Простой..
Точим строго " НА ЗЕРНО". Вплоть до выхода на РК всеми нам доступными гритами.
Естественно, в процессе- получаем заусенец..
На РК.
???
А где он делся на противоположной стороне РК ( у тела клинка), он ведь там обязан был появиться- зримо и ощутимо?
не, может я и не прав, я не спорю ???
Есть примеры его фиксации?
пока не ясно в чем вопрос..

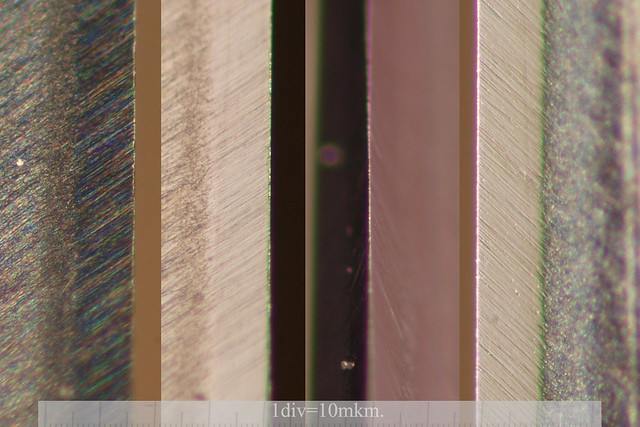
Вид в разрезе [src]
При осмотре слева видим заусенец, потому как либо край блестит, либо тень отдаёт.
При осмотре справа тени нет - видим не совсем ровную блестящую полоску. Но полоска, ввиду загиба, не имеет четкого перехода из заточной фаски в даль и приходится ловить угол освещения, чтобы это все стало заметно.
(Путеводитель по заточке / Заусенец: конспект,
Оптический контроль - как что выглядит в картинках)
Оно?
Ник НиколсЭто где фаска в спуск переходит.
А на стороне подвода к телу клинка
Другая толщина металла нежели на РК, другой (абсолютно) угол ... в общем чисто теоретически он там тоже должен образовываться, но масштаб не соизмрим с РК. Так что не увидеть.
Заусенец опытный заточной видит и даже чувствует ногтем. Вопрос второй- кто ловил такой заусенец у начала заточной фаски? Съем металла ведь весь уходит в эту сторону? И он явно должен ловиться
Botanic
можно набросок?
пока не ясно в чем вопрос..
Я понял что имеется в виду. Ответ у меня есть, может завтра если будет пауза на работе - напишу. В принципе там всё объяснимо довольно легко, что в случае заточки машинной, что в случае ручной. Есть ситуации, когда он таки образуется на той самой "противоположной стороне".
дядяКрабСпасибо, у меня "кухня" сплошь из самодельных "черенков от лопат"- удивляюсь, как еще мои терпят такие измывательства.)
Есть понятие целесообразности. Я ,открою Вам страшный секрет,в заточке кухонных ножей использую,иногда,напильники (пожалуй заведу тему-"напильники круче алмазов" ).
Я обозначил "точим на зерно". Посему вопрос, как появился заусенец таки на РК?Заусенец всегда появляется. При на зерно он просто меньше.
Заусенец опытный заточной видит и даже чувствует ногтем.не могу претендовать на опытность, но мне хватает и более мелкого заусенца. Ногтем он не ловится - только микроскоп.
Ногтем ловится приличных размеров заусенец - такой еще надо постараться навозюкать.
Вопрос второй- кто ловил такой заусенец у начала заточной фаски?такой заусенец в кошмарах будет сниться 😊
начало фаски - это в точке перехода из фаски к спускам или наоборот у РК?
о..кажись допер, если не про "у РК".
Угу, РК все же есть куда отгибаться и проявлять эластичность, а там угол тупой - все жестко.
+ материал не столь эластичен и податлив, чтобы это проявлялось.
Ни ногтем, ни в микроскоп ничего там не прослеживается.
Олег прав, попробую раскрыть подробности.
Значит так. Про разность образования заусенца ОТ и НА зерно, наиболее явно видна разница при машинной заточке, в видео я показал микрофото разницы очень наглядно - прошу ознакомиться:
https://www.youtube.com/watch?v=DbzQMPap9RA
Действительно, дело в довольно-таки "микропроцессах".
Попробуем разобрать.
Допустим, что заточник затачивает правильно, т.е. НА зерно. Выдерживает ли он слишком малое, слишком большое или чрезмерное давление - в данном случае не важно - результат с тем, где появляется заусенка - один. Она появляется на будущей кромке.
Потому что при резании, а также при работе т.н. "давящих зёрен" (термин из шлифования), выдавленный резанием металл должен куда-то отводиться (кстати, одна из причин капризной заусенки на тонкодоведённой керамике - поверхность, не способствующая отводу шлама и выдавленного металла - та же проблема есть вообще на многих абразивах, имеющих чрезмерно плотную структуру и поверхность очень высокого класса шероховатости).
Вибрация и упругость в зоне кромки, в отличие от жёсткости границы спуск\подвод, имеющей, как правило, тупой угол, приводят к тому, что даже при работе на зерно, выдавливаемый и (при машинной обработке, даже низкооборотистой) "выбиваемый" в точке наиболее агрессивного и глубокого воздействия абразивных зёрен, материал, наволакивается и налипает на будущей кромке - ему есть куда там деваться - она может отгибаться упруго, в т.ч. засчёт вибрации (при определённой тонкости в т.ч. при машинной обработке).
