начну сразу, для многих заточников есть проблема в обработке спусков на ноже для цели уменьшения угла сведения на изделии.
Подспуск - термин появившийся случайно в моей голове, нигде не употребляется в тех.литературе и его можно взять за основу так как он даже смыслом отвечает за ту процедуру которую выполняет.
Подспуск - созданная фаска на ноже больше угла спуска. По моей практике как правило это угол от 7 до 11 градусов=общ-14-22.
Роль подспуска уменьшить угол перехода спуск/кромка именно это и есть ахилесова пята больниства ножей когда мы говорим словосочетание "толстовато сведение"
Смысл уменьшить сопротивление проникновения в разрезаемый материал.
При изготовлении подспуска получается следующая картина голомень-спуск-подспуск-подвод
либо спуск-подспуск-подвод, можно добавить микроподвод
Почему?
как правило заточка это создание фаски на принятые углы 10-25 градусов для ножей. Вот почему подспуск стоит выделить из этой нормы.
Я много раз его выполнял на толстых ножах но не обращал на это особого внимания, до момента когда не понял что он действительно работает.
Вполне возможно у Вас тоже была практика его выполнения, что не удивительно, я когда записывал видео мне в инстаграмме так же отписывались заточники что иногда выполняли эту процедуру но название у каждого своё.
Углы,финиш выбираются произвольно в зависимости от характеристик обрабатываемой стали.
Зачем это нужно?- Заточное ремесло больше должно двигаться к упрощению тех.процесса т.е. уменьшению времени обработки без явной потери результата.
Сегодня вечером выложу видео о том как это работает, сейчас оно компилируется.
пока добавлю пару фоток чтобы были мысли о чем идет речь
до обработки 10град спуски/заточка 36

после обработки 10град спуски/подспуск 14

после обработки 10град спуски/подспуск 14/фаска 40

пятерку случайно поставил на голомень
по мере времени буду добавлять информацию
так же хотелось вместе с Вами обсудить этот вопрос, + вопрос о том как это решение будет играть роль на толстых ножах
AndrewShoshin
Для ускорения заточки - бесспорно плюс. Но с точки зрения эстетики - не очень. ИМХО.
Кто вам мешает заполировать их как это сделали они?)

Только полировать мне всегда было лень.
Поделитесь пжста информацией о том как/чем не электроинструментом (который у большинства пользователей отсутствует) выполняете подспуск. Снимать зачастую приходится изрядно. Какие камни лучше всего себя показали?
С уважением, иван
Особо извращённые случаи (у острия пришлось особо много мяса снимать):
На вогнутых спусках
На сканди
И даже бенчевскому ранту досталось и не мудрено при 4,5 мм обухе

Кстати, такой вариант геометрии в некоторых случаях даже предпочтительнее, налипание на спуски меньше.
suingГода полтора назад писал об этом (даже с картинками 😊 ), когда по случаю питерскими комрадами и мной были приобретены с хранения советские поварские ножи со сведением 1,5 - 2 мм 😀 https://forum.guns.ru/forummes...-s51793155.html
Поделитесь пжста информацией о том как/чем не электроинструментом (который у большинства пользователей отсутствует) выполняете подспуск. Снимать зачастую приходится изрядно. Какие камни лучше всего себя показали?
L_YV
Могу дать совет как значительно улучшить рез ножа с таким толстым сведением, для тех кто не имеет возможности сделать регринд.
Нужно сделать основную заточную фаску под наименьшим углом который сможете (проще в точилке типа апекса), сможете 10 градусов на сторону, хорошо, сможете меньше, еще лучше. Пусть ширина фаски будет 5 или больше мм, это не важно. Затем делается вторая микрофаска на суммарный угол 35 - 40 градусов, шириной 0,2 - 0,3 мм. В итоге нож будет гораздо легче проникать в продукты за счет малого основного угла, но за счет второго микроподвода кромка будет более стойкая и не будет заворачиваться как если бы этого микроподвода не было.На первой картинке то что мы имеем до заточки на толсто сведенном ноже. На второй красным показано как нужно заточить первую основную фаску под наименьшим углом, чем угол меньше и соответственно ширина фаски больше, тем лучше будет рез ножа. На третей красным показано как нужно сделать вторую микрофаску под уголом 35-40 градусов. Последняя картинка, то что получится в итоге. Надеюсь понятно.
Теперь по заточке на апексо подобных точилках. Комплектными абразивами будете точить очень долго... Выход следующий, покупаете алмазный напильник Зубр зернистостью 120, болгаркой отпиливаете ручку, вставляете в точилку и всю работу сделаете в разы быстрее, почти как на гриндере))) После Зубра проходите комплектными камнями убирая крупные риски. Микрофаску делаете мелким зерном.

