Основной ошибкой, особенно у начинающих, было, есть и будет - неумеренное и чрезмерное давление, по вполне понятным причинам - хочется сделать инструмент "острее, как можно быстрее".
Ошибочно кажется, что чем больше приложить усилие, тем эффективнее пойдёт процесс, особенно, если из-за неверно выбранного угла заточки, или непопадания в него, или слишком грубого абразива, в т.ч. неудачно выбранного, за вменяемое время не происходит заметного заострения режущей кромки.
Очевидные минусы избыточного давления, такие как более сильное и глубокое засаливание абразива, более скорое его выглаживание или, наоборот, чрезмерно активная обновляемость, низкая однородность обработки, увод угла из-за упругости фасок в зоне режущей кромки, и пр., и как следствие вышеперечисленного - наоборот снижение производительности, сейчас подробно обсуждать не буду, хочу затронуть несколько иную сторону.
Минимальное давление, тоже далеко не всегда является оптимумом, по крайней мере само по себе - есть большая разница между "неуверенным поглаживанием" клинком абразива, и чёткими выверенными движениями, с осознанным выбором малого или минимального давления.
Как же тогда быть, как выбирать давление и как регулировать его, заставить его работать на себя, что менять в технике работы в зависимости от выбранного давления?
Неоднократно, говорили и писали о том, что оптимальное давление выбирается, чисто практически, началом работы с минимального, постепенно чуть-чуть повышая его до чёткого тактильного отклика, показывающего, что абразив режет. Не гладит и не дерёт, а равномерно режет. Конечно, есть определённые границы, внутри которых, годится менять давление, или более того - необходимо. Но в целом - допустим определились. Вроде всё просто. Пока что.
Но вот выразить цифрами детальную конкретику - уже задача по-моему мало реальная.
Разумеется, можно посчитать пятно контакта, замерить вес, запомнить состояние фаски, которую начали обрабатывать, но эти данные не будут ничего стОить, как только мы изменим хоть какой-то из параметров. Возьмём тот же абразив, но другой площади, клинок из другой стали, или такой же, но иначе обработанной, в другом состоянии, с более широкими или более узкими фасками, будем работать намного бОльшей или меньшей амплитудой, другими движениями, меняя и комбинируя их направления и пр. и пр.
Исходя из этого, думается, что выбор оптимума, это вопрос исключительно вдумчивой практики и манеры работы, накапливаемый опыт, чутьё, вырабатываемое таковым, а не жёсткие конкретные цифры. Но не всё так "ужасно" - общие моменты и наработки, некие границы, на которые стоит ориентироваться, определить вполне можно.
Попробую показать на конкретном примере, что и как происходит при незначительных сменах давления, ограниченных разумными рамками, вкупе со сменой направления движений, их амплитуды, смены пятна контакта и прочего, что и составляет технику заточки.
Производилась заточка ножа из стали AUS-8, на двух абразивах - советский электрокорунд марки 24а с зернистостью м28 (F360) и вашите, в притирке её рабочей поверхности на порошках карбида кремния до фракции F500:

На электрокорунде была выполнена заточка на 17 градусов половинного угла, со снесением следов предыдущих правок, микрофаски, обычным образом. Перейдя на вашиту, я постарался показать те моменты, о которых шла речь выше. Для начала фото - масштаб съёмки 9:1, стэкинг, кроп, 2мм. по горизонтали, фото кликабельно, доступна развёртка в 100%:

Теперь детально разберу то, что можно наблюдать на фото - три этапа.
Сначала, сделал по паре проходов на сторону вдоль кромки, убирая вероятные заусеночные явления, используя настолько малое давление, которое было можно. Далее, использовал давление, максимально допустимое в разумных рамках, т.е. не дающее отгиба фаски у зоны РК - выход на кромку произошёл сразу, а угол с помощью "костылька" для заточки, был выставлен и скорректирован точно под те же 17 градусов на сторону, при смене абразивов. Работал короткой амплитудой, переменными движениями вперёд-назад, с достаточным количеством олеиновой кислоты, постоянно меняя направление, создавая "сетку" рисок - т.е., по моему мнению, оптимальный режим для более скорого удаления рисок от предыдущего абразива.