В зоне границы спуск\фаска(подвод) глубина врезания зёрен обычно меньше, жёсткость полотна\"тела" затачиваемого инструмента выше, велик момент инерции - выдавленный металл срывается и увлекается абразивом. Даже в случае заточки на круге, когда фаска имеет определённую, пусть иногда и пренебрежимо малую вогнутость, эта бОльшая жёсткость и тупой угол границы спуск\фаска, не даёт за единицу времени для каждого зерна или групп зёрен, возможности явного натаскивания заусенца - выдавленный резанием металл увлекает и стаскивает зерно абразива.
При заточке ОТ зерна (а её иногда применяют, например при заточке токарных резцов) - тем более, весь выдавленный резанием и "тащущийся" давящими зёрнами материал, наволакивается, натаскивается на кромку, и в силу её определённой упругости, в меньшей степени срывается с неё, а в большей наволакивается, "налипает" и сгибается на другую сторону.
Если попробовать позатачивать и постоянно, в процессе, осуществлять контроль под микроскопом, то динамику этих процессов несложно проследить, кроме того, это описано в спец.литературе по шлифованию.
Я не выяснял экспериментально и не проверял указанных в литературе по шлифованию пороговых углов и значений припусков соотношения толщины будущей РК и упругости её, мне хватило объяснений и графиков\формул в этой технической литературе. Однако, отмечу, что при превышении определённого порога значения угла спуск\фаска, можно легко наблюдать, что заусенка таки будет образовываться и там, где потом будет кромка, и на границе спуск\подвод(фаска).
Кто умеет затачивать цикли, думаю, знает это и без микроскопа. Кто не уверен - рекомендую попробовать заточить циклю и потом правильно навести грат. И посмотреть в микроскоп, пощупать и порезать ею. Сразу станет ясно.
В общем, при угле спуск\фаска близкому к 90 градусов, заусенка прекрасно будет образовываться в той или иной мере с обеих сторон, а если менять направление обработки (от и на зерно) - то более выраженный заусенец и будет явнее проявляться на соответственной стороне.
P.S. В общем - суть кратко в следующих аспектах для обдумывания:
1) выдавленный резанием и пластическим оттеснением материал затачиваемого инструмента должен куда-то деваться
2) неравномерность глубины резания абразива в зависимости от направления действия и акцента, атаки на зерно
3) разность жёсткости\упругости в зоне РК и в зоне границы спуск\фаска (или границы фасок).
4) пороговый угол, буквально дающий место скапливаться вытестенному\выдавленному материалу, или не дающий
Ещё стоит провести простой эксперимент - заточить или шлифануть нож довольно тонко, затем по одной стороне лишь, сделать несколько проходов грубым абразивом - оценить в микроскоп - сразу будет видно, как там, где сталь на РК не прорезалась грубыми зёрнами, она продавилась на другую сторону - часть стали от нагрузки не выдавливается наружу, а при определённых обстоятельствах, легко выдавливается сама риска. Микрофото подобного явления я неоднократно показывал. Только впечатление, что все эти обзоры, объяснения и показы так и не принесли пользы(
Главное - представить процессы в динамике. Не в статике, по факту результата.
Я не уверен, что доходчиво объясняю, с формулами этого делать не умею, но если совсем непонятно, то рекомендую просто скачать штук 5-10 книг по шлифованию и абразивной обработке и прочитать их.
Почему все так чураются взять и почитать?
Ведь это не учебники в школе зубрить. Тут никто экзамены после чтения не устраивает.
Прочитав одну книгу, все равно что то остается в голове. Прочитав, даже выборочно 5-6 уже будет интуитивно складываться основная теория абразивной обработки. И пусть она не будет последовательной и полной как в книгах, но это все равно поможет понимать многие вопросы, хотя бы на интуитивном уровне.
П.С вопросы с заусенцем наглядно изучил в школе, вытачив напильником не один молоток на уроках труда. Напильник нагляднее всего показввает как и куда растет заусенец.
BotanicЕсть ли у кого фото микроскопные?
Ногтем он не ловится - только микроскоп
Botanicа быть обязан..
Ни ногтем, ни в микроскоп ничего там не прослеживается
?
oldTorПрямая дорога ему НА заточную фаску, а не в сторону вершины РК.
выдавленный резанием металл должен куда-то отводиться
Ибо таки " на зерно" движение.
oldTorЭто совсем не заусенец. Ну никак..
заточить или шлифануть нож довольно тонко, затем по одной стороне лишь, сделать несколько проходов грубым абразивом - оценить в микроскоп - сразу будет видно, как там, где сталь на РК не прорезалась грубыми зёрнами, она продавилась на другую сторону - часть стали от нагрузки не выдавливается наружу, а при определённых обстоятельствах, легко выдавливается сама риска. Микрофото подобного явления я неоднократно показывал
Ярослав, тем не менее- спасибо за хотя бы попытку ))
С другой стороны фаски металл толстый, ничего не отгибается, и металл не уходит в заусенец, а срезается абразивным зерном полностью. Уходит в шлам.
В общем, как он и сказал - надо представить процесс в динамике.
