие 100500 страниц жалоб, компиляцию из которых я привёл под спойлером, ровным счётом никак не повлияют на ситуацию. От слова "совсем".Все верно, повторение одного и того же решение проблемы никак не ускорит.
Если Вы конечно не хотите получить "сырой" продукт...
Будут ли производится эльборовые бруски? С удовольствием бы попробовал, но насколько я понимаю, кроме полтавского завода их никто не выпускает на просторах СНГ? За державу таки обидно.В России эльбор никто не синтезирует.
Веневские алмазы потому такие и доступные - алмаз синтезируют на собственном производстве.
Завод может сделать бруски и из эльбора, но это будет ощутимо дороже.
Так же хочу заметить - преимущества эльбора перед алмазом сильно преувеличено.
skvater😊 работать по стеклу необходимости не возникало, так что в этом опыта нет. Насчет фасок вопрос сложный, так как потом можно и не избавиться от особо сильных царапин.
грубые веневцы еще хорошо подходят для снятия фасок и скругления острых граней на стеклах
vidbrusok.ruЭльбор интересует как более однородный материал с лучшими показателями при нагревании. Надеюсь, что по сравнению с алмазами он даст более прогнозируемый результат и не будет глубоких царапин, которые потом не всегда убираются.
В России эльбор никто не синтезирует.
Веневские алмазы потому такие и доступные - алмаз синтезируют на собственном производстве.
Завод может сделать бруски и из эльбора, но это будет ощутимо дороже.
Так же хочу заметить - преимущества эльбора перед алмазом сильно преувеличено.
Очень жаль, что эльбор у нас не синтезируется. Потому и и спрашивал про планы завод. Не пора ли начать? Спрос есть?
Не пора ли начать? Спрос есть?Пока не планируется.
sermmt
Эльбор интересует как более однородный материал с лучшими показателями при нагревании. Надеюсь, что по сравнению с алмазами он даст более прогнозируемый результат и не будет глубоких царапин, которые потом не всегда убираются.
откуда Вы это взяли?
( про однородный материал и что не будет глубоких царапин )
В России эльбор никто не синтезирует.
Синтезируют, в т.ч. субмикронные. Но в некоммерческих объемах, и стоимость весьма немаленькая выходит.
Эльбор интересует как более однородный материал с лучшими показателями при нагревании.
Показателями чего?
sermmtА не пробовали почитать другие темы, где люди применяют эти бруски не для выравнивания водных камней(попробуйте водные камни на стекле ровнять с порошком КК - однозначно лучше веневских) - а по назначению, и где бруски нормально работают? Может в Ваши тесты ошибка вкралась, что то неправильно сделали, и Ваши выводы ошибочны?
Да простит меня ТС, но после ряда попыток работать с брусками разной зернистости и размера (от большого до формата апекса)я стал их использовать по единственно пригодному после тестов назначению - для выравнивания водных камней, плюс иногда для сравнения.
Почему мне не попадаются бруски с такими вещами ужасными?(я подержал в руках достаточно много веневских брусков - и сейчас - "у меня их есть") Есть такое, что брусок 1мкр - новодел, работает чуть грубее старого бруска 1мкр. Но вот брусок с безабразивной связкой 3/0,5мкр - работает очень тонко, и главное он - работает - поверхность бруска быстро покрывается металлом, а фаска принимает зеркальный вид.И это на сталях за 58-60 ед, высоколегированных.
ТС,
Может сделать надо заводу брусок доводочный с безабразивной связкой с алмазом 7мкр/20мкр? Лично для меня 3мкр/0,5мкр - слишком тонкие для ножа, хотя - кому как.
Характер работы бруска с этой связкой - совсем другой, один в один как у природника, только работает быстрей на много, особенно на твердых сталях.
брусок доводочный с безабразивной связкой с алмазом 7мкр/20мкр
20 микрон доводочный? скорее уж заточной.
Характер работы бруска с этой связкой - совсем другой, один в один как у природника
У какого именно природного камня? Они все разные.
Nikolay_KПро однородность ничего не скажу, а про царапины - да. Специально за свой счёт сравнивал полтавский эльбор на органической (очень похожей на веневскую) связке с веневским алмазом на одном и том же размере зерна 28/20 (более тонкими суперабразивами не пользуюсь). Эльбор действительно даёт менее глубокую и более аккуратную на вид риску. Паразитных царапин меньше, а те что есть также менее вандальные.
откуда Вы это взяли?( про однородный материал и что не будет глубоких царапин )
Синтезируют, в т.ч. субмикронные. Но в некоммерческих объемах, и стоимость весьма немаленькая выходит.Я имел введу в промышленных масштабах.
полтавский эльбор на органической (очень похожей на веневскую) связкеОпа, впервые слышу про Полтавские алмазы на органике.
Всегда думал что они принципиально только на металлике делают.
Если это правда, то ни о какой монополии на алмазы на органике, со стороны Веневского завода (в которой неоднократно Венев уже обвиняли), быть не может.
Nikolay_KВстречал мнение на просторах интернета. Понимаю, что у продажников своя правда, но
откуда Вы это взяли?
( про однородный материал и что не будет глубоких царапин )
http://www.rusdarts.ru/elborovye_bruski.php
http://www.ru-chef.ru/product/...k-dlya-edge-pro
Потому и написал, что хочется попробовать.
Pengozoidhttp://www.abrasive.ru/lib/list/elbor/
Показателями чего?
"Стойкость к окислению при нагревании до 1400-1500 оС вдвое превышает указанный показатель для алмаза"
Больше всего меня заинтересовало - "Использование шлифовальных кругов из эльбора по сравнению с алмазными способствует значительному повышению производительности, точности и качества обработанных поверхностей деталей на разных операциях шлифования"
A.V.X.1960Я давно читаю этот форум несмотря на недавнюю регистрацию 😊 Я не претендую на абсолютную истину и выразил только свое мнение. После тестирования меня сильно не порадовали царапины под микроскопом, которые даже водники потом не всегда убирали. Зато выравнивать камни понравилось, несмотря на наличие камня для выравнивания. К тому же я написал, что оставил его так же для последующего сравнения, а значит от дальнейшего тестирования не отказался. По моим ощущениям от работы камень Suehiro 240 грит по скорости съема, мягкости и результату веневский брусок превзошел.
А не пробовали почитать другие темы, где люди применяют эти бруски не для выравнивания водных камней(попробуйте водные камни на стекле ровнять с порошком КК - однозначно лучше веневских) - а по назначению, и где бруски нормально работают? Может в Ваши тесты ошибка вкралась, что то неправильно сделали, и Ваши выводы ошибочны?
Почему мне не попадаются бруски с такими вещами ужасными?(я подержал в руках достаточно много веневских брусков - и сейчас - "у меня их есть") Есть такое, что брусок 1мкр - новодел, работает чуть грубее старого бруска 1мкр. Но вот брусок с безабразивной связкой 3/0,5мкр - работает очень тонко, и главное он - работает - поверхность бруска быстро покрывается металлом, а фаска принимает зеркальный вид.И это на сталях за 58-60 ед, высоколегированных.
ТС,
Может сделать надо заводу брусок доводочный с безабразивной связкой с алмазом 7мкр/20мкр? Лично для меня 3мкр/0,5мкр - слишком тонкие для ножа, хотя - кому как.
Характер работы бруска с этой связкой - совсем другой, один в один как у природника, только работает быстрей на много, особенно на твердых сталях.
sermmtКакой веневский брусок?На какой стали?Какая задача была? Сколько снимали металла и какая форма поверхности стала у синтетики? Сколько времени надо ,что бы потом выровнять эту синтетику?
По моим ощущениям от работы камень Suehiro 220 грит по скорости съема, мягкости и результату веневский брусок превзошел.
Попробуйте в начале заточки применять алмазную пластину с гальваническим нанесением алмазов для обдирки и формирования подводов - далее веневскими. Надо всего по 5-10 движений на сторону каждым бруском - это если точить по всей плоскости подводов. Если после 50мкр. увеличить угол - сразу можете проходить 1\3мкр.Всё режется и всё прекрасно точиться-доводиться.Если надо бриться - то еще кожа.
"После тестирования меня сильно не порадовали царапины под микроскопом, которые даже водники потом не всегда убирали."
Вы верите в чудеса? Водниками обдирку можно делать, а у Вас водники царапины не могут убрать. Не повторяйте чушь, которую где то прочитали. Здесь на форуме - не дети.
20 микрон доводочный? скорее уж заточной.
quote:
Характер работы бруска с этой связкой - совсем другой, один в один как у природника
У какого именно природного камня? Они все разные.
Не пробовал 20 микрон с безабразивной связкой.Хочу попробовать 20мкр/7мкр с неорганической связкой. Венев 3 мкр с неорганической(безобразивной) связкой работает тоньше чем 1мкр с органической.Я думаю - что 20мкр\7мкр - это уже доводочные бруски будут.
На счет что считать доводочным бруском - если я делаю финиш на каком то бруске - то его, условно и считаю доводочным. То есть довел кромку до нужного мне состояния. Например - кухня - 20мкр - алмазы - нормально нож режет мягкие продукты.
Сравнивал с природниками - байкалит от Лукаса, яшма, сланцы от Гусева - брусок работает тоньше и быстрей. После всех брусков - нож легко бреет, но визуально - алмаз работает тоньше. Трудно объяснить - купите такой брусок - попробуйте, стоит не дорого - 2тр - две зернистости, размер 200х35х10 - если интересно.Дешевле природника на много, с учетом размера и двух сторон.
A.V.X.1960http://www.rusdarts.ru/almazny...2&c=12&in=1&p=1
Какой веневский брусок?На какой стали?Какая задача была? Сколько снимали металла и какая форма поверхности стала у синтетики? Сколько времени надо ,что бы потом выровнять эту синтетику?
Брал на этом сайте, потому его же и привел.
Работал по нескольким ножам в качестве тренинга. Один 65Г, перетачивал серьезно - делал спуски от обуха (просто ради интереса). Пробовал на "дамаске", Х12МФ и VG-10 (последнее до сих пор считаю глупостью, благо нож не такой дорогой. Жена по кости им прошлась как топориком и я решил сэкономить время).
Времени не так много если иметь камень для выравнивания и не запускать рабочие камни. 240 суехиро не так уж и пострадал, больше износ был у 400 камня.
Попробуйте в начале заточки применять алмазную пластину с гальваническим нанесением алмазов для обдирки и формирования подводов - далее веневскими. Надо всего по 5-10 движений на сторону каждым бруском - это если точить по всей плоскости подводов. Если после 50мкр. увеличить угол - сразу можете проходить 1\3мкр.Всё режется и всё прекрасно точиться-доводиться.Если надо бриться - то еще кожа.
Я выражал свое мнение, не более. Если вам больше подходят алмазы, то у меня рука тянется к водникам. Алмазную пасту использую для полировки лезвия, по РК нет.
"После тестирования меня сильно не порадовали царапины под микроскопом, которые даже водники потом не всегда убирали."
Вы верите в чудеса? Водниками обдирку можно делать, а у Вас водники царапины не могут убрать. Не повторяйте чушь, которую где то прочитали. Здесь на форуме - не дети.
Вы всегда делаете выводы вместо того, чтобы спросить что именно имелось ввиду? Я брал веневский брусок для того чтобы 1) Попробовать, потестировать 2) Иметь возможность быстрого съема металла при необходимости 3) Отчасти уберечь водные камни от ненужного износа
Следовательно сначала обдирка на алмазном бруске, потом 400, 1000 и в некоторых случаях 3000 и даже 8000. Так вот после алмаза некоторые царапины оставались после камня на 400. Я понимаю, что можно поработать и дольше, но тогда смысл веневского - изначально на воднике будет проще?
Если я пишу про личный опыт, значит это личный опыт. В иных случаях так и говорю. Резкие и немного хамоваты суждения вида - "Не повторяйте чушь, которую где то прочитали. Здесь на форуме - не дети" как раз характерны больше для детей. Если непонятно что-то написал - спросите, уточню. Если неправ, укажите по фактам.
sermmtИзвените - грубо. Но это(про незатачиваемые риски) постоянно повторяется. Почему у меня не бывает "незатачиваемых" рисок? Что я делаю не правильно? У меня риски затачиваются после совсем грубого абразива(и не только у меня) - например после грубой обдирки пластиной или после наждачного точила. Как могут не затачиваться риски от мелкого(относительно) бруска лично мне понятно. То же раньше было такое, когда смотрел в микроскоп, и хотел сделать "идеально гладкие-зеркальные" подводы. Нашел причину - это руки и голова. Сейчас не смотрю в микроскоп на нож. Так как понял - если не видно царапин глазом - то и хорошо - нож бреет и режет.
"Не повторяйте чушь, которую где то прочитали. Здесь на форуме - не дети" как раз характерны больше для детей. Если непонятно что-то написал - спросите, уточню. Если неправ, укажите по фактам.
Вот факт - у Вас водный камень не затачивает царапины.
Как заточить - протачивайте всю плоскость кромки ножа, Вам надо снимать металл не там где царапины, а там где их нет, когда снимите - начнут затачиваться царапины - они не затачиваются, потому что до них поверхность бруска не достает, они в ямке, которую вы сделали предыдущим абразивом.Не надо делать новые ямы - брусок должен быть ровным.
А проще - заполируйте кожей с пастой, и сделайте микроподводик, и не смотрите в микроскоп с большим увеличением - нож будет резать нормально и красиво смотреться. Все равно он затупиться от работы(да если еще жена -по костям!) и его снова надо будет точить-доводить. Посмотрите на лезвие одноразового станка в микроскоп - там плевать производители хотели на риски - бреет, выполняет свою функцию и назначение , и нормально.
Извините, еще раз ,если грубо написал.
A.V.X.1960А о чем вообще речь - можно пояснить ?
брусок доводочный с безабразивной связкой с алмазом
A.V.X.1960Немного грубовато, но я не в обиде, бывает. Так же примите извинения за резкий ответ.
Извените - грубо. Но это постоянно повторяется. Почему у меня не бывает "незатачиваемых" рисок? Что я делаю не правильно? У меня риски затачиваются после совсем грубого абразива(и не только у меня) - например после грубой обдирки пластиной или после наждачного точила. Как могут не затачиваться риски от мелкого(относительно) бруска лично мне понятно. То же раньше было такое, когда смотрел в микроскоп, и хотел сделать "идеально гладкие-зеркальные" подводы. Нашел причину - это руки и голова. Сейчас не смотрю в микроскоп на нож. Так как понял - если не видно царапин глазом - то и хорошо - нож бреет и режет.
Вот факт - у Вас водный камень не затачивает царапины.
Как заточить - протачивайте всю плоскость кромки ножа, Вам надо снимать металл не там где царапины, а там где их нет, когда снимите - начнут затачиваться царапины - они не затачиваются, потому что до них поверхность бруска не достает, они в ямке, которую вы сделали предыдущим абразивом.Не надо делать новые ямы - брусок должен быть ровным.
А проще - заполируйте кожей с пастой, и сделайте микроподводик, и не смотрите в микроскоп с большим увеличением - нож будет резать нормально и красиво смотреться. Все равно он затупиться от работы и его снова надо будет точить-доводить. Посмотрите на лезвие одноразового станка в микроскоп - там плевать производители хотели на риски - бреет, выполняет свою функцию и назначение , и нормально.
Извините, еще раз ,если губо написал.
Я понял вашу позицию и ничего не имею против алмазов. Увы, но мой опыт ограничивается веневскими, о чем и написал. Ида, рука все равно больше тянется к водникам, несмотря на постоянные правки и износ. Значит потестирую еще раз алмазный брусок, возможно решение было поспешным и сейчас опыт изменится. Кто знает, тогда я только начинал всерьез этим заниматься, может давил по неопытности (камень на 400 у меня здорово стесан, так же по этой причине) и в этом была причина.
Почему мне не попадаются бруски с такими вещами ужасными?(я подержал в руках достаточно много веневских брусков - и сейчас - "у меня их есть")Вам прислать такой брусок 1/0-3/2 ? Расскажите как на нем получить зеркальную поверхность)) Я вот 4 бруска попробовал и все оказались мусором , Вы видимо счастливчик такой , что у Вас все бруски как на подбор.))
Дешевле природника на много, с учетом размера и двух сторон.А вот это миф. Не дешевле ,а дороже. Я могу взять байкалит для Апекса вообще за смешные деньги , Арканзас в пределах 3 тыс. руб. Срок службы у этих камней - вечность. Веневский же брусок , при частых заточках и двух лет не протянет.
Да до лампочки с какого числа на заводе улучшиться качество. На сайте пусть информацию исправят и не вводят покупателей в заблуждение. Пишут ,что брусок 1/0 -3/2 - полировка , получение зеркальной поверхности. Покупатель ведется и получает за свои деньги напильник.)) Потом, ему на ганзе разъясняют, что завод в курсе существующей проблемы , но деньги , дорогой и уважаемый , мы тебе не вернем.)))
Вы бы лучше написали с какого обозримого года ваши "тонкие" бруски перестанут быть "толстыми",а базу перестанет заворачивать пропеллером. Обещать не значит жениться,но от вас бы отстали и ждали надеясь.
Вы поймите я не "скандала" ради,а "за Державу Обидно"для!
СТАРЫЙ ПРАПОР
фулеритовых брусков,
A.V.X.1960Что за бруски? Где увидеть-почитать?
брусок доводочный с безабразивной связкой с алмазом 7мкр/20мкр
Gukepshev
Вы видимо счастливчик такой , что у Вас все бруски как на подбор.))
GukepshevПервое - я же писал здесь, и видео выкладывал - что у меня бруски 3\1мкр - разные есть. Новодел - совсем другой, но нож точиться до легкого бритья, и разницы в длительности реза - не заметил, тем более - нож(по крайней мере у меня дома и на охоте) - тупиться в основном резко и сразу - у жены после форфоровой тарелки и сковородки, а у меня на охоте после "по костям и песку" -Стали нержавейки и угол достаточно маленький.Если ножом с таким углом и сталью нормально работать - то достаточно долго держиться заточка.Охот нож правлю(если замины не сделал) на бланке с наждачкой 400-800гр + пару раз по коже.На пару сезонов хватает.
Срок службы у этих камней - вечность. Веневский же брусок , при частых заточках и двух лет не протянет.
второе:
Это не миф.Доводочные бруски от 20 до 1 мкр - вечные, потому что ими не точат, а доводят, так же как природниками - снимают очень мало металла, да и нагрузка делиться на 4 зернистости.
Я переточил ножей за 4 года - очень много, и раньше, по началу, веневскими не только точил, но полировал по всей плоскости широких подводов, но износа большого не заметил - это с учетом того, что раньше бруски были очень кривые, и иногда половина слоя уходила при первичном выравнивании.За три тысячи р. - шесть зернистостей,большого размера, + не надо покупать еще кучу разных камней - один докупить природник - если нравиться - всё! Если начать точить(именно точить, а не доводить подготовленную поверхность) - то природник сточиться быстрей, при том же объеме снятого металла - против физики(химии?) - не попрешь.
Ну про цену - Вы не правильно посчитали - брусок двухсторонний, и размер не апексный. Представьте сколько будет стоить полноразмер природного камня, и сколько будет стоить двухсторонний в размере апекса, если его сразу выпускать на заводе, а не покупать пиленный через вторые руки.
Природник - один, и это финишник, а заточка ножа - это далеко не один финиш.А если взять заводские апексные бруски венев - там слой такой - что правнукам хватит, даже если миллиметр при первичном выравнивании сточите.
Про риски и микроскоп - я уже писать устал. Купите за три тр. какой нибудь эл.инструмент - очень помогает при грубой работе и при самой тонкой - полировке, если много точите - доработать немного надо агрегат. У меня самодельное точило с 6 скоростями - очень помогает и ускоряет процесс заточки, полировки, но мне и ножи приносят иногда такие - что это уже не совсем заточка, и без точила - не обойтись.Бруски очень мало снимают металла если ими делать ту работу, для которой они рассчитаны, и поэтому практически не снашиваются.Снашивается - первый грубый брусок, по крайней мере - у меня.Для тех, кто зарабатывае деньги заточкой - цена вообще значения не имеет, хотя для любителей заточки - судя по ценам на отдельные камни природные - влияет еще меньше!
Про везение - да - я маху дал - у меня было 10 комплектов веневских брусков, в этой партии (первой) - 1\3мкр - буквально полировали кромку, надо было продавать их отдельно и по эксклюзивной цене фанатам и перфекционистам! Шутка! 😀
aptekar113Вот фото. Это сторона 3мкр, 100% алмазов, цвет на самом деле - более зеленый, вторая сторона - 0,5мкр - более темного цвета. Брусок помыл перед съемкой водой. В углу(более темный цвет) - не выровненная до конца плоскость, а в середине - следы от не высохшей воды.Рядом "классический" брусок
брусок доводочный с безабразивной связкой с алмазом
А о чем вообще речь - можно пояснить ?


Просто нигде на сайте Веневского завода я не увидел о их производстве и продаже ?
Я бы тоже не отказался от такого бруска в формате 20-14/7-5
Может собрать желающих и заказать хотя бы минимальную партию ?
Про везение - да - я маху дал - у меня было 10 комплектов веневских брусков, в этой партии (первой) - 1\3мкр - буквально полировали кромку, надо было продавать их отдельно и по эксклюзивной цене фанатам и перфекционистам! Шутка!Шутки шутками ,а продать с наценкой такой брусок - не грех. Лучше купить проверенный брусок , чем как в моем случае , купить и выкинуть.))
Брусков произведенных по новой технологии не пробовал , но первые отзывы о них , были совсем не радужные. Если завод наладил контроль качества у новых брусков и , как в вашем случае , попадание десять из 10-ти , то это радостная весть. Только учтите , если это не так и зимним холодным вечером , Вы вдруг начнете неистово икать, знайте - это Вас вспоминают те , кто Вам поверил и заказал вновь брусок 1/0-3/2 и вновь получил напильник)) Будем надеяться, что этого снова не случится))
Ну саму суть по данному бруску я из обсуждения понялА Вы и не увидите.
Просто нигде на сайте Веневского завода я не увидел о их производстве и продаже ?
Это экспериментальные образцы - в серию они пока не пойдут.
Нужно сначала их капитально протестировать и наладить технологию, но на это нужно много времени.
A.V.X.1960Александр, на модифицированной связке планируются бруски только для полировки, т.е зернистостью 5/3, 3/2, 2/1, 1/0, 0,5/0 мкм.
Не пробовал 20 микрон с безабразивной связкой.
Более крупное зерно не планируется.
GukepshevМне бруски делали под заказ - готовых, такого размера, количества и нужной мне зернистости не было, их вело-гнуло.Я сам их пилил с 87мм на 24мм.
Если завод наладил контроль качества у новых брусков и , как в вашем случае , попадание десять из 10-ти , то это радостная весть.
Новые сейчас - с двух сторон - выпуклые, их не ведет, почему то. Может здесь собака зарыта? Что бы понять разницу - надо иметь разные бруски и сравнивать их лицом к лицу на одном ноже сразу. Я раньше не сравнивал - как то в голову не приходило, так как давно в микроскоп не гляжу и при заточке пользовался брусками из одного комплекта и одного размера.Вариант, что перепутали маркировку - тоже нельзя исключать - кому то, возможно достаются бруски 20\7 - а на самом деле это 1\3мкр. Скорее всего - чел\фактор - что то смешали не то. У меня 3\05мкр - нормально работает, а другого человека - плохо - смотрел на ютюбе.
vidbrusok.ruА что, есть какие то ограничения технологические , что нельзя замешать на этой связке более крупное зерно? Просто 3/2мкр и 5/3 микрон при такой технологии - разницы существенной, как мне кажется, - не будет.Ведь бруски оставляют риски намного меньше своего размера(диаметра), царапают вершинками, и алмаз 5мкр оставит примерно такую же риску как 1 мкр.Во всяком случае - в китайский микроскоп я не мог отличить риски 3\2мкр от 0,5 разница в 6 раз)- только по ощущениям, и то специально на этом концентрировался.
Александр, на модифицированной связке планируются бруски только для полировки, т.е зернистостью 5/3, 3/2, 2/1, 1/0, 0,5/0 мкм.
Более крупное зерно не планируется.
Планируется ли выпускать эти бруски двухсторонние размером 150х25х10?
Или 200х78х10 - что бы попилить можно было на узкие для точилок?
Не мое дело, но мне кажется - шаг маленький в ряду.3\2 и 0,5м - в шесть раз, и то разницу трудно отличить.Хотя больший ассортимент - лучше для покупателя да и потом , когда поточат - понятно будет: что будут покупать, то и надо выпускать.
Почему я хочу 20\7мкр - мне ,кажется, он будет точить как 1мкр/3мкр, или да же чуть тоньше тех брусков , что на старой связке.Ну и проблемы уйдут у тех, кому не везет с веневскими 1 и 3мкр.! 😀 Им можно будет точить-доводить после 7мкр с обычной связкой.
А что, есть какие то ограничения технологические , что нельзя замешать на этой связке более крупное зерно? Просто 3/2мкр и 5/3 микрон при такой технологии - разницы существенной, как мне кажется, - не будет.Не могу точно сказать - нужно у технологов уточнить.
Но основная идея заключалась в том чтобы 3/2-1/0 мягче работали и как следствие не оставляли паразитную риску.
Основная претензия уважаемых форумчан как раз и заключается в том что эти зерна работаю грубее чем им хотелось бы.
Пока посидим посмотрим.
Раз уж обменять купленный брусок возможности нет, то и покупать их не стоит.
Тема оказалась полезнее, чем рассчитывал ТС. Вместо рекламы, получилось хорошее такое предупреждение, тем кто бруски еще не покупал.
Спасибо всем за экономию денег.
Запасаемся попкорном, следим за темой.
minohodскорее не реклама, а попытка поднять продукцию завода в глазах заточников. Пока вопрос с тонкими брусками не решится, этого не произойдет, а воду в ступе толочь можно еще очень долго
Вместо рекламы, получилось хорошее такое предупреждение
sermmt
Снова решил попробовать поработать на веневском бруске. Сращу почувствовал неладное - деформация по центру с одной и другой стороны. При этом раньше, когда ставил на стекло видимых деформаций не было. И это не "седло", которое я бы хоть как то понял... Вопрос, возможны ли со временем такие деформации и в чем причина? Хранится "стоя" в шкафу, перед хранением протирается и сушится. Теперь с таким раскладом он даже для правки камней опасен 😞
связку повело, так бывает. Теперь только выравнивать (если толщина слоя позволит)
vidbrusok.ruЕсли ими работать после 1мкр\3мк на органической связке - то нормально, даже лучше со сторонами 5мкр\1мкр будет, чем 3мкр\1.
Но основная идея заключалась в том чтобы 3/2-1/0 мягче работали и как следствие не оставляли паразитную риску.
Но у меня уже есть 3\05мкр, поэтому хочу еще попробовать 20\7мкр на новой связке.Главное - что бы не было паразитных больших царапин, тогда и бритвы можно будет точить-править-доводить на каком то этапе.
Как я понял - царапины паразитные дают не алмазы, а связка.
A.V.X.1960Интересно, неужели так..
Как я понял - царапины паразитные дают не алмазы, а связка.
Как я понял - царапины паразитные дают не алмазы, а связка.Это одна из основных версий.
Модификация связки разрабатывается именно для этого.
A.V.X.1960пока это только наше общее умозаключение, которое основано на информации о использовании в связке твердых абразивов больших размеров. Но могут быть и другие причины, например слипшиеся англомераты алмазов, которые работают одним большим куском или вообще высыпание из бруска его кусков, которые содержат и алмазы и связку...
Как я понял - царапины паразитные дают не алмазы, а связка.
Гадать мы можем долго и мало продуктивно. Вопрос действительно к технологам и инженерам завода.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
Евгений_ЕЯ сомневаюсь в том, что алмазы слипаются по толщине. Слипшиеся агл.. мераты(по моим вертуальным картинкам) - могут давать более широкую риску, но не как более глубокую.Пример - 3 мкр с безобразивной связкой - полируют лучше чем 1мкр с абразивной. Алмаз - не виноват. Имхо.
Но могут быть и другие причины, например слипшиеся англомераты алмазов, которые работают ...
Я сомневаюсь в том, что алмазы слипаются по толщине. Слипшиеся агл.. мераты(по моим вертуальным картинкам) - могут давать более широкую риску, но не как более глубокую.Пример - 3 мкр с безобразивной связкой - полируют лучше чем 1мкр с абразивной. Алмаз - не виноват. Имхо.Тогда банальная "грязь"...
chingachgookА грязь - кто? Я вот смотрел ютуб - там чел - прямо говорил - что 3мкр - мельче 1мкр. У меня всё нормально. Ну и до этого - старые 1мкр - полируют, а новодел - то же бреет! 😀
Тогда банальная "грязь"...
А грязь - кто?Грязь - это тот, кто стучит по стеклу
А что, есть какие то ограничения технологические , что нельзя замешать на этой связке более крупное зерно?Уточнил у технологов - можно сделать на модифицированной связке 20/14-7/5 мкм.
vidbrusok.ruЯ заказываю если можно 😊
можем сделать на модифицированной связке 20/14-7/5 мкм.
aptekar113Ответил в ЛС.
Я заказываю если можно 😊
chingachgookСтучать может алмаз,или стальная грязь - что то твердое и крупное.
Грязь - это тот, кто стучит по стеклу
Игорь, а Вы не рассматривали в "прибор" - что там стучит? Звук явно не от частиц микронных размеров.Порошок КК внедриться не мог при выравнивании -да и хрупкий он - постучал бы - да и раздробился.
Не плохо было бы - что бы специалисты завода определили что это. Возможно это им в будущем - поможет в производстве избежать подобного.
Не плохо было бы - что бы специалисты завода определили что это. Возможно это им в будущем - поможет в производстве избежать подобного.Обязательно.
Уточнил у технологов - можно сделать на модифицированной связке 20/14-7/5 мкм.Прошу прощения за дезинформацию.
К сожалению 20/14-7/5 мкм на модифицированной связке сделать не получится.
Технологи сказали не крупнее 3 мкм.
А я уже заказал - так что мне придет обычный брусок , на обычной связке ??
Перезаказался на мелкое зерно - все таки охота связку новую посмотреть 😊
vidbrusok.ruочень жаль, я бы 7/5 попробовал
Технологи сказали не крупнее 3 мкм.
Чем отличаются бруски с 25% содержанием и 100% содержанием? Какие лучше взять? Заранее благодарен.
musthave77
Чем отличаются бруски с 25% содержанием и 100% содержанием?
содержанием алмазного зерна
причём 100% --- это вовсе не означает, что там будет одно лишь алмазное зерно и не будет связки
Nikolay_Kсодержанием алмазного зерна
причём 100% --- это вовсе не означает, что там будет одно лишь алмазное зерно и не будет связки
Понятно, а какие будут более эффективно работать?
Середину можно 100, можно меньше
3/2 0/1 лучше 25%
Встречались цифры, около 30%, но было бы небезынтересно узнать поточнее...
Если алмаз 0,2мм, то в мм2 их должно быть для 100%-25шт.
Для 25% ну 5 шт. Значит в квадратном см -500шт.
Начинаю считать, алмазы такого размера хорошо видно через лупу х20.
В самых насыщенных местах- 10шт. Ну может 15. И еще немного алмазной пыли. На квадратный см. Это получается концентрация не 25 , а 0,25%.
Я не понимаю, то-ли считаю не правильно, то-ли надо еще глубже вскрывать?
Что касается количества на "здесь и сейчас" на рабочей плоскости бруска - вопрос и вскрытия поверхности, и того, что бруском обрабатываете. При обработке очень вязких материалов, зерно может врезаться в таковые достаточно глубоко, чтобы увязнуть в нём и вырываться из связки. У меня, у брусков 100\80 и 50\40мкм (единственные, оставшиеся в арсенале, за последние годы), после обработки очень мягких нержавеек, рабочая поверхность их представляла выглаженную связку с превалированием дыр, в которых раньше было зерно. Кому приходилось обрабатывать ими не стали, а например, швы склеек брусков и камней с бланками из алюминия или, например, углепластика, отмечали вообще очень заметное снижение абразивных свойств, именно в силу вырывания зерна из связки + истирания связки и наволакивания меди в ней, на абразивное зерно (собственно, из-за этой особенности меди, я отказался в результате от использования притиров из неё, ну и на брусках этот аспект может быть очень даже заметен).
По идее, это значит, что при вскрытии бруска, важно не только обнажить зерно, но и не обнажить его чрезмерно - иначе велик шанс его очень скоро "потерять". В общем, придётся контролировать в процессе освежения и притирки брусков, состояние поверхности и выбирать фракцию порошка, которым работать. Ну, в идеале.
На поверхности бруска много пор разной величины. Их больше, чем алмазов. Эти поры образуют цепочки. По размерам половина ямок больше величины алмазов.
Бруски с крупными алмазами предназначены для грубого съема,но я уже понимаю, что не смогу сточить металл для образования РК. А вот поправить РК таким бруском можно, но для этого у меня уже есть 100, 50 и тд. То-есть брусок оказался никчемным.
200\160... вообще, действительно довольно грубый брусок, может и избыточно. Чаще, для обдирки, вполне хватает алмазного бруска 100\80 мкм.
Но в любом случае - лучше 200\160 "разрыхлить" немного фаску, чтобы облегчить съём более тонким бруском, тем же 100\80, но не выходить на кромку 200-м, или, по крайней мере, не прорабатывать её "по максимуму". Если это сделать, то потом будет не менее муторно убирать его следы с кромки.
И вполне возможно, что брусок 100х80мкм., окажется эффективнее в съёме, чем 200х160. Это всё же очень и очень грубое зерно, достаточно крупное для того, чтобы углы граней зерна, и износ граней зерна, серьёзно влияли на эффективность съёма.
Бруски с крупными алмазами предназначены для грубого съема,но я уже понимаю, что не смогу сточить металл для образования РК. А вот поправить РК таким бруском можно, но для этого у меня уже есть 100, 50 и тд. То-есть брусок оказался никчемным.
Брусок 200\160 абсолютно не пригоден для заточки ножей, видимо, из за свойств связки. Он не работает по ножевым сталям, от слова вообще. Брусок 100/80- 50/40 работает в разы быстрее.
За 100%-ную концентрацию алмазов в алмазоносном слое условно принимают содержание алмазного порошка в ко-е,нн личестве 4,39 карата в 1 или 0,878 мг...http://mash-xxl.info/page/1571...91203221209126/
GukepshevРаботает, но смысл этого бруска для ножей мне непонятен, так как избавляться от таких глубоких царапин придется меньшим алмазом куда как дольше... Снимал недавно очень много углеродистой стали (60-62 твердости). Пробовал и алмаз. Снимает, но как-то медленно и ожиданий не оправдал (может завышены были 😊 ). В итогу ушел на грубый водник 120 Грит и работа пошла куда как веселее.
Брусок 200\160 абсолютно не пригоден для заточки ножей, видимо, из за свойств связки. Он не работает по ножевым сталям, от слова вообще. Брусок 100/80- 50/40 работает в разы быстрее.
ЧумарикНе о том надо думать во время мытья 😊 Тут в топике представитель завода, так может он объяснит, что именно имелось ввиду?
Вот точно, пока мылся, тоже пришло в голову, что завод подразумевает не то, что думает обычный человек.Например, в смеси можно растворить Н-ное количество вещества.Значит растворив Н грамм получим раствор со 100% содержанием вещества.Хотя его 3гр на литр. А мы подумали....
oldTor
Вскрытие, как и притирку, всё-таки лучше выполнять на свободном зерне. Если нет порошков, на на край, можно наковырять со, скажем, обломка старого круга или бруска, да даже и со шкурки. И для грубых брусков, может электрокорундовое зерно будет иногда и получше, чем карбид кремния.
200\160... вообще, действительно довольно грубый брусок, может и избыточно. Чаще, для обдирки, вполне хватает алмазного бруска 100\80 мкм.
Но в любом случае - лучше 200\160 "разрыхлить" немного фаску, чтобы облегчить съём более тонким бруском, тем же 100\80, но не выходить на кромку 200-м, или, по крайней мере, не прорабатывать её "по максимуму". Если это сделать, то потом будет не менее муторно убирать его следы с кромки.
И вполне возможно, что брусок 100х80мкм., окажется эффективнее в съёме, чем 200х160. Это всё же очень и очень грубое зерно, достаточно крупное для того, чтобы углы граней зерна, и износ граней зерна, серьёзно влияли на эффективность съёма.
На бруске (двухсторонний )
3/2-1/0 появились царапины и не-ровности .
Решил исправить :
В наличии есть гранитная плитка.
На 800-м порошке повозюкал алмаз 3/2 ,а на 1200-м -алмаз- 1/0.
Камни стали грубее работать.
Других порошков нет в наличии.
Есть разная наждачка.
Может гранит на притир не подходит или в другом причина ?
alex-iceНа столь мелких порошках я гранит не использую. Он сам по себе "грубый". Аналогичный брусок правлю на зацарапанном 600 порошком стекле.
Может гранит на притир не подходит или в другом причина ?
Gukepshev
Брусок 200\160 абсолютно не пригоден для заточки ножей, видимо, из за свойств связки.
у меня есть такой брусок. Возможно, мой брусок не совсем стандартный, т.к. он по виду зеленоватый (отличается от всех моих остальных). Я использую его для выведения геометрии на совсем убитых ножах на сталях твердостью более 60 ед. Снимает металл он очень хорошо, даже быстрее, чем 120 КК от Гриндермана. Риску после него можно вывести тем же 120 Гриндерманом или алмазом 100/80. За полгода использования брусок подвыгладился, алмазы сильно не торчат, поэтому риски получаются не глубокими. Толщина алмазного слоя изначально была 3,8 мм, сейчас осталось около 3 мм
alex-iceНа бруске (двухсторонний )
3/2-1/0 появились царапины и не-ровности .
Решил исправить :
В наличии есть гранитная плитка.
На 800-м порошке повозюкал алмаз 3/2 ,а на 1200-м -алмаз- 1/0.
Камни стали грубее работать.
Других порошков нет в наличии.
Есть разная наждачка.
Может гранит на притир не подходит или в другом причина ?
все правильно, вскрылось алмазное зерно, брусок стал работать веселее и грубее. Порошки подобраны правильно, но тут нет нужды в гранитной плите, на стекле это вполне хорошо делается. Из-за особенностей связки и распределения зерна в веневских брусках, не возможно предсказать, как они будут работать после притирки
[ причины 2: [1]:оффтопик, [2]:агрессивно-оскорбительная манера общения ]
Mobius79Вот такая информация проскакивала о том, сколько алмазов в 100 процентной концентрации (насколько это правда, не знаю):
но наполнение алмазного состава далеко не 100%
"Пока разобрался с относительной концентрацией алмазов в алмазоносном слое. За условные 100% приняты 0,88 г (4,39 карата) алмазного порошка на 1 см3, что при плотности алмаза = 3,5 г/см3 дает 25% объема. Оставшиеся 75% объема - это связка"
а если поискать халявы и попытаться притереть на мелком песочке? Я имею ввиду крупную зернистость 50-100.Притирать 50-100 хоть на чем вообще не вижу смысла.
Кстати, а каков процент собственно алмазного зерна от массы рабочего слоя, при концентрации 100% ?
Встречались цифры, около 30%, но было бы небезынтересно узнать поточнее...
Вот такая информация проскакивала о том, сколько алмазов в 100 процентной концентрации (насколько это правда, не знаю):По сути все верно, точные цифры я указывать не могу, но концентрация 100% это не 100% алмазного порошка в объеме бруска - абразив должен быть соединен связкой.
"Пока разобрался с относительной концентрацией алмазов в алмазоносном слое. За условные 100% приняты 0,88 г (4,39 карата) алмазного порошка на 1 см3, что при плотности алмаза = 3,5 г/см3 дает 25% объема. Оставшиеся 75% объема - это связка"
Попросил технологов завода правильно сформулировать определение этого понятия - потом тут выложу.
Чумарик
Притирать на свободном зерне КК. Это понятно, а если поискать халявы и попытаться притереть на мелком песочке? Я имею ввиду крупную зернистость 50-100.
притирать на песочке? 120 порошок КК не достать вообще? Если это такая уж проблема, возьмите наждачку в районе Р150, положите на твердую ровную поверхность и с водой притирайте (обновляйте)
Чумарик
Может я не правильно выразился, притирать для вскрытия зерна.Или вообще не надо ни для чего?
для вскрытия зерна можно просто на бруске карбидно-кремниевом притереть
не обязательно 120
можно и на 320 грит
для вскрытия зерна подойдёт почти любое зерно в интервале от 200 до 1000
возможно и даже в более широком интервале, но я это не проверял
меня устраивает притирка на 500
vidbrusok.ruтолько начал читать тему, первые страницы, и хотел бы выразить возникшие положительные эмоции к ТС, который открыл данную тему с целью обсуждения своей продукции, в сторону улучшения её качества и гибкости в потребности нас-клиентов.
Выбор "золотого" бруска, сугубо индивидуален. Я практически уверен что при выборе из многих брусков, каждый форумчанин выберет себе свой брусок, по своим индивидуальным требованиям.
Лично сделал три заказа. Первый самовывоз и два почтой. Нареканий нет. Да, при самовывозе возникли чувства, что спецом подсунули пару кривых брусков из десятка для апекса, но времинем был ограничен, поэтому в диалог не вступал.
Читая посты и сопоставляя с четкостью работы офиса по продажам, уверен, что по первой бы просьбе, мне заменили кривые бруски на ровные. Суть не в этом.
С учетом кривизны, выпуклость средней части бруска и алмазного слоя, и как основной этой рабочей частью при заточке, большой проблемы не увидел.
Что и подтвердил процесс работы.
На счет наличия грубых зерен в 1/0 можно и посомневаться... как остаточная пыль от более крупных зерен, не ответственно удаленных заточником.
Либо длительная работа 3/2 и засалка её рабочей части, дает ощущения более мягкого и мелкого зерна.
По мере работы брусок забивается, засаливается, что имеет место, более мелкий шлиф - и это нужно учитывать, как плюс.
После десятка переточенных и заточенных ножей, в строгом порядке по убыванию размеров зерна, пришло кой-каое понимение... все бруски выполняют свою работу как положено, и применив разумный подход всегда найдется тот единственно правильный путь.
Попытался сразу перескакивать номера зерен, эксперементировал на крутом дамаске, чередовать камень и алмаз...
Быстро пришел к отрицательному заключению, и стал приучать себя заучивая изначально правильный алгоритм заточки...
И вся работа пошла в радость. Стал чувствовать какую сталь, чем точить... лучше, конечно, алмазами, но иногда жалко их забивать черным металлом. На порошках их место, имхо, в моей мастерне.
В целом радует данный продавец современных точилок.
Даже если после термички бруски поведены в пределах допуска, правда, не увидел эти пределы в цифрах???. Идеального в мире ничего нет...!
И в своих постах, постараюсь не укорять ответственного производителя, а искать вместе с ним тот путь к совершенству, который устроит обе стороны.
Цены, конечно, кусаются... для постоянных клиентов можно и скидку внедрить. По крайней мере, нужен брусок козырный, взял и купил без проблем.
Купленные бруски со своей задачей справляются на Ура! Теперь купил разных, а вернее всех зерен КК, для правки. Надеюсь, правильно выполненная очистка брусков, снова порадует их работой.
Вот в кратце и первое впечатление. Будет другое мнение, не зациклюсь, выскажу и его.
А пока, Дочитаю тему...
С ув.ко всем
Сам я пользовался веневскими брусками более года, постепенно перешёл на более дорогие, больше из перфекционизма, чем по необходимости.правильное решение и грамотный подход... искать что нужно у любого производителя под свои хотелки, добиваясь высокой чистоты РК.
Не стоит ждать идеальных камней в любой крошке от них. Изыскивать и находить самому - это и есть профессионализм
1-0 веневский брусок по началу злой был, потом притерся и стал ласковый, до каких пор он будет такой не знаю, но внутренний голос желал повторить правку заточенных 10 ножей, хотя они все режут мятую газету.
Заметте без кожи и паст, только на крайнем веневским 1-0.
Может сразу повезло с "золотым" экземпляром, а может процесс работы его сделал таким, не знаю...
Просто имею около 40 современных порошков, булатов, дамасков и др.крутых железок на ножах, и задался целью аккуратно их заточить, по одному ножу в "день", в тихие зимние вечера, сидя у печи... до уверенного разрезания пуховой подушки или газелевого платочка, шутка, но к этому стремлюсь.
Аппарат имею Профиль К-2
Serge AntНе совсем так! Многие камрады, в том числе и я, обращали внимание ТСа на несоответствие мелких брусков заявленным параметрам. в частности связки размера большего чем в неё заложенный алмаз. И соответственно брусок 3/2 -1/0 работает аналогично бруску 7/5.Вторая проблема этих брусков - кривизна и винтообразность поверхности. И соответственно разность толщины слоя. Я не знаю насколько технологически сложно исправить эти моменты, и довёл ли ТС эти проблемы до руководства, но пока изменений нет.
теме те, кто не ругает ТС, не встречают понимания у сообщества.
А так, по "кастрюльной нерже" на 40*,до 3/2, быстренько, ровненько, чистенько, и зубасто. И на рабочем месте чисто. Может я слепой стал, может 24 кратный мелкоскоп не показывает, но не наблюдаю я вырыва алмазов из связки.
Serge AntSerge Ant #271 я, не имея на данный момент тонких алмазов. #284 28/20 (более тонкими суперабразивами не пользуюсь).
те, кто не ругает ТС, не встречают понимания у сообщества
Пал/БорСидят они достаточно крепко.
не наблюдаю я вырыва алмазов из связки
Сейчас вот наконец сфотографировал в макро, отредактирую и покажу что там, на примере бруска 100\80 - 50\40мкм.
На фото видна пористость связки, с края бруска, где по нему не работали. при работе, с СОЖ, рекомендованной для подобных абразивов, т.е. вода, либо вода с добавлением мыла или моющего средства, такая поверхность осыпается и попадает в шлам, где легко чувствуется под пальцами. Если работать насухую - выпавшие частицы менее заметны, так как просто забиваются в рыхлость поверхности, откуда могут при стирании шлама, да и просто в процессе работы выпасть и испортить работу.
Общий план и макро этого участка в масштабе 9:1, кроп, 2мм. по горизонтали:


А вот макро уже выглаженного от работы участка бруска, с бороздой от выпавшего фрагмента - судя по размеру - вероятно, агломератов зерна:

Теперь, сторона 50\40мкм, выглаженная от работы:

Выглаживаются эти бруски, кстати, адски быстро.
Вот макро поверхности этого бруска - два фото, с дырами и бороздами, оставленными вывалившимся зерном:


В общем, я не вижу, что зерно может сидеть достаточно плотно в бруске, и моя практика говорит о том же - начинаешь работать на свежем "из коробки" или свежепритёртом - моментально в СОЖ оказывается куча каких-то крупиц и если не быть осторожным, то царапки и сколы на фасках и кромке, а далее, брусок выглаживается быстро и довольно заметно и перестаёт работать адекватно -царапать сталь он царапает, а съём тухлый. Т.е. освежать приходится чаще даже какого-нибудь советского электрокорунда на твёрдой связке.
По многочисленным просьбам в личку, сделал эти фото.
P.S. Самое интересное, что я не вижу толком в 100\80мкм стороне, сколько-нибудь заметного присутствия алмазного зерна такого размера, зато вижу более мелкое и скорее, карбида бора, и в количествах. То же, могу сказать и про сторону 50\40мкм. а у меня есть макрофото других абразивов, сделанные в том же масштабе, чтобы иметь возможность сравнить средний размер фракции. Задумывает...
skvaterпо вашим фото пост 127, я вижу разницу в царапинах на рк... и у 20-14 они крупнее вдвое, чем у 3-2... отправка на завод, для сверки, не целесообразна.
Начал я тест веневцев: 20\14, 7\5 и 3\2 я притер на 800 порошке КК в надежде на то, что шероховатость их изменится, но этого не случилось. На ощупь они таковы (начиная с самого гладкого): 20\14, 3\2 и 7\5 (самый грубый). Но эта разница в шероховатости просто мизерная, уловить ее трудно (фактически, шероховатость одинаковая, что является нонсенсом при разнице зерна в 6 раз).
Я начал тестировать бруски на заточной фаске ножа из 440С. Заточил его на линейке Борайдов до F1200 РС. Далее по одной стороне прошелся 20\14, а по другой 3\2, чтобы сравнить риски на сторонах. Риски оказались абсолютно одинаковы, звук абразива при работе одинаков. Есть и фото результатов (довольно посредственные), позже их выложу. Пока выкладываю фото, сделанные на смартфон. Первое фото - 20/14, второе - 3/2
Первое фото - 20/14, второе - 3/2
Зависящих факторов похожих рисок у разных зерен много.
Приведу к примеру один.
Ложно настроив себя на мягкость более крупного зерна - движения при заточке рк выполняешь нежно, что и дает легкость царапин, а убедив себя, что мелкий аброзив - зверь... начинаешь шаркарь им с усилием, отсюда и результат одинаковых царапин...
Присмотритесь в фото на царапины, и вы увидите на верхнем фото они чуть крупнее, в 1,5-2 раза.
Можно приложить 1мм линейки и посчитать их количество в нем на одном потом на другом фото...
Не переживайте, у вас всё нормально с маркировкой на брусках.
Другой, мне не понятный пример...
Как можно притирать разные ал.зерна на одной гритности порошка КК??? Уравнивая условно их шероховатость...
Третий пример.
На двухсторонних ал.брусках, всегда велик шанс попадания крупного зерна на мелкую сторону, даже тщательная промывка с мылом не очень гарантирует исключения этого факта...
Имхо изначально начал работу чисто сухими ал.брусками...
aptekar113странно, не мыслю заточку без постепенного чередования к самому мелкому... да, напрягает монотонность их мены, но стоит правильно и ровно снять нужный угол грубым зерном, так и последующие зерна катятся, как по маслу, выполняя свою функцию...
5-3/1-0 я бы заказал конечно, но лучше 20/7 - тут я с Александром согласен
Пробовал пару раз перешагнуть номера в сторону уменьшения - получалась ерунда, приходилось снова браться за крупный зёрн.
Поэтому недопонимаю хвалу какую-либо зернистость у одного из 7 брусков, для меня они все равны... даже на конечной стадии доводки бритвы, должна быть ответственность в подборе, как пасты, так и жёсткости на обрабатывемой поверхнисти.
К примеру:
после ал.бруска 1.0 порошок м390 брил чисто, а я пожелал ещё большую остроту и полирнул на войлочном круге с ал.пастой 0.5 и ГОИ.
РК- стала, как зеркало, но тупое, перестало брить вовсе.
Обманули, кричу, с пастой размером в 0,5!
Шутка!
Русский самурай
Только один брусок 1.0 оказался тоньше 7-ки. В смысле дает зеркало.. А те, что купил позднее - хренушки. И что только не делал, на чем не притирал - бесполезно.
давайте спросим у представителя веневских, кто ставит печать с номером зерен на шинах брусков?
skvaterнет, я не укоряю, а вполне допускаю и производственную ошибку, просто, озвучиваю те моменты, которые могут возникнуть, в том числе и ошибку пользователя...
КСМ035, размер риски я отличить в состоянии, на абразив я давления не оказываю. У меня больше нет брусков 7/5 и 3/2, я их сдал, желание приобрести их снова отсутствует. Времени сидеть и выглаживать бруски на разных сталях у меня нет, т.к. точу я не для себя и во времени ограничен. Я не могу отдать клиенту нож и сказать: "Вот ваш нож, у него зубастая РК, т.к. бруски новые и ими нужно заточить 10 ножей, чтобы они выгладились". Мой брусок 20/14 на РК оставлял более мелкую пилу, чем 3/2, для меня это был факт. Более мелкие бруски были более кривые, чем грубые - факт
На ваших фотах рк, полосы от бруска 20-14 чуть крупнее, чем от 3-2, поэтому допускаю и вашу ошибку. Без обид - ничего личного, мы все ошибаемся, и без ошибок нет движения вперед
КСМ035эти фото сделаны на смартфон и китайский микроскоп со светодиодной подсветкой , по ним что то сказать трудно. Но я внимательно изучал риски после этих абразивов (в том числе и в качественный триплет 20х), проверял рез после них - все без толку. Тыква не превратилась в карету
На ваших фотах рк, полосы от бруска 20-14 чуть крупнее, чем от 3-2, поэтому допускаю и вашу ошибку. Без обид - ничего личного, мы все ошибаемся, и без ошибок нет движения вперед
КСМ035еще и войлочный круг какой то левый подсунули!
К примеру:
после ал.бруска 1.0 порошок м390 брил чисто, а я пожелал ещё большую остроту и полирнул на войлочном круге с ал.пастой 0.5 и ГОИ.
РК- стала, как зеркало, но тупое, перестало брить вовсе.Обманули, кричу, с пастой размером в 0,5!
Шутка!
возможна ли ошибочная подмена?Зачем задавать подобные вопросы подневольному человеку?)) Да , подмена возможна и этому есть документальные подтверждения , в том числе и в этой теме.
На ваших фотах рк, полосы от бруска 20-14 чуть крупнее, чем от 3-2, поэтому допускаю и вашу ошибку. Без обид - ничего личного, мы все ошибаемся, и без ошибок нет движения впередДело не в том крупнее риска от бруска 20/14 в сравнении с 3/2 , а в том , что брусок 3/2 не работает так , как должен работать и как заявлено производителем. Такую риску (какую видим на фото) брусок с зерном 3/2 может оставлять, только в страшном сне заточника.))
а давайте спросим у представителя веневских, кто ставит печать с номером зерен на шинах брусков? Пупкин, аль Робот с лазером и на каком этапе производства... до нанесения слоя алмазов или после... возможна ли ошибочная подмена?Штамп и гравировка наносятся на последнем этапе, уже после спекания и вскрытия бруска.
На производстве меня заверили что перепутать ничего не могли, но человеческий фактор всегда остается.
Однако замечу что вопрос по работе мелкого зерна 3/2 и 1/0 мкм, имеет отношение не к маркировке, а к характеру работы связки и составу порошка и т.п.
КСМ035вот на счет этого я не понял. Важно ли, что царапало сталь и оставляло крупные паразитные риски: алмазные зерна или карбид бора? Карбид бора сам по себе довольно твердый материал, он может царапать стали с твердостью 62 единицы и даже более. Пусть это царапал он, а мне с того что? Ведь царапал же...
а состав стали её какой, твердость??? может её царапал не алмаз, а основа связки, как кто-то здесь подметил...
КСМ035Если вы это пишите применительно к моему случаю, то 440С
в диалоге темы не было отмечено какую сталь точили...
vidbrusok.ruспасибо за быстрый ответ. Принят.
Штамп и гравировка наносятся на последнем этапе, уже после спекания и вскрытия бруска.
На производстве меня заверили что перепутать ничего не могли, но человеческий фактор всегда остается.
Однако замечу что вопрос по работе мелкого зерна 3/2 и 1/0 мкм, имеет отношение не к маркировке, а к характеру работы связки и составу порошка и т.п.
Итого: 60% глюка в грубой обработке лежит на заточнике, 40% на заводе.
Обосновываю.
Личный опыт показал, что явная пила бала на первых из 10 заточенных порошковых-монстрах ножах, когда брусок 1.0 точил зло.
Да, лезвие брило волос и резало газету с хрустом, но когда навёл рк 10 ножа, теми же брусками и опробовал его, вдруг, захотелось начать править эти ножи снова, но уже этими забитыми и засаленными брусками малой зернистости.
Вывод: гибкость в технологии заточки - первична, а ттх инструмента - вторична... и наоборот
На третьем месте - "фактор дурака", от него защиты нет... но мы часто от него зависим.
skvaterда, да, да вы упоминали эту марку... её твердость 56-58 нрс не велика и если она была нагрета выше температуры отпуска, то и совсем пластилин, который легко царапается.
Если вы это пишите применительно к моему случаю, то 440С
http://fb.ru/article/151568/st...-harakteristiki
У меня, на сухую, точить и править мягкий металл ал.брусками, не получается... точило вязнет, много шлака, пыли, грязи которые выступают сами, как образив.
Фу, какая гадость эта заливная рыба...
Складывается ощущение что с нами пытается опосредованно общаться представитель производителя.
Я к примеру не заточник, но к мнению уважаемых на форуме профессионалов готов прислушаться. Тем более их работа, вчасности фото результатов, описания процесса, советы и наработки видны в поиске по данной тематике. Не мог бы уважаемый защитник от имени производителя, поделиться своим бесценным опытом , так сказать поподробнее. Подойдут любые ссылки на его обзоры, видео и т.д.
Рассуждения лысого о прическе или хромого о творчестве Герберта Фон Караяна безынтересны.
Тем более их работа, вчасности фото результатов, описания процесса, советы и наработки видны в поиске по данной тематикени чего против не имею др.спец.заточников, но мой учитель это видео,
https://m.youtube.com/watch?v=QzfWr4F7iXs
с техникой заточки, которого я полностью солидарен и одобряю с точки своего познания, др. мне и не нать
Пока собственно не готов купить полный сет ал брусков текущего качества по текущей цене. Но время покажет. Может что то изменится в лучшую сторону.
Русский самурай
Что-то я совсем потерялся)) Выглаживал брусок 3-2 и 1-0. Выгладил. 3-2 стал работать тоньше, чем 1-0.)
растолкуйте первопроходцу, слово "выгладил" как, чем, сколько раз??? И как сравнивали, под микроскопом???
КСМ035вот это уже очень интересно. Шлифкруг, пасты на коже и т.д. Возможно, если вы начнете более детально изучать процессы, происходящие на РК после всяких паст на относительно мягких притирах (кожа, круг), то увидите происходящее там и поймете, почему нож стал "острее". Доводить на тонких камнях - лучше и качественнее, на пастах и коже - быстрее и проще. К этому можно придти со временем, мне на это потребовалось примерно полгода
Разумный подбор материалов рулит. Кто-то останавливается на 7/5 и переходит на шлиф круг, потом пасту... и ничего не мешает остановиться заточнику на 3/2, если чувствуешь, что 1.0 грубее, смело переходи на пасту... в моем понимании это и есть профессионализм!
Ещё была тема в разделе:
forum/224/484375
А в хорошем разрешении под электронным микроскопом с указанием измерений, можно посмотреть у Тодда Симпсона на некоторых примерах:
http://www.liveinternet.ru/users/3488088/post355116380/
Ссылку даю именно на эту его переводную статью (на оригинал там внизу ссылка - можете на английском почитать),
так как там популярно показано по поводу применения строп с абразивом и без, и как это влияет.
заточена под угол 45?, лазерным, ...способом.
Можно ссылки на публикации о заточке режущего инструмента лазером? Я не шучу, у меня, можно сказать, научный интерес.
Можно, конечно, довести рк до эталонного зеркало, класса 14 обработки
14 класс, разряд в - Rz 0,032 микрона, т.е. 32 нм, Ra 6 нм.
Какое еще эталонное зеркало?! Не пишите так уверенно о том, о чем не имеете представления. Вас же другие читают.
Обычное (дешевое) оптическое зеркало имеет плоскостность в 0,06 микрон (60 нм) на базе порядка 25х25 мм, а оценка "чистоты поверхности" ведется другими методами и выражается в других величинах. Почитайте что-то типа "ГОСТ 11141-84 ДЕТАЛИ ОПТИЧЕСКИЕ. Классы чистоты поверхностей. Методы контроля" или MIL-PRF-13830B.
Для критичных узлов изготавливают, например, сапфировые окна с Ra 1 нм, но и их никто не называет эталонными. Более того, асферические зеркала и линзы с Ra 3-5 нм это обычная серийная продукция, причем у нас в России.
Короче, 14 класс это 14 класс, зеркало это зеркало, фраза про эталонность накладывает свои определенные требования. И не следует эти понятия путать и мешать по собственному желанию. И вопрос о подобной терминологии в заточном разделе уже поднимался.
skvaterМожно сделать двухсторонний брусок 150х25х10 мм, по принципу классических брусков для ручной заточки.
вопрос к представителю завода: возможно ли заказать двухсторонний брусок под апекс с шириной 25 мм на новой безборидной связке с одной стороной около 5 мкм, а второй - около 2 мкм?
Зернистость можно сделать 5/3-2/1 мкм, но точно смогу сказать только уточнив у технологов.
vidbrusok.ru
Можно сделать двухсторонний брусок 150х25х10 мм, по принципу классических брусков для ручной заточки.
Зернистость можно сделать 5/3-2/1 мкм, но точно смогу сказать только уточнив у технологов.
тогда попрошу этот вопрос у них уточнить, заказал бы такой брусок, т.к. скоро Рексов принесут, а без этих брусков мне "вилы". И уточните, какой толщины алмазоносный слой делается на сторонах бруска, мне для частого использования, чтобы надолго хватило. Спасибо!
skvaterОтветил в личку.тогда попрошу этот вопрос у них уточнить, заказал бы такой брусок, т.к. скоро Рексов принесут, а без этих брусков мне "вилы". И уточните, какой толщины алмазоносный слой делается на этих брусках, мне для частого использования, чтобы надолго хватило. Спасибо!
Нужно сказать что я не являюсь поклонником заточки возведенной в абсолют - по мне так это перманентный процесс нуждающийся в постоянном повторении , поэтому если что то не получилось в этот раз при заточки. вполне нормально получится в другой или другим абразивом. Поэтому возможно мое мнение не столь значимо как у Олега или Ярослава ну по крайней мере мне так кажется
Фото добавлю в конце
Посылка - все упаковано очень хорошо, пришло очень быстро, новый чехол мне не понравился - будучи полимерщиком по основному образованию - я понимаю что ПВХ через несколько лет потрескается и полопается - старые чехлы из дермантина мне кажутся лучшими ( хотя возможно они просто тупо дороже )
Сам брусок - относительно ровный - лекальной линейкой конечно какие то просветы обнаруживаются , но после работы и очень быстрой притирке на ОА 600 они ушли -на фото он приложен к уже притертому старому бруску 3/2-1/0 купленному года 2 назад - как видно просвета нет -( фото 1)
Сторона веселая фиолетовая 0,5/0 - зеленая 3/2 () фото 2 и 3)
Связка - значительно мягче старой - царапается даже грубой риской ( стандартный круг 80 грит ОА для обдирки) от не закаленной стали - поэтому нужно работать очень аккуратно в плане цепляния ребром или кромкой поверхности бруска
Нужно сказать что не смотря на то что оба бруска со 100% наполнением, производительность бруска с модифицированной связкой ниже - но не на порядок - а так - раза в 2-3.
По риске - паразитной (более грубой по сравнению с основной) риски в новом бруске меньше - но она есть..как в сторона 3/2 , так и 0,5/0
В принципе при должном увеличении - ее можно рассмотреть даже на этих снимках
Снимки я постарался сделать так чтобы риска была выделена светом и углом зрения- при прямом взгляде на брусок не вооруженным глазом её естественно не видно - просто полированное зеркало
При нажатии на фото - открывается в большем разрешении
НО...ТК я не использую бруски для участия в каких то "Эпических" битвах по заточке - меня устраивал как результат старого бруска , так и нового
я даже не довожу до стадии 1 мк на порошковых ножах , считая что 3/2 - вполне достаточно ( а другие стали я естественно на алмазах не затачиваю - максимум обдирка , но на ней я использую бруски 50/40-27/20)
Свою задачу - вычистить риску 7/5 ( стороной 3/2) и 3/2 ( стороной 1/0 или 0,5/0) как можно заметить на фото - бруски вполне хорошо выполняют - риска 7/5 с которой начиналась подготовка данной тестирующей полоски - чуть перекаленая У12- ( продольная) практически не видна, риски 3/2 ( под 45 градусов тоже не видно после 1/0- 0,5/0
На порошковых сталях типа S90V,S35VN , M390 - (полоски стамесочного тира ) выкрашивания РК при доводке не наблюдалось ( сведение 30-35 градусов)
Я лично для себя выявил лишь один недостаток ( хотя возможно для кого то это и достоинством покажется) - связка мягковата - работать с ней приходится очень аккуратно , + износ там будет повышенный ( по сравнению с предыдущей версией) - она мягче даже чем у брусков ИСМ КК- модифицированный брусок прекрасно чистится Бодридом - ОА 1000W
В общем - мне брусок понравился ( ну так я и прошлым вполне себе доволен был 😊)
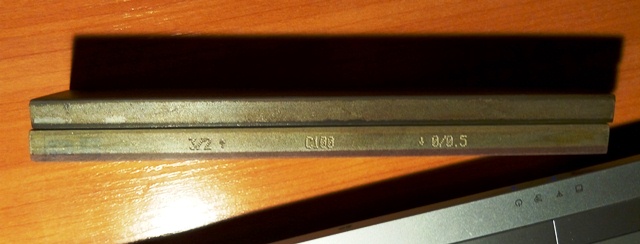




corsair1670
Добрый день. Подскажите, где можно почитать про доводку алмазных брусков? Пришли бруски, а поверхность не ровная. Какие материалы использовать? Есть упоминание про порошок карбида кремния, а про зернистость ни слова.
берете стекло, размер примерно 300х250 мм (лучше больше), толщина не менее 4 мм (лучше толще). Начинаете выравнивать с 220 порошка, на брусок наносите сетку карандашом, чтобы контролировать процесс. Насыпаете немного порошка на стекло и добавляете воды, размешиваете. Движения должны быть хаотичны: круговые, восьмерчатые, со сменой направлений, давление на брусок не оказывается. Как только кривизна уйдет (лучше лекальной линейкой проверять), нужно будет довести поверхность:
100/80 - без доводки
50/40 - без доводки
20/14 - 400 порошок
7/5 - 600 порошок
3/2 - 400, потом 800 порошок
1/0 - 600, потом 1200 порошок
corsair1670
Спасибо. Не думал что веневские бруски на столько кривые. Видимо техпроцесс нарушен или оборудование старое.
они разные попадаются, бывают дугой или даже пропеллером. Иногда и относительно ровные встречаются
skvaterА вот подскажите на кой алмазы притирать на тонких порошках?берете стекло, размер примерно 300х250 мм (лучше больше), толщина не менее 4 мм (лучше толще). Начинаете выравнивать с 220 порошка, на брусок наносите сетку карандашом, чтобы контролировать процесс. Насыпаете немного порошка на стекло и добавляете воды, размешиваете. Движения должны быть хаотичны: круговые, восьмерчатые, со сменой направлений, давление на брусок не оказывается. Как только кривизна уйдет (лучше лекальной линейкой проверять), нужно будет довести поверхность:
100/80 - без доводки
50/40 - без доводки
20/14 - 400 порошок
7/5 - 600 порошок
3/2 - 400, потом 800 порошок
1/0 - 600, потом 1200 порошок
Ведь задать желаемую шероховатость алмазному слою не получится.
Как выпирали они из связки, так и будут выпирать, как их не выглаживай.
Мое ИМХО выравнивать на 220 порошке, на 400 пригладить связку и все.
Awatarnn
"Подцарапывая" при притирке связку, можно вынести с поверхности отдельно торчащие абразивные зёрна, более крупные, или их агломераты, или вовсе обновить слой и получить более однородную в целом, "по вершинкам" поверхность бруска. Сами алмазы не сточатся, а вот отрегулировать степень обнажения зерна в связке - можно. От более явного (для чего делают вскрытие бруска, например) до наоборот, еле-еле (что делают для более аккуратной и однородной работы) + куча промежуточных вариантов, смотря что кому надо от какого бруска и есть ли понимание что происходит при какой притирке, и когда надо остановиться. Подход у всех разных в какой-то степени, ясное дело, но общие закономерности тем не менее есть, в одних и тех же процессах.
corsair1670
Вот блин ОТК. как такое пропускают? И слой разный по толщине. С одной стороны чуть ли не до 4мм, а другая как бы не 2
все в пределах ГОСТа, поэтому лучше этим вопросом не задаваться, это серийка завода
corsair1670
Где берете кк? На сайте веневского завода есть не все абразивы?
на сайте завода есть только грубые зернистости порошков. Я брал сет порошков у Андрея АвтоПриз в его интернет-магазине
http://www.sapphire.ru/vcd-247/catalog.html
Правда, по-моему, меньшей фасовкой можно купить только в физическом магазине, а не в интернете.
А удобными фасовками можно тут взять:
http://www.ru-chef.ru/collection/pravka-kamney
oldTorЯ сейчас выскажу свои соображения, а Вы меня поправите где я ошибся."Подцарапывая" при притирке связку, можно вынести с поверхности отдельно торчащие абразивные зёрна, более крупные, или их агломераты, или вовсе обновить слой и получить более однородную в целом, "по вершинкам" поверхность бруска. Сами алмазы не сточатся, а вот отрегулировать степень обнажения зерна в связке - можно. От более явного (для чего делают вскрытие бруска, например) до наоборот, еле-еле (что делают для более аккуратной и однородной работы) + куча промежуточных вариантов, смотря что кому надо от какого бруска и есть ли понимание что происходит при какой притирке, и когда надо остановиться. Подход у всех разных в какой-то степени, ясное дело, но общие закономерности тем не менее есть, в одних и тех же процессах.
При притирании 220 порошком, алмазы не стираются, они елозят по стеклу и могут только выпадать. Стирается только связка.
Связка стирается на величину зерна карбида кремния. Т.е. между алмазами выскребывается связка на глубину 60 микрон (220 порошок ведь 60 микрон?)
Дальше насыпаете более мелкий порошок, брусок катается алмазами по стеклу, а порошок свободно скользит между ними, ведь у нас там щель в 60 микрон.
В определённый момент Вы смываете эту отработку, попутно смотря на брусок и обнаруживая что его поверхность изменилась - отдельно торчащих крупных зёрен уже нет, они выпали из ослабленной притиркой связки, а новое зерно местами могло уже начать обнажаться в какой-то мере. Притирая на более мелком порошке, Вы обнажаете эти в как бы следующем "слое" алмазные зёрна, но до такой степени, чтобы они в свою очередь обнажились не так сильно, чтобы вывалиться.
Или, как вариант - смотрите на брусок, и обнаруживаете, что связку исцарапали и только, а брусок приобрёл более грубую шероховатость - т.е. пока Вы поработали слишком мало, или выбрали неудачную консистенцию суспензии и\или её количество, чтобы сделать поверхность бруска менее шероховатой. А если задача именно освежить брусок и заставить его работать грубее и агрессивнее - обеспечить более глубокое врезание зерна в обрабатываемый материал - то значит сделали то, что нужно. Главное не переборщить и не ослабить зёрна так, чтобы при заточке они вылетали.
Царапание связки сугубо на толщину зерна карбида кремния, не будет происходить - сначала ему надо достаточно взрезать связку, а далее оно начнёт дробится. Допустим, что ещё не начало, а связку уже сняло на свою глубину) Хотя это навряд ли так будет. Но и тогда - не будет других аспектов соблюдено для Вашей модели происходящего - суспензия карбида кремния тогда должна быть равна толщине одного его зёрнышка на данной фракции - т.е. слой зерна строго "в одно зерно", и что в шероховатости притираемого бруска, зёрна в суспензии и их фрагменты, не будут собираться.
Результирующая шероховатость вовсе не будет ни в коей степени равна размеру зерна в мкм, на котором притираете. Логично провести параллель и с заточкой - зависимость получаемой шероховатости, от размера фракции абразива - очень относительна и крайне приблизительна, зависит от 100500 факторов.
P.S. Обратите внимание, каким зерном какие бруски притирать. Обычно, берётся зерно в 2 а то и 3 раза крупнее, чем фракция в бруске, это для выравнивания. Однако, когда задача уже привести в более однородное состояние поверхность бруска без загрубливания или, наоборот, заглаживания - на большинстве искусственных абразивов, берётся зерно такого же размера или близкое - поправку на вид и тип бруска каждый для себя делает экспериментально сам - всё равно все притирают чутка по-разному и консистенция суспензии и её количество не идентичны ни у кого, ясное дело.
Для получения более тонкой работы бруска, чем условно-рассчётная - да, берётся более тонкое зерно для притирки. Именно таким образом многие пытаются снизить глубину врезания алмазного зерна в сталь и нивелировать разброс зерна по фракции, притирая их потоньше.
Порошок F220, равно как и любой другой, во-первых тоже имеет разброс по фракции, и во-вторых, на брусках разной зернистости и разного исходного состояния, не будет всё время вести себя одинаково. Более того - более мелкие фракции карбида кремния, дробятся чуть медленнее крупных, и дольше сохраняют, уже будучи раздробленными, способность эффективно работать, чем более крупные. Т.е. в зависимости от размера зерна КК и сорта, кстати, динамика дробления его и деградации - различна.
Потому никаких конкретно снятых припусков в мкм абсолютно равных зерну, не получится. Всё с одной стороны - намного сложнее, а с другой - намного проще и удобнее на практике, чем на словах. Просто пробуйте притирать по-разному и наблюдайте, делайте выводы.
P.P.S.
Ещё очень полезно для понимания как идёт притирка на свободном зерне, или даже на бруске но с суспензией, это попритирать прозрачный материал - стекло или плексиглас, например - очень хорошо видно и понятно, как и при каких движениях ведёт себя суспензия под притираемым объектом, как перемещается, где интенсивнее, где слабее, где собирается не поработавшее ещё зерно, а где оно дробится быстрее.
skvaterУ нас есть разные фракции КК: http://www.vidbrusok.ru/collection/aksessuaryна сайте завода есть только грубые зернистости порошков. Я брал сет порошков у Андрея АвтоПриз в его интернет-магазине
vidbrusok.ru
У нас есть разные фракции КК: http://www.vidbrusok.ru/collection/aksessuary
Да действительно, предоставил устаревшую информацию. Ранее у вас только крупное зерно продавалось, зато теперь даже 2000 фракция имеется
Недавно получил такой же брусок. тоже кривой. замучался выравнивать
Это замедляет производство. А вдруг они таким образом некондицию продают? Ну не могут производить такой брак при контроле отк. Если только никто не контролирует.
skvaterПопробуйте помыть брусок губкой со скотч-брайтом. Вероятнно остался кк.
Купил брусок 50 процентов, 3/2 + 1/0, поверхность была гладкая, но кривая. Выравнивал на 220 порошке, потом 600 и 1200 (на стекле). После доведения, поверхность обоих сторон стала шершавая на ощупь. Вопрос: каким способом притирают бруски на производстве? Как мне добиться той самой гладкой поверхности, которая была изначально?
corsair1670
Попробуйте помыть брусок губкой со скотч-брайтом. Вероятнно остался кк.
смывал уже. Не помогает
Как мне добиться той самой гладкой поверхности, которая была изначально?Заточить несколько ножей, брусок выгладится довольно быстро.
Вообще, моя технология была простой - подравнивал бруски на твердом бруске F150 из карбида кремния под струей воды (3-4 движения), затем еще несколько движений по матовому стеклу без порошка КК. Бруски грубее 20 просто выравнивал на карбидном бруске бруске.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
corsair1670
Какая есть альтернатива веневским брускам?
вообще, для сталей с твердостью до 63 единиц (включительно), веневские бруски не особо нужны. Стали не более 59 единиц, я затачиваю на разных камнях с зерном ОА. Стали 60 - 63 ед. нормально берут бруски из КК (Гриндерман и Boride CS-HD). А вот монстры на 64 и более, КК Гриндерман у меня брать почти отказался: на примере Рекса на 65 единиц, съем металла был, но мизерный. Можно посмотреть на эльборовые бруски и полтавские алмазы (Украина), но они значительно дороже
Думаю никак не притирают.
Если бы бруски притирали, неужели они были бы настолько ужасающе кривые?
Это замедляет производство. А вдруг они таким образом некондицию продают? Ну не могут производить такой брак при контроле отк. Если только никто не контролирует.
выравнивать это уже не получится, так как алмазоносный слой неравномерен по своей толщине и по краям там не более 1 ммВсе бруски после изготовления проходят через ОТК на соответствие ТУ.
Выравнивают и вскрывают их на КК 120 фракции.
Проблема в другом - некоторые бруски, при не выясненных пока обстоятельствах, со временем может начать "вести".
Так же нужно учитывать что линия соединения абразива с основой может быть не равномерной, в силу того что при обработке бруска по торцу, алюминиевая основа может образовывать "наплыв" на алмазный слой и из-за этого создатся впечатление что он тоньше чем на самом деле.
corsair1670Вот в этом то и весь вопрос. Как мне сделать их более гладкими, кроме как, продолжить затачивать на них с надеждой на то, что со временем они выгладятся?
И если притираются на кк 120, почему же они более гладкие чем на 1200?
ЧумарикИм еще можно скруглять отстрые грани стекол, предназначеных для выравнивания камней. Сторона 200\160 очень уж грубая, а вот 100\80 хорошая обдирочная зернистость
И вдруг для него работа нашлась

an1310это нормально, у меня половина бланков тоже со временем выгнуло дугой, стандартная ситуация. Конечно, горячей лучше не промывать и вытирать потом насухо. Ну и сушить не на сквозняке или батарее))) тут только выровнять на 120 порошке и надеяться, что их опять не изогнет
Купил 2 брусочка 160/125 и 50/40 на бланке
corsair1670для веневских брусков это нормально. Это когда на Али заказываешь какую то вещь, а она приходит сломанная или рваная. Ты пишешь продавцу и отсылаешь фотки, а он тебе: - друг, это нормально! Вот так же и тут
Нормально?
corsair1670Ведет скорее всего связку(процессы идут), и не от горячей воды. Мне бруски ровные пришли, со временем повело(лежали в коробке.Сейчас - перестало вести. Я ими пару раз доводить нож попробовал(1,3,7мкр) - брал для "посмотреть" -на этих брусках связка одного цвета(состава?)- темная.Мне по ощущениям кажется, что темная связка точит-работает тоньше.
А вообще алюминий ведет от нагрева. Связку вряд ли
20мкр с разным цветом связки - бруски покупал в разное время: 20\50мкр и 7\20мкр


сталь(р6м5).После 1мкр со 100% алмазов(брусок старого образца - работает очень тонко) был увеличен угол и фаска обработана за 10 движений, примерно, на апексоиде бруском 3мкр\100% с без.абразивной связкой. На глаз вообще ничего не видно, при увеличении примерно 80х - проявились риски от предыдущих абразивов.Размер алмазов - вообще не причем. 3мкр - это 3 тысячных миллиметра, торчит из связки он пусть на 1,5мкр - максимум, а риску делает глубиной-шириной - еще меньше.


Заточка ножей на алмазной суспензии:
forummessage/224/16
Ещё ссылки по вопросу:
forummessage/224/16
Ну, и, отдельно по применению паст, и не только алмазных, на притирах:
http://myabrasive.ru/forum/viewtopic.php?f=8&t=152
На притиры, в виде свободного, полусвязанного, или шаржированного зерна:Спасибо. Почитаю
Наверное, пришло время выступить от лица производства и поподробнее рассказать именно наше виденье ситуации вокруг качества брусков. Мы посмотрели три разных форума. Почитали и обсудили на своей производственной планёрке замечания потребителей и ответы, которые давал менеджер. Скажем честно, что тоже остались не очень-то довольны ответами. Действительно складывается впечатление в нашей бездейственности и порой некомпетентности. К сожалению, некоторые ответы, которые Вы получили, носят именно частный формат одного нашего коллеги. И это тоже учтём в дальнейшей работе.
Мы выбрали самые критические и часто обсуждаемые темы. Не собираемся вступать в жёсткую полемику и доказывать абсолютную собственную правоту. Пойдём именно с производственно-технологической стороны. Возможно, чего-то недопонимаем, и ошибаемся. Попросим экспертов форумов ответить на них - с примерами. Глядишь, в доказательном споре и найдём истину.
Итак, вопросы, на которых сделаем акцент:
1. ТУ, которое кто-то посоветовал выкинуть и забыть;
2. Кривизна брусков, которая некоторым пользователям до сих пор не даёт покоя;
3. Зерно 3/2- 0/0,5 от которого в брусках ждут абсолютного зеркала без рисок;
4. Неравномерность алмазного слоя и бруски непонятного размера без маркировки и невыдержанным слоем;
5. Ошибки в маркировках на брусках.
1) ТУ - это внутренний документ, в котором отражены часть технических показателей, прежде всего геометрические размеры. Мы бы рады зафиксировать все отклонения в диапазоне хотя бы + 0,1 мм, но для этого пришлось бы изменить технологию производства, которая привела бы к удорожанию бруска раза в два. А отклонения, зафиксированные в ТУ, отражают производственный результат именно применяемой технологии (конкретное оборудование, конкретная оснастка и различный порошковый материал с его свойствами и методами обработки). Технологию, которую мы используем, была разработана ещё в Советский период времени, и в нашем новом ТУ взяты в основу именно те предельно допустимые отклонения. А так как с тех пор технология практически не менялась, то с чего должны быть другие результаты и цифры. 1,5 года назад мы стали использовать, именно машинное вскрытие брусков на доработанных заточных станках, чтобы уменьшить конечный изгиб брусков. Однако это мероприятие всё равно не исключило данный момент . Здесь, как мы думаем, играют роль физические свойства материала, а именно смолы с различными материалами связок.
В нашем действующем ТУ, один из участников форума нашёл несоответствие, на которое указал. Но согласитесь, что это описка . Конечно стыдно, что мы этого не заметили. Исправим, учтём, но тот пункт, который так ярко обсудили, не затрагивает именно конечной главной геометрической характеристики продукции.
2) Кривизна брусков, которая якобы очень сильно влияет на результат заточки. Будем озвучивать заводскую позицию, и приводить аргументы в нашу пользу, одновременно задавая вопросы и вам и себе:
Условно разобьем использование наших брусков на три категории способа заточки:
2.1 50% пользователей - заточка на весу. Максимальную кривизну, заявленную в ТУ, вообще никто не заметит.
2.2 25% пользователей - это заточка на ровной поверхности (кухонный стол или верстак). Длинный брусок на одной стороне может качаться, если его не придерживать. Но, как правило, эта часть людей подкладывает под брусок обычную тряпочку, для того, чтобы не поцарапать стол и не разбрызгивать на пол воду. На тряпке брусок уже не качается.
2.3 25% пользователей - это заточка в приспособлениях, новое направление на нашем заводе. Это приспособления АРЕХ, LANSKI и DMT. И тоже есть вопросы. На наш взгляд, самая интересная и профессиональная конструкция у точилки АРЕХ. Посмотрите, но заточка идёт при помощи бруска, закреплённого на штанге в шарнире. Вы хотите сказать, что незначительная кривизна бруска не может быть компенсирована работой в шарнире?