Свой такой нож я все же переслесарил по нормальному 😊
https://forum.guns.ru/forummes...-s51784246.html
Еще, недавно перетачивал Ивану Дубову нож со сведением в 0,9мм, правда там этот высокий подвод подлинзовал (Иван почему то назвал это регриндом в конвекс 😊 ) Рез кардинально изменился)
Вот тест:
Emiliokazanovaа имеет ли смысл плодить термины, Валентин? 😊 Ведь по сути - "подспуск" это ступенчатая заточка 😊, как отмечают комрады, "недо регринд" 😊, своеобразный "костыль" в силу отсутствия нужного станка и сложности полного регринда в рукопашку 😊.
Подспуск - термин появившийся случайно в моей голове, нигде не употребляется в тех.литературе и его можно взять за основу так как он даже смыслом отвечает за ту процедуру которую выполняет.
С уважением, Дмитрий.
При возникновении необходимости выполнить подобную задачу - я делал переспуск с акцентом ближе к кромке, стараясь не утачивать обух. В итоге выходило не всегда одной лекальной плоскостью, а скорее небольшим пузом как на дешевых клинках. Меня это устраивало. По мере необходимости и наличия времени я переспускал до плоскости, но особой эстетической или качественной в использовании разницы не увидел, хотя пузо в пару градусов на сторону никто кроме меня не замечает (или помалкивает)...
------------------
Если вы мастер - у вас свой путь. Но новичкам следует показывать все пути, а не один любимый, разве нет?
/Alex Last/
Я выделил подспуск как самостоятельный вид обработки потому что-он играет очень большую роль. Например, можно выполнить подспуск в 0 и потом произвести заточку, ширина заточной фаски будет ничтожно мала и нам придется думать какой толщиной оставить зону перехода от подспуска к заточной фаске + из-за маленького подвода на подспуске даже при полном разрушении рк нож будет резать уже подспуском т.е малым клином с определенной толщиной рк равной ширине подвода где была кромка
EmiliokazanovaЭто все похоже на попытку чем то подменить нормальный регринд 😊, а зачем? 😊
товарищи, меня сейчас абсолютно не интересует эстетическая сторона вопроса, меня интересует как улучшить характеристики ножей и кпд которое они могут дать после определенных манипуляций.
Я выделил подспуск как самостоятельный вид обработки потому что-он играет очень большую роль. Например, можно выполнить подспуск в 0 и потом произвести заточку, ширина заточной фаски будет ничтожно мала и нам придется думать какой толщиной оставить зону перехода от подспуска к заточной фаске + из-за маленького подвода на подспуске даже при полном разрушении рк нож будет резать уже подспуском т.е малым клином с определенной толщиной рк равной ширине подвода где была кромка
С уважением, Дмитрий.
Я не очень понимаю в чем вопрос. На ноже по большему счету, можно сделать только впуклую линзу, т.к. выпуклую не получится приклеить ) А всё остальное - вариации, кому как больше нравиться.
Что бы на ноже можн обыло сформировать выпуклую линзу, он совсем должен быть огромным ломом.
Коржов Дмрегринд это минимум 30 минут на гриндере, подспуск это 5 минут
Это все похоже на попытку чем то подменить нормальный регринд 😊, а зачем? 😊
С уважением, Дмитрий.
теперь переведите на руко-часы
в видео допускаю ошибку говоря что полный угол 20 градусов
полный 40
EmiliokazanovaЖаль видео эффектного не получилось, нож острый, но морковь не режет. 😊
Подспуск призван восстанавливать проникающие свойства ножа
Коржов ДмЭто справедливо для хороших кухонников, но ножи ведь не только такие и не только для таких задач бывают 😛
Лишнее это , ролик Ваш тому свидетель , регринда подспуск не заменит и даже не отложит, ИМХО, конечно ...
Или полноценный регринд?"Дмитрий, а если полноценный регринд сделать ну тупо нечем, а нож нужен срочно в поход и что бы резал, тут может помочь подспуск, ну хотя бы как временная мера, а если все понравится то и как постоянная ))
Подспуск можно исполнить и камнями на той же точилке к примеру, долго и нудно конечно, но можно..
tvy61То есть мы допускаем что это некий паллиатив? 😊 Ну что же 😊, даже паллиативная медицина существует 😊, почему же не быть "паллиативной заточке"? 😊
Дмитрий, а если полноценный регринд сделать ну тупо нечем, а нож нужен срочно в поход и что бы резал, тут может помочь подспуск, ну хотя бы как временная мера, а если все понравится то и как постоянная ))
Поспуск можно исполнить и камнями на той же точилке к примеру, долго и нудно конечно, но можно..
С уважением, Дмитрий.