Есть ли у кого фото микроскопные?5й пост
BotanicОлег, я про грань " подвод-фаска заточная"
5й пост
Оптический контроль - как что выглядит в картинках


Finish sharpening on Charnley Forest. Microbevel by oldTor, on Flickr

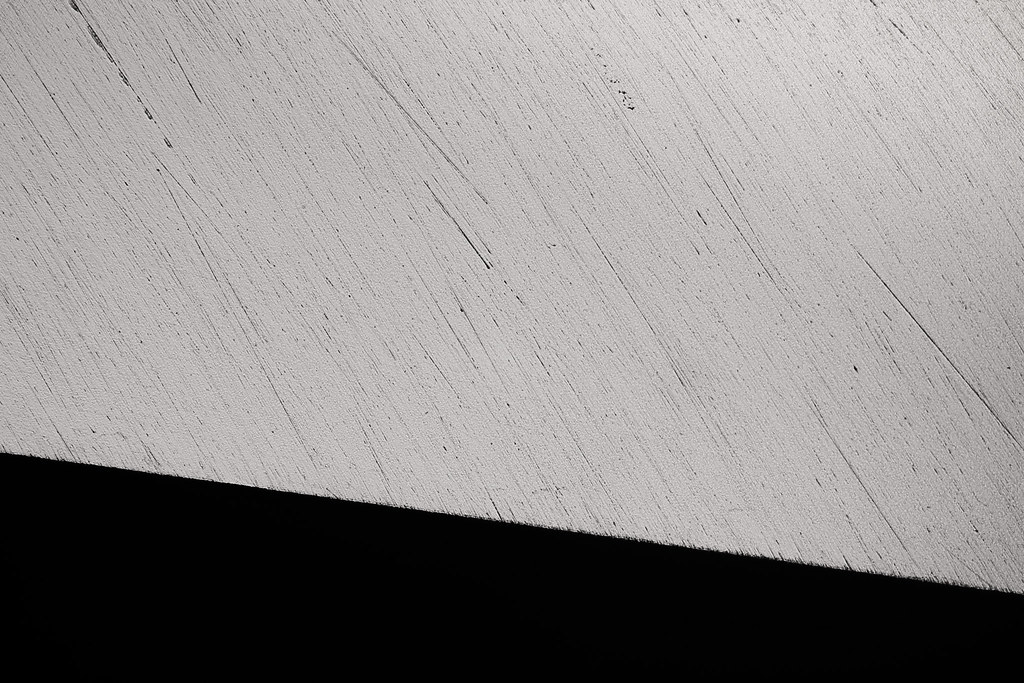
oldTor - Заточка cpm s90v на Gritalon м10 ст3

oldTor - Заточка Elmos BG-200 на круге от Гриндермана КК F120, стэк из 4-х кадров и кроп
Как раз удалось поймать в процессе заточки и оптических наблюдений этот момент вовремя - уже не нечто жёсткое и ещё не заусенец. Тем более что когда он становится тоньше и слабее, суспензия его удаляет, "отшелушивает", не даёт расти (ну, если её применять, конечно). Но пока ещё это ослабляющийся, достаточно толстый слой стали, гнущейся туда-сюда под боковой нагрузкой зёрен абразива, постепенно истончающейся и ослабляющейся.
Ник Николс
Прямая дорога ему НА заточную фаску, а не в сторону вершины РК.
Ибо таки " на зерно" движение.
Никлс, по сути темы ты не понимаешь механику образования заусенца, точнее динамические нагрузки в тензоре напряжений на множестве условных точек располагающихся на линии РК при прохождении абразива через них; сам процесс обуславливающий возникающую упругую деформацию.
Вот.
Весь процесс, суть ответа на вопрос который ты ищешь описан в механике сплошных сред, конкретно в механике деформируемого твердого тела.
Там конечно не прям про стальки и абразивы, но работа сталеи и абразива в рамках этой механики легко модулируется.
Изучи, представление будет 100%.
UPD: Вообще можно так не углубляться, доводы Ярослава достаточны чтобы заиметь понимание, кмк. Но тут уже "на вкус и цвет" 😊
lisman56Не торопись..)
Никлс, по сути темы ты не понимаешь механику образования заусенца,
Прочти внимательно пост номер1..
))
Ник Николс
Не торопись..)
Прочти внимательно пост номер1..
))
так я тебе о том и говорю -
"динамические нагрузки в тензоре напряжений на множестве условных точек"
делаешь тензор Коши на РК
Находишь составляющую вектора напряжений, ослабевающую структуру на результирующем векторе сил реза под давлением,
Потом делаешь то же самое для линии схождения заточной фаски (подвода, если нужно) и спуска
и вывод будет очевиден - в отсутствии ослабевающей составляющей вектора напряжений в условной точке для множества точек на одной прямой.
В двух словах тебе объяснил Ярослав. Но если надо не в двух - то только считать.
Успехов в постижении 😊
lisman56)))
Успехов в постижении
lisman56и вывод будет очевиден
Вывод будет когда посчитаешь. И совсем не «очевидно» что такой как ты предполагаешь.
А пока одни натяжки. С той же «линией» РК. А если заусенец наволакивается то Коши сюда и зауши не притянешь

StrayklВывод будет когда посчитаешь. И совсем не «очевидно» что такой как ты предполагаешь.
А пока одни натяжки. С той же «линией» РК. А если заусенец наволакивается то Коши сюда и зауши не притянешь
Народную мудрость про "А если бы у бабушки... " надеюсь и без напоминания знаешь 😊
Я считал напряжения РК развёртки из 9ХС и режимы резания по нелегированным сталям.
Вот ровно так и получается. 😊
lisman56Народную мудрость про "А если бы у бабушки... "надеюсь и без напоминания знаешь 😊
))) До «народной мудрости» ещё не каждому дорасти дано. А ты прибаутками шпаришь)
А в остальном ты повторяешься
На плоской боковине мелкозернистого наждака, диаметром 300 мм.
Не поверите, так и там падлюка, бахромы в виде заусенцев, было очень кучеряво.
Механизм образования на мой не искушённый взгляд, примерно следующий.
Зерно работая как резец, протаскивает перед собой определённый объём металла. При выходе к линии РК, из-за малой толщины обрабатываемого металла, происходит пластическая деформация срезаемого металла и его просто подворачивает давлением зерна/резца, т.к. при заточке, противоположная сторона не имеет опоры.