Если бы кто-то сделал точилки с фиксированной штангой, т.е. движением в двух направляющих с зафиксированным углом, мы бы ещё поняли, что именно для этой точилки брусок нужен идеально ровный.

Про ДМТ и ЛАНСКИ - там вообще всё на весу, а штанга входит в такое большое окно, что очень сложно утверждать, что выдерживается постоянный угол заточки.
В нашей инструкции по применению есть пункт: 'Если надо идеально ровный брусок, то его можно довести самому при помощи порошкового абразива на ровной поверхности'. Это трудоёмко? Да - это очень трудоёмко, но в нашем понимании, если это кому-то надо, то пусть он и доводит его сам. Зачем нам отнимать у него его хлеб? По всей видимости, он затачивает какой-то очень дорогущий инструмент, который будет работать в очень дорогущем станке, и себестоимость самого бруска в этом процессе ничтожно мала. Запас для абсолютного выравнивания по слою в бруске есть. Если мы на заводе доведём брусок до нулевой кривизны, вам он уже вряд ли будет интересен из за цены. И самое-то главное, ведь этому человеку надо править брусок каждый раз перед заточкой своего эксклюзивного изделия. А как по-другому? Выработка седла на бруске при заточке и деформация смолы при хранении. Они малы, но они же есть.

3) Зерно 3/2 - 0/0,5 .
Как вы считаете, мы должны менять состав связки, если на 6 000 проданных брусков с данным зерном, мы получили не более 10 официальных претензий и примерно столько же критических высказываний на форуме? Наша позиция - однозначно нет. Задуматься над критикой и возможно предложить другой продукт - однозначно да. На форуме есть такой вопрос: 'А есть ли в связке карбид бора, размер зерна которого больше, чем зерно алмаза?'. Да, есть. Грамотный человек скажет: 'Ну вот же и ответ, что вы нам голову морочите!!!'. Конечно есть вопрос. И первым, он появился именно у нас. К сожалению один из наших сотрудников выложил его на всеобщее обозрение прежде, чем мы его проверили. Поспешил, так сказать, блеснуть на показ своей эрудицией. С прискорбием хотим доложить вам, что риски на металле при использовании брусков с этим зерном, но без карбида бора, только одна смола, остаются тоже. Это видно под микроскопом. Получается дело не в карбиде бора. Мы выдаем, как минимум, ещё две версии. Одна, всеми вами любимая, что 'это частицы попадающие в брусок, на ужасном производстве, при расхлябанности всех и вся'. И вторая версия, и с ней знакомы другие производители алмазного инструмента, кругов для обработки ювелирных камней - неоднородная твёрдость частиц алмазного микропорошка внутри одной партии. Попадается такое одно твёрдое зёрнышко и пошли разборки. У ювелиров это вообще тяжёлый случай. При заточке инструмента, лично мы сомневаемся, что это настолько критично, как это преподносится. Но, опять же повторимся, мы не навязываем свою точку зрения в оправдание. В этом случае надо попробовать использование другого инструмента. Это может быть и алмазная паста, которую мы тоже производим. Во-первых, это производство на порядки чище, чем производство брусков. И во-вторых, это другая технология. Паста гораздо дешевле. Что вам мешает попробовать её? Мы думаем, что людей, которых не устроил наш брусок с зерном 3/2 -0/0,5, конечно больше чем 20 из 6000 человек. Они просто, без какой-то оскорбительной критики в наш адрес, нашли другой инструмент, и возможно кто-то, стал использовать и нашу пасту.
4) Неравномерный алмазный слой.

Это такая технология. Ручное разравнивание до спекания порошкового материала. Слой по определению будет не ровным ,но мы гарантируем за счёт контроля минимальную его толщину 0,8 мм. Если вы нашли участок, где эта толщина меньше, то конечно это брак. Во внутрь бруска мы не заглянем. Когда мы получаем нестандартный брусок путём реза стандартного, то конечно можно видеть, что внутри и уже данный слой контролируется, а брусок маркируется. Если кто-то купил брусок, сам его разрезал и перепродал его, это уже не наша проблема, как бы вы этого не хотели и не убеждали нас, что изначально, это был наш брусок. Самостоятельно разрезав брусок, вы его для нас испортили и взяли уже на себя все остальные риски, связанные с качеством. Наши стандартные размеры на двухсторонние бруски, на которые есть пресс-формы: 200х35х10 мм, 200х83х10 мм, 150х35х10 мм, 120х35х10 мм. Остальные размеры по специальным заказам. Отходы мы не маркируем, и не продаём. Но некоторые заказчики, зная технологию производства, нестандартных брусков забирают эти остатки. Что и как они с ними делают, мы не знаем. Так что, не покупайте бруски непонятного размера и без маркировки.
5) Ошибка в маркировке.
Ну что ж этого исключать нельзя - пресловутый человеческий фактор. Если это и происходит, то всё-таки крайне и крайне редко так как есть несколько дублирующих моментов:
5.1 Маркировка маркиратором с торца бруска;
5.2 Печать на слое;
5.3 Паспорт;
5.4 Серая связка с более крупным зерном, красная с мелким зерном.
Поэтому в одном заказе могут быть бруски с одинаковым зерном, но связки будут разные. Так как в одном бруске это зерно крупное, а в другом мелкое. И не надо пожалуйста сразу паниковать. Это методика для удобства пользования потребителем и технология для минимизации путаницы во время производственного цикла.
Пожалуй пока и всё, ждём комментарии и главное - нормальных, обоснованных советов.
С уважением, коллектив ОАО 'ВеАл'.
Но на большинстве предприятий на претензии высказанные на форуме просто послали бы нах...( ну форма была бы возможно и не такая - но суть эта )
Поэтому я хочу искренне поблагодарить коллектив завода - за то что они болеют за свое предприятие и его продукцию..
Что же касается претензий - так я уже в этой теме писал и не раз - нету их у меня - в своей нише , за свои деньги продукция завода ( не только бруски) - отличное решение для задач для которых они предназначены..
Так что как говорили в былые времена - больших трудовых успехов вам товарищи.. 😊)
По поводу советов - ИМХО по крайней мере самонадеянно советовать что то людям которые профессионально работают в какой то сфере любителям
А вот пожелания есть у меня - очень хочется бруски на основе эльбора - ибо полтавские ну не прилично дорого.. 😞
venevalmazВ первую очередь спешу поблагодарить за столь развернутый ответ! Наконец сбылось и начался настоящий диалог.
Пожалуй пока и всё, ждём комментарии и главное - нормальных, обоснованных советов.С уважением, коллектив ОАО 'ВеАл'.
По самому диалогу, будет правильно если на форуме останется от вас постоянный сотрудник, который будет отвечать на вопросы. Если в подписи (настройки форума) добавить слова, что пишет реальный человек, он может ошибаться, но он всегда постарается уточнить на заводе - пропадет чувство, что мы общаемся исключительно с продавцами, а не представителями завода.
По форме брусков - все несколько сложнее и проще. Для грубых брусков не так важна точность, а при работе на 1/0 предполагается микронный съем металла. Если съем более грубый, то и брусок логично брать грубее. При заточке на настольном бруске руками, после некоторых тренировок, можно выдерживать угол с очень большой точностью. При этом после заточки на "кривом" бруске будет видно скругление, а не плоскую фаску.
Если у вас хорошо идут продажи субмикронных брусков, возможно и не стоит прислушиваться к нашему форуму, но рекомендую посмотреть цены мировых брендов (не только алмазные бруски) - с уменьшением размера абразива растет цена, иногда во много раз. Действительно, не каждому необходим брусок, работающий тоньше микрона, но если нужен - желательно получить ожидаемый результат.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Про кривизну брусков - только недешевые точильные камни имеют идеальные поверхности. Даже японцы- синтетики требуют предварительной подготовки. То, что вы можете сделать - контролировать входную геометрию алюминиевых болванок и убедится, что бруски не коробятся от разного связующего на сторонах. Остальное - дело пользователей.
Сама кривизна 0.35 на 200 мм допустима имхо на грубых брусках, до 100/80, на остальных она уже существенно влияет на результат. Дело тут не в том, что камень качается на столе, а в том, получится ли проточить весь плоский подвод, или нет. Хотя при некотором навыке можно и вогнуто-выпуклыми брусками выйти на РК, но это неудобно.
Про бруски 3/2-1/0 опять же имхо дело не в лишних крупных зернах, а в их скоплениях и агломератах. Я понимаю, что распределить тонкий абразив равномерно по связующему - серьезная техническая проблема, поэтому сейчас использую бруски до 7/5, а дальше - пасты или другие абразивы.
Может быть для финишных брусков есть смысл порешать проблему геометрии и однородности пусть и за счет увеличения стоимости?
Это как бы нормально, что камень 1000JIS в два (а то и в пять) раз дешевле, чем 8000JIS.
По сути, альтернативы вашим брускам нет, и если вы сделаете более дорогой, но качественный продукт, может быть покупатель найдется?
venevalmaz
Кривизна брусков, которая якобы очень сильно влияет на результат заточки. Будем озвучивать заводскую позицию, и приводить аргументы в нашу пользу, одновременно задавая вопросы и вам и себе:
Условно разобьем использование наших брусков на три категории способа заточки:
2.1 50% пользователей - заточка на весу. Максимальную кривизну, заявленную в ТУ, вообще никто не заметит.
venevalmazНа счет этого Вы - не правы.Кривые бруски не будут точить ни к каком случае.Не будем на этом зацикливаться.
2.3 25% пользователей - это заточка в приспособлениях, новое направление на нашем заводе. Это приспособления АРЕХ, LANSKI и DMT. И тоже есть вопросы. На наш взгляд, самая интересная и профессиональная конструкция у точилки АРЕХ. Посмотрите, но заточка идёт при помощи бруска, закреплённого на штанге в шарнире. Вы хотите сказать, что незначительная кривизна бруска не может быть компенсирована работой в шарнире?
На счет того - что бруски - кривые - не такая большая беда - кто хочет - просто их выравняет - это, к стати - не так сложно, тем более в процессе - всё равно приходиться бруски(любые ) периодически выравнивать , иначе о скорости и точности можно забыть.
На сколько я понял, и я это лично проверил - проблемы не в отдельных рисках(которые могут появляться от других причин), а в том, что бруски с маркировкой 3\1мкр - не точат так, как точили раньше(3-4 года назад) - по крайней мере я сравнил работу брусков купленных у Вас в прошлом году - 3\1мк - работают грубее брусков (или на одном уровне) 7мкр - это даже слышно, и заметно по ощущения при заточке, а вот бруски, купленные 2-3 года назад - работают отлично, то есть, с уменьшением размера алмаза - работают тоньше,как должно быть.Мне трудно судить от чего это - но при рассматривании в микроскоп - можно предположить, что это от связки, так как алмазы мелкие рассмотреть не удается, а связка - явно крупнее на новоделе.Если хотите, я могу Вам выслать для проверки-сравнения(с последующим возвратом!) бруски старые, и бруски новые с зернистостью 1\3мкр.
Пользуюсь Вашими брусками давно, и они, лично меня полностью удовлетворяют для заточки ножей.По сути - Вам надо разобраться, почему бруски 3\1мкр в отдельных партиях - точат грубее брусков 7 мкр в этой же партии, и совсем грубее брусков,(на уровне 20мкр) сделанных ранее.Чудес на свете - не бывает, причину найти можно. Если заинтересованны - я готов Вам выслать бруски для сравнения.
25% пользователей - это заточка в приспособлениях, новое направление на нашем заводе. Это приспособления АРЕХ, LANSKI и DMT. И тоже есть вопросы. На наш взгляд, самая интересная и профессиональная конструкция у точилки АРЕХ. Посмотрите, но заточка идёт при помощи бруска, закреплённого на штанге в шарнире. Вы хотите сказать, что незначительная кривизна бруска не может быть компенсирована работой в шарнире?
Вот зачем гадать, рисовать всякие схемы и строить предположения? Просто , возьмите два бруска, один идеально плоскопараллельный, другой с прилавка и попробуйте заточить нож, в точилке, типа "Апекс" (которая без люфтов) до состояния перерубания волоса на весу. С помощью какого бруска вы это сделаете легко и непринужденно и даст ответ на поставленный вами вопрос (если уж ставите под сомнение претензии участников данного форума). Даже еще проще можно сделать , любую старую бритву повозите по этим брускам и все встанет на свои места.
Как вы считаете, мы должны менять состав связки, если на 6 000 проданных брусков с данным зерном, мы получили не более 10 официальных претензий и примерно столько же критических высказываний на форуме?Вы должны делать то , что считаете нужным, но , раз разместили свою тему на данном ресурсе, то желательно , прислушиваться к пожеланиям завсегдатаев этого форума ,если они важны для вас как клиенты. Их отзывы, говорят совсем не о цифре 6000 : 10 в вашу пользу ,а о 5: 1 (из 5 один нормальный ). Уж извините , но это так.
Попадается такое одно твёрдое зёрнышко и пошли разборки. У ювелиров это вообще тяжёлый случай. При заточке инструмента, лично мы сомневаемся, что это настолько критично, как это преподносится.Зря сомневаетесь , это не просто критично - это катастрофа на зернистости 0/1.
Скажу и хорошее про ваши бруски. Брусок 100/80-50/40 прекрасен во всем , и стоит каждого рубля заплаченного за него. На кривизну брусков, лично я, не обращаю особого внимания , главное , чтобы толщина связки , позволяла довести брусок самостоятельно. Я свои выровнял сам и оставшиеся толщина абразивного слоя , меня устроила по всем параметрам. Огорчает только одно , что вы не видите особой проблемы, в паре паразитных зернышках в бруске. Тогда , лично для меня, покупка микронных брусков , теряет всякий практический смыл для ручной заточки.
GukepshevДобавлю от себя, регулярно использую брусок 260/200 для обработки торцов стекол, это превосходный брусок для активного съема и стоит каждого затраченного рубля!
Скажу и хорошее про ваши бруски. Брусок 100/80-50/40 прекрасен во всем , и стоит каждого рубля заплаченного за него
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
venevalmazкомпенсировать может, но как это отразится на геометрии фаски на финише? Здесь геометрия должна быть идеальна, иначе высокого результата не добиться. И кривым бруском не зафинишировать до реза волоса на весу (проверял). Выровнять брусок самостоятельно - не проблема. Но вот что я заметил: была у меня линейка брусков и чем меньше зерно, тем больше кривизна (в т.ч. довольно глубокие впадины), вот если бы было наоборот... грубые кривые, а финишные ровные, то бы и проблем ноль. И еще один момент, у меня есть двухсторонний брусок 150х35, 3/2 + 1/0. У него один край на 0,6 мм толще другого, т.е. идет плавное уменьшение толщины бруска. Просто руками на порошке это убрать нереально, да и толщина слоя в 1 мм не позволяет. Если финишировать таким бруском, то мы получаем конвексную фаску
Вы хотите сказать, что незначительная кривизна бруска не может быть компенсирована работой в шарнире?
skvaterПо моему опыту кривизна бруска и болтание направляющей в шарнире - складываются, и только усугубляют проблему - обе проблемы просто решаются - брусок выравнивается, узел ставиться нормальный(или направляющая держателя бруска ставиться ровная).Просто надо разобраться - почему получаются бруски с разным характером работы. Ведь есть мелкие бруски, которые отлично работают и соответствуют своей заявленной зернистости.
venevalmazВы хотите сказать, что незначительная кривизна бруска не может быть компенсирована работой в шарнире?
компенсировать может, но как это отразится на геометрии фаски на финише?
Бруски в последней партии, что я покупал - вообще не ведет, но характер работы - другой, в отличии от прежних, которые вело сильно.Не такая уж хитрая задача, что бы разобраться технологам в этом.Пусть лучше их ведет как раньше, но пусть они точат тоже как раньше.
К стати, я писал про брусок с новой связкой 3\0,5мк - у меня всё нормально, - на стороне 3мкр было два кусочка крупных вкраплений посторонних(черного цвета), которые было слышно при работе(стучали!) - выковырял их - стал отлично полировать-доводить. Не видел отзывов от других - покупали несколько человек - кто нибудь точил этими брусками?
A.V.X.1960В этой же теме, пост #410 от aptekar113
Не видел отзывов от других - покупали несколько человек - кто нибудь точил этими брусками?
3) Зерно 3/2 - 0/0,5 .Очень жаль, что заводу не интересны скромные точильщики ножиков. Прискорбно...
Как вы считаете, мы должны менять состав связки, если на 6 000 проданных брусков с данным зерном, мы получили не более 10 официальных претензий
corsair1670покупал веневцев в разных магазинах, ни у одного чехла не было (паспорта тоже). Куда их продавцы девают...
Чехлы на морозе трескаются.
Брал в интернет-магазине ВИДБРУСОК. Связывался со мной менеджер - автор этой темы. Присылали в прозрачных стандартных чехлах. Можно заказать чехол старого образца при желании. Последний раз чехол подпортился немного.
Чехлы на морозе трескаются.Ну у Вас и проблемы! (с улыбкой).
У меня "золотой" алмаз сильно поистерся, хватит года на два(экономно), а потом что делать? С ужасом думай на что переходить придется, на Арканзасы или натурального японца, так того японца еще подбери, да и всю концепцию заточки менять придется. Вот это ужас-ужас!
chingachgookПроблемы конечно не большие. Кстати это мелочи по сравнению с кривизной поверхности. Я писал выше. А покупать отдельные чехлы не вижу смысла. Можно сшить, но зачем? Вижу завод не хочет обращать внимания на призывы сообщества и ищет способы показать несостоятельность указанных недостатков. Дела не будет.
quote:Чехлы на морозе трескаются.Ну у Вас и проблемы! (с улыбкой). У меня "золотой" алмаз сильно поистерся, хватит года на два(экономно), а потом что делать? С ужасом думай на что переходить придется, на Арканзасы или натурального японца, так того японца еще подбери, да и всю концепцию заточки менять придется. Вот это ужас-ужас!
хочется посмотреть на фото подвода и рк в микроскоп после золотого алмазЯ человек непоследовательный, с огромным удовольствием смотрю на фотки АлексаП и ОлдТора, но сам считаю, что ориентироваться на фото поверхности смысла нет.
Может это от зависти, сам-то я фоткать так же великолепно не умею.
qhjjа есть фото или были попытки? красивость не нужна в принципе. интересно что на творится на рк и подводе после алмазов 3/2 и 1/0 на разных сталях.
Интересны фотки именно после "золотого" бруска. А что творится после обычного 3/2 и 1/0 все мы хорошо знаем
Спасибо за комментарии и вопросы которые помогают формирование как минимум, направления в дальнейшей производственной деятельности, как максимум - решения. Продолжаем поиск этих решений.
------
С уважением, коллектив ОАО "ВеАл".
Komimort
Речь буду вести про бруски для ручной заточки, апексными не пользовался.Про кривизну брусков - только недешевые точильные камни имеют идеальные поверхности. Даже японцы- синтетики требуют предварительной подготовки. То, что вы можете сделать - контролировать входную геометрию алюминиевых болванок и убедится, что бруски не коробятся от разного связующего на сторонах. Остальное - дело пользователей.
Сама кривизна 0.35 на 200 мм допустима имхо на грубых брусках, до 100/80, на остальных она уже существенно влияет на результат. Дело тут не в том, что камень качается на столе, а в том, получится ли проточить весь плоский подвод, или нет. Хотя при некотором навыке можно и вогнуто-выпуклыми брусками выйти на РК, но это неудобно.
Про бруски 3/2-1/0 опять же имхо дело не в лишних крупных зернах, а в их скоплениях и агломератах. Я понимаю, что распределить тонкий абразив равномерно по связующему - серьезная техническая проблема, поэтому сейчас использую бруски до 7/5, а дальше - пасты или другие абразивы.
Может быть для финишных брусков есть смысл порешать проблему геометрии и однородности пусть и за счет увеличения стоимости?
Это как бы нормально, что камень 1000JIS в два (а то и в пять) раз дешевле, чем 8000JIS.
По сути, альтернативы вашим брускам нет, и если вы сделаете более дорогой, но качественный продукт, может быть покупатель найдется?
По минимизации данной кривизны - пусть и за счёт удорожания инструмента: мы давно обсуждаем производство и такого инструмента. Есть технологические наработки и понимание того, что надо сделать. Пока смущает конечная стоимость. Но возможно Вы и правы в том, что именно рынок рассудит и даст ответ о целесообразности данного продукта. Надо для начала предоставить образец и озвучить цену. Мы подумаем над этим предложением.
По 3/2 - 0/0,5: по - прежнему всё неоднозначно. Со своей стороны скажем, что работы по подбору связки не прекращаются. Но всё-таки рекомендуем пользоваться, именно пастами тем, у кого особые требования к конечному результату.
A.V.X.1960
На счет этого Вы - не правы.Кривые бруски не будут точить ни к каком случае.Не будем на этом зацикливаться.
На счет того - что бруски - кривые - не такая большая беда - кто хочет - просто их выравняет - это, к стати - не так сложно, тем более в процессе - всё равно приходиться бруски(любые ) периодически выравнивать , иначе о скорости и точности можно забыть.
На сколько я понял, и я это лично проверил - проблемы не в отдельных рисках(которые могут появляться от других причин), а в том, что бруски с маркировкой 3\1мкр - не точат так, как точили раньше(3-4 года назад) - по крайней мере я сравнил работу брусков купленных у Вас в прошлом году - 3\1мк - работают грубее брусков (или на одном уровне) 7мкр - это даже слышно, и заметно по ощущения при заточке, а вот бруски, купленные 2-3 года назад - работают отлично, то есть, с уменьшением размера алмаза - работают тоньше,как должно быть.Мне трудно судить от чего это - но при рассматривании в микроскоп - можно предположить, что это от связки, так как алмазы мелкие рассмотреть не удается, а связка - явно крупнее на новоделе.Если хотите, я могу Вам выслать для проверки-сравнения(с последующим возвратом!) бруски старые, и бруски новые с зернистостью 1\3мкр.
Пользуюсь Вашими брусками давно, и они, лично меня полностью удовлетворяют для заточки ножей.По сути - Вам надо разобраться, почему бруски 3\1мкр в отдельных партиях - точат грубее брусков 7 мкр в этой же партии, и совсем грубее брусков,(на уровне 20мкр) сделанных ранее.Чудес на свете - не бывает, причину найти можно. Если заинтересованны - я готов Вам выслать бруски для сравнения.
Большое спасибо за желание помочь нам. Высылайте, гарантируем возврат. В свою очередь попросим Вас протестировать несколько брусков с зерном 3/2-0/0,5 с использованием в связках других компонентов. Вышлем их одновременно с возвратом Ваших. Попросим результат данных испытаний озвучить для всех. Вы какой концентрацией алмаза пользуетесь?
corsair1670
Поддержу. Иногда попадаются очень неровный слой алмазов. При доводке может "уйти" до половины рабочего слоя. Это очень неприятный факт особенно для тонких алмазов. Купить новый брусок и извести его при доводке? Хоть и цена демократичная, но все же. Чехлы на морозе трескаются.
По ровности: выше немного затронули эту тему - сделав брусок по другой технологии может возникнуть вопрос к цене. Даже самостоятельно выровняв брусок, сточив при этом пол слоя, у этого инструмента останется большой рабочий ресурс. Эти связки очень стойкие, так как разрабатывались в первую очередь для обработки твёрдых сплавов кругам на станках.
Вы про какие чехлы говорите? Про пластиковые (упаковочные) или из кож.заменителя (под заказ)?
skvater
покупал веневцев в разных магазинах, ни у одного чехла не было (паспорта тоже). Куда их продавцы девают...
Куда деваются чехлы и паспорта не знаем. Может они выдают наши бруски за бруски других производителей? В противном случае не видим смысла выкидывать чехлы и паспорта.
venevalmazПластиковые. Это мелочь. Так на всякий случай. Может для вас будет полезно.
Вы про какие чехлы говорите? Про пластиковые (упаковочные) или из кож.заменителя (под заказ)?
По 3/2 - 0/0,5: по - прежнему всё неоднозначно. Со своей стороны скажем, что работы по подбору связки не прекращаются. Но всё-таки рекомендуем пользоваться, именно пастами тем, у кого особые требования к конечному результату.А как именно пользоваться для заострения режущей кромки пастами вместо бруска? Интересуют только пасты 1микрон и тоньше. Сижу думаю, не придумывается. Если есть наработки прошу поделиться.
Со своей стороны скажем, что работы по подбору связки не прекращаются.Связка на безборидных алмазах, та, что желтенькая такая, очень хороша. Но в ней попадаются включения по размеру больше 1 микрона, сильно больше. Вот бы с ними что решить. Тогда бруски будут шикарные.
chingachgook
А как именно пользоваться для заострения режущей кромки пастами вместо бруска? Интересуют только пасты 1микрон и тоньше. Сижу думаю, не придумывается. Если есть наработки прошу поделиться.
Вы в основном работаете на Апексе(по тем видео, что видел), поэтому осмелюсь предположить, что Вам подойдет чугун в качестве притира.
Работать будет агресивнее брусков, но намного предсказуемо и однороднее.
Не думайте, что Вам придется работать с суспензией. Со временем поверхность чугуна зашаржируется и при доводке достаточно мазнуть сож и можно работать.
Из минусов:
- без СОЖ работать не получится
- чуть грязнее
- абразивная гигиена (не так страшно как звучит)
Можно подробнее тут почитать forum.guns.ru
chingachgookПритир из меди - постепенно шаржируется алмазами и начинает работать ( если на точилку) а в ручную практически на любом притире достаточно твердом - хоть стекле заматированном
как именно пользоваться для заострения режущей кромки пастами вместо бруска? Интересуют только пасты 1микрон и тоньше
chingachgookВсе очень даже несложно!
А как именно пользоваться для заострения режущей кромки пастами вместо бруска? Интересуют только пасты 1микрон и тоньше. Сижу думаю, не придумывается. Если есть наработки прошу поделиться.
Для начала стоит разделить возможность попробовать и будущее использование в работе.
Попробовать можно просто оклеив бумажным скотчем любой ровный бланк для точилки и намазав его пастой тонким слоем. Паста будет работать очень тонко, тоньше своего номинала вдвое или втрое. Понятное дело, что использовать можно будет только от зерна.
С минимальными затратами, попробовать можно на бланке с медным покрытием или даже лужёной медью. Просто в магазине радио любителей покупается лист печатной платы - заготовки, т.е без отверстий и дорожек, а сплошная пластина с медной фольгой на одной или двух сторонах. Отпиливаем нужный кусок под станок. Далее, намазываем ее растворителем и сразу размазываем пасту. Берем твердый стержень, ролик или другой инструмент, которым будет удобно вдавливать алмазы в притир. Мне понравилось использовать подшипник с продетым внутрь стальным стержнем. Поясню процесс - растворитель позволит чуть подсушить пасту и размазать очень тонко. Как только подсохнет начинаем катать подшипник по притиру со значительным нажимом. У меня ширина подшипника 10 мм и я надавливаю наваливаясь корпусом, т.е всяко больше 10 кг. После этого, рекомендую смыть всю жировую основу, оставшуюся от пасты и повторить процедуру еще пару тройку раз - задача увеличить концентрацию алмазов. Основная ошибка ухудшающая процедуру - попытка сразу взять побольше пасты. Она начинает выдавливаться подшипником и алмазы плывут. Наилучший результат, когда подшипник не создает впереди себя волны (или почти не создает). Результат во много раз быстрее, если процедуру повторить несколько раз. Смывать пасту стоит без фанатизма, поскольку в момент шаржирования (накатки роликом) они едва цепляются за притир. По настоящему они внедрятся в притир уже во время работы. По крайней мере мне не удавалось их внедрять так же хорошо, как в сосновые торцевые притиры. Но там они сами внедрялись и их не нужно было вкатывать.
Притир из печатной платы будет работать довольно хорошо, но не очень долго, будет пачкаться медью на фаску. Но такой притир легко изготовить и попробовать. Работа будет во много раз активнее, чем со скотчем. Можно регулировать количество алмазов и легко сделать несколько пластин под различные пасты.
Для удобного и долговременного использования паст 1 мкм и тоньше, наверное стоит порекомендовать чугунный притир, но мне для таких тонких паст не понравились металлические притиры вообще! 10 мкм отлично шаржируются, хорошо работают и все получается понятно и наглядно, но на микронных и субмикронных размерах все сложнее. Наилучший результат мне удалось достичь на сосновом торцевом притире. Но я его использовал как большой настольный брусок, и слабо представляю как сделать насадку в станок. Но суть в том, что торцевой спил сосны намазывается жирным слоем пасты и чуть подогревается над конфоркой. Вся жировая основа пасты впитывается в притир, а алмазы остаются на поверхности и хорошо закрепляются. Такой притир работает исключительно быстро - во много раз быстрее виневских алмазных брусокв. Но работать на зерно с выходом на РК таким притиром не получается.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Энтузиазма пока не прибавилось.
chingachgookКогда попробуете, сильно удивитесь качеству и скорости работы шаржированных паст в притиры! Имея твердый притир, можно работать и на зерно. Для сравнения, виневский брусок 1/0 с торцевым сосновым притиром - притир работает на порядок быстрее и однороднее. Именно порядок, т.е 10 раз или больше...
Спасибо всем откликнувшимся.
Энтузиазма пока не прибавилось.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
chingachgookДа проблемы с чехлами есть... .Хорошо что я без чехлов покупал! 😀
Ну у Вас и проблемы! (с улыбкой).У меня "золотой" алмаз сильно поистерся, хватит года на два(экономно), а потом что делать? С ужасом думай на что переходить придется, на Арканзасы или натурального японца, так того японца еще подбери, да и всю концепцию заточки менять придется. Вот это ужас-ужас!
Игорь - можете продлить время работы "золотого"бруска - точите полным сетом - то есть не перескакивайте с 20 на 1мкр - дольше, конечно, но 1мкр - проживет дольше. Я себе точу до 20мкр, правлю на... - !
chingachgook
Ну у Вас и проблемы! (с улыбкой).У меня "золотой" алмаз сильно поистерся, хватит года на два(экономно), а потом что делать? С ужасом думай на что переходить придется, на Арканзасы или натурального японца, так того японца еще подбери, да и всю концепцию заточки менять придется. Вот это ужас-ужас!
Благодаря Вам и вашим видео, эти бруски стали очень популярны. Посмотрев ваше видео по заточке, я сразу заказал 4 бруска (уверен , таких как я было много). Так что на месте представителей завода (если не дураки) , я бы Вам мешок этих брусков подарил, чтобы Вы могли из этого мешка , выбрать один , тот самый "золотой" брусок и продолжили снимать свои видео о заточке разных ножей. Такие видео - лучшая реклама этих брусков. Даже удивляет , почему представители завода , не сделали до сих пор такого предложения? Такое ощущение , что у них там не маркетинговый отдел, а черт знает что. Не стимулируют "блогеров" - большая ошибка! )))
chingachgook
Я на 1/0 перехожу после 3/2, а между 3/2 и 50/40 ни чего не использую.
возможно, стоит 20/14 еще добавить. Мой 20/14 работает на удивление тонко, быстро выводит риску после 50/40. И можно с 20/14 переходить на 2000 Шептон Про, а потом и финиш
GukepshevПредставитель завода упоминал, что направление "бруски для ручной заточки" им не особо интересно и выгоды особой не приносит. Гораздо интереснее алмазные абразивы для промышленности и машинной обработки
Такое ощущение , что у них там не маркетинговый отдел, а черт знает что
skvaterКончно, лучше бы chingachgook сам ответил, но, КМК, переход с 50/40 на 3/2 это не от лени и не для скорости, а фишка заточки твёрдых сталей на канат.
возможно, стоит 20/14 еще добавить
skvater
возможно, стоит 20/14 еще добавить
Serge AntТак уже не раз звучало, что брусок 50/40 в 25% концентрации работает в два (может в три) раза тоньше чем 100% той же зернистости 😛
КМК, переход с 50/40 на 3/2 это не от лени и не для скорости
chingachgookЭто что получается- "цыганская" заточка твёрдых сталей на канат?
Я на 1/0 перехожу после 3/2, а между 3/2 и 50/40 ни чего не использую.
Это что получается- цыганская заточка твёрдых сталей на канат?Если что, я несколько другой национальности.
Skif 77Почему цыганская? ЕМНИП, цыганская - это когда одна сторона грубо, а другая тонко. Тут обе одинаково, но с большим шагом.
Это что получается- "цыганская" заточка
chingachgookИндейская заточка?
Если что, я несколько другой национальности.
Индейская заточка?В точку.
Веневский завод что-то в теме не появляется.
Вчера сравнивал с Веневским алмазом 1/0 притир со свободным зерном 1мкм на стекле и медь, шаржированную зерном 1мкм. Даже близко нет. Возможно надо больше времени и усердия. Надо продолжить, но по тому, что получилось - сплошное разочарование.Вот после сообщений такого рода , у меня начинает колоть в области печени и я бегу рассматривать свой брусок 1/0 и поминать добрым словом производителя.)) Что за чудо брусок у Вас такой? Вот прям чувствую , что если я не увижу РК в увеличении, после работы на таком бруске , то можно считать , что жизнь обошла меня стороной.))
Вот после сообщений такого рода , у меня начинает колоть в области печени и я бегу рассматривать свой брусок 1/0 и поминать добрым словом производителя.)) Что за чудо брусок у Вас такой? Вот прям чувствую , что если я не увижу РК в увеличении, после работы на таком бруске , то можно считать , что жизнь обошла меня стороной.))У Вас такая же ошибка, как и у многих на этом форуме.
Не надо ничего рассматривать.
Точите нож и замеряете начальную остроту. Измеряется в любых доступных единицах. Я использую килограммы на сантиметры. Потом режете калиброванный материал. Определенное количество. Потом замеряете конечный результат. Все. На каком абразиве результат лучше, такой брусок и лучше. Все остальное это "бантики".
"Золотой" Веневский брусок пока превосходит все остальные абразивы, с которыми была возможность сравнить.
------
Это алмазы больше 1 микрона или нет?
chingachgookНу так 3\1 мкр берут работу промежуточных на себя - больше стачиваются.
Я на 1/0 перехожу после 3/2, а между 3/2 и 50/40 ни чего не использую.
Я только друзьям точу до 1мкр - бреет, бумажку режет. Они после моей заточки - нож берегут!Что бы не затупился!Себе - проще - максимум раз в год - 7 мкр - все равно потом правлю руками на гальванике-алмазе или на наждачке охотнож - резать нечего на охоте кроме сала-лука. Охота такая!
"Золотой" Веневский брусок
а подскажите, что за брусок такой, чот не в курсе
tvy61а подскажите, что за брусок такой, чот не в курсе
это двухсторонний веневский брусок 3/2 + 1/0, которым владеет И.Лукинов и использует его для финиша порошков на канатные тесты. Был отобран из кучки брусков, по легенде ножи после него режут канат максимально долго и брусок не оставляет паразитную риску, которая свойственна тонким веневцам. В общем, этот брусок - мечта любого заточника
skvater
двухсторонний веневский брусок 3/2 + 1/0, которым владеет И.Лукинов и использует его для финиша порошков на канатные тесты. Был отобран из кучки брусков, по легенде ножи после него режут канат максимально долго и брусок не оставляет паразитную риску, которая свойственна тонким веневцам. В общем, этот брусок - мечта любого заточника
было бы замечательно, если бы oldTor сделал фото
поверхности этого бруска и фасок с кромкой.
Ибо лучше один раз увидеть, что 100 раз услышать.
Здесь на форуме были озвучены варианты, но они немного разнятся.
[ удалено модератором ]
Вадим1959200/160 и 160/125 - 100 порошок
Посоветуйте пожалуйста какими гритностями КК выводят алмазные бруски разной гритности?
100/80 и 50/40 - 220
20/14 - 400
7/5 - 800
3/2 и 1/0 - 1200
В зажим Профиля двухсторонний брусок просто так не встает?
skvater
200/160 и 160/125 - 100 порошок
100/80 и 50/40 - 220
20/14 - 400
7/5 - 800
3/2 и 1/0 - 1200
[ удалено модератором ]
У меня еще один вопрос по поводу алмазных брусков - а нужно ли боковые грани закруглить, чтобы не было острых углов?
Вадим1959Да.
У меня еще один вопрос по поводу алмазных брусков (а может и всех других брусков) - а нужно ли боковые грани закруглить,
[ удалено модератором ]
В этой теме допустимо задавать вопросы и обсуждать только то,
что напрямую связано с продукцией Веневского Завода Алмазного Инструмента
Всё остальное --- оффтопик.
chingachgook
Что касается доводки-выравнивания Веневских алмазов на стекле с КК, то я этой процедуре подвергаю только алмазы 3/2, 1/0. Выравниваю на любом КК(400, или 600, или 800), а потом, не торопясь, 1200 до бархатного вида. Все. Достаточно потом раз в год алмаз освежить слегка на 1200.
Спасибо большое.




A.V.X.1960
Я не так ровняю.
А как?
A.V.X.1960
Перестал ровнять на порошке мельче ....- Просто удаляю часть сунспезии со стекла - и дальше. Порошок дробиться - следовательно - мельче. Далее - на собственной сунспензии. Нам - надо - ровно. Тоньше(мельче) алмазы на КК - вы не сделаете.Поймите смысл заточки - всё будет хорошо!1200и чуть крупнее - бессмыслено. НАМ-НАДО РОВНО!Когда это осмыслите - всё будет получаться.Если не получается - покупайте у меня точилку - к ней я даю инструкцию и гарантию - у 99,9 - всё точится бысрто и ровно до бритвы. Это - без понтов.
Постараюсь осмыслить. А что за точилку Вы мне предлагаете? Где можно посмотреть видео этой точилки?
vkuzma
Сделал заказ в интернет магазине VIDBRUSOK 24.02.2017.
И в ответ тишина. Попытки связаться с онлайн-консультантом, отправить сообщение, через форму обратной связи в личном кабинете, по телефону ничего не изменили - ни какой реакции, тишина.
Интересно, ко всем клиентам такое отношение?
И нужно то было всего лишь сделать дозаказ. Но увы ...Печально. С таким отношением стал сомневаться, что вообще что либо получу.
PS\
НАШИ ПРЕИМУЩЕСТВА:
ЦЕНА
Лучшее соотношение цена/качество для заточного инструмента.
На порядок ниже импортных аналогов.
КАЧЕСТВО
Все бруски проходят контроль качества на соответствие Техническим Условиям.
ТУ для двухсторонних брусков, ТУ для односторонних брусков.
СЕРВИС
- Индивидуальный подход и внимание;
- Быстрая отправка.
?
Уважаемый, Владимир Владимирович.
На нашем сайте, во вкладке "Контакты" указано: "Наш офис работает с понедельника по пятницу 10.00 - 18.00, кроме выходных дней".
Соответственно скольку 24 февраля был выходной - мы не работали и ответили Вам на следующий день.
В этой же вкладке указана эл. почта для связи, на тот случай если Вам не удалось нам дозвониться.
Читаю периодически такие вот возмущенные истории и недоумеваю почему у меня все по другому ?? И отвечают то мне сразу, и отправляют махом и бруски меня категорически устраивают и даже более того по моему заказу не стандартные изделия безропотно делают..
Это не в смысле того что врут люди , просто накладки бывают видимо и у самой лучшей фирмы , слава богу что меня и других пользователей это не касалось ни разу 😊)
vkuzma
Уважаемый Александр. Если бы мне кто то ответил, я бы не писал.
Кроме как статуса согласован и оплата принята в личном кабинете ничего не было. И так в течении двух недель. В этот же период я и пытался всеми возможными способами связаться, а не в выходные, как Вы пишете. Писем не было, в папке СПАМ в том числе. Сегодня статус сменился на "в обработке", спасибо ГАНЗЕ. Не проще ли признать, что про меня забыли, или Заняты были. Зачем искать крайнего.
Ну и тогда уж ответьте пожалуйста на вопрос :
- зачем нужны на Вашем сайте "Онлайн консультант", "напишите обращение", "Обратная связь", ? Если с Ваших слов работает только телефон и эл. почта. Откуда нам знать, что работает, а что нет.
Ваша правда Владимир Владимирович, только что проверил форму обратной связи - не работает, будем исправлять.
Однако в раздел Контакты Вы не заходили, иначе прислали бы мне письмо на эл. почту и узнали бы о том что в выходные звонить бессмысленно.
Письмо которое я отправлял на Вашу почту Вы видимо не получили, но в нем я описывал Вам как можно оплатить заказ и просил Вас описаться по факту оплаты (я всех об этом прошу, как раз на такой случай) и поскольку Вы мне не ответили, об оплате я узнал только сегодня по факту проверки заказа.
У меня в личном кабинете статус заказа 4682 стоит оплачен 23.02.17 на изготовлении, и до сих пор без изменений.
Скоро ли появится в продаже кожа на бланках?
От лица нашего интернет-магазина приношу Вам свои извинения.
В связи с началом выставочного сезона и неожиданно большим наплывом заявок, производство не успевает в срок выполнить все заказы - сроки уточняются и корректируются.
Стандартный срок изготовления в нашем интернет-магазине - до 10 рабочих дней со дня поступления оплаты на наш счет.
------
С уважением,
Александр Хохлов
http://www.vidbrusok.ru
Заказал бруски в интернет-магазине VIDBRUSOK.RU (заказ номер 4804), номер карты не высылают, на вопросы через форму на сайте не отвечают...
Может здесь помогут: сколько времени обычно проходит до того, как высылают номер карты для оплаты? В статусе заказа написано "согласован".
С уважением.
vvevvЗдравствуйте, Евгений Витальевич.
Добрый день!
Заказал бруски в интернет-магазине VIDBRUSOK.RU (заказ номер 4804), номер карты не высылают, на вопросы через форму на сайте не отвечают...
Может здесь помогут: сколько времени обычно проходит до того, как высылают номер карты для оплаты? В статусе заказа написано "согласован".
С уважением.
Письмо с номером карты было отправлено Вам в Пт 17.03.2017 9:44, почтовый сервер отчитался мне о доставке.
В папке "спам" смотрели?
Если не найдете отпишитесь мне на почту: khokhlov@venevalmaz.ru.
С уважением.
Несмотря на множество критических высказываний, решился приобрести 200*35 25% 160/125-50/40, 20/14-7/5, 3/2-1/0.
Мастерю иногда ножи, в основном быстрорезы.
Гриндера у меня нет и работа брусками бывает большая.
Так же не люблю возюкаться с водой, очень много грязи.
Алмазы использую насухую (как и наждачку).
Многие пишут про паразитные риски.
Ну ладно, думаю, поцарапает немного.
Я не затачиваю ножи-чемпионы и не сторонник стерильных технологий.
Получил брусочки. О прямолинейности говорить не приходится.
Выровнял.
После первых заточек впечатление дико негативное.
На ВСЕХ ножах выкрашивания и сколы.
Фото вначале не делал, показать не могу.
Снова равнял на разных зернистостях КК.
Стало лучше, но не так, как хотелось бы.
До этого были 2 грубых бруска этого завода на бланках, и кроме как по геометрии, особых претензий к ним не было.
Сравнил их с новыми 200*35 на одном и том же ноже.
Разница очевидна.
Фото вставляю выборочно.

(Все фото можно увидеть по ссылке https://drive.google.com/drive...Zjg?usp=sharing ).
Снова наносил сетку и сносил её.
Больше всех хлопот доставил 7/5.
В двух местах поначалу даже чувствовалась отдача в руку (я точу на Профиле).
Использовал алмазный напильник. И получил очень достойный результат.
Ну, думаю, сниму ещё микронный слой и будет мне счастье.
Но всё получилось наоборот, стало опять хуже.
Больше я в эту лотерею не играю, что слой грядущий нам готовит,
знает только Господь Бог и работники Веневского завода.
Как работают мои бруски на данный момент, хочу показать на примере заточки ножа zwilling с подъемом угла
(ссылка https://drive.google.com/drive...Mzg?usp=sharing ).
Сталь довольно пластичная, не склонная к выкрашиванию. 160/125 принципиально с выходом на РК.
Очень недружелюбно. 50\40 тоже лучше на РК не выходить.
3/2 самая непонятная для меня зернистость. Металл жрёт как крокодил, похлеще 20/14.
1/0 микровыкрашивания налицо.
Продолжил пастами Веневского же завода на медных и деревянных притирах.

Риски ровные, никаких сколов. 1/0 видны те самые паразитные риски, которыми ИМХО, можно пренебречь.
Острота после паст бритвенная, вОлос переразает без проблем.
И снова для наглядности продолжил бруском 1/0.

Уважаемые работники Веневского завода - улучшайте качество брусков.
Ведь так быть не должно, чтобы алмазы одной и той же зернистости в брусках и пастах давали столь разный результат.
Брусок 3\2-1/0 ну совсем не похож на 3 и 1 микрона.
Теперь пусть не за здравие, но в более светлых тонах.
Заточил рабочий быстрорез с упаковки полным сетом алмазов (ссылка
https://drive.google.com/drive...QlE?usp=sharing ).
Сплошные микровыкрашивания. Рез агрессивный.
В конце смены нож терял остроту - правил керамическим мусатом.
Так 4 дня. После последней правки сделал фото и не увидел никаких выкрашиваний и сколов, что меня сильно удивило.
Казалось бы, все эти концентраторы напряжения должны усугубить ситуацию и микропила стать пилой. Что это?
Результат керамомусата?
Меньше стойкость у алмазной заточки на этом ноже или нет - не могу сказать.
Специально тестов не делал, но разницы, так чтобы бросилось в глаза, я не увидел.
Может прав Чингачгук, не надо так много смотреть в микроскоп?
Выводов никаких не делаю, недостаточно опыта.
Во всяком случае, пока для меня алмазы ОДНИ ИЗ инструментов для заточки и на данный момент точно не на первом месте.
Что по алмазам мне более близко:
dmitrichW написано 5-12-2014 14:44
Коллеги, затачивайте тем, чем Вам нравится.
Применяю алмазные бруски для скорости оформления подводов с нужным углом и их декоративной отделке - быстро, красиво, всё блестит.
Грубые риски от алмазов не допускаю на РК.
Устраивает Вас результат по остроте и стойкости Вашей заточки, ну и хорошо.
Nikolay_K написано 3-2-2016 16:04
Можно ли заточить алмазами нож? Можно.
Будет ли этот нож резать? Будет.
Можно ли им будет какое-то время пользоваться? Можно
Значит в какой-то степени они применимы и для некоторых задач оправданны.
Во многих случаях алмазы дают худший результат по-сравнению с другими абразивами.
Но это не значит что они вообще ни на что не годятся.
Всех с праздником.
По алмазному слою - тут, к сожалению всё тривиально - вот тут venevalmaz писал в частности:
http://forum.woodtools.ru/index.php?topic=74290.75
"4) Неравномерный алмазный слой.
Это такая технология. Ручное разравнивание до спекания порошкового материала. Слой по определению будет не ровным ,но мы гарантируем за счёт контроля минимальную его толщину 0,8 мм. Если вы нашли участок, где эта толщина меньше, то конечно это брак. Во внутрь бруска мы не заглянем. Когда мы получаем нестандартный брусок путём реза стандартного, то конечно можно видеть, что внутри и уже данный слой контролируется, а брусок маркируется. Если кто-то купил брусок, сам его разрезал и перепродал его, это уже не наша проблема, как бы вы этого не хотели и не убеждали нас, что изначально, это был наш брусок. Самостоятельно разрезав брусок, вы его для нас испортили и взяли уже на себя все остальные риски, связанные с качеством. Наши стандартные размеры на двухсторонние бруски, на которые есть пресс-формы: 200х35х10 мм, 200х83х10 мм, 150х35х10 мм, 120х35х10 мм. Остальные размеры по специальным заказам. Отходы мы не маркируем, и не продаём. Но некоторые заказчики, зная технологию производства, нестандартных брусков забирают эти остатки. Что и как они с ними делают, мы не знаем. Так что, не покупайте бруски непонятного размера и без маркировки."
Что же касается отличия работы зерна или паст в притирах - это вполне закономерно. Основная проблема алмазного бруска какая - поскольку зерно не дробится, мы не может подровнять брусок "по вершинкам", ну разве что выломав более крупные зёрна или сильнее торчащие из связки, в процессе притирки, а фракция имеет определённый разброс всегда. А выламывание зерна при и так не высокой концентрации... Также, мы почти никак не можем бороться с агломерацией зёрен, а при ручном замешивании оно будет неизбежно, как и неравномерность алмазоносного слоя. У меня на одном бруске сейчас слой в котором практически не наблюдается алмазов.
Когда же мы загоняем зерно в виде порошка или разведённой пасты в притир, то мы нивелируем разброс фракции - углубляя в притир эту разницу, хотя бы в какой-то мере. Ну и разбиваем агломераты.
А они есть и в пастах - вот я выкладывал фото агломератов в пасте:

Это паста не венёв, привожу в качестве примера, но хочу отметить, что такое явление есть во всех пастах, что мне довелось попробовать. Это естественный вполне аспект - что зёрна по 3-5 штук могут быть довольно надёжно скреплены между собой и разбить такой комок можно только каким-нибудь курантом достаточно твёрдым и на достаточно жёсткой поверхности.
Не думаю, что при замешивании зерна в связку бруска, кто-то озабочен этим моментом, да и даже при современных способах размешивания зерна, не вручную, избежать чрезмерной близкости зёрен друг к другу в готовом уже бруске, после спекания, так, чтобы отдельные группы зёрен не работали, каждая, как одно чрезмерно крупное зерно - довольно непростая задача.
P.S. На медном притире хорошо получилось, ещё раз спасибо за фото!
P.S. На медном притире хорошо получилось
Притиры для меня совсем новое, заточил ими всего ножей 10.
Спасибо за Ваши ссылки от 22-11-2016 21:33 в этой теме и Евгению_Е.
Присмотрюсь к пастам повнимательнее.
А какой твердости (примерно) ножи Вы точите?
vovchiklj
Вадим1959
А какой твердости (примерно) ножи Вы точите?
Разной твёрдости - от 53 ед до 67 ед. Есть такая версия, что твердая связка сама начинает работать. И если на 20/14 это не заметно, то на 3/2 и 1/0 зёрна связки значительно крупнее зёрен алмазов. Не знаю на сколько верна эта версия?
Вадим1959Разной твёрдости - от 53 ед до 67 ед. Есть такая версия, что твердая связка сама начинает работать. И если на 20/14 это не заметно, то на 3/2 и 1/0 зёрна связки значительно крупнее зёрен алмазов. Не знаю на сколько верна эта версия?
Почти на 100% верно.
А "почти", потому что это не связка, а наполнитель карбид бора. Его размер в связке, завод не регламентирует считая несущественным.
Посмотрите его твердость в сравнении с карбидом кремния.
Алмазный инструмент на связке Б-1 служит для тонкой шлифовки и доводки твердосплавного инструмента.
Алмазные зерна в брусках выполняют роль шлифующего элемента, карбид бора -полирующий уплотняющий обрабатываемой поверхности.
Когда сравните твердость с КК, подумайте можно ли с его помощью довести поверность брусков. Выровнять - да.
vovchikljКогда сравните твердость с КК, подумайте можно ли с его помощью довести поверность брусков. Выровнять - да.
Если подскажите какая твёрдость у КК и у Карбида Бора, то я смогу подумать можно-ли с его помощью… и т д. Но мне было бы очень интересно узнать - как и чем в таком случае можно довести поверхность брусков?
Вадим1959
Купил Веневские алмазные бруски 25% давно, но недавно начал пользоваться. Начинал с 160/120, затем 100/80, 50/40, 20/14 вроде все идет нормально (контроль в микроскоп), но к моему удивлению бруски 7/5, 3/2 и 1/0 работают примерно как 20/14 - 50/40 !!! Т е ниже 20/14 нет смысла уходить. Может ситуация на сегодняшний день изменилась?
Это нормально. Выход - избавиться от тонких брусков и заканчивать с алмазами на 20/14. Хотя легенда гласит, что тонкие бруски можно выгладить и тогда они будут работать тоньше. У меня не получилось
Вадим1959Если подскажите какая твёрдость у КК и у Карбида Бора, то я смогу подумать можно-ли с его помощью: и т д. Но мне было бы очень интересно узнать - как и чем в таком случае можно довести поверхность брусков?
К сожалению пока не нашел 100% работающего рецепта.
Я пробовал на чугунном притире шаржированном алмазным зерном, но помоему чугун вырывает зерна алмаза, абразивость падает.
Кто то писал выше гальванической пластиной алмазной мелкой зернистости....
Пластины из победита, тоже должны тупить карбид бора.
Есть вариант поработать с алмазно пастой этого же размера(завод кстати это допускает, но только пасты его производства). Но камни после этого отмывать сложно, начинают засаливаться после пасты. Хотя я думаю все таки можно. Главное избегать щелочи. Баккелит боится ее.
Попробовать бы просто потереть 2 камня один о другой одинаковой зернистости, но у меня только один в один наличии - не пробовал.
У Вас есть 2 камня с соседними размерами, попробуйте. Тут сложно испортить. Главное промыть как следует, чтоб большее зерно не застряло. И тут, я так считаю важно сильно не давить, чтобы зерно КБ именно стачивалось, а не выдиралось из связки обнажая новые.
Я только только пришел к пониманию как работают бруски завода Венев, и почему для некоторых работ они дают стойкую кромку.
Вот одна из картинок с инета по микротвердости. 
skvater...У меня не получилось
Поделитесь, чем пытались?
И зачем выбрасывать то?! Я прекрасно использую этот брусок для доводки кромки пластин из ВК для шабера. У кого то и другие задачи подвернуться.
vovchikljК сожалению пока не нашел 100% работающего рецепта.
Я пробовал на чугунном притире шаржированном алмазным зерном, но помоему чугун вырывает зерна алмаза, абразивость падает.
Кто то писал выше гальванической пластиной алмазной мелкой зернистости....
Пластины из победита, тоже должны тупить карбид бора.
Есть вариант поработать с алмазно пастой этого же размера(завод кстати это допускает, но только пасты его производства). Но камни после этого отмывать сложно, начинают засаливаться после пасты. Хотя я думаю все таки можно. Главное избегать щелочи. Баккелит боится ее.
Попробовать бы просто потереть 2 камня один о другой одинаковой зернистости, но у меня только один в один наличии - не пробовал.
У Вас есть 2 камня с соседними размерами, попробуйте. Тут сложно испортить. Главное промыть как следует, чтоб большее зерно не застряло. И тут, я так считаю важно сильно не давить, чтобы зерно КБ именно стачивалось, а не выдиралось из связки обнажая новые.Я только только пришел к пониманию как работают бруски завода Венев, и почему для некоторых работ они дают стойкую кромку.
Вот одна из картинок с инета по микротвердости.
Полезная информация. Спасибо.
skvaterЭто нормально. Выход - избавиться от тонких брусков и заканчивать с алмазами на 20/14. Хотя легенда гласит, что тонкие бруски можно выгладить и тогда они будут работать тоньше. У меня не получилось
Понятно. Три мелкозернистых бруска выбросить в мусор. А как же тогда назвать производителя этих брусков?
Не торопитесь завод ругать))
Брускам на этой связке "100 лет в обед".
Ошибочная маркетинговая политика и наша безграмотность не является бедой этих брусков.
Я еще интереснее скажу, что бруски должны изначально работать со скоростью около 30 м/с, точнее не сами бруски а их покрытие. Это разрабатывалось для механической обработки.
Ну а поступила заявка на бруски, так чего не делать. Но они появились не сейчас, я первый такой брусок увидел 90х годах(уверен, что они и раньше были). А сейчас появилась информация, что ими можно точить все подряд)))
Информации по ним вроде и много, а вот собрать и обобщить для работы - сложно.
P.s вот , если будет интнресно посмотрите на досуге http://psk-rossnab.ru/articles/diamond_info/#3
vovchiklj
Вадим1959
Не торопитесь завод ругать))
Брускам на этой связке "100 лет в обед".
Ошибочная маркетинговая политика и наша безграмотность не является бедой этих брусков.
Я еще интереснее скажу, что бруски должны изначально работать со скоростью около 30 м/с, точнее не сами бруски а их покрытие. Это разрабатывалось для механической обработки.
Ну а поступила заявка на бруски, так чего не делать. Но они появились не сейчас, я первый такой брусок увидел 90х годах. Сейчас появилась информация, что ими можно точить все подряд)))
Информации по ним вроде и много, а вот собрать и обобщить для работы - сложно.
Не соглашусь по поводу претензии к заводу. И это называется не ошибочная маркетинговая политика, а обман покупателей. Я так понимаю если продавец продает брусок 1/0 микрона, то этот брусок должен оставлять риску не глубже 1-го микрона. Или я не правильно понимаю?
Вадим1959Понятно. Три мелкозернистых бруска выбросить в мусор. А как же тогда назвать производителя этих брусков?
Лично я не выбрасывал, а просто отдал их обратно продавцу
vovchikljПоделитесь, чем пытались?
И зачем выбрасывать то?! Я прекрасно использую этот брусок для доводки кромки пластин из ВК для шабера. У кого то и другие задачи подвернуться.
У меня других задач, кроме заточки, просто нет. Вернул, получил деньги за них. Пробовал Рексом выгладить - не получается. Алмаз 3/2 можно было использовать в сете после обдирки, настолько он агрессивно работал ("веневские 3/2 настолько суровы, что могут зачищать риски после обдирки")
vovchikljВ советское время они уже были. У отца в гараже валяется похожий брусок, еще в конце 80-х покупался. Маркировки не сохранились, но похож на веневца
я первый такой брусок увидел 90х годах(уверен, что они и раньше были)
В советское время они уже были. У отца в гараже валяется похожий брусок, еще в конце 80-х покупался. Маркировки не сохранились, но похож на веневцаПохож на Веневца, не значит Веневец.
Тайна Золотого алмаза раскрыта.
chingachgookПо ошибке забыли в связку карбид бора положить?
Тайна Золотого алмаза раскрыта.
chingachgookНе значит, но связка по ходу такая же
Похож на Веневца, не значит Веневец.
chingachgook....
Тайна Золотого алмаза раскрыта.
О!!
Вот не этично так с Вашей стороны, написать такое и не раскрыть тему!
Вы же целый день икать будете)))
Поделитесь с нами.
chingachgook, у меня еще вопрос к Вам.
Есть ли разница в стойкости кромки при доводке брускам на старой связке и безабразивной?
И если можно расскажите чуть подробнее про доводку на пастах. Писали, что не понравилось, но хотелось бы узнать как, на чем и что не понравилось.
Я кстати тоже не уверен на 100%, что у меня Венев.
Вадим1959Не соглашусь по поводу претензии к заводу. И это называется не ошибочная маркетинговая политика, а обман покупателей. Я так понимаю если продавец продает брусок 1/0 микрона, то этот брусок должен оставлять риску не глубже 1-го микрона. Или я не правильно понимаю?
Не совсем так. Вы и правы и нет.
Что касается венёва:
Это просто совковый подход, по остаточному принципу, к изготовлению абразивов для ручной обработки - разработали для механизированных режимов, а "раз картошка в иркутске растёт, то, думается, и кукуруза будет там расти"(с) - пипл же хавал, пока выбора вообще не было, и продолжает хавать, кто от незнания, кто верит, благодаря маркетингу, а кто и потому, что кому и "кобыла невеста".
Тогда как все серьёзные производители абразивов для ручной заточки, всю дорогу борются как раз за то, чтобы была однородность, не было постороннего абразивного мусора в связках и пр. Чтобы бруски подходили под рассчётные режимы работы и без танцев с бубнами.
Вы не совсем правы только в том, что брусок с зерном 1мкм, должен оставлять риску не крупнее размера зерна. Вообще, в идеале, это должно быть даже тоньше, так как зерно, сидящее в связке, просто не может оставлять риску равную своему размеру - оно же не полностью внедряется в обрабатываемый материал! Другое дело, что на поверхности бруска мы имеем дело с кучей зёрен, как-то организованных. И они могут находится очень близко друг к другу и работать сразу, "группой", как "одно большое", и именно для снижения такого эффекта, требуется притирка.
Иначе на бруске есть выступы, кочки, с кучей зёрен. И одна такая кочка, режет уже не как 5 мелких, скажем, а как два крупных, зерна. грубо говоря.
Это же прямое следствие плохо размешанного в связке абразива, агломерация и пр.
Есть ведь всё равно куча абразивов и весьма достойных, которые работают грубее, чем аналогичные с аналогичным размером фракции - в силу особенностей связки и концентрации зерна.
Именно потому, некорректно проводить прямые параллели между зернистостью и шероховатостью.
Но! Дело в том, что даже работая грубее аналогичных абразивов, брусок\камень может работает хорошо и достойно, но только если работа его - отличается высокой однородностью! А это уже вопрос к технологии производства во многом, явно это не ручное размешивание абразива и не абы чем. И, конечно, эти "грубее\тоньше" должны иметь разумные рамки.
Не в 2-4 раза.
Так что проблема комплексная и несколько сложнее, чем может показаться.
Другое дело, что кто-то считает, что с проблемами надо бороться при создании продукции, а кто-то считает, что "и так сойдёт" - продажи ведь идут.
Не всем же изготавливать продукт для требовательных покупателей, которые попробовав хорошее и научившись с этим хорошим работать, хавать ширпотреб уже не станут. Ну, или станут его применять там только, где это может быть оправдано.
И, конечно, как в любой сфере, производитель и такого товара, будет претендовать на "профессионализм и высокое качество продукции" - не качеством, так маркетингом. И занимать свою нишу.
Как, например, куча китайских акустических систем, щеголяющих приставками "Pro" к названию.
Ну и что, что вместо среднеквадратичной мощности указана пиковая, в которой "пищалки" и диффузоры не живут или живут минуты - зато дёшево, а иногда ещё и броско и дорого, так тоже бывает и сколько угодно. И кому-то нравится, типа "громко=хорошо", вот и весь критерий.
В кабак, например - только в путь! Или где иного выхода нет - например в школьный актовый зал. Но не на стадион или в студию или на серьёзную сцену или даже серьёзную, просто репетиционную базу.
oldTorМне с завода ответили примерно следующее: мы продаем по несколько тысяч брусков, а претензий по грубой работе мелких брусков получили несколько штук (моя, вроде пятая или около того). Получается, что 5 покупателей не довольны, а 2995 покупателей все устраивает. Мысли от себя: Стоит ли из-за этих пяти "сумасшедших" что то предпринимать, у них или руки кривые, или глаз не видит, или это потребители-террористы
а кто-то считает, что "и так сойдёт" - продажи ведь идут
chingachgook
Похож на Веневца, не значит Веневец.Тайна Золотого алмаза раскрыта.
Добрый день. Я как раз вспомнил, не так давно смотрел несколько видео - как Вы затачиваете ножи и финишируете на 1/0 !!! Не поделитесь каким образом избавились на алмазах 7/5, 3/2 и 1/0 от влияния абразивных зёрен карбида бора (или проще говоря - как сделать доводку этих брусков)?
vovchikljО!!
Вот не этично так с Вашей стороны, написать такое и не раскрыть тему!
Вы же целый день икать будете)))
Поделитесь с нами.chingachgook, у меня еще вопрос к Вам.
Есть ли разница в стойкости кромки при доводке брускам на старой связке и безабразивной?
И если можно расскажите чуть подробнее про доводку на пастах. Писали, что не понравилось, но хотелось бы узнать как, на чем и что не понравилось.Я кстати тоже не уверен на 100%, что у меня Венев.
Сам нашел ответы.. .
Просто брусок не Веневского завода.
Производитель Золотого бруска со слов chingachgook больше не работает.
vovchikljСам нашел ответы.. .
Просто брусок не Веневского завода.
Производитель Золотого бруска со слов chingachgook больше не работает.
Тупик?!
Вадим1959Тупик?!
Почёму и для кого?) )
Для меня лично, нет. Куча абразива разного.
Для меня конечно интрига стала еще интереснее. Что же там за связка? С каким наполнителем? Но наверное никто разбираться не будет.
P. S. На Веневском заводе свет клином не сошелся http://www.tomaltools.ru/html/...y_svyazke.shtml
vovchikljПочёму и для кого?) )
Для меня лично, нет. Куча абразива разного.
Для меня конечно интрига стала еще интереснее. Что же там за связка? С каким наполнителем? Но наверное никто разбираться не будет.
Там минимум 7/5, а 3/2 и 1/0 что-то не видно. Интересно есть-ли отзывы кто пользовался этим бруском?
qhjj
так где в итоге взять "золотой" алмаз?
Еще бы знать что это такое))
vovchikljСкорее всего, скрупулезная маета и неимоверный труд, которые все стали перетрут.)
Еще бы знать что это такое))
basp07
Скорее всего, скрупулезная маета и неимоверный труд, которые все стали перетрут.)
Да я не про это...
Вот таблица. Это все бакелитовые связки алмазных брусков.
И какая из них в "Золотом" бруске? )))
vovchikljЭто останется тайной. Должна же быть какая то легенда
И какая из них в "Золотом" бруске? )))
Но.... многим это скучно и трудно, и как говорил дружище Мюллер: ".. а легенду надо подкармливать"(с)
qhjj" ...и на Марсе будут яблони цвести...."
если существует универсальный абразив, а именно пара алмазных брусков тн "золотых", позволяющих быстро и хорошо или хотя бы удовлетворительно затачивать бытовой инструмент от бритв, ножей и ножниц, до стамесок и топоров из от мягкой нержавейки до злых твердых быстрорезов и порошков, то я точно и непременно бы им пользовался, выкинув всё остальное.
Мечтать не вредно - особенно на диване с пивом .. 😊))
qhjjПробовал. Получается чище. Однозначно.
интересен стал момент в ролике с нанесением пасты аналогичной зернистости на тонкие бруски. пробовал кто нибудь? и помогает ли избавиться от паразитных рисок?
qhjjМожет слой толстоватый? Надо излишки удалить, натереть хорошенько. Возможно, пасу чем нибудь типа керосина разбавить чуть
мазюкнул
Пробовал подобное с пастами завода, поэтому думаю уместно здесь писать...
Берем плотную керамику (можно даже плотный керамогранит).
- Выравниваем и доводим на порошке F800-1200 (зависит от пасты которую хотите использовать).
- Смазываем керамику маслом, вытираем насухо, но не моем ни в коем случае.
- Наносим очень тонкий слой пасты. "очень тонкий" - паста должна на бруске выглядеть как след жирного пальца. Цвет пасты не должен окрашивать поверхность. Я кончиком пальца наносил, очень тонко и мало.
- Можно растереть другой керамикой или твердосплавом. Буквально 2 - 3 движения в одну сторону
- вытираете солфеткой без нажима в одну сторону все излишки, поверхность должна выглядеть почти сухой.
Использовать только на стадии доводки, очень хорошо это показано в видео у Игоря Лукинова. Последние движения с переворотом.
Движения только в одну сторону, вперед назад, будут расшатывать зерна.
Суспензии быть не должно, периодически протирать солфеткой в противоположную движения сторону. Если сталь не сильно твердая, снижайте давление на брусок.
Можно экспериментировать с разными пастами, я пробовал 5/3, 1/0, 0.5/0.
vovchikljЛукинова. Паста на керамике интересная штука. Интересно, насколько она может заменить тот самый золотой алмаз
Игоря Лукина
skvater
Лукинова. Паста на керамике интересная штука. Интересно, насколько она может заменить тот самый золотой алмаз
Извиняюсь, исправил.
Я не знаю, что это за брусок - "золотой алмаз". Варианты связок я выкладывал выше.
Это попытка имитировать связку на электрокорунде.
В отличии от металлических притиров, она будет иметь свои особенности.
Принцип - зерно керамики полирует, алмаз - режет.
Важно, чтобы не было никакой суспензии.
Будет это похоже работу бруска Игоря или нет, может сказать только он.
Однако и тут нюансы, сможет он повторить, то что я делаю или нет, не знаю на сколько точно я смог описать.
Может я вообще обманываюсь в своих результатах.
Пробуйте. Свои пробы я начал делать после того, как почитал достаточно материала по алмазам на органических связках, использование гибридных алмазных паст, и финишных операциях при доводке.
Было принято решение порезать канат ножами в разной заточке, в том числе и в заточке новым алмазом.
На этих выходных частично задача была осуществлена. К сожалению при таком резе руки уродуются, а на восстановление уходит около двух недель. Восстановлюсь продолжу.
Видео монтируется, как будет закончено, выложу.
chingachgookЯ уже и не надеялся, а тут такое
Работает идеально, без артифактов
chingachgookОчень ждем
Видео монтируется, как будет закончено, выложу
Русский самурайДумаю уже скоро, ещё немного потестим для очистки совести и запустим в серию.
А когда новые бруски будут в продаже?
aptekar113
Было бы хорошо как то их выделить в названии
Пока ещё не решено, но я думаю что новая модификация связки, полностью заменит в производстве бруски на старой связке с зерном 3/2-1/0 всех концентраций и размеров.
vidbrusok.ruПока ещё не решено, но я думаю что новая модификация связки, полностью заменит в производстве бруски на старой связке с зерном 3/2-1/0 всех концентраций и размеров.
А не могли бы Вы чуть подробнее описать характеристики.
Связка.
Наполнитель.
Твердость бруска - сохранение формы.
Рекомндуемые пределы твердости обрабатываемых сталей.
skvater
В связке новых брусков будет какой то абразивный наполнитель?
На сколько я знаю - кроме алмаза, нет.
Шмыга1
очень хотелось бы узнать в чем была причина грубой работы на старых брусках?
Этой информации у меня нет.
Было несколько различных теорий над которыми работали технологи.
Судя по предварительным отзывам, проблему удалось решить.
vovchikljА не могли бы Вы чуть подробнее описать характеристики.
Связка.
Наполнитель.
Твердость бруска - сохранение формы.
Рекомндуемые пределы твердости обрабатываемых сталей.
Бруски участвовавшие в тестах - двухсторонние: 200х35х10 мм, 3/2-1/0 мкм, концентрация 100%.
Связка органическая модифицированная, версия 2.
Более подробно рассказать не могу.
Про твердость и сохранение, пока нет информации.
Рекомендуемые пределы твердости обрабатываемых сталей те же что и у остальных Венёвских брусков.
vidbrusok.ruА будут односторонние на бланках?
двухсторонние
skvater
А будут односторонние на бланках?
Возможно.
Насколько мне известно технология позволяет, но это не точно.
Пока рано об этом говорить.
На всех брусках СЕРАЯ сторона грубее, а КОРИЧНЕВАЯ тоньше по зерну,
что при 100%, что при 20% концентрации.
только 3/2 и 1/0 100 % концентрации промаркированы наоборот:
1/0 на серой стороне, а 3/2 на коричневой.
Это что-то значит?
Закономерность нарушена.
Ошибка маркировки или все остальное случайные совпадения?
С уважением, Иван
suingПромаркированы может и правильно, вот только коричневая связка в разы грубее серой и что обидно зерен мелких алмазов тоже. И получается судим уже не по работе алмазов, а по связке .ИМХО конечно, но я пришел к такому выводу.
только 3/2 и 1/0 100 % концентрации промаркированы наоборот:
1/0 на серой стороне, а 3/2 на коричневой.
Проточив в 100% концентрации до 1/0 включительно, решил попробовать 3/2 и 1/0 в 25% концентрации (наслушавшись: "он реально в 4 раза тоньше")...
Звук при работе был странный.
Поверхность подвода стала матовой.
Рез ухудшился.
Вернулся на 100% концентрацию и с 20/14 снова до 1/0 проточил.
Почти восстановил то, что имел пока не полез на 25%.
Потерзавшись денёк, добрался наконец до микроскопа, посмотрел в него на камни.
Тихий ужас!!!
Постараюсь продемонстрировать ниже:


Все хорошо однородненько



Что за Эвересты?!?
Надеюсь обводить на фото не нужно, все очевидно!?!
50/40 оказались малы!
100/80 похожи! 100/80!!! это....