Комментарии нужны?
Коржов ДмЭто ключевое, но на огромном количестве серийки это как раз и не так, но это можно нивелировать определенными методами, высокий подвод на малый угол, можно с подлинзовкой, как раз и нужен для пусть и частичного решения проблемы, но "малой кровью" 😛
если на ноже (любом ноже) правильно выполнен спуск
для особо одаренных, тема посвящена подспуску не финишу,не какие лучше спуски и кто какие ножи делал и кто лучше точит ножи.
и для остальных обьясню смысл видео, был взят базовый нож гипфел и на станке JET был выполнен подспуск 14, и после выполнен подвод на 40 на 200 зерне, просто сформированная грубая кромка
Проникающая способность у ножа увеличилась раза в 4 если сравнить с базовым сведением. И видео не демонстрирует остроту а демонстрирует проникающую способность, если он где то утыкается то наверно самые неглупые догадаются что у ножа спуск выполнен в последней четверти полотна по этому он садится на него и колет продукт, но я не хочу продолжать тему именно геометрии этого базового ножа, я хочу остановится на зоне подспуска которая отлично входила в материал, я бы сравнил её(грубо) с про кухней сведенной 0, все что выше подспуска не имеет значения. Это игра углов и толщин сведения для того чтобы подготовить инструмент к приятному отклику в резе
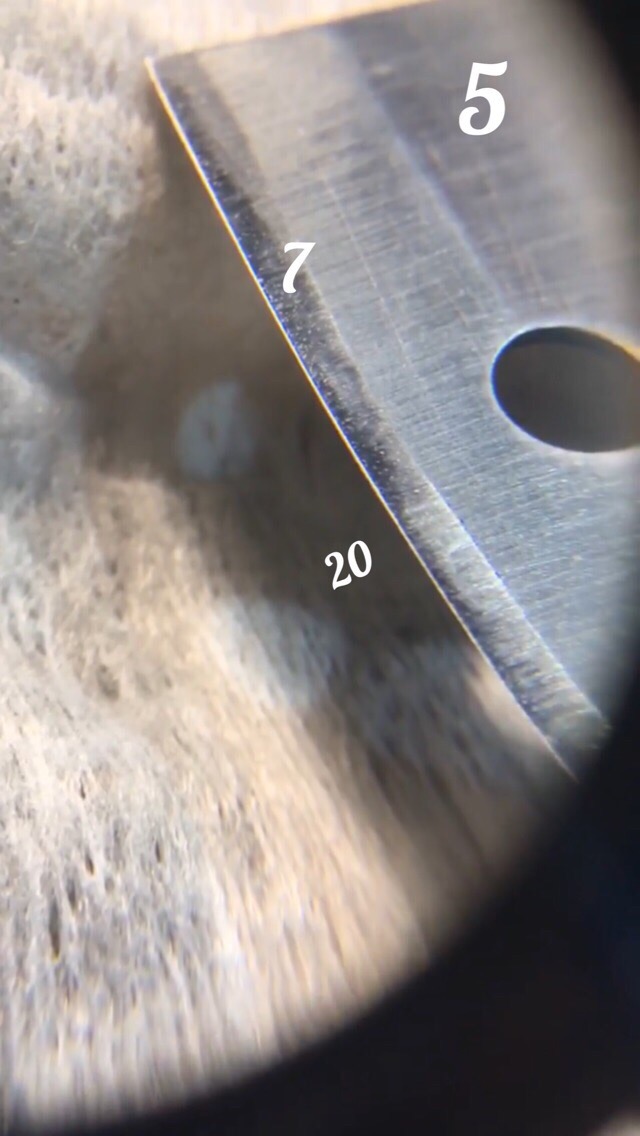
После проведенного эксперимента, я сделал фото дефекта появившегося на канате а именно деформация