От бахрамы на линейке при заточке, избавился следующим способом, просто прижал линейку обычной доской и точил вместе. И ни какой бахрамы и завитушек.
Если просто подложить плоскую железяку с вылетом больше чем РК, ни каких заусенцев не будет. Правда придётся и железяку заодно стачивать, но на что не пойдёшь, ради результата.
Если не очень понятно изложил, нарисую схематично, в виде эскиза.
Hatuey
Ну да. Стачивать железяку гааррраздо проще, чем снять заусенец.
В некоторых случаях проще. Подкладки и 0.5 мм за глаза. 😉
RidgeВ некоторых случаях проще. Подкладки и 0.5 мм за глаза. 😉
Умозрительно всё просто. Берём железяку (полосу) 0.5 мм, обрезаем по профилю клинка, подкладываем под клин и вперёд. И пофиг что на клинке рекурва, брюшко и прочие архитектурные излишества.
Ну да тов. Страйкл уже намекнул.
Ник Николс
)))
Палыч привет .
Ты же вроде адепт стиля Максимыч и 2 вжика ))
Оно тебе надо ? :
Этот заусенец итить ))
Попробуй так :
Бярёшь грубый абразив и формируешь заусенец на угол 37 град.
Затем на точилке с стержнями керамики на 40 град пробуешь этот заусенец пабдить .
Руку побрил-продукт порезал-положил нож на полку ))
Или читай серьёзную литературу и заточный сет нужен из минимум 3-х камней для полной и окончательной победы над заусенцем.
Но это уже другой заточный стиль будет .
И пофиг что на клинке рекурва, брюшко и прочие архитектурные излишества.Ещё и серрейтор туда же припишем. Не будем усложнять себе жизнь, с подобным строением клинки, нужно на наждаке точить и не парится.
А если серьёзно, то зачем вырезать железяку по контору, достаточно железяки подкладки, шириной чуть более ширины абразива.
И на точилке апекс, туда-сюда, туда-суда и будет вам счастье.
Ник НиколсЗаусенец зависит от угла заточки и гритности абразива.
где он делся на противоположной стороне РК ( у тела клинка), он ведь там обязан был появиться- зримо и ощутимо
Допустим, точим сканди по спускам ~20 градусов на японском 3000 воднике.
Допустим, случилось чудо и у вас хватило терпения выйти на РК.
По моему опыту 3000 японский водник на ~20 градусах на мягких сталях даст заусенец.
Бороться с ним у меня нет никакого желания, поэтому я делаю микро подвод фаску ~0,1 мм на 40 градусов и избавляюсь от заусенца.
В это время между сканди спуском и голоменью мы получаем угол ~170 градусов.
На таком угле 3000 водником получить заусенец, мне кажется, невозможно.
RidgeЕсть даже патенты на такие приспособы.
Если просто подложить плоскую железяку с вылетом больше чем РК, ни каких заусенцев не будет
Но для резцов металлообрабатывающих и при машинном способе заточки.
Отвернитесь от РК..))
"где заусенец?" со стороны фаски, коллеги.. Там ведь он обязан быть БОЛЬШЕ, лохмаче и толще.
Пусть даже не фольгой, а неким " наплывом", " бугорком".
??
Straykl
А в остальном ты повторяешься
Ну если уж пришлось повторяться и раздел науки изучающий деформацию структурных тел не аргумент, то это, извольте, клинический случай и дальнейшие прения бессмысленны)
Да, да, с высоты прожитых лет конечно же виднее что физика твердых тел тут непричем, охотно верю ..))
petrenik62
Я тоже не могу обнаружить заусенец при заточке, Затачиваю нож кухонный(АТРИБУТ называется)марка стали не указана нержавейка, Затачиваю топор плотницкий заусенца нет, При заточке пользуюсь камень песчаник мелко зернистый мягкий 40об/мин в водяной ванне С заточкой знаком лет 15 затачивал стамески ножи фуганка на эл,наждаке
Какими средствами контроля Вы пользуетесь, чтобы утверждать отсутствие заусенца?
И в другой теме Вам уже писал о том, что есть большая разница - НЕ образование заусенца, или НЕ давание ему вырастать заметным.
При правильной технике заточки на водном камне, в т.ч. при механизированной обработке - заусенец и не должен вырастать сколько-нибудь заметным. Он просто не успевает стать заметным. И это - один из важных плюсов заточки на водниках с СОЖ. Свои приёмы для того, чтобы он не рос заметным и сразу отходил, есть и в ручной заточке и в механизированной.
lisman56Ну если уж пришлось повторяться и раздел науки изучающий деформацию структурных тел не аргумент, то это, извольте, клинический случай и дальнейшие прения бессмысленны)
Да, да, с высоты прожитых лет конечно же виднее что физика твердых тел тут непричем, охотно верю ..))
))) Да я же такого не говорил)
Я сказал, что ты непричем со своими когда то сделанными вычислениями никоем образом не относящимися к теме разговора.
И твой заход на «клинические случаи» в «прениях» делает тебя похожим на Жириновского и только)
Ник Николс
И еще раз ко всем..
Отвернитесь от РК..))"где заусенец?" со стороны фаски, коллеги.. Там ведь он обязан быть БОЛЬШЕ, лохмаче и толще.
Пусть даже не фольгой, а неким " наплывом", " бугорком".??