разрешите вопрос к производителю?!
Что мне теперь делать с ЭТИМ... бруском (3/2 1/0 25%)?
Попробовал притереть, начиная с 230 зерна до 800, не помогло.
Жду Ваших рекомендаций!
suing
Раз тема "вопросы...",
разрешите вопрос к производителю?!
Что мне теперь делать с ЭТИМ... бруском (3/2 1/0 25%)?
Попробовал притереть, начиная с 230 зерна до 800, не помогло.
Жду Ваших рекомендаций!
Скажите пожалуйста как часты Вы пользовались этими брусками?
Сколько у Вас проработал 100%, а сколько 25%?
Чаще всего проблема подобного рода связана с тем что брусок недостаточно приработан и порошок карбида кремния не всегда помогает в решении этой проблемы.
Я предлагаю Вам попробовать поработать на бруске с использованием Венёвской алмазной пасты того же, или более мелкого зерна.
Как правило это помогает.
но...приработать...
точить ножи полагаю невозможным.
по закаленной пластине (м390 например на 61 едниницу)
я конечно пару часов всей плоскостью пошоркаю вечерком за просмотром ютуба, посмотрим, что из этого выйдет.
или пару часов мало?
сколько прирабатывать нужно?
почему КК не помогает не пойму только.
обнажать новые слои бесполнезно там такие же агломераты?
дробить их при работе предлагаете?
а следующий слой, когда дело до него дойдет, тоже опять прирабатывать?
на брусках 7/5 и 20/14 и грубее таких артефактов не наблюдаю даже на новых абсолютно не работавших.
suing
ответ понял.
но...приработать...
точить ножи полагаю невозможным.
по закаленной пластине (м390 например на 61 едниницу)
я конечно пару часов всей плоскостью пошоркаю вечерком за просмотром ютуба, посмотрим, что из этого выйдет.или пару часов мало?
сколько прирабатывать нужно?почему КК не помогает не пойму только.
обнажать новые слои бесполнезно там такие же агломераты?
дробить их при работе предлагаете?
а следующий слой, когда дело до него дойдет, тоже опять прирабатывать?на брусках 7/5 и 20/14 и грубее таких артефактов не наблюдаю даже на новых абсолютно не работавших.
Важный момент - пасты на бруске должно быть немного, т.е. совсем не много - буквально тонкий слой.
По времени я Вас сориентировать не смогу - это индивидуально.
При постоянном использовании пасты следующий слой прирабатывать не придется.
На тестах влияния агломератов при использовании пасты замечено не было.
Обратите внимание - проблема "паразитной риски" при полировке, которая возможно зависит от агломератов, и проблема признаки которой Вы описали, не одно и тоже.
Юра-Харвиforummessage/358/21 дешевле не видел.
Комрады,дайте пжлст ссылочку где купить пасту и подскажите какой вид взять!
НОМ нормально на заточке работает.
Юра-Харви
Комрады,дайте пжлст ссылочку где купить пасту и подскажите какой вид взять!
Так же Вы можете приобрести алмазную пасту у нас: http://www.vidbrusok.ru
Есть в наличии в банках и шприцах, концентрация НОМ, зернистость от 0,5/0 до 125/100 мкм.
На Венёвскую пасту пока никто не жаловался, а некоторые ножевые мастерские перешли именно на Венёвскую алмазную пасту (с пасты других производителей) из-за высокого качества - на-пример Бирюков, Owlknife и др.
зачем мне брусок?
я на стекло, на ... много на что могу пасту наносить и пользоваться ею, брусок мне зачем?
свойство пасты, суспензии и прочего засаливать и смягчать работу известно.
но не нужно выдавать это за решение.
"вас не устраивает"?
как будто дело во мне...
брусок с зерном 1/0 работает грубо, почти как 50/40, отдельные риски еще грубее!!!
я один считаю идею с нанесение алмазной пасты бредом?
забаньте меня, если так велят правила, но это бред!
возможно на месте представителя завода, которого посадили вести эту тему, любой из нас нес бы эту чушь,
но объективно такая позиция завода в целом ни к черту не годится(((
анекдот, тупость которого я не понимал до сего дня:
-как сделать паровоз?
-купить самолет и тщательно обработать его напильником!
suing
купить брусок, чтобы использовать его как притир!?!
зачем мне брусок?
я на стекло, на ... много на что могу пасту наносить и пользоваться ею, брусок мне зачем?
свойство пасты, суспензии и прочего засаливать и смягчать работу известно.
но не нужно выдавать это за решение."вас не устраивает"?
как будто дело во мне...
брусок с зерном 1/0 работает грубо, почти как 50/40, отдельные риски еще грубее!!!я один считаю идею с нанесение алмазной пасты бредом?
забаньте меня, если так велят правила, но это бред!возможно на месте представителя завода, которого посадили вести эту тему, любой из нас нес бы эту чушь,
но объективно такая позиция завода в целом ни к черту не годится(((анекдот, тупость которого я не понимал до сего дня:
-как сделать паровоз?
-купить самолет и тщательно обработать его напильником!
Странно, я ожидал такое услышать от человека далекого от работы руками.
Такой потребитель обычно хочет всё и сразу, причем сразу "из коробки".
Но на Ганзе, в теме про заточку, да ещё и от ветерана...
Просто спросите у любого специалиста от заточки, как он готовится к работе.
Я понимаю что технология изготовления у Венёвского завода не идеальна, она требует модернизации и инноваций, но на данном этапе и в нынешних реалиях, это не возможно.
Не возможно потому что требует огромных денежных вложений, и идеальный брусок который бы Вам хотелось получить, будет стоить таких денег которые Вы никогда не захотите за него заплатить.
Этот вопрос уже обсуждался в этой теме и я это уже писал, но немного другими словами.
vidbrusok.ruСтранно, я ожидал такое услышать от человека далекого от работы руками.
Такой потребитель обычно хочет всё и сразу, причем сразу "из коробки".
Но на Ганзе, в теме про заточку, да ещё и от ветерана...
Просто спросите у любого специалиста от заточки, как он готовится к работе.
Я понимаю что технология изготовления у Венёвского завода не идеальна, она требует модернизации и инноваций, но на данном этапе и в нынешних реалиях, это не возможно.
Не возможно потому что требует огромных денежных вложений, и идеальный брусок который бы Вам хотелось получить, будет стоить таких денег которые Вы никогда не захотите за него заплатить.
Этот вопрос уже обсуждался в этой теме и я это уже писал, но немного другими словами.
А что странного "хотеть чтобы работало из коробки"?
1/0 как не притирай, тактильно и визуально(даже без оптики) грубее 3/2, и риски оставляет примерно как алмаз 40/28. Почему нельзя в связку от бруска 3/2 положить порошок 1/0.
AwatarnnА что странного "хотеть чтобы работало из коробки"?
Да собственно ничего странного.
Просто люди привыкшие работать руками такими вопросами не задаются - для них это не проблема и они этого не боятся.
эдриан
А чем затраты на производство бруска 3/2 отличаются от бруска 1/0?У них разные связки? Брусок 3/2 работает на несколько порядков тоньше ,чем 1/0. Признайте что 1/0 у Вас вышел не удачно и не нужно устраивать танцы с бубнами вокруг него( не так притёрли,мало приработали, нанесите пасты)
1/0 как не притирай, тактильно и визуально(даже без оптики) грубее 3/2, и риски оставляет примерно как алмаз 40/28. Почему нельзя в связку от бруска 3/2 положить порошок 1/0.
Вопрос не в отличии технологии изготовления, а в её изменении.
Вы представляет что такое завод по производству чего-либо?
И что значит изменить технологию производства чего-либо?
Каких это требует затрат?
Если не представляете, просто поверьте мне на слово - это очень много.
И эти затраты, в конечном счете, так или иначе, лягут на потребителя.
vidbrusok.ruДа собственно ничего странного.
Просто люди привыкшие работать руками такими вопросами не задаются - для это не проблема и они этого не боятся.
Люди, которые тут привыкли работать в заточке, не задаются вопросами о том, "нужно ли притирать бруски и камни, скруглять грани". особенно, когда речь идёт о б\у брусках или о твёрдых природниках. Это да.
Но не будем путать тёплое с мягким.
Заточные камни, искусственные, из коробки, в основном не требуют выравнивания а лишь лёгкой притирки на собственной суспензии или, как правило, с одной фракцией порошка карбида кремния.
Многие - кроме скругления граней не требуют вовсе никакой подготовки, а то и её не требуют. Можно брать и работать. И это в т.ч. камни, которые производят в нашей стране.
Но это не главное даже.
Главное в том, что _определяющим_ фактором качества абразива, является его способность работать _однородно_ и, хоть с поправкой на разность особенностей связки и концентрации зерна, но в разумных рамках по грубости\тонкости.
Что обеспечивается малым разбросом фракции и отсутствием агломератов, работающих в разы грубее заявленной фракции и дающих паразитные риски намного крупнее. И отсутствие посторонних твёрдых, способных царапать сталь, включений в бруске.
Из брусков, изготавливающихся на территории бывшего СССР, такие не редкость - отвечающие этим требованиям, а не только японские и американские. Например продукция Инф-Абразив и Гриталон, также можно отметить бруски ИСМ, хотя у них иногда косячки встречаются в виде вкраплений. Но учитывая что их бакелитовая связка достаточно мягкая, выковырять их и работать нормально и однородно - можно. Или, не знаю, изготавливающиеся ли сейчас, бруски Рижского абразивного завода.
Про импортные бруски я даже не говорю. Японские абразивы, американские, немецкие - полно марок в доступном ценовом сегменте, отвечающих этим требованиям, которые любой отвечающий за свои действия перед достаточно требовательным клиентом, заточник, считает _базовыми_.
Это всё я к тому, что готовность бруска к работе из коробки - не редкость и не что-то запредельное за мега большие деньги.
Ключевое то, что после минимальной подготовки, по притирке и скруглению граней, они работают однородно, повторяемо по качеству и соответствуют заявленной зернистости, не страдают агломерацией с которой нереально бороться.
Оцените разницу между таким раскладом и тем, к чему есть претензии у пользователей Вашей продукции.
Подготовка бруска к работе - нормальная процедура и привычная, но она вызывает закономерное возмущение, когда оказывается, что надо устраивать пляски с бубном а абразив всё равно работает неудовлетворительно. И критерий "большинство устраивает" - не "пропуск" в профессиональный уровень.
По поводу заводов и что такое изменить что-то в производстве и ОТК - некоторые тут знают. И в т.ч. на примере отечественных заводов, производящих абразивы. Да, их мало, кто это всё делает и создаёт специализированный ручной абразивный инструмент, помимо промышленного и просто механизированного, "заточенный" под нужды специализированные для ручной обработки и для станков, в т.ч. низкооборотистых с охлаждением.
Конечно это событие, это всё очень трудно и затратно, не быстро, однако они делают и честь им и хвала! Именно потому, за ними рынок.
При том, они умудряются оставить цену доступной для наших сограждан и в наших реалиях.
Трудно - да. Но - делают.
Так что списать сложности на трудность - можно, но сказать, что это "нереально" в этой стране и этим объяснить реально критичные проблемы с продукцией - нельзя, по крайней мере так уж однозначно.
Позволю себе заметить - думаю, многие оценили Ваши попытки что-то изменить, и с интересом ждут результата, и готовы проголосовать рублём.
Не портьте этот настрой списыванием траблов нынешнего товара на то, что покупателю, якобы "трудно" привести продукт к рабочему состоянию.
Тем более, что я напомню перл от представителя завода, который уже цитировал - сначала он был опубликован на woodtools, где было сказано, что:
" Неравномерный алмазный слой.
Это такая технология. Ручное разравнивание до спекания порошкового материала. "
Источник:
http://forum.woodtools.ru/index.php?topic=74290.75
"Трудно" и "непонятно зачем", возникает тогда, когда это намного сложнее обычного, и без такого результата, как с иной продукцией в этой области.
На фоне примеров других производителей, изготавливающих профессиональный абразивный инструмент в т.ч. для ручной заточки - это выглядит бледно.
oldTorЛюди, которые тут привыкли работать в заточке, не задаются вопросами о том, "нужно ли притирать бруски и камни, скруглять грани". особенно, когда речь идёт о б\у брусках или о твёрдых природниках. Это да.
Но не будем путать тёплое с мягким.
Заточные камни, искусственные, из коробки, в основном не требуют выравнивания а лишь лёгкой притирки на собственной суспензии или, как правило, с одной фракцией порошка карбида кремния.
Многие - кроме скругления граней не требуют вовсе никакой подготовки, а то и её не требуют. Можно брать и работать. И это в т.ч. камни, которые производят в нашей стране.Но это не главное даже.
Главное в том, что _определяющим_ фактором качества абразива, является его способность работать _однородно_ и, хоть с поправкой на разность особенностей связки и концентрации зерна, но в разумных рамках по грубости\тонкости.
Что обеспечивается малым разбросом фракции и отсутствием агломератов, работающих в разы грубее заявленной фракции и дающих паразитные риски намного крупнее. И отсутствие посторонних твёрдых, способных царапать сталь, включений в бруске.
Из брусков, изготавливающихся на территории бывшего СССР, такие не редкость - отвечающие этим требованиям, а не только японские и американские. Например продукция Инф-Абразив и Гриталон, также можно отметить бруски ИСМ, хотя у них иногда косячки встречаются в виде вкраплений. Но учитывая что их бакелитовая связка достаточно мягкая, выковырять их и работать нормально и однородно - можно. Или, не знаю, изготавливающиеся ли сейчас, бруски Рижского абразивного завода.
Про импортные бруски я даже не говорю. Японские абразивы, американские, немецкие - полно марок в доступном ценовом сегменте, отвечающих этим требованиям, которые любой отвечающий за свои действия перед достаточно требовательным клиентом, заточник, считает _базовыми_.
Это всё я к тому, что готовность бруска к работе из коробки - не редкость и не что-то запредельное за мега большие деньги.Ключевое то, что после минимальной подготовки, по притирке и скруглению граней, они работают однородно, повторяемо по качеству и соответствуют заявленной зернистости, не страдают агломерацией с которой нереально бороться.
Оцените разницу между таким раскладом и тем, к чему есть претензии у пользователей Вашей продукции.
Подготовка бруска к работе - нормальная процедура и привычная, но она вызывает закономерное возмущение, когда оказывается, что надо устраивать пляски с бубном а абразив всё равно работает неудовлетворительно. И критерий "большинство устраивает" - не "пропуск" в профессиональный уровень.По поводу заводов и что такое изменить что-то в производстве и ОТК - некоторые тут знают. И в т.ч. на примере отвечественных заводов, производящих абразивы. Да, их мало, кто это всё делает и создаёт специализированный ручной абразивный инструмент, помимо промышленного и просто механизированного, "заточенный" под нужды специализированные для ручной обработки и для станков, в т.ч. низкооборотистых с охлаждением.
Конечно это событие, это всё очень трудно и затратно, однако они делают и честь им и хвала, при том умудряясь оставить цену доступной для наших сограждан и в наших реалиях.
Трудно - да. Но - делают.
Так что списать сложности на трудность - можно, но сказать, что это "нереально" в этой стране - нельзя.
Под понятием "невозможно" я подразумевал возможности завода на данный момент - учитываю нынешнюю, в том числе и экономическую ситуацию.
Сделать лучше можно, но дорого и как следствие не рентабельно ни для производителя, ни для потребителя.
Однако это не означает что вообще ничего нельзя сделать - работа над улучшением идет, пусть не так быстро как хотелось бы, но она идет.
И скоро можно будет увидеть результаты, в том числе и в этой теме.
vidbrusok.ru
Так же Вы можете приобрести алмазную пасту у нас: http://www.vidbrusok.ru
Есть в наличии в банках и шприцах, концентрация НОМ, зернистость от 0,5/0 до 125/100 мкм.
На Венёвскую пасту пока никто не жаловался, а некоторые ножевые мастерские перешли именно на Венёвскую алмазную пасту (с пасты других производителей) из-за высокого качества - на-пример Бирюков, Owlknife и др.
Ранее, я сталкивался с жесткой рекомендацией - не использовать масло на ваших брусках. Утверждалось, что масло разрушает связку и резко сокращает срок службы.
Значит ли ваша нынешняя рекомендация по использованию алмазной пасты, что теперь на ваших брусках можно использовать не только воду или мыльные растворы, но и масло?
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Евгений_ЕРанее, я сталкивался с жесткой рекомендацией - не использовать масло на ваших брусках. Утверждалось, что масло разрушает связку и резко сокращает срок службы.
Значит ли ваша нынешняя рекомендация по использованию алмазной пасты, что теперь на ваших брусках можно использовать не только воду или мыльные растворы, но и масло?
Поправлю Вас - официальная рекомендация завода не говорит о том что масло разрушает связку и сокращает срок её службы.
Тестировать эту методу начали в марте, конкретно с Венёвской алмазной пастой, деградации брусков выявлено не было.
suingНе знаю, что за брак у Вас, но в таком случае и паста этого же производителя должна работать, как и брусок, так как сита одни и те же.
брусок с зерном 1/0 работает грубо, почти как 50/40, отдельные риски еще грубее!!!я один считаю идею с нанесение алмазной пасты бредом?
забаньте меня, если так велят правила, но это бред!
Если попадаются в бруске зерна 50/40, то чистота пасты в 1/0 на нем не поможет.
Чтобы проверить брусок, нужно попробовать им на полированной поверхности, чтобы наверняка.
vidbrusok.ruОгромное спасибо!
Поправлю Вас - официальная рекомендация завода не говорит о том что масло разрушает связку и сокращает срок её службы.
Тестировать эту методу начали в марте, конкретно с Венёвской алмазной пастой, деградации брусков выявлено не было.
Сразу возникает второй вопрос, какая основная жировая составляющая в ваших пастах? Или по другому, какое масло можно использовать на ваших брусках, чтоб не сокращался срок службы как и при использовании вашей пасты?
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Евгений_ЕЭто коммерческий секрет, который веневский завод оберегает как зеницу ока.
какая основная жировая составляющая в ваших пастах?
Евгений_Е
Огромное спасибо!Сразу возникает второй вопрос, какая основная жировая составляющая в ваших пастах? Или по другому, какое масло можно использовать на ваших брусках, чтоб не сокращался срок службы как и при использовании вашей пасты?
Сожалею, но представитель ru-chef прав - я не могу раскрыть Вам эти детали.
Нам не надо заводских секретов, надо лишь заводских рекомендаций!
Waxton
Извините, что встреваю, но Вас же просят по другому: "какое масло можно использовать на ваших брусках, чтоб не сокращался срок службы как и при использовании вашей пасты?"
Нам не надо заводских секретов, надо лишь заводских рекомендаций!
Вопрос Евгения был именно про состав алмазной пасты.
Заводская рекомендация не использовать масло вообще.
Исключение это Венёвская алмазная паста.
Если нельзя маслА - укажите, с каким тогда растворителем, например, можно. Уайт-спирит например? В промышленном применении ваши пасты, например, с чем используют?
Если не предполагается вовсе это делать и мазать как есть и "авось сработает и так", то это не применение пасты, а фейк.
oldTor
Вообще-то, применяют пасты на брусках и притирах, разбавляя их и\или добавляя к ним маслА или олеиновую кислоту, уайт-спирит и пр.
Если нельзя маслА - укажите, с каким тогда растворителем, например, можно. Уайт-спирит например? В промышленном применении ваши пасты, например, с чем используют?
Если не предполагается вовсе это делать и мазать как есть и "авось сработает и так", то это не применение пасты, а фейк.
Уважаемый oldTor, Вы сами то пробовали эту методику в работе?
Я имею введу Венёвский брусок + Венёвская паста.
Или это исключительно теоретические предположения?
Официально рекомендуется использовать мыльный раствор и на мелком зерне капельку Венёвской алмазной пасты.
Разбавлять пасту не нужно, она имеет достаточную консистенцию.
Как показали практические тесты, никаких "авось сработает и так" нет.
Кстати, как выяснилось некоторые уже давно используют эту методику.
Вы сами как боретесь с агломерацией зерна в пастах? Вы пробовали перед нанесением на брусок в качестве притира или притир, вашу пасту или любую похожую по консистенции, не разбавляя, растереть до разделения агломератов?
Ну и что получилось? Как проверяли результат? Насколько это дольше, и реально ли вообще, без разбавления? Какими средствами контроля и измерений пользовались? Что они показали?
Чем растирали и какой материал куранта считаете предпочтительным?
Или такие пробы не проводились? Теоретизируется, что проблема считается не существенной?
Как шлам удаляете с бруска с пастой, в процессе работы, когда вязнуть всё начинает от него, а нож начинает "гладить" брусок, но зерно ещё могло бы работать и его счищать и наносить свежее нерентабельно, да и долго по-новой-то. Хорошо без масла или олеинки получается? Удобно? Быстро?
Вы сами-то затачиваете таким образом, обзор можно увидеть? И, желательно, с вашим собственным опытом практическим.
А не ролик с ютуба, где что-то кто-то шкрябает а потом под нос себе бубнит что "вроде нормально, я щетаю", без каких либо верифицируемых, _наглядных_ данных. А нормальный, годный для людей, которые серьёзно делом занимаются.
На "некоторых" кивать очень удобно, но некоторые и, пардон, после сортира рук не моют, так что это не критерий для выбора методов и средств для работы.
Покажите лучше ваш собственный практический опыт работы с пастами, подробно и обстоятельно, который подтвердит прозрачно ваши рекомендации по их применению.
Так всё-таки вместо масла может уайт-спирит? Для промышленного применения не на мягких полировальниках, а на притирах - какие растворители применяют с вашими пастами?
Это же не секрет - посмотрите специализированную литературу. Вариантов много, и не секретных. Вопрос лишь в том, какой под связку ваших паст, подойдёт лучше. В мыльной воде эта паста не расходится нормально, как, правда, и большинство даже так называемых "водорастворимых" паст других производителей.
Это же простой вопрос, по применению товара! Зачем тут на ровном месте тень на плетень наводить? Это не презентация товара, а, простите - полная ерунда.
У вас на сайте написано "смываемые органическими растворителями". Так какими конкретно и чтобы не повлиять на связку брусков? Ими же можно и разбавить - всё просто.
составы всех паст +-
стеарин
парафин
вазелиновое масло
олеиновая кислота
воск какой либо.
вопрос только в том набрана паста из химически активных компонентов (стеарин, олеинка) или нейтральных парафин и вазелин. Процентные соотношения гуляют с 50 годов и до 10 крат в разную сторону 😊
ЗЫ У меня в гараже где то валялись обрезки веневского алмаза (укорачивал 20 см до апекса) могу попробовать подержать в вазелине и олеинке.
чувствительной стороной по идее может быть только коричневая
Ну в общем да, какой то секрет полишинеля.
Вань, тут вопрос в другом. Завод производит некую субстанцию, которая содержит масла, растворители и пр. Я бы, например, хотел увидеть паспорт безопасности (MSDS).
Официально рекомендуется использовать мыльный раствор и на мелком зерне капельку Венёвской алмазной пасты.
Разбавлять пасту не нужно, она имеет достаточную консистенцию.
Как показали практические тесты, никаких "авось сработает и так" нет.
Ой:
МЕТОД ОПРЕДЕЛЕНИЯ ПАРАМЕТРА ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ, ОБРАБОТАННОЙ ПАСТАМИ ИЗ МИКРОПОРОШКОВ
4.1. От сокращенной пробы контролируемой пасты массой 1,0 г отбирают три навески:
для зернистостей
60/40-20/14 и 60/28-20/10
- 0,002 г;
14/10-5/3 и 14/7-5/2
- 0,003 г;
3/2-1/0
- 0,004 г.
5.1. Навеску алмазной пасты помещают на планшайбу, добавляют разбавитель: для мазеобразной и жидкой - 1-5 капель, для твердой - 3-10 капель.
В зависимости от пасты жидкостями для разбавления должны быть дистиллированная вода или очищенный керосин.
Может все-таки можно разбавить?
http://techno-almaz.com/public...ispolzovat/9296
"Немаловажное значение имеет и такая характеристика, как смываемость (удаление остатков пасты с обрабатываемого материала), ведь для разбавления и смывания алмазной пасты могут употребляться совершенно разные вещества. К примеру, алмазная паста может разбавляться и смываться водой, или же смываться исключительно органическими растворителями - бензином, керосином, спиртом и т. д. Бывают также пасты, которые могут смываться как дистиллированной водой, так и указанными выше органическими растворителями. С помощью паст, имеющих метку 'Г' (смывание органическими растворителями), обрабатывают черные и цветные металлы, сплавы, стали, неметаллические материалы, а также полупроводниковые материалы. Выбрав алмазную пасту с меткой 'Л' (смывание универсальными растворителями), можно обрабатывать легированные стали, чугун, керамику и металлокерамику, различные твердые сплавы, феррит и сапфир. Пастами типа 'Х' (делятся на те, которые смываются водой и на смываемые универсальными растворителями) обрабатывают стекло, твердосплавный инструмент и полупроводниковые материалы. Ну а пасты под типом 'Э' (смывание универсальными растворителями) применяются, чтобы обрабатывать стекла, полупроводниковые материалы и твердосплавный инструмент. Что же касается консистенции, то алмазные пасты бывают мазеобразными и твердыми. Первая категория выпускается в шприцах, тубах и банках, тогда как вторая - в специальных футлярах."
ivan-3Почти все пасты, для которых я видел SDS, в составе содержат полиэтиленгликолевый эфир, он химически активный.
составы всех паст +-
vidbrusok.ruУважаемый oldTor, Вы сами то пробовали эту методику в работе?
Я имею введу Венёвский брусок + Венёвская паста.
Или это исключительно теоретические предположения?Официально рекомендуется использовать мыльный раствор и на мелком зерне капельку Венёвской алмазной пасты.
Разбавлять пасту не нужно, она имеет достаточную консистенцию.
Как показали практические тесты, никаких "авось сработает и так" нет.Кстати, как выяснилось некоторые уже давно используют эту методику.
А у меня вот есть Ваша паста 1/0. Пытался нанести на бланк с кожей, не вышло, пришлось разбавлять ВДшкой. Думаю и на брусок ее намазать будет проблема.
1. Вопрос представителю завода
Планирует ли завод выпускать "нестандартные" бруски или может есть возможность заказать?
В частности для заточки ножей с рекурвой широкие бруски использовать не удобно, хотелось бы узкие бруски 1.0-1.5см. Про ваши бруски для Lansky знаю, но хотелось бы что то для профиля или апекса
2. О СОЖ от любителя.
Приобретал бруски здесь на форуме 2 года назад. Пробовал "на сухую" - не понравилось, с водой - грязно. Как итог начал пользоваться маслом. И вы знаете... до сих пор точу ножи на веневских брусках с маслом. Шлам всегда легко протереть салфеткой, добавить каплю масла и продолжить. Маслом же "вымываю" грязь с брусков. Когда бруски засаливаются до нельзя, беру спиртик и протираю с бумажной салфеткой, потом мою с мылом под струей воды. Меня устраивает.
dolfinkuzzИнтересно. А масло какое?
... до сих пор точу ножи на веневских брусках с маслом.
А потом поищите в Гугле следующие запросы:
- наличие щелочи в растительных маслах
- наличие щелочи в моторных маслах.
Завод никогда не даст рекомендации мазать свои бруски чем попало. Ему и так жалоб хватает))
Serge Ant"Джонсон беби". Оно и для рук полезней 😊
Интересно. А масло какое?
Так что если сработало нормально на венёве, не факт что допустимо на любой бакелитовой связке.
dolfinkuzzВеневский хонинговальный алмазный брусок для Edge Pro
В частности для заточки ножей с рекурвой широкие бруски использовать не удобно, хотелось бы узкие бруски 1.0-1.5см. Про ваши бруски для Lansky знаю, но хотелось бы что то для профиля или апекса
RuChefа вот за то что носом ткнули спасибо, лежат ведь дома у меня хоны, короткие правда и грубые, но ведь даже...
Веневский хонинговальный алмазный брусок
Я проконсультировался у технологов по вопросу алмазной пасты и выяснил:
- состав Венёвской алмазной пасты:
стеарин
парафин
вазелиновое масло
олеиновая кислота
- растворители для Венёвской алмазной пасты:
К доступным органическим растворителям относятся - керосин, бензин, уайт-спирит.
Ими смываются и растворяются Венёвские алмазные пасты. Но они обладают устойчивым неприятным запахом и в квартире лишний раз ими пользоваться не хочется.
Поэтому можно смыть тёплой водой, можно с мылом.
И они спокойно смываются.
Так же стоит добавить, что материалы из которых сделан брусок, устойчивы к воздействию на них различного рода растворителей как органических так и не органических, даже кислотой не так-то просто испортить брусок.
- советы по использованию СОЖ с Венёвскими алмазными брусками:
Как производитель алмазного инструмента, Венёвский завод не в праве давать Вам рекомендации по заточке.
Но для использования свой продукции технологи завода советуют использовать воду или мыльный раствор.
Использование других СОЖ (масло, алмазная паста, ВД-40, киросин и т.д.) возможно только на усмотрение пользователей.
Это официальная позиция производства.
------
С уважением, Александр Хохлов. http://www.vidbrusok.ru
1. Вопрос представителю завода
Планирует ли завод выпускать "нестандартные" бруски или может есть возможность заказать?
В частности для заточки ножей с рекурвой широкие бруски использовать не удобно, хотелось бы узкие бруски 1.0-1.5см. Про ваши бруски для Lansky знаю, но хотелось бы что то для профиля или апекса
Не стандартные по размеру бруски можно изготовить, но есть ограничения.
Так же необходимо учитывать что стоимость такого бруска будет скорее всего даже дороже стандартного.
Напишите мне на эл. почту (khokhlov@venevalmaz.ru) что именно Вам нужно и я рассчитаю Вам его стоимость.
- состав Венёвской алмазной пасты:
стеарин
парафин
вазелиновое масло
олеиновая кислота- растворители для Венёвской алмазной пасты:
...
Поэтому можно смыть тёплой водой, можно с мылом.
И они спокойно смываются.
Парафин? Алканы не образуют водородные связи и нерастворимы в полярных растворителях, в том числе в воде. Водородные связи между молекулами воды направлены от молекул алканов, что приводит к увеличению энтропии в система алкан-вода, и по второму закону термодинамики это увеличение энтропии должно быть минимизировано посредством уменьшения поверхности контакта. Алканы не только нерастворимы, но и гидрофобны, они отталкивают воду в самом прямом смысле этого слова.
Стеарин тоже не очень-то растворим в воде.
Или у вас какая-то особая органическая химия?
PengozoidПарафин? Алканы не образуют водородные связи и нерастворимы в полярных растворителях, в том числе в воде. Водородные связи между молекулами воды направлены от молекул алканов, что приводит к увеличению энтропии в система алкан-вода, и по второму закону термодинамики это увеличение энтропии должно быть минимизировано посредством уменьшения поверхности контакта. Алканы не только нерастворимы, но и гидрофобны, они отталкивают воду в самом прямом смысле этого слова.
Стеарин тоже не очень-то растворим в воде.
Или у вас какая-то особая органическая химия?
Простите, но я нигде не писал что Венёвская алмазная паста растворяется водой.
Водой паста только смывается с поверхности.
А именно растворяется Венёвская паста, только органическими растворителями.
Это кстати, прописано в ГОСТе.
Pengozoid
Ой, пардон. Ну тогда можно и без воды, просто тряпочкой потереть.
Можно и трапочкой, но водой всё же лучше.
Это зависит от того на сколько для Вас важна химическая чистота поверхности в процессе заточки.
Так чтобы потом вода по бруску или стеклу распределилась нормально, а не собиралась каплями на не смывшейся плёнке пасты или стеарина или парафина?
И как успехи?
oldTor
Вы сами пробовали намазать пасту, хотя бы на стекло, а не на рельефную поверхность бруска и смыть водой? Так чтобы она смылась а не просто размазалась? Или даже не пасту а просто стеарин или парафин?
Сам не пробовал, но человек который пробовал эту методику не испытывал проблем с удалением пасты.
Возможно потому что ему не нужно было удалять пасту с бруска.
Напомню, мы обсуждаем возможность использования пасты на бруске, зачем её удалять полностью?
Затем, что СОЖ, в т.ч. рекомендованная заводом мыльная вода, должна, _обязана_ распределяться по бруску нормально, если нужно работать с ним и чистым и с пастой.
И шлам надо удалять из рельефа бруска, а если он связан пастой - это полностью сделать - нереально.
Это нормальные рабочие практики! Априори!
Вы бы немного ознакомились с тем, как вообще происходит нормальный процесс заточки и с общими базовыми моментами обращения с абразивами при таковой!
Это просто потрясающе - демонстрировать полное незнание элементарных для заточки вещей, представляя завод по производству абразивов, уж извините!
Что, практиков, которые разбираются в том как применяют и какие абразивные материалы, не нашлось?
Нет, ну это просто невероятно, задавать такие вопросы!
vidbrusok.ru
Напомню, мы обсуждаем возможность использования пасты на бруске, зачем её удалять полностью?
Это очень интересный вопрос 😊
Меня уже некоторое время посещает мысль что эта мысль распареллелилась на две противоположных. И люди этот вопрос совем по разному понимают.
Более того, я тоже с начала обсуждаемое понял не так.
Я понял так - притереть брусок веневского алмаза на алмазной пасте венев чтобы срезать/раздробить карбид бора. Потом пасту смыть стерильно и работать алмазным бруском. Ну в общем это все вполне логично - алмаз карбид бора тверже и тупо разрежет выкрошит.
Я так понимаю что этот вопрос думают так процентов 75
а остальные 25, включая вас, что нанес алманую пасту и работай с ней.
Ну тоже возможно... в работе раздробиться тот же самый бора карбид плюс смазка скроет половину толщины карбида - по любому будет работать тоньше.
Но факт что это совсем разные мысли
Так вот первым нужно стерильное уничтожение алмазной пасты (еще и докопаются почему нашпиговались алмазы в связку)
Вторым нужна смазка для работы 😊 Типа чтобы подрастворила но не смывала
Pengozoid
Парафин? Алканы не образуют водородные связи и нерастворимы в полярных растворителях, в том числе в воде. Водородные связи между молекулами воды направлены от молекул алканов, что приводит к увеличению энтропии в система алкан-вода, и по второму закону термодинамики это увеличение энтропии должно быть минимизировано посредством уменьшения поверхности контакта. Алканы не только нерастворимы, но и гидрофобны, они отталкивают воду в самом прямом смысле этого слова.Стеарин тоже не очень-то растворим в воде.
Или у вас какая-то особая органическая химия?
В присутствии ПАВ оно эмульгируется и таки смывается водой.
А водой с мылом или каким-нибудь жидким моющим средством --- ещё лучше.
А если добавить к этому всему повышенную температуру и воздействие ультразвука, то то и подавну.
Научным принципам это не противоречит.
oldTor
Затем, что СОЖ, в т.ч. рекомендованная заводом мыльная вода, должна, _обязана_ распределяться по бруску нормально, если нужно работать с ним и чистым и с пастой.
И шлам надо удалять из рельефа бруска, а если он связан пастой - это полностью сделать - нереально.
Это нормальные рабочие практики! Априори!
Вы бы немного ознакомились с тем, как вообще происходит нормальный процесс заточки и с общими базовыми моментами обращения с абразивами при таковой!
Это просто потрясающе - демонстрировать полное незнание элементарных для заточки вещей, уж извините!
Уважаемый oldTor, Вы меня конечно извините, но у меня на производстве несколько иные задачи, в которых смею Вас заверить, я разбираюсь не хуже чем Вы в заточке.
Повторюсь ещё раз, попробуйте эту методу своими руками!
Человек который её тестировал, обратил особое внимание на то что использование пасты исключает засаливание бруска.
Т.е. пока паста находится на поверхности бруска она вытесняет как отходы самого бруска в процессе износа, так и шлам от износа с РК.
Я уже писал что своими руками опробовал - у меня нет привычки писать о предположениях, либо я указываю что это предположения.
А для предметного разговора и обсуждения практики применения, адекватно вести разговор практика с практиком.
vidbrusok.ruпосоветуйте своему специалисту попробовать тот же брусок, но вместо СОЖ олеиновую кислоту, а так же вашу пасту, но на сосновом торцевом бруске (если менее 5 мкм) или на стеклянном бруске (если размер пасты 20 - 7 мкм). Я думаю, что этот специалист откроет для себя много нового. Я не спорю, что паста на брусках хорошо, но можно и просто взять алмазный брусок и посыпать алмазами. Суть бруска именно в работе закрепленного зерна, а использование его в качестве притира слишком накладно, поскольку кроме алмазных брусков есть огромное количество других материалов годных для намазывания пастой. Как пример, вашу пасту можно намазать на лист офисной бумаги и на глазах у изумленной толпы заточить ножик до реза волоса...
Уважаемый oldTor, Вы меня конечно извините, но у меня на производстве несколько иные задачи, в которых смею Вас заверить, я разбираюсь не хуже чем Вы в заточке.
Повторюсь ещё раз, попробуйте эту методу своими руками!
Человек который её тестировал, обратил особое внимание на то что использование пасты исключает засаливание бруска.
Т.е. пока паста находится на поверхности бруска она вытесняет как отходы самого бруска в процессе износа, так и шлам от износа с РК.
Использование алмазной пасты как сож, т.е как средства от засаливания, это уже слишком! Достаточно использовать основу от вашей пасты. Если в брусках недостаточная концентрация алмазов, то нужно брать бруски большей концентрации.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Позвонили, предложили попробовать новый брусок с новой связкой. Дескать народ ругается, что финишные бруски Венёва дают повышенную риску.
У меня такого вроде не было, максимум 1/0 не особо отличался от 3/2. Такое было на двухсторонних брусках. На брусках на алюминиевой подложке такого не было, там 1/0 работал чище чем 3/2, но сами бруски на Алюминиевой подложке работали чуть жёстче чем двухсторонние - казалось что связка разная.
Ладно вот пришёл новый брусок - красавец 😊 Чехольчик такой симпатичный, раньше другие были.

Только вот там на бумажке что-то ручкой исправлено 😊
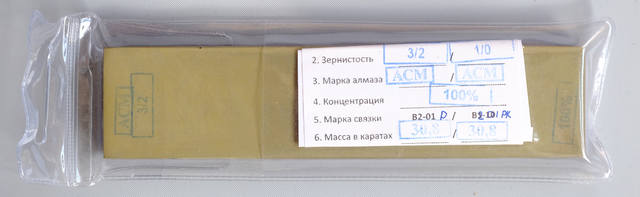
Сам брусок аккуратный, зернистость подписана в том числе и на боку

Фасочки аккуратно сняты


А вот с чем мы будем его сравнивать.
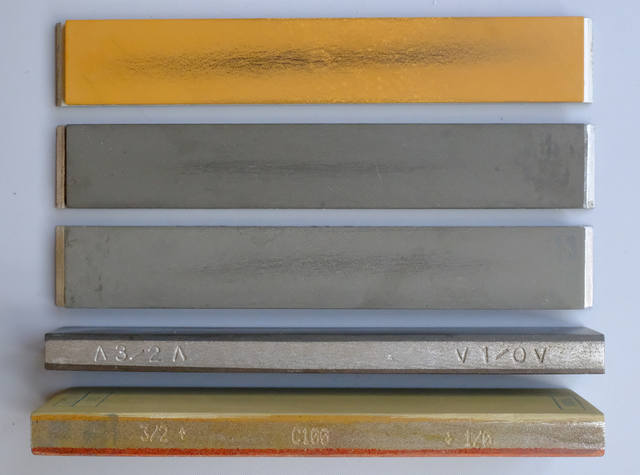
Верхняя это Нанива Диамонд 6000, под ней венёв 3/2 и 1/0 на алюминии и двухсторонний венёв 3/2-1/0.
Брусок пришёл 150*35 и весит 117гр. А ребята раньше пилили 156*17,5 и вес был 64гр. мне этот вариант нравился больше, хотя с появлением хонов на алюминиевой подложке я перешёл на них, ну и на Наниву Диамонд.
Дело в том что на Едже Про такие хоны зажимать быстрее и проще
Нож тут зажат на столике только для фотографирования, так я ножи конечно не зажимаю.

Как мог запечатлел поверхность хонов, что там на ней видно - комментировать не буду я все же не специалист по этим вещам, я просто практик 😊
Вот поверхность нового хона 3/2
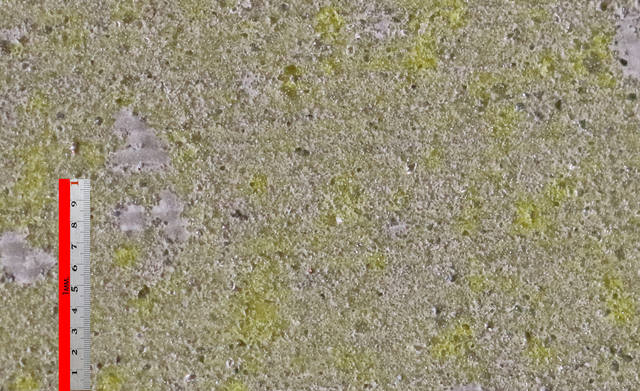
Вот новый хон 1/0

Вот старый двухсторонний хон 3/2

Вот старый 1/0

Вот 3/2 на алюминии

Вот 1/0 на алюминии

Вот 6000 Нанива

Подопытным образцом был выбран нож от Мастерской Бирюкова из стали К390. Вот здесь о его первоначальной заточке forum.guns.ru
Волосок он строгал, при заточке сталь показала себя не плохо, подводы достаточно широкие - в общем хороший подопытный кролик.
Вот фото его РК 3/2 и 1/0. 1/0 точно 100%, а вот 3/2 вроде нет, при заказе тогда 100% не было. Это хоны на алюминиевой подложке.

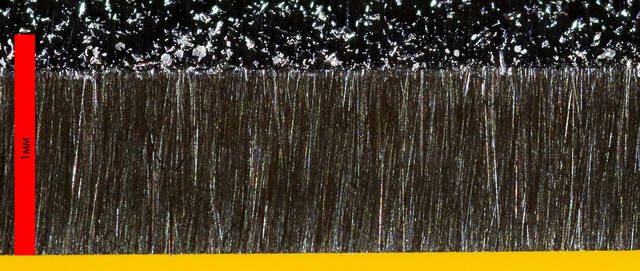
Напоминаю - у меня в этом сете всё работает правильно, 1/0 - самый тонкий хон.
Настраиваюсь на старый двухсторонний. 3/2

1/0
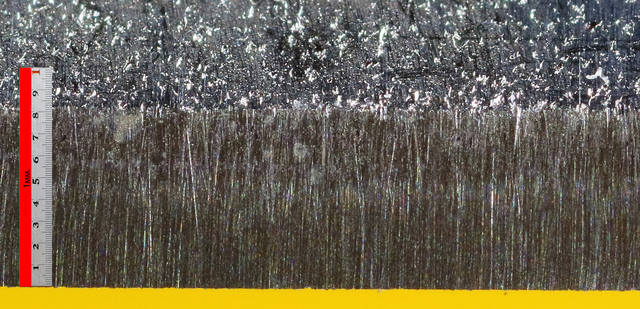
Царапаю(строгаю) волос, не очень уверенно, но строгает

Ставим новый брусок. 3/2. Работает мягко, только вот тяжеловат, но рука быстро привыкает

Качество очень достойное, в принципе можно на этом и остановится. Но у нас же ещё 1/0 есть, точим
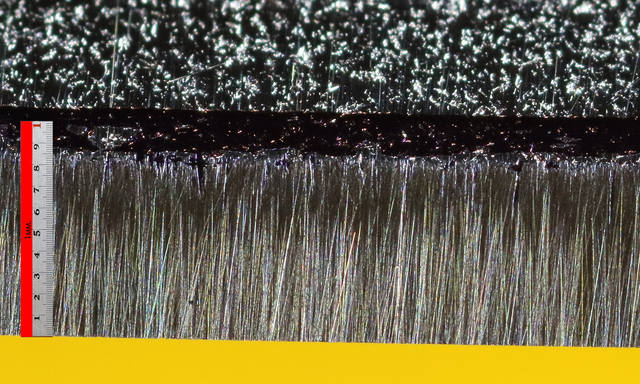
Мда, ни как не ожидал, а они там маркировку не перепутали? Впрочем даже если перепутали всё равно как-то рисок многовато. Без всякой надежды строгаю волос, а ведь строгает, без проблемм.

Решил проточить Нанивой 6000. Точу и думаю, волос строгануло хорошо, может это я как-то со светом начудил? Даже как-то не по себе стало, хотя вроде не должен. Вроде проточил, фотографирую

Ха, а я оказывается конкретно не попал 😞, зато отлично видно разницу в качестве поверхности. Чуть добавляю угла, протачиваю.
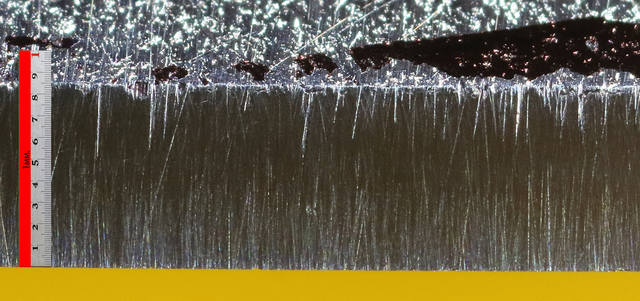
Строгаю волос - легко. Хотя по фото видно, что не плохо бы ещё поточить, не до конца риски вывелись, но - сойдёт 😊

Что в итоге можно сказать? Новый 3/2 получился шикарный, новый 1/0 - реально не понял. Может его прирабатывать надо? Но тогда почему 3/2 уже полностью готов? Не понял.
Отправил этот отчёт Александру, он в отпуске, но оттуда ответили, что 1/0 скорее всего нуждается в приработке. Вполне может быть, хотя почему тогда 3/2 сразу идёт готовым.
Суть дела в том, что мне этот брусок по типоразмеру не подходит, я пользуюсь хонами на алюминиевой подложке и они меня устраивают. Может кто-нибудь возьмёт для дальнейших тестов с выкладкой полученного сюда? Фото крайне желательны.
Могу отправить почтой.
Alex.P
Отправил этот отчёт Александру, он в отпуске, но оттуда ответили, что 1/0 скорее всего нуждается в приработке.
Что тут подразумевается под "приработкой"?
Что конкретно, какую последовательность действий нужно сделать?
Вот что мне ответили - "Возможно 1/0 ещё не приработался, попробуйте поработать им ещё немного."
Правда пришло ещё письмо - "Возможно технологи что то ещё подскажут чуть позже."
Alex.P
Вот что мне ответили - "Возможно 1/0 ещё не приработался, попробуйте поработать им ещё немного."
немного --- это 10--15 минут или как?
Nikolay_KА я откуда знаю? 😊 Но тут я реально сильно не упирался, буквально минут 5-6.
немного --- это 10--15 минут или как?
я пробовал пару веневских 1/0 и оба бруска оказались хуже на финише, чем 3/2.В данном конкретном случае речь идет об алмазах другой модификации.
Сначала тест в заточке "золотым" алмазом
Я предложил веневцам изготовит экспериментальные алмазы 3/5, 5/7, 7/10, 10/14.
Предположение такое, на золотом алмазе, не смотря на его 1/0ность, отчетливо видны риски от алмаза, а на новом алмазе 3/2 и, особенно 1/0, рисок не видно вообще в УСБ микроскоп. Поэтому, возможно(?), более крупная фракция даст риску, которая даст стойкость и агрессивность.
Буду продолжать эксперименты.
Дайте пожалуйста краткое резюме, а видео оставим тем, кто не поверит 😊
Прочитал - а у меня на 1/0 риски при чём огромные, фото прилагается.
"золотой" - Н/У-0,2; 50-3,5; 100-5; 150-6,5; 200-6,8; 250-7кг
80 резов нож перешел на 2 движения, 195 резов нож перешел на 3 движения, 220 резов нож перешел на 3 движения.
новый 3/2 Н/У-0,2; 50-4,5; 100-5,8; 150-7кг
76 резов нож перешел на 2 движения, 120 резов нож перешел на 3 движения
новый 1/0 Н/У-0,2; 50-4; 100-5,9; 150-7кг
62 реза нож перешел на 2 движения
В данном конкретном случае речь идет об алмазах другой модификациида Игорь, уже дошло до меня, правда не сразу (( пришлось кое что прочитать и осмыслить..
И в новом варианте 1/0 сливает 3/2, а тот в свою очередь сливает "золотому".
Лично для меня важна информация - "перешёл на два движения", мы раньше так и тестировали, без кг.
Пошел искать что-же такое золотой алмаз 😊
chingachgook
Результаты в цифрах:
"золотой" - Н/У-0,2; 50-3,5; 100-5; 150-6,5; 200-6,8; 250-7кг
80 резов нож перешел на 2 движения, 195 резов нож перешел на 3 движения, 220 резов нож перешел на 3 движения.новый 3/2 Н/У-0,2; 50-4,5; 100-5,8; 150-7кг
76 резов нож перешел на 2 движения, 120 резов нож перешел на 3 движенияновый 1/0 Н/У-0,2; 50-4; 100-5,9; 150-7кг
62 реза нож перешел на 2 движения
Игорь, я правильно понял, что пока заточка новыми алмазами уступает в стойкости Вашему "золотому" бруску?
Я понимаю, что пока это еще поспешный вывод, слишком мало испытаний.
chingachgook
В данном конкретном случае речь идет об алмазах другой модификации.
По-моему как были АСМ, так и остались.
Связка та же, а наполнитель другой. Либо тальк, либо оксид алюминия
По-моему как были АСМ, так и остались.Не знаю, но это не те алмазы, которые были перед этим под грифом безборидные.
Связка та же, а наполнитель другой. Либо тальк, либо оксид алюминия
Я понимаю, что пока это еще поспешный вывод, слишком мало испытаний.Это как бы уже понятно, испытаний мало, но результат уже не "переплюнуть". По этому и было принято решение изготовить на той же связки алмазы 3/5; 5/7; 7/10; 10/14. Может в таком варианте что-то проявится.
chingachgook
Это как бы уже понятно, испытаний мало, но результат уже не "переплюнуть". По этому и было принято решение изготовить на той же связки алмазы 3/5; 5/7; 7/10; 10/14. Может в таком варианте что-то проявится.
"не переплюнуть", это лучше уже точно не будет?
"не переплюнуть", это лучше уже точно не будет?Мы ж маньяки, нам же за каждым забором мерещится новый грааль. Поэтому будем экспериментировать. В это воскресенье протестирую 3/5 и 5/7. А, там, видно будет.
chingachgookДайте пожалуйста ссылку, куда Вы чаще всего выкладываете свои эксперименты и выводы, а то не всегда получается отслеживать.
.... Поэтому будем экспериментировать...
P. S Еще позвольте вопрос?
В принципе новый брусок вроде как выполняет Вашу задачу?
Шлифует теперь равномерно.
Ну пускай тесты будут короче, так канат съэкономится.
Или все таки хочется большего?
И еще, новые бруски, как они по износостойкости по сравнению с Вашим "золотым" бруском? Поверхность быстрее изменяет форму?
chingachgook
Мы ж маньяки, нам же за каждым забором мерещится новый грааль. Поэтому будем экспериментировать. В это воскресенье протестирую 3/5 и 5/7. А, там, видно будет.
Маэстро, пауза затянулась ! С нетерпением ждем результатов тестов и хорошо бы узнать что говорят веневцы и будут ли новые алмазы на полках магазинов 😊 Ваше мнение оооочень интересно...
Cthutq1Маэстро, пауза затянулась ! С нетерпением ждем результатов тестов и хорошо бы узнать что говорят веневцы и будут ли новые алмазы на полках магазинов 😊 Ваше мнение оооочень интересно...
Обязательно появятся, но только после того как будет собрано достаточное количество статистики, которое позволит утверждать что проблема "паразитных рисок" и однородности зерна решена.
Давайте ребята, газуйтеГазовали всю пятницу, субботу, воскресенье. Видео монтируется, результаты разгребаются и подготавливаются.
Первый вывод уже можно сделать - алмазы удались. Более подробно будет чуть попозже.
а на новом алмазе 3/2 и, особенно 1/0, рисок не видно вообще в УСБ микроскоп.
а у меня на 1/0 риски при чём огромные, фото прилагается.
Первый вывод уже можно сделать - алмазы удались.
Снова chingachgook отхватил "золотой " алмаз?))
Какова будет примерная стоимость новых бурусков?
Они будут дороже старых?
columler
Снова chingachgook отхватил "золотой " алмаз?))
Какова будет примерная стоимость новых бурусков?
Они будут дороже старых?
Точных цен у меня пока нет, но предварительно цена на бруски на новой модифицированной связке будет сопоставима с ценой брусков на классической связке.
Важный момент - модифицированная связка будет только для мелкого зерна, на крупном зерне в ней смысла нет.
но предварительно цена на бруски на новой модифицированной связке будет сопоставима с ценой брусков на классической связке.Спасибо! Если цена будет такой же как на старые бруски, то я пожалуй встану в очередь. Но, если это снова окажется лотереей, как в случае с прошлыми брусками, то тут извините, это будет эпичный фэйл. Желаю Вам удачи и с нетерпением жду продаж новых брусков!
Нужно чела с цыганской иглой посадить пусть водит бруском по краю стекала ( как учил великий Чингачгук ) и выковыривает лишние алмазы превращая кусок бруска в золотой Я бы даже доплатил ...На брусках с новой связкой ни чего подобного и близко нет.
P.S. Сейчас уже видео начали выкладывать(для интриги) там еще Эльбор от Полтавского завода затесался.
Эльборовый Брусок 150х25х5х2 2/1мкм Фенол-формальдегидная Полирование
Эльборовый Брусок 150х25х5х2 3/2мкм Фенол-формальдегидная Предварит. полирование
Эльборовый Брусок 150х25х5х2 7/5мкм Фенол-формальдегидная Тончайшая доводка
Эльборовый Брусок 150х25х5х2 14/10мкм Фенол-формальдегидная Тонкая доводка
Эльборовый Брусок 150х25х3 28/20мкм Медно-оловянная износостойкая Чистовая заточка
Эльборовый Брусок 150х25х3 63/50мкм Медно-оловянная износостойкая Получистовая заточка
Эльборовый Брусок 150х25х3 125/100мкм Медно-оловянная износостойкая Черновая заточка
Эльборовый Брусок 150х25х3 200/160мкм Медно-оловянная износостойкая обдирка
Ну это как алмазами с разным заполнением, начинаем обдирку и 100% заканчиваем 25. Тут типа такого же, но играют связкой.
skvater
Что то сайт "Видбрусок" не открывается. Это только у меня так?
Сайт работает.
На vidbrusok.ru новостей никаких пока по новым алмазам. Все плохо или есть прогресс ?Доброго всем времени. Присоединяюсь к вопросу.
На vidbrusok.ru новостей никаких пока по новым алмазам. Все плохо или есть прогресс ?
Доброго всем времени. Присоединяюсь к вопросу.
Господа, немного терпения!
Запуск в серийное производство нового товара дело, в принципе, не слишком быстрое и простое.
Тем более ещё не все тесты завершены.
------
С уважением, Александр Хохлов: http://www.vidbrusok.ru
И так Полушкино:
S90V нож номер 5(стал тестовым образцом)
заточка новым Веневским алмазом 3/5
Н/У - 0,25
50резов - 3,5
100резов - 5
150резов - 6
200резов - 6,8
220резов - 7кг
100резов нож перешел на 2 движения, 190 резов нож перешел на 3 движения.
заточка новым Веневским алмазом 3/5
Н/У - 0,3
50резов - 3,5
100резов - 5
150резов - 5,5
200резов - 6,5
220резов - 7кг
98резов нож перешел на 2 движения, 200 резов нож перешел на 3 движения.
заточка новым Веневским алмазом 5/7
Н/У - 0,1
50резов - 3,5
100резов - 4,4
150резов - 6
190резов - 7кг
100резов нож перешел на 2 движения, 140 резов нож перешел на 3 движения.
Сначала была выведена геометрия на старом Веневском алмазе 50/40 100%.
Потом были взяты новые алмазы 14/10, далее 7/5, потом 5/3, потом 3/2, потом 1/0. Были убраны все риски и кромка отполирована до полного ухода рисок. После этого очень легко были нанесены риски новым Веневским алмазом 3/5.
Нож показал очень высокую агрессивность, половиной ножа шнурок был перерезан с усилием 0,1кг.
S90V нож номер 5(стал тестовым образцом)
заточка новым Веневским алмазом 3/5(с полировкой на 1/0)
Н/У - 0,1
50резов - 3
100резов - 4,5
150резов - 5,4
200резов - 6,5
220резов - 7кг
150резов нож перешел на 2 движения.
S90V нож номер 5(стал тестовым образцом)
заточка Полтавским карбидом бора 1/2
Н/У - 0,1
50резов - 3,6
100резов - 4,4
150резов - 5,5
190резов - 7,2кг
97резов нож перешел на 2 движения, 170 резов нож перешел на 3 движения.
chingachgook
Больше видео можно посмотреть forummessage/5/1236
Игорь Дмитриевич, благодарю Вас за столь подробные тесты!
Можно Вас попросить опубликовать сводную таблицу сравнения "золотого алмаза" и алмаза на новой связке 5/3?
Для того что бы снять все последующие вопросы.
chingachgook
...
Потом были взяты новые алмазы 14/10, далее 7/5, потом 5/3, потом 3/2, потом 1/0. Были убраны все риски и кромка отполирована до полного ухода рисок. ...
Это новый 1\0 так может? Если так, то это действительно Событие.
Пока что из любых алмазных брусков 1\0, что я пробовал, ни один не смог дать поверхности вовсе без рисок, и приблизиться хоть немного к тому, какой результат может дать алмазное зерно 1\0 на притире.
И проблема, как мне кажется, в том, что в брусках, которые я пробовал, есть и слипшиеся между собой зёрна и их агломераты, что вкупе с крайне низкой способностью алмаза к дроблению, даёт то, что имеем..
Вот на притире, когда я скверно растёр зерно - получилось с фракцией 1\0 очень чисто, но вот с такими забойчиками - по горизонтали 1,9мм.:
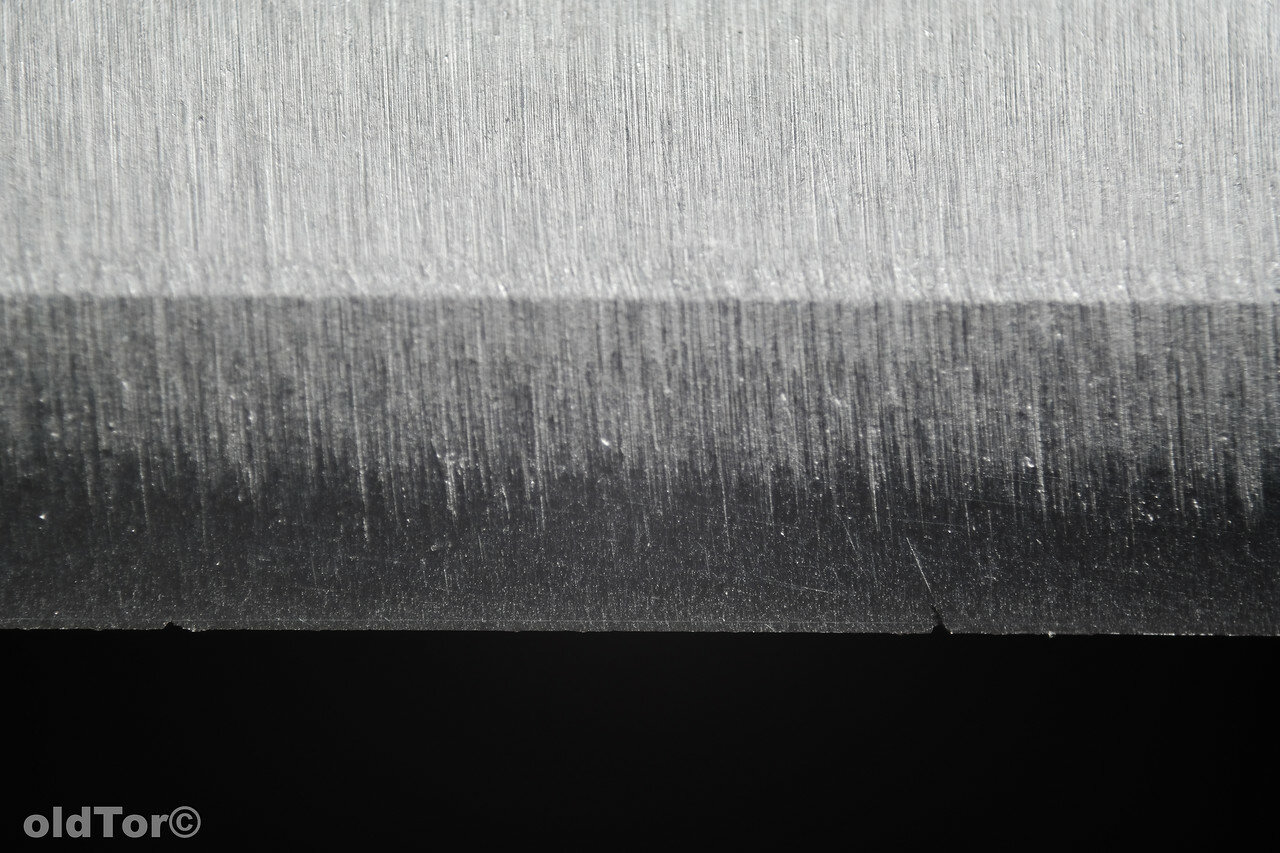
И всё равно это на порядок чище чем на брусках, что я пробовал - там вообще даже близко подобная шероховатость не стояла.
Когда растёр более тщательно (был вынужден и угол приподнять чтобы убрать безобразие) - получил вот такую кромку и чистоту обработки - параметры съёмки те же:

Фото, как обычно, кликабельны, доступна развёртка их в 100%, как можно видеть, никаких забойчиков в районе 10мкм. и более, как от даже очень хороших брусков - нету.
Если Венёвскому заводу удалось сделать брусок, который способен дать такой результат - это очень интересно и реально круто. Я может при случае попробую и сравню, сделаю сравнительные фото. Ну, когда бруски появятся в продаже и у меня дойдут руки до проб.
Я зарекался тратить ещё деньги на венёвские бруски, по сути выкинув ранее довольно немалую сумму, но если Вы рекомендуете и даёте такой отзыв, я хотя бы ради объективности своего отношения к заводу и продукции, готов пожалуй купить такой брусок на пробу и тесты.
Спасибо за обзоры.
oldTorЭто новый 1\0 так может? Если так, то это действительно Событие.
Пока что из любых алмазных брусков 1\0, что я пробовал, ни один не смог дать поверхности вовсе без рисок, и приблизиться хоть немного к тому, какой результат может дать алмазное зерно 1\0 на притире.
И проблема, как мне кажется, в том, что в брусках, которые я пробовал, есть и слипшиеся между собой зёрна и их агломераты - вот на притире, когда я скверно растёр зерно - получилось с фракцией 1\0 очень чисто, но вот с такими забойчиками - по горизонтали 1,9мм.:И всё равно это на порядок чище чем на брусках, что я пробовал - там вообще даже близко подобная шероховатость не стояла.
Когда растёр более тщательно (был вынужден и угол приподнять чтобы убрать безобразие) - получил вот такую кромку и чистоту обработки - параметры съёмки те же:
Фото, как обычно, кликабельны, доступна развёртка их в 100%, как можно видеть, никаких забойчиков в районе 10мкм. и более, как от даже очень хороших брусков - нету.Если Венёвскому заводу удалось сделать брусок, который способен дать такой результат - это очень интересно и реально круто. Я может при случае попробую и сравню, сделаю сравнительные фото. Ну, когда бруски появятся в продаже и у меня дойдут руки до проб.
Я зарекался тратить ещё деньги на венёвские бруски, по сути выкинув ранее довольно немалую сумму, но если Вы рекомендуете и даёте такой отзыв, я хотя бы ради объективности своего отношения к заводу и продукции, готов пожалуй купить такой брусок на пробу и тесты.
Спасибо за обзоры.
Когда Игорь Дмитриевич забирал тестовые образцы, он немного ими поточил и мы пофотографировали результаты на обычный USB-микроскоп - качество конечно не очень, но примерно размер рисок можно разобрать:

3/2 "золотой алмаз"

3/2 новая модифицированная связка

1/0 "золотой алмаз"

1/0 новая модифицированная связка
vidbrusok.ruГоспода, немного терпения!
Запуск в серийное производство нового товара дело, в принципе, не слишком быстрое и простое.
Тем более ещё не все тесты завершены.
Понятно что просто запускаются только ракеты Северной Кореей, но хотелось бы побыстрее этот запуск...
vidbrusok.ruНе моё конечно дело, но всё же предлагаю отправить тестовый 1/0 уважаемому OldTor на тест-обзор, он один из тех не многих кто может качественно сфотографировать результаты работы абразива.
результаты на обычный USB-микроскоп - качество конечно не очень
FullNaga35
Не моё конечно дело, но всё же предлагаю отправить тестовый 1/0 уважаемому OldTor на тест-обзор, он один из тех не многих кто может качественно сфотографировать результаты работы абразива.
+1,
а можно так же и 3/2 тоже дать Ярославу на тестирование и обзор, раз уж интерес есть у людей
АсвитолПоддержу, нужны качественные фото и тесты
дать Ярославу на тестирование и обзор
vidbrusok.ruВыглядит очень неплохо. Если бы в реале он так работал, то взял бы
1/0 новая модифицированная связка

Не моё конечно дело, но всё же предлагаю отправить тестовый 1/0 уважаемому OldTor на тест-обзор, он один из тех не многих кто может качественно сфотографировать результаты работы абразива.
+1,
а можно так же и 3/2 тоже дать Ярославу на тестирование и обзор, раз уж интерес есть у людей
Поддержу, нужны качественные фото и тесты
По просьба уважаемых форумчан, предложил уважаемому oldTor принять участие в тестах - Ярослав согласился.
В ближайшее время отправим ему образец.
Так что ждём от него подробный обзор и красивыми фотографиями.
vidbrusok.ruПо просьба уважаемых форумчан, предложил уважаемому oldTor принять участие в тестах - Ярослав согласился.
В ближайшее время отправим ему образец.
Так что ждём от него подробный обзор и красивыми фотографиями.
Оч правильное решение. Становится интересно...
ilyankinВ интернете много видео по заточке этими брусками, выше есть рекомендуемый набор ( на каких гридностях и какими связками затачивать этими камнями ). Начало на медно-оловянной связке и финиш на органической. На медно оловянной камни двухсторонние, на органической нет. То есть если веневские алмазы при заточке меняют концентрацию от 100 проц до 25, то на эльборах начинают на медной, а заканчивают на органической. Вот как то так.
http://www.vidbrusok.ru/collection/dlya-apex-edge-pro-2 никто не пробовал ещё эти бруски?
Эльборовый Брусок 150х25х5х2 2/1мкм Фенол-формальдегидная Полирование
Эльборовый Брусок 150х25х5х2 3/2мкм Фенол-формальдегидная Предварит. полирование
Эльборовый Брусок 150х25х5х2 7/5мкм Фенол-формальдегидная Тончайшая доводка
Эльборовый Брусок 150х25х5х2 14/10мкм Фенол-формальдегидная Тонкая доводка
Эльборовый Брусок 150х25х3 28/20мкм Медно-оловянная износостойкая Чистовая заточка
Эльборовый Брусок 150х25х3 63/50мкм Медно-оловянная износостойкая Получистовая заточка
Эльборовый Брусок 150х25х3 125/100мкм Медно-оловянная износостойкая Черновая заточка
Эльборовый Брусок 150х25х3 200/160мкм Медно-оловянная износостойкая обдирка
Cthutq1
В интернете много видео по заточке этими брусками, выше есть рекомендуемый набор ( на каких гридностях и какими связками затачивать этими камнями ). Начало на медно-оловянной связке и финиш на органической. На медно оловянной камни двухсторонние, на органической нет. То есть если веневские алмазы при заточке меняют концентрацию от 100 проц до 25, то на эльборах начинают на медной, а заканчивают на органической. Вот как то так.
Эльборовый Брусок 150х25х5х2 2/1мкм Фенол-формальдегидная Полирование
Эльборовый Брусок 150х25х5х2 3/2мкм Фенол-формальдегидная Предварит. полирование
Эльборовый Брусок 150х25х5х2 7/5мкм Фенол-формальдегидная Тончайшая доводка
Эльборовый Брусок 150х25х5х2 14/10мкм Фенол-формальдегидная Тонкая доводка
Эльборовый Брусок 150х25х3 28/20мкм Медно-оловянная износостойкая Чистовая заточка
Эльборовый Брусок 150х25х3 63/50мкм Медно-оловянная износостойкая Получистовая заточка
Эльборовый Брусок 150х25х3 125/100мкм Медно-оловянная износостойкая Черновая заточка
Эльборовый Брусок 150х25х3 200/160мкм Медно-оловянная износостойкая обдирка
Венёвские эльборовые бруски изготавливаются по той же технологии что и алмазные, а значит и рекомендации те же.
Более того, технологи завода не рекомендуют использовать металлические связки для нужд ручной заточки, ибо изначально предназначены они для обработки сверхтвердых материалов, таких как стекло или камень.
Cthutq1
В интернете много видео по заточке этими брусками, выше есть рекомендуемый набор ( на каких гридностях и какими связками затачивать этими камнями ). Начало на медно-оловянной связке и финиш на органической. На медно оловянной камни двухсторонние, на органической нет. То есть если веневские алмазы при заточке меняют концентрацию от 100 проц до 25, то на эльборах начинают на медной, а заканчивают на органической. Вот как то так.
Эльборовый Брусок 150х25х5х2 2/1мкм Фенол-формальдегидная Полирование
Эльборовый Брусок 150х25х5х2 3/2мкм Фенол-формальдегидная Предварит. полирование
Эльборовый Брусок 150х25х5х2 7/5мкм Фенол-формальдегидная Тончайшая доводка
Эльборовый Брусок 150х25х5х2 14/10мкм Фенол-формальдегидная Тонкая доводка
Эльборовый Брусок 150х25х3 28/20мкм Медно-оловянная износостойкая Чистовая заточка
Эльборовый Брусок 150х25х3 63/50мкм Медно-оловянная износостойкая Получистовая заточка
Эльборовый Брусок 150х25х3 125/100мкм Медно-оловянная износостойкая Черновая заточка
Эльборовый Брусок 150х25х3 200/160мкм Медно-оловянная износостойкая обдирка
Меня, собственно, интересовали отзывы пользователей именно о веневских эльборовых брусках. Про полтавские, о которых Вы написали, я в курсе, про них отзывов достаточно.
ilyankinМеня, собственно, интересовали отзывы пользователей именно о веневских эльборовых брусках. Про полтавские, о которых Вы написали, я в курсе, про них отзывов достаточно.
Это я тупанул, не посмотрел что бруски именно веневского завода, почему то решил что эльбор выпускает только Полтава. Маленькое открытие для себя...
Есть желание попробовать Веневские алмазы под апекс.
Точить планируется: кухню, 95х18, х12мф, шх15 и немного Elmax.
Подскажите, достаточно такого набора?
1. Формирование РК - http://www.vidbrusok.ru/collec...0h25h3-10080-25
2. Заточка - http://www.vidbrusok.ru/collec...h25h6h3-5040-25
3. Доводка - http://www.vidbrusok.ru/collec...sok-150h25h3-75
P.S. Сейчас использую камни от Гриндермана, 120КК,220КК,230ОА,400ОА + иногда 600КК и 1000КК, но чаще заканчиваю на 400ОА (мне в быту достаточно)
allodn
Всем привет!
Есть желание попробовать Веневские алмазы под апекс.
Точить планируется: кухню, 95х18, х12мф, шх15 и немного Elmax.
Подскажите, достаточно такого набора?
1. Формирование РК - http://www.vidbrusok.ru/collec...0h25h3-10080-25
2. Заточка - http://www.vidbrusok.ru/collec...h25h6h3-5040-25
3. Доводка - http://www.vidbrusok.ru/collec...sok-150h25h3-75
P.S. Сейчас использую камни от Гриндермана, 120КК,220КК,230ОА,400ОА + иногда 600КК и 1000КК, но чаще заканчиваю на 400ОА (мне в быту достаточно)
В принципе этого набора достаточно, но мне кажется можно добавить ещё этот брусок: http://www.vidbrusok.ru/collec...h25h6h3-2014-25
Так же я рекомендовал бы Вам подумать над первыми двумя брусками со 100% концентрацией.
vidbrusok.ruСпасибо, подумаю.
В принципе этого набора достаточно, но мне кажется можно добавить ещё этот брусок: http://www.vidbrusok.ru/collec...h25h6h3-2014-25 /B]
vidbrusok.ruТ.е. Грубые - 100% а мелкие 25 ?
[B] Так я рекомендовал бы Вам подумать над первыми двумя брусками со 100% концентрацией.
А не будет 100/80 с 100% слишком грубым, может тогда достаточно набора:
50/40 - 100%
20/14 - 25%
7/5 - 25%
P.S. Хотелось бы обойтись тремя камнями
Т.е. Грубые - 100% а мелкие 25 ?
А не будет 100/80 с 100% слишком грубым, может тогда достаточно набора:
50/40 - 100%
20/14 - 25%
7/5 - 25%
P.S. Хотелось бы обойтись тремя камнями
Попробуйте, но я не уверен что 50/40 (даже 100%) справится с обдиркой.
AwatarnnДвусторонние разве есть под Апекс?
50/40 точно не обдирочник. Возьмите 2ух сторонние бруски 100/80 - 50/40 100% и 20/14- 7/5 25%. У самого такой набор, после 7/5 перехожу на синтетики поскольку к мелким зернистостям венева доверия нет.
И к тому же думается что у брусков на бланках, меньше проблем с геометрией
vidbrusok.ruПонял, спасибо.Попробуйте, но я не уверен что 50/40 (даже 100%) справится с обдиркой.
Есть ещё вопрос по Вашим брускам, Насколько они долговечны в смысле износа, как они вырабатываются и как их выравнивать, порошки КК подойдут?
Alex.PРаньше так и делал. От гальваники риску выводить умереть сколько времени надо. Сейчас, лучше дольше кк поработаю, но не будет этих ужасных рисок как от крупной гальваники.
Может и не дело в теме Венёва писать про других производителей, но ради истины - обдирку лучше делать гальваникой.
allodn
Понял, спасибо.Есть ещё вопрос по Вашим брускам, Насколько они долговечны в смысле износа, как они вырабатываются и как их выравнивать, порошки КК подойдут?
Одно из преимуществ алмаза - долговечность.
Возможно в этом проблема "мелких" Венёвских брусков - очень сложно приработать из-за высокой износостойкости.
Новая связка должна решить эту проблему.
Выравниваются Венёвский алмазы по тому же принципу что и другие абразивы - на стекле с КК.
Rustavi
А вас зерно по крупнее есть 250/200;325/250?
На Венёвском заводе синтезируют шлифовальный алмаз размером до 250/200 мкм.
Для нужд шлифовки, тем более ручной, более крупное зерно практически не используется.
Если Вам необходимо снять ТАКОЕ количество "мяса" с клинка, что 250/200 мкм уже не справляется, то я порекомендую Вам использовать либо специальное заточное оборудование, либо как посоветовал уважаемый Alex.P: попробовать гальванику.
Чтобы ускорить, тут уже надо менять режимы работы и подбор средств. Так что тут совершенно верно - механизированные средства, либо гальваника. Но, как уже было сказано - поверхность после неё зачистить трудоёмко, целесообразнее уж тогда механизированными средствами сработать. Я такие вещи делаю на станке с водным охлаждением, с кругами от F120 на основе карбида кремния.
http://www.vidbrusok.ru/collec...0-10080-5040-50
Болгарка справится?
allodn
Двусторонние разве есть под Апекс?
И к тому же думается что у брусков на бланках, меньше проблем с геометрией
Работаю апексом, все нормально. Геометрия - это скорее лотерея, от типа бруска не зависит.
allodn
Чем можно отпилить (укоротить) такой брусок:
http://www.vidbrusok.ru/collec...0-10080-5040-50
Болгарка справится?
Брал для апекса 120, мне хватает. Вот ширина мне показалась излишней, распускал вдоль болгаркой с алмазным кругом. Из двух брусков сделал 4, теперь на всю жизнь хватит ).
allodn
Чем можно отпилить (укоротить) такой брусок:
http://www.vidbrusok.ru/collec...0-10080-5040-50
Болгарка справится?
Болгарка конечно справится, но сделать ей ровный срез, без сколов, весьма не просто.
На производстве бруски распускают гидрорезом.
vidbrusok.ruСтранно что у вас в ассортименте нет двухсторонних брусков на 150 мм, популярный ведь размер.
Болгарка конечно справится, но сделать ей ровный срез, без сколов, весьма не просто.
На производстве бруски распускают гидрорезом.
Может возможно нарезать нужные размеры при заказе ?
allodn
Странно что у вас в ассортименте нет двухсторонних брусков на 150 мм, популярный ведь размер.
Может возможно нарезать нужные размеры при заказе ?
В нашем интернет-магазине, под заказ, можно изготовить двухсторонние алмазные бруски 150х35х10 мм, разной зернистости и концентрации.
vidbrusok.ruВ нашем интернет-магазине, под заказ, можно изготовить двухсторонние алмазные бруски 150х35х10 мм, разной зернистости и концентрации.
отписал в Р.М.
allodnЯ пилил обычной ножовкой по металлу, очень легко пилится.
Чем можно отпилить (укоротить) такой брусок: http://www.vidbrusok.ru/collec...0-10080-5040-50 Болгарка справится?
skvater
Есть новости по выходу в свет брусков на новой связке? Еще интересует, будут ли такие бруски под Апекс на бланках со скосами? Я бы взял односторонний на бланке 3/2. И какая концентрация будет?
Технологи обещали что можно будет делать и под Апекс, и разных концентраций.
Брусок уже тестировался, но не выравнивался, имел некоторую засаленность. Соответственно, я принял решение сначала подготовить его к работе. Для начала попробовал удалить засаленность снятым металлом с помощью ластика - на многих абразивах это срабатывает, частично сработало и тут:


Но только частично, так как поверхность имеет бороздки, до донца которых ластик не достаёт:

Проверка бруска на плоскостность с помощью поверочного угольника показала, что по длинной стороне по центру, брусок практически ровный, однако проверка по диагоналям и поперёк бруска, показала заметную выпуклость. Это куда лучше вогнутости, однако не даёт возможности затачивать инструмент с прямолинейной режущей кромкой, не говоря уже об обработке спинок стамесок или плоских сторон ремесленных ножей, так что было принято решение притирать.
Сторона 3\2 имела меньшее отклонение от плоскостности, и я с помощью пары порций порошка карбида кремния F600 на гранитном притире с водой, привёл большую часть бруска к одному знаменателю. Всю поверхность выводить не стал, а только достаточную мне для работы площадь, оставляя запас на дальнейшие подравнивания. При выравнивании нанёс карандашом сетку и после первой порции порошка, брусок стал выглядеть так:

Со стороной 1\0мкм. пришлось повозиться подольше - после пары порций порошка F600, поверхность не сильно успела подровняться:

Потому, я взял порошок F320 и начал выравнивать на нём. Пары порций хватило, затем снова F600 и нужную мне для работы часть площади бруска я к плоскостности привёл. Почему я сразу не стал притирать на грубом порошке - не зная поведения связки, не хотелось сразу брать грубый, опасался снять лишнего. Тоньше F600 было решено пока не притирать, так как поверхность уже получилась намного глаже и однороднее исходной.
Ещё до выравнивания, сделал микрофото поверхностей бруска, также, для масштаба снял объект-микрометр (цена деления = 10мкм.), в тех же условиях. Привожу его фото и далее, сначала по три снимка разных участков стороны 3\2, затем 1\0 - везде по горизонтали 1мм.:
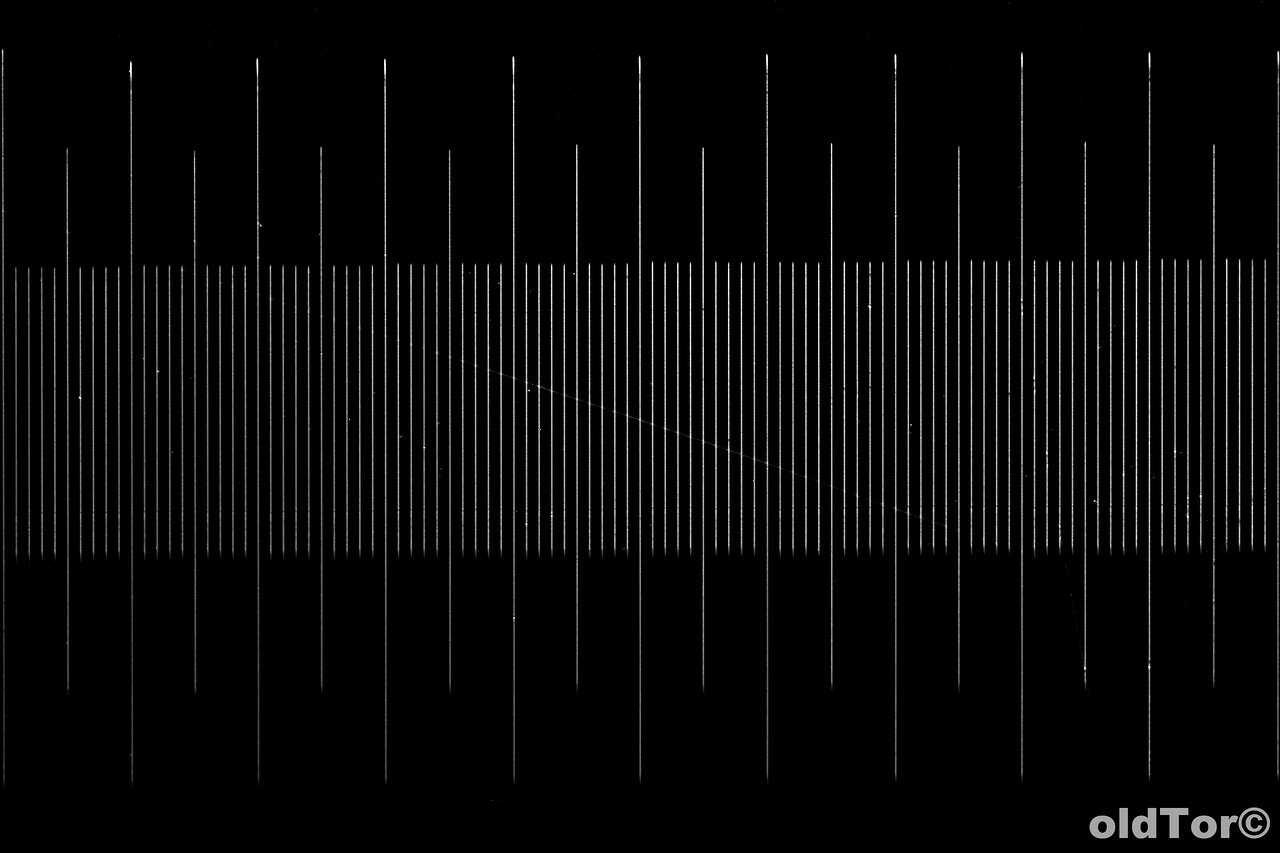

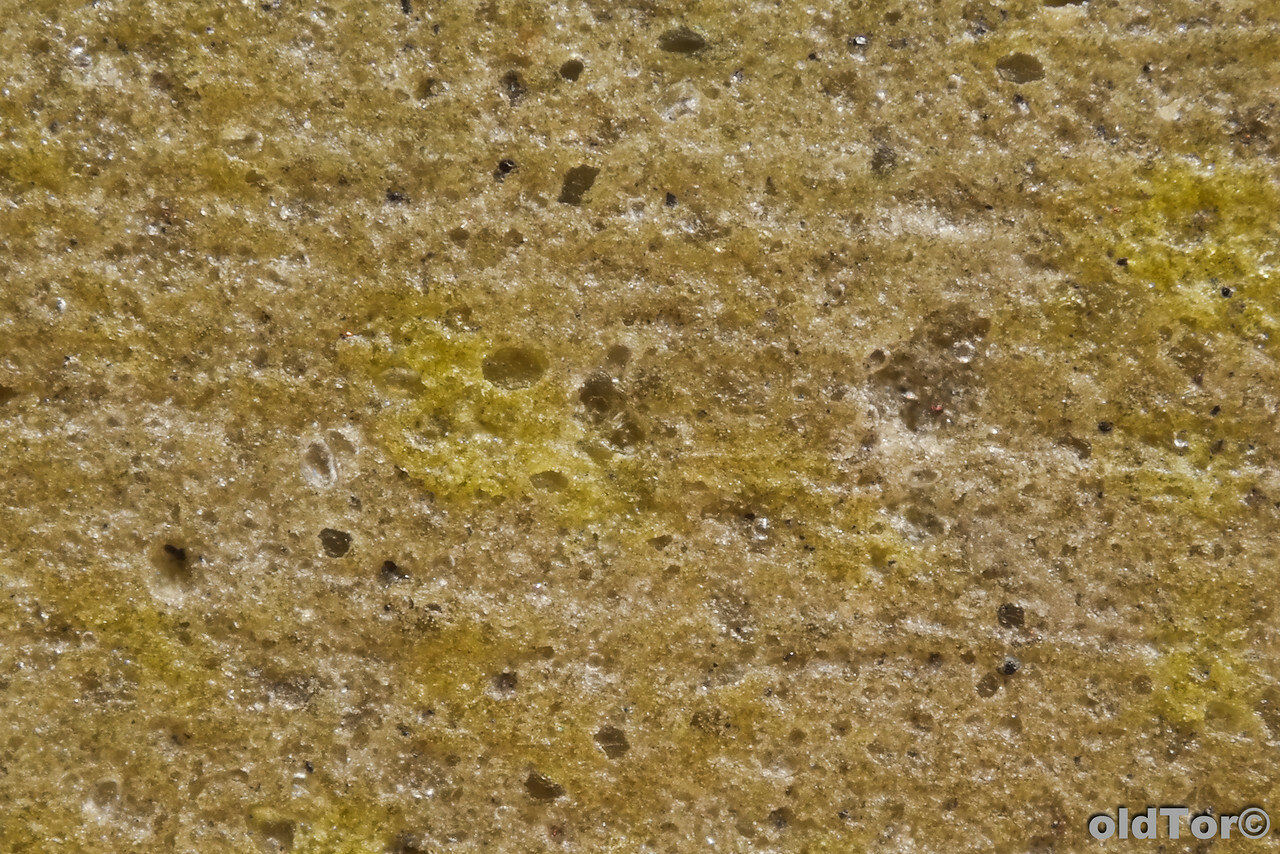




Несколько удивило, что сторона 3\2 более плотная и однородная - нередко за счёт именно такой разности плотности связки, брусок с более крупным зерном, может работать тоньше или сопоставимо, нежели с более мелким, но на менее плотной связке. Так оно и получилось, как можно будет видеть далее. Ещё немного смутили "каверны" на стороне 1\0, в которых при выравнивании, может легко набиться свободное зерно с притира, потому после притирки, я тщательно прошёлся по стороне 1\0 мелкой щёточкой с добрым количеством мыльной воды - осмотр в микроскоп, показал, что всё, вроде как, чисто.
Ещё, на микрофото, заметно, что связка имеет как бы "гранулы", очень любопытно, и местами я заметил кристаллики, достаточно тёмные, размером явно больше, нежели зерно, долженствующее быть в бруске. Насколько я понимаю, брусок на свободном зерне до меня не притирали, так что шаржированием такового, объяснить этот момент я не могу, остаётся предположить, что, вероятно, это могут быть скомковавшиеся частицы снятого металла, при предыдущих пробах бруска, и\или агломераты зерна, либо попадание в брусок зерна более крупного. Причём в стороне 1\0 частицы крупнее.
После того, как я притёр брусок, осмотр под микроскопом их уже не выявлял, так что было решено начать пробы заточки.
В качестве тестового клинка, был взят нож из cpm s90v, подготовленный к пробам на бруске ИСМ (карбид кремния на бакелитовой связке) зернистостью м14 - по таким сталям он работает весьма тонко, да и от алмазного бруска ожидается хорошая производительность + я собирался чуть повышать угол, т.е. такой шаг зернистости я считаю совершенно штатным.
Поработал немного на стороне 3\2мкм., с водой. Ход клинка по камню довольно приятный, гладенький, засаливание бруска умеренное, часть снятого металла остаётся плавать в СОЖ, и большую часть снятого металла, севшего в шероховатость бруска, удаётся выгнать оттуда, просто потерев подушечкой пальца поверхность. Однако, брусок успевает и заметно выгладиться от работы:

Однако, он успевает выполнить микрофаску и проработать её весьма аккуратно, притом, заметно, что происходит и некоторое выглаживание. Может показаться, что он даже "замазывает" риску, однако, учитывая что снятый металл на бруске заметен в количествах, "соскабливание" выдавленного зерном металла из рисок, также происходит. Микрофото результат - сделал два кропа - 1,5мм. по горизонтали и 1мм. по горизонтали:


Как можно видеть, однородность обработки фаски и линия режущей кромки - на высоте, результатом я доволен - по-моему очень даже хорошо.
Далее, перехожу на сторону 1\0мкм. Ход по ней тоже довольно мягкий, хотя она и кажется слегка более шероховатой - видимо, из-за меньше плотности. Удивляет, что вовсе не наблюдаю снятого металла, хотя белёсая взвесь от связки, на фаске слегка заметна:

Результат оказывается неожиданным - так же два кропа, 1,5мм. и 1мм. по горизонтали:

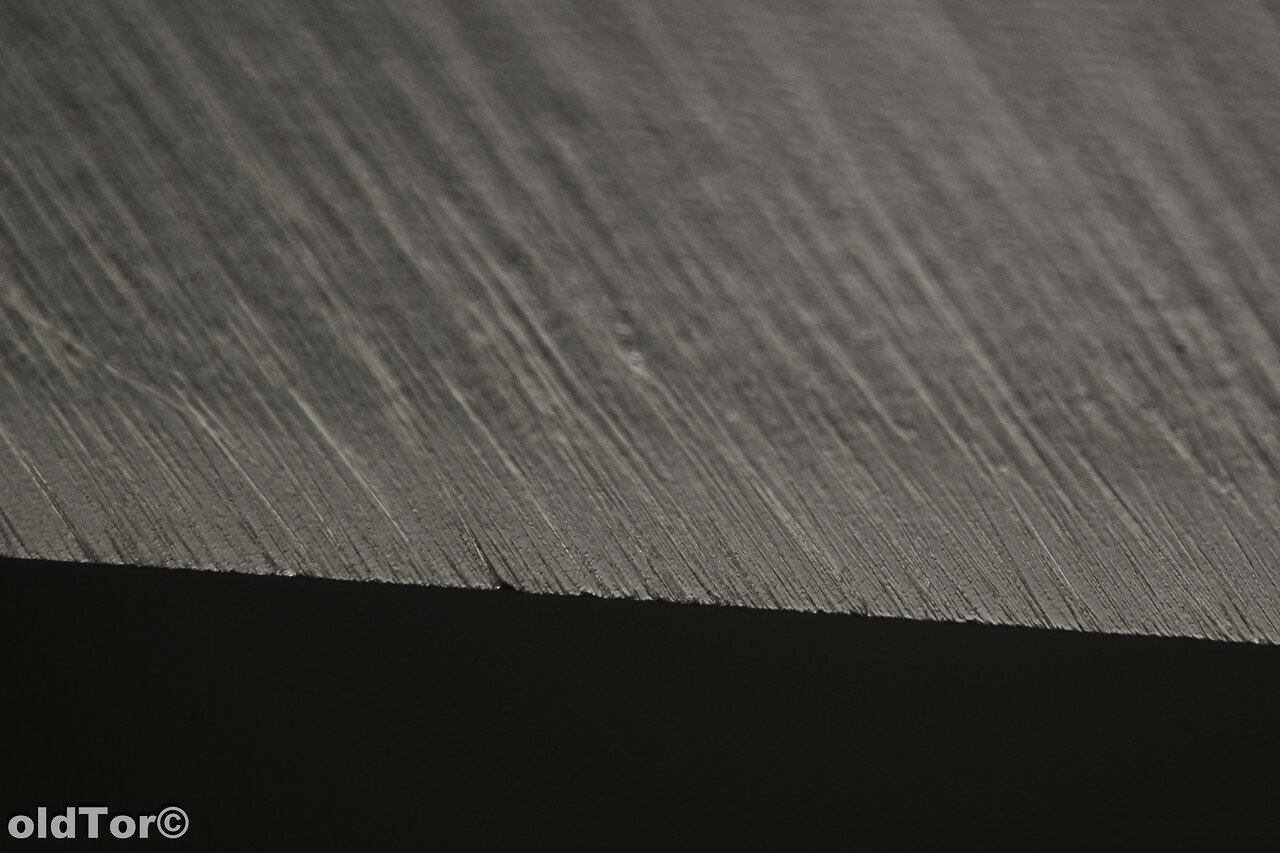
Как можно видеть, работа стороны 1\0 намного грубее и менее однородна, нежели работа стороны 3\2. И более того - она совершенно иная по характеру - откровенные царапины, причём риска нерегулярна - как будто зёрна в поверхности бруска расположены группками, на кромке даже есть задиры, достигающие в ширину порядка 10мкм. При том, структура стали обнажается, хотя, как предполагают некоторые, алмазы должны "обтачивать" карбиды. Они это могут, но на таких фракциях, для этого требуется намного более высокая концентрация зерна и достаточной "жёсткости" связки - но таких брусков пока я не встречал, реально это можно получать воспроизводимо, только на притирах, управляя шероховатостью их и концентрацией зерна.
Почему же получился такой результат?
Полагаю, тут две причины - первая, нерегулярность связки - крупные "пятна" в ней более или наоборот, менее плотные, ведут себя по-разному, в результате чего, зерно в них работает неодинаково по глубине врезания в сталь, и даже если допустить, что зерно очень равномерно распределено в связке в целом, оно не может работать одинаково на всей рабочей поверхности.
Вторая причина в том, что, видимо, притирка этой стороны - недостаточно тонкая, и то, что она тоже успевает за один цикл работы выгладиться - не спасает положение.
Потому я решаю освежить тестовый клинок и сделать поверхность бруска потоньше.
Клинок я освежаю на бруске ИСМ, на этот раз взяв более тонкий - м10, слегка подвыглаженный, и работаю очень аккуратно - вот такая получается поверхность и кромка - по горизонтали 1,5мм.:

Поверхность фаски аккуратнее, нежели был результат после 1\0мкм., что можно списать отчасти на то, что площадь пятна контакта больше, что всегда снижает агрессивность воздействия абразива, однако кромка однороднее и имеет рельеф сопоставимый с результатом после алмаза 1\0мкм. что, конечно, поражает.
Брусок я ещё немного попритирал на порошке карбида кремния F600, чтобы снять выглаженность, и далее, притёр обе стороны на порошке F800.
И снова начинаю пробы с 3\2мкм. На этот раз я поработал на нём подольше, поверхность всё равно выглаживается, а съём слабее. Под конец работы, съехал с выглаженного участка на более свежий и результат не заставил себя ждать - на микрофото видно эту разницу, тут 1,5мм. по горизонтали:

Я бы сказал, что сторону 3\2 не стоило притирать тоньше F600 - выглаживание никуда не делось, результат сопоставим, а скорость работы заметно ниже.
Далее, взял 1\0мкм. сторону - так же 1,5мм. по горизонтали:

Грубость обработки не исчезла, шероховатость на прежнем уровне, единственно, кромка получилась без задиров и обработка в целом - поглаже. Снова заметно, что риска довольно редкая и как бы "группками". Т.е. опять-таки, как будто группки зёрен расположены отдельными более густо-насыпанными "кучками".
Решил попробовать на другой стали. Взял трамонтину про-мастер - выполнил правку по ранее созданной микрофаске, на стороне 3\2мкм. И вот тут был неприятно удивлён - всё в целом-то недурно, скорость обработки, кстати, как по мне - не оказалась выше, зато характер обработки такой же, но выяснилось, что в поверхности бруска обнажилось постороннее вкрапление, как будто, что-то металлическое, причём имеющее овальную форму и размер до 170-180мкм. в поперечнике - по горизонтали 1мм.:

Для невооружённого взгляда оно заметно (ещё бы, при таком-то размере!), как блестящая, довольно крупная точка. Почему я стал осматривать пристально брусок - потому что почувствовал, как будто что-то щёлкает при проходах по бруску, а на клинке обнаружил несколько и очень одинаковых задиров - по горизонтали 1мм.:


Они мельче, чем калибр вкрапления, но на микрофото выше, можно заметить, что вкрапление верхней своей части больше выступает над поверхностью бруска - связка успела чутка истереться, и оно вылезло.
Взял 4-х гранное твёрдое острое шило и постарался выковырять вкрапление - к моему облегчению, это удалось сделать не сильно повредив поверхность бруска - оно оказалось не особенно крупным в глубину. Осмотрел в микроскоп остальную поверхность - нашёл ещё одно раза в два помельче и его тоже выковырял. Почистил брусок дрессинг стоуном из карбида кремния F600 и вроде всё стало нормально, новых вкраплений не обнажилось. Надеюсь их больше не будет.
Главное, удалось выяснить, что сторона 3\2 в целом, демонстрирует повторяемость характера работы и на достаточно мягкой стали.
Далее, решил ещё опробовать сторону 1\0, и сравнить поподробнее её с чем-то, имеющим сходную зернистость. Тоже освежил её дрессинг стоуном, и подготовил тестовый клинок - взял косяк из CTS-BD1, подготовив его на Suehiro G8 - 8000JIS, т.е. +- 2\1мкм.
Получилось быстро, съём как всегда активный, это заметно, работал 30 секунд по таймеру (подготовка клинка к работе этого абразива - ИСМ м5):

Сделав микрофото результата, перешёл к алмазу 1\0 - поработал те же полминуты по таймеру - следов снятого металла нет, только вода, оставшаяся на фаске, слегка помутнела и стала белёсой:

Да, на 1\0 я успел сделать несколько проходов по ранее обработанной фаске, но не чувствуя отклика от камня, чуть увеличил акцент на зерно и сменил направление движений - угол еле-еле повысил, там какие-то доли градуса.
Теперь сравним микрофото результатов - везде 1мм. по горизонтали - сначала карбид кремния, потом алмаз:


Как можно видеть, снова расклад такой, что 1\0 царапает довольно редкую риску, тонкообработанную поверхность всей фаски он можно сказать вообще "не взял", а только потом узенькую микрофасочку. Единственно, что изменилось - поверхность между рисками, на микрофаске, по сравнению с пробами на cpm s90v стала более выглаженной, хотя риска, субъективно, стала менее аккуратной, нежели во второй пробе по s90v.
О тонкости работы выше, нежели более крупный абразив, работавший ранее, как и о работе на том же уровне, а также о производительности и однородности работы - речь не идёт.
Кромка конечно не самая плохая получилась, и, вероятно, если поработать минут 10, то можно получить более-менее приемлемый результат и может быть даже не состряпав микрозаусенку, но в сравнении с производительностью и тонкостью работы, что стороны 3\2, что альтернативного абразива, это выглядит совершенно неинтересным и не вызывает желания применять данную сторону бруска.
Резюмируя кратко:
Сторона 3\2 мне вполне понравилась, она удовлетворяет основным требованиям - тонкость обработки ожидаемая от фракции абразива, однородность обработки вполне приличная, производительность не выдающаяся, но на уровне, при том нет критичной паразитной риски, притирка не сильно влияет на однородность обработки и не обязательно делать её особо тонкую, так как выглаживание всё равно происходит быстро и освежать нужно часто. Засаливаемость умеренная, очищается ластиком или скотчбрайтом с мыльной водой. освежение поверхности возможно, кстати, просто дрессинг стоуном из карбида кремния F600, типа B600VJ от ИНФ-Абразив. В общем - вполне добротный рабочий вариант, намного лучше, даже ни в какое сравнение не идёт с обычным, не модифицированным 3\2. Брусок явно удался. Главное, чтобы не было больше посторонних вкраплений.
Сторона же 1\0 демонстрирует низкую однородность обработки, тонкость таковой не соответствует фракции, варианты притирки мало влияют на результат, производительность крайне слабая. К плюсам можно с натяжкой отнести разве то, что засаливания нет, в силу отсутствия внятного съёма.
Конечно, можно возразить, что на зерне 1\0мкм. трудно ожидать эффективный съём, но он ниже, чем на "одноклассниках" по зернистости, из других абразивов, не говоря уже о притирах с алмазным зерном, качество же обработки на уровне наиболее слабых иных абразивов подобной зернистости, что я пробовал - очень напоминает работу некоторых водников с подобного размера зерном, для механизированной заточки - там низкая концентрация абразива и рыхлость связки, позволяет получать удовлетворительный результат засчёт иных режимов работы, но для ручной обработки это не подходит.
По моему мнению, было бы интересно сделать сторону 1\0 на такой же связке, как имеет сторона 3\2, и повысить концентрацию зерна - полагаю, что, например, 150% такая плотная и достаточно твёрдая связка должна удерживать удовлетворительно.
Выводы совпали, мне тоже сторона 3/2 понравилась, а 1/0 - нет.
Это то для чего нужен заточной раздел!
Не понятно почему не делать на одной связке, неужели так архиважно для различия зернистости две связки. Если уж так важно это на производстве,бухнули в более качественную связку краситель и всех дел то......
Вопрос к VIDBRUCOK.RU -На заказ возможно изготовление двухстороннего бруска мелкой зернистости на одном виде связки обе стороны?
vkuzma
Ну и как всегда бруски на серой связке работают тоньше чем на красной не зависимо от фракции зерна.
Не понятно почему не делать на одной связке, неужели так архиважно для различия зернистости две связки. Если уж так важно это на производстве,бухнули в более качественную связку краситель и всех дел то......
Вопрос к VIDBRUCOK.RU -На заказ возможно изготовление двухстороннего бруска мелкой зернистости на одном виде связки обе стороны?
Не хочу Вас расстраивать, но на обеих сторонах бруска связка по сути одинаковая.
Отличие только в том что в связку с более мелким зерном в состав добавляется медь, а в случае с модифицированной связкой - краситель.
Причем добавляются строго определенные вещества и в строго определенном количестве, иначе состав связки меняется, что не допустимо по ТУ.
Нюанс в том что красная сторона бруска всегда на порядок более мелкая чем зеленая, а значит "приработать" её на порядок сложнее (имеется введу мелкое зерно).
vidbrusok.ruТогда может более мелкое зерно просто более склонно к образованию агломератов и в этом все дело?
но на обеих сторонах бруска связка по сути одинаковая
Есть ли возможность на производстве перед изготовлением это зерно как то перетирать для разрушения этих агломератов?
Чему, теоретически, может мешать даже состав красителя - мало ли как он влияет химически на процесс "размешивания" связки. Но допустим, что никак, гипотетически.
Хлеб в виде сухарей, в виде свежего батона или в виде теста - тоже "практически одинаков" по составу, но очевидно, что это не одно и то же.
Всё равно остаётся меньшая однородность и плотность связки. А это всегда влияет негативно на однородность и распределения зерна в ней, что очевидно, и, как следствие, на однородность обработки.
Не верю, что агломерации нет во фракции 3\2, а в 1\0 есть. Она есть и в более крупных фракциях, если спецом с этой агломерацией ничего не предпринимать.
_Именно плотность упакованности зерна и агломератов его в плотной связке достаточной твёрдости, однородность распределения зерна, может снижать негативное влияние агломератов на процесс обработки_
Конечно, для получения наиболее однородной работы абразива, крайне желательно свести агломерацию к минимуму.
А вообще, существуют методы для "разбивки" агломератов, применяемые в т.ч. в микроскопии. В т.ч. не механические.
vidbrusok.ru
Нюанс в том что красная сторона бруска всегда на порядок более мелкая чем зеленая, а значит "приработать" её на порядок сложнее (имеется введу мелкое зерно).
Чем же она на порядок более мелкая, когда наоборот - там белёсые пятна, имеющие растрескивание, как можно видеть на фото - в разы крупнее, чем на стороне 3\2, где такого нет и в помине. И явно более обособленные - "сконцентрированы" - как будто перемешивание или процесс спекания отличался (или как там она готовится - я не знаю, но я вижу результат и он нагляден).
"Гранулки" в связке 1\0 - да, помельче. Но общая плотность связки и однородность её - отнюдь. Это же очевидно.
Каверны в стороне 3\2 - калибром около 40 мкм. В стороне 1\0 - 150-170 примерно, и до 250(!!!) и сопоставимы по глубине.
Что касается "приработки" - я же притирал по-разному и не обнаружил принципиальной разницы - выглаживается "по верхам" связка, конечно легко, причём в разных притирках практически одинаково, но каверны и низкая её однородность никуда не уходит - допустим мы истираем её на глубину каверн притиркой + сглаживаем - я уже пробовал спецом выглаживать - никакого плюса от этого нет. Но допустим, мы попробовали выработать до донца каверн.
Приработали, и что имеем? Вскрытие новых каверн и крупных белёсых пятен в новом слое. Рыхлость никуда не девается - она присутствует не только на некоем верхнем слое, она является характерностью связки и на глубине.
Чем же она на порядок более мелкая
Я имел введу размер зерна.
Есть мнение что агломерация и черезмерно грубая работа мелкого зерна это разные проблемы.
Во втором случае это вопрос правильной "приработки" бруска.
Что касается "приработки" - я же притирал по-разному и не обнаружил принципиальной разницы
Подразумевается обычный брусок, не на модифицированной связке.
Статью с таблицами по крайним и средним точкам зернистостей по ГОСТ и пр. я ранее в теме уже выкладывал.
На порядок, или около того, пока что именно разница в получаемом результате, при использовании смежных, всего лишь, фракций.
Обычно это говорит в первую очередь о проблемах связки, а не зерна, это да. То, что связка, при заявленной практически идентичности хим.состава, существенно отличается в конечном её состоянии - очевидный факт. Я бы искал причину в этом.
Вы не могли бы дать подробную инструкцию, что есть правильная приработка и как она должна выполняться? Как она обеспечивается равномерно по всей поверхности бруска и как её контролировать, что "вот, она достигнута".
Пока что стандартные процедуры подготовки абразива к работе, притирка на разных фракциях + результат по выглаженному от работы + результат по выглаженному принудительно не в процессе работы, не дали принципиальной разницы по стороне 1\0 модифицированной.
Так что нужна конкретная, детальная инструкция, как получить иное.
Если это процедура выполнимая в моих условиях - я её проведу и сравню результаты со стандартными способами подготовки абразива к работе и смогу оценить результат, зафиксировать его. Можно будет сравнить с уже полученным.
P.S. Как известно из специальной литературы, открытость структуры абразива (круга, бруска), регламентируется по ГОСТам, имея градацию от 0 до 20, а для алмазных абразивов, её роль как бы заменяет концентрация зерна (на самом деле с прочими абразивами всё несколько сложнее, например с повышением открытости структуры, на чуть уменьшается концентрация, хотя существуют абразивы с открытой структурой с повышенной концентрацией абразива - т.е. вариантов - вагон, и все не случайны, но просчитаны для конкретных задач и режимов работы, но это уже для других тем разговор). Однако в той же специальной литературе упоминается, для алмазного инструмента, и применение в отдельных случаях градаций открытости структуры вкупе с концентрацией (т.е. тоже всё бывает не так просто, как и с другими абразивами).
Тут мы получаем именно такой, нетривиальный, более редкий расклад - нет единства плотности связки, структуры её, при одинаковой заявленной концентрации - но вот рассчитано ли это, и если да, то с какой целью - неясно, судя по результату.
Раз он не получился - я бы сказал, что логично отталкиваться от более стандартного и тривиального варианта, для получения сопоставимого со стороной 3\2 результата - т.е. единство структуры связки, получаемой на выходе, при прочих равных.
"На порядок" - это математически - в 10раз. В разговорной речи, это конечно не так точно, но всё равно, разница 3\2 и 1\0 - смежные фракции, и это никак не на порядок. Это "на шаг". Как правило, крайние точки размеров зерна смежных фракций - пересекаются.
Ну про "порядок" я преувеличил, но и смежными фракциями 3 мкм и 1 мкм назвать тоже нельзя - не соприкасаются они крайними точками размеров.
Ярослав, предлагаю нам с Вами встретиться на выставке и обсудит перспективы тестов лично.
http://www.ru-chef.ru/blogs/ar...%B4%D1%8F%D1%82
http://abrasives-corundum.ru/z...-materiala.html
Соприкасаются, и о том написано ещё куча где. В справочниках по шлифованию например.
Нет специально обученных людей, которые каждое зёрнышко меряют микрометром - не знаю какое производство может себе такое позволить.
Также, помимо детального разбора того, что есть во фракции, под смежными также подразумеваются фракции в общем, идущие по шкале зернистости непосредственно друг за другом. Т.е. "1 шаг зернистости".
На выставке я быть не планировал, ввиду занятости на основной работе, так что пока не знаю.
oldTor
Посмотрите всё-таки статьи и таблицы по ссылкам. Как подразделяется зерно во фракции, что такое предельное, что такое смежное, что такое допустимое и пр.:http://www.ru-chef.ru/blogs/ar...%B4%D1%8F%D1%82
http://abrasives-corundum.ru/z...-materiala.html
Соприкасаются, и о том написано ещё куча где. Нет специально обученных людей, которые каждое зёрнышко меряют микрометром.
Также, помимо детального разбора того, что есть во фракции, под смежными также подразумеваются фракции в общем, идущие по шкале зернистости непосредственно друг за другом. Т.е. "1 шаг зернистости".
На выставке я быть не планировал, ввиду занятости на основной работе, так что пока не знаю.
Ярослав, между зернистостями 3/2 и 1/0 мкм по ГОСТу, есть ещё 2/1 мкм.
То есть это "шаг через один".
Не обязательно на ближайшей выставке, можно на Клинке, или на Арсенале.
В выходной день - суббота, или воскресение.
Попробуйте поменьше и "помягче" зерно, да и притир, может стекло лучше подойдет...
Оксид алюминия 1-2 микрона должен по идее мягко заполировать связку.
Подход тут не к как обычным камням. Там мы берем фракцию крупнее, чтобы не заполировать грани зерна. Здесь с алмазом об этом можно не сильно заботиться.
Главное создать максимально ровную поверхность с минимальной шнроховатостью из которой и будут выставлятся алмазы.
P. S. Связка с ее ковернами конечно не впечатлила, сразу видно будут выпадающие риски.
Завод молчит о составе связки, поэтому опять надо строить догадки как ее доводить.
vidbrusok.ruЯрослав, между зернистостями 3/2 и 1/0 мкм по ГОСТу, есть ещё 2/1 мкм.
То есть это "шаг через один".
Да, есть. Но у Вас брусков 2\1, насколько я понимаю не предлагается, судя по сайту магазина, равно как и паст и порошков. И в общем - причины вполне понятны и легко обосновываются.
Я видел из того что реально достать, такую мелкую выборку фракций, только у Реал-Дзержинск, причём с такими странными фракциями как 12\8 мкм. и 8\4, наряду с обычной 7\5мкм. например, и такими тонкими как 0,25\0мкм, которую одно время не предлагали, потому как выяснилось, что разницы с 0,5\0 практически нету (и хороший вопрос, какова реальная разница между 8\4 и 7\5мкм. - если следовать допускам ГОСТа, это чисто маркетинг, чтобы добавить наименование в ассортимент, хотя их пасты хороши - пожаловаться не могу, но и покупать, по сути одну и ту же пасту с разным указанием, по сути, одной зернистости - тоже не стану).
Учитывая допуски стандартов как на неалмазные порошки м5,м3 и пр., также и на обозначения алмазных по другому ГОСТу в мкм., что 5\3, что 3\2 и 2\1-1\0, такую точную выборку с превалирующей в массе именно средней фракцией и минимальным присутствием предельной, получить трудно и дорого, почти никто и не предлагает, но это практически несущественно, так как очень сложно столь точно сортировать столь мелкое зерно и это требует дополнительного оборудования, контроля и затрат, и "неизвестно ради чего".
О чём также упоминается в спец. литературе - чисто практически 3\2 и 1\0 - смежная фракция. Может быть источники, которые так считают, опирались на применение продукции, как раз не имевшей отдельно выборки фракции 2\1, и в данном случае, мы имеем такой же расклад. А может, они довольно тщательно изучали вопрос, опираясь на исследования.
Я таки приведу цитату из статьи, на которую давал ссылку как раз по ГОСТу на алмазы в нашей стране:
"ГОСТ 9206-80 (для алмазов) используют интуитивно понятное именование зернистостей - в ней указывается диапазон основной фракции. Но в этом скрывается подвох, так как есть еще смежная и предельная фракции (поэтому алмазный порошок 2/1 может включать зерна от 0 до 3 мкм.)
Одна из прелестных черт классификации ГОСТ 9206-80 - это простая система диапазонов для всех фракций: основной, смежной и предельной. Надо лишь запомнить микронную лестницу - последовательность 1 - 2 - 3 - 5 - 7 - 10 - 14 - 20 - 28 - 40 - 60 для микрогритов, и аналогичную для макрогритов. Соседняя пара чисел будет основной фракцией для одноименной зернистости (к примеру 7/5 - основная фракция от 5 до 7 мкм). Смежная фракция - на одну ступеньку вниз (от 3 до 5 мкм). Предельная фракция - еще на одну ступеньку вниз и на одну - вверх (от 7 до 10 мкм, плюс от 2 до 3 мкм)."
И ещё одной проблемой отсутствия практического смысла для заточных задач в наших реалиях в такой тонкой выборке, помимо сложности её технологического обеспечения является агломерация, так как она опять-таки сводит на нет принципиальную "нужность" фракции 2\1 - это может иметь практический смысл для обычного пользователя без лаборатории под рукой, только в виде применения зерна на притирах, с "разбивкой" агломератов.
Т.е. опять-таки не наш случай.
Можно сделать отдельные бруски и указать 2\1, положив туда зерно 3\2 и учитывая специфику ГОСТа - это даже не будет такой уж неправдой)
В общем - не суть, в любом случае мы с Вами выяснили, что 3\2 и 1\0 - это разница не в "порядок", а с микрометром ни Вы ни я мерять порошки не станем)
vovchiklj
oldTor
Попробуйте ...
Оксид алюминия 1-2 микрона ...
Главное создать максимально ровную поверхность с минимальной шнроховатостью из которой и будут выставлятся алмазы.
Попробую на досуге с ОА, это мысль, благо его у меня немного есть в порошках... Ну и можно для порядку и до КК F1200 дойти..
Вот с шероховатостью по стороне 1\0 будет реальная проблема - сглаживается то всё очень быстро, но каверны будут и глубже нынешнего "слоя".
Я уже спросил, как именно завод рекомендует выполнять правильную приработку бруска, подожду ещё их рекомендаций - пробовать вслепую если существует рекомендованный рецепт - не очень-то хочется тратить время.. Ну разве на досуге ради интереса поковыряюсь..
Спасибо за Ваш совет!
Фото поражают своей четкостью и информативностью, впрочем никто и не ожидал иного!
Я понимаю ваши прения о размере зерна и максимально допустимых отклонениях, но все-таки есть вопрос. Если действительно верна линейка и она в масштабе брусков, то на стороне 3/2 присутствуют зерна 20-30 мкм, а на стороне 1/0 зерна 10-15 мкм. На сколько я вспоминаю стандарты - такое не допустимо как в госте, так и fepa, jis, ansi. На алмазах хорошо видно слипшиеся зерна, например в твоих же фото паст реал Дзержинск, там прямо видно отдельные зерна "склеенные" в кривую кучку. Здесь блисстают целые зерна!
Если даже это не алмазы, а простое стекло, использование бруска на этапе 3/2 или 1/0, на мой взгляд, недопустимо! Эти бруски бракованные по размеру зерна...
Как написано в госте, допустимо содержание следующей фракции. Т.е в стороне 1/0 максимально допустимый разброс 2/0, а в стороне 3/2 максимально допускается 5/1.
Ps. ;; vidbrusok.ru
Мерить каждое зернышко, наверное не стоит, но получить вместо чистого зеркала риску 14/10 мкм на бруске 1/0 это уже слишком. Пусть риска и не частая, но после смены угла наложения рисок, придётся поработать минут 10, чтоб ушли все одиночные риски, хотя риска от фракции 1/0 на этом бруске исчезнет за 10-20 движений...
Pps. ;; vidbrusok.ru
Судя по всему, новая связка вам удалась! Молодцы!
Осталось разобраться с поставщиками абразива, абразивной гигиеной и ваши бруски будут сравнимы с лучшими мировыми производителями.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Да, есть. Но у Вас брусков 2\1, насколько я понимаю не предлагается, судя по сайту магазина, равно как и паст и порошков. И в общем - причины вполне понятны и легко обосновываются.
Ярослав, если подобной зернистости в номенклатуре нашего интернет-магазина нет, это не значит что ее нет в принципе.
На Венёвском заводе синтезируется алмазный порошок марок АС, размером от 0,5/0 до 250/200 мкм по ГОСТ 9206-80, в том числе и 2/1 мкм.
Евгений_ЕЕсли действительно верна линейка и она в масштабе брусков, то на стороне 3/2 присутствуют зерна 20-30 мкм, а на стороне 1/0 зерна 10-15 мкм..
Евгений, не все что видно на фото является алмазом, не забывайте про элементы связки, наполнитель, краситель и т.п.
Да и если бы там были абразивные вещества такого размера, то Ярослав бы обратил на это своё внимание.
Для невооружённого взгляда оно заметно (ещё бы, при таком-то размере!), как блестящая, довольно крупная точка. Почему я стал осматривать пристально брусок - потому что почувствовал, как будто что-то щёлкает при проходах по бруску, а на клинке обнаружил несколько и очень одинаковых задиров - по горизонтали 1ммВот именно это самое было у меня на предыдущих брусках.
И по связке: серая связка на старых брусках лучше "медной" связки.
В 2012 году даже вроде была договоренность с администрацией Веневского завода
об изготовлении брусков целиком на серой связке, но что-то не сложилось, а жаль.
И в реальности, в жизни, "на зуб" - серая связка лучше "медной", просто лучше.
На 1\0 не замечалось.
По старым брускам по связке согласен - та что с медью выглаживается чрезмерно быстро и,
по-моему, присутствует тот же аспект, который меня откровенно напрягал при пробах медных притиров
--- медяшка наволакивается на зерно.
В бруске "с медью" это выражено и заметно куда слабее, но всё равно,
выглаживание поверхности и падение абразивной способности бруска происходит
очень уж быстро, однородность обработки тоже страдает.
Стороны на серой связке - получше.
Евгений_Е
... Здесь блистают целые зерна!Если даже это не алмазы..
Если ты имеешь ввиду то, что я назвал "гранулками", то это не алмазы.
Я не знаю, что это. Может так какая-то из смол в связке "собирается", либо что-то ещё, но, полагаю, безабразивное, да и форма "гранулок"..
Если бы это было абразивное зерно, полагаю что подобных полученным при заточке результатов, не было бы даже близко - всё было бы в рисках в лучшем случае в треть от той, что дало вкрапление в стороне 3\2 и зёрна бы выделялись в СОЖ, это бы чувствовалось.
Кстати, само по себе вкрапление напоминает капельку металла - оно мягкое, я когда его первое удалял, твёрдое острое шило в него воткнулось - удалось почти что поддеть. Тот же факт, что такое мягкое вкрапление оставило такие царапины, полагаю объясняется тем, что в нём просто засело сколько-то алмазных зёрен.
P.S. Если посмотреть в сопоставимом разрешении разные фенол-формальдегидные связки, что с электрокорундом, что с карбидом кремния, что с алмазом, несмотря на различия в связках - видать как бы "комки" самой связки, а тут их форма более округлая. Хотя я в этом ламер - может это всё и не так..
Я тут немного порылся в интернете на предмет комкуемости связок, но в силу своей необразованности мало что понял, кроме разве того, какие причины могут для этого быть, и как с этим пробуют бороться. Например, вот тут читал:
http://www.findpatent.ru/patent/230/2301737.html
Другое дело, что я не вижу особой проблемы в собственно этих "гранулках" в стороне 3\2.
Да и в 1\0, меня намного больше смущают белёсые плотные пятна, более "концентрированные" что ли, нежели в 3\2, где на них есть намёк, но они вроде как больше "размешаны" с остальной связкой.
oldTorЭх, подсветить бы поле съёмки рентгеновским светом, алмазы бы сразу засияли в видимом диапазоне...
Если ты имеешь ввиду то, что я назвал "гранулками", то это не алмазы.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Эх, подсветить бы поле съёмки рентгеновским светом, алмазы бы сразу засияли в видимом диапазоне
Некоторые алмазы светятся в УФ.
Pengozoid
Некоторые алмазы светятся в УФ.
а с чем это связано?
И вообще, по-моему лучше всего уж тогда смотреть на алмазы
при помощи сканирующего электронного микроскопа.
Ну, по-крайней мере более качественных изображений чем даёт
электронная микроскопия я не встречал. Хотя допускаю,
что может быть нечто ещё лучшее...




а с чем это связано?
Это сложный для меня вопрос. Насколько я понимаю, причины могут быть разные. Например, включения/замещения, содержащие азот, свинец или марганец могут служить активаторами или коактиваторами люминесценции.
Напр.: "N3 Center. The N3 center is the most common color-producing defect in diamond, consisting of a vacancy surrounded by three nitrogen atoms on a {111} plane." - Yun Luo, and Christopher M. Breeding. Fluorescence Produced by Optical Defects in Diamond. GEMS & GEMOLOGY, SUMMER 2013, VOL. 49, NO. 2.
Pengozoid
Это сложный для меня вопрос. Насколько я понимаю, причины могут быть разные. Например, включения/замещения, содержащие азот, свинец или марганец могут служить активаторами или коактиваторами люминесценции.Напр.: "N3 Center. The N3 center is the most common color-producing defect in diamond, consisting of a vacancy surrounded by three nitrogen atoms on a {111} plane."
идею понял, ну и если так, то получается,
что далеко не любые алмазы будут давать люминисценцию под УФ.
Надо просто попросить народ посмотреть.
Весьма распространены китайские микроскопы на 60 крат да и другие сейчас появились. у них есть ультрафиолетовая лампочка -пусть глянут, светятся или не светятся.
По уму, можно было бы купить светодиод с нужным диапазоном и им подсветить, но вопрос - а какой диапазон или диапзоны, должны подойти? Я в этом не разбираюсь.
А в китайских товарах -кто его знает что там за диод...
Точно знаю что там хороший ультрафиолет так как у меня один охотник купил а он смотрит ультрафиолетом каких то паразитов. Так что ультрафиолет там кошерный.
Я вспомнил что дома есть лампа ультрофиолетовая для детей (нос рот)
Попытался быстро - не получилось. У компа отверстий в розетке не хватило чтобы воткнуть рядом с микроскопом а в ванной без увеличения не видно... хотя через лупу вроде кажется что и светятся (а может просто точечная подсветка получилась. А мордой туда близко соваться не хочется.
Вечером как детей спать загоню попробую приаттачится у компа с микроскопом (удлинитель на лампу кину)
Индикатором денежных купюр. На Алмазном карандаше. Ничего не светится.
На работе полно безопасного ультрафиолета, проверял Веневский брусок, то же 0 результата.
Жесткий медицинский не проверял.

P. S. Возможно разговоры о свечении алмазов в контексте природных идет. Сейчас везде в основном искусственные, надо на заводе спросить, они наверное знают.
P. P. S
Ярослав, у Вас вроде был брусок с природными, посмотрите.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
сначала пример на грубом веневе
Взгляд настолько разный что я с трудом могу себя убедить что эти пары фото являются фотками ОДНОГО И ДОГО ЖЕ МЕСТА (в парах)
если долго пялится то можно найти ориентиры в виде пар ямок или пар бугорков. Это алмаз один из самых грубых
Это 20 крат
светодиодное освещение китайского микроскопа
Это 20 крат
жесткий ультрафиолет сильно боковое освещение (иначе свет сквозь юбку микроскопа не доставить
Это 300 крат
светодиодное освещение китайского микроскопа
жесткий ультрафиолет сильно боковое освещение (иначе свет сквозь юбку микроскопа не доставить
светодиодное освещение китайского микроскопа
жесткий ультрафиолет сильно боковое освещение (иначе свет сквозь юбку микроскопа не доставить
Ну а это пары фото современных 25 процентных алмазов 3/2 и 1/0
вот тут я еще не догадался одну точку фоткать
Но наглядно видно что при разном свете разное количество граней на квадратный сантиметр светится.
Варианта 2
1. Ултрафиолет алмаз таки подсвечивает а карбид бора нет
2. Ултрафиолету тупо не зватает количества видимого света чтобы подсветить черные грани карбида бора
Ну собственно нам все равно почему работает 😊


медная связка


При случае разживусь - всё равно планировал к осветителю микроскопа брать.. Что-то такое, как раз у меня блок питания есть подходящий под них:
http://azimp.ru/catalogue/UV_LED/779/
Иван, светится-то светится, но честно говоря, я не вижу большой разницы с тем, что происходит просто при хроматических аберрациях при подсветке объекта под микроскопом обычным светодиодом или другим источником света, да и полагаю, что ХРУ в объективе твоего микроскопа не исправлена.
У меня с фото гальванических алмазов это было просто бедой, пока не помудрил с направлением света, а в некоторых случаях, пока не стал применять поляризацию + объективы с полностью исправленной или минимальной ХРУ.
В редакторе хроматику убирал, но засветки просто из синих и фиолетовых стали белыми, да и ореолы сиреневые есть - видно.
А с исправленной ХРУ полностью и поляризационным фильтром (хотя можно и без него было) - такого нету, тут правда уже гальваника и крупная:

А ты не мог бы снять гальванику с обычным диодом и с УФ?
Может это прояснит картину отчасти?
Вроде ничего и не светится но можно подобрать углы падения света чтобы только макушки были видно и они типа светятся
по сути просто нашел качественную подсветку.

По порядку.Получив брусок,в первый же вечер испробовал его.Брусок пришел довольно ровным с виду и я решил на КК его пока не ровнять.Затачивал небольшой ножик Spyderco Sage CPM S30V.Финиш новым бруском порадовал,но широкий камень как то напрягал в работе и я решил сделать то,о чем давно думал-обрезать камень до "стандартного"размера по ширине 25мм.Болгарки под рукой не было,обрезал обычной ножовкой по металлу,китайским полотном за 5 минут.Одного полотна хватило и поперек и вдоль.Потом гриндером подровнял сторону,снял легонько фаски о другой алмазный камень (все заняло минут 10),готово.Так больше нравится.
Затем я просто точил ножи.Точил обычным своим сетом -алмазный напильник зубр 120 (крайне редко,если надо снять много мяса при формировании кромки),алмазный напильник зубр 400 (редко,если надо сформировать кромку)и часто алмазный брусок 50/40х28/20 (сделанный на заказ) 25% концентрации,ну и далее собственно 3/2х1/0 брусок на новой связке.До этого вместо него был 3/2 на старой связке,после,по настроению, белый транс,яшма или стеклянный бланк с 0.5 микронной алмазной пастой.Точил ножи с разными сталями,от кухонной нержи (хотя я их обычно точу в последнее время сетом 320 Борайд Т2,вашита яшма,но тут интересно было на общем фоне посмотреть),углеродки,до Ванадис 10.
Результаты заточки опять порадовали,они главное, стабильны.Как И.Лукинов,перерубать волос в 2-3 см. от пальцев,у меня не получается,но в 5-10 мм получается вполне.
Далее решил провести еще несколько сравнительных экспериментов.Достал свой старый набор кухонных ножей со сталью 420S (как написано на клинке,по сути обычная 420-ка),чтобы фактор стали,ТО,сведения и др.не играл особой роли.
Первый эксперимент был такой,я заточил (кромка у ножей давно сформирована) 3 ножа из набора,2 130мм универсала и 90мм овощной-первый 130 универсал сетом 28/20, 3/2х1/0 на новой связке,второй 130мм универсал 28х20,5/3 и 2/1 полтавские эльборы,и овощной 90мм 50/40,28/20 и 3/2 на старой связке.Универсалы заточились остро,волос с головы перерубался в 5-7 мм от пальцев,овощной же не так остро,только волос с брови он цеплял и местами перерубал.Этот эксперимент я решил провести в общем то для себя,ибо считал свой старый алмаз 3/2 довольно хорошим,вот и сравнил.
Ну и напоследок еще один эксперимент,на чистоту ,так сказать,абразива и выявление паразитных рисок.Они меня не напрягают,результат заточки для меня важнее,но говорят о них много,так что стало интересно.Были взяты 2 оставшихся ножа-шеф 200мм и слайсер 200мм и предварительно заточены с фанатизмом сетом камней Борайд Т2 150,320,600,1000 и Борайд PC 1200 финиш начиная с 32гр с 1000 повышение на 0.5 гр(так точу для своих домашних,им вообще то и больше угол надо).Сначала проверка на остроту-волос с головы даже не цепляет,с брови местами цепляет.Смотрим в микроскоп,для себя запоминаем-риска мелкая,ровная.Но это все не важно.Теперь к тому,что важно.На шефе поднимаю угол на 1 гр.и прохожу 3/2,потом на 0.5гр.и 1/0.Затем на слайсере тоже подымаю угол на 1гр.прохожу 5/3,потом подымаю на 0.5гр.и 2/1 полтавцами.
Сначала проверяю на остроту-об оба ножа волос с головы перерубается примерно одинаково.Затем смотрю в микроскоп(10х сверху и 10х снизу-100крат получается?) и тут самое интересное.Видно хорошо край,оставленный борайдами,риски есть,'паразитные',но некоторые идут почти от самого верха РК,некоторые нет,но есть,которые частично затерты,смазаны как будто.Мне трудно передать,но такое ощущение,что риски эти были,алмаз и эльбор (на втором ноже похожая картина)их просто не убрали.Они убрали,что смогли,а под теми рисками были риски грубее.Их,понятно,тонким камням не убрать.
Ситуация похожа на то,что бывает у ножеделов.Берешь клинок,рассматриваешь-финиш на нем вроде однородный,скажем 180.Начинаешь делать продольный сатин и сносить поперечные риски 220 наждачкой,сносишь,а там даже от 36 ленты риски есть.Их не видно практически под 180 финишем,но,убрав его их и обнаруживаешь.Тут нечто похожее может быть,на мой взгляд.
Но в чем уверен,чистота нового камня заметно отличается от старых 3/2х1/0 и работает он если не по номиналу,то точно очень близко.Камней на старой связке через меня прошло много,друзьям собирал наборы,чтобы сами точили,да и сейчас дома 2 шт.Все 1/0 не соответствовали номиналу в работе.Новый же камень радует.Определенно большой шаг вперед веневцев.
Далее попробую все же притереть камень на КК и еще по экспериментировать.Будет что то интересное,напишу обязательно.






skvaterНет Максим,пока как раньше,на сухую.Буду пробовать и с сож.
Олег, очень хорошая заметка. Новыми 3/2 и 1/0 с водой работал?
oldTorМодифицированная,свет видимо не дал отобразить,да и брусок не чистил дочиста.
А под "новыми" что подразумевается? Которые сейчас в серийном производстве же, а не модицифированные? Что-то судя по фото - связка не "модифицированная"
ruazan 1972Я смазываю-протираю брусок смесью воды и "ферри" - 50\50. В процессе протираю - удаляю грязь сухой тряпкой-ветошью, и снова смазываю этой смесью. Брусок быстро точит и не засаливается. Можно ветошью наносить на подводы сож - она стекает в процессе в зону резания - и брусок точит быстрее.
Нет Максим,пока как раньше,на сухую.Буду пробовать и с сож.
A.V.X.1960
Я смазываю-протираю брусок смесью воды и "ферри" - 50\50. В процессе протираю - удаляю грязь сухой тряпкой-ветошью, и снова смазываю этой смесью. Брусок быстро точит и не засаливается. Можно ветошью наносить на подводы сож - она стекает в процессе в зону резания - и брусок точит быстрее.
Я протираю спиртом,он быстро испаряется.Мне на сухую больше нравится,раньше точил и с водой и с маслом.
ruazan 1972Зря Вы так спирт расходуете зря. Попробуйте с мылом! 😀
Я протираю спиртом,он быстро испаряется.Мне на сухую больше нравится,раньше точил и с водой и с маслом.
Мне на сухую - не нравиться.
A.V.X.1960
Зря Вы так спирт расходуете зря. Попробуйте с мылом! 😀
Мне на сухую - не нравиться.
Тут все сильно индивидуально,я не против Ваших предпочтений,но мне интересно так пока.Ну и дальше буду пробовать выровнять камни КК.
Ну и The and...
ruazan 1972Я Вам рекомендую сразу все бруски выравнивать перед заточкой на КК - даже без спирта, мыла - точат в двое-трое быстрей невыровненных.Всё таки я рекомендую Вам точить с сож - быстрее и ровнее получается.Брусок не засаливается, работает стабильно и предсказуемо с той зернистостью - которая заложена в него при его изготовлении.
Тут все сильно индивидуально,я не против Ваших предпочтений,но мне интересно так пока.Ну и дальше буду пробовать выровнять камни КК.
Ну и The and...
A.V.X.1960
Я Вам рекомендую сразу все бруски выравнивать перед заточкой на КК - даже без спирта, мыла - точат в двое-трое быстрей невыровненных.Всё таки я рекомендую Вам точить с сож - быстрее и ровнее получается.Брусок не засаливается, работает стабильно и предсказуемо с той зернистостью - которая заложена в него при его изготовлении.
Все предыдущие бруски (тонкие)я выравнивал обязательно,тут интересно стало почувствовать разницу.На счет засаливания бруска-Вы видели бруски И.Лукинова ?Золотой его алмаз и другие?Я держал в руках не раз.Они сильно засалены и может и из за этого работают гораздо тоньше.Работают так же стабильно и предсказуемо.А в выборе-быстрее или тоньше я выберу второе.Но попробую и с СОЖ.







ruazan 1972Возможно, в купе с идеальной ровностью бруска. Удивляет только то, что давит сильно, а результат неизменен.
Я держал в руках не раз.Они сильно засалены и может и из за этого работают гораздо тоньше.Работают так же стабильно и предсказуемо.А в выборе-быстрее или тоньше я выберу второе
ruazan 1972Теперь остается только засалить. Не шучу.)
Фото не очень,но думаю,представление дадут.
ruazan 1972Он на ощупь не шероховатый? А то у меня был прикол, что 1/0 выравнивал, потом довел до 1200 КК, а он не ощупь как J2000 синтетик. Сразу понятно, что хорошего результата от него не жди, так и получилось
Закончил на 1200КК
Соотношение характера работы +- тоже самое.
Кстати, пробовал притирать на ОА - ерунда, вышло хуже, чем на КК, забивается в шероховатость стороны 1\0 довольно неслабо, и застревает там куда как прочнее, чем КК.
И снова о фото - тот что у меня модифицированный - имеет связку жёлтого цвета на 3\2 и красноватую в бело-серую крапинку, заметную невооружённым взглядом, на стороне 1\0.
На фото в посте 830 - я наблюдаю иную окраску, крапинок на красной стороне не видать, а другая вообще серовато-зеленовато-синеватая.
Кто бы подсказал, такой же это брусок по сути, что был на пробах у Alex.P и у меня или нет. Может производитель прояснит?
skvaterПосле 800КК брусок был уже гладкий с обоих сторон.После 1200КК стал еще глаже.На ощупь одинаково,что 3/2 или 1/0.
Он на ощупь не шероховатый?
Ждал брусок долго,кто то уже тестировал, а мне делали еще.Цвета да,отличаются от цвета бруска И.Лукинова.
Производитель думаю пояснит,в чем разница.
На фото в посте 830 - я наблюдаю иную окраску, крапинок на красной стороне не видать, а другая вообще серовато-зеленовато-синеватая.
Кто бы подсказал, такой же это брусок по сути, что был на пробах у Alex.P и у меня или нет. Может производитель прояснит?
Ярослав, технически покрасить новые бруски можно в любой цвет, но возможно дело в том что брусок Олега был выпущен на несколько недель позже Вашего экземпляра - технология ещё дорабатывается.
ruazan 1972
Все предыдущие бруски (тонкие)я выравнивал обязательно,тут интересно стало почувствовать разницу.На счет засаливания бруска-Вы видели бруски И.Лукинова ?Золотой его алмаз и другие?Я держал в руках не раз.Они сильно засалены и может и из за этого работают гораздо тоньше.Работают так же стабильно и предсказуемо.А в выборе-быстрее или тоньше я выберу второе.Но попробую и с СОЖ.#8
Раньше все бруски - были "золотыми". Правда их сильно вело.Что 100%, что 25%. 1мкр - точил очень тонко. У меня ,"эти золотые(комплект 6 зернистостей) - случайно остались. Сыну точилку подарил с комплектом "золотых" 100% - он мне ее вернул через 4 года - не его "это".Далее заказывал на веневском заводе для своих точилок бруски размером 200х25х10 комплектами по 3 двухсторонних бруска, в этом комплекте - 3мкр и и 1 мкр - почему то всегда были грубее - даже на слух и по ощущениям.Остальные- тоже работали грубее заявленной зернистости по сравнению со староделом той же, заявленной зернистости. Может мне раньше везло с веневскими брусками. То, что у меня сейчас есть - ну отлично точат, доводят. 1мкр - как яшма(но точит быстрей все стали), а на "совсем-зеленой новой связке - тоньше- было одно инородное включение - выковырял его - полирует.
Засаленость бруска - не есть хорошо.Это случайный результат. Нам нужен постоянный и прогнозируемый результат - раз Вы увлекаетесь заточкой.
Лукинов точит на апексе и смотрит в микроскоп. Он долго точит-доводит. Но тут держатель на апексе виноват - там не возможно выставить брусок в одной плоскости с направляющей - от сюда - долго, не предсказуемо, случайно. Я свяжусь с Чинганчугом(Игорем Лукиновым) - и вышлю ему для испытания и работы свои держатели для брусков.Что бы он сравнил их в работе.Тогда будет ясно, что это влияние- на непаралейность установки. Игорь увеличивает угол при заточке - это компенсирует кривизну апексного держателя(которым все свои точилки комплектуют - отсюда - теряется смысл покупки этих "новороченных " точилок - результат - такой же как на апексе.Но на финише последним бруском - всё равно это не компенсировать.Я это проверял - не однократно.
ruazan 1972Он смотрит на видео в в "микроскоп" - просмотрите его видео.Я давно уже не смотрю в "приборы" - что толку , что вы увидите - что у вас брусок неравномерно проточил? Почему он не проточил, вы ведь им точили-водили по лезвию.
Извиняйте,тут мне нечего сказать,полное мимо,начиная что Лукинов смотрит в микроскоп...Да пусть он лучше сам ответит.А то как то некрасиво)
Я уже не раз писал - как проверить себя и приспособу. Просто точите бруском - не повышая угла - все должно точиться ровно и быстро.Это хорошо видно при широкой фаске - 1,5-4мм.Пользуйтесь - маркером - хотя и без него все видно сразу. Если не точиться - найдите причину.Причины - две - кривой брусок - или он стоит не в одной (параллельной) плоскости с направляющей.Всё точиться должно быстро, красиво-ровно. Иначе - выкиньте свою приспособу. И купите у меня - всё быстро, ровно-остро. 😀Бруски - не при чём.Даже новодела веневского - хватает для помидор с избытком.
https://www.youtube.com/watch?v=N1VsiKHd3Mo
ruazan 1972Я Вас - понял.
Камрад,по поводу Лукинова,дискутируйте лучше с ним,ибо довольно скверно,при живом человеке,когда двое мужчин обсуждают третьего,хотя все друг друга знают.
Но тут держатель на апексе виноват - там не возможно выставить брусок в одной плоскости с направляющей - от сюда - долго, не предсказуемо, случайно. Я свяжусь с Чинганчугом(Игорем Лукиновым) - и вышлю ему для испытания и работы свои держатели для брусков.Вы про держатели для брусков, с помощью которых, любой неплоскопараллельный брусок зажимается ровно? Такие в природе существуют? Можете кинуть ссылку где на них можно посмотреть? Интересен принцип работы данных зажимов.
GukepshevДержатель от лански - я по этому принципу сделал свой. Смотрите мой канал - там уже сто раз это объяснил.
Вы про держатели для брусков, с помощью которых, любой неплоскопараллельный брусок зажимается ровно? Такие в природе существуют? Можете кинуть ссылку где на них можно посмотреть? Интересен принцип работы данных зажимов.
SergeyNmС выбора ножа нужно начать, который будет резать.
Какой % алмаза брусок для заточки ножей лучше взять?
Пезо
ТС вопрос, а вы можете изготовить брусок 100-80 с одной стороны, а с другой 20-14 с концентрацией 25%?
Под заказ можно изготовить ещё и не такое)
Напишите мне на эл. почту и мы обсудим детали.
SergeyNm
Какой % алмаза брусок для заточки ножей лучше взять?
Концентрация это показатель количества алмазных зерен (карат) в связке. При повышенной концентрации улучшается абразивная способность бруска.
Чем выше % концентрации - тем быстрее работает брусок, тем меньше тратится времени на заточку, тем меньше расходуется абразив, тем дольше он будет Вам служить
vidbrusok.ruКонцентрация это показатель количества алмазных зерен (карат) в связке. При повышенной концентрации улучшается абразивная способность бруска.
Чем выше % концентрации - тем быстрее работает брусок, тем меньше тратится времени на заточку, тем меньше расходуется абразив, тем дольше он будет Вам служить
Сплошные плюсы от 100% концентрации выходит. Зачем тогда производите 50% и 25% и под какие задачи?
avtoPRIZСплошные плюсы от 100% концентрации выходит. Зачем тогда производите 50% и 25% и под какие задачи?
Бруски изначально производились 25% концентрации, да и на сегодняшний день многие предпочитают эту концентрацию не смотря на все преимущества 100%.
http://psk-rossnab.ru/articles/diamond_info/#3
Сплошные плюсы от 100% концентрации выходит. Зачем тогда производите 50% и 25% и под какие задачи?На форуме, у некоторых заточников принята градация действий:обдирка, заточка, доводка(приблизительно так). Алмаз 100/80-50/40 100% наполнения можно отнести к заточке, им я пользуюсь после напильника Зубр 120грит. Алмаз 100/80-50/40 25% наполнения идет далее, но только сторона 50/40 и предшествует этапу, который условно называется доводкой. Лично для себя я на этом(50/40 25%) и останавливаюсь, кроме кухни.Бруски изначально производились 25% концентрации, да и на сегодняшний день многие предпочитают эту концентрацию не смотря на все преимущества 100%.
Почему же они предпочитают 25%?
chingachgookЕсли правильно понял 50\40 для охоты, для шкурения. То есть что бы присутствувала агрессивность.
Лично для себя я на этом(50/40 25%) и останавливаюсь, кроме кухни.
Ну а кухня до какого?
vkuzmaНа кухне решающее значение имеют минимальные сведения и максимальные углы, как это ни странно прозвучит в заточном. имхо.
Ну а кухня до какого?
vidbrusok.ruВозможно, для кого то вопрос разницы в цене верховодит
да и на сегодняшний день многие предпочитают эту концентрацию
basp07Ничего странного 😊
максимальные углы, как это ни странно прозвучит
Режутся в основном разделочные доски, столешницы, посуда ......и в последнюю очередь....продукты 😀
vkuzmaДля разделочных досок, столешниц итд рекомендую взять стейковый нож. В нем тупятся только кончики зубчиков...
Ничего странного
Режутся в основном разделочные доски, столешницы, посуда ......и в последнюю очередь....продукты
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
vkuzmaДля разделочных досок, столешниц итд рекомендую взять стейковый нож. В нем тупятся только кончики зубчиков...
Ничего странного
Режутся в основном разделочные доски, столешницы, посуда ......и в последнюю очередь....продукты
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
basp07Нержа x50crmov15 замечательно работает с углом 18 градусов, если хорошенько построить всех домашних и работать аккуратно, можно еженедельно проходить по несколько движений создавая микрофаску 20-22 градуса.
На кухне решающее значение имеют минимальные сведения и максимальные углы, как это ни странно прозвучит в заточном. имхо.
Замечу, что эта сталь не годится для сведения 0,1 мм и меньше, при резке замороженных продуктов начинает вытягиваться и полотно в зоне РК выходит волной. По крайней мере так случается на широких ножах типа шефа, когда сведение от обуха и малая толщина простирается на значительную глубину.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Евгений_Ехоть и оффтопик, но спрошу- это на угле 22, или 40?
Замечу, что эта сталь не годится для сведения 0,1 мм и меньше, при резке замороженных продуктов начинает вытягиваться и полотно в зоне РК выходит волной.
chingachgookЗачем для кухни так тонко, в смысле угла и зерна, в чем смысл ?
Кухню алмазом 1/0 полный угол 28 градусов.
Точу/правлю кухню (нержа, Вача) камнями F220 и F400 (ОА, Гриндерман) на 38-39 градусов, хватает недели на 3. Пробовал 29-30 градусов - не хватает и на 2 недели.
Также пробовал завершать на F1000 не понял разницы с F400
Также пробовал завершать на F1000 не понял разницы с F400Разница должна быть именно в длине жизни рк. хотя если нержа, то ей может и пофигу все это, а вот на углеродках и порошках грамотный финиш однозначно продлевает срок годности ))
tvy61
Разница должна быть именно в длине жизни рк. хотя если нержа, то ей может и пофигу все это, а вот на углеродках и порошках грамотный финиш однозначно продлевает срок годности ))
allodn
chingachgook
Кухню алмазом 1/0 полный угол 28 градусов.Зачем для кухни так тонко, в смысле угла и зерна, в чем смысл ?
Точу/правлю кухню (нержа, Вача) камнями F220 и F400 (ОА, Гриндерман) на 38-39 градусов, хватает недели на 3. Пробовал 29-30 градусов - не хватает и на 2 недели.
Также пробовал завершать на F1000 не понял разницы с F400
tvy61Вопрос был по кухне, часто ли на кухне встретишь углеродку и порошок ))
Разница должна быть именно в длине жизни рк. хотя если нержа, то ей может и пофигу все это, а вот на углеродках и порошках грамотный финиш однозначно продлевает срок годности ))
Вопрос был по кухне, часто ли на кухне встретишь углеродку и порошок ))Имею на кухне CPM S90V, Elmax, CPM 3V, M390, CPM S125V, У10, У8. И у достаточного количества знакомых порошки на кухне, и порошки начинают все глубже и ширше проникать на любительские кухни.
chingachgookпочитывая форум и наблюдая на своей кухне, не нахожу преимуществ в использовании порошков, ни в долготе резе, ни в быстрой правке- режут и правятся одинаково, а стоят дороже, правда если не порошки приготовлены со знанием дела.
И у достаточного количества знакомых порошки на кухне
chingachgookПонятно, вопрос по малому углу заточки снимается.
Имею на кухне CPM S90V, Elmax, CPM 3V, M390, CPM S125V, У10, У8. И у достаточного количества знакомых порошки на кухне, и порошки начинают все глубже и ширше проникать на любительские кухни.
P.S. До моего круга знакомых прогресс пока не дошел, точнее углеродки ушли и не вернулись, порошков пока не видно 😊
basp07
почитывая форум и наблюдая на своей кухне, не нахожу преимуществ в использовании порошков, ни в долготе резе, ни в быстрой правке- режут и правятся одинаково, а стоят дороже, правда если не порошки приготовлены со знанием дела.
Мои любимые кухонные ножи-универсал 130мм с М390 прямые спуски,в обухе емнип 1.8мм и малый шеф 150мм Ванадис 10 2.5мм линза.Один уже пару лет у меня,другой год скоро.Первый точился 2 раза,второй ни разу.Правлю свободно на триангле чаще (больше нравится),реже апексовским мусатом.Проблем с правкой нет.Нож с ванадисом использую чаще для силовых работ,типа курицу по костям,рыбу на части порезать,мясо,сало мороженое...Нож потерял первоначальную остроту,но в рабочей по сей день,он не убиваем).Правда этими ножами работаю только я,они минуют раковину с кучей всего,рез на тарелке и т.д.Перед остальными ножами с 420S и похожими имеют большое преимущество в долготе реза однозначно,правда те имеют преимущество в отношении,их можно и в раковине забыть на сутки и ...Порошки-поработал,помыл,протер насухо и убрал,только так).
При изготовлении киридаши нужно было снести много метала с железки N690, термичка была Бурова на 61. Алмаз был со стороны 200/160 медного оттенка, а со стороны 160/125 серого. В общем суть такова, что сторона 200/160 не брала метал.. практически совсем.., а 160/125 точил как обычно, как все остальные мои веневцы.. В общем я не понял я в чем был подвох ((
Мне финиш на них дается с трудом 😞
Связка мягкая. Создается ощущение её подрезания.
vkuzma
Есть какие то особенности и тонкости в пользовании двухсторонними брусками на новой основе?
Мне финиш на них дается с трудом 😞
Связка мягкая. Создается ощущение её подрезания.
Давление надо уменьшить.У меня быстро получилось перестроиться.
Есть и другие особенности в пользовании брусками на новой связке.После выравнивания бруска 3/2х1/0 начал точить...и опять сторона 1/0 начала давать финиш грубее чем 3/2.Да еще и кромка тупее становилась.Понял,что надо "засаливать "сторону 1/0 как то.Позвонил Игорю Лукинову,рассказал о своей проблеме и он мне дал отличный совет-нанести на поверхность пасту Гои,тонкую,тем самым и произойдет засалка.Я решил попробовать,но за Гои надо было идти в мастерскую,а красный Диалюкс был под рукой.Капля масла,немного пасты,лишнее убрал салфеткой и результат поменялся кардинально!После 3/2 ,1/0 работает тонко,финиш на взгляд сопоставим,но кромка острее.Это пока первоначальные выводы,заточено с диалюксом 3 ножа на данный момент.Продолжение будет,хочу попробовать и на старой связке так,есть 2 камня у меня,напишу после обязательно.
Ну и спасибо Игорю за идею большое!(Он кстати камни не ровнял и они работают прекрасно-1/0 тоньше чем 3/2)
ruazan 1972В который раз и слышу здесь, что порошки на кухне только для джентльменов.)
Правда этими ножами работаю только я,они минуют раковину с кучей всего,рез на тарелке и т.д.
ruazan 1972Стараюсь вообще не нажимать. Подумываю о противовесе.
Давление надо уменьшить.У меня быстро получилось перестроиться.
Признаюсь, засаливание убираю постоянно. Попробую наоборот. Если ГОИ помогает, то и простой парафин справится 😊, хлама и так хватит
😀
Ручная заточка на 3\2 2\1 1\0 0\0,5 к желаемому не приводила. Видно руки не оттуда растут 😞 . Кромка конечно становилась зеркальной, но особой остроты давала мало. Держать угол постоянным приходит с опытом, а его нет 😞 Да, и на станке, как то проще 😊
Конечно до легкого бритья заточить не проблема, но и лучше пока увы не получается. Хотя для быта остроты хватает 😊, но потешить самолюбие 😀
vkuzma
Признаюсь, засаливание убираю постоянно. Попробую наоборот. Если ГОИ помогает, то и простой парафин справится , хлама и так хватит
Засаливание не причем его нужно убирать. Паста ГОИ дает "свободное" зерно и выравнивает "шероховатость" поверхности.
tvy61
я тут не давно "попал" с веневским двусторонним, 200х35х10 200/160-160/125 100%
При изготовлении киридаши нужно было снести много метала с железки N690, термичка была Бурова на 61. Алмаз был со стороны 200/160 медного оттенка, а со стороны 160/125 серого. В общем суть такова, что сторона 200/160 не брала метал.. практически совсем.., а 160/125 точил как обычно, как все остальные мои веневцы.. В общем я не понял я в чем был подвох ((
Вы путаете зернистость - у Венёвских брусков "зелёная" сторона всегда грубее "красной" - в этом смысл того что они имеют разный свет.
Вы 200/160 мкм, в работе, на чем то другом пробовали?
vkuzma
Есть какие то особенности и тонкости в пользовании двухсторонними брусками на новой основе?
Мне финиш на них дается с трудом 😞
Связка мягкая. Создается ощущение её подрезания.
К сожалению модифицированная связка продукт новый и пока ещё тестирующийся, по этому универсальных, проверенных рекомендаций пока нет.
Ощущение подрезания связки наблюдались у некоторых тестирующих связку - это нормально при учете того что она мягче классической связки.
А значит требует привыкания и более аккуратного отношения.
Попробуйте глицерин(в аптеках есть).
Всегда можно смыть водой. А отличии от воды быстро не высыхает.
Маленькие удобные пузырьки с тонким носиком - жидкости для электронных сигарет.
Вы путаете зернистость - у Венёвских брусков "зелёная" сторона всегда грубее "красной"упс.. да попутал ))
Нет пока не пробовал, но обязательно попробую
vovchiklj
chingachgookПопробуйте глицерин(в аптеках есть).
Всегда можно смыть водой. А отличии от воды быстро не высыхает.
Маленькие удобные пузырьки с тонким носиком - жидкости для электронных сигарет.
Оффтоп конечно. Но дешевле у вейперов отжать. 100мл - 30р. 0.5л - 120р. 1л -200р.
В Москве по такой цене найти глицерин вообще не проблема. Его в пищевой промышленности используют, например в кондитерских изделиях. Пищевой глицерин чище очищен чем медицинский. Лично не очень люблю глицерин в чистом виде, как сож, лучше разбавить чуть чистой водой.
А по мне наоборот. И стол всегда чистый, и бруски без шлама и засалки.
Правда я воду не наношу , а просто протираю брусок смоченной микрофиброй. Убиваем так сказать двух эайцев - удаляем шлам и смачиваем 😊
А куда ей деваться?) Если съём есть - значит и шлам будет, он не испарится же некуда..
А уж выбор пользователя - обеспечить удаление грязи в т.ч. с помощью СОЖ, что грамотно, либо иметь всю её севшей на поверхность бруска, что снижает его производительность и повышает возможности для роста заусенки и "затирания" рисок.
Но интересное кино получается - бруски 20/14-7/5 и 3/2-1/0 ведут себя тупо одинаково (да и выглядят одинакого ) !
Тоесть после 50/40 - сторона бруска 20/14 делает матовую острую кромку, сторона 7/5 делает слегка мутноватое зеркало. Потом беру второй брусок - сторона 3/2 делает опять матовую кромку, и сторона 1/0 делает такое же зеркало...
Позвонил дядьке в русдартс - он говорит что так бывало раз 5 за 15 лет продаж , они отсылали бруски на завод НО там говорили что всё в пределах допуска и возврата с заменой небыло.
Ерунда какаято.... :-(
Как должен вести себя брусок 20/14-7/5 ? И как должен вести себя 3/2-1/0? Точил для теста 440с на ноже ганзо...
какие бруски у меня в результате ? до этого алмазми не точил...
по идее 7/5 который делает у меня мутноватое зеркало эквивалентен 1200 грит по этой таблице http://www.rusdarts.ru/tu_br/abraz.gif
китайский камень adaee 1500 и 3000 грит зеркала не делает ... кароче сполшнее непонятки...
посвятите пожалуйста !
заранее спасибо !
MegaZurАмазный финишный брусок от 7/5 и ниже, довольно бесполезен в деле. Можно конечно перебрать кучу штук и выбрать более менее однородный, но где это можно сделать? В магазинах никто не селектит алмазы, и продают первый попавшийся брусок. Связка у алмазов не дает равномерного распределения зерна, за счет этого на тонких алмазах зерна слипаются, и образуют области высокой концентрации, которые режут довольно грубую риску. Не редко бывает, что более тонкий алмаз работает грубее более грубого. Лично не фанатею от алмаза и предпочитаю хороший камень из карбида кремния, он может не уступать алмазам по скорости и риска однороднее будет.
Купил 3 бруска в магазине rusdarts 160/125-50/40 , 20/14-7/5 и 3/2-1/0
Но интересное кино получается - бруски 20/14-7/5 и 3/2-1/0 ведут себя тупо одинаково (да и выглядят одинакого ) !заранее спасибо !
MegaZur
Купил 3 бруска в магазине rusdarts 160/125-50/40 , 20/14-7/5 и 3/2-1/0
Но интересное кино получается - бруски 20/14-7/5 и 3/2-1/0 ведут себя тупо одинаково (да и выглядят одинакого ) !Тоесть после 50/40 - сторона бруска 20/14 делает матовую острую кромку, сторона 7/5 делает слегка мутноватое зеркало. Потом беру второй брусок - сторона 3/2 делает опять матовую кромку, и сторона 1/0 делает такое же зеркало...
Позвонил дядьке в русдартс - он говорит что так бывало раз 5 за 15 лет продаж , они отсылали бруски на завод НО там говорили что всё в пределах допуска и возврата с заменой небыло.
Ерунда какаято.... :-(
Как должен вести себя брусок 20/14-7/5 ? И как должен вести себя 3/2-1/0? Точил для теста 440с на ноже ганзо...какие бруски у меня в результате ? до этого алмазми не точил...
по идее 7/5 который делает у меня мутноватое зеркало эквивалентен 1200 грит по этой таблице http://www.rusdarts.ru/tu_br/abraz.gif
китайский камень adaee 1500 и 3000 грит зеркала не делает ... кароче сполшнее непонятки...посвятите пожалуйста !
заранее спасибо !
Прирабатывать бруски пробовали?
Судя по описанию, Ваши бруски просто не приработаны.
Попробуйте 7/5, 3/2 и 1/0 притереть с алмазной пастой той же зернистости металлической пластиной, и всё кардинально измениться.
nullik
Амазный финишный брусок от 7/5 и ниже, довольно бесполезен в деле. Можно конечно перебрать кучу штук и выбрать более менее однородный, но где это можно сделать? В магазинах никто не селектит алмазы, и продают первый попавшийся брусок. Связка у алмазов не дает равномерного распределения зерна, за счет этого на тонких алмазах зерна слипаются, и образуют области высокой концентрации, которые режут довольно грубую риску. Не редко бывает, что более тонкий алмаз работает грубее более грубого. Лично не фанатею от алмаза и предпочитаю хороший камень из карбида кремния, он может не уступать алмазам по скорости и риска однороднее будет.
Вы забыли уточнить что это Ваша личная точка зрения и не более - не нужно вводить людей в заблуждение.
qhjjСогласен с вами - разумное решение. Купишь БМВ за 5 лямов, не заводится, а тебе в придачу предлагают купить дорогие колеса и диски, свечи поменять, чтобы новая машина поехала...
не тратьте время, силы и средства.
ничего кардинально не поменяется.
уже опробовано и не один раз.
требуйте назад с продавца деньги.вообще ситуация комичная.
производитель до сих пор не признает своего брака.
и что бруски не соответствуют указанной на них зернистости.
и советует притирать еще какими то пастами.
в нормальной стране давно бы уже исками судебными закидали.
vidbrusok.ruВы забыли уточнить что это Ваша личная точка зрения и не более - не нужно вводить людей в заблуждение.
Нет, это мнение некоторых авторитетных заточников и мой опыт с ними полностью совпадает. Насчет слипания зерен алмаза, под одним видео на ютубе писал сотрудник веневского завода, когда заточник возмутился, что финишный алмаз вовсе не финишный. Не говоря про то, что ваш алмаз часто очень кривой идет и никакой плоскостности нет у камня. Берите пример с завода инф-абразив где каждый брусок проверяется лекальной линейкой 0 класса точности.
MegaZur
елки палки , а что фак то не сделать на первой странице - , хотябы чтото политкорректное типа - номера 3/2 и ниже берите осторожно и с оглядкой. Бывают флуктуации зернистости вплоть до эквивалентной 20/14
Так там про это написано, просто никто не читает.
qhjj
не тратьте время, силы и средства.
ничего кардинально не поменяется.
уже опробовано и не один раз.
требуйте назад с продавца деньги.вообще ситуация комичная.
производитель до сих пор не признает своего брака.
и что бруски не соответствуют указанной на них зернистости.
и советует притирать еще какими то пастами.
в нормальной стране давно бы уже исками судебными закидали, а не размусоливали.
Я не хочу вступать с Вами в полемику, но в нормальной стране Вас можно было бы засудить за клевету.
Повторюсь ещё раз, Вы вводите людей в заблуждение навязывая им свою точку зрения.
nullikНет, это мнение некоторых авторитетных заточников и мой опыт с ними полностью совпадает. Насчет слипания зерен алмаза, под одним видео на ютубе писал сотрудник веневского завода, когда заточник возмутился, что финишный алмаз вовсе не финишный. Не говоря про то, что ваш алмаз часто очень кривой идет и никакой плоскостности нет у камня. Берите пример с завода инф-абразив где каждый брусок проверяется лекальной линейкой 0 класса точности.
У меня тоже есть мнения авторитетных заточников а так же статистика и наработанные методики.
Я не хочу с Вами спорить, это бесполезно, но прошу Вас воздержаться от подобных голословных обвинений.
vidbrusok.ruне, ну тут даже довольно политкорректного меня пробрало. Я сам продажник и хозяин своего маленького бизнеса, но...
У меня тоже есть мнения авторитетных заточников а так же статистика и наработанные методики.
Я не хочу с Вами спорить, это бесполезно, но прошу Вас воздержаться от подобных голословных обвинений.
реально брусок "из коробки" делает хрен знает что, а не то, что ему положено и не то что заявляет производитель. Так бывает - производсво - дело тонкое. НО. Вы советуете МНЕ применять разработаную вами методику по приведению его в порядок???? Покупать какуюто пасту у вас же и чтото делать? Мне , покупателю? Так не делается. Это вообщето абсурд. Берите его назад (с пересылом за ваш счет) и приводите в надлежащий вид, и посылайте снова мне, а новые партии - притирайте сразу на производстве. Какие еще варианты то ? Можно производить не совсем то что хотелось, ну бывает. Но отвечать самостоятельно за это - это святая обязанность... А не подсовывать клиенту методику притирки. Какая ему нахрен разница какие у вас связки и зерна? Вот вообще ниразу не должно клиента это парить... написано зернистость в 2 раза меньше - должны риски быть в 2 раза меньше. Всё. Обьяснять почему иначе - позорищще для бизнесмена...
НА первой странице тоже позорище - микроскопы и приборы какието , мол в них видно что зерно нормальное, а то что у вас точится както иначе - ну так мало ли, попробуйте притрите чтоли... БРЕД..
Давайте тогда к каждому бруску комплект для притирки и мануал. Так хоть какаято логика будет... Мол производство не может себе позволить окончательную доводку товара, по причине высокой трудоемкости, чт оприведет к повышению стоимости, таким образом клиент сам доводит товар до требуемой кондиции используя прилагаемый комплект доводки. Что может быть проще? И вообще не будет ниодного вопроса к вам... Если кончено всё что Вы пишите про притирку - соответсвует действительности.
В общем без слез не взглянеш, честное слово....
MegaZur
не, ну тут даже довольно политкорректного меня пробрало. Я сам продажник и хозяин своего маленького бизнеса, но...
реально брусок "из коробки" делает хрен знает что, а не то, что ему положено и не то что заявляет производитель. Так бывает - производсво - дело тонкое. НО. Вы советуете МНЕ применять разработаную вами методику по приведению его в порядок???? Мне , покупателю? Так не делается. Это вообщето абсурд. Берите его назад (с пересылом за ваш счет) и приводите в надлежащий вид, и посылайте снова мне, а новые партии - притирайте сразу на производстве. Какие еще варианты то ? Можно производить не совсем то что хотелось, ну бывает. Но отвечать самостоятельно за это - это святая обязанность... А не подсовывать клиенту методику притирки. Какая ему нахрен разница какие у вас связки и зерна? Вот вообще ниразу не должно клиента это парить... написано зернистость в 2 раза меньше - должны риски быть в 2 раза меньше. Всё. Обьяснять почему иначе - позорищще для бизнесмена...
НА первой странице тоже позорище - микроскопы и приборы какието , мол в них видно что зерно нормальное, а то что у вас точится както иначе - ну так мало ли, попробуйте притрите чтоли... БРЕД..
Давайте тогда к каждому бруску комплект для притирки и мануал. Так хоть какаято логика будет...
Вас никто ничего не заставляет делать.
Делать или не делать это вопрос сугубо личный.
Производитель может лишь порекомендовать как лучше эксплуатировать свой продукт, а как его в конечном счете будет использовать потребитель, зависит уже только от потребителя.
qhjjя же на все 100% уверен, что вы продаете некачественный и несоответствующий заявленным характеристикам товар.
который, так для справки стоит не рубль, не сто, а хорошо так несколько тысяч рублей за комплект камней.удивляюсь почему до сих пор никто ещё не сделал экспертизу и не судился и этот товар продается как ни в чем не бывало. толи деньги всем возвращают толи заточники народ инертный.
После таких ответов производителя реально охото плакать. На месте директора я бы этого сотрудника уволил, за неподобающее поведение, сотрудника представляющего лицо компании. Доказать сложно будет, по факту они сыпят алмазы нужной зернистости, госты и разброс зернистости соблюдены, а что слиплись алмазы уже проблемы покупателя... Но веневский алмаз еще более менее однороден, другие производители просто тихий ужас...
vidbrusok.ruПродукт невозможно эксплуатировать в соответсвии с заявленными производителем характеристиками. Для успешной эксплуатации - нужна доработка. Тоесть - или никак, или с доработкой.
Вас никто ничего не заставляет делать.
Делать или не делать это вопрос сугубо личный.
Производитель может лишь порекомендовать как лучше эксплуатировать свой продукт, а как его в конечном счете будет использовать потребитель, зависит уже только от потребителя
Если это мой личный вопрос - делать или нет - то получается, что я выбираю не делать, и возвращаю товар продавцу. Точка. А ВеАлу и всем его дилерам и мелким барыгам - огромный и жирный незачот, просто потому что не те сейчас времена, так не делается бизнес - продаёш - отвечай.
Самое обидное что товар то хорошиий. Но не все позиции. ДА плюнули бы на мелкие фракции вообще или продавали бы в тридорога после доработки и селекции - ну вот реально - народ бы также брал и пищал бы от радости.. Но нет, обязательно на бутерброд с икрой сбоку какашку надо намазать...
vidbrusok.ruдавайте подойдем с другой стороны
Вас никто ничего не заставляет делать.
Делать или не делать это вопрос сугубо личный.
Производитель может лишь порекомендовать как лучше эксплуатировать свой продукт
Я понял как правильно эксплуатировать приобретенный мной продукт , в соответствии с рекомендациями производителя. Прошу выслать мне алмазную пасту фракции 7/5, 3/2 и 1/0, в требуемом количестве, необходимую, в соответствии с рекомендациями производителя, для доведения купленного мной продукта до эксплуатационного состояния.
qhjjя же на все 100% уверен, что вы продаете некачественный и несоответствующий заявленным характеристикам товар.
который, так для справки стоит не рубль, не сто, а хорошо так несколько тысяч рублей за комплект камней.удивляюсь почему до сих пор никто ещё не сделал экспертизу и не судился и этот товар продается как ни в чем не бывало. толи деньги всем возвращают, толи заточники народ инертный.
Ну с заявлением о клевета я возможно перегнул, но факт навязывания мнения не куда не делся.
Проводить экспертизу нет смысла т. к. технология производства не нарушена и бруски изготовлены так как и было заявлено, а для остальных факторов экспертизы не существует.
nullikПосле таких ответов производителя реально охото плакать. На месте директора я бы этого сотрудника уволил, за неподобающее поведение, сотрудника представляющего лицо компании. Доказать сложно будет, по факту они сыпят алмазы нужной зернистости, госты и разброс зернистости соблюдены, а что слиплись алмазы уже проблемы покупателя... Но веневский алмаз еще более менее однороден, другие производители просто тихий ужас...
Для справки - процесс комкования зёрен при спекании в группы, называется агломерацией.
На сегодняшний день в мире не существует технологии, способной полностью решить проблему агломерации зерна такого размера.
Так же я хочу обратить Ваше внимание на что то обсуждаемая выше проблема, к агломерации никакого отношения не имеет.
Разговор идет о изначальной степени готовности бруска к работе.
MegaZur
давайте подойдем с другой стороны
Я понял как правильно эксплуатировать приобретенный мной продукт , в соответствии с рекомендациями производителя. Прошу выслать мне алмазную пасту фракции 7/5, 3/2 и 1/0, в требуемом количестве, необходимую, в соответствии с рекомендациями производителя, для доведения купленного мной продукта до эксплуатационного состояния.
Уважаемый MegaZur, я понимаю что как потребитель, Вы имеете право хотеть всё быстро, сразу и желательно бесплатно, но так не бывает.
Любой профессиональный специалист-заточник, если он проффессионал конечно же, Вам скажет что абразиву необходима "подготовка к работе", особенно новому абразиву.
Вы же замачиваете японские, водные камни в воде перед работой, и Вас это ни как не возмущает?
Как я уже писал Вам выше - методика использования пасты для приработки брусков, носит исключительно рекомендательный характер.
tvy61+100500
просто не торопился со столь категоричными выводами. К тому же, такие показатели как зеркальность фаски РК или его матовость совершенно не показатель в классе шероховатости поверхности, а именно он в большей степени является показателем не только остроты, но и стойкости самой РК
Именно это и имел ввиду...
А то сложилось впечатление , что единственным критерием работы брусков был взгляд на РК
Сначала использовал в ручной заточке, без приспособ. Бруски и притирал, и выглаживал, и под микроскопом ковырялся - воевал с крупными вкраплениями. Мелочь нормально работать всё равно отказывалась. Вместо бруска 3\2 - 1\0 был заказан 2\1 - 0\0,5 на новой связке. Кардинально ничего не поменялось. Да, брусок более чистый, однородный. Но финишировать нормально тоже не удавалось.
Решил сделать примитивный станочек. И все бруски заработали. Может и не так, как хотелось бы. Но и особых претензий нет. Хотя ... и опыта тоже нет. Но даже 3\2-1\0 занял свое место в линейке. 😊
А до ручной я видно ещё не дорос 😀
Ну чтож , представителю завода нужно радоваться , как в анекдоте...
“А мог бы и полоснуть...” 😝
aptekar113Господа , имейте совесть - я раньше точил исключительно на китайских камнях с алиэкспрес - adae и ruixin, которые кстати хоть и срабатываются со скоростью мысли, но зато ведут себя абсолютно предсказуемо. И править/притирать их даже не пытался - как надпись полностью сошла - выбрасываеш и береш новый. При стоимости 50р за камень вполне себе вариант .
ТЕ я так понял весь наез на завод был на основании 'крутого' теста зеркалит/не зеркалит?
Ну чтож , представителю завода нужно радоваться , как в анекдоте...
'А мог бы и полоснуть...' 😝
И тут вот захотел наконец приобщится к прекрасному - и на тебе, оказывается не всё так гладко, как в видео на ютьюбе 😊
Естественно я был "растерян и напуган" 😊
Отвык я от такого подхода, на том же алиэкспрессе - товар не соответсвует описанию - да и плевать , открываеш спор - и деньги вернут и товар оставляеш себе, раз 50 такое было... Ради отсутствия негативного отзыва продавец готов на многое, а клиент прав по умолчанию. А тут вам не Китай, тут "Родина, сынок" 😊
Резюме - китайцы с говнобруском за 50 рублей всеже честнеенеа, не честнее. С чего Вы взяли, что китайские бруски идут идеально ровными, а зернистость в них, соответствует заявленной? Неудачный пример выбрали, есть более удачные )))
А тут вам не Китай, тут "Родина, сынок"
я поймал себя на мысли что точу не для того чтобы нож был острый, а чтобы просто точить
Понравилось. Хорошо сказал.
Мой совет, заканчивай на 20/14. Не надо для ножа больше. Одни проблемы. А лучше вообще без алмазов, не нужны они ножам. ИМХО. У меня лежат в тумбочке - забыл когда брал. Вот напильники ЗУБР 150 и 400 частенько беру
А китайские бруски конечно кривые, ( пардон, цитаты не вставляются с планшетампочемуто) , их у меня было под 50 шиук всяких разных... и честно говоря я так и непонял почему все так загоняются по ровности бруска 😊 глубокая выработка , например глубиной под 2 мм , тоесть седло- это да, плохо, но китайские бруски ВСЕ ЧТО МНЕ ПОПАДАЛИСЬ были или почти ровные или выпуклые., но полюбому меньше милиметра кривизна. И вот реально ни на что это в работе не влияло, угол выставлял всегда по центру бруска и всё
an1310Мой совет, заканчивай на 20/14. Не надо для ножа больше. Вот напильники ЗУБР 150 и 400 частенько беру
Вредный совет. Стойкость РК будет никакущая, рез средний. Лучше просто купить набор камней от гриндермана и финишировать камнем F1000, а потом натуралом типа арканзаса пройтись.
https://www.youtube.com/watch?v=giv9bQZOueo&t=133s
не являясь поклонником веневских алмазов, тем не менее пользую их достаточно часто, ну хотя бы просто потому, что они есть ))
Никогда не испытывал с ними каких то проблем, есть своя небольшая специфика, но и только. И сравнивать их с китайскими камнями ну
просто совершенно не корректно.
это те кому раздали камни для эксперимента или уже есть что то в продаже ?
Тоже интересно.
Так как спустил он его дай Бог в миллиметр - подводы получились этак милиметра по 4 на 35 градусов... С нуля подвод делал, камнем 160/125, минут 15 заняло. Давил хорошо. Что за сталюга на мехпиле - неизвестно, но камни не засаливает правктически. Очень наглядная большая кромка плучилась.. Контролировал в лупу, первый раз в жизни. Вот както не было необходимости до этого - так всё было понятно. И удивительное дело - реально все камни работают как им положено, убирая предидущие риски и ставя свои, более мелкие. При этом зеркальность появляется на ВСЕХ медных сторонах камней (включая 50/40 !!! ), и исчезает на серых... вот ведь чудо, пожалуй я зря на них гнал... тоесть реально полирует связка, и полирует она верхние пики рисок, отсюда и это состояние "то зеркалит-то нет"
Прошу прощения за наезды на производителя.
Но вот нельзя было эту фичу описать чтоли в мануале???
Cthutq1
Уже чуть запутали, народ пишет что точит алмазами на новой связке, это те кому раздали камни для эксперимента или уже есть что то в продаже ?
Бруски на модифицированной связки в продажу ещё не поступили - но уже скоро.
MegaZur
Сегодня сгонял на работу коечто взять , за одно заточил товарищу самопальный клин из мехпилы.
Так как спустил он его дай Бог в миллиметр - подводы получились этак милиметра по 4 на 35 градусов... С нуля подвод делал, камнем 160/125, минут 15 заняло. Давил хорошо. Что за сталюга на мехпиле - неизвестно, но камни не засаливает правктически. Очень наглядная большая кромка плучилась.. Контролировал в лупу, первый раз в жизни. Вот както не было необходимости до этого - так всё было понятно. И удивительное дело - реально все камни работают как им положено, убирая предидущие риски и ставя свои, более мелкие. При этом зеркальность появляется на ВСЕХ медных сторонах камней (включая 50/40 !!! ), и исчезает на серых... вот ведь чудо, пожалуй я зря на них гнал... тоесть реально полирует связка, и полирует она верхние пики рисок, отсюда и это состояние "то зеркалит-то нет"
Прошу прощения за наезды на производителя.
Но вот нельзя было эту фичу описать чтоли в мануале???
Мне уже доводилось слышать об этой теории, но она не получила практического подтверждения в силу отсутствия необходимого для этого оборудования.
Без пруфов, на словах это объяснить и доказать кому-либо невозможно.
Так как спустил он его дай Бог в миллиметр - подводы получились этак милиметра по 4 на 35 градусов... С нуля подвод делал, камнем 160/125, минут 15 заняло
просто фантастика!! На днях снимал 160/125 "мясо" на новом ноже со сведением 0,4 так ушло часа полтора как минимум, железка была N690
А почему клин из мехпилы так быстро сточился я и сам не понял. Может давил сильно? Слышал что веневские алмазы любят сильный нажим, покрайней мере с новья. Но слышал также и противоположное мнение - только под собственным весом точить. Может под собственным весом заточника ? 😊
А перетачивал тилайт 6 под меньший угол - замудохался конкретно, через 30 минут бросил это дело , камень забивается через 5 движений и нифига не снмиает вообще. Аус8 явно не для этих камней, покрайней мере при обильном сьеме металла...Заказал напильник зубр, 120 и 400, скор оприедут - посмотрим что за звери такие..
MegaZurЧто то подобное было на 100/80 (крупнее нет). Шлам легко убирается влажной микрофиброй с АОС, Ферри. Сам не помню как вышел из положения, кажется перешел на гальванику с перфорацией. Ну а доводил то всё равно веневыми, других не имею. 😞
камень забивается через 5 движений и нифига не снмиает вообще
Так, балуюсь иногда заточкой 😊 😞 😊
MegaZur
... Слышал что веневские алмазы любят сильный нажим, покрайней мере с новья. Но слышал также и противоположное мнение - только под собственным весом точить.
Давление нужно не большое или маленькое, а оптимальное.
Оно выбирается практически, для каждого абразива, кроме того, на интенсивность обработки влияет ещё и пятно контакта, а это зависит и от стали и от геометрии клинка.
Начинаем с веса бруска (ну в случае точилки - ещё и + вес штанги, что само по себе часто уже избыточно, по крайней мере на этапах тонкой заточки, ну да опустим для простоты) и прибавляем - как абразив начал резать сталь, а не гладить или наоборот, драть - запоминаем и работаем с этим давлением.
Увеличение давления редко чем-то помогает, чаще ведёт за собой отклонения от геометрии (даже и на точилке) и неоднородность обработки, более скорое выглаживание бруска, а в случае с мягкими сталями - ещё и вырыв зёрен из связки.
Снижение давления актуально на завершающих этапах, а также при проточке скругления клинка к носику, где пятно контакта уменьшается, что при сохранении того же давления, тем не менее приводит к изменению интенсивности обработки - сразу меняет глубину врезания абразива в сталь, а значит и на однородность обработки клинка в целом влияет.
oldTor
Давление нужно не большое или маленькое, а оптимальное.
Оно выбирается практически, для каждого абразива, кроме того, на интенсивность обработки влияет ещё и пятно контакта, а это зависит и от стали и от геометрии клинка.
Начинаем с веса бруска (ну в случае точилки - ещё и + вес штанги, что само по себе часто уже избыточно, по крайней мере на этапах тонкой заточки, ну да опустим для простоты) и прибавляем - как абразив начал резать сталь, а не гладить или наоборот, драть - запоминаем и работаем с этим давлением.
Увеличение давления редко чем-то помогает, чаще ведёт за собой отклонения от геометрии (даже и на точилке) и неоднородность обработки, более скорое выглаживание бруска, а в случае с мягкими сталями - ещё и вырыв зёрен из связки.
Снижение давления актуально на завершающих этапах, а также при проточке скругления клинка к носику, где пятно контакта уменьшается, что при сохранении того же давления, тем не менее приводит к изменению интенсивности обработки - сразу меняет глубину врезания абразива в сталь, а значит и на однородность обработки клинка в целом влияет.
доходчиво ! Ну в целом я так и поступаю, выбираю для каждого камня свой режим, а в конце обработки делаю с десяток проходов почти не нажимая, чтобы камень слегка сгладил свои же риски...
Только вот к кончику у меня обычно совершенно иная ситуация - там какраз получается самый широкий подвод, и чтобы, скажем так, точить с одинаковой скоростью весь клинок - на кончике надо делать больше проходов или же чуть увеличивать давление. Понятно что давить со всей дури бессмысленно - жесткость и клинка и самой точилки не позволит сохранить геометрию, сам по первости от нехватки терпения передавливал и получал на кончике не пойми что 😊
Есть в чем отличие от обычного, кроме как идеально ровное ?
Это реально бескомпромиссная безудержная ДРАЛКА. После него фигачиш веневским 160/125 - отлично убирает все следы напильника, и дальше по желанию в меньшее зерно... Ускоряет все работы по заточке убитых ножей просто в разы. От железки без кромки вообще, до зеркала на кромке и строгания волоса - ну минут 6 😊 Никакого колдовства и Вкладывания Души в Работу, хреначиш и всё, периодически контролируя в лупу :-) Зубром - очень осторожно хреначиш - 2-3 лишних движения и поменялась геометрия клинка... Единственный минус - если бы был такойже брусок по свойства как зубр, но по толщине эквивалентный веневским брускам (10,5-11мм у меня они все) было бы вообще идеально. Тупо для удобства... углы не выставлять чтобы вообще... Можно конечно приколхозить подкладушку, тогда это будет реально заточной набор лентяя - зубр 120 + венев 160/125-50/40 + венев 25/14-7/5 . Всё, больше ничего не надо ...
идеально ровноескорее всего оно как и бруски, поверяют то их одним и тем же инструментом)))) поэтому оно как нельзя лучше адаптировано для притирки веневской продукции))))
Если 120 это гридность, то почему после него идет алмаз 160, проясните плз. Я его в глаза не видел ( напильник ), но он есть у гуру Игоря Лукьянова. Вроде гридность 400 это так ?
Зернистость это только размер зерна, использованного в абразиве, что не имеет никакой прямой связи с оставляемой шероховатостью.
Переводить можно сколько угодно, но практического смысла в этом крайне мало - два бруска одной зернистости но с разным способом закрепления зерна, разной связкой и концентрацией абразива, различной структурой - никогда не дадут одинакового характера работы.
oldTor
"Grit" - откуда там "гриДность"?
Зернистость это только размер зерна, использованного в абразиве, что не имеет никакой прямой связи с оставляемой шероховатостью.
Переводить можно сколько угодно, но практического смысла в этом крайне мало - два бруска одной зернистости но с разным способом закрепления зерна, разной связкой и концентрацией абразива, различной структурой - никогда не дадут одинакового характера работы.
Вы меня еще сильнее запутали 😊 Я сейчас посмотрел в магазине вроде действительно 400 грид. В магазинах появились бруски алмазы с гридностью 500 400 315 если у зубра гридность 400 можно просто взять для грубой обдирки алмаз например 400, так хоть понятно что это.
Но имхо для обдирки 400 это мало. 100-120 на галванической связке - самое оно, это может быть и зубр и любой китайский брусок для апекса... (зубр ваще тоже китайский, просто случайно удачный получился - долговечный, довольно ровный, да еще и двусторонний до кучи).
После него гармоничен или 400тый зубр или любой другой алмаз похожий на гальванике, или 160/125 венев. Лично для себя так решил.
возможно венев 250/200 был бы эквивалентен зубру... а можен и нет, не юзал
К тому же в разных системах это может подразумевать даже при одном среднем значении фракции, совершенно разный разброс её.
------
Результат любого исследования определяется поставленной задачей и методикой измерения
Теперь финиширую только ими. С водой. Рекомендую
StrayklНа выставке продают, а в интернете нету. Связка у бруска мягче предыдущих версий?
Купил 3/2 на бланке. Понравился ещё больше)
skvater
На выставке продают, а в интернете нету. Связка у бруска мягче предыдущих версий?
По ощущениям мягче. На ощуп как гладкая резина. На монстрах работает быстро
StrayklВыработка какая то есть?
На монстрах работает быстро
skvater
Выработка какая то есть?
Выработка не большая. Я один об другой под водичкой быстро выравниваю. Изначально на стекле с КК подравнялись тоже довольно быстро
skvater
Хорошо)) Главное, чтобы бруски работали как надо
Макс,они лучше гораздо старых.3/2 очень хорош,1/0,теперь имея опыт,я бы не ровнял на КК,тоже очень хорош.Чем лучше покупать на выставках,это точно можно подобрать ровный брусок,а не кота в мешке по интернету получить,хотя возможно Веневцы с кривизной справились.
ruazan 1972С этим согласен, особенно когда есть много образцов и возможность поизучать их и сравнить
Чем лучше покупать на выставках,это точно можно подобрать ровный брусок
ruazan 1972Было бы хорошо. А то яма еще ничего, а вот если пропеллером - это беда. Я вот думаю, можно будет со старого 100% 20/14 перейти сразу на новый 3/2?
хотя возможно Веневцы с кривизной справились
skvater
Я вот думаю, можно будет со старого 100% 20/14 перейти сразу на новый 3/2?
Я раньше на 3/2 переходил с 10/7. В этот раз прикупил 20/14. Тоже буду пробовать. Думаю проблем не будет. Завтра Рекса буду восстанавливать после охоты, вот и проверю)
oldTor
"Grit" - это зернистость. А она может указываться по разным системам и соответствовать очень разным стандартам. Если не указано по какой системе указана "гритность" - то это ни о чём - это может быть jis, fepa или местечковое "англизирование" нашего ГОСТа, причём даже не одного.
К тому же в разных системах это может подразумевать даже при одном среднем значении фракции, совершенно разный разброс её.
Не совсем так(имхо),есть сводная таблица гритности ,согласно которой всё можно привести к общему знаменателю.
Алмаз 50/40 =Кристолон файн.
Примерно конечно.
Другое дело,что от Кристолон файн -финиш подвода выглядит лучше.
Но опять-таки ,я сравнивал 50/40 в 100% концентрации .
Надо будет раздобыть 25% и сравнить ещё раз.
alex-iceНе совсем так(имхо),есть сводная таблица гритности ,согласно которой всё можно привести к общему знаменателю.
...
Примерно конечно..
Не согласен категорически - этот "знаменатель" далёк от общего, также как полноценный обед далёк от питательной жидкости, которой кормят через клизму.
В очередной раз порекомендую внимательно читать эту статью - я подчёркиваю _внимательно_, и сопоставлять:
http://www.ru-chef.ru/blogs/ar...%B4%D1%8F%D1%82
Конечно, "примерно" - в том то и дело. И если для какой-то пары абразивов совпадает чутка лучше, то для другой - всё может быть совсем плохо.
О чём в статье подробно и расписано.
А когда начнём копать ещё в разность концентрации зерна, особенности связки и структуры разных абразивов - то эта примерность разброса лишь по размеру зерна - окажется ещё цветочками.
VirtamНадеемся на отзыв, может даже чуть поподробнее. Цена осталась прежней?
Последний раз Рекс перетачивал начиная с 10/7. Хотел как можно аккуратней. Аккуратно, но долго). С 20/14 думаю выйдет быстрее и достаточно аккуратно.
С ценой не понял вопроса
StrayklИнтересно потом узнать результаты, катит ли такой переход и что в итоге получаем после нового 3/2 (тем более на Рексе)
В этот раз прикупил 20/14. Тоже буду пробовать
Virtamне задрали ли цены веневцы на свои новые бруски.
Цен я не вспомню. Чеков там не дают. Новый 3/2 что то около 1700 руб. А 20/14 что то около 1200 вроде
Интересно потом узнать результаты, катит ли такой переходв принципе "катит", да наверное и не только в принципе, в последнее время часто пропускаю 7/5 именно на хороших сталях, все таки 20/14 отличный камень, дающий хорошую поверхность и после него 3/2 с повышением на 0,3-0,5 выдает прекрасный результат
Новый 3/2 что то около 1700 руб.
а ткните носом, что то я не вижу на их сайте таких цен на 3/2
tvy61С этим согласен, мне мой 20/14 очень нравится, он работает даже тоньше, чем когда то бывший у меня 7/5
все таки 20/14 отличный камень, дающий хорошую поверхность
tvy61а ткните носом, что то я не вижу на их сайте таких цен на 3/2
Я же сказал, что покупал на выставке. В цене могу ошибаться