это единственная деформация на всей зоне подвода, мы не будем обсуждать как это произошло, мы обсудим что произошло
Обратите ваше внимание, что сталь там x30cr думаю твердостью в районе ~56ед(на глазок) подспуск в ноль и после подвод 40 (4 круга по 200 камню JET) обратите внимание на ширину подвода а также можно наверно говорить о первой толщине сведения ножа а именно перехода рк на подспуск вероятно оно настолько мало что поймать сведение обычным штангелем не приходится возможным, но думаю не больше 0.05
Далее, обратите внимание, что пластическая деформация прошла сквозь РК на подспуск, напрашивается вывод, что выбор угла подспуска был выбран не верно или надобыло увеличить немного сведение проточив чуть побольше металла на подводе
также прошу всех обратить внимание, при разрушении кромки на 40градусов, по материалу начинает резать подспуск с углами 14 но с более широкой толщиной рк (те самые до 0.05 - 50 микрон) я помню читал одну статью сейчас уже не найду, что есть некая градация толщин рк на определенные инструменты(мы все пониманием что чем тоньше тем лучше на то мы и заточники) но вопрос не в том, с какой толщины этой плоскости нож начинает резать, если мне не изменяет память то острый нож(для большинства людей) это кромка толи 40 толи 20 мкм толщиной
из этого можно сделать вывод, что даже при разрушении подвода, начинает резать подспуск, да еще как резать, там целые 14 градусов, что меньше чем на сканди морах
Наша задача такова, выяснить оптимальный угол подспуска и толщины сведения системы подспуск/подвод, для того чтобы не происходило пластических деформаций на мягких сталей и выкрашиваний на более твердых сталях
В данном моменте, я бы увеличил угол подспуска с 14 до 20 а подвод бы сделал на 34 градуса, причем рассчитав переход подвода ровно в том месте, где остановилась деформация металла
Я поделюсь с Вами одним секретом, все победы на соревнованиях по резу канату, самые лучшие ножи были сделаны с подспуском, углы я афишировать не буду, но это пища для размышления для того чтобы заточной рос в плане не только как заострите и чем нож, а как заставить нож петь в руках
Большая часть моих работ сейчас которые я лью сюда, это тестовые варианты которые я тестирую
острота кромки это вопрос сейчас второй не относящийся к подспуску

а то что по результату удаления получается, как у иноземцев называется? существительное какое применяется для "подспуска"?
Voy50Если взять не сферического коня, а сферическое яблоко (да хоть и в вакууме), и присмотреться к фото
В рамках сферического коня - да
EmiliokazanovaВне контекста "Что режем" - нелёгкая задача.
Наша задача такова, выяснить оптимальный угол подспуска и толщины сведения системы подспуск/подвод, для того чтобы не происходило пластических деформаций на мягких сталей и выкрашиваний на более твердых сталях
А вообще-то есть мнение, что угол заострения выбирается под назначение инструмента, а уже под угол - сталь.
Voy50По мне так нет здесь никакой коммерческой подоплеки 😊, так как подспуск могут выполнить многие 😊, долго это только 😊.
Кэп подсказывает, что модератор продвигает коммерческую услугу "подпуск ножа" и ничего более. Видимо по бизнес плану неокрепшие умы должны возрадоваться и понести ножи на подпуск.
С уважением, Дмитрий.
Так, например, частный случай с Гипфелом из ролика можно описать так:
Заточка с микроподводом (фаски-то ведь две, разница в угла большая). Подвод на 14, микроподвод на 40 полных градусов.
Общий случай:
Ступенчатая заточка с начальным углом фаски (ступени) на n градусов с m ступенями и микрофаской/микроподводом (если он есть).
По поводу подклинивания в моркови ножа в ролике позволю высказать такую версию:
1 стадия - нож входит в морковь до расширения в конце заводских спусков. Так как подвод на 14 град получился широкий, да еще с плоскими спусками, этот клин испытывает большое сопротивление при движении в разрезаемом продукте. Поэтому, когда он достигает места, где верхние края разрезаемого продукта касаются расширения клинка, он испытывает дополнительное расширение и замирает.
2 стадия - так как есть давление на нож и по инерции, клинок продолжает движение в разрезаемый продукт. Нож отодвигает отрезаемый ломтик и плоскости клина несколько освобождаются, отходя от продукта, сопротивление резко падает и нож "проваливается" в морковку. Переход спуск-голомень работает как отвал.
(картинка понятнее в исходном виде)
Соответственно, для уменьшения эффекта залипания можно было бы применить ступенчатую заточку, сделав вторую ступень на больший угол. А подбор этих самых углов - как раз творческая задача.