Проведя ногтевой тест и осмотр в оптику (контролировал процесс через микроскоп мпб-2, 24х), убедившись в однородности проработки, очистил камень и нанёс минимальное количество олеинки - камень лишь слегка смазан. Продолжил работу бОльшей амплитудой, чуть поменяв положение камня для небольшого увеличения пятна контакта и однонаправленными движениями, "на зерно", получая больше наволакивание и выглаживание, нежели абразивное резание. Из-за уменьшения количества СОЖ и уменьшения давления, зона обработки сместилась ближе к кромке (отчасти мельчайшее повышение угла могло произойти и от стачивания его, так как на "костыльке" есть недостаток большинства точилок - в установке угла участвует кромка, хотя если на обдирочном этапе это может влиять заметно, на уже собственно заточном - влияет мало).
Однако, поскольку мне хотелось и получить более агрессивный рез на этом ноже и показать больше в плане аспектов работы, далее я опять изменил её манеру - снова очистив камень, взял чуть побольше олеинки - примерно среднее количество между первым и вторым этапом, прибавил давление на клинок, но расположил камень наискось, чтобы при работе получать бОльшее пятно контакта - подстраховаться и нивелировать, если таковые будут, ошибки с давлением. (Нередко, кстати, при доводке движениями малой амплитудой, вообще располагаю нож вдоль камня, для увеличения пятна контакта - распределения нагрузки на кромку даже при очень малом давлении). Работа условно "средней" амплитудой - движение "на зерно" акцентировано, а "возврат от зерна", слабее. Потому, получились не ярко выраженные зубцы, как бывает при завершении работы строго на зерно, но и не так однородно, как если работать переменными движениями более равноценными.
Видимо, мне удалось и на последнем этапе, чуть увеличив давление (повторюсь - все изменения давления, в разумных рамках - никакого "надавил от души"), не ошибиться - выход на кромку произошёл, фаска в зоне режущей кромки не отгибалась, смещение зоны обработки ближе к кромке произошло, считаю, в силу более глубокого врезания зерна + съём стали на самой кромке сразу.
Резюмируя коротко - на одном макрофото, с одним выставленным углом заточки и его изменением в процессе работы на одном камне на + примерно 3\10 градуса, к завершению работы, можно наблюдать три различных варианта обработки, отличающихся следующим образом:
1) Давление высокое, много СОЖ, малая амплитуда,"сетка", пятно контакта малое.
2)Давление минимальное, минимум СОЖ, большая амплитуда, "на зерно", пятно контакта чуть больше.
3) Давление среднее, СОЖ средняя, амплитуда средняя, акцент "на зерно", пятно контакта самое большое из трёх.
По-моему достаточно яркий пример влияния техники работы на результат.
Ярослав, заодно вопрос по давлению. Попадались упоминания, что на обдирочных стадиях при ручной заточке не получается достичь нужной скорости подачи и давления. Есть ли в таком случае смысл на совсем грубых абразивах типа F120 или алмазах 200/160 наоборот в увеличении давления? Не связана ли в этом случае ошибка не с избыточным, а скорее с недостаточным давлением?
Иногда - пожалуй, связана. Собственно, об этом я как раз писал в теме об особо грубых абразивах. Но мне кажется, что не всегда дело в недостатке давления - часто, скорее, недостаточно скорости.
Как известно, чистота резания (и производительность во многих случаях) зависит именно от скорости резания.
У меня получалось так при некоторых пробах, что вроде бы кажется, что давление недостаточно, но обрабатываемому изделию нельзя безнаказанно ещё прибавить давления - например, клинку с даже не самым тонким сведением (скажем 0,3мм.), если ещё его прибавить, обнаружим отгибание фаски.
Да, "волну но ногте" ребро спуск/фаска конечно не даст при таком сведении, но фаска в том месте, где уже стала тоньше ~0,2мм., его даст. А по кругу или бруску - это отгибание будет иметь место при бОльшем, чем при проверке ногтем давлении и при значительно бОльшей толщине. Мало того, что это отражается на точности геометрии обработки, такое "играние" края, так ещё и усугубляет образование дефектного слоя и, как сопутствующие моменты - может дать выбивание абразива из связки или просто чрезмерную его деградацию (износ и образование трещин в зёрнах, их смещение в связке круга - например, если связка органическая или медно-оловянная) и ещё бОльшее снижение производительности - как известно, избыток давления легко может привести к её снижению, также, как и его недостаток.