Предплечье бреет легко
Примерно 25-30 движений


покупал на выставкепонятно, на выставке могли быть любые цены, хотя как я понимаю нового 3/2 на сайте просто нет ))


StrayklСпасибо за отчет! Концентрацию какую брали?
Сразу перешёл на новый 3/2
StrayklТак получается, 1/0 уже и ни к чему? Только если сильно зеркала хочется... Или все же будете пробовать?
Это после 2-3 минут на обе стороны
1/0 я пробовал. Зеркала больше. Но и паразитная риска видна лучше. В микроскоп)
qhjjМне один товарищ дал совет - камень 3/2-1/0 не чистить или чистить как можно реже. Как забивается - так и работать. И реально стал он более адекватно себя вести 😊 Но конечно это не дело...
а Лукинову предлагаю объявить выговор с занесением и порицание
за то что до сих пор вводит людей в заблуждение своим "золотым" алмазом.
StrayklЕсли тока про доводку речь, то может и лукавит,а если про мясо и заточку,тогда не знаю, может и привирают. Но опровергнуть трудно, ведь результаты есть, а сам процесс даже три-четыре часа это некоторым в кайф.
Или врет все про "отлично"))
SergeyNmДешевле только китайские алмазы, а тут официальные цены завода. Насколько я знаю, 150х25 мм это наименьший размер этих брусков. Хотя где то вроде мелькали длиной 125 мм
кто нибудь знает где дешевле есть? И другие размеры надо, поменьше
skvaterСтандарт 120.
Дешевле только китайские алмазы, а тут официальные цены завода. Насколько я знаю, 150х25 мм это наименьший размер этих брусков. Хотя где то вроде мелькали длиной 125 мм
А 25% намного медленее работают, чем 100%? И насколько 100% долговечнее?
SergeyNmУ меня нет 25%, только 100. Может кто то и ответит на этот вопрос, но в цифрах это будет сложно выразить, только на уровне ощущений. Грубые и средние я бы советовал брать 100%
А 25% намного медленее работают, чем 100%? И насколько 100% долговечнее?
SergeyNmТам один слой всего - облысели. Веневские такой проблемой не страдают, их только взбадривать иногда надо и подравнивать
Китайский на пластине у меня за 1.5 года подстерся и уже еле точит
qhjjА я вижу. Альтернатива есть практически всегда, но насколько она применима решать каждому исходя из личных предпочтений. Не хочу возвеличивать опыт Alex.P или Лукинова, но и не замечать наверно неправильно. Очень достойные результаты и никакие Г и Г с их КК рядом не стоят! Возвращаемся к истокам - главное голова и руки.
альтернативы КК гриндерманам гриталонам и суехирам с ж8 особо не вижу.
да!
skvaterА размер какой лучше брать, 120х35 хватает для клинков около 150мм, или 200х35 надо?
У меня нет 25%, только 100. Может кто то и ответит на этот вопрос, но в цифрах это будет сложно выразить, только на уровне ощущений. Грубые и средние я бы советовал брать 100%
SergeyNm
А размер какой лучше брать, 120х35 хватает для клинков около 150мм, или 200х35 надо?
120 откровенно мало. Я бы взял 150. Если таких не будет, то 200
Хочу взять два бруска, один для грубой заточки, второй чтоб до строгания волоса точил, какие надо брать? 20/14-7/5 и 3/2-1/0 или 160/125 - 50/40 и 20/14-7/5?
или 160/125 - 50/40(25%) и 3/2-1/0...
Подзапутался что то уже.
SergeyNm100/80 + 50/40 и 20/14 + 7/5. Про строгание волоса после веневских брусков писать не буду. А этого набора из 2-х брусков хватит, чтобы заточить нож с нуля до хорошей остроты
Хочу взять два бруска, один для грубой заточки, второй чтоб до строгания волоса точил
второй чтоб до строгания волоса точилЭто не качественная характеристика абразива вообще. Это скорее показатель мастерства заточника.Заточить до строгания волоса, можно практически любым абразивом, начиная с определенной зернистости и при соответствующем качестве стали. Главное, чтобы абразив был ровным и отсутствовал тремор в конечностях))
У Алекса тут каждая заточка заканчиваете фразой "Строганул волос", не помню чем он там финишировал.
SergeyNmТак, одного завлекли.. Еще один остался..любитель теплых, ламповых.. с наждачкой..)
Заказал пару брусков
basp07Остальных в плен возьмем...
Так, одного завлекли..
Меньше уже не годится (имхо).
Это не качественная характеристика абразива вообще. Это скорее показатель мастерства заточника.Заточить до строгания волоса, можно практически любым абразивом, начиная с определенной зернистости и при соответствующем качестве стали. Главное, чтобы абразив был ровным и отсутствовал тремор в конечностях))С определенный это какой?
Эта погоня за строганием волоса после веневского бруска до хорошего не доведет. Сначала будет куплен нормальный сет, который я советовал, а потом в погоне и надежде, будет куплен брусок 3/2 + 1/0, который по факту ничего нового не дастДумаю тут правда от стали и умения много зависит. Моровская углеродка остро точится и стаеровским бруском, для работы по дереву. То есть режущие свойства еще стали важны.
И по номерам постов видно, что пропущен.
Главное, непонятно отчего - брусок хранился в нормальных условиях, при комнатной температуре, не подвергался воздействию никаких агрессивных веществ, имел контакт только с водой и капелькой мыла, не падал. Сторона 3\2 в порядке при том.
А вот с 1\0 - вот такая картина - сделал пару макрофото 1,46:1, кроп, и 4:1, кроп:


------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
oldTor
Я тут обнаружил на модифицированном бруске 1\0
А я ничего не обнаружил. Заточил ножик после охоты. На 1/0 перешёл после 10/7. Пару минут и вуаля)
И главное, без бубнов. Само собой получается. Рекомендую))
SergeyNm
Правильную сталь и заточить проще..
Веневцами всегда просто затачивается
StrayklФиниш чисто на 1/0 без всяких других манипуляций манипуляций, пасты, кожи и т.д и т.п..?
Веневцами всегда просто затачивается
Если можно чуть подробнее о финише.
StrayklА что там в микроскоп после 1/0, красиво все? На глаз, паразитных рисок на подводе не видно?
На 1/0 перешёл после 10/7
skvater
А что там в микроскоп после 1/0, красиво все? На глаз, паразитных рисок на подводе не видно?
С подводом я закончил на 10/7. Дальше повышение угла на несколько градусов и на 1/0 получается на столько тонкий микроподвод, что невооруженным глазом "паразитов" не видно. В микроскоп мне трудно отличить паразитную риску от неубранной до конца риски от 10/7. Как я уже говорил довожу веневцем 1/0 пару минут на обе стороны. Для меня этого достаточно. Да и лень матушка)
vkuzma
Финиш чисто на 1/0 без всяких других манипуляций манипуляций, пасты, кожи и т.д и т.п..?
Если можно чуть подробнее о финише.
Чисто на 1/0) Пасты, кожи не нужны. Ну разве что если без них не удаётся избавиться от заусенца.
Так что покупайте Веневцев и затачивайте в своё удовольствие)
skvater
Straykl, в итоге, имеет смысл брать новые 3/2 и 1/0 или можно только 3/2 ограничиться?
Для меня особого прока в 1/0 нет. И я не помню точно цены, но двухсторонний 3/2/1/0 не намного дороже стоит чем односторонний 3/2. В этом смысле прок есть)
StrayklПонятно, мне на бланке односторонний нужен. Долго же они тянут с выставлением их в свободную продажу
но двухсторонний 3/2/1/0 не намного дороже стоит чем односторонний 3/2
skvater
Понятно, мне на бланке односторонний нужен. Долго же они тянут с выставлением их в свободную продажу
Я думаю, что если вы их попросите, вам они не откажут. Вышлют. Ну а если нет, то как договорились)
StrayklМожно попробовать
вам они не откажут. Вышлют
StrayklЖдем Клинок
Ну а если нет, то как договорились)
skvater
Могут сделать под заказ любые зернистости
Поправлю Вас - не любые.
На предприятии синтезируется алмаз от 0,5/0 до 250/200 мкм (это 20 видов зерна) по ГОСТ 9206-80.
На модифицированной связке можно сделать до 7/5 мкм, но это не точно.
vidbrusok.ru5/3 и 2/1 это точно?
но это не точно
vidbrusok.ruПоправлю Вас - не любые.
На предприятии синтезируется алмаз от 0,5/0 до 250/200 мкм (это 20 видов зерна) по ГОСТ 9206-80.
На модифицированной связке можно сделать до 7/5 мкм, но это не точно.
Что с продажами в вашем магазине ? Долго еще будут проводить тесты или скоро в продаже ? Вы близко "к телу", просвятите ситуацию.
skvater
Подождем ответа
Интересно... Вроде отзывы хорошие, а в серию тянут запуск. Даже ориентировочно сроков не называют.


VirtamВ их группе в ВК была инфа, что возможно после праздников запустят
Даже ориентировочно сроков не называют.
skvater
5/3 и 2/1 это точно?
Это точно.
Cthutq1Что с продажами в вашем магазине ? Долго еще будут проводить тесты или скоро в продаже ? Вы близко "к телу", просвятите ситуацию.
Пока только "под заказ", серийное производство ещё не запущено и раньше чем в январе запущено точно не будет - декабрь диктует свои правила.
Я прошу Вас проявить немного терпения - запуск в серийное производство нового продукта процесс очень не простой и требует тщательной подготовки!
Тем более когда по тестам ещё не все вопросы закрыты.
------
С уважением, Александр Хохлов: http://www.vidbrusok.ru
vidbrusok.ru
Тем более когда по тестам ещё не все вопросы ещё закрыты.
Да мелочь там по вопросам осталась)
StrayklДа мелочь там по вопросам осталась)
Думаю реализация ранее выпущенного тоже вопрос. Здесь их понять можно.
vidbrusok.ru
нового продукта
Тем более когда по тестам ещё не все вопросы закрыты.
Ждать конечно готовы,особенно ради качественного продукта.Однако новым его назвать трудно,скорее модернизация связки. Может мы чего то не правильно понимаем...
Итог по работе.
Вывел кромку и доработал нож до зеркала поочеоедно всеми брусками кроме 1/0
Решил еще чутка полернуть. И сразу зеркало стало матовым.
Вопрос к знатокам?
Прусок 3/2 полирует в зеркало.
1/0 убивает полировку и по ощущениям работает очень агресивно. В чем проблема?
Может карбитиком шлифануть? Или еще какие варианты проверенные есть?
Алексей19622711
А есть какой либо выход из этой ситуации?
Выход единственный. 1/0 выбрасываете. Покупаете 0,5/0
Алексей19622711
А есть какой либо выход из этой ситуации?
Может карбитиком шлифануть? Или еще какие варианты проверенные есть?
Загляните в шапку темы - там описано решение.
StrayklВыход единственный. 1/0 выбрасываете. Покупаете 0,5/0
Весьма спорный совет - есть мнение что 0,5/0 страдает той же болезнью что и 1/0.
VirtamЖдать конечно готовы,особенно ради качественного продукта.Однако новым его назвать трудно,скорее модернизация связки. Может мы чего то не правильно понимаем...
С точки зрения производства, это практически новый продукт.
Старыми остались только сам алмаз и форма исполнения бруска.
vidbrusok.ruВесьма спорный совет - есть мнение что 0,5/0 страдает той же болезнью что и 1/0.
Ну значит у меня 0,5/0 - "Золотой")
StrayklА у меня обычный, паразитная риска в наличии...Ну значит у меня 0,5/0 - "Золотой")
StrayklЕсли у 0.5/0 будет старая связка, то это ничего не даст
1/0 выбрасываете. Покупаете 0,5/0
Прусок 3/2 полирует в зеркало.
1/0 убивает полировку и по ощущениям работает очень агресивно.
А есть какой либо выход из этой ситуации?А зачем искать выход из этой ситуации?)) Вот если после 3/2 подвод в зеркало, какой результат планируете получить от 1/0? Я бы остановился на 3/2 и не искал ненужных проблем там, где их нет. Хотя, вполне допускаю, что понятие "зеркало" у каждого свое и я Вас неправильно понял))
Может карбитиком шлифануть? Или еще какие варианты проверенные есть?
Вобщем добавлять алмазную пасту на брусок той же зернистости.
Вопрос где найти 1/0 достойной зернистости?
Как снова не попасть?
Посоветуйте где можно купить и выбрать?
Вобщем добавлять алмазную пасту на брусок той же зернистости.
Вопрос где найти 1/0 достойной зернистости?
Как снова не попасть?
Посоветуйте где можно купить и выбрать?
http://www.vidbrusok.ru/collection/banka-50-gr вот здесь. Я свой и пастой мазал и как только над ним не колдовал, бесполезное это занятие)) Но Вы попробуйте, раз есть люди которым этот метод зашел, вдруг и Вам поможет? К тому же паста копейки стоит.
Алексей19622711У этого же производителя. Паста у них работает адекватно
Вопрос где найти 1/0 достойной зернистости?
Я вот думаю где брусок достать 1/0 и 0,5.?
Хочется иметь полный комплект брусков.
Если есть ссылка у кого купить и выбрат то скиньте!
Заранее всем блогадарен! С уважением Алексей!
В этом магазине выбрать вроде проблемотично.
Может где есть в магазине что б пощупать!
Алексей19622711Кроме веневского завода, такие бруски никто не производит. Есть алмазные Нанива даймонд, но их не достать. Эльборовые бруски есть еще, но у меня опыта с ними мало, да и сомневаюсь я, что тонкие эльборы работают на заявленную зернистость. Пощупать - это не даст ничего, брусок надо притереть и поточить им, вот тогда можно будет сказать, как он работает
Я вот думаю где брусок достать 1/0 и 0,5
Может там чего потберу.
Или натуральный камень брать 30000 грит. Но он стоит 6000
Алексей19622711
Да паста то есть. Я ей просто не пользовался. Только неделю назад купил.
Я вот думаю где брусок достать 1/0 и 0,5.?
Хочется иметь полный комплект брусков.
Если есть ссылка у кого купить и выбрат то скиньте!
Заранее всем блогадарен! С уважением Алексей!
1/0 под Апекс у нас есть в наличии, 0,5/0 можно сделать под заказ.
0,5/0 зерно не стандартное и в наличии появляется редко, даже на выставках.
Алексей19622711
http://www.vidbrusok.ru/collection/banka-50-gr
В этом магазине выбрать вроде проблемотично.
Может где есть в магазине что б пощупать!
Стесняюсь спросить - как Вы пасту 1/0 щупать будете?)
volneb
А у меня обычный, паразитная риска в наличии...
И что? Вы её боитесь? Чем вам она мешает? Или вы свои ножи под канатные тесты затачиваете?

И главное - быстро. И никаких кож, паст и других бубнов)
volneb
Дело не в страхе, а в том что ее быть не должно
Не должно? Ну так вы тогда так и говорите. Что вам не нравятся "паразитные" риски. Лично вам. И добавляйте, что вы не знаете как они мешают заточке.
Точно так же могу сказать и о вас, что то что вам нравится, не обязательно должно нравиться всем
volneb
Точно так же могу сказать и о вас, что то что вам нравится, не обязательно должно нравиться всем
Конечно. Оно может даже никому не нравиться. Кроме меня. Но я выложил результат заточки с паразитными рисками. И показал, что мне они не мешают. И мне кажется, что некоторые новички в теме, посмотрев на этот результат, захотят приобрести такой камень. И будут довольны)
StrayklРад за Вас 😊
Конечно. Оно может даже никому не нравиться. Кроме меня. Но я выложил результат заточки с паразитными рисками.
Выложили бы как точили - больше бы было пользы.
Что ж похвалились, и то хорошо 😀
Ну и как к практику вопрос. Сказывается ли разница вашей заточки и скажем заточки до лёгкого бритья на охоте. Или всё уравнивается после нескольких резов ? Спрашиваю без подковырок. Просто думаю на чем самому остановиться.
vkuzma
Выложили бы как точили - больше бы было пользы.
В ветке полно профильных тем. Или всё бестолку?
StrayklСпасибо за столь развернутый ответ 😊
В ветке полно профильных тем. Или всё бестолку?
basp07Мои наблюдения по "долгорезу" ножа в зависимости от разных абразивов и техники их использования убеждают, что скорость затупления при схожей остроте может отличаться в два и более раза...
Долгорез ножа, в общепринятом понимании, зависит от термички, а не от степени доведенной остроты.
Например, наибольшую разницу для нержавейки я заметил между виневскими алмазами и финишем на кремнистых сланцах.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
basp07Общепринятость этого понимания принята только частью местного общества.
Долгорез ножа, в общепринятом понимании, зависит от термички, а не от степени доведенной остроты.
В то же время другая часть общества вполне уверенно, причем на основании собственного опыта, утверждает, что т.н. "долгорез" вполне зависим от степени, а точнее, качества доводки кромки. Вот только алмазами это недостижимо, что веневскими, что какими другими.
basp07
Долгорез ножа, в общепринятом понимании, зависит от термички, а не от степени доведенной остроты.
) а алмаз 50/40 - ФОРЕВА!!!)
Alex Last
Вот только алмазами это недостижимо, что веневскими, что какими другими.
У вас есть примеры на этот счёт?
Alex Last"качества"-скорее,суммарных факторов,включая и заточной этап.
т.н. "долгорез" вполне зависим от степени, а точнее, качества доводки кромки
И не малая доля в "долгорезе",это-культура пользования инструментом. Наверняка замечали,что человек,начавший пользоваться хорошо заточенным клинком,через некоторое время,перестает сильно убивать кромку (правда есть и "не исправимые садисты" 😊 ).
Alex LastЗа долгорез отвечает та часть кромки, которая измеряется в соткам мм, которую в не должной терме, или мнет на сторону, или скалывает на нормальных углах, на чем то быстрее, на чем-то Чуть дольше, так что чем бы не затачивали-выхаживали- все будет бесполезно.
Вот только алмазами это недостижимо, что веневскими, что какими другими.
Так что проще выявить эту бесполезность алмазами- быстрее, без мучений.
Так что проще выявить эту бесполезность алмазами- быстрее, без мученийесть некая правда в словах ваших ))
tvy61на чем стоял- на том стоять и буду, как бы не банили.)
есть некая правда в словах ваших ))
StrayklДа примеры то - элементарные. Только все они для тех ножей и тех сталей, то есть для той "термички", которыми пользуюсь я - кухонной нержи от китайского пластилина до более качественного пластилина вплоть до трамонтины про и бергоффа гурмета. Если вам такие "термички" не по душе, то мы с вами просто говорим на разных языках о разных вещах, и это не означает неправоты ни вашей ни моей.
Alex LastВот только алмазами это недостижимо, что веневскими, что какими другими.
У вас есть примеры на этот счёт?
Так вот: примеры в том, чтобы обработать кромку, точнее как здесь правильно упоминалось, прежде всего ее последние доли миллиметров, микроподвод, упомянутыми камнями, и посмотреть на нее под микроскопом, хотя бы тем дешевым что использую я - китайским x100-x200. А потом немножко поработать этими ножами на кухне (культурно, естественно, как здесь только что тоже упоминалось) и еще раз посмотреть.
И понять, что алмазы ВСЕГДА образуют на кромке НАПИЛЬНИК с острейшими глубокими зубами. Что дает "шикарный" рез получившейся пилкой, вот только этот рез может жить довольно долго только на кромке с хорошей термичкой (о чем часто упоминают в тестах, расхваливая рез после алмаза). А на пластилине зубья пилы моментально заминаются и получается тупая пила, которая пилить уже не может, а резать так и вообще никогда не могла.
А борайд PC1200 и следом байкалит F800-F1200 / или микро-кварцит красный F800/ или Нортон HB6 F800-F1200/ или сланцы, их не упоминаю, я ими больше быстрорезы финиширую = > да все это еще и примененное несколько раз в течение жизни ножа, в результате раз за разом стойкость полученной острейшей кромки все растет и растет, а если ее еще по пути мусатить не алюмокерамикой, а тем же байкалитом, да не на скругленной грани, а на боку байкалитного камешка, то есть, полу-мусатить - полу-подтачивать, то все эти "пластилины" (при бережном использовании, конечно) из месяца в месяц демонстрируют все возрастающую стойкость, когда они просто НЕ ХОТЯТ уже тупиться, и заусенцев от работы на них образуется все меньше, и никогда не возникает повреждений нигде кроме микроподвода, и те легко исправляются байкалитами в несколько движений месяцами до необходимости легкой подточки на станке, да и та подточка затрагивает чаще всего только микроподвод. Любой пластилин живет практически вечно! Скорее, начинает волновать целостность ручек, а не лезвий.
У меня нет ни одного ножа с тем, что вы называете "хорошей термичкой". Разве что быстрорезы, но это не совсем то о чем вы говорите. И я не могу привести ни одного факта про них, уж извините. Мне нравится тратить имеющуюся денежку на хорошие камни и с помощью этих хороших камней и собственной выучки делать обычные ножи - хорошими. Потому все мои факты - только об этом.
Alex Last
Да примеры то - элементарные. Только все они для тех ножей и тех сталей, то есть для той "термички", которыми пользуюсь я
Потому все мои факты - только об этом.
)) Ешкин кот) Вы сейчас с кем разговаривали? Я вам другой вопрос задал)
StrayklВы задали вопрос по поводу фактов, когда достижение стойкости алмазами невозможно.
)) Ешкин кот) Вы сейчас с кем разговаривали? Я вам другой вопрос задал)
Я вам привел в ответ в виде фактов описание ситуаций, точнее конкретных пластилиновых сталей, для которых алмазами не может быть получена приличная стойкость в принципе, и для которых я получаю приличную стойкость природными камнями. Причем не просто рассказал об этом, а еще и постарался описать вам почему именно это происходит.
Alex Last
т.н. "долгорез" вполне зависим от степени, а точнее, качества доводки кромки. Вот только алмазами это недостижимо.
Мы же с этого начали? И я вас спросил про факты. А вы мне рассказываете про свой опыт. И вы сейчас на полном серьезе хотите сказать, что вот этот ваш опыт, на каком то пластилине, каких то китайцев, хоть что то значит?)
Ну или вы уже почувствуйте разницу между "недостижимо" и "у меня не вышло"
Alex Last
Вы задали вопрос по поводу фактов, когда достижение стойкости алмазами невозможно.
.
Это все туда же. Я вам такого вопроса не задавал)
Straykl1) Мой опыт представляет собой вообще-то как раз конкретные факты.
Мы же с этого начали? И я вас спросил про факты. А вы мне рассказываете про свой опыт. И вы сейчас на полном серьезе хотите сказать, что вот этот ваш опыт, на каком то пластилине, каких то китайцев, хоть что то значит?)
2) Весьма большое количество пользователей кухонных ножей используют недорогую нержавейку и среди них есть такие, которые интересуются как ее заточить чтобы она подольше была острой и не требовала особых усилий на то чтобы восстановить ее остроту. В моем понимании это - "долгорез" для таких ножей и он однозначно зависит от качества доводки кромки. Алмазы, равно как и эльборы для таких ножей противопоказаны.
3) В вашем понимании "долгорез" это исключительно пила, сделанная алмазами на стали с хорошей термичкой и вы с презрением относитесь к дешевым ножам без особой термички? Тогда мы просто говорим о разных долгорезах.
Как по моему, так мы оба уже полностью выразили свои мысли. Каждый - свою. Как мной уже было раньше замечено, мы просто говорим о разных вещах и на разных языках, это даже спором назвать язык не поворачивается. Те кто захотят понять мою точку зрения, вполне смогут это сделать, прочитав уже написанное мной, дальше писать бессмысленно - умолкаю. Успехов вам.
Alex Last
3) В вашем понимании "долгорез" это исключительно пила, сделанная алмазами на стали с хорошей термичкой и вы с презрением относитесь к дешевым ножам без особой термички? Тогда мы просто говорим о разных долгорезах.
.
)) Мама родная! Даже пронумеровали) Только не пойму откуда взяли всю эту хрень? Я никогда и нигде этого не говорил)
Ещё раз. Вы сказали - НЕВОЗМОЖНО. И на мой вопрос фактов о невозможности вы не привели. Только про ваш кухонный пластилин.
С опытом Чингачгука вы знакомы?
Straykl) а алмаз 50/40 - ФОРЕВА!!!)
Итить
Термисты панимаешь в бубен стучат -а вы это раз и 50/40 ))
20/14 рулит ))
Alex Lastэтот текст, скорее всего, относится и ко мне, как противостояние..на что я попробую дать объяснение.
1) Мой опыт представляет собой вообще-то как раз конкретные факты.
2) Весьма большое количество пользователей кухонных ножей используют недорогую нержавейку и среди них есть такие, которые интересуются как ее заточить чтобы она подольше была острой и не требовала особых усилий на то чтобы восстановить ее остроту. В моем понимании это - "долгорез" для таких ножей и он однозначно зависит от качества доводки кромки. Алмазы, равно как и эльборы для таких ножей противопоказаны.
3) В вашем понимании "долгорез" это исключительно пила, сделанная алмазами на стали с хорошей термичкой и вы с презрением относитесь к дешевым ножам без особой термички? Тогда мы просто говорим о разных долгорезах.
Как по моему, так мы оба уже полностью выразили свои мысли. Каждый - свою.
Не замечали ли Вы, что, если такие стали как трамонтина про серии, затачивать тщательно, но без микрофасок, то их кромку мнет так же на сторону и без разницы, на чем? Если да, по моему имхо, это из-за того что их термичка рассчитана под металл-мусат и это в идеале для серийки, когда нет "бубнов".
Подобное встречал и на элмаксе в серийке, на м390, на 95х18, на 40х13, аус-8 не зависимо от заточки- алмазы это. или камни.
Но есть и альтернатива, когда термичка позволяет обойтись без частого использования мусата, когда кромка в те сотки мм не мнется, находится на грани сколов, но не колется, на тех сотках мм
Эту грань встречал на той же удачной 50х14,65х13, 95х18, х12мф,ванадис-10, 110х18мшд, с90в, в разных термичках. Они и затачиваются по разному в ощущениях, на тех же алмазах.
Что касается "спецов", то это наши женские половины и от их работы ножами нам ни куда не деться, если не подобрать что-то надлежащее для редкого ухода за ножами, чтобы не заморачиваться микроподводами и остальным. имхо.
skvater
Что то ТС совсем мышей не ловит. Заходишь почитать про продукцию завода, а тут это
В данном случае идет обсуждение и заодно сравнение типов и техник ручной заточки на Венёвских алмазах с другими абразивами.
Думаю что это укладывается в рамки темы.
Мне кажется что эта тема уже давно переросла из специализированной темы про завод, в более объёмную тему про заточку на Венёвских алмазах с советами и рекомендациями от специалистов с большим опытом.
basp07Я не встречал ножей, у которых кромка не мнется или не скалывается. Весь фокус в том, чтобы это смятие или скалывание произошло как можно позже. В этом нам помогают определенные абразивы( у каждого на свой вкус).
когда кромка в те сотки мм не мнется, находится на грани сколов, но не колется, на тех сотках мм
Очень интересно посмотреть на нож который не затупляется))
basp07есть такое свойство материала, как нагортовка, которая тоже может создаваться или разрушаться во время финишной доводки клинка.
За долгорез отвечает та часть кромки, которая измеряется в соткам мм, которую в не должной терме, или мнет на сторону, или скалывает на нормальных углах, на чем то быстрее, на чем-то Чуть дольше, так что чем бы не затачивали-выхаживали- все будет бесполезно.
Так что проще выявить эту бесполезность алмазами- быстрее, без мучений.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
GukepshevПожалуйста.
Очень интересно посмотреть на нож который не затупляется))
Предпоследнее мое приобретение- ванадис10 в термичке Е.Палина, в твердости 64hrc.
Последнее- то же самое только в твердости 66, которое пока не опробовал, так как хотел "поиграться" со сведениями.
Нож именно режет долго за счет того, что микрозубцы не крошит и не мнет.
basp07
Пожалуйста.
Последнее- то же самое только в твердости 66, которое пока не опробовал.
Хороший пример)
StrayklНемного ранее приобрел 65х13 в твердости 60-61 и сравнивая ее с N690 от того же производителя, большой разницы в долгорезе не нащупал, но там были еще отличия в термах. Они оба хороши на кухне, но лигатуры по скотине не хватает.)
Хороший пример)
basp07
Нож именно режет долго за счет того, что микрозубцы не крошит и не мнет.
Точно так же у меня режет Рекс-121, тестировали на канате, отрезали определенное количество резов, измерили давление при перерезании эталонного каната. После этого нож еще резал и резал именно из-за зубцов образовавшейся пилы
volneb
После этого нож еще резал и резал именно из-за зубцов образовавшейся пилы
Хоть бы раз посмотреть на эту так называемую "пилу"
StrayklХоть бы раз посмотреть на эту так называемую "пилу"
А что там смотреть? Возьмите что-то высокованадиевое типа того же рекса или К390, заточите, поработайте на чем-то типа каната. В микроскоп будут видны сколы, у которых острые ребра. Т.е. та самая пила. Сейчас поищу фото



Первая картинка - 15В после заточки;
Вторая картинка - 15В после 500 резов;
Третья картинка - 125В после 600 резов.
Мне вообще вот интересно, кому первому пришло в голову сравнивать подобные деформации кромки с пилой, у которой, в отличие от подобной РК, "зуб" совершенно регулярный и более того - имеет определённую направленность, шаг, форму и размер, рассчитанные под конкретные материалы, по которым пиле предполагается работать.
На кромке нечто подобное можно образовать двумя способами - либо навести риски, образующие на кромке _регулярные_, повторяющиеся, "зубчики" очень сходной формы и размера (что обеспечивает высокая однородность работы абразива в первую очередь, однородность стали и умение заточника), причём, как у многих пил - направленные, а не какие попало, либо, если структура стали подходящая - обнажением структуры стали в зоне РК. Ну, и, разумеется, метода заточки и абразивы должны быть подходящие.
Вот это - похоже на пресловутую "пилку":

Вот это - тоже:

Это были "пилки", образованные рисками, с направленным, подобным по форме и размеру, регулярным "зубчиком".
А вот - мелкая "пилка", образованная в большей степени обнажением структуры стали:

А здесь комбинация и того и другого - практически, третий способ - это возможно, когда ширина\глубина рисок близка размеру превалирующего количества карбидов:

А нерегулярные явления и артефакты, деформации на кромке - на пилу совсем не похожи. Они никак не организованы, даже мало подобны по форме и размеру.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Добрый день! Не подскажите когда в вашем магазине будет в наличии полный перечень брусков в размерности 200/35/11? И когда появятся там же в продаже бруски 3/2-1/0 на новой связке?
oldTorПрошу меня простить, но первое применение слова "пила" в данном обсуждении принадлежит скорее всего мне. Под "пилой" я имел в виду как раз нерегулярные неровности на кромке, неизбежно возникающие после заточки на алмазах ввиду того что алмазы всегда создают то, о чем вы написали как "отдельные грубые риски, выходящие на кромку, являющиеся концентраторами напряжений и провоцирующие деформацию кромки".
Мне вообще вот интересно, кому первому пришло в голову сравнивать подобные деформации кромки с пилой, у которой, в отличие от подобной РК, "зуб" совершенно регулярный и более того - имеет определённую направленность, шаг, форму и размер, рассчитанные под конкретные материалы, по которым пиле предполагается работать.
Достаточно прочные стали (с хорошей термичкой) могут выживать в таких условиях и даже вполне конкурентно соревноваться в пресловутом резе каната с конкурентами, заточенными на природниках просто потому, что эта "нерегулярная пила" таки пилит, и может пилить долго, потому что разрушения кромки во время работы приводят к появлению дополнительных микрозубцов, зубцы получаются острыми, и так далее, пила "самовосстанавливается", что забавно, но тем не менее отчетливо видно по трем фото от volneb.
Другое дело, что весь мусор от подобного "восстановления" попадает в окружающую среду, и хорошо если это канат, а если это кухня? Это, кстати, еще один фактор, почему я люблю доводку на природниках: не только чтобы было острым долго и восстанавливалось быстро, а еще и чтобы кромка не крошилась в еду. Мелочь, а приятно.
Alex Last
Прошу меня простить, но первое применение слова "пила" в данном обсуждении принадлежит скорее всего мне.
Вы тут не при чём)
Про "пилу" на кромке говорят много и уже годами, причём часто обобщая под этим "термином" совершенно разные вещи и плохо соотносимые что друг с другом, что с реальном положении дел на конкретном клинке - я это имел в виду.
Есть понятия "зазубренная", "иззубренная" - вот это к кромке, получающей деформации от неоднородной обработки и\или далее в процессе поюза, неважно как следствие неоднородной обработки или условий поюза или и от того и от другого вместе - более применимо, кмк, нежели сравнение с упорядоченными зубьями пил, которые выполняются на таковых специально, рассчитаны по типу, форме, размеру, и под конкретные задачи.
😊
tender76
[QUOTE][B]vidbrusok.ru[/
Добрый день! Не подскажите когда в вашем магазине будет в наличии полный перечень брусков в размерности 200/35/11? И когда появятся там же в продаже бруски 3/2-1/0 на новой связке?
Полный ассортимент брусков появится в январе.
По брускам на модифицированной связке - пока они делаются только под заказ, с запуском их в серию придется подождать.
Alex Last
Прошу меня простить, но первое применение слова "пила" в данном обсуждении принадлежит скорее всего мне. Под "пилой" я имел в виду как раз нерегулярные неровности на кромке, неизбежно возникающие после заточки на алмазах ввиду того что алмазы всегда создают то, о чем вы написали как "отдельные грубые риски, выходящие на кромку, являющиеся концентраторами напряжений и провоцирующие деформацию кромки".
Достаточно прочные стали (с хорошей термичкой) могут выживать в таких условиях и даже вполне конкурентно соревноваться в пресловутом резе каната с конкурентами, заточенными на природниках просто потому, что эта "нерегулярная пила" таки пилит, и может пилить долго, потому что разрушения кромки во время работы приводят к появлению дополнительных микрозубцов, зубцы получаются острыми, и так далее, пила "самовосстанавливается", что забавно, но тем не менее отчетливо видно по трем фото от volneb.
Как раз это я и хотел продемонстрировать, а не пилу, которую специально делают на кромке
volnebНемного дополню, что касаемо веневцев. Действительно, после них агрессия присутствует на канате, но это мне не говорит о том, что канат- панацея для проверки долгореза ножа, так как на своем опыте убедился, что не все режет все, если режет канат дольше. Так, пару лет назад, м390 показала лучший результат из имеющихся, при сравнительно одинаковых сведения и углах, а на кухне, когда по всему, ее кромку сминало одной из первых. Переточки на камнях улучшений не дали ни по ней, ни по остальным, мнущимся. Большой разницы между веневцами и камнями,колящейся на морозе в определенной термичке х12мф так же не обнаружил- если получает микросколы, т.е. сыпется, то проще поменять нож, чем подбирать что-то под него.
А резать ножом можно что угодно, после того канатного теста, нож резал офисную бумагу практически без заторов
Трамонтина увеличивала стойкость вдвое только при наведении на ней микрофаски.
В Палушкино, на научно-практической конференции состоялось тестирование стойкости РК в вариантах заточки углеродистой Моры в нержобкладках.
Мора заточка...японские водные камни
канат 37мм Майкопский
НУ - 1,7
40резов - 8,5кг
Полный сет от Эмилио Казанова
Карбид кремния #220 (далее кк)
Кк #1000
Водный камень suehiro #1000(далее ВК)
Вк suehiro #3000
Вк suehiro #3000+томонагура kasumi #5000 (далее ТН)
Вк kasumi #5000+ТН #3000
Вк kasumi #5000+ТН #5000
Вк kasumi #5000+ТН #10000
Вк kasumi #10000+ТН #5000
Вк kasumi #10000+ТН #10000
Паста luxor 1 микрометр (далее мкм)
Паста luxor 0.5 мкм
Паста luxor 0.3 мкм
Паста luxor 0.1 мкм =~#150000grit
канат 37мм Майкопский
НУ - 1,1
50резов - 5,5
65резов - 7кг
Заточка Игорь Лукинов(Чингачгук).
Наш краснолицый заточник выложил материалы по заточке. Теперь и я, бледнолицый, выложу свои фото. В Полушкино был притащен цифровой USB микроскоп DigiMicro prof и сделаны некоторые фото подводов/РК. Увы, мой первый "блин" вышел комковатым, не хватает логики и полноты Попробую в следующий раз (надеюсь, он обязательно состоится в следующем году) исправиться.
Итак, старый нож Романа из стали Vanadis 10. Увы, есть фото только после этих самых 400 резов.
Деформаций РК не видно. Говённое качество оптики микроскопа (китайчатина, сэр!) не обеспечивает нормального разрешения, поэтом разглядеть детали невозможно.
Теперь ещё одно фото второго романова ножа из CPM S125V.Тут есть фото после заточки. Увы, после реза нет.
Для меня осталось непонятным, причём совершенно непонятным, следующее: после алмазных брусков на подводах остаются довольно грубые риски, выходящие на РК. НО: нож острый и заточка держится баснословно долго.

Ну и что?
chingachgook
На фотках видны паразитные глубокие риски выходящие на РК.
Ну и что?
Для реза канатов, особенно высокованадиевыми сталями - полагаю, что "ничего". Работает ведь для такого типа тестов - ну и окей.
Ибо "Результат любого исследования определяется поставленной задачей и методикой измерения"(с)
😛
Лично для меня, как человека, затачивающего с подходом к минимизации в течении длительного времени износа РК и клинка в целом, утОчки его, могущего затачивать различный инструмент, и в т.ч. ножи, предназначенные для своей специализированной области - это халтура.
Но, заметьте, я не вкладываю в это словечко какой-то негативный оттенок - халтура в некоторых случаях оправдана и нужна, так как экономит много времени и сил, особенно если ножом далее работают в условиях, где нет возможности, условий, средств, умений наконец, править клинок тщательно, а значит большую часть времени между переточками, клинок будет работать с качеством кромки после правок. А часто в таких условиях - правка делается достаточно вандальными для РК средствами и способами.
Потому, идею переносить выявленные отдельно взятым типом тестов аспекты, как руководство к тому, "как правильно затачивать", на все типы и виды ножей, и области их применения, а также стали, геометрию и пр., не говоря о прочем режущем инструменте - считаю не верной и вредной.
Разный инструмент (и разные ножи) считаю правильным затачивать с учётом их специфики, под задачи и условия эксплуатации и под _уровень юзера_. А значит, занимаясь заточкой, уметь выполнять разную. В том числе и халтуру и тщательную заточку.
В мире существует и то и другое и пятое и десятое, одним людям и под одни задачи нужно одно, другим - другое и т.д.
И единого "верного для всех пути" - не существует - "один для всех верный путь" это выдумка либо глупцов, либо хитрых сволочей, как показывает история и здравый смысл.
chingachgookА то, что из темы в тему, даже в этой, эти риски здесь не признают- с ними борятся как с паразитами, а тех кто что-то режет еще после алмазов, похоже, что считают изгоями и активно с ними так же борятся, баня при каждом удобном случае.
На фотках видны паразитные глубокие риски выходящие на РК.
Ну и что?
Выложу свои фото ножа после забоя скотины, ранее заточенного на веневцев, а после еще две недели спокойно проработавшего на кухне после правки на китайском рубине в пару движений. Нож так и не сел- это и был тот ванадис в 64hrc.
Начало было чуть ранее, но можно глянуть с поста- 2855 из темы:
forummessage/5/1940
"Originally posted by Б.Виктор:
Потому, что мы режем не помидор, а доску и стали предназначенье для резцов по металлу и штампов не могут держать тонкую кромку, стали для бритв и ножей, напротив
Это не совсем верно, так как этот нож до кухни участвовал как основной в разделке туши чистым весом в 250кг и выполнил основную работу. При этом он успел порезать глубоко палец резчика где-то в середине процесса- "бритвы" ему хватило. Довел его только дома до чистого реза бумаги китайским рубином, доведенным на КК400 и слегка почистив арканзасом.
Не думаю, что "стали для бритв и ножей" на это способны в сведении 0,6-0,8 и полном угле в 42градуса. Кромка еще чиста- нет ни замятий, ни сколов, но есть износ рк, который не позволяет в одно движение прорезать кожицу помидора."
Потом от меня было фото по запросу, где максимальное повреждение в высоту 0,02мм в пару точках (пост-2860).
На фотках видны паразитные глубокие риски выходящие на РК.То есть не важно на чем затачивать, на "золотом" алмазе, на алмазе на модифицированной связке, брусками типа DMT или на притире с пастой? Результат при резе каната будет идентичным? Просто, некоторые камрады, вдруг стали утверждать, что главное термичка и заточка ни на что не влияет.)) Даже исходя из ваших тестов, разница при заточке разными алмазами видна. Так за счет чего достигается выигрыш в количестве резов при заточке разными алмазами? Почему Вы назвали свой брусок "золотым" и чем заточка на нем, выгодно отличается от заточки на других алмазах?
Ну и что?
Ну хорошо. А результат данного теста для вас неожиданный или ожидаемый?Мне было интересно и продолжает оставаться интересно сравнение стойкости РК при резе каната(я больше ни чего не понимаю), в заточке разными абразивами.
Я сравнивал в разных заточках и искусственными камнями, и натуральными камнями но, я не умею затачивать натуральными камнями и всякими там карбидами кремния и оксидами алюминия. Поэтому мне было интересно привлечь людей, которые это делать умеют.
Предложение остается в силе, ко всем кто готов принять участие в эксперименте.
Лично в моей заточке алмазы всегда выигрывают у натуральных камней и АО и КК.
Брошен вызов,господа теоретики.Я так понимаю.Кто готов его принять,заточить нож на синтетике,натуралах и показать преимущества?Мора,это не высокованадиевый монстр.
Да пожалуйста))) https://www.youtube.com/watch?v=tUsW7-yR8hw и таких видео можно найти при желании кучу. лень искать видео поляка(не найду наверное уже) где он нож заточил на арканзасе и тот у него резал и резал в сравнении с алмазом. Может лучше, чем заниматься бесполезными батлами, в которых победитель заранее известен, обсудить характеристики конкретного абразива? давайте религиозные войны оставим для других и будем заниматься обсуждением алмазных брусков конкретного производителя. так сказать бороться за качество выпускаемой продукции.))
GukepshevДа пожалуйста))) https://www.youtube.com/watch?v=tUsW7-yR8hw и таких видео можно найти при желании кучу. лень искать видео поляка(не найду наверное уже) где он нож заточил на арканзасе и тот у него резал и резал в сравнении с алмазом. Может лучше, чем заниматься бесполезными батлами, в которых победитель заранее известен, обсудить характеристики конкретного абразива? давайте религиозные войны оставим для других и будем заниматься обсуждением алмазных брусков конкретного производителя. так сказать бороться за качество выпускаемой продукции.))
И это истина? 😊 Почему то уверен,что Дмитрий не согласится на сравнение результатов в своей заточке и заточке Игоря.(Могу спросить кстати).А видео с разным результатом всяких хватает 😊 .Провести сравнение в общем то не мешает никак обсуждению алмазных брусков конкретного производителя 😀
А камраду Эмилио Казанова действительно респект.
То есть не важно на чем затачивать, на "золотом" алмазе, на алмазе на модифицированной связке, брусками типа DMT или на притире с пастой? Результат при резе каната будет идентичным........ Так за счет чего достигается выигрыш в количестве резов при заточке разными алмазами? Почему Вы назвали свой брусок "золотым" и чем заточка на нем, выгодно отличается от заточки на других алмазах?Я говорю только об алмазах на бакелитовой связке.
И, по моему мнению, выигрыш достигается именно за счет бакелитовой связки, а Веневский завод, при всех претензиях к качеству, остается на сегодняшний день лидером, если не монополистом в этом вопросе.
Что же касается "золотого" алмаза, то по странному стечению обстоятельств он показывает фантастические результаты, на сегодня Веневский завод сумел изготовить алмазы на новой связке, они были мной испытаны и показали очень похожий результат, уступив может 2-3 процента золотому алмазу. Теперь только дело за серийным выпуском, но это уже вопрос бизнеса.
GukepshevКто посмел?)))
И не нужно мне доказывать, что я купил конфетку, а не что-то другое))
GukepshevДалеко не каждый)Если Вам не интересно,это не значит,что не интересно никому.И войн я никаких не вижу.Игорь предложил-может кто согласится?
Так каждый для себя это сравнение уже провел и сделал выводы.
Да пожалуйста))) https://www.youtube.com/watch?v=tUsW7-yR8hw и таких видео можно найти при желании кучу. лень искать видео поляка(не найду наверное уже) где он нож заточил на арканзасе и тот у него резал и резал в сравнении с алмазом. Может лучше, чем заниматься бесполезными батлами, в которых победитель заранее известен, обсудить характеристики конкретного абразива? давайте религиозные войны оставим для других и будем заниматься обсуждением алмазных брусков конкретного производителя. так сказать бороться за качество выпускаемой продукции.))К большому сожалению очень многие участники данного форума и смотрители ютуба не понимают разницы между настроенной шкалой и просто резом каната разными людьми.
Лично мне, гораздо интересней узнать, как заполучить в свои руки, тот самый "золотой" брусок(или что-то похожее на него), а не то барахло, что я купил)) И не нужно мне доказывать, что я купил конфетку, а не что-то другое))Для этого и нужно сравнивать по настроенной шкале. Представители Веневского завода были заинтересованы в таком сравнении и в некоторой степени именно по результатам таких сравнений принимали решение отказаться от связки, которую планировали изначально. Еще раз повторю, алмазы равные "золотому" изготовлены, ими резался канат, результаты сопоставимы. Теперь вопрос за заводом, пожелаем заводу в этом успехов.
Далеко не каждый)Если Вам не интересно,это не значит,что не интересно никому.И войн я никаких не вижу.Игорь предложил-может кто согласится?Ну как это войн не видите? Люди до того это близко воспринимают, что вот-вот перейдут на взаимные оскорбления. Зря Вы так, войны ого-го какие тут!)) соревнование конечно же хорошо и даже очень интересно. Но что-то мне подсказывает, что заточи Игорь кирпичом, в сравнении с мой заточкой например, то один черт его заточка победила бы на канате (опыт и знание предмета). Так что выводы каждый для себя должен сделать сам, а не человек из телевизора. Поэтому и утверждаю, что обсуждать нужно параметры конкретных брусков определенного производителя и, почему эти параметры не идентичны у разных пользователей. А у кого писька длиннее, думаю не так важно. У одного алмазы дают преимущество, а у другого нет, и батлы здесь ничего не докажут.
chingachgookНовые бруски какой зернистости оказались сопоставимы "золотому"?
Еще раз повторю, алмазы равные "золотому" изготовлены, ими резался канат, результаты сопоставимы.
Новые бруски какой зернистости оказались сопоставимы "золотому"?3/5
chingachgook
Весь прикол в том, что повышение гритности на Веневских алмазах привело к снижению стойкости РК.
А разве у "золотого" не самая высокая гритность на старой связке?
А разве у "золотого" не самая высокая гритность на старой связке?На новой связке бруски работают еще тоньше.
Не все золото, что блестит- не этикетка на стали дает преимущество в долгорезе ножа в обиходе, а голова термиста, который из этой этикетки слепил что-то стоящее.. будь то ванадис, будь-то 65-ка и никакие камни, или алмазы, не дадут того, что даст термичка для этого.
А у Вас есть Шаптон 30000 для апекса? Если нет, могу дать. Проведёте тест?
А у Вас есть Шаптон 30000 для апекса? Если нет, могу дать. Проведёте тест?Так, мысли в эфире концентрируются с фокусируются. Да, согласен. Сравню на этой же Море и каком-нибудь порошке помягче, ну и обязательно в сравнении с Веневскими алмазами.
После 7 января буду в Москве, тогда и созвонимся. Мой телефон 8 917 пять сотен 64 три четыре.
chingachgookПосле 7 января буду в Москве, тогда и созвонимся.
Договорились. Спасибо) Я позвоню
SokolovVA
Shapton проиграет.
Делайте ставки) Почему так считаете? Какая теория/практика об этом говорит) Мне кажется что это просто не логично
Почему так считаете?Слишком тонкая будет кромка.
Особенно с 30,000 - он мягко говоря не идеален.
т.е. формально он 0,5 микрон но тут как с алмазами - они не 0,5 микрон а 1/0,5 а это двойной прыжок. а по факты есть какой то процент и тройного прыжка ар зерну. Т.е. формально там и 2 микрона таки есть. И получается что вроде зеркало увеличивается до заявленного 30000 а празитная риска те же 12 есть в наличии. Так что... это может быть как и плюсом так и минусом. (на монстрах наверное плюсом относительно вашего алмаза а на простушке минусом)
ЗЫ никакая притирка этого не меняет.
Реально качественнее 30,000 шаптоны стеклянные но в бланках они стоят астрономически и вроде у обычных смертных не встречаются 😊
ЗЫ если уж пробовать то надо расширить на разные направления.
зы я бы в качестве финиша как от синтетиков оставил Чосеру 10.000
Так же вроде вы хотели рубин доведенный попробовать? (после результатов Лехи33 - но он так хорош вроде только на монстрах - на простых сталях замазывает риски)
А по алмазам.
у япов существую алмазы от микрона и ниже но в бланках не бывают - только в кирпичах. И купить их почти нереально. Те же нанива даймонд 10,000 грит
Пробовал. Чистые рез зернышко к зернышку без единой паразитной риски. В принципе такой же результат дает алмазная пленка 1 микрон но на зерно ей не поработаешь... подрезает
ivan-3
С шаптонами не все так однозначно.
Особенно с 30,000 - он мягко говоря не идеален.
Ну и ладно) С веневцами неоднозначности думаю поболее будет. Тем и "заруба" интереснее. Кстати, у меня Шаптон Про. Не знаю чем он от Шаптона отличается. Практически не пользовался
Из 30.000 существуют шаптоны серии гласс стоун - на подложке из стекла нанесен слой абразива всего 5 мм. (ну т.е. очевидно даже если захочешь то не сточишь 25 мм камня 30000 грит ни за одну ни за две жизни). Но они и стоят чудовищно и порезать почти нельзя. Там выход 3 бланка будет с камня при цене оного под пол кило 😊) да еще и стекло треснуть может да еще и прибыль надо.
Так они еще и делятся на две подсерии одна для углеродки другая не для нее.
Хотел уточнить. Алмазы новые сделанные равные 'золотому' в размерности 3/5 или 3/2?3/5
Могу предложить для теста свою Мору

Углеродка. Без обкладок. Длина клинка 15 см. Привезена из Швеции)
Чтобы меньше сомневающихся было
Но тут череда праздников, дети с внуками приехали надо было салатик накромсать. Есть у меня нож кухонный с ярко выраженной двузонностью, половина лезвия одна зона, вторая половина совсем другая зона.
И решил я покромсать ингредиенты на салатик этим ножиком и заточить его строго двузонно: первую зону натуральным камушком, вторую зону строго алмазами. Первую зону проточил ИСМ до10микрон, потом Вашита, потом Блектранслюсент(КК800), потом Блектранслюсент(КК1200), потом по пять проходов на чистой коже. Вторую половину чисто алмазами все новые алмазы, финиш 3/5 на новой связке.
Всего 5кг салатика типа Столичный, иногда известный под именем Оливье.
Три реза первой зоной - три реза второй зоной, и так все 5кг.
Однозначно можно сказать:"режет ощутимо дольше чем..." на 5и кг выявить не удалось.
А вот зона, заточенная алмазами режет ощутимо лучше, чем зона заточенная натуралами. И от этого не уйти, не деться.
Всех с новым годом!
Всем новых острот!
Как я понял оптимально иметь 2 брусочка 100/80-50/40 и 20/14-7/5. Но вот вопрос, с каким содержание алмаза лучше взять (25-50-100%) и по ширине бруска не определюсь 200х35 или 200х80 для кухонных клинков 12-18 см.Вы правильно поняли,этих брусочков вполне хватит для заточки и поддержания остроты.Я пользовался брусками с содержанием 25% вполне хватает. Размер 200х35 мм.
А если к ним ещё один на новой связкеНа новой,это какой? На Арсенале в 2016 году приобрел у них камень 3\2-0\1 работал хуже чем мой старый 7\5.
Straykl
Два выше упомянутых брусочка это будет хорошо. А если к ним ещё один на новой связке, то это будет шикарно
Новая это какая и какая была) и почему к ним (старая+новая)?
voldemar70.01
Я пользовался брусками с содержанием 25% вполне хватает. Размер 200х35 мм.
Благодарю. А сейчас не пользуетесь? Если взять 100% от этого выиграю в качестве?
А сейчас не пользуетесь?Сейчас я переел на эльборы.Веневцы лежат как вспомогательный вариант.
Если взять 100% от этого выиграю в качестве?Что вы подразумеваете под словом качество?
voldemar70.01
Что вы подразумеваете под словом качество?
срок жизни бруска, скорость засаливания, скорость\удобство заточки
срок жизни бруска, скорость засаливания, скорость\удобство заточкихватит на долго,скорость засаливания невысокая,по скорости 100% работают быстрее,но качество заточки все равно зависит от вас.
ivan-3Shapton в последнее стремительно теряют рынок. Тот же Shapton Glass полностью прекратили продавать на японском рынке из-за снижения спроса до нуля. Shapton Glass 30К - это такая же смесь мелкого и крупного абразива, как и Shapton Pro 30К. При его цене это вообще говоря большая наглость. На фоне общего тренда увеличения чистоты абразива и снижения стоимости, Shapton только повышает цены. На что они расчитывают, я не понимаю. Chosera 10К продается в японской рознице по 60$, Сигма 13К 75$, сверхчистый Gokumyo 20К 250$, а Shapton продолжает толкать свои ненастоящие 30К по 370$.
Из 30.000 существуют шаптоны серии гласс стоун - на подложке из стекла нанесен слой абразива всего 5 мм. (ну т.е. очевидно даже если захочешь то не сточишь 25 мм камня 30000 грит ни за одну ни за две жизни). Но они и стоят чудовищно и порезать почти нельзя. Там выход 3 бланка будет с камня при цене оного под пол кило ) да еще и стекло треснуть может да еще и прибыль надо.
Размер 200х35 мм.А если кроме кухонных захотите что то заточить то 35 ой как не удобно, а иногда и просто не возможно ))
tvy61
А если кроме кухонных захотите что то заточить то 35 ой как не удобно, а иногда и просто не возможно ))
Это выходит, что все что я затачиваю, или не удобно или не возможно?)
Это выходит, что все что я затачиваю, или не удобно или не возможно?)Ну наверное все что вы затачивали это не все что приходится точить ))
Хотел бы я увидеть, как бруском шириной в 35 мм вы точите например бенча 710, с его вогнутой рекурвой даже брусок 20 мм только краями берет ))
А ножей с подобной геометрией совсем даже не мало..
tvy61А ножей с подобной геометрией совсем даже не мало..
Ну во первых, их мало. Даже очень мало по сравнению с ножами без рекурвы. И заточка таких ножей это отдельная песня) А во вторых, ширина плоского бруска для рекурвы значения не имеет. Не годятся они для рекурвы вообще)))
И я надеюсь, что до вас дошло, что когда идёт речь о плоских брусках, то о ножах с рекурвой речи не идёт
И я надеюсь, что до вас дошло,
я вроде вежливо общался (( да и не новичок я в заточке..
Я просто не сильно понимаю плюсов 35-ой ширины по сравнению с 20-25, по мне так сплошные недостатки, поэтому и написал
Может конечно дело привычки..
tvy61я вроде вежливо общался ((.
Вы просто глупость написали в адрес собеседника. С улыбочками. А это не вежливо))
StrayklВы просто глупость написали в адрес собеседника. С улыбочками. А это не вежливо))
Юрец,ну не глупость.Я свои алмазы тоже Уже попилил,мне удобней.Камраду видимо тоже.Он и спросил.А ты в штыки да про под..бку сразу подумал.Без улыбочек.
ruazan 1972Юрец,ну не глупость.Я свои алмазы тоже Уже попилил,мне удобней.Камраду видимо тоже.Он и спросил.А ты в штыки да про под..бку сразу подумал.Без улыбочек.
Рузанчик, что же ты лезешь везде?))) Мне побарабану что и какому камраду удобней. Причём здесь я и заточка рекурвы веневскими алмазами? Он же мне это начал втулять. Я ему объяснил это. А ты как всегда))) Не надоело?
ruazan 1972да, с ним обычно не до них.
Без улыбочек.
Например, мне удобнее всего использовать ширину 75-80 мм, но всегда под рукой лежат бруски шириной 50 мм и 15-20 мм.
75-80 мне нравятся потому, что на них быстрее и проще выходит качественная заточка в моих руках, но не все работы удобно или возможно выполнить на них.
Если Вам нравится какой либо размер, значит у Вас на нем получается проще и быстрее, чем на другом. Но это не значит, что остальные размеры плохи! Это лишь значит, что остальные размеры вы не освоили...
Удачи вам в новом году! Пусть в новом году у вас появятся все размеры любимых брусков! Желаю, чтоб в этом году вы поняли магию каждого размера...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
777White
Зачем их выравнивать, не могу понять..
Что бы ровные были, раз завод считает что кривые бруски соответствуют ГОСТам.
minohodЧто бы ровные были, раз завод считает что кривые бруски соответствуют ГОСТам.
Мне тоже эти ГОСТы кажутся странными. По той-же причине и русские машины не в почёте (надо дорабатывать до определенного качества).
А вообще если и есть эти ГОСТы то они как минимум промежуточные и требуют остальных ГОСТов. Я как токарь и фрезеровщик. Если есть тех задание сделать прямые линии прямыми - то они должны быть прямыми. Это все из-за удешевления производства. хотите равняйте сами. Я лучше сам чем за деньги)
Voy50на пластилине производительности на них не заметил.
В общем и целом норм алмазы. Для говноножей самое оно.
Интересное дело, попробую на разных твердостях, сравню, сделаю видео, поделюсь.
Voy50Имхо производительность их зависит только от скорости засаливания. На пластилине камень забивается мгновенно, производительность ноль. А чем тверже сталь - тем меннше засаливание - тем быстрее работает алмаз. Попробуйте стекло поточить для интереса - как масло грызет 😊
я точил старый дедов нож из какой-то стали, которую не брал руби 150. Производительность прекрасная. И какой-то российский нож не знаю из чего, но твердостью явно меньше 58. Я подумал, что слабая производительность, сильно ниже лански, из-за того что это мой первый раз с этими камнями.
Интересное дело, попробую на разных твердостях, сравню, сделаю видео, поделюсь.
MegaZur
На пластилине камень забивается мгновенно,
А если на камень добавить маслица, то он не забивается вообще
MegaZurЧтобы контролировать засаливание на алмазах,достаточно поддерживать количество жидкости(на поверхности камня),способное справиться с удалением снятого металла.
На пластилине камень забивается мгновенно, производительность ноль. А чем тверже сталь - тем меннше засаливание - тем быстрее работает алмаз.
На скорость работы алмаза,в большей степени,влияет манера работы на нем.
MegaZurя с маслом лански ими пользуюсь, проблем с засаливанием нет.
Имхо производительность их зависит только от скорости засаливания. На пластилине камень забивается мгновенно, производительность ноль. А чем тверже сталь - тем меннше засаливание - тем быстрее работает алмаз. Попробуйте стекло поточить для интереса - как масло грызет 😊
Это бруски такие, у них есть "особенности"чем это объясняется, что они плохо доводят углеродку?
углеродки не любят алмазы, стойкость падает, могут микровыкрашивания донимать
я не заметил каких либо недостатков на углеродках при заточке веневскими алмазами, это и хитачевские "бумаги" и финская UHC и ШХ15, на всех веневцы ведут себя вполне предсказуемо, никаких выкрашиваний и потери стойкости я не заметил, хотя конечно сравнительных тестов не проводил..
Да, камни 25 процентные
Cthutq1Вот это интересно, скоро придут новые 5/3 и 2/1. И вот если они треснут, это будет аут
Гуру Игорь в видео показал что новая связка трескается
это будет аут
Так oldTor же уже выкладывал фото треснувшего бруска, не думаю, что он шутил)) Пока человек 10 не отпишется положительно, не куплю!(4 старых бруска уже есть, надоело тестить)))

Вот скрин трещин из его видео
Cthutq1
78802250
Я так понимаю, что бруски в серию еще не запущены? Поэтому покупка таких брусков осуществляется на свой страх и риск. Претензии можно предъявлять, только когда бруски пойдут в серию, а сейчас лоторея.
GukepshevВот это я пропустил
Так oldTor же уже выкладывал фото треснувшего бруска
GukepshevНе согласен. Я предьявлю если что и до звезды, в серии они или нет
Претензии можно предъявлять, только когда бруски пойдут в серию
skvater
Не согласен. Я предьявлю если что и до звезды, в серии они или нет
Согласен, с Вас же взяли деньги? Ну те кто поведал миру о треснувших брусках, их не приобретали? Они выступили в качестве тестеров. И странно, что такие косяки не обсуждаются приватно. Своеобразный конечно отдел маркетинга на данном предприятии))
GukepshevКонечно. Один брусок уедет Алексу в Германию и два для меня
с Вас же взяли деньги?
GukepshevНасколько я знаю, нет
их не приобретали?
skvaterДороже чем старые? Какая цена и в каком формате бруски?
Конечно. Один брусок уедет Алексу в Германию и два для меня
Gukepshev
Дороже чем старые? Какая цена и в каком формате бруски?
Примерно на 25% дороже старых, формат односторонние на апексных бланках
skvaterСделанных на заказ и серийных?
Примерно на 25% дороже старых,
Как то некорректное сравнение........
vkuzma
Сделанных на заказ и серийных?
Как то некорректное сравнение........
В смысле? Вопрос был, на сколько новые бруски дороже старых - на 25%, в чем не корректность?
skvater
Вот это интересно, скоро придут новые 5/3 и 2/1. И вот если они треснут, это будет аут
)) Да они так трескаются, как я балерина. Не проблема это у веневцев. Во всяком случае для меня
Получил конечно не супер, но вполне работоспособные, а главное нужной мне зернистости. Да,и вполне сносно работают из коробки, без дополнительной притирки.
СПАСИБО!
PS/ по алмазному бруску 200х35х10 40/28-5/3 вообще никаких нареканий. Всё супер!
vkuzmaВам везет, я тоже заказывал бруски, но односторонние 5/3 и 2/1 (2 шт.). Все три бруска с ямами или седлами, у двух еще и поверхность была царапана. Я не в качестве претензии, просто факт. Выравнивал и доводил их на порошках - стандартная процедура, минут по 10 на брусок ушло
Да,и вполне сносно работают из коробки, без дополнительной притирки
FullNaga35
Когда в продаже появятся бруски на новой связке 5/3 ?
Присоединяюсь к вопросу. Есть перспективы на 2018 г?
vkuzmaЭтот брусок уже на новой связке? Какой концентрации?
PS/ по алмазному бруску 200х35х10 40/28-5/3 вообще никаких нареканий. Всё супер!
L_YVНа старой. 100%.
Этот брусок уже на новой связке? Какой концентрации?
На заказ
Cthutq1Отчасти прав.
Уже напоминает совдеп где то берут из под полы.
Второй брусок 165/125-125/100 действительно пришел "совдеповский", 2016 года изготовления, малость поведенный. Но при данной зернистости править не стал. Зачем зря стирать рабочий слой? Какая хрен разница чем снимать "мясо", ровным бруском,или с седлом-ямой. Конечно приятней работать идеалом, но на конечном результате не скажется.
Cthutq1Спишитесь с Александром (vidbrusok.ru)что нужно. Если есть возможность то поможет, не откажет. 😊
Можно прояснить что на сегодняшний день есть и где взять ?
Вы поработали и оно устаканилось
Вы притирали специально на притире
Вы использовали карбид кремния
Вы иголкой под микроскопом выковыривали алмазы 😊
Просто хочу понять что такое притирка для ввода встрой того, чего пока нет 😊
Cthutq1Это выравнивание плоскости бруска и последующее доведение ее до необходимой шероховатости. Это необходимо т.к. бруски идут кривые, с грубоватой поверхностью, иногда царапанные. Из коробки бруски с мелким зерном не покажут хороший результат
Просто хочу понять что такое притирка для ввода встрой
tvy61
требуется притереть брусок 7\5, посоветуйте порошок плиз..
Я на 600 порошке притирал, выравнивал конечно с более грубого. Хотя бы с 320
Простите, пожалуйста. Вы алмазные бруски выравниваете?100/80-50/40 нет не выравниваю.
3/2-1/0 выравнивал один раз в самом начале, потом нет.
Бруски ВИД есть, но я ими не пользуюсь почти. Да и поверхность у них более менее нормальная попалась.
Voy50Веневские и ДМТ это разные продукты в принципе. ДМТ там монослой на гальванической подложке (его нельзя выравнивать), а веневские это бакелитовая связка достаточной толщины в которой замешаны алмазы (как кунжутные орешки в шоколадке)
алмазами только от лански и дмт и они не предполагали выравнивания

)))