Никлс, не обязан он там быть - минимум при ручной заточке -заусенец следствие пластичной деформации, а на обратной стороне РК- на линии схождения спуска и подвода объёмная структура металла способна держать большие нагрузки чем на РК, т.о. нет условий к пластическим деформациям - металл срезает и он перестаёт быть структурой частью объекта. Можно их искусственно создать, например создав локальный перегрев где-то на точке перехода стали с ОЦК в ГЦК, но если сделаешь - сними на видео)
И еще раз ко всем..вы лишь повторяете исходный вопрос, но не говорите, что из промежуточной информации вам не понятно\понятно, потому сложно понять, как вести разговор.
Отвернитесь от РК..))
"где заусенец?" со стороны фаски, коллеги.. Там ведь он обязан быть БОЛЬШЕ, лохмаче и толще.
Пусть даже не фольгой, а неким " наплывом", " бугорком".??
Если есть непонятный момент, с которого стало не понятно - нужно его выявить и представить сообществу, чтобы было видно, что процесс идет, а не разговор с альцгеймером.
Если человек говорит "мне не понятно с самого начала" или тупо повторяет вопрос - это значит, что он даже не пытался что-то понять.
Попытайтесь сформулировать новый вопрос, о той части объяснений, начиная с которой стало не понятно - что не понятно, почему и т.д..
Успехов.
lisman56+100500Никлс, не обязан он там быть - минимум при ручной заточке -заусенец следствие пластичной деформации, а на обратной стороне РК- на линии схождения спуска и подвода объёмная структура металла способна держать большие нагрузки чем на РК, т.о. нет условий к пластическим деформациям - металл срезает и он перестаёт быть структурой частью объекта. Можно их искусственно создать, например создав локальный перегрев где-то на точке перехода стали с ОЦК в ГЦК, но если сделаешь - сними на видео)
При ручной заточке, где малы скорости съёма металла, заусенец получаем на кончике РК. Это ещё связанно с проявлением сверхпластичности возникающей в тонких сечениях.
Тот же заусенец, легко получить, обрабатывая торец болванки на электро наждаке и это при угле 90*.
Давно плюнул его выводить, время жалко, просто обламываю/отшибаю об буковый брусок. Пару пилящих движений и почти все шебарушки либо обламываются либо заворачиваются, прошёлся пару раз абразивом по сторонам, убрал остатки и можно спокойно доводить РК. 😉
просто обламываю/отшибаю об буковый брусокbrutality
нехорошо так делать, потому как скалывается неравномерно.
Хотя бы отполоскать на изношенной шкурке вполне себе времени займет едва ли больше..
+ если стремиться к минимизации заусенца при заточке, то со временем получится выводить его полностью и это будет сказываться на стабильности результатов и остроте.
Рекомендую не лениться 😊
Но не смею настаивать, разумеется.
нехорошо так делать, потому как скалывается неравномерно.Мне кажется, что как раз наоборот. Все макушки "гребёнки" сносит и при резе салфетки, отсутствует эффект присутствия "щетины".
Но данный приём по уборке заусенца, на стадиях доводки РК. Думаю, что он всё же заворачивается, что позволяет легко его срезать абразивом, часть видимо обламывается.
Но разные стали, ведут себя по разному, даже одна и та же сталь, от разных производителей или с другой ТО, точится совершенно по другому.
И точить всё одним чохом, не совсем получается, приходится к ножам подходить индивидуально.
Мне кажетсямне не кажется - зачем? - я все в микроскоп отслеживаю.
Ничего хорошего при обломе не выходит, особо если это что-то типо VG-10, ки-гами, Р6М5.
Да и на Ушке стамесочной тоже.
По обычной нерже.. ну.. у меня махра перестала виться, например.
мне не кажется - зачем? - я все в микроскоп отслеживаю.Можно и в микроскоп посмотреть на РК, но ни чего хорошего, я там ни разу не увидел, особенно при большом увеличении.

В 350х вполне себе выходит сделать, чтобы ничего особо плохого не было видно.
Botanic
здоровая бандурина 😊 и сколько там кратов?
В 350х вполне себе выходит сделать, чтобы ничего особо плохого не было видно.
Карл Цейсс Йена неофот 21 - макс. ув. 1000х.
Правда указание максимального, не определяет максимального полезного увеличения для того или иного метода контрастирования для тех или иных объектов и задач по их изучению.
Вообще при изучении образцов предполагается иметь шероховатость не превышающую ГРИП объектива.
А изучать грубую поверхность или тонкую - вопрос изучаемого объекта и задачи изучения\исследования.
Увеличение - ничто, разрешение - всё. И главный вопрос и сложность любой методики - правильно всё настроить, чтобы реализовать разрешающую способность объектива.
А насколько раздуть увеличение его окулярами - до 200, 300 или до 1000 - уже дело другое.
Всё равно более 100х объективов в рядовых микроскопах не бывает, а числовая апертура безиммерсионных для отражённого света сравнительно невысока. А максимальные увеличения, заявленные, обычно реализуются с иммерсионными объективами.
И те же 350х можно получить очень разными способами, комбинируя окуляры и объективы и как реализовать разрешающую способность конкретного объектива, так и не реализовать её. Просто понятие кратности - это вообще ничего не говорит и им оперировать всерьёз практически невозможно.
Однако, в любом случае, чтобы увидеть что-то приличное после заточки в микроскоп с хорошим разрешением, приходится постараться. Мой уровень заточки рос заметно по мере того, как я стал оценивать свою работу в оптику, и по мере роста качества оптики, росли и мои требования к качеству своей работы и росло качество результата.
Если не стремиться это делать, или смотреть например чужую заточку, кто максимум часовой лупой пользуется - редко бывает что увидишь что-то хорошее, действительно.