Да, начерно спуск можно так обрабатывать, но после того же самого достижения сведения меньше определённого значения, изгиб в зоне будущей кромки получим и там, и всё, что этому сопутствует.
Ну и если сопоставить такое давление с тем, которое оказывается достаточным и даже избыточным при эффективной работе на заточном станке, обнаружим, что оно не больше, а то и меньше того, которое нам вручную показалось на особо грубом абразиве недостаточным.
Следовательно - от скорости часто зависит всё-таки больше.
Я бы ещё добавил, что от поведения СОЖ при этой скорости - кто работал на любых кругах с СОЖ, знает, как сильно на процесс и результат работы влияет "толщина" слоя СОЖ, увлекаемой кругом или подаваемой под давлением, и как сильно можно только лишь этим параметром, влиять на производительность работы или на тонкость/грубость обработки.
Эта разница сопоставима, а иногда даже больше, чем разница работы на том же круге выглаженном или наоборот, только что освежённом (при прочих равных).
В общем, складывается "неутешительная" картина того, что неважных параметров тут просто нет и влияет в той или иной степени - всё.
WarMitЧасто давление путают с силой прижима.
не получается достичь нужной скорости подачи и давления
Но давление это сила, делённая на площадь контакта.
И при работе по широкой фаске (прямые спуски, широкие подводы) даже при большом усилии прижима именно давление может быть недостаточным, абразив не "берёт" металл, скользит.
В этом случае имеет смысл придавить посильнее.
Но многие бруски этого не любят.
oldTor
В общем, складывается неутешительная картина того, что неважных параметров тут просто нет и влияет в той или иной степени - всё.
Когда в глубь копаешь, то в любой сфере все сложно.
Хотя по факту не на все реально можно влиять.
Скорость работы на бруске сложно вручную изменить, скорее всего будет потеря контроля.
Разных брусков примерно одной зернистости у неэнтузиаста скорее немного.
По факту можно либо сменить брусок, либо сменить СОЖ, либо изменить давление. Причем доступнее СОЖ и давление менять.
Кстати, тогда, используя боковую узкую грань, можно как раз давление увеличить в теории. Правда как на практике избежать деформации клинка остается вопрос. И как брусок фиксировать.
Ну а если вопрос больших объёмов работы, тогда действительно имеет смысл все параметры учитывать.
inok1
В этом случае имеет смысл придавить посильнее.
На особо крупном абразиве как раз следует снизить давление (уменьшить силу прижима).
Т.к. снижение производительности обусловлено прежде всего количеством зерен участвующих в резании.
Чем крупней абразив тем меньше зерен участвует в резании, и тем большая сила приходится на каждое зерно.
Если сила окажется больше определённого уровня, зерно выломает из связки или разрушит.
Есть закономерность, при определённых параметрах обрабатываемого материала наиболее производительным будет брусок с какой-то определённой зернистостью, и при увеличении или уменьшении зернистости производительность будет падать.
Можно повысить производительность обработки чередуя более крупный и более мелкий.
Крупный будет нарезать риску, а более мелкий и производительный зачищать, в результате общая производительность будет выше, чем работать каждым бруском по отдельности.
Так же можно использовать бруски с разным типом связки более мягкой и твердой.
Брусок с мягкой связкой будет хорошо резать, а более твердый зачищать риски.
Но при всём при этом, к этапу тонкой заточки следует удалить весь дефектный слой который получили в результате такой работы, или оставить его таким, что бы тонкая заточка убрала его полностью.
С Уважением, Владимир.
Давление, это ключевое что мне когда-то во время телефонного звонка подсказал Николай К.
Да даже в мех обработке, на шлифлентах, я вижу как быстро растет износ лент при высоких скоростях обработки во время чрезмерного прижима стали к ленте.