У меня есть 160/125, я им фаску формирую, так сожрался в середине почти в половину, выравнивать не хочу, вроде ни как не напрягает..
Но 7/5 это не 160/125, желательно что бы хоть приблизительно ровный был, а то сильно кривоват ))
Спасибо за подсказку!
skvater
Это выравнивание плоскости бруска и последующее доведение ее до необходимой шероховатости. Это необходимо т.к. бруски идут кривые, с грубоватой поверхностью, иногда царапанные. Из коробки бруски с мелким зерном не покажут хороший результат
Очень понравился брусок 2/1 на новой связке.
Снял фаски по бокам китайским алмазом.
Выравниванием не заморачивался .
Точил с90в на 60 нрс.
По грызучести сравнил-бы с винтажными(желтоватыми) транс.арками от Нортон.
Точил с повышением угла на 2 градуса после алмаза 10/7.
alex-iceОчень понравился брусок 2/1 на новой связке.
По грызучести сравнил-бы с винтажными(желтоватыми) транс.арками от Нортон.
Это как так? Т.е. алмаз не быстрее арканзаса? Нонсенс какой-то. Правильная синтетика всегда быстрее работает... И не понятно, как арк и алмаз сранивался...
nullikЭто как так? Т.е. алмаз не быстрее арканзаса? Нонсенс какой-то. Правильная синтетика всегда быстрее работает... И не понятно, как арк и алмаз сранивался...
Алмаз конечно быстрее транс.арка.
alex-iceАлмаз конечно быстрее транс.арка.
Тогда, что подразумевается под словом грызучесть?
Она должна быть сухой?
И растирают, чтобы избавиться от комкования и разбить агломераты зёрен. Разбавляя водой это сделать труднее, связка пасты не расходится так хорошо и однородно, а если наносить на относительно мягкий и\или пористый материал, то тем более говорить о равномерном распределении пасты не приходится.
И такая ситуация в т.ч. с кучей паст, которые называют "водорастворимыми".
Меня просто удивила фасовка. Зачем пасту выпускать в шприце, если её невозможно оттуда выдаваить =)
alex-iceА зачем при доводке нарезать углы?
Алмаз конечно быстрее транс.арка.
У этого ножа угол заводской заточки был 30(причём заточка была кривая)-поэтому и сделал микроподвод на 37,под правку на 40.
7/5 камень,из опыта и не должен сразу давать зеркало,засаленный,со временем дает,или выровненный и спастой,производитель рекомендует алмазную того же номинала,можно и что под рукой,типа гои или диалюкса хотя бы.А новый вряд ли.Надо конечно посмотреть на кромку с увеличением,если он паразитных рисок не дает,риски примерно однородные-значит все норм.
Про размер не понял?Тебя обманули?Вместо 200 прислали 120?Или сам такой размер заказал?Короче не понял я с размером.
Что теперь ждать когда засалиться?
Еще какую то пасту использовать?
Называется отдал кучу денег и получил проблему.
Лучше б купил еще алмазный китайский нормального размера и несколько квадратных метров наждачки разной.
Хотел же взять 1/0, нет мне кто то тут еще насоветовал 7/5 взять, ппц.
Брал 120 размер, потому что нормальный размер еще дороже.
И думал эффективно будет работать. На самом деле не лучше китайского он снимает, только еще и неудобно клинок более 9см точить.
Один этот чехол прозрачный уже потрескался и с дыркой, на выброс, прошло месяца три как получил, что это за чехол...
777WhiteИ чуда бы не произошло..... 😊
Хотел же взять 1/0, нет мне кто то тут еще насоветовал 7/5 взять, ппц.
Voy50
ну на самом деле, вполне обычное желание, хотеть что бы инструмент работал сразу или хотя бы сразу после подготовки(выравнивания). Ждать, когда там чего-то засалиться недопустимо ни при заточке для себя, ни для клиентов.
Так ждать не надо,пастой чуть намазали и вперед!хоть алмазной,хоть диалюксом или гои.Да и зеркальная поверхность не для каждого камня показатель.У меня по прошествии времени после 50/40 уже чуть зеркалит,после 28/20 заметно сильнее.Стали ли камни лучше работать?Не заметил,по ощущениям так же ,как и раньше.
Вон человек пишет, купил наждачку работает, купил алмаз - нет. Я вот про это.
Voy50
Ну так пусть с завода намазанные и ровные выходят. Вот радость, купить и сидеть ровнять, а потом пастами мазать. В этом, кажется, и есть основное недовольство.Вон человек пишет, купил наждачку работает, купил алмаз - нет. Я вот про это.
Так в шапке все написано,продублирую
2. Вопрос про однородность зерна и перепутанную маркировку зернистости брусков.
Так же довольно часто встречаются претензии, связанные с тем что бруски с зерном алмаза 7/5, 3/2, 1/0 мкм, дают более грубую риску при полировке. Чаще всего эту проблему путают с перепутанной маркировкой зернистости на бруске.
В вопросе неоднородности необходимо учитывать что на заводе, частицы алмаза размером 7/5, 3/2, 2/1, 1/0, 0,5 мкм, предварительно контролируются на микроскопе в проходящем свете кратностью 1 350 раза. А окончательный контроль частиц производится на приборе "Analysette" фирмы FRITZCH. И довольно часто бывает так что, при использовании микроскопа меньшей мощности, можно увидеть не зерна алмаза, а другие вещества входящие в состав связки и на основании этого сделать не верные выводы.
Советы по решению:
Необходимо учитывать что алмаз, сопоставимый по размеру зерна с таким же ОА (оксид алюминия) или КК (карбид кремния), не может работать так же, потому что это совсем другой тип абразива.
По этой причине нужно учитывать что "прирабатывается" алмазный брусок, ЗНАЧИТЕЛЬНО дольше чем такой же ОА, или КК.
Если чистота поверхности после работы алмаза размером 7/5, 3/2, 1/0 и 0,5/0 мкм Вас не устраивает, рекомендуется нанести на брусок алмазную пасту той же зернистости.
В этом случае алмазная паста за счет своей связки и своего зерна, выравнивает и заполняет все неровности в связке бруска, значительно смягчая его работу и тем самым повышая чистоту полировки.
Так же алмазная паста препятствует засаливанию бруска.
Если не устраивает,тогда зачем покупать?
ruazan 1972А мы не ищем легких путей 😊
Если не устраивает,тогда зачем покупать?
Не, ну если у кого то получается, почему бы не попробовать.
Авось тоже не лыком шиты 😀
Кстати, посмотрел на заточку от И.Лукинова. Тоже попробовал двумя руками, без зажима. Конечно непривычно, но быстрее и острее 😛
Так что будем осваивать 😊
ruazan 1972я покупал попробовать, исключительно что бы иметь своё мнение.
Если не устраивает,тогда зачем покупать?
Voy50
я покупал попробовать, исключительно что бы иметь своё мнение.
Мнение ваше ясно.Можете ради интереса (исключительно добровольно)выслать мне камни.Я заточу на видеокамеру и посмотрим.Может и вправду проблема с камнями.Ну и с возвратом,естественно.
Друг женится. На вопрос зачем женишься? отвечает: - А что б было!
Прошло полгода, разводится. Зачем женился? отвечает: - В жизни всё надо попробовать!
Примерно так и у нас....
Я точил как то на старом виневском засаленном такого же размера, и мне он давал оч острую кромку, наверно острее чем от наждачки. Понравилось и купил. Получил ни то. Когда он теперь засалится или приработается неизвестно, и будет ли это с 7\5 зерном. А того зернистость и % я и не знаю, тогда ее не писали. В картонной коробке он был изначально, с надписью брусок доводочный, вроде, годов 90х.
ruazan 1972Мнение ваше ясно.Можете ради интереса (исключительно добровольно)выслать мне камни.Я заточу на видеокамеру и посмотрим.Может и вправду проблема с камнями.Ну и с возвратом,естественно.
Я не вижу смысла заморачиваться, я признаю что я рак и дно и т.п. Дедовский нож и какой-то лютой инструментальной стали заточился без приключений, японская ноунейм углеродка выкрошилась.
Я не говорю, что они ничего не могут.
Мнение то моё простое: тип связки ДМТ мне понравился больше, чем органика(правильно назвал?) ВИД. Вот и всё.
Понятно почему: не надо ровнять, с бубном плясать, пасты покупать и т.п. Купил, точи.
Я надеялся, что возможность выравнивания даст качественный скачек в результатах заточки, но в моём случае этого не произошло.
Voy50
Я надеялся, что возможность выравнивания даст качественный скачек в результатах заточки, но в моём случае этого не произошло.
Многие уже наступили когда то на эти грабли, как и я. Если в старом тонком бруске намешано черт знает что, то ни какое выравнивание/доводка не помогут, хоть пыхти над ним неделю (советуют пляски с пастами или засаливанием, но это мне не нравится). В новом 2/1 у меня тоже было какое то паразитное черное зерно (одно), перепритер и стало все отлично. А до этого стучало о кромку
skvaterПоддерживаю, перепробовал несколько штук на стандартной связке, разной концентрации и разных годов выпуска, 3/2 и 1/0 были хуже, работали более грубо и менее однородно чем 7/5.
Бруски 3/2 и 1/0, что были у меня (по несколько штук каждой зернистости), были хуже, чем их же 7/5 (работали грубее, чем 7/5), поэтому были абсолютно бесполезны.
L_YVВот поэтому и рекомендовал брусок 7/5 и писал против более тонких брусков. У меня один брусок 3/2 работал вообще почти как 20/14
3/2 и 1/0 были хуже, работали более грубо и менее однородно чем 7/5
По договоренности с Веневом взял на тестирование еще два алмаза 3/2 С100 на новых связках:
светлозеленый(светло-серовато-зеленый)ОСВ
темнозеленый(темно-серовато-зеленый)ОСК
и к ним вдобавок еще 3/2-1/0 25% наполнения
и еще 0,/0,5 100% наполнения на обычной серой связке, изготовленный на мощностях Веневского завода, но сторонней организацией.
Начал из притирать. Связка на ОСВ оказалась помягче, чем на ОСК и притиралась полегче. Поизвращался и так и эдак и с теми и с этими.
в результате все бруски полностью были притерты на КК400 до полного удаления рисок от карандаша, потом новые риски были удалены на КК1200.
Взял "Золотой" пошоркал пару раз и, ВОТ оно. Запах бакелита, окрашивание суспензии КК в коричневый цвет и очень легкое снятие слоя связки.
Тут же метнулся за олеиновой кислотой и намазал все новые алмазы алеинкой и стал смотреть. Ни чего не происходит. Пять минут, десять. Нет не происходит.
А "Золотой" алмаз напитывался этой олеинкой как губка, просто всасывал ее в себя довольно долго, пока весь насквозь ей не пропитался.
Связка на "Золотом" алмазе очень и очень мягкая и пористая. Думаю, что его "Золотость" именно в этой мягкой связке.
осталось подождать до Полушкино, там каната порежем, посмотрим.
skvater
Объясню популярно, возможно еще кто то из не знакомых с продукцией это прочтет: берите стандартные веневские бруски: 100/80, 50/40, 20/14. Брусок 160/125 тоже будет не лишним, если планируете много металла снимать. Брусок 7/5 может быть норм, а может быть плохим (как повезет), после него еще надо чем то проходиться. Бруски 3/2 и 1/0, что были у меня (по несколько штук каждой зернистости), были хуже, чем их же 7/5 (работали грубее, чем 7/5), поэтому были абсолютно бесполезны. Поэтому считаю целесообразно брать линейку от 160/125 до 20/14, брусок 7/5 тоже взять можно, но надо его пробовать по факту, смотреть как работает и потом уже подбирать абразив, который уберет после него риску
У меня остались три "золотых" бруска"от 100мк до 1мкр - все они работают тоньше новодела такой же зернистости.
Я советую брать сейчас такие варианты двухсторонних брусков -
1. 200мк\200мкр -100% алмазов для обдирки и переточки.
2.100\50мкр- 25% (они дешевле 100% и на этом этапе после того, как вы поработали бруском 200мкр скорости съема не требуется - делаем риски мельче.
3.20\7мкр -25% алмазов
Вместо 200мкр - можно обдирать гальваникой
а для финиша вместо 3\1мкр(раз веневцы утеряли секрет изготовления "золотых" брусков 1мкр) к веневцам добавить синтетику или природник, кожу с пастой - если требуется.
У меня 3-0,5мкр на новой связке(безабразивной?) из первой партии - работает очень тонко, и без вкраплений - было два посторонних включения крупных - мусор какой то - выковырял.Разницы в остроте между природником и этим бруском - очень трудно почувствовать.
То, что бруски с большим процентом алмазов работают грубее - не заметил, так как у меня старые бруски 100%, но они тоньше работают чем новые с 25%.Или в новых алмазы крупнее, или связка более крупная-грубая и абразивная.
A.V.X.1960Не бывает золотых брусков на 100 микрон))) грубые веневцы все одинаковые, разница начинается с 7/5 и далее
три "золотых" бруска"от 100мк
A.V.X.1960Обе стороны одинаковые?
Я советую брать сейчас такие варианты двухсторонних брусков -
1. 200мк\200мкр -100% алмазов для обдирки и переточки.
vkuzmaДа, обе стороны 200мкр - больше всего снимать металла приходиться первому бруску - остальным только риски затачивать, и если мелкими не "точить" - их на долго хватает.Такой сет брусков - наиболее рационален с точки зрения затрат материальных.
Обе стороны одинаковые?
A.V.X.1960Ну а связки то хоть разные? Работают по разному?
Да, обе стороны 200мкр
У меня 160/125 на серой связке В2-01 работает менее агрессивно по сравнению с 125/100 на красной связке В1-10.
Может конечно это только первое впечатление, не тестировал, использую редко.
vkuzmaЦвет связки, на сколько мне известно, -на скорость не влияет - это только что бы стороны отличать.Я специально заказывал бруски -20\7, 50\20 - что бы цвет был разный на 20мк - не заметил разницы. Да и как её заметишь на такой зернистости? У меня был брусок 200\100мкр 100% - 200мк - отлично обдирал при капитальной переточке. Сейчас гальваникой обдираю.
Ну а связки то хоть разные? Работают по разному?
У меня 160/125 на серой связке В2-01 работает менее агрессивно по сравнению с 125/100 на красной связке В1-10.
Может конечно это только первое впечатление, не тестировал, использую редко.
Опубликовано 07.09.2016, автор Александр
Так все плохо ?
Cthutq1
В магазине vidbrusok.ru последняя запись в разделе Новинки
Опубликовано 07.09.2016, автор Александр
Так все плохо ?
Что Вы имеете введу?
На нашем сайте нет раздела новинки - есть раздел новости.
олег 1234
Скажите,а двусторонние бруски 30х100 не делаете со скачком в зернистости, скажем, одна сторона 50/40, а другая 3/2 ?
Зернистость можно сделать разную, а вот с размером надо смотреть.
A.V.X.1960
Цвет связки, на сколько мне известно, -на скорость не влияет - это только что бы стороны отличать
В красную связку вроде медь добавляют. Но мне как то больше нравятся их бруски односторонние, без меди которые
vidbrusok.ruПодскажите как заказать брусок..на сайте, насколько я понял, заказ через корзину из имеющегося ассортимента.
Зернистость можно сделать разную, а вот с размером надо смотреть.
олег 1234
Подскажите как заказать брусок..на сайте, насколько я понял, заказ через корзину из имеющегося ассортимента.
Всё верно, процесс в принципе стандартный.
Так можно заказать бруски и с индивидуальными особенностями, но это уже под изготовление.
Вишер
Приобрел у Вас двухсторонний водник 100/120#50/40 , огневик- камень. Сегодня вручную на нем ремонтировал спуски моры. Отлично вышло, и времени минут 40 заняло
Вы уверены что не ошиблись темой?
Здесь обсуждается продукция Венёвского алмазного завода.
Как видно из названия, на этом предприятии производятся алмазные бруски.
олег 1234
Получил свой нестандартный двусторонний походный камушек 50\3. Хочу поблагодарить за возможность индивидуального подхода, оперативность, четкую работу с клиентом. Качеством бруска очень доволен. Это не первый брусок Веневского завода в моем пользовании-есть набор апексного формата и был двусторонний 20/7 в 25%-ой конц-ии. Не знаю с чем связано, но новый брусок на мелкой стороне работает значительно мягче и однородней, чем прежний такой же зернистости, хотя и тот вполне устраивал. Еще раз спасибо и желаю дальнейших успехов и процветания. Ура , товарищи.
Рад был помочь.
Как уже обсуждалось в этой теме, вопрос мягкости работы мелкого зерна алмаза, это вопрос приработки.
На сколько мне известно сама технология изготовления не менялась.
qhjjможет раскроете уже секрет как заставить работать тонкие алмазные бруски? все что ни пробовал не помогает. бруски оставляют паразитную риску на порядок (в десятки раз) более грубую чем ожидается
Это уже обсуждалось как в этой теме, так и в других.
Грубая работа мелкого зерна связана с тем что на выходе с производства, брусок имеет грубо обработанную поверхность - т.е. его необходимо приработать.
Для этого Вам необходима алмазная паста того же зерна и металлическая пластина приемлемой твердости.
Вы наносите немного пасты на поверсность бруска и условно втираете её металлической пластиной в брусок с постоянным давлением.
В зависимости от количества нанесённой пасты, оказанного давления и количество поступательных движений, время на приработку может отличаться.
Если всё сделано правильно, то разница чистоты поверхности бруска, будет вида невооруженным взглядом.
vidbrusok.ruЯ правильно понимаю, что одновременно с выравниванием (которое так же можно осуществить и более мягкими абразивами, например Карбидом Кремния), брусок будет шаржирован дополнительной порцией алмазных зерен из пасты?
Грубая работа мелкого зерна связана с тем что на выходе с производства, брусок имеет грубо обработанную поверхность - т.е. его необходимо приработать.
Для этого Вам необходима алмазная паста того же зерна и металлическая пластина приемлемой твердости.
Вы наносите немного пасты на поверсность бруска и условно втираете её металлической пластиной в брусок с постоянным давлением.
В зависимости от количества нанесённой пасты, оказанного давления и количество поступательных движений, время на приработку может отличаться.
Если всё сделано правильно, то разница чистоты поверхности бруска, будет вида невооруженным взглядом.
Но все же остается вопрос, чем еще паста может помочь в активации бруска?
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Евгений_Е...
Но все же остается вопрос, чем еще паста может помочь в активации бруска?
Острые вершины карбид бора полируются.
Агломераты Вы пастой не разобьете, лучше круглым каленым стержнем прогладить.
Евгений_Е
Я правильно понимаю, что одновременно с выравниванием (которое так же можно осуществить и более мягкими абразивами, например Карбидом Кремния), брусок будет шаржирован дополнительной порцией алмазных зерен из пасты?Но все же остается вопрос, чем еще паста может помочь в активации бруска?
Как показала практика, КК приработать (речь идет именно о прирабатывании, не о выравнивании) брусок не может - возможно потому что он слишком мягкий, либо не хватает связующего.
После прирабатывания алмазную пасту можно использовать как СОЖ при работе, вместо воды с мылом.
qhjjЕсли эти ролики
Вчера посмотрел ролики про чингачкука и тест нового алмаза. Честно ... лучше бы не смотрел) опять интрига опять не понятно откуда алмаз.
то было сказано, что произведен сторонним производителем на арендованых мощностях Веневского завода.
Вопрос к vidbrusok.ru, почему же вы не можете сделать также, если другие на ваших мощностях могут?!
qhjj
Попробовал приработать веневский брусок.
пробовал "прирабатывать" алмазный брусок 3/2 и 1/0. может и как то и вляет приработка. но паразитка так и осталась. из бруска так же торчит что то в десятки раз большее чем 3 мкм. печаль.
Аналогичный опыт, пол дня убил, пробовал по разному и 25% наполнение и 100%, притирал на шлифованной пластине ДИ90 на 63-64 ед. - хрень получается, брусок начинает работать намного медленнее, но паразитка остается... Использовал пасту Веневского завода в шприцах (брал на выставке у представителя завода), зерно размер в размер с бруском.
Не стоит использовать для приглаживания вязкие материалы - нержавейку как пример. Она будет тянуть все слабо закрепленные зерна, что в большей степени будет обновлять поверхность чем притирать.
Если кому то неохота использовать алмазную пасту для доводки поверхности, возьмите пластинку твердосплава ВК 8 или ему подобные. Используйте воду с небольшим количеством моющего средства, шлам от твердосплава часто не смывайте, пусть поработает в качестве суспензии.
На твердосплаве можно реально увидеть как работает брусок.
И не забывайте, что именно для твердосплава была создана эта связка.
qhjjВозня с ними того не стОит, проще выкинуть, все равно ожидаемого не добьешься. Можно оставить на средний этап заточки
проще их выкинуть и забыть
skvaterДык это вопрос - какого результата добиваешься ? Если ждать заточного Грааля который сам точит - то веневцы точно не про это .. А так - очень хорошие бруски для определенных работ и сталей . Вчера вот затачивал резак из кованной 11Р3АМФ2 с финишем на 3/2 модифицированном - мне очень понравился результат
все равно ожидаемого не добьешься
skvaterНельзя, работают намного медленнее чем работал бы брусок зернистостью сопоставимой с крупными рисками от этих.
Можно оставить на средний этап заточки
Straykl
3/2 на модифицированной связке
Результатами вполне доволен
aptekar113Ключевое слово "модифицированном", может в этом причина? Разговор то о серийке 😛
с финишем на 3/2 модифицированном
- мне очень понравился результат
Опять же, у Лукинова на тестах бруски на "модифицированной" связке показали результаты существенно меньше, чем "золотой" и "другого производителя на мощностях Веневского завода". На тестовом ноже, после "модифицированных" 150-220 резов, после "золотых" 270-290 😛
Каков порядок действий при оформлении заказа на официальном сайте алмазов 3/2 и тоньше именно на модифицированной связке, которую многие хвалят, а не на старой?
Я объявляю прием таких брусков с вашим пересылом - я ими буду точить ножи и проверять остроту на видеокамеру. Если после моей заточки вашим бруском нож не будет резать волос - я оплачиваю пересыл в обе стороны. Если он волос разрежет - с вас ... , ну 10тр. Идет? Принимаются бруски от 7 до 1мкр - веневские.
Полчему 10тр? - мне надо будет их выровнять. мне надо будет им поточить, снять видео, загрузить его на ютуб. и вдруг вы мне пришлете не 1 мкр а 100мкр?А гемморой с обратной пересылкой?Не - 13тр ! Ну я же должен в случае удачи навариться! 😀 Так как бывают случаи что волос не режется - мне видится причина в том. что в бруске алмазы более крупные, чем заявлено.Всё будет снято без монтажа - будет интересно.
Давайте - противникм алмазов -высылайте.
Веневцы - тоже шлите. Если ваши бруски действительно хороши - то после моих видеотестов - будут покупать ещё больше ваши бруски.
мой емайл - в профиле.
Александр.
skvater
Возня с ними того не стОит, проще выкинуть, все равно ожидаемого не добьешься. Можно оставить на средний этап заточки
Слу-а если крутить(переворачивать клин в зависимости от типа точилки) и не-давить-в микроскоп не смотреть ))
На кошках(китайсах) тренируюсь ))
Я тут на 7/5 на 8хрень13(аналог 440с -58нрс) добился до уверенного бритья ))
Voy50На выставках продавали. Еще есть возможность у производителя купить, если он согласится
а где вы берете эти модифицированные финишники?
A.V.X.1960Я бы отправил, если бы у меня они были. Дело не в резе волоса, можно навести заусенец и отрезать им волос, а в том, какую шероховатость дает брусок. Если он 1/0, а дает 10/7 и заусенцем режет волос, то в чем тут соль? Уверяю, что из такого бруска не сделать тонкий финишник с риской, которая будет сопоставима с 12000 водником (просто где то проскальзывала инфа, мол 1/0 это 12000 - 15000 грит)
Я объявляю прием таких брусков с вашим пересылом
alex-iceНе, ну брить то после серийного 1/0 предплечье будет. Другой вопрос, что мне поверхность и кромка в микроскоп не нравятся. Я могу после 20/14 пройтись КК М7 - и то чище будет
добился до уверенного бритья ))
Т.е. видимо, какие-то химические процессы в связке продолжали происходить, но проявились трещинами спустя, примерно, месяцев 8 если не больше.
Не знаю были ли внесены потом изменения в состав связки или технологию, но если у кого с модифицированными пока не было проблем подобного рода, ещё ни о чём не говорит.
oldTorНасколько я знаю, потом была выпущена другая мод.связка. У меня даже цвет другой - какой то темно (5/3) и светло-зеленый (2/1). Бруски у меня односторонние, толщина слоя 3 мм + 3 мм сами бланки. В работе пока 3 месяца. Единственное, после выравнивания и работы, они чуть выгнулись. Как я понял, слой так среагировал на воду. Но я за ними наблюдаю, работают очень хорошо, на любой порошковой железке уверенно получается рез волоса в 1 см как минимум
Не знаю были ли внесены потом изменения в состав связки или технологию
skvater
...
Уверяю, что из такого бруска не сделать тонкий финишник с риской, которая будет сопоставима с 12000 водником (просто где то проскальзывала инфа, мол 1/0 это 12000 - 15000 грит)
...
Опять не выдержал)))
Для всех разочарованных - Кто, когда и где запустил миф, что брусок должен работать на "мифические гриты" - 12000 - 15000 и и.д.?
Кто сочинил миф, что на этих брусках нет выпадающих рисок?
На сколько я помню, уважаемый chingachgook всегда категорично говорил, что не надо пользоваться микроскопами и профилометрами! Надо застрять нож, а не смотреть, что там в микромире режущей кромки. (Если я не прав, то надеюсь он меня поправит).
И кроме этого всем известно, что своими ножами chingachgook не бреется, а режет канат, по крайней мере то, что выкладывается на всеобщее обозрение.
vovchikljВы держитесь)) Эта инфа была на официальном сайте производителя когда то, в описании бруска 1/0. И эти гриты там тоже были указаны
Опять не выдержал)))
Для всех разочарованных - Кто, когда и где запустил миф, что брусок должен работать на "мифические гриты" - 12000 - 15000 и и.д.?
Кто сочинил миф, что на этих брусках нет выпадающих рисок?
skvater
Вы держитесь)) Эта инфа была на официальном сайте производителя когда то, в описании бруска 1/0. И эти гриты там тоже были указаны
Ссылку киньте, где это видели
Вполне возможен и обратный переход, хотя бы для разнообразия
vovchikljВ теме ранее это обсуждалось. Я же написал, что на официальном сайте, видбрусок.ру, было выложено когда то. После обсуждения - удалено, т.к. провоцировало подобные вопросы: "а почему у вас написано, что брусок 1/0 это финишная полировка, сопоставимая с 12-15 т.грит, а он выдает риску на 10 микрон?"
Ссылку киньте, где это видели
tvy61Лично я пользуюсь всем: водниками, природниками, масляными, веневцами, японцами и т.д. В арсенале заточника должно быть много абразивов. Просто подбираю под сталь, задачу и немного под настроение. Каждый абразив имеет право на жизнь, просто в свое время серьезно наколовшись на серийку 3/2 и 1/0, покупая эти бруски и тестируя, у меня сложилось именно к ним резко негативное отношение
Вполне возможен и обратный переход, хотя бы для разнообразия
Хмм ,надо учитывать следующее :
-Огромный опыт Лукинова
-Его алмаз 50/40 уже наверное сотню ножей как минимум заострил и работает тоньше,чем у обычного пользователя.
На сколько я помню, уважаемый chingachgook всегда категорично говорил, что не надо пользоваться микроскопами и профилометрами!Не совсем так: я призывал не концентрироваться на рассматривании боковых поверхностей подводов к РК, а пользоваться увеличилкой для рассмотрения положения и вида заусенца. Заусенец является очень сильным индикатором состояния РК, вот его и надо рассматривать.
А по поводу того, что кому-то не повезло с Веневским бруском, так и у меня не так все гладко.
И, да, лимонно-кирпичные бруски продолжают трескаться.
Спасибо, поправили. Слово категорично неуместно.
Но очень хотелось бы увидеть кромку Ваших ножей с хорошим увеличением.
Может как нибудь договорились бы с Ярославом...?
Gukepshev
skvater,
Это не сайт завода, это сайт магазина)))
Вот сайт завода venevalmaz.ru
vovchikljОни официально представляют завод. Продажи идут через них
skvater,
Это не сайт завода, это сайт магазина)))
skvater
Они официально представляют завод. Продажи идут через них
И что? Завод несет ответственность за маркетинг каждого магазина - продавца?)))
А если завод представлял информацию магазину, почему на своем сайте не разместил?
P.S. Вот справочная информация от завода
https://www.venevalmaz.ru/русский/справочные-материалы/
На её кто нибудь обращал внимание?)
vovchikljИ что? Завод несет ответственность за маркетинг каждого магазина - продавца?)))
Александр Хохлов работает в магазине видбрусок, он создал эту тему. И теперь внимание, его подпись:
С уважением,
Александр Хохлов.
Менеджер по работе с ключевыми клиентами
Венёвский Завод Алмазного Инструмента
Еще раз повторю, что завод и данный магазин неразрывно связаны друг с другом. Это как официальный сайт "Лэтуаль" и их же интернет-магазин. Вроде разные сайты, а организация одна. Так что да, веневский несет ответственность за то, что размещено на сайте видбрусок
vovchikljИ что там такого важного написано, что мгновенно перевернет мнение о их продукции?
На её кто нибудь обращал внимание?)
skvater
И что там такого важного написано?
Написано для чего предназначена связка
И что? Завод несет ответственность за маркетинг каждого магазина - продавца?)))https://www.venevalmaz.ru/%D1%...81%D0%BA%D0%B8/
vovchikljТо, что данная связка с абразивом изначально делалась не для ручной заточки ножей - совсем не новость. Можно сказать так: народ сам навыдумывал, использует не по назначению, сам и виноват
Написано для чего предназначена связка







Евгений_Е
Несколько фото бруска с новой связкой:
Хотелось бы услышать комментарий представителя завода. (хорошо что не купил)
StrayklБрусок, год назад, был тщательно выровнен и готов к работе. Затем после тестов, хранился в нормальных условиях, годных для лучших японских натуралов. Сейчас мне передали брусок в таком состоянии. Явно слой покоробился и не держится за основу. После выравнивания может вывалиться часть слоя. В любом случае налицо брак, который не позволит использовать абразивный слой до конца, а конец может наступить уже сегодня при подготовке к работе...
Ну и чего? Надо выравнивать)
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Евгений_Е
Брусок, год назад, был тщательно выровнен и готов к работе.
Евгений камрад просто иронизирует. Просто такой откровенный "брак" должен заменяться, вопрос престижа так сказать...
------
С уважением Сергей.
Скорее всего завод сходу откажется...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Straykl
Конечно я пошутил)А вот про 'нормальные условия' и 'сейчас мне передали' не совсем понятно.
Брусок не у Вас хранился?
Дружище если изделию требуются спец условия то это проговаривается при поставки потребителю... (может и не прав)
Евгений_Е
Затем после тестов, хранился в нормальных условиях, годных для лучших японских натуралов.
Евгений_Е
Сейчас мне передали брусок в таком состоянии.
oldTor
По поводу модифицированной связки, я уже выкладывал снимки, как она потрескалась. Однако - надо учесть, что брусок, который был у меня на пробах, сначала тестировал Alex.P, спустя не один месяц я, а только спустя ещё пару что ли месяцев, брусок начал трескаться. ...
Т.е. видимо, какие-то химические процессы в связке продолжали происходить, но проявились трещинами спустя, примерно, месяцев 8 если не больше.
Не знаю были ли внесены потом изменения в состав связки или технологию, но если у кого с модифицированными пока не было проблем подобного рода, ещё ни о чём не говорит.
На ганзе постов не читают. (С)

A.V.X.1960
наверное, на другой связке - один из самых первых.

Пока полёт нормальный. Конечно не идеал, но получше серийных. Не трескается. Связка у меня с буквой М , у Евгения с буквой Р. Значит разные.
oldTor
По поводу модифицированной связки, я уже выкладывал снимки, как она потрескалась. Однако - надо учесть, что брусок, который был у меня на пробах, сначала тестировал Alex.P, спустя не один месяц я, а только спустя ещё пару что ли месяцев, брусок начал трескаться. ...
Т.е. видимо, какие-то химические процессы в связке продолжали происходить, но проявились трещинами спустя, примерно, месяцев 8 если не больше.
Не знаю были ли внесены потом изменения в состав связки или технологию, но если у кого с модифицированными пока не было проблем подобного рода, ещё ни о чём не говорит....
На ганзе постов не читают. Или делают вид и косят под юродивы
Сейчас этот брусок у меня. Фото текущего состояния опубликовал. После комментариев завода попробую притереть.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Евгений_ЕЭто модифицированная, но не последней версии. Выглядит конечно жутко, я сначала не понял что это вообще такое, на брусчатку похоже
Несколько фото бруска с новой связкой:
twilight_sparkle
Вопрос к производителю:
Каков порядок действий при оформлении заказа на официальном сайте алмазов 3/2 и тоньше именно на модифицированной связке, которую многие хвалят, а не на старой?
Алмазные бруски на модифицированной связке в продажу пока не поступали - технология ещё требует доработки.
oldTor
По поводу модифицированной связки, я уже выкладывал снимки, как она потрескалась. Однако - надо учесть, что брусок, который был у меня на пробах, сначала тестировал Alex.P, спустя не один месяц я, а только спустя ещё пару что ли месяцев, брусок начал трескаться. Я его дал на пробу, прошло ещё время и он растрескался ещё сильнее и сторона 3\2 даже больше чем 1\0, при том, что поначалу трещины появились на более тонкой стороне.
Т.е. видимо, какие-то химические процессы в связке продолжали происходить, но проявились трещинами спустя, примерно, месяцев 8 если не больше.
Не знаю были ли внесены потом изменения в состав связки или технологию, но если у кого с модифицированными пока не было проблем подобного рода, ещё ни о чём не говорит.
Ярослав, экспериментальный брусок ещё у Вас?
Может быть сможете его нам передать?
skvater
Насколько я знаю, потом была выпущена другая мод.связка. У меня даже цвет другой - какой то темно (5/3) и светло-зеленый (2/1). Бруски у меня односторонние, толщина слоя 3 мм + 3 мм сами бланки. В работе пока 3 месяца. Единственное, после выравнивания и работы, они чуть выгнулись. Как я понял, слой так среагировал на воду. Но я за ними наблюдаю, работают очень хорошо, на любой порошковой железке уверенно получается рез волоса в 1 см как минимум
На сколько мне известно технология изготовления связки та же, только краситель другой.
Евгений_Е
Статус бруска - экспериментальный
Евгений, будьте добры, а отражен ли в маркировке экспериментальный статус бруска? 😊
skvater
Не, ну брить то после серийного 1/0 предплечье будет. Другой вопрос, что мне поверхность и кромка в микроскоп не нравятся. Я могу после 20/14 пройтись КК М7 - и то чище будет
Важная поправка - по официальной информации с производства, 1/0 мкм сопоставим по размеру зерна, а не по чистоте работы, с 15000 grit по шкале JIS.
Это связано с тем что абразив на достаточно твердой связке можно приработать на разный уровень чистоты работы.
Евгений_Е
Несколько фото бруска с новой связкой:
Евгений, у Вас есть возможность прислать этот брусок нам?
mans66Евгений камрад просто иронизирует. Просто такой откровенный "брак" должен заменяться, вопрос престижа так сказать...
Это не "брак" с производства, а эксперемент.
Такие бруски либо выдавались бесплатно для тестов, либо приобретались за деньги на свой "страх и риск" для тестов, по очень большой просьбе покупателя.
skvater
У меня так и не вышло это сделать, прирабатывал на порошковых железках, доводил на разных фракциях КК - бесполезно
Максим Владимирович, если Вы вдруг будете проездом в Москве, может быть захватите этот брусок?
В идеале на какую-нибудь ножевую выставку - мы могли бы там попробовать его приработать по всем правилам.
vidbrusok.ruУ меня их нет, я давно их продал охотникам как правочные бруски для полей. Охотников работа этих брусков устроила - режет и нормально
Максим Владимирович, если Вы вдруг будете проездом в Москве, может быть захватите этот брусок?
vidbrusok.ruА если они именно приобретались и в последствии произойдет растрескивание?
либо приобретались за деньги на свой "страх и риск" для тестов, по очень большой просьбе покупателя.
qhjj
совсем запутали. по простому для простых обывателей можно? где и как приобрести алмазный брусок веневского завода зернистостью 1 или 0.5 мкм. чтобы бы он без танцев с бубном и всяких приработок работал на свой номинал без паризитки?
Не можно ,но можно отменить микроскоп ))
Ещё-бы порекомендовал приобретать тонко-сведенные ножи .
Так что возможно что именно эта партия с каким либо дефектом
Потому что у меня есть ещё один брусок с экспериментальной связкой 3/0-0,5/0
Так он ПОКА в полном порядке . 😊


Обратите внимание , что в паспорте vkuzma тип связки указан другой, чем на наших с Евгением
qhjj
совсем запутали. по простому для простых обывателей можно? где и как приобрести алмазный брусок веневского завода зернистостью 1 или 0.5 мкм. чтобы бы он без танцев с бубном и всяких приработок работал на свой номинал без паризитки?
Без танцев с бубнами пока не получится, но возможен вариант покупки нужного бруска на выставке - там мы его Вам на месте подготовим к работе.
qhjjКому как...Я б скорее смирился с паразитной риской на мелких алмазах, типа как Вы мечтаете... на кромке ножа, этим легко можно пренебречь и не парится.. а вот на отделке плоскости ножа, если таковая вылезет, то сошлифовывать объем заново, тут уж действительно обхохочешься..))
смешно) както такая зернистость и термин "паразитная риска"
ну никак не стыкуются )
олег 1234
Не помогала ни вода, ни вода с фейри,с маслом тоже плохо- густело на раз..С ВДешкой получше, но лить ее приходилось обильно-воняет жутко. Попробовал очищать и взбадривать брусок на разных камнях-также малоэффективно..Решением стало наведение очень жидкой суспензии от тонкого, текущего глинистого сланца
Такой тропкой алмазы вслед за Гуанси станут очередным притиром для нагур..
vidbrusok.ru
Если чистота поверхности после работы алмаза размером 7/5, 3/2, 1/0 и 0,5/0 мкм Вас не устраивает, рекомендуется нанести на брусок алмазную пасту той же зернистости.
В этом случае алмазная паста за счет своей связки и своего зерна, выравнивает и заполняет все неровности в связке бруска, значительно смягчая его работу и тем самым повышая чистоту полировки.
Так же алмазная паста препятствует засаливанию бруска.
Вы не пробовали предложенный изготовителем способ? устроил?
lisman56Естественно, )) рекомендации завода-изготовителя не читал...поэтому и....
Вы не пробовали предложенный изготовителем способ? устроил?
Но тут дело в том, что алмазные пасты у меня есть, как раз, мелких номеров от 10мкм и использую их как обычно на бумажных и медных притирах-нормально ..да и бруски портить жалко..А вот крупного алмазного зерна в пастах у меня нет, тем более брусок означенной зернистости пролеживал без дела-вот и оказия.
vidbrusok.ru
Евгений, у Вас есть возможность прислать этот брусок нам?
Да, конечно могу прислать. Буду рад, если это позволит улучшить вашу продукцию!
В профиле заполнена моя почта, пишите в личку или на почту.
ps. Жаль, что не удалось попробовать ваш брусок...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Евгений_ЕДа, конечно могу прислать. Буду рад, если это позволит улучшить вашу продукцию!
В профиле заполнена моя почта, пишите в личку или на почту.
ps. Жаль, что не удалось попробовать ваш брусок...
Ответил на эл. почту.
олег 1234Олег. а зачем использовать брусок для отделки плоскости ножа? Намного проще на конечном этапе взять наждачку, на клеенную на ровной поверхности + вода,+ можно точить доводить перекрестными движениями - далее мягкий абразив - войлочный круг с пастами - на глаз - не видно искажений в отражении. На бруске , который меняет свою геометрию в процессе - нельзя сделать ровную поверхность. Вернее - можно, но надо постоянно ровнять брусок. Зачем это надо?
Кому как...Я б скорее смирился с паразитной риской на мелких алмазах, типа как Вы мечтаете... на кромке ножа, этим легко можно пренебречь и не парится.. а вот на отделке плоскости ножа, если таковая вылезет, то сошлифовывать объем заново, тут уж действительно обхохочешься..))
Про паразитную риску - кто опредtлил что она паразитная?Как определил?
Может она вовсе не паразитная, а как раз и есть 0,5 мкр, просто мало алмазов "торчат" на половину своего диаметра, -остальные меньше "торчат" 😀?Как определить -кто на сколько "торчит"? 😀
A.V.X.1960Извиняюсь, что вмешиваюсь в разговор, но у меня есть ответ.
Про паразитную риску - кто опредtлил что она паразитная?Как определил?
Берём большую поверхность, чтоб хорошо все было видно, например стамеску шириной 10 мм (на такой я обычно сам тестирую). Обрабатываем фаску спуска однонапавленными движениями до полного исчезновения всех рисок от предыдущих операций. Меняем направление работы на значительный угол, например 90 или хотя-бы 60 градусов. Точим, считаем количество движений и регулярно изучаем результат. Обычная картина - через 10-20 движений по бруску, более половины предыдущих рисок не заметны вообще. После 20-30 движений, на поверхности остаётся 1-2 риски. Теперь, чтоб убрать оставшиеся две риски, необходимо сделать 80-100 движений.
Для сравнения, на притире с маслом намазываем чуть порошка КК F1200 и немного уравниваем размер зёрен курантом. В таком же тэсте все риски исчезают почти одновременно за 7-8 движений...
Моё определение - паразитная риска, это царапина оставленная абразивом на значительно большую глубину, чем все остальные. Я не могу оперировать глубиной, поскольку нет аппаратуры для измерений, поэтому для себя использую некоторое упрощение определения - паразитная риска, это царапина оставленная абразивом, для стачивания которой необходимо вдвое или более времени, чем для стачивания следов абразива остального обрабатываемого поля.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
A.V.X.1960По некоторым железкам шкурка бывает практически не работает- едва царапает, а после нескольких проходов вообще перестает брать...тут алмаз выручает.
Олег. а зачем использовать брусок для отделки плоскости ножа? Намного проще на конечном этапе взять наждачку
A.V.X.1960Если не работать на одном месте бруска, а задействовать все поверхность, то вполне возможно обойтись без выравнивания, по крайней мере, веневца достаточно для проработки двух спусков от предыдущих рисок с приемлемым качеством.
На бруске , который меняет свою геометрию в процессе - нельзя сделать ровную поверхность. Вернее - можно, но надо постоянно ровнять брусок. Зачем это надо?
A.V.X.1960Выше постом Евгений Е все популярно объяснил.
Про паразитную риску - кто опредtлил что она паразитная?Как определил?
------
Как космические карбиды бороздят просторы 12C27. © SergeyNm
олег 1234Ну почему Вы решили , что надо работать в одном месте бруска? Я ножи делаю давно(на любительском уровне) - и, поверьте. много их сделал и отшлифовал-отполировал. Если сталь твердая - за 60ед. - то паста алмазная на притире.
Если не работать на одном месте бруска, а задействовать все поверхность, то вполне возможно обойтись без выравнивания, по крайней мере, веневца достаточно для проработки двух спусков от предыдущих рисок с приемлемым качеством.
Далее паста алмазная на войлочном круге - на глаз - всё ровно. Что еще надо что бы достойно встретить старость? 😀
Брусками в ручную вообще не рационально(и не возможно) придавать плоскую(любую) форму изделиям.имхо
Евгений_ЕЕвгений - я тащусь с Вас - как сандаль по песку(или как удав по дусту) - ну не точат так стамески - ни кто, разве что те - кто ими никогда не работает и не зарабатывает ими на хлеб.
Берём большую поверхность, чтоб хорошо все было видно, например стамеску шириной 10 мм (на такой я обычно сам тестирую). Обрабатываем фаску спуска однонапавленными движениями до полного исчезновения всех рисок от предыдущих операций. Меняем направление работы на значительный угол, например 90 или хотя-бы 60 градусов. Точим, считаем количество движений и регулярно изучаем результат. Обычная картина - через 10-20 движений по бруску, более половины предыдущих рисок не заметны вообще. После 20-30 движений, на поверхности остаётся 1-2 риски. Теперь, чтоб убрать оставшиеся две риски, необходимо сделать 80-100 движений.
A.V.X.1960
Я ножи делаю давно(на любительском уровне) - и, поверьте. много их сделал и отшлифовал-отполировал. Если сталь твердая - за 60ед. - то паста алмазная на притире.
Далее паста алмазная на войлочном круге - на глаз - всё ровно. Что еще надо что бы достойно встретить старость?
олег 1234
Но тут дело в том, что алмазные пасты у меня есть, как раз, мелких номеров от 10мкм и использую их как обычно на бумажных и медных притирах-нормально ..да и бруски портить жалко..А вот крупного алмазного зерна в пастах у меня нет, тем более брусок означенной зернистости пролеживал без дела-вот и оказия.
A.V.X.1960
Евгений - я тащусь с Вас - как сандаль по песку(или как удав по дусту) - ну не точат так стамески - ни кто, разве что те - кто ими никогда не работает и не зарабатывает ими на хлеб.
Евгений_ЕЯ описывал что такое паразитная риска а вы про удава...
Берём большую поверхность, чтоб хорошо все было видно, например стамеску
Вам нравится тролить или просто день не задался?
Удачи вам. Я постараюсь вас не задевать.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Вынужден сообщить что я покидаю Венёвский Завод Алмазного инструмента по причине увольнения по собственному желанию.
В теории меня кто-то заменит, но на некоторое время данная тема останется без присмотра.
Вероятнее всего это так же коснется выставочной деятельности предприятия.
Напоследок несколько новостей:
- эксперименты с модифицированной связкой продолжаются. Технологи работают над проблемой растрескивания последней версии связки, есть наработки.
- в производство поступили новые виды алмазной пасты - твердая по ГОСТу (в тубах по 8 и 14 гр.) и специализированная паста для ручной работы (в брикетах по 17 гр.).
Последняя очень хорошо проявила себя на тестах именно для ручной работы на мягких притирах.
------
С уважением, Александр Хохлов: http://www.vidbrusok.ru
vidbrusok.ruУдачи во всем. Спасибо что были с нами
Вынужден сообщить что я покидаю
vidbrusok.ruАлександр,присоединяюсь к пожеланию Максима и большая личная благодарность Вам.
vidbrusok.ru
У меня предверсия , та которая не растрескивается, мягкая, однородность и чистота желает лучшего. Но всё равно по сравнению со старой в разы лучше.
Пока остановился на сухую, не засаленный, но не на зерно. Опыта нет, на зерно бывают подрезания.
Кто что посоветует. Заранее благодарен.
vkuzmaИспользую в обычном режиме. После серийного 20/14 перехожу на новый 5/3 (с повышением угла на 1 полный градус), потом на новом 2/1 финиш. Пользую с водой, давление снижаю. Каких то проблем нет пока (тьфу 3 раза), ножи даже из самых злобных сталей после финиша на 2/1 волос режут в 1 см неизменно. Да, 2/1 пока дает некоторую паразитку, но поверхность в зеркало и в микроскоп кромка очень приличная. Видимо, есть какие то включения или агломераты зерен все таки. Но брусками я пока доволен, реальный шаг вперед по сравнению с серийкой. У меня бруски односторонние, зеленого цвета
Вопрос по брускам на модифицированной связке, кто как приспособился?
Ну тот же нанива даймонд (ну собственно сами могли бы купить)
я бы их различал мягкая и твердая связки.
Нанива мягкая шописец и воняет при правке тоже смолой как по мне
Насчёт скопировать - просто купив наниву даймонд и распотрошив её, полагаю не выяснить режимов, даже если удастся более-менее точно выяснить состав связки. Иначе бы китайцы давно бы её "спиратствовали". А они иной раз умеют это делать очень недурно. Однако что-то пока тихо...
ivan-3Я думаю, для таких технологий необходим принципиально больший спрос на бруски. Основные проблемы - качество исходного зерна, способ его подготовки и размешивание со связкой итд. Другими словами не просто так в советское время не разработали технологию брусков с зерном менее 5/3 мкм. Просто представь хотя бы направление - куда думать, как разъединить слипшееся зерно 2 мкм, при этом не сильно засорить результат опилками того, чем будешь мешать и чтоб сами опилки не влияли на результат.
я бы сказал так, она всем нравится и все довольны - м.б. стоит и скопировать?
я бы их различал мягкая и твердая связки.
Нанива мягкая шописец и воняет при правке тоже смолой как по мне
Это не борщ в кастрюле помешать...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
ivan-3
я бы сказал так, она всем нравится и все довольны - м.б. стоит и скопировать?
Edge Pro выпустил новые алмазы на резиновой связке.
https://www.edgeproinc.com/Sha...ing-Stones-c11/
Судя по отзывам на BladeForum, у алмазов Edge Pro нет никаких недостатков веневских алмазов, которые обсуждаются на ганзе годами. Заявленная плоскостность 0.025 мм.
Сейчас разрабатывают эльборы...
Это в общем то показывает кто есть кто на рынке.
Печально все это, как и уход Александра.
RuChefEdge Pro выпустил новые алмазы на резиновой связке.
]
Когда у нас это может появиться?
Voy50
а их 5 нужно.
Да один последний хотелось бы попробовать.
В остальных смысла не вижу если веневцы имеются. А на 4000 грит для кухни вполне себе достаточно кмк. И тоненько и ровненько и агрессивно😀
RuChef
Судя по отзывам на BladeForum, у алмазов Edge Pro нет никаких недостатков веневских алмазов, которые обсуждаются на ганзе годами. Заявленная плоскостность 0.025 мм.
Сейчас разрабатывают эльборы...Это в общем то показывает кто есть кто на рынке.
Печально все это, как и уход Александра.
Ну справедливости ради, алмазы веневцев, до бруска #1100-17микрон(по классификации Edge Pro) работают вполне себе прилично и стоят в несколько раз дешевле. К тому же переносят чрезмерное давление и справляются с мягкими сталями, что с брусками Edge Pro, на том же BladeForum не советуют повторять. Остаются бруски 2300(8 микрон), 4000(5 микрон), 6500(4 микрона) которыми советуют затачивать только "твердые" стали и керамику.И как это не печально, но брусок 6500-4 микрона (даже не 1-0/5 микрона) сняли с производства, видимо все по тем же причинам, которые мы наблюдаем на веневских мелкозернистых брусках. Так что если и рассматривать бруски Edge Pro как конкурента Веневским брускам, то там интересен только брусок 4000. Так что как это не печально, но кто есть кто, в Edge Pro не показали, бруска 1-0/5 они неспособны произвести, чтобы он был лишен тех же болезней, что и анологичный брусок веневцев. А их брусоки до 20 микрон включительно, мне за 60 долл. сто лет в обед не упали, когда в несколько раз дешевле, можно,например, купить прекрасный брусок 100/80-50/40 веневского завода))
Gukepshev
Ну справедливости ради, алмазы веневцев, до бруска #1100-17микрон(по классификации Edge Pro) работают вполне себе прилично и стоят в несколько раз дешевле. К тому же переносят чрезмерное давление и справляются с мягкими сталями, что с брусками Edge Pro, на том же BladeForum не советуют повторять. Остаются бруски 2300(8 микрон), 4000(5 микрон), 6500(4 микрона) которыми советуют затачивать только "твердые" стали и керамику.И как это не печально, но брусок 6500-4 микрона (даже не 1-0/5 микрона) сняли с производства, видимо все по тем же причинам, которые мы наблюдаем на веневских мелкозернистых брусках. Так что если и рассматривать бруски Edge Pro как конкурента Веневским брускам, то там интересен только брусок 4000. Так что как это не печально, но кто есть кто, в Edge Pro не показали, бруска 1-0/5 они неспособны произвести, чтобы он был лишен тех же болезней, что и анологичный брусок веневцев. А их брусоки до 20 микрон включительно, мне за 60 долл. сто лет в обед не упали, когда в несколько раз дешевле, можно,например, купить прекрасный брусок 100/80-50/40 веневского завода))
Полностью согласен, но мне и 7/5 нравится))
А вот 3/2 работает на уровне 20/14, 1/0 примерно соответствует по впечатлениям 50/40...
Scorp_64Не ново, но я ограничился сетом: алмазный напильник Зубр 400, веневские 50/40 и 3/2.
Или? Идеи?
Scorp_64Ножи от м390 +
Непорошков нет.
))) Так их ещё и точить надо?😂
Сделайте как сказал Олег1234. Но с углами придется повнимательнее
Straykl
))) Так их ещё и точить надо?😂
Как выяснилось - да))
Так вот когда дошёл до КК М10 СМ2 заметил проблему. На кромке в одном месте на 0,5 см. увидел выкрашевание. Угол 32 гр. И сколько не продолжал этим камнем, бесполезно. Крошится. Видно только в микроскоп.
Вот я и говорю - повнимательнее)
RuChefК сожалению я не всемирный разум, но все же...
А что всемирный разум думает о том, какие зернистости должны быть у веневских двухсторонних брусков в "пост-OCB-эпоху"? Когда новая связка OCB заменит старую в зернистости 3/2, комбинация 3/2 + 1/0 видимо станет бессмысленной (1/0 будет грубее).
В конце лета делал тесты 3/2 от венева - на бруске обе стороны были одной зернистости, но с различной связкой. На мой взгляд, новая связка еще в процессе разработки и для получения идеала еще есть куда стремиться. Какая из частей технологии мешает получить золотой грааль не знаю, но для ответственных работ эти бруски не имеют смысла. Если делать циганскую заточку, когда после самого грубого бруска берем самый мелки и все подравниваем - бруски подойдут. Если же постепенно выводим на каждом бруске предыдущие риски, то брусок с огромным трудом может убрать паразитные риски после смены направления, т.е свои же риски (требуются сотни движений)...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Евгений_ЕСтороны были одной "свежести"? Т.е. свежекупленный, или свежепритертый брусок работает совсем по другому, т.е. можнос казать совсем не работает, а "дерет". Нужно пару месяцев хорошего проглаживания для веневцев по сталям, чтобы они "заработали".
В конце лета делал тесты 3/2 от венева - на бруске обе стороны были одной зернистости, но с различной связкой. На мой взгляд, новая связка еще в процессе разработки и для получения идеала еще есть куда стремиться.
Кстати, керамический нож даёт самый лучший результат - ширина паразитных рисок сохраняется, но уменьшается их глубина. Похоже, что алмаз ломается...
Ps. Разница между связками в работе минимальная, я бы не заметил, если бы специально не искал, хотя разница технологии огромна и это хорошо видно в оптику...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
RuChef
Евгений, я не совсем понял - две новые связки, или одна новая и одна старая?
Две разных, одна маркирована oSB, вторая oSBk.
Одна новая или обе я не знаю...
oldTorА какую марку связки имеет ваш брусок?
По поводу модифицированной связки, я уже выкладывал снимки, как она потрескалась. Однако - надо учесть, что брусок, который был у меня на пробах, сначала тестировал Alex.P, спустя не один месяц я, а только спустя ещё пару что ли месяцев, брусок начал трескаться...
FullNaga35
А какую марку связки имеет ваш брусок?
На 64-65 стр ответ ( В2-01Р В2-01РК )
Евгений_ЕДве разных, одна маркирована oSB, вторая oSBk.
Одна новая или обе я не знаю...
Обе одинаковые....
Отличие в присутствии во второй связке, как писал представитель :
...а в случае с модифицированной связкой - краситель.
Причем добавляются строго определенные вещества и в строго определенном количестве, иначе состав связки меняется, что не допустимо по ТУ...
qhjj
нет тут никого из производителей.
Да, уже вижу, спасибо. Ну, значит инфа останется для информации потенциальным покупателям. Насколько я понял, маркировка на брусках ставится практически рандомно, и каждый раз это лотерея. Хотя, с 10\7 я, кажется, выиграл: судя по теме он работает лучше чем у многих 1\0...
unia
Всю тему пока не осилил, есть вопрос к производителю. С чем может быть связано такое явление: брусок 25% 7\5 работает значительно грубее чем брусок 50% 10\7(который дает вообще почти зеркало)?
Берете ВК8 или любой твердосплав(победит) и с водой с небольшим количеством фери начинаете выглаживать всю площадь бруска.
Будет много черного шлама (пальцы испачкаете знатно), его лишний раз лучше не смывать.
Выглаживать, сразу скажу, долго. Не за раз и не два. Но постепенно брусок будет работать тоньше и тоньше.
Важно равномерно обрабатывать всю площадь.
После этого без нужды, лишний раз на КК не ровнять.
unia
Всю тему пока не осилил, есть вопрос к производителю. С чем может быть связано такое явление: брусок 25% 7\5 работает значительно грубее чем брусок 50% 10\7(который дает вообще почти зеркало)?
C тем, что представитель производителя ранее на другом, правда, ресурсе, писал следующее:
"На заводе вопросами качества занимается ОТК, но они их тестируют не на качество работы, а на качество изготовления."
Источник - пост 74 по ссылке:
http://forum.woodtools.ru/index.php?topic=74290.50
"4) Неравномерный алмазный слой.
Это такая технология. Ручное разравнивание до спекания порошкового материала."
Источник - пост 85 оттуда же, ссылка на страницу:
http://forum.woodtools.ru/index.php?topic=74290.75
Само собою понятно, что при такой "передовой технологии будущего" с равномерностью распределения абразива в связке может быть что угодно, не говоря уже об агломерации - она всегда есть, как ни размешивай - с ней борются другими способами (точнее не борются, а стоило бы).
Ну и всю тему (там она короче, страницы 4 всего) достаточно пролистать, чтобы составить мнение.
Плюс, правда об том уже писали, и в этой теме тоже, в связках стандартных брусков, помимо алмазного зерна, присутствует зерно карбида бора, причём неизвестно какой фракции где -например известна фраза представителя завода о том, что карбид бора тоньше 5\3мкм. ими не применялся, однако его спокойно совали в бруски с алмазным зерном более тонким. Нет никаких гарантий что то же самое не было сделано с более грубыми.
Важно понять одну вещь - изначально эта продукция не разрабатывалась с учётом специфики ручной обработки и для профессионалов. Были просто взяты разработки для промышленного механизированного применения, и выполнены в виде продукции для работы ручной.
Задумываться о специфике ручной заточки стали относительно недавно и пока что "детские болезни" не победили.
И не факт что особо упорно будут работать в этом направлении, так как мнение малого количества профи и их нарекания - никого по большому счёту не интересуют, пока пипл хавает то, что есть, и платит деньги.
uniaА какой из них новее?
Всю тему пока не осилил, есть вопрос к производителю. С чем может быть связано такое явление: брусок 25% 7\5 работает значительно грубее чем брусок 50% 10\7(который дает вообще почти зеркало)?
да, еще интересное было: на бруске 50\40 посредине поверхности торчал крупный кусок слипшихся алмазов, это было слышно и прямо чувствовалось при заточке(уже не говорю про риску). решилось просто, поддел кончиком ножа и вынул из связки.
Прочитал ВСЕ! От первой страницы до последней!
И к сожалению понял, траблы с мелкими брусками так и не решены на производстве...
Если не прав - поправьте!
PahanischeТестировал в августе новейшую связку, в микроскоп видно совершенно иную технологию, но паразитка одинаковая на старой и новой связке.
Ребят, всем привет!)
Прочитал ВСЕ! От первой страницы до последней!
И к сожалению понял, траблы с мелкими брусками так и не решены на производстве...
Если не прав - поправьте!
Моё мнение, дело не в связке...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Евгений_Е
Тестировал в августе новейшую связку, в микроскоп видно совершенно иную технологию, но паразитка одинаковая на старой и новой связке.Моё мнение, дело не в связке...
А в чем?
Вы на верном пути.
Возможно на входе в производство идёт зерно с слишком большим разбросом по размеру зерна или зерно имеет форму далеко от сферы/куба (вытянуто по одному измерению в несколько раз и смогло пройти сито как палочка). Другой вариант - зерно склеивается как два притертых стекла и нет оборудования с технологией, которые надёжно расцепят зерна при перемешивании в связке.
Технология завода основана на серьёзной разработке ссср, но тогда отсутствовали бруски тоньше м5.
Ps. Как решить проблему англомератов зерна, я вообще не представляю. Разве только взять притир из цельного алмаза и большой курант из негоже. Сыпать порошок со связкой и тщательно перетирать. Но притира из алмаза не существует, да и притирать его из области фантастики (методом трех плит)...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Притирка, как советует завод, на стальной пластине, начиная с КК и заканчивая пастами, кому нибудь помогла?
Или не стоит тратить время и деньги?
Евгений_Е
Я не могу ответить точно, поскольку не знаю.Возможно на входе в производство идёт зерно с слишком большим разбросом по размеру зерна или зерно имеет форму далеко от сферы/куба (вытянуто по одному измерению в несколько раз и смогло пройти сито как палочка). Другой вариант - зерно склеивается как два притертых стекла и нет оборудования с технологией, которые надёжно расцепят зерна при перемешивании в связке.
Технология завода основана на серьёзной разработке ссср, но тогда отсутствовали бруски тоньше м5.
Ps. Как решить проблему англомератов зерна, я вообще не представляю. Разве только взять притир из цельного алмаза и большой курант из негоже. Сыпать порошок со связкой и тщательно перетирать. Но притира из алмаза не существует, да и притирать его из области фантастики (методом трех плит)...
Евгений, так Вы ГОСТ почитайте, там же написано все.
Агломераты не так страшны, их раздавить можно.
Разный размер, то же приработается. С более большим разбросом размера зерна бруски работают.
А вот представьте ситуацию если прочность зерна сильно разнится. Большая часть зерен обладает нормальной твердостью, соответствующей ГОСТу, а малая часть большей твердостью (показатель прочности).
Как думаете к чему это приведет?
Кстати информация (в качестве предположения) о такой ситуации от завода косвенно до нас доходила, только никто на это внимание не обратил)))
vovchiklj
Евгений, так Вы ГОСТ почитайте, там же написано все.
Я сразу написал, что ответов у меня нет, поскольку не знаю. Далее были только мои диванные предположения.
vovchiklj
Агломераты не так страшны, их раздавить можно.
Разный размер, то же приработается. С более большим разбросом размера зерна бруски работают.
Да, можно раздавить, но проблема в том - чем давить. Алмаз очень твердый и если давить не алмазом, то будет слишком большой расход того, чем будем давить.
vovchiklj
А вот представьте ситуацию если прочность зерна сильно разнится. Большая часть зерен обладает нормальной твердостью, соответствующей ГОСТу, а малая часть большей твердостью (показатель прочности).
Как думаете к чему это приведет?
В этом я не вижу проблем! Если взять мягкое зерно, например КК, то попавшее туда алмазное зерно даст просто катастрофические последствия. Если брать алмазное зерно, то его дробление даже при работе по циркониевой керамике минимально. Попытка привести брусок на новой связке виневского завода к единому знаменателю с помощью спусков керамического ножа не привела к успеху. Да, отдельные зерна чуть подломились, но для бруска 3/2 с паразиткой около 14 мкм, за полчаса или больше удалось снизить паразитку до 10 мкм и далее зерно прекратило уменьшаться. Наличие паразитки в 4-5 раз больше номинального зерна говорит о проблемах с этим зерном. Но это мои умозаключения. Возможно вы и правы, все дело в более твердом зерне, которое оставляет такую риску...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
PahanischeОк!
Уважаемые, подскажите!
Притирка, как советует завод, на стальной пластине, начиная с КК и заканчивая пастами, кому нибудь помогла?
Или не стоит тратить время и деньги?
Тогда вопрос другой.
Имея пасты, на чем их лучше юзать для доводки РК? Стекло, кожа, дерево? или что то еще?
Pahanische
Ок!
Тогда вопрос другой.
Имея пасты, на чем их лучше юзать для доводки РК? Стекло, кожа, дерево? или что то еще?
Чугун, мягкая сталь, керамика, медь, алюминий и т.д. Любой материал годный для притира.
Забейте в поиск Притиры, много тем выпадет.
Евгений_Е
...
...Да, можно раздавить, но проблема в том - чем давить...
В этом нет никакого секрета, в каждой книге по работе с алмазными пастами пишут. Стержень или скалка из сильно каленой стали. Для вдавливания зерен в притир и раздавливания агломератов.
Евгений_Е
...
...Попытка привести брусок на новой связке виневского завода к единому знаменателю с помощью спусков керамического ножа не привела к успеху...
Потому, что площадь спусков достаточно большая, давление на единицу зерна не такое и большое. Сравните с круглым стержнем.
vovchikljПро работу с пастами, я знаю достаточно!
В этом нет никакого секрета, в каждой книге по работе с алмазными пастами пишут. Стержень или скалка из сильно каленой стали. Для вдавливания зерен в притир и раздавливания агломератов.
Вопрос про работу с брусками и их созданием. Может подскажете как сортировать зерно 1 мкм алмаза с высокой чистотой, как противостоять слеживанию этого же алмаза и последнее, как раздробить слипшееся зерно перед замешиванием со связкой. Можно показать гост или другой ресурс. Желательно не несколько зерен, а в количествах подходящих хотя бы для кустарного единичного производства, а лучше для серийного.
Из того, что я знаю - такой размер зерна не просеивают через сита...
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Евгений_Е
Про работу с пастами, я знаю достаточно!
Вопрос про работу с брусками и их созданием. Может подскажете как сортировать зерно 1 мкм алмаза с высокой чистотой, как противостоять слеживанию этого же алмаза и последнее, как раздробить слипшееся зерно перед замешиванием со связкой. Можно показать гост или другой ресурс. Желательно не несколько зерен, а в количествах подходящих хотя бы для кустарного единичного производства, а лучше для серийного.Из того, что я знаю - такой размер зерна не просеивают через сита...
Евгений, я не мастер всёзнайка. Я просто стараюсь много читать, если есть вопросы. Материала в книгах много, главное правильно вопросы задавать...
Не знаю я как сортировать зерно по всем параметрам.
По размеру, тут секрета нет, отмешивать в жидкости. Так называемые минутники.
Дробить агломераты курантом.
Лепить связку...да ну нафиг. Время тратить неохота. Пасты хватает.
Вспомните слова Дмитрича, бруски ширпотреб, для высококлассных работ - притиры.
В источнике, который не нашёл сразу сейчас - была речь про именно разделение агломератов с помощью ультразвука. И о том же встречал упоминания на микроскопном форуме.
vovchikljБыл бы сейчас Николай, так признал бы это злым оффтопом и открыл новую тему, в шапке с этим.)
Вспомните слова Дмитрича, бруски ширпотреб, для высококлассных работ - притиры.
qhjjЕго, хотя бы часть, чтобы поверить и не нарываться..
или блогера
С 1 по 8 января 10 процентная скидка на весь ассортимент Венёва.
vkuzma
Всех с наступившим новым 2019 годом!
С 1 по 8 января 10 процентная скидка на весь ассортимент Венёва.
Алмаз 7/5 на модифицированной связке возьму. И 0,5/0 тоже возьму
интересно это какой?
Наверное имеется в виду сторона 5/3 ?
Наверное имеется в виду сторона 5/3 ?7/5 - 5/3 100%, безборидная связка.
Между 50/40...20/14, бывает абразив? Среди веневскихну до сегодняшнего дня вроде не было
А вы думаете он нужен?
Между 50/40...20/14, бывает абразив? Среди веневскихГоду в 2007-9 мне попадался алмаз 63/40-28/20. Что это было я не помню, с учетом того, как оказалось, что в таком формате не только Венев выпускал бруски.
Большой Бро
Между 50/40...20/14, бывает абразив? Среди веневских
На заказ черта с рогами сделают.
В прошлом году заказывал 40/28., 5/3. По этим был пробел, поэтому и такая комбинация.
В принципе походный вариант.
Если у кого есть опыт поделитесь пожалуйста.
vkuzmaПроизводитель рекомендует притирать свои бруски с алмазной пастой их производства. Содержание пасты в секрете, но основные элементы должны быть - вазелиновое масло или олеиновая кислота (возможно смесь), парафин или стеарин или церезин (возможно смесь) итд. Отсюда делаем вывод, что связка должна быть маслостойкой. Со спиртами не знаю. Вода и мыло - основные рекомендованные сож...
Интересует взаимодействие модифицированной связки с спиртом, а так же маслом и др. СОЖ. Насколько безопасно, какой вред - польза?
Если у кого есть опыт поделитесь пожалуйста.
------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
vkuzma
Интересует взаимодействие модифицированной связки с спиртом, а так же маслом и др. СОЖ. Насколько безопасно, какой вред - польза?
Если у кого есть опыт поделитесь пожалуйста.
"...Недостатком бакелитовой связки является невысокая стойкость к воздействию охлаждающих жидкостей, содержащих щелочные растворы. Для повышения стойкости к воздействию СОЖ круги на бакелитовой связке покрывают лаком, суриком или какой-либо водонепроницаемой краской, иногда пропитывают парафином. При шлифовании кругами на бакелитовой связке СОЖ должна содержать не более 1,5 % щёлочи.
Круги на бакелитовой связке обладают меньшей кромкостойкостью чем на керамической. Бакелитовая связка имеет более слабое сцепление с абразивным зерном, поэтому инструмент на этой связке широко используют на операциях плоского шлифования, где необходимо самозатачивание круга. Бакелитовая связка имеет невысокую теплостойкость - выгорает при нагревании до 250 :300 градусов Цельсия, а при 200 градусах приобретает хрупкость."
http://www.rusals.ru/index.php?id=2638
Информации на эту тему полно. Это только один источник.
vkuzma
Ветошь окрашивалась в цвет бруска
А в какой другой цвет ей окрашиваться?
Шлама нет, изменения цвета тоже нет
Я не спрашиваю в какой, а почему?
Если окрашивается, значит с чем то взаимодействует, что то растворяет. А это не есть хорошо. И бруску возможно будет кирдык, если практиковать спирт постоянно.
Вот на старой связке нет никакого окрашивания. И за них я не переживаю. Как то так.
vkuzma
Если окрашивается, значит с чем то взаимодействует, что то растворяет..
А ты первый раз в руки бруски взял? Тогда вопрос твой естественный)
Конечно «взаимодействует», конечно растворяет. Вот тебе твой венёвец чуть смоченный водой

Этому камню года два. Работает постоянно с водой. И постоянно все вокруг окрашивает)
StrayklУгу 😊 А ты наверное второй или уже третий? 😊 😀
А ты первый раз в руки бруски взял? Тогда вопрос твой естественный)
В продолжение поста 626 и далее данной темы.
Прошло полтора года, неоднократно притихал, использовал и перепритирал брусок, с пастами и без паст и всяко как только модно себе вообразить.
НИЧЕГО НЕ ПОМОГАЕТ!
Хуже того и на 100% концентрации имею ту же проблему ((

Испробовал за полтора года все рекомендации, не помогло.
Готов вернуть оба производителю/продавцу.
Денег взамен не прошу, хотелось бы попробовать таки годные бруски данной гритности.
Предложите что-то?
Пришел ровный брусок. Не притирая, с легкостью подправил нож до лёгкого бритья.
А большего для работы мне и не надо. 😊
Думаю из финишных будет самым любимым. 😛
В общем и целом от самого грубого можно отказаться.
Не забудьте о стекле и порошке КК для выравнивания, ещё в районе 750 руб, 2 стекла и порошок.
suing
Имею брусок 3/2 и 1/0 в 100% и такой же в 25% концентрации абсолютно непригодные к работе по назначению.
Испробовал за полтора года все рекомендации, не помогло.
Готов вернуть оба производителю/продавцу.
Денег взамен не прошу, хотелось бы попробовать таки годные бруски данной гритности.
Предложите что-то?
можете на тест дать? почта туда обратно за мой счет. Только я на этот тест попрошу месяц-два, т.к. сейчас вообще не до этого, но очень интересно.
"хочу поздравить Веневский завод с отличной продукцией ... бруски на новой связке отлично работают ... у меня есть с чем сравнивать ... есть фирменные алмазные бруски от эйч про ... есть японские алмазы .. судя по пробной заточке качество новой связки на достойном уровне .. новые бруски хорошо работают хорошо очищаются от шлама .. точно как японские камни ... сравнивая новые камни с японскими и американскими могу сказать все они примерно на одном уровне плюс минус ...
Оценка: 5
Добавил(а) Андрей , 24.02.2019 00:06"
Я так понимаю праздник на нашей улице!?)
Последний отзыв с сайта, по поводу 7/5-3/2Странность только одна. Отзывы мониторю ежедневно, появился вчера-позавчера. Но дата от 24.02...
"хочу поздравить Веневский завод с отличной продукцией ... бруски на новой связке отлично работают ... у меня есть с чем сравнивать ... есть фирменные алмазные бруски от эйч про ... есть японские алмазы .. судя по пробной заточке качество новой связки на достойном уровне .. новые бруски хорошо работают хорошо очищаются от шлама .. точно как японские камни ... сравнивая новые камни с японскими и американскими могу сказать все они примерно на одном уровне плюс минус ...
Оценка: 5
Добавил(а) Андрей , 24.02.2019 00:06"
Я так понимаю праздник на нашей улице!?)
suingА Вы точите
Имею брусок 3/2 и 1/0 в 100% и такой же в 25% концентрации абсолютно непригодные к работе по назначению.
Испробовал за полтора года все рекомендации, не помогло.
Готов вернуть оба производителю/продавцу.
Денег взамен не прошу, хотелось бы попробовать таки годные бруски данной гритности.
Предложите что-то?
(вернее доводите) на этих брусках как? В ручную или на приспособе? Опишите проблему - подробно, что происходит, чем Вас не устраивает результат?
suingУвы, но они не работают на заявленную зернистость, по факту работают в 2-4 раза грубее. Сам когда то проверял
НИЧЕГО НЕ ПОМОГАЕТ!
qhjjЭто не брак, а норма, т.к. они почти все такие
считаю что это брак
qhjjЭто норма для продукции ВеАл. Они не признают это браком, т.е. норма
ну это норма может для нашей страны
skvater
Это норма для продукции ВеАл. Они не признают это браком, т.е. норма
Для алкоголика норма значительно превышает таковую для здорового человека, а иногда и смертельную дозу. От этого он не перестает быть алкоголиком 😊
Alexx_SДля алкоголика норма значительно превышает таковую для здорового человека, а иногда и смертельную дозу. От этого он не перестает быть алкоголиком 😊
Ну так и ВеАл не перестает быть заводом алмазного инструмента, всего лишь потому что 1%(а может и того меньше) покупателей (которые как правило и должного образования не имеют) не понравилась его продукция.
vovchikljНу так и ВеАл не перестает быть заводом алмазного инструмента, всего лишь потому что 1% покупателей (которые как правило и должного образования не имеют) , а может и того меньше, не понравилась его продукция.
Ну вот я, например, имею 😊
Поэтому напрасно ждать от дешевых брусков супер качества.
Alexx_SНу вот я, например, имею 😊
Ну так представьтесь. Было бы очень интересно поговорить со специалистом по данному вопросу.
vovchikljНу так представьтесь. Было бы очень интересно поговорить со специалистом по данному вопросу.
Выпускник кафедры "Инструментальные и метрологические системы" ТулГУ. Специализация - режущий инструмент. Закончил магистратуру. По данному вопросу не специалист, но вы вроде как про образование упоминали, так вот оно - как раз по профилю.
При всем уважении к Вашему образованию, как это так?
"Специализация - режущий инструмент", а заточка с использованием алмазного инструмента - не специалист?
vovchiklj
Alexx_S
При всем уважении к Вашему образованию, как это так?
"Специализация - режущий инструмент", а заточка с использованием алмазного инструмента - не специалист?
При всем моем уважении, можете мне подсказать, где учат на специальность "заточка с использованием алмазного инструмента"?
Кстати, думаю, что не ошибусь, если предположу, что если на Веневском заводе и есть дипломированные специалисты по инструменту, то они заканчивали ту же кафедру, что и я 😊
Alexx_SПри всем моем уважении, можете мне подсказать, где учат на специальность "заточка с использованием алмазного инструмента"?
...
Да конечно же нет такой специальности))
Но Вы же должны были изучать все виды абразивного инструмента.
Виды абразивов, их свойства. Слабые - сильные стороны. Связки...
И прочее, прочее, прочее...
И инструменты на основе искусственных алмазов, Вы никак не могли пропустить. Вы же в рамках промышленности это все изучали.
qhjjдумаю чтоб полностью раскрыть тему, чисто технической стороны
вопроса будет недостаточно. надо еще рассмотреть вопрос типа
концептуальные, философские и религиозные основы
выбора вида абразива для заточки режущего инструмента )))
Забыли про качественные составляющие - требования, которым должен удовлетворять профессиональный абразивный инструмент для ручных режимов обработки. Или те, которые к нему предъявляются, на основании сравнения с таковым.
По стабильности качества собственно изготовления.
По стабильному воспроизводимому результату.
По отработанному "сценарию" подготовки абразива, обеспечивающей качественную работу его.
По достигаемой и воспроизводимой однородности обработки, без плясок с бубном, адекватной рассчётному этапу обработки.
Это - то, что можно измерить и сопоставить с абразивами проф. уровня.
А отвлечённых рассуждений, что псевдо-философских, что псевдо-научных, или псевдо "концептуальных" уже за годы наворочено и так слишком много.
А воз и ныне там.
vovchikljДа конечно же нет такой специальности))
Но Вы же должны были изучать все виды абразивного инструмента.
Виды абразивов, их свойства. Слабые - сильные стороны. Связки...
И прочее, прочее, прочее...
И инструменты на основе искусственных алмазов, Вы никак не могли пропустить. Вы же в рамках промышленности это все изучали.
Это и многое другое. Но в рамках общего курса, что не делает меня специалистом в узкой области. Однако, позволяет оспорить прозвучавшее здесь утверждение, что работа бруска 3/2 по результату может соответствовать кратно более грубом бруску и это является нормой.
Все графы соответствия того или иного зерна того или иного типа абразива той или иной шероховатости, в таблицах в интернете - есть только потому, что эти таблицы выдрали из спец. литературы для конкретных производств, с конкретными видами и режимами обработки, определённых деталей и инструментов.
Вне этих режимов и пр. - эти данные ничерта не стоят.
Именно поэтому, в разных таких таблицах, можно наблюдать огромный разброс в соотношениях зернистости и шероховатости.
Но те, кто это выдёргивал из литературы, ваяя таблицы, не обладали достаточным пониманием вопроса, чтобы удалить эту графу.
Потому, разговаривать об этом бессмысленно. Куда больше смысла в том, чтобы как следует разобраться в особенностях ГОСТа на отечественные абразивы на основе алмазов и соблюсти хотя бы их при производстве. Не допуская зёрен порядка 14-10мкм. в брусках, скажем, фракции 5\3, в которых по ГОСТ, может оказаться зерно размером 7мкм., например. Что почему-то удивляет многих, хотя ГОСТ в открытом доступе лежит, и хотя тот же венёв алмаз отрицал в переписке наличие более крупного зерна в брусках, нежели допустимо по ГОСТ. Более, того, демонстрируя его незнание, отрицалось и наличие допустимого по ГОСТ максимального зерна для той или иной тонкой фракции.
Вот пока с этим каша в головах и у юзеров и у продавцов, - лучше не станет. Я уже не говорю о том, что такие допуски, какие есть в отечественном ГОСТ на алмазные фракции, учитывая неспособность алмазного зерна к активному дроблению (кроме отдельных редких ситуаций) - в приципе "на грани фола" для тонкой обработки что на брусках, что даже в виде применения алмазного зерна на притирах.
Ну не может называться высококачественным продукт, который при использовании фракции 1\0 даёт шаржирование в обрабатываемый инструмент зёрен размером под 10мкм., сколько бы пипл не хавал такое.
То, что "миллион леммингов не может ошибаться", ещё не делает ни одного из них, специалистом.
oldTorЯрослав, не трать своё время на ответы этому ...
Это - то, что можно измерить и сопоставить с абразивами проф. уровня.
А отвлечённых рассуждений, что псевдо-философских, что псевдо-научных, или псевдо "концептуальных" уже за годы наворочено и так слишком много.
А воз и ныне там.
Бесполезно!
Ответы ему не нужны.
Он "писатель".
Пишет - удаляет свои сообщения, снова пишет - снова удаляет объясняя это благими намерениями.
qhjjЛирическое отступление от темы.
не мы такие, страна такая. никакого консерватизма. поэтому приходится соответствовать))) сегодня ты пишешь мило на форум да соцсети, а через несколько лет твою писанину в открытом доступе под УК притянут за уши. поэтому ничего личного. просто привычка. а про "писатель" полностью согласен. даже больше скажу я любитель "спорта", но! с одним НО с пивом у телика на диване )))
Мне беспокоиться не за что.
На форумах пишу не то что думаю, а то что знаю исходя из опыта.
Политику стараюсь не обсуждать публично.
Привычка бывшего модератора.
qhjjну в моем лично 1/0 торчит что то порядка 50 микрон )))
критичен только к тонким брускам веневским. грубые работают хорошо.
Ещё не легче)
Ну к грубым у меня другие претензии. Цена не в ряду их, но скажу и "за цену":
Поскольку я не только ножи точу, а их всё равно предпочитаю затачивать на стационарных брусках, мне бывает нужен не апексный типоразмер, а стационарный. Его назвать доступным можно было 10 лет назад, но не сейчас. Это очень дорогие получаются абразивы, тем более для своего качества.
Но если бы было хорошо - цена не суть важна.
Меня грубые не устраивают во-первых - производительностью.
Во-вторых - проблема с однородностью, причём дело не только в собственно зерне и его агломератах, а в связке.
Например, берём брусок из упаковки (допустим, что случилось чудо и он ровный, достаточно только отдельно скруглить грани - из, навскидку, брусков 15-ти мне дай бог парочку таких попадалось) или свежепритёртый - буквально несколько движений и поверхность получает следы выглаживания, работа меняется, причём неравномерно.
Вывести на этом деле плоскость - можно только если равномерно сначала выгладить весь. После чего он теряет производительность наглухо, а она и так не блещет. Получаем сглаженную поверхность, часто перемежающуюся рисками и чуть реже - в разы бОльшими. Лично меня это не устраивает - в ситуации, когда надо снять "мясо" и пусть даже не очень ровно, т.е. оставляя припуск на дальнейшее выравнивание более приемлемым инструментом, я скорее возьму гальванику, если вообще буду брать алмазы.
Да, паразитка ещё хуже и глубже, и ресурс у гальваники невозобновляем, но она хотя бы сколько-то времени работает более-менее активно и значительно оперативнее венёва.
Да даже вон торцы стеклянного притира оппилить - я тоже в результате купил гальванику 63\50 и доволен - венёв 100\80 ей сливает в таких работах по полной программе.
В общем - для меня это странная продукция, за свою цену не оправданная ни разу и лишь условно годная для каких-то задач, не требующих ответственности и точности обработки, а также скорости таковой. Потому то, что у меня из них осталось - валяется практически без дела на даче - продавать такое стыдно, выбросить - ну некоторые в сердцах выбросил, а некоторые жалко - может ещё какой садовый совочек убитый от ржави почистить сгодится, или подпилить что-то где-то.
qhjj... не последнюю роль в выборе
абразива еще играет то что сейчас очень много стало на руках
ножиков твердых да высокованадиевых. точить их тем же КК
долго и нудно. тут ты всегда уверен что не спасуешь ни перед чем.
будь то нержа, порошок монстр или даже керамический нож.
резюмируя скажу что если кому то ни два ни полтора абразивного
инструмента это минус. то лично для меня и для моих бытовых
нужд это универсальность и большой плюс.
иногда даже бывает надо заточить пару ножиков аля трамонтин.
думаешь вот щас надо набрать воды, замочить да найти пульвер и тряпочку ...
и ловишь себя мысли да нафиг это надо?!)
проточил алмазом да пригладил керамикой 10 минут и готово!
У меня с этим нет проблем, брусков на основе КК у меня достаточно много разных, и как правило, они оказываются производительнее алмазных.
В плане "нет времени на замачивание" - есть например бруски водные, которым замачивание не требуется. Например ИСМ на бакелитовой связке и некоторые борайды, которые можно использовать и с водой и с маслом. Не говоря уже о собственно масляных камнях, что искусственных, что природных, и среди которых есть те, которые производительны по высокованадиевым сталям.
qhjj
Чтобы КК был производительнее алмазов надо затачивать с суспензией.
А на апексоиде это не очень удобно, мокро и грязно. С маслом еще куда нишло.
Серьезно? 😊
Например на ИСМ-овских брусках и на борайдах, про которые я уже упомянул ранее, как не требующих замачивания - суспензии практически нет, либо надо наводить принудительно. Их использование в виде подвижного абразива, в плане СОЖ не создаёт проблем.
Производительность же брусков из КК правильно подобранных под сталь по твёрдости\плотности даже и чистых часто показывает более высокую производительность.
И потом - заточка и обслуживание режущего инструмента не ограничивается только лишь ножами, так что апексоид, как и любая другая точилка - не панацея на все случаи жизни. Ситуаций намного больше и они разнообразнее.
При некоторой практике и организации своей работы и рабочего места - никакой особой грязи нет при заточке. Я это и в своих роликах неоднократно демонстрировал.
А если при заточке вообще не остаётся видимого шлама - значит что абразив почти не снимает сталь, максимум только её царапает. Не может просто взять и исчезнуть снятый металл. Если его крайне мало - значит абразив его почти не снимает.
Единственная ситуация когда реально много грязи у меня получается, это когда я выравниваю спинки стамесок или железки рубанков - вот там да. Но там обработка идёт по большой площади и это в принципе не самая простая задача, и не всегда там можно работать с суспензией - надо постоянно проверять на чистом камне геометрию, так как важна высокая плоскостность.
Вот намедни как раз стамеску из р6м5 выводил - и даже гальваническая алмазная грубая пластина слила брускам из карбида кремния зелёного. (чёрный оказался сильно менее эффективным).
В общем Ваши аргументы понятны, но они ограничены практикой работы на апексоиде и задачами, которые можно решать на таких точилках. А заточные задачи - бывают намного разнообразнее и там такой ограниченный выбор абразивов и техники заточки (которую любая приспособа так или иначе ограничивает, и апекс далеко не исключение), и подход уже не работает.
qhjjУ каждого свои требования требования.
абразив под свои бытовые нужды
Вот и в мои рамки венёвцы вполне вписываются. Конечно хотелось бы качественней , но считаю качество и цена соответствуют.
Так что лично для меня, с моими низкими требованиями набор венёвцев представляет вполне рабочий комплект. Что то особенного не точу, а для поддержания остроты рабочих ножей вполне хватает. ИМХО
 5 часов работы,уже ровнял алмазной пластиной. Хорошая,надёжная связка. Венёв,так держать.
5 часов работы,уже ровнял алмазной пластиной. Хорошая,надёжная связка. Венёв,так держать.Добрый день, уважаемый покупатель.
Для вас несколько интересных новостей!
1.В продажу поступили новые бруски размером 200х35х10 и 200х83х10
Основные преимущества данных брусков:
Новая модифицированная связка (OSB). Данная связка уже готова к работе, соответственно полировать на пасте и металлическом притире не нужно.
Абразивный слой не спекается, а приклеивается к корпусу. Из-за этого брусок имеет ровную поверхность и выравнивание на карбиде кремния не требуется.
Эти бруски доступны в интернет-магазине vidbrusok.ru http://www.vidbrusok.ru/collection/Premium-bruski
2. Доступны к продаже бруски размером 150х35х10
http://www.vidbrusok.ru/collection/150h35h10-mm
3. Не пропустите выгодные предложения на бруски популярных размеров и зернистостей.
Количество ограничено!
http://www.vidbrusok.ru/collection/spetspredlozhenie
Посоветуйте хорошие финишные камни дя точилки профиль к-03 чтоб сделать кромку идеальной.
SOUTHFOX
Вот такие вот результаты, брускавими с 100% наполнением. Если до 7/5 видно улучшение то 3/2 и 0/1 только хуже делает. https://m.youtube.com/watch?v=_F_U6zLcdCc
Посоветуйте хорошие финишные камни дя точилки профиль к-03 чтоб сделать кромку идеальной.
Ответил в ПМ
VenditОтветил в ПМ
Зачем в ПМ? Пишите тут, у меня те-же самые проблемы. Написал на венев, там попросили фото бруска и потом игнор. Брусок 1/0 25% сделан в этом году царапает кромку, под лупой нож выглядит хуже чем после 7/5 100%. Я им работал от сили раза 3 и он отклеился от алюминевой подложки.... Вот тоже ищу чем после 7/5 доводить.
Sh1nmaНапишу так, чтобы не офтопить: я рекомендую сет 100/80, 50/40, 20/14. После 20/14 с их брусков спрыгивать (имею ввиду их стандартные бруски), а после 20/14 возможны разные варианты, например один из наиболее универсальных: Борайд Т2 600, 1200 и арканзас транслюцент на финиш (всё идет с маслом). 1200 с легким повышение угла (поднимаем узел на 1 мм) и арканзас тоже с повышением, еще +1 мм. Схема для апексоподобных станков. И все тогда будет хорошо, нервы сэкономите и результат порадует
Пишите тут
skvater
У меня 7/5, 3/2 и 1/0 работали одинаково, сдал это барахло обратно. Сейчас после 20/14 переходу на бруски с новой связкой: 5/3 и финиш на 2/1, претензий нет, работают адекватно
Ну всё правильно 7/5, 3/2 и 1/0 работали одинаково потому что проблема оказалась в самой связке, поэтому они её и поменяли. То есть не стоит покупать только 3/2 и 1/0 так как по факту там не меньше 5. Должны мне на днях привезти новый брусок, я проверю через микроскоп разницу при заточке и выложу фото, видео.
Sh1nmaЗачем в ПМ? Пишите тут, у меня те-же самые проблемы. Написал на венев, там попросили фото бруска и потом игнор. Брусок 1/0 25% сделан в этом году царапает кромку, под лупой нож выглядит хуже чем после 7/5 100%. Я им работал от сили раза 3 и он отклеился от алюминевой подложки.... Вот тоже ищу чем после 7/5 доводить.
Мой опыт с веневом такой.
Старая связка:
Работают 100/80 и 50/40 на обдирке и чуть дальше шикарно, стабильно и не грубо. Брать 100% концентрацию советую только на сотке, если уходить дальше даже со ступенчатой заточкой ножи с говнотермой тянут заусенец, который раздражает.
После у меня шел 7/5 на старой связке, работет довольно быстро, стабильно, меня полностью устраивает, пытается зеркалить.
20/14 - Тоже что и 7/5, хороший абразив, только не нужный, разве что в целях экономии.
Старая связка 3/2 и 1/0 - это мусор с агломерациями, ими тоже можно точить, но не знаю нахрена.
Работаю я на них на олеиновой кислоте в простонародье Оливковом масле. Палет не то, что нормальный, а вообще шикарный, извините, но делая в неделю по 10-30 ножей возится в болоте известняка или плохо связанного абразива - это для ценителя.
Новая связка ОСВ - имею 7/5 и 3/2 - отличная связка все так же работает на масле. Производительность ниже, чем у старой, но вполне на уровне конкурентов: 7/5 зеркалит хорошо, 3/2 отлично. Но после них все равно юзаю пасту 1.0/0.0 на притире.
Что я хочу в заключении сказать. Тут все гадят на венев, а я без этих абразивов шарманку с заточкой закрыл бы давно. Для меня ничего более стабильного (при наличии рук и доводки), качественного и удобного просто нет. Я уж не говорю про всякие там натуралы и прочее вуду. Для профессиональной заточки, чтобы не сидеть неделю - это вообще не годится.
И меня смешат вопросы: а вот М390 Вы можете? Даже ZDP-189 на 67 HRC? Господи, да “патологоанатому” не важно сколько вы там штангу жали или как быстро бегали 😛
skvaterА как Вы определяли остроту? Я лично - не могу определить -лучше острота. или хуже - ножи, заточенные любым достаточно мелким абразивом разрезают волос опусканием на его кромку.Как я сейчас понимаю - намного больше зависит от стали на ноже , а не чем его заточили.Я, раньше, не понимал Лукинова, когда он говорил, что если нож не затачивается 50мкр веневом - то сталь - говно. Когда стал точить кованные и правильно термиченые ножи - понял это. Причем марка стали при заточке ножей таких - вообще не имела значения. Даже китайский ножик за 150р(один раз такие ножи у нас продавали в хозмаге!) - точился лучше и быстрее , чем ножи за 1500р кизлярские.И абразив - вообще не влиял на остроту, алмазами - быстрей и проще(и дешевле).
Я пришел к использованию веневцев только по твердым порошкам, начиная от 90В и выше. Всякие М390, ей пободные и более простые порошки, затачиваю без алмазов, т.к. алмазная заточка уступает заточке на синтетиках и финишу на природниках. А с монстропорошками результат венев дает лучше, ту же 125ку природником скрести что по звезде ладошкой, новый венев тут сделает быстрее и острее
Пока только фото. Нож из N690 61hrc
Я результатом очень доволен, наконец то смогли сделал нормальные финишные бруски 😊
Это я ещё даже не доводил их на стекле а так сразу точил с маслом.