Исключение - если затачивал тот, кто достаточно владеет тактильными методами контроля и прекрасно умеет затачивать, хорошо представляет себе происходящие при заточке и доводке процессы - такие люди способны и без оптики сделать работу на высочайшем уровне. Но те, чьи такие работы я видал - учились этому в т.ч. пользуясь микроскопами как раз.
мне было лень.. не только впрочем 😀
просто хотел подтолкнуть к мысли "дорогу осилит идущий",
но все же я не столь серьёзно оптикой занимаюсь, да и не металграф. микроскоп и пр.
Если вдруг что, вот полезная статья на тему:
http://www.labor-microscopes.r...brazheniya.html
По поводу заусенца - я лично считаю, что достаточно обеспечить разрешение до 3,5-3,6мкм. - так как даже _микро_заусенец выраженный, будет достаточно крупным объектом и контрастным, при нормально поставленном освещении, а "изолированные" объекты можно наблюдать и за пределами разрешающей способности.
Хотя, поскольку мне нужно не только идентифицировать микрозаусенец, но и оценить его характер, я предпочитаю разрешение до 1,2-0,9мкм.
Вот как тут, например - на кромке всё нормально видно, если открыть фото перейдя по клику, в нормальный размер - на РК местами микрозаусеночные явления шириной менее 2-х мкм.:
 Sharpening ELMAX steel on Suehiro G8 #8000JIS (Green Carborundum)
Sharpening ELMAX steel on Suehiro G8 #8000JIS (Green Carborundum)
На превью это почти не разобрать, так как для такого разрешения, тут довольно большое поле обзора - 1,83мм. по горизонтали кадра.
Больше нужно намного реже - разве что вот мне было интересно наблюдать динамику деградации кромки бритвы после 2,5 месяцев использования - масштаб 28:1, объектив планахромат 20х0.40, отражённый свет через объектив, разрешение при этой апертуре - около 0,74мкм. по горизонтали кадра 500мкм., если перейти по клику, фото можно открыть побольше - тут только превью: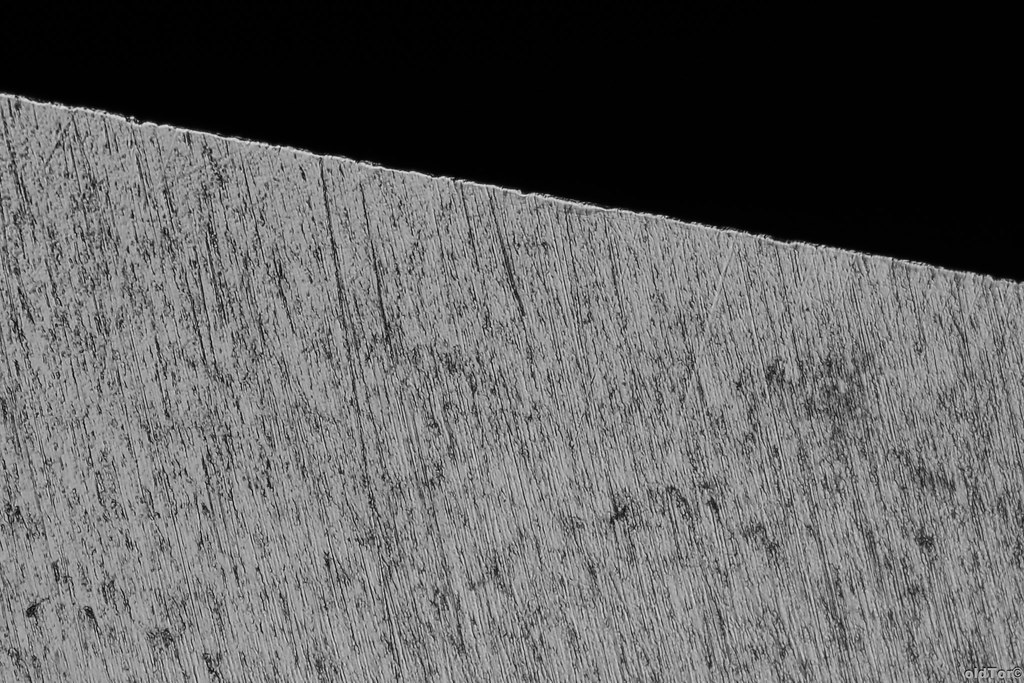 Straight razor. Micro 28:1
Straight razor. Micro 28:1
Фото не самое удачное, я впервые пробовал такой масштаб проекции, но всё-таки, представление даёт.
На нём и попробую показать, о каких ресничках\шебарушках и заусенцах шла речь, которые о буковый брусок убираю.

Если же такой кромкой провести по древесине любым образом - вместо удаления чего-либо лишнего, получим деформации в разы больше тех, что на этом снимке - сталь уже "помнит" деформации поюза, и если свежедоведённая бы может аккуратную проводку и выдержала, то уже многократно направленная после этих мелких деформаций - не переживёт, придётся уже на абразивах править.
Т.е. тут не тот масштаб явления и процессов для Вашего примера, я считаю.