На мягких и средних да даже ст водниках давить особенно на обдирке, это попрощаться с геометрией, а уж на тонких абразивах это ты никогда не выйдешь на тонкую рк сболее менее приемлемой геометрией
Emiliokazanova
Только средний и легкий прижим, чрезмерное давление никогда не приносит удовлетворительных результатов.
Давление, это ключевое что мне когда-то во время телефонного звонка подсказал Николай К.
Да даже в мех обработке, на шлифлентах, я вижу как быстро растет износ лент при высоких скоростях обработки во время чрезмерного прижима стали к ленте.
На мягких и средних да даже ст водниках давить особенно на обдирке, это попрощаться с геометрией, а уж на тонких абразивах это ты никогда не выйдешь на тонкую рк сболее менее приемлемой геометрией
+100500
K_V_EНа особо крупном абразиве как раз следует снизить давление (уменьшить силу прижима).
Т.к. снижение производительности обусловлено прежде всего количеством зерен участвующих в резании.
Чем крупней абразив тем меньше зерен участвует в резании, и тем большая сила приходится на каждое зерно.
Если сила окажется больше определённого уровня, зерно выломает из связки или разрушит.
Есть закономерность, при определённых параметрах обрабатываемого материала наиболее производительным будет брусок с какой-то определённой зернистостью, и при увеличении или уменьшении зернистости производительность будет падать.Можно повысить производительность обработки чередуя более крупный и более мелкий.
Крупный будет нарезать риску, а более мелкий и производительный зачищать, в результате общая производительность будет выше, чем работать каждым бруском по отдельности.Так же можно использовать бруски с разным типом связки более мягкой и твердой.
Брусок с мягкой связкой будет хорошо резать, а более твердый зачищать риски.Но при всём при этом, к этапу тонкой заточки следует удалить весь дефектный слой который получили в результате такой работы, или оставить его таким, что бы тонкая заточка убрала его полностью.
С Уважением, Владимир.
Подпишусь под каждой фразой!
И заострю внимание отдельно на упоминании:
" снижение производительности обусловлено прежде всего количеством зерен участвующих в резании."(с)
Я как-то цитировал в теме о работе на притирах одну книгу, в ракурсе кол-ва зёрен в целом на поверхности и процента работающих именно резанием:
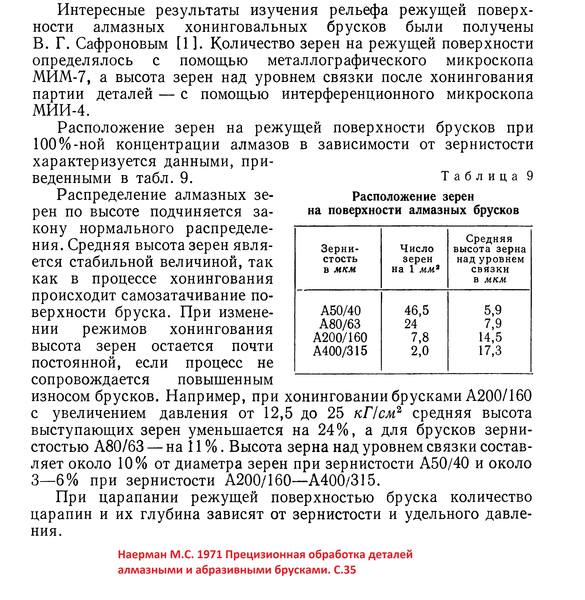
А теперь, покажу пару снимков алмазного хонинговального бруска с зерном 250/200 мкм.:


Если на первом снимке пара зёрен выступает таким образом, что может осуществлять резание, то на втором - зерно, которое к обрабатываемому объекту обращено практически плоской площадкой и таких зёрен на бруске - полным-полно.
Т.е. оно как раз не относится к тем 10%, которые будут даже не резать, а хотя бы царапать.
А если эти 10 царапающих и режущих процентов представлены на особо грубом бруске ОДНИМ ЕДИНСТВЕННЫМ зёрнышком на квадратный миллиметр?)))
Выводы очевидны)
И тут, кстати, становится ясно, почему у опытных заточников такое значение придаётся однородности распределения зерна в абразиве - на вышеприведённых снимках - да, на одном два выступающих достаточным количеством острых углов зёрнышка находятся рядом, на площади около 0,5 квадратных мм.