SOUTHFOXЯ доволен староделолм на не понятной , "золотой" связке -1мкр - точит тонко, до реза вололоса опусканием. Жалко, что секрет изготовленгия таких брусков - утерян венёвцами ! 😀
ривезли мне сегодня брусок нового образца 7/5-3/2, протестировал я его, даже видео сделал но видео оказалось плохого качества, не стал монтировать.
Пока только фото. Нож из N690 61hrc
Я результатом очень доволен, наконец то смогли сделал нормальные финишные бруски
#1587
P.M. Ц
всего страниц: 72 : 1 2 3 ... 69 70 71 72
A.V.X.1960
Я доволен староделолм на не понятной , "золотой" связке -1мкр - точит тонко, до реза вололоса опусканием. Жалко, что секрет изготовленгия таких брусков - утерян! 😀
А вы им его обратно продайте за 1000000р и пусть они его под микроскопам изучат и сделаю снова такие 😊
SOUTHFOXЯ его им продам даже за ...100 000 рублей или за щенка легавой собаки(30-40тр) !Мне лично - весь этот ... - как не знаю назвать - вещь из пальца высонная. Я раньше точил до реза - бланком стеклянным с пастой алмазной китайской 0,5 мк - ну ни какой разницы в резе - только на стекле - быстрей и дешевле.
А вы им его обратно продайте за 1000000р и пусть они его под микроскопам изучат и сделаю снова такие
Второй вариант - стеклянный бланк - на нем скотч малярный-белый,на скотче - паста алмазная(да любая)но - лучше всё же- алмазная - доводите кромку. потом - кожа с пастой, все режется на расстоянии! - Только от одного вида кромки! 😀
A.V.X.1960Да все просто: по волосам на руке провожу без касания кожи, если режет волосы - нормально, в микроскоп еще гляну. На простых сталях, стойкость после венева меня не устраивает, да и смысла мне нет такие стали затачивать такими брусками. На это есть ОА Гриндерман и туффит на финиш
А как Вы определяли остроту?
skvaterПростые стали, которые быстро тупятся - вообще (имхо) точить на мелких брусках - смысла мало.Простые - кухнержа 45-50ед - режут "лучше" после довольно грубого бруска 200-600гр., главное - они на таких брусках после нескольких движений начинают резать помидоры-лук-пальцы! 😀
а все просто: по волосам на руке провожу без касания кожи, если режет волосы - нормально, в микроскоп еще гляну. На простых сталях, стойкость после венева меня не устраивает, да и смысла мне нет такие стали затачивать такими брусками. На это есть ОА Гриндерман и туффит на финиш
A.V.X.1960Простые, имею ввиду типа 95х18 хотя бы, Н690. А пластилин я давно не затачиваю, жаль время тратить
Простые - кухнержа 45-50ед - режут "лучше"
skvater
Простые, имею ввиду типа 95х18 хотя бы, Н690. А пластилин я давно не затачиваю, жаль время тратить
От закалки зависит - та же 95х18 закаленная на 59-61 - отлично режет, и в такой термичке её стоит точить мелким абразивом. Правда её калить надо уметь.
Это хорошая сталь - для большинства задач(кухня, охота) - 100% хватает, не ржавеет. Из неё подшипники делают для суровых условий.
Смотреть можно начинать с 5:50 минут. До этого просто обычное бла бла бла, нам не очень интересное.
Дядька, на мой вкус, весьма доходчиво рассказывает о заточке стамески и рубанка. Ну или типа того.
chingachgookЯ бы ему порекомендовал снять еще один ролик на котором он наведет эту же алмазную пасту, но не на виневских брусках, а на кленовом или любом другом бруске или вообще на стекле...
Смотреть можно начинать с 5:50 минут. До этого просто обычное бла бла бла, нам не очень интересное.Дядька, на мой вкус, весьма доходчиво рассказывает о заточке стамески и рубанка. Ну или типа того.
------
Если вы мастер - у вас свой путь. Но новичкам следует показывать все пути, а не один любимый, разве нет?
/Alex Last/

Про стойкость кромки после этого алмаза тут все надеюсь в курсе))


Увидел новые алмазы на стальной основе вместо алюминиевой и толстым алмазным слоем. Сказали, что 1/0 делать в таком исполнении не будут. Так что этот самый тонкий.




Завтра буду брать
[/B]
[/QUOTE]
Ждем отзыва!
А нужен он 1/0 то? У меня вообще последнее время любимый и единственный это
20/14-7/5
tvy61
Ждем отзыва!
Сегодня побывал на выставке. Около веневского стенда познакомился с Евгением (pasynok). Милейший человек 😊
Купил апексный формат веневца 7/5. Дерут конечно хорошо, но оно того стОит)
Теперь у меня все мелкие веневцы на новой связке. Теперь я все ножи поперенаклепываю)))
Да, а Евгений говорил про полноразмерный формат. Ну чисто для затОчников)
Есть 7/5 и 2/1.
Чем их лучше чистить ?
Попробовал выполнить спуски на клинке таким способом: точилом (как получится) и выровнять их апексом. При толщине 2 мм, вроде бы, выполнимо. Х12МФ 60HRC
На этот случай был куплен веневский брусок ажно 250/200. Довольный поскакал домой - теперь-то не испорчу!
И вот - единственное что может аццкий, казалось бы, абразив это загладить риски от точила. Как только образуется плоский участок миллиметра в четыре шириной, съем металла прекращается. Совсем. Скользит, как-будто облысел.
С нажимом, без нажима, в воде, насухо, накрест, с бубном...
Что я делаю не так ?
Тема есть даже специально по поводу низкой производительности особо крупнозернистых абразивов:
forummessage/224/23
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Спасибо.
Далее же, лучше брать заметно менее грубые, желательно с бОльшей концентрацией зерна, т.е. либо алмазы на гальванической связке, либо, что я например предпочитаю, карбид кремниевые бруски с открытой структурой, но со связкой не особенно мягкой.
Далее, актуально будет чередовать более твёрдые и более мягкие - на твёрдом подравнивание геометрии, на мягком оперативное удаление рисок от твёрдого и так далее.
Можно конечно и последовательно работать алмазами на гальванике, переходя на алмазы на органической связке уже на "заточных" этапах, а не на обдирочных.
Т.е. Ваш брусок не оправдал надежд, но свою задачу насколько мог - он выполнил. Можно было бы сразу в принципе брать сильно менее грубый, но раз уж есть этот - пусть делает что может, вот как раз удаляет ещё более грубое. Как основную грубость снимет - всё, пора брать что-то другое.
На этот случай был куплен веневский брусок ажно 250/200Ошибка новичка. Рабочий алмаз у Венева 100/80-50/40. Все что грубее, это специфика не для заострения.
Из грубых алмазов лучше всего подходят китайские напильники, продаются в магазине 220 вольт.
https://www.220-volt.ru/catalog-354771/
подорожали, я брал по 650р.
chingachgookДавно хотел спросить, этот напильник действительно на алмазном зерне или карбид вольфрама?
Из грубых алмазов лучше всего подходят китайские напильники, продаются в магазине 220 вольт.
https://www.220-volt.ru/catalog-354771/
подорожали, я брал по 650р.
Просто однажды нужно было изменить форму керамического ножа - взял полотно для ножовки, где написано, что алмазное, но нож не брал, потом мелким шрифтом нашел уточнение, что сделано из карбида вольфрама...
------
Если вы мастер - у вас свой путь. Но новичкам следует показывать все пути, а не один любимый, разве нет?
/Alex Last/
Vladim_81Когда фаска достигает такой ширины - любой брусок начинает работать так - как будто облысел. Даже гальваника грубая начинает точить медленно. так как приходится снимать металл с большой площади.У меня был брусок 200мкр 100% - нормально работал при первичной заточке, но подводы такой ширины я им не точил.Работал он заметно быстрей чем 100мкр 25% концентрации. Попробуйте его выровнять на порошке 60 - 100мкр, и поточить другой нож, с более узкой фаской.
И вот - единственное что может аццкий, казалось бы, абразив это загладить риски от точила. Как только образуется плоский участок миллиметра в четыре шириной, съем металла прекращается. Совсем. Скользит, как-будто облысел.
С нажимом, без нажима, в воде, насухо, накрест, с бубном...
Что я делаю не так ?
Да, Вы точили руками, или на апексоиде? Если руками - то на веневцах быстрого съема металла - не будет. Лучше тогда на наждачке, или брусках КК.
Очень быстро работают пластины легионер с дырками, но там всего 3 зернистости, и самая мелкая - не такая уж и мелкая.Причем, если Вы наделали ям на точиле, то Вам придется долго стачивать металл на остальной плоскости фасок, пока не доточите до дна этих ям.Лучше сразу делать на точиле более-менее нормально, а не как получится.
В данном видео показываем тестирование результатов заточки контрольного ножа из СРМ S90V бруском на связке OSB стороной 3/2
chingachgookКакой максимальный результат показывал данный нож ранее и на каком финише?
В данном видео показываем тестирование результатов заточки контрольного ножа из СРМ S90V бруском на связке OSB стороной 3/2
веневский В2-01 3/5 210 резов
веневский В2-01 5/7 190 резов
Палтавский эльбор 1/2 190 резов
золотой 220 резов
fishermenПластины " Легионер" - лично точил-правил в полевых условиях. Стоят - не дорого. Аналогично, наверное, будет работать точилка "бабочка" - но она стоит дороже, хотя конструктивно - удобней для переноски. Реально ей - не пользовался, только видел в инете. Если пластины легионер наклеить на деревянный брусок на три стороны - а четвертую кожу, намазанную пастой - до бритья - очень быстро точится. А если нож сильно не тупить - то на самой мелкой стороне и коже - быстро правится до бритья и отлично для разделки дичи.
Спросить совета. Что подобрать для "оперативно поправить при разделке"?
#1618
P.M. Ц
Контрольный нож из S90V заточил на веневце на стороне 1/0.
Фотографировать красиво не умею, так что на словах.
После заточки на стороне 1/0 на подводах наблюдалось большое множество паразитных рисок, сильно много, неприемлемо много. Не пять-7 огромных рисок от булыжника, как на алмазе со связкой В2, которые можно было выковырять иголкой, а много паразитных рисок приблизительно размером 10 микрон.
Результат:
Контрольный нож CPM S90V
канат 37мм новый алмаз, сторона заточка 1/0
н/у - 0,4
50 - 3,2
100 - 4,3
150 - 6,4
175 - 7,кг
У меня пока до 3/2 на OSB руки не доходят. Но в OSB непонятно что может царапать, только если выпирающие комки в алмазном зерне. Ну или проблема с контролем размера зерна при производстве.
P.S. Сделал фото в произвольном месте, специально не выискивал - и вот, пожалуйста. Зерно 250мкм и рядом чуть поменьше. Про 50...100 и говорить нечего, их там россыпь

Глядя на них в объеме (большое количество) понял что они делаются вперемежку по составу - т.е. на разных сторонах есть примеси разного количества краски от связки другой стороны. Т.е. цвет камней от зеленого до красного через всю палитру.
Т.е. совершенно очевидно что формы у них универсальные и между запеканиями (или что там они делают) формы не отмывают.
Монокамни (односторонние) лишены проблем с окрасом связки (хотя не факт что там все стерильно - просто там красная связка не используется)
Так что как вариант - снять слой толщиной в пару десяток м.б. и уйдут грубые алмазы (ну или хотя бы на торце посмотреть, притерев его)
ЗЫ себе купил таки двухсторонние осб. Ща тоже щелкну
Вроде расставил. Это сторона зеленая 7/5 Как видно примесей красной связки чуть ли не половина.
Так же первой попавшееся место 20 крат

Так как увидел явные алмазики то на них навелся 300 крат (условных кетайских) Размеры сказать не могу но видно совершенно очевидно что они выделяются 
Это сторона 3/2 красная как видно в макро по цвету даже не определить различия между сторонами (потму я и сомневался что из них в какой очередности постить - но факт что есть нагло выделяющиеся алмазы)

ЗЫ Камни не притирал еще, не успел.
Еще удивило кстати что толщина алмазного слоя весьма большая... Хотя камни обычные.
Т.е. у них есть камни премиум где они заявляют толщину слоя 2 мм.
Так вот с одной стороны у меня слой алмазов 2 мм а с другой (не по микрометру конечно а по линейке) чуть толще 1,5 мм
Т.е. конечно постараюсь снять пару десяток и посмотрю что получится
ЗЫ Нанивовские алмазы - серия нанива даймонд. не имеют ни единого паразитного зерна
ivan-3нет, односторонний Апекс-ного формата, на бланке
Это двойные камни? Двухсторонние?Глядя на них в объеме (большое количество) понял что они делаются вперемежку по составу - т.е. на разных сторонах есть примеси разного количества краски от связки другой стороны. Т.е. цвет камней от зеленого до красного через всю палитру.
Т.е. совершенно очевидно что формы у них универсальные и между запеканиями (или что там они делают) формы не отмывают.Монокамни (односторонние) лишены проблем с окрасом связки (хотя не факт что там все стерильно - просто там красная связка не используется)
Так что как вариант - снять слой толщиной в пару десяток м.б. и уйдут грубые алмазы (ну или хотя бы на торце посмотреть, притерев его)
ЗЫ себе купил таки двухсторонние осб. Ща тоже щелкну
Полагаю, будет нетрудно выковырять из связки пару подозрительных включений, на предмет определения их как абразива или чего-то иного, особенно при таких размерах.
Осмелюсь напомнить уважаемому сообществу о моём обзоре экспериментальных подобных брусков, с микрофото с приложенной микрометрической шкалой. Так вот, в тех брусках, что я пробовал, прозрачные включения большого размера, явно не были абразивом, но каким-то компонентом связки - более всего похожи на полимерные гранулы. Тем более, что алмазное зерно искусственное, такого размера, навряд ли будет всё сплошь "белым" и прозрачным как стекло - это статистически "маловероятно", мягко говоря.
Вот то, что показано на последних фото Иваном - вот там - да, подозрений больше всего, и там я скорее всего предположил бы зёрна, тем более что явно есть характерный блик, которого нет в других случаях. Но видно слишком плохо. А такой блик может давать и вкрапление, типа того что я показывал -
если прочитать мой обзор, то можно и там, где показана кошмарная паразитка от одиночного крупного вкрапления неизвестного происхождения, увидеть что пресловутые "гранулы" соседствуют с ним и никакого воздействия при том не оказывают.
При том там же мною указано, что я был первым, кто тот брусок притирал, а первые микрофото поверхностей сделаны перед притиркой, и прекрасно видно, что откровенно именно зёрен, с видимыми гранями, и куда более похожих на алмазное зерно (если сравнить например с таковым, отмученным из алмазных паст с зёрнами того же сорта - они преимущественно мутно-жёлтовато-зеленоватые, вплоть до коричневых) размером до 10мкм. - более чем хватает. Т.е. абразивная гигиена - и так и так никакая, но это в случае с венёвом и так не новость.
Обзор находится в этой же теме, пост 779:
forummessage/224/18
Но показанные коллегами бруски уже отличаются, да и времени прошло порядком, ожидать можно чего угодно, так что я не утверждаю, что нынешние вкрапления, однозначно НЕ зерно. Полагаю, может быть с равным успехом и так и не так - надо бы как-то это поисследовать поподробнее. Учитывая конский размер вкраплений, предлагаю попробовать их извлечь (твердосплавной чертилкой или чем-то таким - связка мягкая относительно, не должно быть очень трудно) и проверить, например, попробовав поцарапать стекло.
Если же окажется, что в эти вкрапления легко воткнуть иглу или они рассыпаются при попытке извлечения - вопрос будет снят.
Останется только уяснить, настолько ли же засорены, тем не менее, новые бруски именно алмазным зерном более крупным нежели заявленное, но это уже надо делать снимки с бОльшим разрешением и увеличением. И конечно, лучше если бруски для такого изучения будут ещё не притёрты - иначе можно только гадать, не шаржировалось ли в них зерно от притирки.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
P.S. Поцарапал иголкой - похоже, и впрямь что-то полимерное, аналогичное связке по составу
Игорь, расскажите как Вы подготавливали абразивы?Не притирал. Притирка, как раз, в плане. Так же посетила мысль, притереть на грубом зерне(320) для снятия условно 10микронного слоя с поверхности, ну или сколько оно там получится снять.
Да и еще, я бруски не ровняю, считаю это лишним, притирка только для "очистки" поверхности.
Решил на досуге поколдовать)) с доводкой некоторых своих алмазов.
Итак,посмотрел в ютубе .
3/2- доводить на 800м порошке.
А потом ,можно на этом-же порошке и транс.арк довести ?
Порошка конечно мне не жалко, просто удобно будет сразу несколько камней довести.
Т.е подсыпать порошка и добавлять воды..
Так можно делать ?
Или перед каждым камнем надо чистить притир ?
Порошок КК активно дробится и быстро доходит до состояния, в котором активно не работает. Ну можно конечно тереть и на сработавшемся, теряя зря кучу времени, и начиная сглаживать рельеф камня о притир, что происходит при срабатывании порошка "в труху", когда он просто заполняет шероховатость камня и притира и уже не работает, но какой в этом смысл? Потратить впустую время? При притирке даже не особо твёрдых камней и брусков, обычно на каждой фракции порошка КК, порцию меняют раза 2-3, причём рекомендуется смывать отработанную и разводить свежую суспензию, а не добавлять свежее зерно в сработанную, так как это ускоряет деградацию зерна.
Вот
Посмотрел ваше видео в ютубе-черканул там немного .
Спорить с вами мне сложно-у вас мелкоскоп есть )),но тем не менее попробую ))
Субъективно надо погонять абразив по РАЗНЫМ маркам стали ,чтобы делать вывод .
Недостаток агрессии реза может быть связан как со сталью ,так и с сведением ножа.
Алмазы прежде всего рекомендуют для заострения порошковых марок стали ,а не 440с.
У Ярослава на тестах s90v этот(очень похож по цвету во всяком случае) алмаз дал хороший результат.
Вобщем поколдовал)) я немного над этим 3/2 алмазом .ОСВ 25% конц-ии.
Из коробки-ход абразива как-бы дубовый ,подлипает и подпрыгивает -рез выходит всё верно,какой-то маловразумительный.
Посмотрел и посты Ярослава и разные видео в ютубе.
Колдунство как я понял надо делать в 2 этапа ,сначала на грубом порошке затем на тонком или по другому,как у вас,но не суть.
В наличии оказалась уже подсевшая алмазная пластина -800 грит,вот на ней и доводил .
Обнаружилась непонятная чёрная тоцецка на камне.
Так,вроде нормально.
Ход камня улучшился минимум на 50% ,но не полностью отлично,связываю это с своей не-совсем правильной доводкой.
Поточил нож из Д2 -агрессия реза вполне достаточная .
Веневцы сделали (имхо)годный абразив.
3/2 - это уже у меня финиш. И это аккуратная работа, при которой крайне важно исключить лишние факторы. Условно. Алмазное зерно можно вмять в глину (в мягкую связку), а можно распределить по притиру (стеклу). Работать алмазное зерно будет по разному и воздействовать на КРОМКУ по разному. Если мне будет нужно отполировать фаску - это одно, но если необходимо нарезать определенный зубчик на кромке - это другое. На OSB 3/2 необходимое мне не получилось. Мягкая связка, грязь, подлинзовывание кромки. Стали были 9ХC от Жбанова и 440С от Spyderco.
Можно и на других сталях попробовать, но я не сотрудник исследовательского бюро на окладе. И не продавец, который будет нахваливать свои товары и лить елей про свой ассортимент. Купил, попробовал, получил определенный результат, сделал _свои_ выводы, рассказал. У кого-то, не исключаю, будет другой опыт и результаты.
Обзоры всегда интересны- тут вы меня неправильно поняли .
По работе камня ,тут уж имхо может отличаться.
А есть ещё такая железка, 125-й зовётся ,вот её загладить никак не можно))
alex-iceвот не совсем понял почему алмазы рекомендованы именно для порошков?
Алмазы прежде всего рекомендуют для заострения порошковых марок стали
Как бы возникает вопрос, чем алмаз лучше на той же 204Р, чем например на углеродке, будь то, что нибудь от Хитачи или отечественная ШХ15?
chingachgookИгорь, я в принципе согласен с вами, что алмазы можно применять где угодно, однако это противоречит расхожему принципу, что мягкое точим твердым, а твердое мягким )
я рекомендую алмазы для всего
Или это мнение годно только для водных камней?
tvy61Под "твердым" и "мягким" имеется в виду скорее связка, нежели сам абразив.
Игорь, я в принципе согласен с вами, что алмазы можно применять где угодно, однако это противоречит расхожему принципу, что мягкое точим твердым, а твердое мягким )
Или это мнение годно только для водных камней?
Alexx_SДа, это я упустил из виду )) Хотя алмазы на мягкой связке мне не попадались
Под "твердым" и "мягким" имеется в виду скорее связка, нежели сам абразив
Игорь, я в принципе согласен с вами, что алмазы можно применять где угодно, однако это противоречит расхожему принципу, что мягкое точим твердым, а твердое мягким )Я человек безпринципный, принципов не соблюдаю и все стараюсь пробовать "на зуб".
Или это мнение годно только для водных камней?
Еще раз - если нож не заостряется алмазом, то это бракованный нож.
chingachgook
Еще раз - если нож не заостряется алмазом, то это бракованный нож.
А если он при этом заостряется КК? Все равно бракованный?
Мне кажется, что ваш подход правильный, но только для вас. Алмазы хороши, но есть и другие пути заточки. Тему читают люди, в том числе затачивающие все на шкурках. А если они будут утверждать, что если нож не затачивается на дешевых шкурках, то это бракованный нож?
Я думаю, что если нож можно хорошо заточить и использовать как нож, то это хороший, а не бракованный нож. И здесь нет слова алмаз или абразив. Пусть даже нож можно заточить на протяжной точилке, но если после нее нож можно использовать как хороший нож, значит это хороший нож.
Алмаз, это довольно универсальный абразив, хотя для слишком мягких сталей виневские алмазы не очень продуктивны. Но это не значит, что все мягкие ножи бракованные...
------
Если вы мастер - у вас свой путь. Но новичкам следует показывать все пути, а не один любимый, разве нет?
/Alex Last/
А если он при этом заостряется КК? Все равно бракованный?Это фигура речи? или есть примеры?
Я говорил буквально есть ножи, которые на алмазе не затачиваются, в процессе заточки крошатся, не принимают остроту, РК отваливается кусочками.
Особенно этим грешат "булаты" самодельщиков.
chingachgook
Я человек безпринципный, принципов не соблюдаю и все стараюсь пробовать "на зуб".Еще раз - если нож не заостряется алмазом, то это бракованный нож.
Надо бы у Широголиков сделать заточную ветку ))
Китайцев за 70 евро можно точить алмазами ,а вот таких красавцев
https://statusknife.ru/collect...37-sidis-dizayn
Может и не можно ))
Почти 100.000 руб нож стоит -а вы по нему Зубром некошерным ))
Хотя помню :
Было ваше видео в ютубе:
Обдирка производилась не Зубром ,а КК -дальше были Веневские алмазы и на канате этот нож хуже себя показал,как если бы полностью был заточен на алмазах.
chingachgook
процессе заточки крошатся, не принимают остроту, РК отваливается кусочками.Особенно этим грешат "булаты" самодельщиков.
Все ножи точу венёвскими алмазами. Булат который крошится от алмаза
заточил наждачкой, давно лежит без дела больше точить наждачкой желания
не возникало.
Евгений_Е
А если он при этом заостряется КК? Все равно бракованный?Мне кажется, что ваш подход правильный, но только для вас. Алмазы хороши, но есть и другие пути заточки. Тему читают люди, в том числе затачивающие все на шкурках. А если они будут утверждать, что если нож не затачивается на дешевых шкурках, то это бракованный нож?
Я думаю, что если нож можно хорошо заточить и использовать как нож, то это хороший, а не бракованный нож. И здесь нет слова алмаз или абразив. Пусть даже нож можно заточить на протяжной точилке, но если после нее нож можно использовать как хороший нож, значит это хороший нож.
Здесь, на мой взгляд, проблема другого плана. От заточки ждут чуда в буквальном смысле. Наслушавшись "песен" продаванов человек ждёт чуда от ножа вот и начинаются пляски с бубном под луной 😊 , а крайний кто? тот кто точил "чудо" нож былинный 😊. Вот и получаются споры то про руки то про абразивы.
------
С уважением Сергей.
alex-iceя точил разные МБШ, не менее 20, ничего там военного нет и стоимость Широгоровского флиппера скорее определяется его серийностью, в том числе и Ванакс 37, точится отлично и совсем не сложно.
,а вот таких красавцев https://statusknife.ru/collect...37-sidis-dizayn Может и не можно ))
Единственный нож, от заточки которого я однажды отказался был такой

Просто посмотрев в лупу на его подвод и двойную фаску, я не сильно понял как его точить и как получить такое потрясающее зеркало.
В общем не рискнул ))
Единственный нож, от заточки которого я однажды отказался был такойЕсли мне приносят нож и просят заточить, я спрашиваю: вам красиво или остро?
Если надо красиво - я отказываюсь в любом случае.
Выше показанный нож я точил остро, человек практик и такой нож у него на подхвате. Прекрасно вытачивается, сталь ЗДП189.
tvy61
...
Просто посмотрев в лупу на его подвод и двойную фаску...
Не понял, что имеется в виду. Подвод и фаска = одно и то же. Там заточка на три фаски, или Вы имеете в виду переход со спуска на заточку на две фаски?
Рокстеды пишут что затачивают на шкурке.
Но только народу в голову не приходит что шкурки бывают разные 😊
Существуют ацкие агрегаты по типу гриндер приставка. Которые выполнены в премиум качестве а работают на алмазных шкурках. Но опять мы слово шкурка понимаем односторонне но лента на гриндере тоже шкурка. И там шкурка тоже лента но работает она и не так как на гриндере (м.б. разные типы есть)
Там бобина шкурки и она перематывается на другую. И все это сделано с подачей СОЖ. Обычно это как приставка к другим станкам
И собственно там даже не шкурка а алмазная пленка. И зернистость там хоть 1 микрон. И представьте все это без биения и с СОЖ
Вот и получается бездефектное зеркало.
Только бобина этой шкурки пленки стоит дороже любого гриндера в барахолке ножевой мастерской
Хотя Широгоровы и Бирюков думаю без проблем такой агрегат бы потянули
ЗЫ это все узнал когда мониторил алмазные пленки на ебае.
oldTorДумаю, хотел написать " посмотрел на подвод и увидел 2 фаски.."
Подвод и фаска = одно и то же.
Но думать это одно, а писать совсем другое 😊
Заточку на три фаски не видел, видел только на две, хотя может был еще переход от спусков к подводу, не сильно видный из-за покрытия.. И фаски были разного оттенка еще.. Почему, не знаю..
Свершилось, серийный алмаз веневского завода показал результаты в один уровень с золотым.
Ванька сейчас видео зальет, и можно будет посмотреть.
А, пока, ура еще раз.
chingachgookЭтим могут грешить все! 😀
Это фигура речи? или есть примеры?Я говорил буквально есть ножи, которые на алмазе не затачиваются, в процессе заточки крошатся, не принимают остроту, РК отваливается кусочками.
Особенно этим грешат "булаты" самодельщиков.
Кто то придумал давно , в эпоху царствования Николая - что мягкие(относительно) стали алмазами точить не надо, так как теряется смысл приобретения других брусков(не алмазных) - от туда и пошло - что алмазы не точат кастрюльную нержу и пр.Если сталь плохая - то она ничем не точится, а если и точится чем то другим кроме алмазов - то резать все равно будет плохо(не долго).Такие стали лучше всего точить-ширкать любым относительно грубым абразивом по чаще.Тогда такие стали режут.Алмазные пластины с гальваническим напылением - твердые, но точат лучше и быстрей водников, так не теряют геометрию в процессе,причем даже очень твердые стали, финиш - можно хоть чем уже сделать(если нет венева!) - но тоже твердым бруском, который не крошится и мало меняет геометрию.Чем плохи водные камни(имхо) надо ими точить с водой! 😀
Чем плохи веневские алмазы? Они плохи тем, что три двухсторонних бруска - заменяют всё!
Алекс П.
П.С. - это если вы точите на апексоиде.Для ручной заточки веневские алмазы мало подходят. Лично я точу руками или на алмазах гальваника, или на синтетике.
chingachgook
Ну что, УРА!Свершилось, серийный алмаз веневского завода показал результаты в один уровень с золотым.
Ванька сейчас видео зальет, и можно будет посмотреть.
А, пока, ура еще раз.
Я бы перепроверил еще раз,другим серийным,а то может опять лотерея? 😛
chingachgook
Ну что, УРА!Свершилось, серийный алмаз веневского завода показал результаты в один уровень с золотым.
Ванька сейчас видео зальет, и можно будет посмотреть.
А, пока, ура еще раз.
Сколько микрон ?
Сколько микрон ?1/0? Этот алмаз уже был на тестах "из коробки".
Но как показывает практика вопрос весьма актуальный.
Впервые я с ним столкнулся, как ни странно, на гальванических алмазах.
И там этот вопрос освещен очень хорошо (вплоть по моему до электронного микроскопа). Т.е. общая мысль что алмазам надо время (час или несколько - какие то условные величины) на первичное обкалывание зерен которые торчат выше медианы. Это все относилось к гальваническим алмазам ДМТ.
И я полностью с этим столкнулся.
3 микрона гальваника из коробки работает грубее 25 микрон уработанных десятки часов.
готового 3 микрона существуют только бланчики 10 см длинной правда.
Но чисто теоретически бланки 6 (или 8) на 2 дюйма резать пополам будет не трудно. и м.б. двухсторонние в любой комбинации по сути (например 9 и 3 микрона разных сторон)
PS Вот кстати в переводе и с картинками
https://www.liveinternet.ru/users/3488088/post383498015/
Вы в видео всуе упомянули аото. А оно здесь причем? Это не финишный и не доводочный камень - это скорее первичная заточка (кстати японцы его частенько с маслом пользуют). Камень достаточно мягкий. И от порошков должен быстро срабатываться
По алмазам.
Пробовали ли вы алмазную пленку? 1 микрон существует (есть и тоньше но достать трудно)
Там главная проблема в контроле давления - на финише, любой скачек и пленка подрезается.
Во всяком случае если вы с ней справитесь (не подрезать) это будет эталон чистого реза (в плане без связки честный 1 микрон)
Так же американцы выпустили алмаз. По моему тот самый Бен Дейл (оригинал апекса)способствовал. Под лэйблом матрикс. Многие в восторге. Зеркало и все такое. Но опять таки пишут что мягкая связка и легко подрезается.
Стоят не дорого относительно (долларов 50 за бланк вроде)
Ну и японцы...
Оригинал нанивы 10000 грит купить маловероятно (1 микрон)
Оригиналы нанивы на алюминиевой плите и весят очень много.
Китайцы их скопировали. Но основа такая же как у Веневцев - непонятно алюминиево магниево пористое.
Еще вроде китайскую рубиновую керамику не пробовали? Вроде хотели глядя на результат Лехи33 (если правильно помню, могу и ошибиться) Во всяком случае цена попробовать совсем дешевая
Поржал - камень пришел из опы ,из завода.
Из коробки увы абразив малопригоден для работы.
Поколдовал :
Есть 2 алмазные пластины : 200 и 800 грит.
Вот на них и последовательно пошоркал этот камень.
Потом попробовал подправить подсевший нож из М390.
Результат понравился - абразив абсолютно годный !
Камень на бланке ,25% конц-ии .
Стоит 1370 руб .
При правильном колдунстве)) получаем достойный финишник.
Свою доводку я конечно проф-й не считаю,но камень гораздо лучше стал работать,чем из коробки.
Из коробки увы абразив малопригоден для работы.Я тут выравнивал товарищу седло, на Веневском бруске (на бланке под апекс) 100/80, так вот я даже не понимаю теперь, чего там больше в слое сточилось, то ли алмазов, то ли связки, в общем после выравнивания брусок не грызет ни М390, ни даже 95Х18 с хорошей термичкой..
Как то нужно вскрыть поверхность, а как?
Как взбодрить? Я здесь сторонник того, что подобное лечится подобным и хорошо бы мелким хонинговальным алмазным бруском по поверхности пройтись.
Tenergyспасибо! в общем то так и предположил, сегодня пообещали дать алмазный "кирпич" от DMT и попробую. Как бы еще постараться не убить DMT-ый брусок 😊)
и хорошо бы мелким хонинговальным алмазным бруском по поверхности пройтись
tvy61Не жалейте воды и немного жидкого мыла.
Как бы еще постараться не убить DMT-ый брусок )
Если будете работать на полусухой пластине, то алмазы из DMT посыпятся.
tvy61Алмазы распределены в связке - и отдельно их вынести - ни как нельзя.
Я тут выравнивал товарищу седло, на Веневском бруске (на бланке под апекс) 100/80, так вот я даже не понимаю теперь, чего там больше в слое сточилось, то ли алмазов, то ли связки, в общем после выравнивания брусок не грызет ни М390, ни даже 95Х18 с хорошей термичкой..
Как то нужно вскрыть поверхность, а как?
На каком зерне выравнивали? Я выравниваю в конце грубые алмазы примерно на таком же как сами алмазы или чуть меньше.Причем в конце. когда брусок уже выровнен - насыпаю новое свежее - и немного на нем, не жду когда порошок КК раздробиться на совсем мелкие частицы.
Второе - если вы начинаете точить нож, у которого заполированы старые подводы - то все бруски в начале, как бы, - не точат, так как поверхность ровная, не "взыхреляная", работают только зерна, торчащие выше всех. Потом, когда проточите и взрыхлите(сделаете риски) - всё будет точиться.Наклеп здесь - не при чём!
Кому интересно - просто попробуйте точить любым бруском, достаточно твердым, что бы он не сыпался, по заполированной поверхности - увидите - точится очень медленно, брусок как бы - скользит.
Не жалейте воды и немного жидкого мыла.Ок. Мыла и воды у меня с избытком ))
На каком зерне выравнивали?Александр, я ровнял на 220 порошке, это в конце, а начал на 60 КК.
А может стоит на порошочке свежем еще разок пройтись и все заработает?
Что то мне чужой ДМТ жалка стало..
Завтра попробую, не получится, тогда на алмазе..
tvy61Алмаз 100/80, доводка максимум на карбиде кремния F120, и конечно не до полной выработки порошка.
я ровнял на 220 порошке, это в конце
Брусок вроде как стал работать чуть лучше, но все равно это не дело. Мне тут нужно нож заточить, сведен в 0,35 плюс-минус, точить буду на 38 (по старой фаске примерно 39), железка Ванадис 10, попробовал на нем, да это нужно просто уйму времени, что бы этим 100/80 выйти мне на кромку. Ставил бланк с КК 220, грызет гораздо веселей, попробовал поставить свой двусторонний веневский брусок 20/14-7/5, ну другие ощущения, чувствую как точит. Этим же 100/80 чувства снятия металла, положенного для такой зернистости просто не ощущаю..
В общем верну красиво выровненный камень хозяину. Пускай пробует на своих ножах и скажет что то мне. Жаль что я не пробовал брусок до выравнивания, поэтому нельзя сделать вывод, повлияло ли это на работоспособность брусочка ((
chingachgookИными словами - разумная достаточность.
Я вообще ровняю только 3/2 и 1/0. Остальные веневские бруски ровнять вообще не нужно. Лишняя сущность.
Понимаю.
Тем не менее, на грубых абразивах формируется режущая кромка.
Чем лучше она будет проработана, тем меньше работы для последующей заточки и доводки.
Можно конечно сколы и вмятины на РК убирать тонким абразивом 3/2 и 1/0, но это не будет разумным, достаточно поработать грубым абразивом, и чем ровнее он будет, тем проще и быстрее в дальнейшем.
Конечно, грубый абразив можно и не выравнивать, пусть изнашивается, потом просто подниму угол заточки на следующем абразиве, и поработаю немного подольше. Тоже вариант.
Это уже про достаточное.
TenergyСовсем не обязательно. Горб на бруске не образуется, тем более на Апексе. Седло даёт линзу, другими словами, если бруски грубые, то подводы будут в линзу. Плоские финишники уже не смогут работать по всей фаске, но если каждая смена бруска идёт с повышением угла, т.е., применяется ступенчатая заточка, то этот метод имеет право на жизнь и имеет преимущества - ступени от разных абразивов более сглаженные...
Седло на камне, клин, горб и прочая срань кривая не должны быть у хорошего заточника на камнях. Культура пользования камнями у всех своя, как и отношение к результатам заточки своими руками.
На легендарном видео Миловидова мы все видели и бруски с седлом и заточку от зерна. Самое главное, это понимание процесса.
------
Сто раз сразиться и сто раз победить – это не лучшее из лучшего; лучшее из лучшего – покорить чужую армию, не сражаясь. /Сунь Цзы/
Я изначально о другом говорил, а не как запущенный баг выдать за фичу при участии умелых рук. В конце концов, кривое шило тоже дырку делать может в сравнении с прямым 🤗 Ладно, проехали.
Без изысков, но сердито.
chingachgook... финиш на золотом, ...
Игорь, а почему ж на золотом том?
Не доверия "новичку"?)))
TenergyЭто так. Я не пользуюсь точилками под апексные размер, у меня костылек. Отсюда и применение камней, например чуть убавить сведение по спускам. На апексе это невозможно, да и на апексном бруске не реально. Многофункциональность требует универсальности, т.е. нормальной плоскости.
Я изначально о другом говорил, а не как запущенный баг выдать за фичу при участии умелых рук. В конце концов, кривое шило тоже дырку делать может в сравнении с прямым 🤗 Ладно, проехали.
Если бы пришлось точить исключительно твердые стали и преимущественно для состязания по резу каната, то начался бы накапливаться опыт. Например, нет разницы кривой камень или нет, зато резов больше.
Кстати, заметное седло может дать повышение угла на пару градусов, это нормально для состязаний? Другими словами все точат на Апексе под угломер, но у всех плоские бруски, а у одного седло. Мне кажется, стойкость кромки должна быть выше...
------
Сто раз сразиться и сто раз победить – это не лучшее из лучшего; лучшее из лучшего – покорить чужую армию, не сражаясь. /Сунь Цзы/
yemzС последними Вашими строчками - не согласен.Когда использовал полный сет веневцев, начиная обдирку с 200/150мкр - сразу заметил, что если первый грубый брусок кривой - заточка превращается в мучение, резко возрастает износ всех последующих брусков, и как результат - снижение качества заточки.
Конечно, грубый абразив можно и не выравнивать, пусть изнашивается, потом просто подниму угол заточки на следующем абразиве, и поработаю немного подольше. Тоже вариант.
Это уже про достаточное.
Первый грубый брусок должен "правильно" сделать свою работу - сточить "мясо", сформировать ровную плоскую(или не плоскую. если это надо) фаску. Тогда последующим брускам остается заточить грубые риски, это происходит относительно быстро, даже если не увеличивать угол, и более мелкие бруски при такой работе меньше меняют свою геометрию.При брусках с седлом - там всё накладывается - одно на другое, работы всем брускам становится больше, а результат -хуже.Я сейчас не использую грубые обдирочное бруски, которые требуют выравнивания - давно точу пластинами с гальваническим напылением, они быстро точат любую сталь(чем она мягче - тем - быстрей). затем - 50мкр венев , и далее - чем угодно. Если точу на заказ , что бы было совсем красиво - то - наждачка на бланках после гальваники, наждачка на бланках - дает самую ровную-красивую фаску, без всякого выравнивания брусков, стоит - в разы дешевле хороших брусков.Как вариант при кривом грубом бруске(если вам лень ровнять, а пластины алмазные применять - не позволяет религия!) - проточите фаску наждачкой грубой(250-300гр) после грубого бруска, сделайте плоские ровные подводы - дальше легче и быстрей будет точится в разы.
имхо.
Все бруски выровнял на стекле с кк-мелкие дают шикарное зеркало и в работе и при просмотре на свет.В работе нравятся,но столкнулся с тем, что у меня хорошо работают только с Оливковым маслом и вд-40,но вд сильно воняет, а масло дает на бланке липкую структуру .Подскажите, пожалуйста-чем разбавить масло?
сразу заметил, что если первый грубый брусок кривой - заточка превращается в мучение, резко возрастает износ всех последующих брусков, и как результат - снижение качества заточки.Так я и говорю, начинаю с Зубра, а он всегда ровный(хи-хи).
A.V.X.1960Абсолютно с Вами согласен!
С последними Вашими строчками - не согласен.
...
Первый грубый брусок должен "правильно" сделать свою работу - сточить "мясо", сформировать ровную плоскую(или не плоскую. если это надо) фаску.
Поэтому я и говорил про достаточное.
Я так понимаю что сейчас мы говорим про заточку на приспособлении, а не руками на полноформатных камнях, это просто чтобы понимать друг друга.
Камни конечно изнашиваются, и изнашиваются в основном по длине.
Яма копается из-за того, что стоят ограничители на штанге, или если их нет, то приходится контролировать чтобы камень не вышел за пределы РК.
При этом, износ в основном по длине, поперёк камня износ незначителен.
Грубые камни изнашиваются либо сильнее, либо им достаётся больше работы в сравнении с последующими камнями, иными словами - обдирка, это наше всё.
Как сделаешь подготовку, так и заточишь.
Теперь, кривой по длине камень, или камень с седлом.
Предположим я сделал обдирку подвода без выхода на РК.
Получилась линза, маленькая, но линза.
Беру следующий абразив, повышаю угол как советуют на 0,1 градуса.
Доверяю приспособе, но не учитываю главного, разницу в толщине камней.
В итоге работаю на середине подвода. Микроскоп или лупа это для эстетов, я верю точилке (так некоторые думают). Дальше - больше и всё повторяется, камни не точат, точилка - дерьмо.
Это ошибки которые могут возникнуть во время работы.
Как я это вижу.
Нет проблем, чтобы на подводе с небольшой линзой выйти на РК тысячником (или F600), а до этого не доходя при обдирке до РК поработать например F150, продолжить F220 и F320 с повышением угла и обязательным контролем при увеличении.
В "слепую", тупо доверяясь камням и приспособе наверное можно затачивать, но я не знаю как.
Теперь про разумное.
Чем чаще выравниваешь камни, тем меньше они изнашиваются.
Парадокс, но это так.
С ровными камнями проще работать, не нужно подстраиваться под результат предыдущей работы камня. У меня это экономия времени во время заточки.
Конечно на выравнивание камней нужно время, свободное время, не во время заточки.
И ещё.
Если есть сколы или вмятины на РК, то сначала тех-барьер до ровной РК, а потом нужно контролировать работу грубого абразива чтобы не выйти на заусенец. Конечно у всех по разному, но так привык.
chingachgookПонимаю почему не видите смысла или не очень надо.
Что-то ровнять не вижу смысла. И золотой уже лет пять не ровнял, тоже не очень надо.
Та же линза на доводке что и на коже.
Повышение угла, да и изнашивается он наверное не сильно.
Поэтому, какой смысл его ровнять?
В заточном деле я полный ноль, только-только начал вникать в тему, поэтому прошу помощи знатоков.
Есть в наличии три алмазных бруска (ЖУКовский набор) 240, 600 и 1000 грит, на гальванической связке.
Для полного счастья хочу купить ещё двусторонний алмаз VID 7/5-3/2 на новой OSB связке, но не знаю с какой концентрацией алмазов лучше брать - 25% или 100%. Подскажите пожалуйста?
Порошковые стали адской закалки пока не планирую точить, в основном будет нержавейка, ещё D2, AUS8 и т.п. Т.е. обычные кухонники и складни начального и среднего сегмента.
Или может я зря заморачиваюсь и для моих нужд достаточно имеющихся брусков?
работают мягче, результат был более предсказуем.
Правда связка была не OSB, может что то поменялось, хотя вряд ли..
А для нержавеек алмазы то еще зло, особенно на гальванике 😊
tvy61А что, они после них не режут? Можете дать сравнительный анализ?
А для нержавеек алмазы то еще зло
А что, они после них не режут?естественно режут, только глубокую риску, нанесенную китайской алмазной пластиной выводить трудно, можно и не выводить, тут каждому свое, лично я стремлюсь к лучшему..
tvy61
для мелкозернистых брусков я всегда брал только 25%, макс 50%
работают мягче, результат был более предсказуем.
Правда связка была не OSB, может что то поменялось, хотя вряд ли..А для нержавеек алмазы то еще зло, особенно на гальванике 😊
Тогда наверное возьму с 25%. Спасибо!
vdk78Если затачиваете на приспособе, то купите в дополнение вашитку апексного размера и не парьтесь по остальному- вам ее за глаза хватит.
В заточном деле я полный ноль, только-только начал вникать в тему, поэтому прошу помощи знатоков.
Есть в наличии три алмазных бруска (ЖУКовский набор) 240, 600 и 1000 грит, на гальванической связке.
Для полного счастья хочу купить ещё двусторонний алмаз VID 7/5-3/2 на новой OSB связке, но не знаю с какой концентрацией алмазов лучше брать - 25% или 100%. Подскажите пожалуйста?
Порошковые стали адской закалки пока не планирую точить, в основном будет нержавейка, ещё D2, AUS8 и т.п. Т.е. обычные кухонники и складни начального и среднего сегмента.
Или может я зря заморачиваюсь и для моих нужд достаточно имеющихся брусков?edit log
chingachgook
Я вообще ровняю только 3/2 и 1/0. Остальные веневские бруски ровнять вообще не нужно. Лишняя сущность.
+100.
Насколько я помню-красивый вид подвода и остроту между собой вы не связываете .
В наличии есть Венев 2/1 на экспериментальной связке.
Заострил до 7/5-потом на это Венев 2/1 -как пользователя меня степень остроты полностью устраивает -но вижу царапки на подводе .
Если точить 3/2-1/0 ,получаем равномерное зеркало .
Но рез после 2/1 более агрессивный выходит.
но вижу царапки на подводеКак-то, на зимней сессии в Полушкино, разглядывали подводы к РК в микроскоп с выводом на монитор, кажись 1200 китайских увеличительных чего-то там. Особенно поразило некоторых читателей заточного раздела наличие паразитных рисок на боковушке подвода. Я пытался объяснить людям, что красивые подводы и рез не вытекает одно из другого. К концу конференции убедил.
Тренер помощнику: красиво бегут
помощник: дааа
тренер: а надо быстро.
chingachgook
Тренер помощнику: красиво бегут
помощник: дааа
тренер: а надо быстро.
😀 😀 😀
Но я видел заточку от камрада с заточного раздела -у него свой подход.
На подводе вид -примерно как от алмаза 50/40,затем аккуратно сделанная микрофаска ,сделанная чем-то из натуральных финишников .
Нож таки хорошо резал.
Правда он сам этими камнями торгует ,так ,что есть субъективность скажем так.
60крат 3/2

в принципе вопросов нет
а вот для сравнения 1/0
фото рабочий области где было заточено уже ножей 20+

я ему поррекомендовал отшлифовать его до 1200 и посмотреть если будет норм то довести на пасте
фото после шлифовки

сказал что отшлифовал и даже доводил с пастой
и ведь это не похоже на налипшие алмазы, выглядят как монокристаллы
вид рк
1/0

и
3/2

Всем все понятно я думаю?
И как 200/160 он точно не работает. Работает чище Т2 1200, медленнее осб 3/2 100%.
Предположу, что это связка. Ну с таким размером зерна, если это зерно, он должен круче зубра драть, а этого не происходит.

Voy50Если у кого есть возможность посмотреть в микроскоп, но с подсветкой в слабом рентгеновском диапазоне, все бы встало на свои места. Алмазы светятся - самосвечение, в видимом спектре, при подсветке в рентгене.
Предположу, что это связка. Ну с таким размером зерна, если это зерно, он должен круче зубра драть, а этого не происходит
И если в них хватает нарушений структуры, трещин и прочего (что в случае абразивного зерна рядовое явление и более того - закономерное), то люминесценция может и не возникать. Процитирую своё сравнение некоторых искусственных алмазов в УФ при длине волны 365 нанометров, в попытке в т.ч. "отделить" визуально карбид бора от алмаза в старом венёве:
"Попробовал сделать микрофото в ультрафиолете венёвского алмазного бруска на бакелитовой связке, ему лет 8 наверное, т.е. связка старая, стандартная, в которой присутствует и зерно карбида бора. Фото кликабельно:
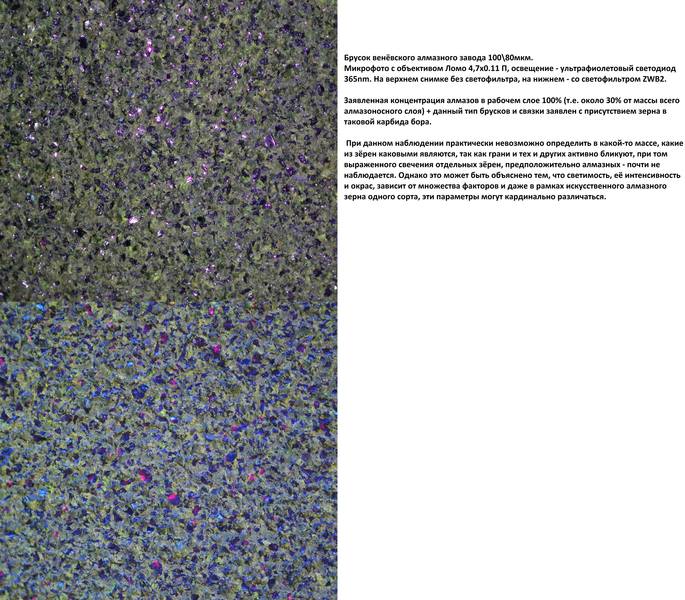
Возникают вопросы, почему не удаётся отделить "мух от котлет". Как известно, способность кристаллов в т.ч. алмаза люминесцировать, сильно зависит и от особенностей структуры и от её целостности, т.е. повреждённые, с микротрещинами и пр. кристаллы, могут и не давать ощутимой светимости. При том интенсивность возбуждения видимой люминесценции, тут более чем достаточна, в подтверждение чего я сделал парный снимок алмазного карандаша - как можно видеть, алмазы ярко люминесцируют и без светофильтра, т.е. их светимость столь ярка, что её не забивает видимый спектр УФ светодиода, ну а со светофильтром, контраст ещё явнее:
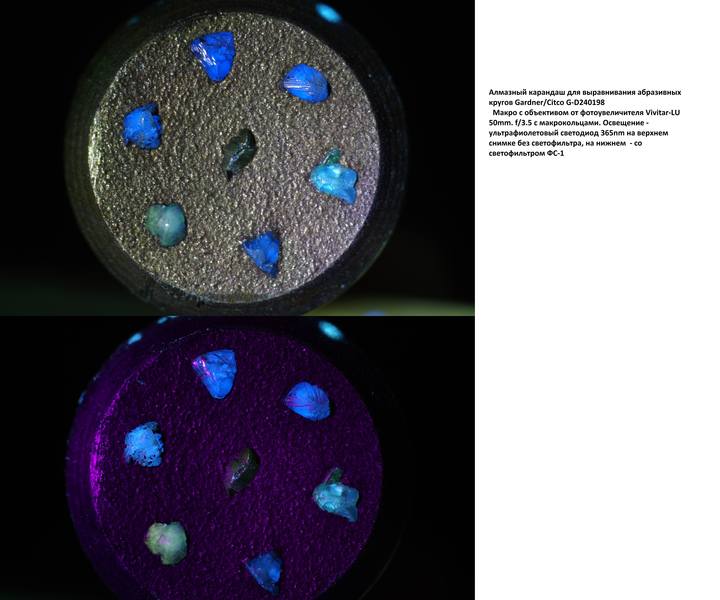
При этом, тут явно заметно то, о чём я написал выше - даже в рамках одного сорта (а навряд ли в алмазном карандаше кто-то станет применять зёрна разных сортов), окраска светимости и её интенсивность - различны, при одинаковой степени возбуждения её ультрафиолетом. Средний кристалл и вовсе не хочет светиться сколько-нибудь явно.
Так что в случае с венёвским бруском, на основании вышесказанного и показанного, я бы сказал что либо карбид бора присутствует в степени совершенно запредельной по сравнению с алмазным зерном и хороший вопрос, а есть ли такового вообще достаточно для того, чтобы назвать брусок "алмазным", либо сорт алмазного зерна, применяемого в данных брусках, не обладает характеристиками, достаточными для явного люминесцирования в данных условиях, по сравнению с другой продукцией с искусственными алмазами, либо и то и другое (что я считаю весьма вероятным, так как этот брусок демонстрирует крайне низкую абразивную способность)."
Emiliokazanova
..Всем все понятно я думаю?
Более чем. Проблема с тонким зерном как была - так и осталась. Выход на РК (и след на фаске ему предшествующий) после 1\0 просто феерично ужасен. Ну и насколько можно прикинуть, как обычно, шероховатость сопоставима с той, что получается на притире с алмазным зерном порядка 10\7-5\3мкм., только на притире у вменяемого юзера никогда не получится такой жуткой паразитки в несколько раз грубее размера зерна.
По поводу вкраплений - есть тоже подозрение на то, что это какой-то аспект именно связки, по аналогии с предыдущими брусками на экспериментальной связке что я пробовал и публиковал обзоры с микрофото. Полимерные "гранулы" там проявлялись и выступали очень сильно, и при определённом освещении выглядели выпуклыми, либо являлись таковыми в силу подготовки и особенностей поведения бруска при эксплуатации. Их легко было спутать с зерном. Не могу утверждать, что тут тоже самое, но предполагаю, что нечто похожее. На зерно, по крайней мере алмазное - не сильно похоже. По разным причинам.
"доводка бруска с пастой" - вот я как считал это маргинальной хернёй, так и продолжаю. Во-первых - важно понимать, что зерно из алмазной пасты во-первых имеет агломераты, а во-вторых - шаржируется в брусок. Вместо того чтобы заниматься таким бредом, лучше работать с притирами. И быстрее и чище, предсказуемо и повторяемо.
Ну и к тому же - видал я как "доводят на пасте" бруски - как раз обнажение выступающих неоднородностей структуры и агломератов зёрен в самом бруске - происходит очень легко и в первую очередь. Я об том ещё тогда писал, когда впервые такой "метод" был предложен человеком, в заточке и притирке не разбирающимся, но пытающимся "спасти" положение с дерьмовой продукцией, путём повышения таким манером концентрации алмазного зерна нужной фракции в бруске, в котором этого зерна кот наплакал (при концентрации 100% - это не более 33-35% от объёма связки.
Результаты ожидаемые и ничто не меняется. Ну что можно сказать - "сколько лет прошло, ничего не изменилось" (с)
oldTor...Ну что можно сказать - "сколько лет прошло, ничего не изменилось" (с)
Ну как же не изменилось, Ярослав?!!
Бруски на новой связке дороже стали!)))
Притиры, пасты.... Не подходит это к веневским брускам. Ищите, я давал рабочий совет, как убрать вершины КБ.
Как валили гравий в бруски , так и валят... Видать у них без вариантов.
Лучший вариант - не пользоваться этим гуано.
UrchiniСаш, не проще ли сюда вообще не заглядывать, что не испачкаться?)
Лучший вариант - не пользоваться этим гуано.
basp07
Саш, не проще ли сюда вообще не заглядывать, что не испачкаться?)
Движуха была, интересно же.
Ярослав опять же круто аргументировал. Да, прости, не сдержался, задел твои нежные чувства.
Притирал однослойный веневский брусок 1/0. Во время притирки вылез очень интересный круг серого цвета по сравнению с более темным цветом самой связки.
По мере притирки диаметр круга становился все меньше и в конце концов исчез. Весьма интересное явление. Ну и после притирки появились блестки крупные зело. Посмотрим, будут ли они мешать при заострении ножиков.
Игорь доброго времени, это на новой связке? отпишитесь потом как на заточку это повлияло или нет!?Связка В1-2 чет типа такой. Камушки на Клинке остались.
По результатам заострения: 1/0 там и близко нет, максимум 7/5. Но точит очень остро, отпечатки пальцев срезаются великолепно, но есть паразитный заусенец. В отличие от не паразитных заусенцев, не хочет уходить-зараза- при привычных методах удаления.
Если для себя любимого, для дома для семьи, то вполне хороший и адекватный камень. Но если для чемпионатов, то надо еще сильно посмотреть.
P.S. Да, те блестки, что были на видео, заострению не мешают от слова совсем.
oldTorБолее чем. Проблема с тонким зерном как была - так и осталась. Выход на РК (и след на фаске ему предшествующий) после 1\0 просто феерично ужасен. Ну и насколько можно прикинуть, как обычно, шероховатость сопоставима с той, что получается на притире с алмазным зерном порядка 10\7-5\3мкм., только на притире у вменяемого юзера никогда не получится такой жуткой паразитки в несколько раз грубее размера зерна.
По поводу вкраплений - есть тоже подозрение на то, что это какой-то аспект именно связки, по аналогии с предыдущими брусками на экспериментальной связке что я пробовал и публиковал обзоры с микрофото. Полимерные "гранулы" там проявлялись и выступали очень сильно, и при определённом освещении выглядели выпуклыми, либо являлись таковыми в силу подготовки и особенностей поведения бруска при эксплуатации. Их легко было спутать с зерном. Не могу утверждать, что тут тоже самое, но предполагаю, что нечто похожее. На зерно, по крайней мере алмазное - не сильно похоже. По разным причинам."доводка бруска с пастой" - вот я как считал это маргинальной хернёй, так и продолжаю. Во-первых - важно понимать, что зерно из алмазной пасты во-первых имеет агломераты, а во-вторых - шаржируется в брусок. Вместо того чтобы заниматься таким бредом, лучше работать с притирами. И быстрее и чище, предсказуемо и повторяемо.
Ну и к тому же - видал я как "доводят на пасте" бруски - как раз обнажение выступающих неоднородностей структуры и агломератов зёрен в самом бруске - происходит очень легко и в первую очередь. Я об том ещё тогда писал, когда впервые такой "метод" был предложен человеком, в заточке и притирке не разбирающимся, но пытающимся "спасти" положение с дерьмовой продукцией, путём повышения таким манером концентрации алмазного зерна нужной фракции в бруске, в котором этого зерна кот наплакал (при концентрации 100% - это не более 33-35% от объёма связки.
Результаты ожидаемые и ничто не меняется. Ну что можно сказать - "сколько лет прошло, ничего не изменилось" (с)
Прошу помочь разобраться в аспекте Мыльного реза при использовании алмаза 3/2 ОСВ.
Моё имхо - есть-ли на самом деле такая проблема ?
Она как-бы есть ,я этот алмаз уже тестил.
1 .Ну а если продлить сет :после него поставить другой тонкий алмаз или эльбор или правильно доведенный натуральный финишник ?
2.Выгуливал на работу намедни складник из Мастерской из 125-ки -на тарелке им резал,естественно нож хуже стал брить .
Взял на финиш этот алмаз -ыыы -мыло,в лимон нож не входит,немного давить надо.
Незачот.
У Веневцев была удачная экспериментальная связка -камни зелёного цвета.
Взял после 3/2 ОСВ алмаз 2/1 (зелёный)- всё хорошо,никакого мыла-отлично нож стал резать.
Когда Madmanz написал,что этот алмаз даёт мыльный рез-потестил на разных сталях -мыло однако ,ну а если его использовать на предфиниш-может и пойдёт.
Думал на 125-ке отлично будет-всё то же самое ((
Но попробую заточить 125-ку по другому :
20/14 с выходом на лёгкий заусенец (на ноже естественно подводы уже сформированны,в грубых камнях нет необходимости),затем этот 3/2 .
Если снова мыло будет-признаю,что абразив овно у них получился.
https://www.myabrasive.ru/forum/viewtopic.php?f=10&t=300
Для точного же "диагноза" - нужно внятную "симптоматику". Смотрите в оптику и оценивайте, засчёт чего вышла ерунда.
Годный абразив.
chingachgook
Связка В1-2 чет типа такой. Камушки на Клинке остались.По результатам заострения: 1/0 там и близко нет, максимум 7/5. Но точит очень остро, отпечатки пальцев срезаются великолепно, но есть паразитный заусенец. В отличие от не паразитных заусенцев, не хочет уходить-зараза- при привычных методах удаления.
Если для себя любимого, для дома для семьи, то вполне хороший и адекватный камень. Но если для чемпионатов, то надо еще сильно посмотреть.
P.S. Да, те блестки, что были на видео, заострению не мешают от слова совсем.
Приветствую.
Посмотрел ваше новое видео в ютубе.
125/100-50 %
50/40 -25%
50/40 -100%
50/40 -100 % на наличие там медной крошки в связке совсем не похож.
Какая-то х.з в общем.
Может надо на гальванике пошоркать ,чтобы вскрыть эти алмазы ?
Мои алмазы (из грубых) ,сверху вниз :Это однослойные бруски. Я говорил про двусторонние.
125/100-50 %
50/40 -25%
50/40 -100%
50/40 -100 % на наличие там медной крошки в связке совсем не похож.
Какая-то х.з в общем.
100%
Саня ещё не уволился из этой богадельни? )))
научились делать 1/0?
на самом деле я щас практически другие камни не достаю, только три венёва всегда под рукой
по заветам Чингачгука приноровился точить даже сильно хрупкую углеродку
CrossraccoonРасскажите попродробнее, как именно?
приноровился точить даже сильно хрупкую углеродку
Viking000
Расскажите попродробнее, как именно?
Нежно 😊
Сланцем потом засранки подбираю и всё
Иногда яшмой с пастой
Под настроение
VsePofig
Я конечно далеко не профи, но все стали включая углеродки заостряю) только алмазами больше не чем не пользуюсь. Всё точиться нормально!
+100500
В микроскоп или на результат?
Urchini
Тся.
Если разницы не видно, значит вы великие мастера.
И потом ты покажи разницу.
Только не на чужой картинке. И не на словах. На словах ты великий мастер)
жаль, что приспособ для мозга нет у носителей одноимённого синдрома
Юра на порядок более вменяем и полезен для форумов
Не тебе его клоуном называть
Хватит оффтопить
Crossraccoon
Он склочный и самовлюблённый, но не кромешно тупой
Хватит оффтопить
) Ты двадцать восемь склок развёл, чудило😩
[B]Всем веневца в руки)
И не одного!
😊
хоть яичный лоток порежь, может меньше задаваться будешь.)
Или поломал?)
Только тужишься и пыжишься)) Давай видео в студию) Только здесь не кривляйся, иди во флудилку
"Заточки нет"- бывший Юрий-Юрий
3 месяца назад
А крутость в чем?)
Basp B
3 месяца назад
Долго объяснять, если крут, то пробуй.)"
Так что не виляй тут, а действуй.
basp07
Клоун, я спецом снял ролик для таких "крутых", как ты, которые не понимают, как быстро затупить ножи, а ты зашел, спросил и потерялся. Вот коменты под роликом:
"Заточки нет"- бывший Юрий-Юрий
3 месяца назад
А крутость в чем?)Basp B
3 месяца назад
Долго объяснять, если крут, то пробуй.)"Так что не виляй тут, а действуй.
) Ты походу потомственный клоун ))
Видео в студию)
Сдрысните во флудилку, там и ругаться бум, уле зафлуживаете тему за венёв. Она мне нах не сдалась, но вы о других участниках форума подумайте.
Срака, ты мега-флудер хуже меня, есть у тебя внутренние тормоза и установки, чего засираешь всё подряд в разделе?
Твой пермач был полностью заслуженный, жаль, что Роман отменил их.
UrchiniТы погоди, я жду пока он до рексов и линеек доберется.
Задолбали оба!
Crossraccoon
Я повторюсь:
Юра на порядок более вменяем и полезен для форумов
Не тебе его клоуном называть
Лучше таки перейти во Флудилку.
Насчёт басп 07 :
Как я понял Булат особое значение придаёт ножу, с учётом разделки КРС.
Отсюда и углы заточки ,возможно и определённые марки стали .
Было-бы интересно почитать его мнение в флудилке.
Straykl) Ты двадцать восемь склок развёл, чудило😩
иба ты криворукий и тебя надо ставить на путь истинный
хехе
Straykl
Одного двухстороннего!)
однако!) одного на все случаи вот я лох даже напильники алмазные к трем брускам купил!) а тут всего одним обходятся!!!))))
VsePofigоднако!) одного на все случаи
Не на все случаи)
Для ЗАТОЧКИ!
Я бы выбрал одну сторону 50/40 а другую 3/2 или даже 10/7
Несколько движений и Вася)
строгай рексами
ну пятнахой накрайняк
разводишь тут ясли
Crossraccoon
фигли ты пластилинами строгаешь
строгай рексами
Рекс и одной линейки не пабдил))
если много рексов не победило - расти скилл, чо ))))
И у меня все порошки битые. Ни один линейку не одолел)
монстры по терме бывают русской рулеткой, это бизбэ
ну или у тебя такая карма хреновая на монстров
сходи в синагогу, чо
и на отцов не воняй, а слушай внимательно и впитывай бесценные знания
StrayklРекс и одной линейки не пабдил))
это потому что ты его на точило пустил
Emiliokazanovaэто потому что ты его на точило пустил
Ахаха, раздел огонь стал. Пацана срутся, а модер вместо того чтобы тему почистить и баны раздать за флуд им отвечает.
Emiliokazanovaэто потому что ты его на точило пустил
А 125-я, а Ванадис10, а 30-я?
Не держат порошки бритву. У меня по крайней мере)
Угол заточки 30 гр.
У8 от Шалима — 3250 раз
Дамаск (Ворсма) — 2150
Kigami (желтая бумага) — 1740
Shirogami (белая бумага) — 1220
Мора углеродка — 160
Ванадис10 от Витязей — 90
S125V от Бирюкова — 70
95Х18 — 70
Китайский кухонник — 60
SK-5 от Масахиро — 50
Рекс121 от Енгерта — 40/50 (дважды)
S30V Buck110 — 25
N690 Бокер —10 (дважды)
D2 — 10
Straykl
Не держат порошки бритву
StrayklПоздравляю, вы сделали открытие.
А углеродки держат
А если серьёзно, кто такой Генадьич, где посмотреть его продукцию?
Skif 77
Поздравляю, вы сделали открытие.
А если серьёзно, кто такой Генадьич, где посмотреть его продукцию?
Это похоже для Казановы открытие)
Генадьич здесь forummessage/64/194 С открытием мастера, который в ежегодной ганзенской голосовалке два последних года на первом месте)
tvy61
интересно что 95х18 не уступила столь почитаемой на ганзе железке S125V 😊
не уступила в чём?
125 Бирюкова тут на канате слила D2 китайской
хотя, ранее лучше Бирюкова едва ли кто калил 125
95x18 закалит любой паралитик, а с монстрами может накосячить даже самый гуру термички
ну, тем более юриных тестах по сравнению мягкого с тёплым 😊
это творчество только свидетели Галимого Монстра вон себе в скрижали записывают
они там весь трешак собирали с просторов инета, лишь бы в нём монстры сливали
StrayklЭто от объема карбидов зависит. Чем больше углерода - тем больше вторичных карбидов - тем ниже прочность.А 125-я, а Ванадис10, а 30-я?
Не держат порошки бритву. У меня по крайней мере)
mtn2
Чем больше углерода - тем больше вторичных карбидов - тем ниже прочность.
вот так и живём
мне иногда становится понятна мотивация тех, кто жёг книги
Я вот на днях закончил анализ м398, но я не могу утверждать что это за сталь, я могу говорить конкретно про нож который я тестировал и примерное понимание к обработке.
по твоему вопросу уже книги написаны, а ты все свои тесты выкладываешь.
Crossraccoonhttps://www.youtube.com/watch?...el=BigBrownBearвот так и живём
мне иногда становится понятна мотивация тех, кто жёг книги
Попробуйте проделать тоже самое с порошками, где углерода под 3%, на тех же углах, потом расскажете, что да как.
Emiliokazanova
Страйкл давай ты для начала оттестируешь 20 разных полос
Казанова, а давай ты для начала поймёшь о чем говорят мои тесты)
И нахер мне 20 полос))
Straykl
А углеродки держатУгол заточки 30 гр.
У8 от Шалима - 3250 раз
Дамаск (Ворсма) - 2150
Kigami (желтая бумага) - 1740
Shirogami (белая бумага) - 1220
Мора углеродка - 160
Ванадис10 от Витязей - 90
S125V от Бирюкова - 70
95Х18 - 70
Китайский кухонник - 60
SK-5 от Масахиро - 50
Рекс121 от Енгерта - 40/50 (дважды)
S30V Buck110 - 25
N690 Бокер -10 (дважды)
D2 - 10
Вот жеж хрень какая-то ))
Сделай тему в ХО или тут :
Возглавь секту заточникофф имени угла в 30 град .
Ну ,а если серьёзно ,то попробуй в кухонном (будет дешевле)заказать небольшой нож (petty)в формате 120-20 к примеру из таких марок стали :
Кронидур или N360,азотистые порошки Ванакс или Нитроб 77.
Эти железки лучше держат малые углы.
Насчёт углеродки соглашусь.
Но я лучше Элмакс возьму и буду точить его на 35.
StrayklКазанова, а давай ты для начала поймёшь о чем говорят мои тесты)
И нахер мне 20 полос))
Да ни о чём, кроме раздутого самомнения и отсутствия методологии.
Кроч, тесты мериканские - говно.
ВОт 2 полос металла на хер тебе - это можно. А лучше к ногам и в москвареку.
mtn2
Попробуйте проделать тоже самое с порошками
я выключил на рубке гвоздей
это идиотизм
Straykl
о чем говорят мои тесты)
Юра, твои тесты транслируют то, что говорят твои тараканы
в это не надо вникать вообще для профилактики психического здоровья )))
Crossraccoon
я выключил на рубке гвоздей
это идиотизм
Конечно выключили, потому что ни один порошок с большим объемом карбидной фазы таких злоупотреблений не выдержит.
Прочность стали дает твердый мартенсит, если разбавить его булыжниками(карбидами), прочнее он не станет. У 52100(она же ШХ15) структура почти из чистого мартенсита, с незначительным количеством мелких карбидов железа, поэтому в плане стабильности кромки ее сложно превзойти.
StrayklКазанова, а давай ты для начала поймёшь о чем говорят мои тесты)
И нахер мне 20 полос))
о том что ты твердые высокованадьевые стали не можешь поправить на стальном мусате?
в плане обслуживания, монстр-стали имеют совсем другую историю и ты с этим столкнулся, в плане обслуживания соглашусь, меньше вариаций правки = тупее ножи, не все типы правки уже работают, хотя скрипя жопой, можно и м398 на 65 направить на чистой коже с деревяхой, от заусенца после точила, но сколько времени будет сьедено с результатом уступающим в 10 раз углеродке на 58
Urchiniв голос
ВОт 2 полос металла на хер тебе - это можно. А лучше к ногам и в москвареку.
mtn2
Конечно выключили, потому что не один порошок с большим объемом карбидной фазы таких злоупотреблений не выдержит.
поэтому зубила и не делают из порошков, ага
CrossraccoonГде вы там зубило увидели? Там 15 на сторону угол в начале.поэтому зубила и не делают из порошков, ага
Emiliokazanovaо том что ты твердые высокованадьевые стали не можешь поправить на стальном мусате?
)) Дальше читать не стал, в тестах мусат не участвует))
Тесты на строгание деревяшки ещё раз подтверждают что порошки держат бритву гораздо хуже углеродок.
И всё! И все, ты понял?)
mtn2
Где вы там зубило увидели? Там 15 на сторону угол в начале.
зубилами рубят гвозди
а для ножа главное - износостойкость
и агрессивность РК в местах микроповреждений
зубило на видео схватит мыло после разделки пары куриц
ты пойдёшь им гвозди с горя рубить?
или ты изначально не предполагаешь, что ножи на кухне можно использовать?
любимое занятие вон златоустовцских ножеделов рубить гвозди своими поделиями
ножи в итоге не режут нихрена и не точатся
Straykl)) Дальше читать не стал, в тестах мусат не участвует))
Тесты на строгание деревяшки ещё раз подтверждают что порошки держат бритву гораздо хуже углеродок.
И всё! И все, ты понял?)
понял, понял.
давайте закруглять оффтоп тут, перемещайтесь в флудилку
Мож ещё раза в два их увеличить и нержа Мора с Рексом поравняется)