Вы упоминали о сломе заусенца после наждака - тогда примером должна служить кромка, характер, шероховатость и размер\масштаб "артефактов" на которой, скорее вот такие:
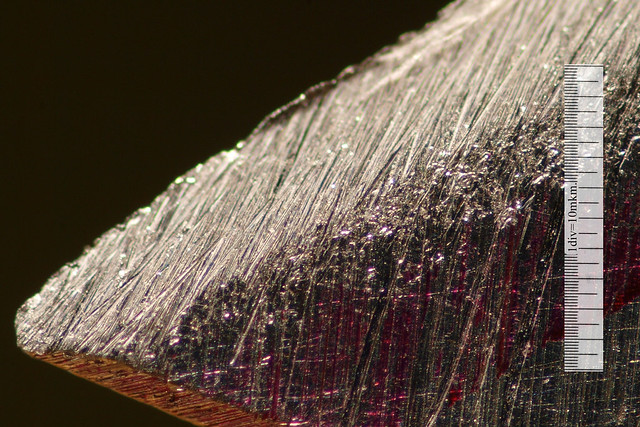
Заточка - круг КК F120, фрагмент объекта в кадре в _пять раз_ больше - т.е. 2,5мм. по горизонтали кадра.:
И вот такой заусенец, я раньше иной раз и сам обламывал, если это совсем черновая обдирка была. Но последние годы - удаляю как выполняя тех. барьер - считаю это предпочтительным, а то ломая заусенку, часто бывало что отваливался кусок кромки вместе с нею.
Максимум какой "слом" позволяю себе - это чуть сбоку нажать подушечкой пальца - бывает отваливается тут же. Если этого мало - делаю ещё проход-другой, и если не ушло окончательно, то на шкурочке несколько движений, спиливаю. Пришёл к такому раскладу и он себя оправдал - как оказалось, здорово экономит время в целом, если рассматривать полный цикл заточки клинка. Так куда меньше "нежданчиков" с вырывами или сколами стали с РК.
P.S. Кстати, вопрос к Вам у меня - раз уж увидал у Вас Цейсс неофот)) Вы применяете его для исследования шлифов? Если да - какими реактивами выполняете травление при изготовлении шлифов и какие предпочитаете для высоколегированных сталей? Буду признателен за информацию и рекомендации!
P.S. Кстати, вопрос к Вам у меня - раз уж увидал у Вас Цейсс неофот)) Вы применяете его для исследования шлифов? Если да - какими реактивами выполняете травление при изготовлении шлифов и какие предпочитаете для высоколегированных сталей? Буду признателен за информацию и рекомендации!Эта хрень супруги, она на нём иногда работает. На нём смотрит и шлифы и участки изломов, при расследовании причин аварий.
По реактивам для травления, в данный момент не подскажу, супруга в командировке.
Что точно знаю, структуры углеродок, 10 мл 4%-ного спиртового раствора азотной кислоты, 40 мл 4%-ного спиртового раствора пикриновой кислоты
Для нержавеек, применяют смесь кислот, в каком соотношении, не помню, типа "царской водки".
Есть и такие - 1,25 г йода кристаллического, 1,25 г йодистого калия, 1,25 мл воды, 100 мл этилового спирта.
Всё зависит от того, что вы хотите выявить, структуру металла, S,P и т.д.
На этапе доводки, когда уже РК тоньше тонкого- почему не образуется заусенец, от которого вы избавились на этапе более толстой РК?
Неужели пластические деформации в микромире прекратились?
Ник Николс
А вот еще вопрос.
На этапе доводки, когда уже РК тоньше тонкого- почему не образуется заусенец, от которого вы избавились на этапе более толстой РК?
Неужели пластические деформации в микромире прекратились?
Откуда такие выводы?
Заусенец образовывается на ВСЕХ этапах заточки. На финише как раз может образоваться самый неприятный заусенец, который достаточно сложно удалить. И как уже отмечали многие, если Вы его не видите, это не значит, что его нет.
С Уважением, Владимир.
Ник Николс
А вот еще вопрос.
На этапе доводки, когда уже РК тоньше тонкого- почему не образуется заусенец, от которого вы избавились на этапе более толстой РК?
Неужели пластические деформации в микромире прекратились?
С чего Вы это взяли?!
Еще как образуется, одно неловкое движение - "...и начинаем все сначала".
Описание подобных случаев много раз было, например Ярославом.
Один из примеров, что я помню - доводка кромки на яшме с пастой ГОИ. Если чуть переработать, микрозаусенец гарантирован. При чем такой, что не с каждым увеличением увидишь.
Кто хоть раз пилил трубу, вспомнит, что там заусенец по все окружности, особенно по внутренней части.
А иногда всеж не отваливается) Но я всегда после избавления от него не с помощью финишного камня прохожусь ещё по несколько раз этим камнем и восстанавливаю остроту кромки
StrayklКак раз на финише легко получить заусенец,который имеет очень хорошую пластичность и просто так не отламывается. Нет достаточной оптики проверить,но кмк.-это ближе к излишне истонченной кромке.
прям на финише финише заусенец если и бразовался до того как, то он настолько тонкий и так хреново от этого держится, что попросту отваливается.
В разных практических ситуациях, в процессе образования заусенца могут превалировать различные аспекты - они всегда в комплексе. Но в частности, одной из причин может являться действительно чрезмерно утончённая кромка.
Особенно это явление заметно при работе на керамике и на притирах, причём вне зависимости от того, какой абразив применён - и на оксиде хрома и на глинозёме и на алмазе получается такое очень легко.
Фото-примеры в обзорах я приводил в соответственной теме - например пост 232:
https://guns.allzip.org/topic/224/1034368.html
Или в обзоре в посте 58 вот тут:
http://www.myabrasive.ru/forum...&t=152&start=40
Кроме того мне вообще неясно, как возникают утверждения наподобие:
"На этапе доводки, когда уже РК тоньше тонкого- почему не образуется заусенец"
когда несколькими постами ранее, в посте 68 на первом фото приведён конкретный пример микрозаусеночных явлений, причём об этом там написано и рекомендовано открыть превью до нормального размера чтобы как раз это рассмотреть.
Но вот только ни один из этих умников ещё и близко не повторил ничего подобного)
Или я не прав? ( я не претендую на откровения и правильность версий, право слово..)))
RidgeГена, что мы принимает за абразив, что за клинок?