Зато вокруг, примерно на 3мм. больше таких нет вовсе. И такое будет в любом новом рабочем слое по мере освежения бруска.
Именно потому, для ручной обработки как минимум, предпочтительнее меньшая зернистость на обдирке, до определённого момента, и с бОльшей концентрацией зерна. Группы близко расположенных более мелких зёрен с намного бОльшим количеством острых углов будут вкупе работать производительнее, чем одно крупное, занимающее условно такую же площадь, но неудачно ориентированное относительно обрабатываемого материала или затупившееся - когда вместо этого на той же площади сразу несколько зёрнышек, то и процент выступающих острых углов и динамика затупления зёрен (или иной их деградации) будет совсем иным.
Кстати, предлагаю оценить состояние крупных зёрен на этих снимках - отчётливо видны трещинноватости и сколы по краям зёрен, вполне можно представить, каким образом будет происходить дальнейшая деградация их, особенно при избыточном давлении. Очень скоро эти зёрна станут походить на "камушки-голыши", а не на кристаллы. Хорошо ещё, что сорт зерна здесь АС32, т.е. зерно не более чем на 15 процентов представлено сростками и агрегатами. А вот при сортах типа АС4, АС6 - всё будет куда хуже.
На основании вышеприведённых данных несложно подсчитать, какое количество царапающих или, тем более, режущих зёрен мы получим при одной площади брусков 200/160 и 80/63 мкм, к примеру.
Классная разница? Вот-вот.
При этом, можно развить какое угодно давление, но если разность шероховатости брусков, а кругов тем более (по крайней мере "из коробки) при и той и другой зернистости часто сопоставима, т.е. отличается сравнительно не сильно, то поймём, что сколько ни продавливай деталь "до связки" бруска или круга, превысить эту разность не выйдет, кроме того это чревато тем, о чём выше уже коллеги написали.
А процент работающих зёрен у нас так отличается!
В результате, нам поможет только скорость и бОльшая, часто в разы, суммарная площадь абразивного рабочего слоя на круге - там хотя бы статистически, будет встречаться больше выпирающих зёрен именно острыми рёбрами, нежели на бруске))
Поэтому, даже если мы достигнем той же скорости на бруске, в большинстве случаев до производительности круга мы не дотянемся.
А вот если мы вместо этого возьмём брусок с зерном поменьше, но со сходной +- шероховатостью и намного бОльшим процентом участвующих в работе зёрен и с высокой концентрацией абразива - то мы получим часто не сильно отличающуюся шероховатость обрабатываемого объекта, но бОльшую производительность, однородность и чистоту обработки.
Разумеется, это будет работать до определённого момента - как выше уже верно сказали, будет определённый максимум производительности при определённых условиях, после которого по мере уменьшения зернистости, производительность будет падать.
Т.е. важно понимать, что зависимости тут не линейные.
И, кстати, в силу вышесказанного, неудивительно, что ещё полвека назад или даже больше, столько умов бились над разработкой абразивов с упорядоченно ориентированным расположением зёрен. И такие абразивы выпускаются для машинной обработки в некоторых областях. Причём уже давно. Но, конечно, средний пользователь с ними незнаком - они дороги и узкоспециализированны - их применяют на таких производствах, где затраты на такой инструмент реально окупаются. Т.е. где обычные "ну совсем не работают" и только успевай менять, а время идёт и деталь на таких в нужных режимах не получается обработать. Тогда как во многих случаях, конечно, дешевле обойтись обычными.
P.S. Надеюсь, тут вполне понятно, что приведённые данные о давлении из книги по хонингованию или о скорости износа подобных брусков не в рамках одного рабочего слоя а в рамках нескольких условных "рабочих слоёв" - это уже в "наши реалии" из промышленного хонингования не перенести.
Поскольку обсуждение стало перекликаться с темой о низкой производительности особо крупнозернистых абразивов, дам перекрёстные ссылки в этих темах и если обсуждение пойдёт в русле именно особо грубых брусков, то прошу всех продолжить обсуждение именно там:
https://guns.allzip.org/topic/224/2325739.html
Точил бы только свое добро, то бруски крупнее F400 вообще не нужны..