Emiliokazanovaпонял, понял.
давайте закруглять оффтоп тут, перемещайтесь в флудилку
Мож и так.
Но есть одно но. Всю заточку я делал на веневцах)
Emiliokazanovaдавайте закруглять оффтоп тут, перемещайтесь в флудилку
давай тему создадим: Нож Как зубило. Выбор стали и нюансы заточки
))))
CrossraccoonТем не менее, рубка гвоздей при такой геометрии и на такой твердости говорит многое о прочности такой стали.зубилами рубят гвозди
CrossraccoonДля какого ножа? Для твоего? - может быть.
а для ножа главное - износостойкость
и агрессивность РК в местах микроповреждений
Для моих клинков нужна твердость и стабильность кромки на малых углах. Меня не интересует насколько долго клинок держит "рабочую" остроту.
Crossraccoonзубило на видео схватит мыло после разделки пары куриц
ты пойдёшь им гвозди с горя рубить?
или ты изначально не предполагаешь, что ножи на кухне можно использовать?
любимое занятие вон златоустовцских ножеделов рубить гвозди своими поделиями
ножи в итоге не режут нихрена и не точатся
Делай грубее финиш - в чем проблема?
И при чем тут кухня? Нож может быть не только кухонным, и даже не ножом вообще.
mtn2Делай грубее финиш - в чем проблема?
mtn2Вы немного заблуждаетесь- сталь здесь не причем, а углы зависят от поставленных задач.
Тем не менее, рубка гвоздей при такой геометрии и на такой твердости говорит многое о прочности такой стали.
Гляньте начало ролика:
Это только тупоголовому тестеру на веревке не доходит, что на толстой веревке сведение ножа и углы определяющи, и это спорт, а не выяснение долгореза ножа.
Я уже и рез морковки показывал, когда толстосведенные, острые ножи просто вязнут в ней- тоже самое происходит и на веревке, так как она жестка, а войлок мягок и для него сведения, и углы не так значительны.
basp07Вы смотрели то видео с рубкой?
Вы немного заблуждаетесь- сталь здесь не причем, а углы зависят от поставленных задач.
Это только тупоголовому тестеру на веревке не доходит, что на толстой веревке сведение ножа и углы определяющи, и это спорт, а не выяснение долгореза ножа.
Я уже и рез морковки показывал, когда толстосведенные, острые ножи просто вязнут в ней- тоже самое происходит и на веревке, так как она жестка, а войлок мягок и для него сведения, и углы не так значительны.
В том то и дело, что геометрия и твердость клинка там далеко не зубильные, а конкретно:
твердость - 66 hrc;
сведение - 0.01 дюйма(0,25 мм);
угол спусков - 3 на сторону(прямые);
угол заточки - 15 на сторону;
толщина обуха - 0,1 дюйма(2.5 мм).
Обратите внимание на строгание африканского черного дерева в начале на угле 30 градусов - вообще без потерь. Также обратите внимание на повреждения при рубке гвоздей - аккуратный скол(или замятие) равный половине диаметра гвоздя.
Если бы таким испытания подвергли высококарбидную железку, при той же геометрии и твердости, - на строгании твердой деревяшки она бы завернулась или скололась, а при рубке гвоздей - вообще разлетелась бы на куски.
Существует прямая корреляция между прочностью и способностью железки удерживать малые углы.
самый дешманский быстрорез лучше себя ведёт
какие-то уникальные люди вокруг
зы я там тему специально для тебя создал про рубку гвоздей
го туда нести свет истины, здесь про алмазы какбэ
mtn2Смотрел и в ответку вложил ролик, когда быстрезы в не меньшей твердости проделывают почти то же самое.) По гвоздям будет даже лучший результат, так как при рубке гвоздя наотмашь таких заломов на кромке вообще не наблюдалось.
Если бы таким испытания подвергли высококарбидную железку, при той же геометрии и твердости, - на строгании твердой деревяшки она бы завернулась или скололась, а при рубке гвоздей - вообще разлетелась бы на куски.
basp07В тонкой заточке на 30 градусов? По деревяшке, которая более чем в два раза тверже дуба? - интересно посмотреть.
Смотрел и в ответку вложил ролик, когда быстрезы в не меньшей твердости проделывают почти то же самое.) По гвоздям будет даже лучший результат, так как при рубке гвоздя наотмашь таких заломов на кромке вообще не наблюдалось.
Crossraccoon
я положительно не понимаю, зачем упорно доказывать, придумывая всякие тесты, что подшипниковая сталь - это гут, когда в реальном поюзе подшипниковая сталь - полное говно,...
Эээ...
Может просто не умеете ее готовить?))
Е Литвин доказывает обратное
Что Вы хотите от шх15?
Что такое реальный поюз?
Может невозможное чего то хотите?
mtn2Вам мало рубки кости на 30градусах? Могу показать рез легированными железками, на тех же углах, медного кабеля, струг гвоздей, могу вскрыть консервные банки, но увольте тесты по дереву- это ни о чем.
В тонкой заточке на 30 градусов? По деревяшке, которая более чем в два раза тверже дуба? - интересно посмотреть.
Crossraccoon
гвозди там тоже рубили им?
Зачем ножом рубить гвозди?)
Для этого есть кусачки или зубило... Вы же унитаз зубной щеткой не чистите?)))
П.С. У Евгения на канале есть видео, где он доступно объясняет, что сталь для ножа надо обрабатывать под ту задачу по которую вы ей предназначаете.
Та же шх, если ее обработать под нож и изготовить из нее подшипник не проработает и минимального ресурса, она "съест" сама себя.
Под нож, ей ставится задача абразивная стойкость и рез при износе долговременный по волокнистым материалам. Если бы я стал заказывать ему столярный инструмент, поставил бы другую задачу, мелкая зернистость структуры для тонкой кромки и способность удерживать боковые нагрузки.
Если Вам нужно зубило, то нужна другая структура.
А совместить не совместимое...
Прогресс не стоит на месте, но шх15 то когда придумали?
vovchikljну дык и я про чоЗачем ножом рубить гвозди?)
Для этого есть кусачки или зубило...
если нож рубит гвозди без особых повреждений, он так канат резать не будет
для реза каната, собственно, как и большинства продуктов, нужна хорошая карбидная структура
тут и углерода особо не надо, возьмём ту же м390
возвращаемся к началу разговора по этой теме
возможно, я сгустил краски вокруг подшипниковой, но тут Литвин скорее исключение, чем правило
Crossraccoon
...
...возвращаемся к началу разговора по этой теме
...
Если возвратиться к разговору В этой теме, то...
vidbrusok.ru
Доброго времени суток уважаемые форумчане!
Эта тема была создана с целью собрать в одном месте все вопросы по продукции и работе Веневского Завода Алмазного Инструмента.
...
А алмазы тут не помогут не гвозди рубить, не мясо резать))
П.С. как то печально, что мастера типа Е. Литвин рассматриваются как исключения...
basp07Тонкость вашей заточки по видео сложно определить, а в таких тестах - это ключевой фактор. Кромка при грубой заточке способна приемлемо резать бумагу и рубить/строгать что-то твердое без повреждений за счет своей толщины и неровности, но если заточить в "бритву" - замнется/выкрошится. На видео медведя, по чистоте и легкости среза бумаги видно, что заточка очень тонкая.
Вам мало рубки кости на 30градусах? Могу показать рез легированными железками, на тех же углах, медного кабеля, струг гвоздей, могу вскрыть консервные банки, но увольте тесты по дереву- это ни о чем.
vovchikljАбсолютно верно!
Если бы я стал заказывать ему столярный инструмент, поставил бы другую задачу, мелкая зернистость структуры для тонкой кромки и способность удерживать боковые нагрузки.
Износостойкость не всегда главная цель. Зачем мне износостойкость, если инструмент не может выполнять свою работу на нужных мне углах и требует более "тупой" геометрии для стабильности кромки? Риторический вопрос.
mtn2
Абсолютно верно!
ээээ, алё
ты только что раздувал, что карбидная структура - зло
mtn2Как это ни печально будет для вас, но и в бритвенной заточке острота на легированных сталях не спадает- все ужасы здесь нанесенные страйклом относятся к его ножам и только.
Тонкость вашей заточки по видео сложно определить, а в таких тестах - это ключевой фактор. Кромка при грубой заточке способна приемлемо резать бумагу и рубить/строгать что-то твердое без повреждений за счет своей толщины и неровности, но если заточить в "бритву" - замнется/выкрошится. На видео медведя, по чистоте и легкости среза бумаги видно, что заточка очень тонкая.
basp07Я давно уже не верю в чудеса. В тонких сечениях такие стали все равно не будут такими же прочными как стали с малым объемом карбидов. Есть серьезные основания почему для опасных бритв и холодного оружия не используются высококарбидные стали.
Как это ни печально будет для вас, но и в бритвенной заточке острота на легированных сталях не спадает- все ужасы здесь нанесенные страйклом относятся к его ножам и только.
mtn2
для опасных бритв и холодного оружия не используются высококарбидные стали.
ты не поверишь
UrchiniВ современных промышленных - нет. Есть множество патентов, где объясняется по какой причине это делается.
У13А. Угу, совсем не используются.
Для поддержки тонкой кромки нужен твердый мартенсит, для того чтобы сделать его максимально твердым нужно 0,8% углерода(больше в аустените растворить нельзя), весь остальной углерод будет связываться в карбидах с разными металлами, увеличивать склонность стали к сколам и ограничивать максимально достижимую остроту.
Современные и промышленные - там роляют совсем другие условия и необходимости.
погрустили и перестали делать традиционные бритвы
штыкножи АК тоже резко из пластилина начали делать
патенты - дело святое
GunnmЕсли берете не для красоты, а чтобы нарезало, то от паразитных рисок все равно не избавитесь, как и от ощущения, что чего-то не доложили- берите все в полном объеме, на дольше хватит.
Какой концентрации лучше взять алмазные бруски для точилки?100/80-50/40 думаю 100% а 20/14-7/5 OSB взять 25%, думаю почище будет и аккуратней подвод, или я не прав?
Все камни 100%, 2/3 7/5 и 20/14 на ОСБ связке.
Crossraccoon
ключевое - N690
Так я и CPM S110V и S30V таким же образом точил, результат такой же, просто немного подольше надо камнем водить.
А так, в целом, очень даже хорошо получилось.
https://zen.yandex.ru/media/id...f8c7853ed4c3ed9
Crossraccoon
авоська бомбическая
Спасибо, у меня на канале обзор на неё есть. Если интересно обращайся, для тебя спец. цена будет.
На osb мелкая зернистость (от 7/5 и ниже) все же лучше по качеству чем на обычной связке?
Просто продал комплект коротких, нужен теперь комплект 200 (20/14-7/5 и 3/2-1/0) для точилки. Ломаю голову. Много тут прочитал негатива на мелкое зерно с обычной связкой.
dzr-dozor
На osb мелкая зернистость (от 7/5 и ниже) все же лучше по качеству чем на обычной связке?
.
Как небо и земля
dzr-dozor
Спасибо, беру тогда osb, мне кухонники из М390 править. Объёмы не большие (5 штук).
Только лучше берите на бланках
DenisSСпасибо, у меня на канале обзор на неё есть. Если интересно обращайся, для тебя спец. цена будет.
спасибо, запомню 😊
Для ручной заточки -правки - лучше использовать КК,ОК, наждачку, водники и гальванику алмазную.Или гриндер-он-рулит!D
A.V.X.1960это на osb связке имеется ввиду которые? Как то алмазы прошли мимо меня практически, особенно с учетом того, что таже м390 отлично точится даже Борайдом Т2, не говоря о всяких КК.
овторюсь в десятый раз - не пытайтесь править-точить на веневских брусках с бакелитовой связкой "вручную". Это - отличные(самые лучшие) бруски для заточки на приспособах.
Для ручной заточки -правки - лучше использовать КК,ОК, наждачку, водники и гальванику алмазную.Или гриндер-он-рулит!D
Но попробовать все равно хочется, так сказать для личного опыта
Купил года три назад веневец М40, как то не впечатлил меня ни по скорости, ни по однородности, так и забросил алмазы. Ну разве сто когда нужно переточить большой объем беру гальванику
MAGoldbergТупо делаете обдирку-формирование подводов убитого ножа - хоть гальваникой-алмазами. хоть на гриндере-далее с помощью приспособы типа апекс - точите нож.С постепенным уменьшением зернистости абразива. Заточка - это в примитивном виде - шлифовка фасок заточных, при пересечении которых образуется режкромка - она и режет.
это на osb связке имеется ввиду которые? Как то алмазы прошли мимо меня практически, особенно с учетом того, что таже м390 отлично точится даже Борайдом Т2, не говоря о всяких КК.
Но попробовать все равно хочется, так сказать для личного опыта
Купил года три назад веневец М40, как то не впечатлил меня ни по скорости, ни по однородности, так и забросил алмазы. Ну разве сто когда нужно переточить большой объем беру гальванику
Да, потом правите эти фаски-подводы при затуплении на брусочке чуть под большим углом .Остальное - не берите в голову.Если сталь "хорошая" - то кромка будет резать дольше, но она - дороже,сталь с плохой закалкой придется точить чаще - но она - дешевле.
ВСЁ. 😀 😀
не может быть!
A.V.X.1960я вроде бы не это спрашивал. Ну да ладно
Тупо делаете обдирку-формирование подводов убитого ножа - хоть гальваникой-алмазами. хоть на гриндере-далее с помощью приспособы типа апекс - точите нож.С постепенным уменьшением зернистости абразива. Заточка - это в примитивном виде - шлифовка фасок заточных, при пересечении которых образуется режкромка - она и режет.
Да, потом правите эти фаски-подводы при затуплении на брусочке чуть под большим углом .Остальное - не берите в голову.Если сталь "хорошая" - то кромка будет резать дольше, но она - дороже,сталь с плохой закалкой придется точить чаще - но она - дешевле.
ВСЁ.
MAGoldbergНе парьтесь с абразивами - просто поймите - не важно каким абразивом Вы придадите правильную геометрию режинструменту- в конечном итоге кромку будут держать свойства стали.Алмазы сейчас рулят везде - так как сейчас их можно делать довольно дешего.Раньше рулили ОА и КК. А еще раньше - люди мучились с природными абразивами.
A.V.X.1960Тупо делаете обдирку-формирование подводов убитого ножа - хоть гальваникой-алмазами. хоть на гриндере-далее с помощью приспособы типа апекс - точите нож.С постепенным уменьшением зернистости абразива. Заточка - это в примитивном виде - шлифовка фасок заточных, при пересечении которых образуется режкромка - она и режет.
Да, потом правите эти фаски-подводы при затуплении на брусочке чуть под большим углом .Остальное - не берите в голову.Если сталь "хорошая" - то кромка будет резать дольше, но она - дороже,сталь с плохой закалкой придется точить чаще - но она - дешевле.
ВСЁ.
я вроде бы не это спрашивал. Ну да ладно
#1
A.V.X.1960Я думаю что после праздников всё заработает, там работает очень мало народу и только по рабочим дням, всё там нормально.
Знакомый попросил выписать ему веневские бруски с завода - вторую неделю сайт глючит - не могу оформить, по указанному на сайте телефону не могу дозвониться.Если автор темы в курсе - что там случилось - напишите здесь или в личку.
Сразу стал ровнять, КК сдирает их на порядок быстрее, чем на обычной связке. Были почти ровные (у 2/1 лишь чуть пришлось притереть). По заточке тоже самое, если нечаянно кончиком ножа задел брусок, остаётся лёгкая риска(мягкая связка) , старые бруски это прощали. И на бруске одна сторона ЛЕОПАРДОВАЯ (явно от другой партии) , нет микроскопа, интересно, там алмазы ровные , или как в старых, от 50 до 3...

SpyGun
Как купить бруски? Когда будут в наличии? На сайте написано, что все распродано.
Ну если в конце февраля у них коронавирус случился, то наверное к середине, конце марта ситуация поправится. Можете пока на обычной связке что ни будь прикупить. Очень рекомендую 200/160 и 50/40, тем более их на ОСБ связке и не бывает и ещё недавно они в наличии были, может и сейчас есть.
DenisSОчень рекомендую 200/160
А чем вам так понравился понравились 200/160?
Вот, в частности, даже отдельные темы на этот счёт были - см. первый пост:
forummessage/224/23
По следам темы по ссылке выше, дабы прояснить этот вопрос и расширить до общих тенденций в целом в абразивной обработке, делал ещё вот эту и там тоже опытные люди говорили о низкой производительности такого бруска:
forummessage/224/23
Полагаю, в основном их "рекомендуют", кому особо не с чем сравнивать или не удались опыты на других абразивах. Обычно это бывает, когда другие абразивы взяты исходя из исключительно зернистости и без поправки на подбор их связки и типа зерна под сталь/группу сталей.
GRID VIVAА чем вам так понравился понравились 200/160?
Хорошо метал снимает, очень экономит время если перетачиваешь нож под более острый угол. По сравнению со 100/80 намного быстрее работает.
Веневцы - так держать!"
Чем они там занимаются? Наверное тем от чего задержки случаются... Но теперь благодаря им я точно знаю, что мне не нужно от слова совсем. Это блин...абразивы Веневского завода.
П.С.
Китайцам хватило недели.
-А теперь прикинь солдат где Мааасква , а где Багдад (Китай).
Т.е. это "шляпа" и бруски не работают на заявленное зерно.
Новые - не имеют в связке карбида бора, но нормальный только 3/2 - как показали многочисленные отзывы пользователей - 1/0 полное дерьмо.
И недавно он вместе с другими некоторыми алмазными и эльборовыми брусками был отправлен в серьёзную лабораторию на исследования.
И выяснилось следующее:
Заключение по:
"2: Веневский алмаз, связка OSB F2000 1/0 (двухсторонний 15x2.5, 100%)
Заключение
Boron Carbide filler in the 3-5 micron range, diamonds in the 0-1 micron range as expected. Some steel particles (bright spots in the image).
(Как и в OCB F1200, слюда, сульфат бария и полимерная смола, однако нет обособленых алмазных частиц. Алмазные частицы в диапазоне 0.5 микрон и меньше образуют сферические агломераты диаметром 5-20 микрон.)
"
Обзор подробно с исследованиями и заключением можно почитать по ссылке:
https://www.myabrasive.ru/forum/viewtopic.php?f=7&t=565
P.S. Насчёт финишного - во-первых, хватает не таких уж и дорогих природных и никакой возни особой с ними нет - выровняли, притёрли и можно работать. Как именно притереть с по каким группам сталей использовать - в темах про конкретные природники расписано подробно.
С синтетиками история в плане подбора под сталь - ничуть не менее серьёзна, если делать как следует.
А если дорого - берите стеклянный притир и пасты. Но за дешевизну и производительность такого решения придётся платить более тщательной заботой об абразивной гигиене и о технике работы.
Я бы взял на Вашем месте какой-нибудь байкалит и притёр ему две стороны по-разному. Для подавляющего большинства широкоупотребительных сталей этого бы хватило после бриза более чем.
Если же хотите с прицелом на высокованадиевые стали в основном, то я бы в принципе делал упор на стеклянный или чугунный притир с алмазным зерном или Luxor. Из природных камней под эти стали в т.ч. - LI или CF.
Но это уже существенно дороже, да.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Мне - сразу(12лет назад) - повезло!Получил "золотые" алмазные бруски! И не парюсь!
Потом - засада с мелкими зернистостями - 7-1мкр, сам - проверял - действительно - от 3х мкр - и меньше - хрень.7мкр - тоньше чем - 3и 1 мкр.
Товарищи из венева - я - ваш поклолник - но вы там разберитесь - почему раньше всё было нормально - а сейчас - хрень.
Вся хрень из за челфактора - сто пудов!
А может , всё не правда, и ваши бруски - по прежнему - лучшие в мире?
- я всеми точил - старые бруски ваши - самые лучшие.
A.V.X.1960Я тоже первый раз купил лотерею и мне повезло, вот именно что повезло! А потом не везло
Мне - сразу(12лет назад) - повезло!
unfonМожет, но я бы на это не рассчитывал. Впрочем, сыграйте, потом расскажете как оно
может там с 25% ситуация иная
unfon
Спасибо за советы. Теперь понятно, что с 1\0 OSB 100% не так, и опять же все жалуются на 100%, может там с 25% ситуация иная. И если там сторона 3\2 osb 25% рабочая, может попробовать, по цене этот двухсторонний дешевле чем 3\2 100% osb на бланке.
С 25% ситуация может быть иная только в том случае, если для него они используют другое алмазное сырьё.
Это в рамках промышленного производства, тем более такого "ответственного" выглядит крайне маловероятным, а даже если так - где гарантия, что там принципиально иная ситуация?
Кроме того, 100% концентрация - это около 30% алмазов в алмазоносном слое. Потому венёвские бруски в принципе медленные.
А если у вас ещё в 4 раза меньше этого алмазного зерна в связке - Вы получаете ещё менее производительную работу с ещё худшей однородностью, но "зато" с более глянцевой поверхностью фасок на невооружённый взгляд, которая так нравится людям, которые привыкли неизвестно с какого перепугу, по этому критерию оценивать качество обработки.
Хотя это вообще не параметр для оценки заточки и работы абразива.
Тем более при оценке без объективных цифр.
Но - вольному воля, как говорится - на эти грабли наступает куча народу, но людям свойственно учиться только на собственных ошибках.
Охота - попробуйте с 25% 😛
Но ничем не лучше в этом плане заточка и на венёвских брусках на органической связке. Но писать-то я про это писал не раз, но трудно победить миф о том, что алмазные зёрна "вечные", при том что они и затупляются и раскалываются только в путь. Потому, проще показать - дано:
Трамонтина про-мастер, венёвский брусок на органической связке, старый уже, 100/80 мкм. Несмотря на выглаженность - зерно в нём продолжает раскалываться, плюс наиболее мелкое в нём - радостно застревает в нерже и дальнейшая попытка убрать его полировальником, не приводит к желаемому результату. Собственно, я знал, что полировальник не уберёт - чай не первый раз всё это наблюдаю, но взял его только ради того, чтобы немного "спилить" рёбра рисок, чтобы застрявшие алмазы было лучше видно. Фото кликабельно, по переходу на фотохостинг вторым кликом можно открыть в оригинальном размере:
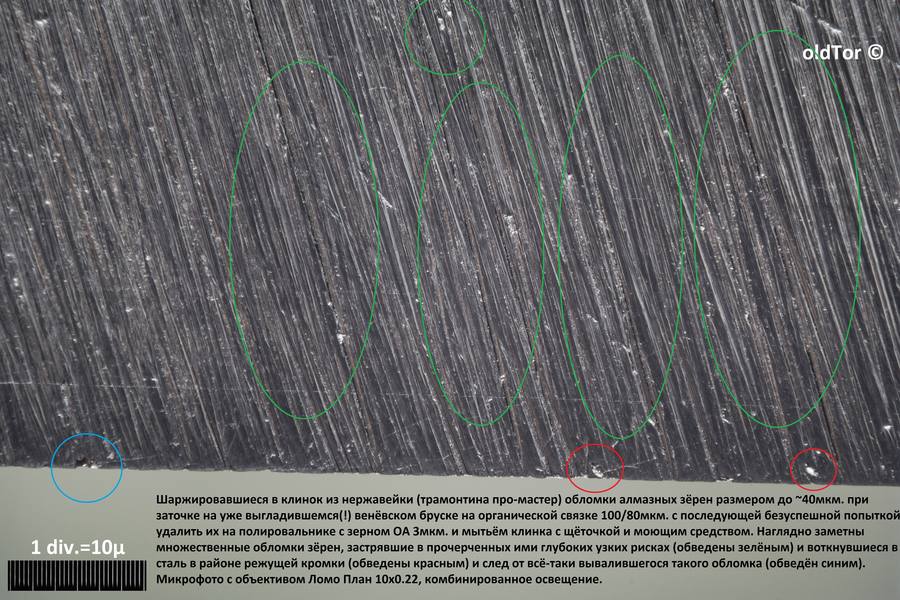
Ну и сходное легко происходит и при заточке более твёрдых сталей с нормальной, не говоря уже о избыточной, вязкости.
Потому важно ещё обращать внимание и на сорт алмазов, помимо всего прочего.
Это обсуждали недавно в т.ч. вот тут - посты 149-157:
https://www.myabrasive.ru/foru...t=152&start=140
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
A.V.X.1960Ну ясное дело, завод не виноват, у вас просто руки кривые. Вот всем затачивать получается, а алмазами 3/2 и 1/0 почему то нет, вернее получается, но результат в итоге как после 14/10. Надо пойти руки поменять или глаз замылен - промыть
Алмазы - не виноваты в том, что у кого то не получается ими точить
На гальванических брусках с порошком АС15 такая же проблема.
Правда, упоминает об этом мало где и тем более в многочисленных магазинах по продаже венёвских брусков о том не пишут - незачем пиплу, который "хавает", знать больше. Ещё посравнивают, узнают что-то "слаще морковки", да предпочтут более предпочтительные варианты))
Вот тут есть расшифровка сортов и сказано что к чему:
http://stavincom.ru/almaznyj_i...maznyj-poroshok
В защиту АС15 скажу, что гальваника с таковыми, например от челябинского завода - весьма приличная. Это существенный шаг в лучшую сторону по сравнению с АС4. Хотя у АС15 на сростки и прочее приходится до 60%, но именно в гальванике, в которой к тому же насыпано зерна от души и не в один слой (у них заявляется 2 и 3 слоя) - эти самые сростки конечно быстро деградируют, осыпаются и уходят, но остаётся большое количество нормального рабочего зерна. Учитывая, что концентрация у этой гальваники такая, какая не снилась венёву, даже на полысевшей пластине, это существенно и в работе очень заметно.
Ну и скажу, что на мой взгляд, АС4 годится только для того, чтобы на таком зерне освежать керамику, и то, ограниченно - деградация зерна очень быстрая. Ну края стеклянному притиру оппилить - тоже годится, но гальваника гораздо быстрее.
Потому, предпочитаю АСМ и в качестве зерна для притиров для заточки и доводки и в качестве свободного зерна для притирки керамики.
В основном брал его из паст, пробовал в виде порошка, но вот он у меня закончился. Как раз жду доставку - купил в сапфире АСМ именно в виде порошка, фасовка у них по 100 карат:
https://www.sapphire.ru/vcd-289/catalog.html
Хонинговальные бруски на связке М2-01, кстати, найти не проблема с АСМ (по крайней мере те, что я нашёл и купил без проблем - мелкие, для некоторых работ, не для ножей, как правило). Но надо смотреть внимательно - они есть и с АС6 и с АС4, так что лучше не верить описанию, а искать те, где на фото видно нормально - на большинстве из них маркировка совершенно конкретная.
Правда, жаль, "форм-фактор" не очень удобный и геометрия кривая - но предполагается, что они в рамках режимов и области применения, для которой разработаны - прирабатываются и порядок. Для "наших задач" их, конечно, надо подравнивать. И вскрывать. Хотя мелкие "косточки" такие можно и как есть использовать, например, для полевой правки.
А "наслаждаться" венёвом с АС4, никакой концентрацией, лотереей по геометрии и распределению алмазов в связке, никакой абразивной гигиеной и прочими прелестями, к тому же за несопоставимые с таким "качеством" деньги - ну уж нет)
Кому нравится - их дело, "кому и кобыла невеста" и "одеколон коньяк")
oldTorА на упаковке бруска пишут АСМ?
Мне даже не кажется - я это знаю и сам завод пишет, что применяет АС4.
Принимая во внимание все недостатки их брусков, получается, что проще самому сделать на основе нормального порошка.
mtn2
А на упаковке бруска пишут АСМ?Принимая во внимание все недостатки их брусков, получается, что проще самому сделать на основе нормального порошка.
На прозрачной упаковке вроде бы нет.
Но на самих брусках штампики стоят AC4 - например:
http://www.vidbrusok.ru/collec...00160-160125-50
Судя по поиску на сайте, АСМ у них только пасты и порошки, по крайней мере сейчас:
http://www.vidbrusok.ru/search?q=%D0%90%D0%A1%D0%9C
А, поиск тоже кривоват. Нашёл - для новых некоторых брусков на новой связке, якобы АСМ, но что-то не густо:
http://www.vidbrusok.ru/collec...%5B%5D=98301792
Вон справа отображается. В общем, на этой информации никто не акцентирует.
Штампики на брусках на новой связке стоят АСМ - одна из фоток вот тут, например:
http://www.vidbrusok.ru/collec...0-2014-75-100-m
А, ну а тут вообще два сорта на одном комбинированном бруске - грубая сторона АС4, тонкая - АСМ ну и связка тоже разная по сторонам:
http://www.vidbrusok.ru/collec...osb-100-premium
Потому, учитывая всё, я выбираю притиры и гальванику)
АСН - более износостойкое зерно, поэтому на органических связках используют АСМ.
Поэтому в ходовых брусках от 50/40 и мельче зерно АСМ.
Все остальные АС идут до 60 или 50 мкр.
skvaterВообще - никто - не виноват.Если у вас не получается заточить алмазами 3\2 и 1\0 - то это не значит что алмазы виноваты. Просто у Вас руки - не золотые, и глаза - надо пойти подправить!:d
quote:
A.V.X.1960Алмазы - не виноваты в том, что у кого то не получается ими точить
Ну ясное дело, завод не виноват, у вас просто руки кривые. Вот всем затачивать получается, а алмазами 3/2 и 1/0 почему то нет, вернее получается, но результат в итоге как после 14/10. Надо пойти руки поменять или глаз замылен - промыть
Не парьтесь - кожа и паста - наше (Ваше) - всё!;D
Я спокойно после наждачки довожу на коже с пастой до реза волоса опусканием и не парюсь сколько там микрон. Какая разница- сколько там микрон?
Что бы точить брусками 3-1мкр - надо уметь их выровнять с точностью до 1мкр - иначе - они точить - не будут.+ надо приспособу (или руки) - которые точат с такой же точностью.
Старые бруски с АС4 и карбидом бора в связке, например, пользовались большой популярностью при 25% концентрации, работая, во многих случаях, эффективнее 100%. И тому есть объяснение, что в работе принимает участие не только алмазное зерно. Хорошо это или плохо? Тут пусть каждый решает для себя, отталкиваясь от своих предпочтений и задач.
Да, АСМ в лоб предпочтительнее АС4, но и одно и другое зерно разработано и применимо как для обработки, так и доводки твердых сплавов. Т.ч. заводом порошки применяются по назначению. Если где-то хромает процесс, вроде абразивной гигиены или кривых брусков на выходе, то это не проблема алмазного зерна, а скорее самого производства.
В общем, есть продукция, которая доступна. Со своими плюсами и минусами. 100/80 - 50/40 (в любых концентрациях) лишним в хозяйстве точно не будет, проверено уже неоднократно. Ну а то, что есть проблемы с абразивами с "тонким зерном", вроде уже плешь проели на эту тему. Есть сомнения, так не брать. Наклеить пленку/хороший скотч на стеклянный бланк и полировать до нужного результата чистой пастой.
oldTor
С 25% ситуация может быть иная только в том случае, если для него они используют другое алмазное сырьё.
Это в рамках промышленного производства, тем более такого "ответственного" выглядит крайне маловероятным, а даже если так - где гарантия, что там принципиально иная ситуация?Кроме того, 100% концентрация - это около 30% алмазов в алмазоносном слое. Потому венёвские бруски в принципе медленные.
А если у вас ещё в 4 раза меньше этого алмазного зерна в связке - Вы получаете ещё менее производительную работу с ещё худшей однородностью, но "зато" с более глянцевой поверхностью фасок на невооружённый взгляд, которая так нравится людям, которые привыкли неизвестно с какого перепугу, по этому критерию оценивать качество обработки.
Хотя это вообще не параметр для оценки заточки и работы абразива.
Тем более при оценке без объективных цифр.
Но - вольному воля, как говорится - на эти грабли наступает куча народу, но людям свойственно учиться только на собственных ошибках.
Охота - попробуйте с 25% 😛
Приветствую.
Были же раньше споры о том, какой конц-ии бруски покупать.
Прозвучало имхо нескольких камрадов сразу , что для тонких 25% конц-ии лучше будет.
На финиш использую Венев на модиф-й связке 2/1 100% конц-ии.
1/0 оказался не-очень-об этом в теме уже писали.
3/2 ОСВ -из коробки был несколько как бы "резиновый" ход клина .
Доводка улучшила работу камня ,но у меня 25% конц-ии -2/1 100% в итоге лучше оказался.
Тут вероятно вы правы- 100% ОСВ надо было тогда покупать.
Есть ещё 7/5 ОСВ 25% -камень понравился -работает сразу из коробки.
Ещё момент :
Лучше не повторять тест Лукинова -волос порезать после алмаза 50/40 .
Большая вероятность -руку поцарапать ))
Но вот после 50/40 25% конц-ии -это уже проще сделать ,но при этом ухудшаются скажем так обдирочные свойства абразива.
Попробовал использовать dressing stone для чистки Веневцев .
Абразив Бодрид Гриндермана - для грубых подошёл .
От Чосеры - для тонких .
20/14 ОСВ вообще не засаливается; легко чистится руками с водой .
A.V.X.1960Такое ощущение, что вы читаете, вися вниз головой и переводя написанное на китайский, а потом обратно. Я не писал, что бруски 3/2 и 1/0 не затачивают, а написал, что они дают паразитную риску, работают грубее заявленного. И это не только я писал, а еще человек так 100. Каким образом тут поможет выравнивание? С точностью до 1 микрона? Что за чушь, откуда эти цифры, такую точность невозможно выдержать в кустарных условиях вообще
Что бы точить брусками 3-1мкр - надо уметь их выровнять с точностью до 1мкр - иначе - они точить - не будут
Марка алмаза на обоих стоит АСМ.
На одной из сторон был крупный агломерат, на котором при работе, брусок ощутимо подпрыгивал, пришлось выковыривать, так как бруски притирал сразу и это видимо не помогло. Удалился он просто и других претензий вроде пока нет.
Пробовал работать по с30ви и вг-10, к чему придраться, я пока особо не нашел 😊
В промышленности, где изначально применялись алмазные бруски большинства производителей, т.е. в хонинговании, масла с олеинкой и керосином применялись на брусках с медно-оловянной связкой, а для органических связок шли СОЖ на водной основе. Преимущественно.
Эта же рекомендация и перекочевала в форм-фактор таких брусков, уже для ручной заточки.
Когда в рекламных целях магазины стали одобрять применение всего со всем, включая размазывание пасты по брускам и с маслом - сам завод, видимо для обоснования отказа при рекламациях, не стал менять изначальной рекомендации.
Т.е. надо понимать,что применение масел или ПАВ с маслом, если вдруг приведёт к деградации связки бруска, то завод такую претензию не примет.
Выраженность же реакции с маслом зависит и от конкретного масла и его количества и от постоянства режимов термообработки связки на производстве и допусков при её составлении по компонентам и пр., применяющимся реактивам и так далее.
Т.е. на брусках одного и того же завода и даже одной и той же модификации, реакция легко может сильно отличаться. Тем более, что на неё влияет ещё и старость связки - бывает так, что органическая связка деградирует с годами и будучи применяемой с рекомендованными СОЖ и даже просто при хранении бруска без использования.
После этого я не использую масло на этих брусках, в том числе и на OSB
Тогда видимо придётся использовать воду. Просто затачиваю на рабочем столе, где рядом компьютер и куча всего, и не хотелось бы воду развозить кругом. Но теперь понимаю что придётся. А на сухую я так понимаю лучше не работать. Что скажете по уходу? Чем лучше мыть? Мыл с средством для посуды. Ну это эффективно после масла, а если без него тогда просто водой с мылом?А не нужно ни какую воду разводить, пшикнул на поверхность из пульверизатора в сторонке и точим )) К стати я добавляю моющее средство в воду, сохнет не так быстро и как бы смачиваемость поверхности камня лучше. Ну и шлам меньше цепляется..
forummessage/224/12
Но вода из под крана везде разная, и работая с абразивами, которые не впитывают - её качество обычно вполне нормальное. Налёт, как в чайнике - не будет образовываться, Вы ведь не кипятите брусок в воде)
А выпадение минерального осадка (как у меня раньше на даче было с водой из артезианской скважины) не оказывало какого-либо заметного воздействия на бруски и камни, к примеру.
Скажем так - качество воды при работе с венёвскими брусками, далеко не первоочередная проблема, какая может возникнуть.
ValeosНалёт будет скорее не от воды, а от неотмытого шлама. Какие-то его остаточные количества не отмываются даже зубной щёткой (спасибо, Ярослав подсказал, как и Вам в предыдущем посте) с моющим средством.
налёт на брусках
Ни на что не влияет.
UPD. Пока писал, Ярослав первым ответил. 😊
Короче я так понял у них толком нет ещё четкой информации по этому поводу.В2-01 несколько лет использовал олеиновую кислоту, купленную на складе химреактивов. Ни каких изменений на брусках не обнаружено. Если прям очень интересно, могу пару обмылков от этих брусков принести на очередной Клинок. Деградация там только механическая.
Деградация там только механическая.я так же свои первые веневские бруски в 2016 году использовал с олеинкой, за год работы, никаких проблем не было. Это были односторонние бруски на бланках под апекс, те самые на которые все ругались, что они кривые. Действительно кривизна присутствовала, наверное поэтому они у меня не продержались больше года 😊
tvy61На двухсторонних 200х35 она тоже присутствует и еще какая.
Действительно кривизна присутствовала
Я даже выравнивать не стал, потому что в моем случае выровнять=сточить брусок.
skvaterЧто такое - паразитная риска и как она влияет на рез ножа?Ну не возможно сделать брусок так - что бы алмазы торчали на одну высоту из связки, и имели одинаковую "заточку" - то есть грань.
Такое ощущение, что вы читаете, вися вниз головой и переводя написанное на китайский, а потом обратно. Я не писал, что бруски 3/2 и 1/0 не затачивают, а написал, что они дают паразитную риску, работают грубее заявленного. И это не только я писал, а еще человек так 100. Каким образом тут поможет выравнивание? С точностью до 1 микрона? Что за чушь, откуда эти цифры, такую точность невозможно выдержать в кустарных условиях вообще
Как Вы определили что бруски 3-1мкр - работают грубее заявленного?
Последнии партии брусков, которые я покупал оптом на заводе - действительно работали чуть грубее самых первых брусков, которые я покупал раньше.+ к тому - 1мкр/3мкр был грубее 7мкр старого разлива, но - это скорее всего - косяк при размешивании раствора! 😀
На счет мелких финишных алмазов - не надо парится - или на брусок пасту наносите. или на кожу. Еще вариант вполне работающий - бланк из стекла + алмазная паста - на стекле даже относительно грубые пасты работают и можно даже немного "точить" таким макаром - если вариантов других нет.
Подскажите пожалуйста, олеиновая кислота в качестве СОЖ норм? Нужно ли промывать бруски от олеинки после работы?
Владею двусторонними брусками 200/160-100/50-24/7,5-3/1 100%ые
С уважением
Константин
МаслА или олеинка, а также жидкости сильно щелочные, для органических связок - НЕ рекомендованы производителем (и не только венёвом, а вообще и везде - и в СССР и сейчас, и за бугром и у нас).
Допущения же, озвученные отнюдь не заводом, а манагерами магазинов, типа "можно и тем и другим, и пятым и десятым", это обычно фейк чтобы побольше продать, так как это люди, обычно, не разбирающиеся в том, чем они торгуют и как это правильно применять. И от информации на сайте производителя, часто информация на сайте магазина - отличается.
Т.е. рекламацию завод не примет, если связка деградирует, так как использована НЕ рекомендованная именно заводом СОЖ/ПАВ. А то, что продавец при том написал "можно" - так он не обещал, что ничего не произойдёт. Разрешено-то всё, что не запрещено)
Но многие всё равно используют олеинку, маслА и т.д., на органических связках и тут лотерея - кому-то везёт и связка не деградирует годами, у кото-то деградирует незначительно и медленно (проявляется обычно в том, что вместе с её некоторыми компонентами, терять связка начинает и зерно), а у кого-то сразу, что связано и с допусками изготовления таких связок и с тем, какими именно жидкостями и в каком количестве/соотношении пользуются юзеры.
МаслА, олеиновая кислота, уайт-спирит либо бензин и смеси их в разной пропорции, используются на алмазных (и не только) брусках на медно-оловянных связках. И в хонинговании и в ручной заточке. С водой их можно тоже применять - они более "всеядны", эти связки, нежели органические.
Реакция же олеиновой кислоты с медью - известная вещь. Олеинку в т.ч. применяют для патинирования меди, но процесс это обычно медленный и на брусках с медно-оловянной связкой даже не сильно заметен, тем более, что на них обычно не работают с чистой олеинкой - а присутствие её от 1,5 до 10% в составе СОЖ/ПАВ не оказывает видимого воздействия за разумное время (промышленный хонинговальный брусок при расчётных режимах применения быстрее "уйдёт", чем олеинка его хоть чуть "испортит").
Но цвет менять может, и пачкать продуктом реакции, если брусок не мыть и если его буквально "купать" в олеинке и/или оставлять грязным после работы с ней. То же касается и "медной стружки" как наполнителя в органической связке.
В ней вред от реакции олеинки с медью может быть заметнее в некоторых случаях.
Так что после работы - любые бруски и с любой СОЖ/ПАВ, рачительный и ценящий свою работу юзер промывает в тёплой воде с мылом или каким-то ещё достаточно нейтральным моющим средством, иногда ещё и потерев щёточкой (особенно грубые), если есть такая возможность.
В пользу этого при работе с любой связкой есть полно аргументов и помимо прекращения нежелательных реакций связки с ПАВ.
oldTorОгромное спасибо!!!
oldTor
Для органических связок (в т.ч. и тех, где медь в качестве наполнителя присутствует) - _рекомендуемая_ СОЖ - вода с капелькой мыла или чистая вода.МаслА или олеинка, а также жидкости сильно щелочные, для органических связок - НЕ рекомендованы производителем (и не только венёвом, а вообще и везде - и в СССР и сейчас, и за бугром и у нас).
читаю, ваще фантастика... на всех видео , где обзор веневских (что на старой, что на ОСб связке) во все колокола звонят, "хороша ими работа на олеинке или ВД работает!" (это люди с ганзы!)
сам с вд точу, мне кажется с ней он мягче работает, но теперь чуть расстроен тем, что прочитал...
Но многие ещё и не в состоянии оценить разницу между "плохо", "нормально" и "хорошо", потому как им особо не с чем сравнивать, а даже когда есть с чем - бэкграунда не хватает сделать сравнения не то что репрезентативными, но хотя бы вменяемыми.
Потому, изучать любое дело по роликам в интернете, не изучая вопрос самостоятельно, по серьёзным источникам - обычно ведёт к отсутствию возможности "покачать на состоятельность" увиденное. И приводит только к поддержке устоявшихся мифов и легенд, культивирующихся многими заинтересованными в продвижении того или иного товара и подхода, людьми.
По большей части, заинтересованных в том, чтобы делать реверансы наиболее широкой аудитории, которая восхищается, когда ей "показывают, что можно ничему не учась, делать типа хорошо". Ибо именно так зарабатывается наиболее широкий контингент "лайкающих" и способствующих бизнес-процессам, или просто "грелке ЧСВ" того или иного блогера.
Чего стоит одна только рекомендация менеджера (бывшего) венёва, по "исправлению" косяков некоторых брусков - "не работает - купите ещё у нас пасты и мажте бруски ею"))
Очень "грамотный" подход без понимания вообще как взаимодействует зерно бруска на определённой связке с пастой, и что как там в результате происходит и работает.
Зато продажи идут)
oldTorИли так.
Фантастика в том, что подавляющая часть видео в интернете, делается людьми, читающими инструкции только когда "всё становится плохо"))
Вот многие не понимали, как работает 1/0 алмаз от венёва, типо после него хуже, чем после 3/2. Объяснение было, что слишком мелкие алмазы слипаются в агломераций и выходит более грубая работа.
С Эльблром такого же зерна на осби связке та же будет проблема у венёва?
[B][/B]
dzr-dozorЭльборы у Венёва - новинка.
С Эльблром такого же зерна на осби связке та же будет проблема у венёва?
Самый мелкий на связке OSB пока 7/5.
Да и они под заказ после оплаты в течении месяца.
Судя по паспорту, дата изготовления 1 декабря 2021 года.
Пока отзывов не видел.
Наберитесь терпения.
Меня и алмазные устраивают, ищу чем бы финиш делать, алмазом 5/3. Или этот мелкий эльбор взять
dzr-dozorДа, действительно.
Раз написал, значит я в теме что они делают. Вы давно не заходили на их сайт, уже вовсю торгуют Эльблром 3/2-1/0, цена 4 тр за двухсотую длину.
Просто меня 200-е не интересуют, а 150-е только 7/5.
dzr-dozorЯ бы посоветовал чугунный притир и алмазную пасту.
Меня и алмазные устраивают, ищу чем бы финиш делать, алмазом 5/3. Или этот мелкий эльбор взять
Намного чище получается, но решать конечно Вам.
dzr-dozorЭто потому что со стеклом.
Спасибо, для меня это муторно.
Понятно, дёшево-сердито.
С чугунным притиром всё иначе.
Не поймите превратно.
Я не уговариваю.
Просто однажды попробовал в сравнении и то, и другое.
Даже третье - притир и наклеенный на него бумажный скотч, кстати разный, от дорогого до самого дешёвого.
Плюсы притира и пасты, это однородность, нет паразиток.
Да, наверное немного муторно.
Если так, то потратить совсем немного времени не составит особого труда.
Я не знаю для чего, и каких ножей Вам нужен столь тонкий финиш, но сам остановился на чугуне и алмазной пасте, и только когда об этом просят.
Притира у меня три - 7/5, 3/2, 1/0.
как положено. Нифига. Сейчас у меня из мелких: 20\14, 10\7, 7\5,
3\2, 1\0. Из них самую мелкую риску и зеркало на рк дает 10\7. И
финишится рк им до строгания волоса намного быстрее и легче, чем
другими номерами. В общем, после 1\0 прохожу 10\7, тогда все более-менее
хорошо получается.
Подскажите, пожалуйста, имеется эльбор на новой OSB связке. На стороне 1/0 - связка розовенькая, но даже глазом видны серые крупные точки, равномерно распределённые по всей площади. При изучении в микроскоп хорошо видно, что это какие-то углубления (каверны) заполненные серым веществом, условно напоминающим "цемент". Если аккуратно поковырять в этом углублении тонким остриём, то можно сделать вывод, что это мягкая/мелкая/"сыпучая" субстанция.
Вопросы:
-Что это такое?
-Это поверхностные дефекты, которые уйдут в процессе грубой приработки или это технологические (объёмные) "дефекты" являющиеся частью OSB связки?
Это один из компонентов связки, который действительно выкрашивается - справа снизу прекрасно видно.
Это не поверхностный дефект, это вся связка такая. Никуда это не девается - если снять при притирке слой, то далее то же самое.
Лично я считаю, что это в принципе неудачное решение - недостаточно однородная связка, "вкрапления" в которой имеют иные характеристики и поведение в динамике, нежели основная её масса.
Чем это спровоцировано по сравнению с, казалось бы, такой же заявленной связкой желтоватой, где есть тоже более рыхлые участки (из которых, например, зерно вылезает тоже легко при заточке вязковатых сталей):
- не знаю. Может быть только другим красителем? У которого иные свойства. Но это вряд ли - уж очень похоже на несколько разный состав более глобально, при том, что по маркировке это типа "одна и та же связка". Хотя если это считать одной и той же, то это, извиняюсь, разбег +- километр.
Также по мере притирки это и тут не уходит, обнажаются новые такие "лунки", но в целом желтоватые стороны несколько лучше себя ведут и однороднее работают.
Но не настолько, чтобы соперничать, например, вот с такой полимерной связкой (это Columbia Gorge Stoneworks Resin Bond Diamond Stones - 5мкм.):
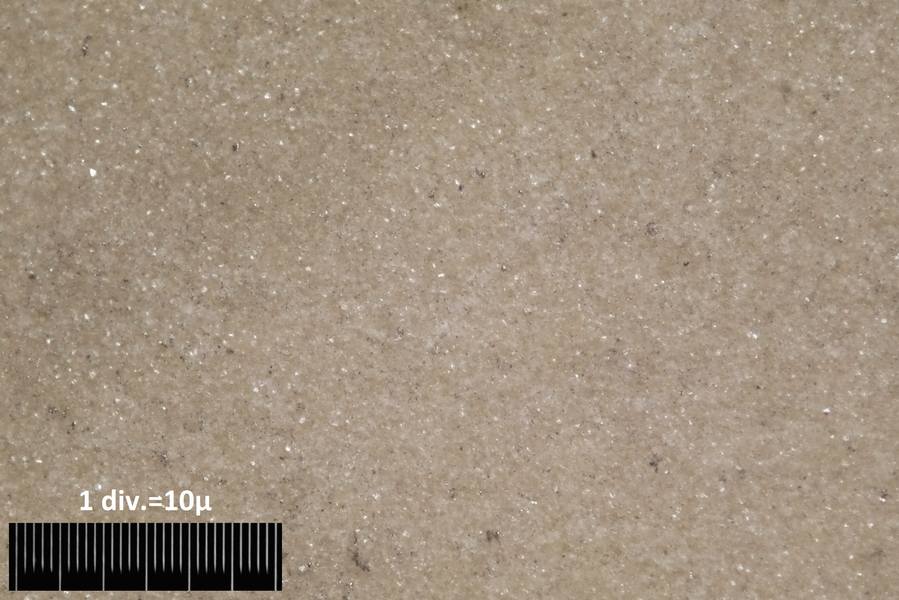
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
oldTor
Вот эти? По горизонтали фото - 1мм. бруска:
Спасибо за наглядный ответ.
Да, это оно и есть. В моём случае они только поменьше. И, да, на жёлтоватой связке таких каверн с серым веществом - нет. Разная маркировка связки в этом случае была бы уместна, ибо структурно это две разные поверхности получаются.
Была мысль, что это ультра-мелкий абразив какой-то, призванный ускорять обновление рабочей поверхности, но отсутствие таких же включений на жёлтоватой стороне скорее говорит против этой гипотезы.
ЗЫ: Columbia...Diamond 5мкм - действительно впечатляет. Небо и земля с веневами по однородности.
Алмазы, например, 7/5 на OSB на бланке (желтые) и двусторонние (красные) - это одно и то же?
Всегда использовал на бланке. А тут пришлось стороной 7/5 двустороннего финишировать. Был удивлён более высоким качеством реза.
Хотяяя, и точилка была новая))
Кроме того, всегда есть переменная в рандомном распределении зерна в связке полностью "типа" одинаковых брусков. Не говоря уж о том, что свои коррективы всегда будет вносить разность состояния поверхности - насколько брусок выровнен, приработан и пр.
ms_hunter
Понял, спасибо! Нужно будет вдумчиво сравнить в равных условиях.
Прикупил пачку сменных лезвий для резаков канцелярских (10 шт, 9 мм) 😊 аж за 9 рублей 😀 , меньше рубля лезвие.
Будет чем сравнивать бруски между собой. Затачивать необязательно, поводил плошьмя по бруску. и под микроскоп. Хоть какое то понятие будет по оставляемым рискам и чистоте, так сказать для грубого сопоставления имеющихся брусков между собой. Да и агломераты будет чем ковырять 😀
Артикул: 401050Х56654
Кто-нибудь пользовался выше обозначенным бруском?
ms_hunter
А вот разуйте глаза сироте!
Алмазы, например, 7/5 на OSB на бланке (желтые) и двусторонние (красные) - это одно и то же?
Всегда использовал на бланке. А тут пришлось стороной 7/5 двустороннего финишировать. Был удивлён более высоким качеством реза.
Хотяяя, и точилка была новая))
у меня есть одинарный желтый 3/2 100%. Он офигенный, но я его уронил и расколол. Он быстро снимал метал и давал достаточно тонкую и чистую кромку.
А вот двухсторонний разноцветый, ооочень медленно работает, хотя то же 3/2 100% осб. Не понравился совершенно.
Voy50у меня есть одинарный желтый 3/2 100%. Он офигенный, но я его уронил и расколол. Он быстро снимал метал и давал достаточно тонкую и чистую кромку.
.
Вы его подготавливали к работе или из упаковки вытащили и сразу в работу? Я поюзал его и чет не понял за что народ его расхваливает...
ilia - -Вы его подготавливали к работе или из упаковки вытащили и сразу в работу? Я поюзал его и чет не понял за что народ его расхваливает...
выровнял на КК60, не более
Я вот про эти:
https://www.vidbrusok.ru/colle...0h25h6-32-m-100
https://www.ru-chef.ru/product...usok-15-x-16-sm (Веневский двухсторонний алмазный брусок 15 x 1,6 см (7/5 OCB + 3/2 OCB / 100%))
Такой брусок кто нибудь пользовал? https://www.vidbrusok.ru/colle...-2014-osb-100-3
Такой брусок кто нибудь пользовал? www.vidbrusok.ruhttps://www.vidbrusok.ru/colle...-2014-osb-100-3[/B][/QUOTE]вроде как недавно появился, сам хочу его попробовать, но мне не сильно понятна данная комбинация, одна сторона на связке OSB, вторая на В2-01
tvy61Вот да, тот же вопрос.
одна сторона на связке OSB, вторая на В2-01
+ выигрыш в том, что ещё одна позиция в прайсе. А чем шире ассортимент - тем выше продажи.
Как по мне, предельный шаг для алмазных брусков и то, повыше качеством и на других связках, был бы к 14/10 - 40/28.
Т.е. через два номера зернистости. И то, для работы по не самым широким фаскам. Через 3 же номера, говорить об удалении тонким рисок грубого даже с некоторым повышением угла, за разумное время - не придётся. Только "замазать" риски от 50/40 и натащить заусенку.
Либо придётся угол повышать капитально. Даже на сталях, которые таким абразивам поддаются довольно легко.
Просто хотел попробовать алмаз на osb связке, с возможностью использования в том числе, в качестве полевого варианта для поддержания остроты на высокованадиевых сталях. Обычные веневцы разные есть.
Дмитрий.
Марка связки: MS-1
"В состав новой связки MS-1 входят следующие компоненты:
медь, олово, алмаз, дополнительно наполнитель карбида кремния, который мельче по фракции алмаза и др. компоненты, которые позволяют активно снимать металл в течение всего срока службы."
Т.е. снова связка в которой есть посторонний абразив, в качестве наполнителя. То, что он мельче заявленной фракции алмаза - я не слишком верю.
И скорее бы взял проверенные временем и со многими положительными отзывами, что-нибудь на старой-доброй связке медно-оловянной М2-01.
Например, полтавские алмазы. Покуда они ещё есть. И зернистости от 40/28 и тоньше у них есть с сортом алмазного зерна АСН - повышенной твёрдости.
У них, кстати тоже есть новинка (2021) - связка медно-оловянная М1001 - по моим наблюдениям, она действительно, как и обещали - медленнее истирается и слабее засаливается.
Тогда как на сайте венёва я не увидел указания сорта алмаза в связке MS-1. Если там АСМ - нормально. Но у них на OSB такой сорт заявлен, вроде бы, а на B2-01 например - далеко не всегда. Часто там использованы сорта повышенной хрупкости. Что плохо. Так что неясно, что они запихали в MS-1.
50/40 20/14 металл связка
и 10/7 7/5 органику
хотел такой сет собрать , на обдирку бакелит веневский лежит дома
а на B2-01 например - далеко не всегда.был уверен, что на брусках В2-01 насыпан шлифпорошок АС4, вместо нормального алмазного порошка 😊
Что касаемо брусков на связке MS-1, то пока отзывы от 2-х человек, которых знаю, вполне положительные. Этого мало для каких то выводов, но хоть не негатив..
Например, тут указаны оба сорта:
https://www.vidbrusok.ru/colle...0h25h3-10080-25
Некоторые 40/28 уже могут быть АСМ. Сам завод, а не магазин - всю дорогу указывал, что порошки используемые у них грубее 40мкм. - ас4 и ас6, а что тоньше - то АСМ.
Но беда в том, что опять-таки, хрен его знает что там будет, если уже в магазине указывают сразу три возможных марки:
https://www.vidbrusok.ru/colle...0h25h6-4028-100
Причём, я ни разу не видел на сопроводиловках их к конкретному бруску сорт АСН. И до последнего времени такой маркировки у них что-то даже на сайте магазина не видел. Думал, что АСМ - это их "предел". И не уверен, что по АСН они не придумали. На сайте завода ещё надо поискать эту инфу. А то "маркетологи - такие маркетологи".
В общем, надо искать, чтобы в магазине была указана маркировка на сопроводительной бумажке - иногда товар фотают так и такое дают описание, где указан конкретный сорт и если пришлют не то, т.е. в приехавшем на сопроводиловке будет иное - можно предъявить. Теоретически.
Практически же мы знаем, как обычно получается - магазин отфутболивает к заводу, а завод говорит "решайте с продавцом". В случае не того сорта зерна - ну может пообещают скидку на следующие покупки))
oldTor
Но не настолько, чтобы соперничать, например, вот с такой полимерной связкой (это Columbia Gorge Stoneworks Resin Bond Diamond Stones - 5мкм.):
Здравствуйте.
А что там за полимерная связка, случаем не полиэфирная смола или что-то подобное? Это могло бы объяснить однородность, технологически на таких соединениях ее значительно проще реализовать в принципе.
oldTor
У них на сайте написан состав:Т.е. снова связка в которой есть посторонний абразив, в качестве наполнителя. То, что он мельче заявленной фракции алмаза - я не слишком верю.
Если честно, то именно в случае КК не совсем понимаю почему его фракция должна быть крупнее алмаза в связке. Лично у меня сложилось впечатление, что они задались целью изменить стандартные свойства для мет. связок, может быть поэтому бруски на Ms1 ощутимо впитывают масло, которое, кстати, согласно их же рекомендациям, вопреки сложившейся практике, с брусками на MS1 лучше не использовать.
Возвращаясь к КК, имхо если даже там и попадется, что-то более крупной фракции, то в процессе притирки должно достаточно быстро раздробиться.
А так, есть 40/28 100% ms1, после небольшого пробега(только попробовал), нравится больше чем 50/40 100% на В2-01. )
oldTor
Тогда как на сайте венёва я не увидел указания сорта алмаза в связке MS-1. Если там АСМ - нормально. Но у них на OSB такой сорт заявлен, вроде бы, а на B2-01 например - далеко не всегда. Часто там использованы сорта повышенной хрупкости. Что плохо. Так что неясно, что они запихали в MS-1.
В моем 40/28 MS1 марка алмаза - АСМ, судя по паспорту бруска. В 100/80 емнип - АС6.
1. Не знаю. Пишут Resin bond.
2. Я не знаю, крупнее или нет. Но то, что в связке B2-01 карбид бора у них крупнее фракции алмаза, о чём в своё время проговорился представитель завода, это факт. Не вижу причин, почему бы им не сделать так же и с карбидом кремния. Но вы правы, это должно мешать меньше или вовсе не мешать, всилу его высокой способности к дроблению.
oldTor
2. Я не знаю, крупнее или нет. Но то, что в связке B2-01 карбид бора у них крупнее фракции алмаза, о чём в своё время проговорился представитель завода, это факт. Не вижу причин, почему бы им не сделать так же и с карбидом кремния. Но вы правы, это должно мешать меньше или вовсе не мешать, всилу его высокой способности к дроблению.
Да я тоже слышал про крупную фракцию карбида бора, но, у них, если я не ошибаюсь, это было связано с каким-то техническим нюансом производства самого слоя. Подробностей, к сожалению, не помню. А с КК я почему так подумал, просто, абразив доступный во всех фракциях в приемлемом качестве (по сути всех тут дома есть, или тот же Grinderman выпускает линейку брусков на КК нормального качества), дробиться, значит вероятность того что там будет мелкий однородный порошок достаточно высока.
У меня, на самом деле, применительно к Ms1 основной интерес заключает в том какие свойства они хотели придать связке и как она будет в долгосрочной перспективе относительно других мет. связок, потому что со связками родом из СССР в общем-то все понятно, а это новинка.
oldTor
Например, полтавские алмазы. Покуда они ещё есть. И зернистости от 40/28 и тоньше у них есть с сортом алмазного зерна АСН - повышенной твёрдости.
У них, кстати тоже есть новинка (2021) - связка медно-оловянная М1001 - по моим наблюдениям, она действительно, как и обещали - медленнее истирается и слабее засаливается.
M2-01 - хороший выбор, спору нет, но, главное, покупая полтавские абразивы, чтоб там не было особой версии, специально для России, если вы понимаете о чем я говорю. Тут это оффтоп, поэтому не буду глубже этой темы касаться.
и кстати вот в коробочку уложил свеже пришедшие в апекс формате бруски на MS1 и на OSB связках, разница почему то пара мм в ширине


Подскажите, пожалуйста, в чём может быть проблема.
1) возможно, не вскрыта или недостаточно вскрыта связка.
Лечение - вскрыть связку. Травлением, притиркой на суспензии свободного абразивного зерна (стандартный вариант - порошок карбида кремния с водой на стекле или иной твёрдой и ровной поверхности - гранит, керамогранит, керамика и пр.) или совмещая травление с притиркой (например, производить притирку с добавлением в суспензию свободного зерна не слишком концентрированного раствора хлорного железа - примерно а такой же пропорции, как делается для травления клинков в домашних условиях - довольно эффективно)
2) Избыточно вскрыта связка. Например, если на заводе её вскрывали травлением и переборщили с концентрацией и экспозицией - это могло привести к тому, что связка в рабочем слое настолько деградировала, что зерно по большей части успело повываливаться и теперь на рабочем слое его просто почти нет. Лечение - притереть на суспензии свободного зерна до выхода на "слой", где зёрна есть в достаточном для эффективной работы количестве.
3) плохо с равномерностью распределения зерна в связке. Лечение - опять-таки притирка, пока не получится выйти на более-менее равномерно заполненный зерном рабочий слой.
4) есть сильно выпирающие зёрна, оставляющие паразитную риску и при этом не позволяющие произойти нормальному контакту основного режущего профиля бруска с обрабатываемой поверхностью.
Тут потребуется подробнее показать, что имеется в виду и как это себя показывает в деле - вот я когда-то публиковал обзор по работе полтавских алмазов на медно-оловянной связке и брусок 20/14 не работал нормально именно из-за этого - в нём были отдельные очень крупные зёрна, крупнее всех разумных допусков (чем грешит и венёв и куда больше и чаще, чем полтава) - пока они выступали, работа была никакая. После их удаления, фаска клинка стала прилегать к бруску лучше и произошёл нормальный контакт абразива и обрабатываемой поверхности - вот фрагмент обзора с фотопримерами:
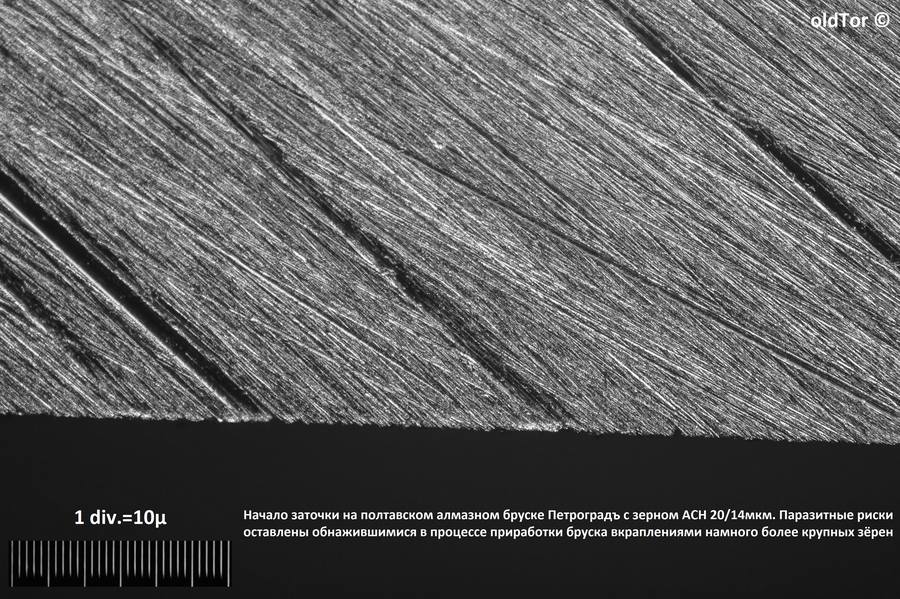
Довольно долго пришлось локализовать в микрооптику проблемный участок: это оказались пара вкраплений зёрен значительно большего размера, чем заявленная фракция. Во время приработки бруска, в какой-то момент они обнажились в достаточной степени, чтобы испортить работу. Поскольку эти зёрна тёмные, найти их было непросто, как и снять - кстати, заметно, насколько они выпирают - вся остальная поверхность вокруг - уже далеко за пределами резко изображаемого пространства использовавшегося микрообъектива: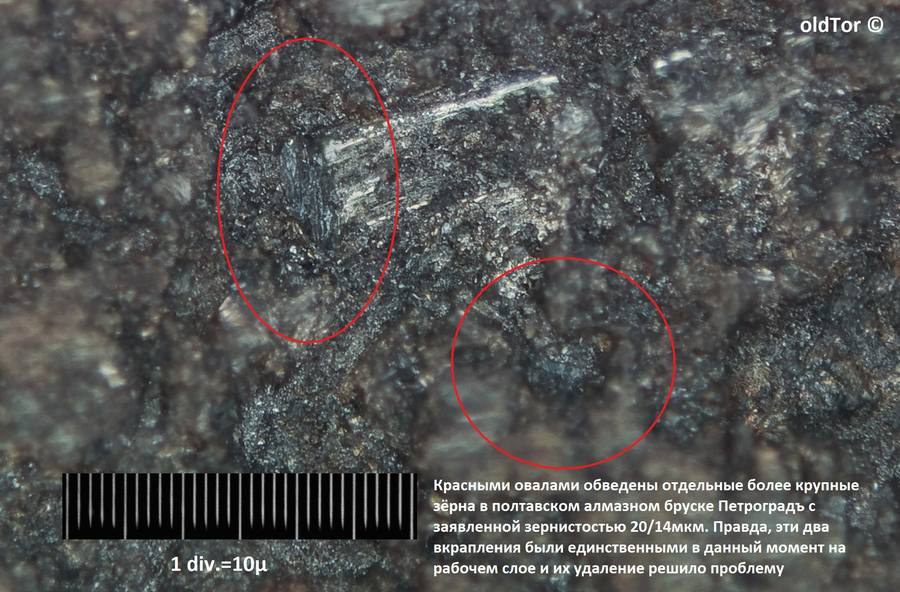
Я удалил эти зёрна с помощью острого ребра бруска из вакуумплотной керамики на основе оксида алюминия - удалось их выбить и при том не выкопать лунку в поверхности бруска. Далее пришлось протачивать клинок на этом бруске снова, для удаления рисок, оставленных этими зёрнами. И делать это пришлось довольно долго и утомительно. Тем более, что последствия глубоких рисок дали себя знать - кромка местами стала скалываться, что на этом клинке я никогда не наблюдал - у него при довольно высокой твёрдости вполне гармоничная вязкость и упругость и достаточно мелкая для быстрореза структура - при обычной моей его заточке на брусках на основе карбида кремния на тот же и даже меньший (30 градусов полного угла) угол, сколов на нём не бывало. Так что пришлось снова делать технологический барьер и снова протачивать.
.... в конце-концов я доработал на нём, и получил удовлетворительный результат: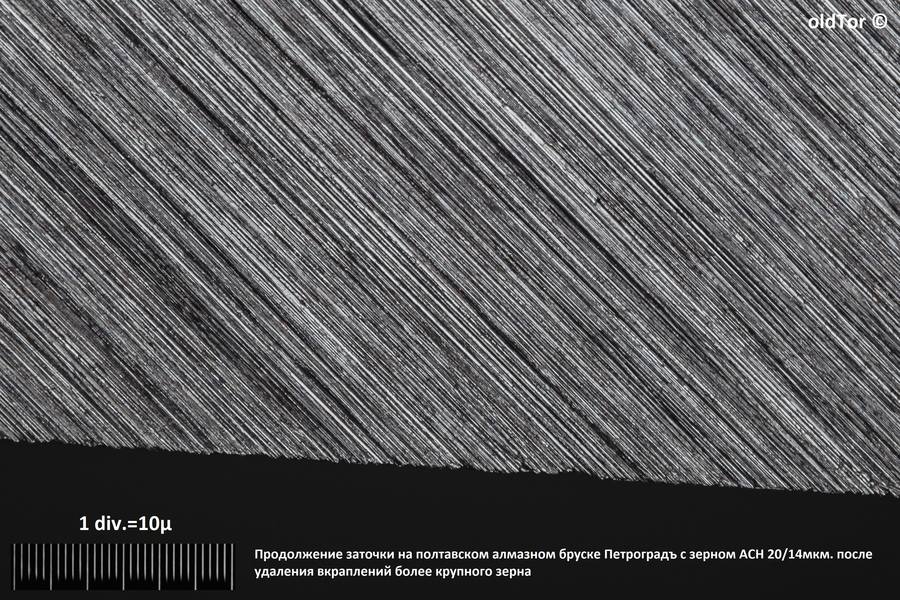
Так что попробуйте понаблюдать в т.ч. в оптику, хотя бы в часовую лупу, что у вас происходит при работе на проблемном бруске, по сравнению с подобными. В любом случае, притирка должна помочь.
Да, удаление выступающих особо крупных зёрен ещё иногда делают твердосплавной "чертилкой" или твердосплавной вставкой сверла (которое не жалко) или ребром твердосплавной шаберной пластины, например. В общем - чем-то достаточно твёрдым и чем можно оказать локальное воздействие на вот такие дефекты бруска.
По поводу притирки:
Для брусков на подобной связке с зерном 7/5 и даже 5/3, эффективно брать для притирки зерно карбида кремния зелёного намного крупнее зерна фракции. Например, особенно если брусок надо подровнять и снять немало для вскрытия связки и выхода на новый рабочий слой, гипотетически нормальный, стоит взять зерно порядка F220 т.е. около 53 мкм.
Всякие паллиативы, типа "а можно просто повозить по грубому бруску или по шкурке" - это всё фигня, так бруски по-правильному не готовят для хорошей работы. Только притирка на суспензии свободного, легко дробящегося зерна. Если покажется, что оно слишком быстро дробится и нужно снимать чуть интенсивнее, то стоит притирку делать на суспензии с тем же зерном на полимерной плёнке, положенной на притир. Например, от файлика, более-менее толстую.
После обработки на суспензии такого зерна (обычно хватает отработать 2-3 порции суспензии) уже практически пробуйте в работе и проверяйте - достаточно ли равномерно работает брусок и не надо ли притереть его потоньше. Но тоньше, чем на F600 (порядка 14/10мкм.) я бы не притирал - всё равно такие бруски работают достаточно грубо по сравнению с обычными абразивами, и более тонкая притирка не сделает работу бруска принципиально тоньше, а вот производительность упадёт заметно. Т.е. если надо будет тоньше - то лучше брать просто другой, более тонкий абразив далее.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
У меня два вопроса:
1. Можно ли притирать на камешке, например как на фото? Стекла нет, а хочется вот прям сейчас
2. Я правильно понял, что вот эти области по краям алмаза (более глянцевые) и есть то самое вскрытие? Я уже чуть чуть попытался.


На водном камушке притирать можно, если:
1. он сам выровнен
2. если его подготовить, как к заточке на нём - т.е. замочить как следует до состояния, когда на вытащенном из воды, лужица на поверхности его какое-то время держится и не уходит. По мере притирки на нём другого бруска, из первого выделится его собственная суспензия и на ней можно притирать.
Но я не уверен, что у вас не испортится всё дело по той простой причине, что водник явно, судя по фото, сам не выровнен. Косвенно об этом говорит и поверхность алмазного бруска - где у водника "седло", там у вас алмазный не проработался. Т.е. края вы конечно вскрываете ему, но портите геометрию рабочей площади в целом - у него будет "горб" там, к концу работы, где у водника "седло". Горб на бруске, конечно, иногда лучше седла в уже заточке на нём, но ресурс бруска от этого страдает, как и точность работы.
Сначала надо водник подровнять. Если он достаточно хорошо замочен, то постороннего абразивного зерна может и не потребоваться - обычно просто по шершавой ровной поверхности (уже заматированного стекла или керамической плитки, например) от трения из него выделится его собственное зерно и на нём его можно ровнять. Стороннее зерно потребуется если камень уже очень уж кривой.
Ровность проверять можно проще всего на просвет, прикладывая по сторонам и диагоналям бруска что-то заведомо ровное (обычные линейки не годятся - они часто пипец кривые) - обычно поверочную линейку или лекальную прикладывают или что-то ещё, что найдётся более-менее ровное - угольник, например. По отсутствию просвета, когда прикладываете и смотрите на линию прилегания против яркого источника света, можно судить о ровности сопрягаемых поверхностей. Это не единственный способ проверки, но самый лёгкий.
Притирать кривое по кривому (алмазный скорее всего хоть и может быть был ровнее водника в начале притирки, но всё равно, скорее сего не идеален, и это не стоит усугублять) - плохая идея. Потом придётся выравнивать и то и другое уже, и дольше.
Ну и водник у вас на основе оксида алюминия - для вскрытия это несколько менее эффективно, нежели карбид кремния, но тоже работает нормально.
Если нет стекла и нечем заменить, то пока что можете попробовать продолжить работу на боковых сторонах водника - у него для этого достаточная толщина вполне - справиться можно, учитывая небольшую ширину алмазного бруска. Старайтесь задействовать площадь максимально равномерно, чтобы меньше уходила геометрия его при выделении суспензии. У вас получится работа такая, что алмазный брусок будет постоянно иметь некоторый вылет за пределы плоскости боковины водника и это тоже хорошо для сохранения геометрии последнего.
Чтобы этого избежать - и нужно притирать на суспензии свободно "катающегося" между "притиром" (в данном случае, водным бруском) и притираемой поверхностью, зерна. Т.е. надо постараться её выделить более обильно из водника и не смывать, а чтобы при притирке была как бы "подушка" из неё между поверхностями.
Окончательная притирка подавляющего большинства водников делается на их собственной суспензии, и при этом окончательно из их поверхности удаляется всё, что могло там застрять. А предварительная - если кривизна велика и/или связка твёрдая - на свободном _легко дробящемся_ зерне КК. В результате, к окончанию притирки, даже при связке, требующей на финальном этапе притирки всё-таки и суспензии КК, имеем нормальный чистый от засоренности водник. Если делать всё аккуратно и достаточно тщательно.
Изредка исключение могут составлять некоторые водники на фенолформальдегидной связке, которые не требуют замачивания - в них может застрять довольно "крепко" зерно, и даже довольно хрупкое.
Но обычно эта проблема и с ними решается полностью как раз последовательной их притиркой на свободном зерне карбида кремния зелёного, который хрупок - если сделать шаг суспензии более постепенный, чем можно позволить себе с водниками более рыхлыми, на керамической или магнезиальной связке (даже с теми, которые не требуют сильного замачивания), то и там всё будет хорошо.
Так что это вообще не проблема, если иметь представление о правильной подготовке брусков к работе.
Конечно, если их пытаться "притирать" на закреплённом зерне, на материалах, это зерно теряющих, но не дающих полноценной суспензии - например, на шкурках с водой (что некоторые "талантливые" люди делают до сих пор) или просто на дерьмовом сырье с катастрофически неоднородным по размеру зерном или вообще неизвестным составом (как некоторые уникумы делают на песке, неотмученном даже, или на глине (!!!), где неизвестно что может попасться) - то такие косяки не только вероятны, но и неизбежны рано или поздно.
Но это уже из разряда непроходимой безграмотности пользователя.
Взял выровненный камешек из карбида кремния и на нём вскрывал. Сразу сел заточить кухонник небольшой. Результат - отличный!
А в связи с чем камень 7/5 на ms1 даёт мутную фаску, а той же фракции на OSB практически зеркало (очень похож на Shapton pro 8000)?
Расскажите, что используете на финише? Как наносите пасту?
У меня на финиш несколько камней но ни один не даёт постоянно хорошего результата.
Имеется арканзас (черный), яшма, байкалит, немецкий сланец.
Чаще всего оставлял 7/5 эльбор, вроде все были довольны. Но сам пока недостаточно разобрался. Пытался несколько раз делать микроподводы, тоже пока не до конца въехал.
MeCKaJluToВ зависимости от того что хотите получить.
Расскажите, что используете на финише?
MeCKaJluToВсе дадут достаточно выглаженную кромку. Разную, за разное время(трудозатраты). В зависимости от стали, СОЖ, степени доводки абразивов, технике работы, отсутствию или применению паст. А какие пасты в наличии?
Имеется арканзас (черный), яшма, байкалит, немецкий сланец.
oldTorне, ну если обновлять, то да. Просто, это тогда вообще не понятно зачем, проще стекло с помойки принести. Утрирую.
С чего бы ему испортиться, если водник обновляется легче и быстрее алмазного бруска?
Просто не могу найти оф сайт с продукцией
Может кто подскажет...
MeCKaJluTo
А в связи с чем камень 7/5 на ms1 даёт мутную фаску, а той же фракции на OSB практически зеркало (очень похож на Shapton pro 8000)?
Несколько вариантов. Либо у вас слишком крупная шероховатость бруска получилась в следствии вскрытия, со временем брусок притрется, и проблема уйдет. Либо у вас образуется достаточное количество суспензии из сож и шлама с необходимыми свойствами, чтобы влиять на блистючесть подвода.
К тому же надо учесть, что венёв добавляет в качестве наполнителя связки MS1 зерно карбида кремния, которое легко дробится - оно и работает частично "свободным зерном", что даёт матовость.
В полтавских алмазах на МО связке карбида кремния в связку не добавляют, но там такая же ситуация часто возникает первые с полгода применения бруска (если его не перепритирать полнометражно) из-за засоренности рельефа карбидом кремния от, видимо, абразива плоскошлифовального станка, на котором обрабатывают поверхности брусков.
Но матовость - это не проблема и никакого практического влияния на результат собственно заточки не оказывает в такой ситуации.
Куда хуже, когда имеем в связке агломераты зёрен карбида кремния или вкрапления зёрен куда большего размера, чем фракция бруска, которые оставляют паразитные глубокие риски, провоцируют микросколы и забои на кромке - нередко приходится выискивать такие агломераты и отдельные зёрна и их выковыривать. Благо, это делается в медно-оловянных связках не сложно - я сначала делал уголком керамического бруска, а потом обнаружил, что остриём четырёхгранного закалённого на довольно высокую твёрдость шила это делается даже удобнее. Неудобство остаётся в том, что делать это приходится под микроскопом, а значит нужно и более-менее приличное увеличение, и довольно большое рабочее расстояние объектива. Но обычно микроскопа МПБ-2 вполне хватает для таких операций.
О вышесказанном по наличию КК в связке: о венёве прямо и недвусмысленно заявлено на сайте производителя, а что касается полтавских - есть заключения лаборатории + данную ситуацию несложно проверить: я проверял методом флуоресцентной микроскопии - очень наглядно всё видно. Эльборовых брусков полтавских на МО связке это тоже касается.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.