Кто хоть раз пилил трубу, вспомнит, что там заусенец по все окружности, особенно по внутренней части.
Нарисуй, если можно?
Straykl
Вот этот ролик
Вот за эти ролики вызываешь уважение 😊
Ник НиколсПила "абразив". И речь идёт о ручной ножовке, а не отрезного круга 😉
Я так понимаю последние несколько постов, что де-факто идет заворачивание тонкой РК..
Или я не прав?
Гена, что мы принимает за абразив, что за клинок?
Нарисуй, если можно?
oldTorКакими средствами контроля Вы пользуетесь, чтобы утверждать отсутствие заусенца?
И в другой теме Вам уже писал о том, что есть большая разница - НЕ образование заусенца, или НЕ давание ему вырастать заметным.
При правильной технике заточки на водном камне, в т.ч. при механизированной обработке - заусенец и не должен вырастать сколько-нибудь заметным. Он просто не успевает стать заметным. И это - один из важных плюсов заточки на водниках с СОЖ. Свои приёмы для того, чтобы он не рос заметным и сразу отходил, есть и в ручной заточке и в механизированной.
С учетом подсветки - похоже на Китай и производные.
Не суть. Нет там и 10х точно. Посчитать реальную кратность можно самостоятельно по материалам https://ru.wikipedia.org/wiki/%D0%9B%D1%83%D0%BF%D0%B0 замерив расстояние от центра оптической системы до объекта.
Суть - в такую лупу (да и вообще в лупу) едва ли можно рассмотреть совсем мелкий заусенец..скажем, мкм. 10. Он мелок, но последствия от него есть.
Ваткой он ловится..наверное.. все больше в микроскоп, потому уже не помню, пробовал ли на практике.
Смежные вопросы:
Как вы контролируете выход на РК?
Очевидно, не по заусенцу. Смена направления рисок и блики?
---
Как уже написали, заусенец может не появляться, если равномерно попеременно протачивать обе стороны.
Но если точишь только одну сторону и заусенца нет - что-то не так. Проблемы с клинком, выходом на РК или еще чего.
В общем рекомендую при контроле в лупу, покрутить по разному источник освещения и поперемещать его. Если у Вас оптика с собственной подсветкой, то, соответственно, придётся крутить под ней уже объект.
Да, если у Вас заусенка заметная не проявляется, то отчасти это может зависеть и от стали, её поведения в конкретной заточной ситуации, и\или вода, увлекаемая камнем создаёт достаточную нагрузку на кромку, которая всё слишком истончающееся и всякие "лохмы" и "ошмётки" срывает с кромки.
Это при механизированной заточке с водой - нередкая ситуация и именно заточка на водных кругах (и вручную на абразивах с водой или маслом, особенно с водой) способствует минимизации роста заметного заусенца и удаление его варьированием соотношения давления\скорости прохода\ некоторого наклона рисок\угла подачи и пр. осуществляется намного легче, чем при сухой механизированной (и ручной тоже) обработке.
вроде бы особо лишнего нет. Будет много - там в первом посте оглавление.
Это про блики и пр.
+ как что выглядит и как ловить:
Оптический контроль
--здесь уже много, но есть оглавление и в основном - картинки все, текста мало.
Ник Николс
У меня есть вопрос.Простой..
Точим строго " НА ЗЕРНО". Вплоть до выхода на РК всеми нам доступными гритами.
Естественно, в процессе- получаем заусенец..
На РК.
???А где он делся на противоположной стороне РК ( у тела клинка), он ведь там обязан был появиться- зримо и ощутимо?
не, может я и не прав, я не спорю ???
Есть примеры его фиксации?
На мой взгляд в теме "Механизированная заточка"
https://guns.allzip.org/topic/224/2261116.html
пост:106 фото 4.
Уважаемый oldTor привел прекрасное фото образования такого заусенца (сужу по тени) на пластичной стали 440B "при заточке на полный угол 36 градусов на низкооборотистом станке с водным охлаждением Elmos-BG200 на штатном круге из карбида кремния на керамической связке, зернистостью F220, плюс делалось по нескольку проходов по кожаному кругу с пастой ГОИ номер 3".

С уважением, Александр.
Ridge
Если просто подложить плоскую железяку с вылетом больше чем РК, ни каких заусенцев не будет. Правда придётся и железяку заодно стачивать, но на что не пойдёшь, ради результата.
В теме "Методика обучения заточному делу ( по следам Дмитрича )"
пост 13
https://guns.allzip.org/topic/224/1503174.html
dmitrichW рассказывал как проходил обучение:
"После освоения работы с образцами нам выдали квадратного профиля обоймочки для шлифов в которых были сделаны пропилы под разными углами.
Отполировав с одной стороны кусочки полотна ножовки по металлу и убрав зубья поместили их в обоймочки, залили Вудом. Провели полную и по всем правилам обработку на дисках до появления на пластинках куттерной заточки. Аккуратно убрали Вуд вокруг кусочков ножовки на глубину около мм, но весь кусок оставался в закрепленном в сплаве.
Заусенцев не было - сплав не позволил".
Я думаю, что Дмитрич имел ввиду легкоплавкий сплав Вуда. Его отличительные особенности - низкая температура плавления (около 60-70 ?C, в зависимости от состава) и высокая плотность. Он легкодоступен (имеется почти в каждом магазине радиодеталей), но к сожалению, токсичен из-за содержания в нём кадмия.
Думаю, что плюсы подобного метода, по сравнению с "простой железкой" - более плотное сопряжение поверхностей соприкосновения, простота применения при сложной форме РК (например серейтор или конвекс) и экономия абразива.
С уважением, Александр.