Учитывая, что в общем-то размер твёрдых карбидов в обыкновенной быстрорежущей стали порядка десятка мкм, то это вполне логично: мелкие зерна тупятся быстрее, так как "получают" от постепенно обнажающихся и стачиваемых карбидов "сполна", а большие зерна - тупятся медленнее (если сравнивать радиус "затупления" с размером зерна), так как выдирают большинство карбидов "с корнем" при первой же "встрече", не испытывая от них такого износа, так как многие карбиды даже не касаются зерна - только через прослойки стали, то есть в толще стружки.
Все эти рассуждения о том, что, дескать, одно режущее зерно на 1 мм2 на F60 это очень плохо, а четыре на F120 - сильно лучше, не учитывают законов подобия. А именно: ну и что, что 1 режущее зерно на мм2 вместо 4, если площадь стружки этого зерна выше вчетверо, чем у более мелкого? У F60 5 тупых зерен на мм2, а у F120 - 20. Вчетверо меньшей площади каждый, а в сумме то же самое. Все цифры условны. В общем, при масштабировании никакого очевидного преимущества какого-то размера на все случаи нет. Оно начинается уже с размеров, когда начинают играть роль "наноэффекты" - термодинамика всякая, поверхностная энергия, образование и снятие коррозионных пленок на стали, размерное изменение хрупкости/пластичности и т.п. Ну и за счет размера карбидов-нитридов.
У меня противоположные ощущенияваши рассуждения навели меня на мысль, что может нужно взбодрить брусочек, может получше заработает? А не поможет, заменю на борайд..
Он мне тоже показался задумчивым, а вот того же времени Рубанковский 150 JIS (он чутка поменьше по зернистости, к тому же. Когда-то делал обзор про опытные такие, когда им как раз делали помягче связку и решали вопрос с "панцирем" при запекании:
https://www.liveinternet.ru/users/oldtor/post382769504/ )
- нормально, лучше обновляется и нет впечатления выглаживаемости.
Не могу сказать, что "предел мечтаний" по скорости, но учитывая нормальное обновление и при том нормальное удержание формы бруска, соотношение недурное.
Правда, я при работе по большим плоскостям, постоянно комбинирую с F320 мягким (старым) от Гриндермана. Так выходит быстрее.
Производительность резания состоит из глубины съёма и линейной скорости, если не возможно придавить надо быстрее двигать. Я здесь не имею в виду случаи, когда приложенное усилие выше прочности изделия на этом участке.
Если камень зернистостью Х с приложением значительного усилия не даёт ожидаемой производительности , значит надо поддать скорости, если это не возможно, уменьшить размер зерна или увеличить количество зёрен в процессе резания, уменьшив подачу на зуб. Увеличить количество зёрен можно подсыпав более мелкого порошка на камень. Однако и в этом случае мы приходим к уменьшению зерна. Важнее прикладывать такое усилие прижима, которое не деформирует обрабатываемую поверхность.
ВишерКак-то уж очень просто. А из чего состоит глубина съёма?
Производительность резания состоит из глубины съёма и линейной скорости, если не возможно придавить надо быстрее двигать.
Если по какой-то причине невозможно придавить, быстрее двигаем с меньшим съемом.
ВишерУсугубляя энтропию во Вселенной.
быстрее двигаем с меньшим съемом.
Если зерно не заглубляется в металл, резания не будет, как не увеличивай скорость. Будет трение и разогрев.
ВишерКакое может быть резание, если абразивное зерно не заглубляется в металл?
Резание будет всегда.
Где-то встречал даже количественную зависимость между отношением "заглубление/радиус округления РК зерна" и характером деформации - упругая (трение), пластическая или хрупкая (резание). Скорее всего чёткой границы там нет, и все три варианта присутствуют одновременно, но какой-то преобладает (не совсем подходящее слово, да 😊).
ВишерЭто хорошо. Значит, камни у Вас правильные и Вы правильно ими пользуетесь 😊
Я не сталкивался с отсутствием заглубления зерна,