Viking000Вы правы но
По поводу введения новых терминов: бритва Оккама диктует, что не стоит их вводить, если можно объяснить существующими. Но воля ваша.
Так, например, частный случай с Гипфелом из ролика можно описать так:
Заточка с микроподводом (фаски-то ведь две, разница в угла большая). Подвод на 14, микроподвод на 40 полных градусов.
Общий случай:
Ступенчатая заточка с начальным углом фаски (ступени) на n градусов с m ступенями и микрофаской/микроподводом (если он есть).По поводу подклинивания в моркови ножа в ролике позволю высказать такую версию:
1 стадия - нож входит в морковь до расширения в конце заводских спусков. Так как подвод на 14 град получился широкий, да еще с плоскими спусками, этот клин испытывает большое сопротивление при движении в разрезаемом продукте. Поэтому, когда он достигает места, где верхние края разрезаемого продукта касаются расширения клинка, он испытывает дополнительное расширение и замирает.
2 стадия - так как есть давление на нож и по инерции, клинок продолжает движение в разрезаемый продукт. Нож отодвигает отрезаемый ломтик и плоскости клина несколько освобождаются, отходя от продукта, сопротивление резко падает и нож "проваливается" в морковку. Переход спуск-голомень работает как отвал.Соответственно, для уменьшения эффекта залипания можно было бы применить ступенчатую заточку, сделав вторую ступень на больший угол. А подбор этих самых углов - как раз творческая задача.
по 1й стадии- Подспуск выполнялся на колесе-кромка вогнутая , угол спуск 5град, подспуск 7, разница не велика на этом переходе, по этому я особо не замечал именно утыканий в этом переходе, он начинает клинить выше на спуске(это всего лишь особенность данного ножа)
Спасибо, интересное мнение
Emiliokazanova
Вы правы но
по 1й стадии- Подспуск выполнялся на колесе-кромка вогнутая
У меня создалось впечатление, что заводской спуск вогнутый? Если да, то эффект отвала еще увеличивается.
В любом случае, для данного ножа имеет место быть эффект залипания на широком подводе, так как степень вогнутости от выполнения подвода на станке весьма мала (соотнесем диаметр колеса и ширину подвода), т.е. имеет место быть практически прямой подвод. А для реза наоборот, этот подвод довольно широк. Морковь влажная - не дает проскальзывать ножу. В канате этого, например, не заметна - он сухой и не такой плотный. Сила трения там меньше.
То, что сначала подвод подлипает, а потом из-за эффекта отвала рез идет лучше, видно с 1:15 и с 8:30 в ролике.
А на малом овощном "тык-тык-тык" - наглядное пособие по залипанию в плотных продуктах, учитывая, что толщина в обухе у него меньше и эффект отвала не происходит.
Черная керамика Samura, на протяженности всей рк были высыпания и одно место где это случилось чрезмено и часть клинка осыпалась по спуску с левой стороны.
Что я сделал
Подрезал РК до плоскости, когда в один из моментов в месте самого главного высыпания перестало виднеться скол гдето на половину плоскости которой я создал. Далее я сделал подспуск со стороны где были высыпания и оставался заход скола до плоскости, подспуск в ноль он и визуально собой закрыл верхнюю часть разрушений на спуске. Далее микроподвод на 10мкм
Опишу убрал сколы, сделал ассиметричный подспуск и заострил
общее время на все процедуры 8 минут, из-за того что я полностью не снес те выходящие на плоскость подрезки сколы, я сэкономил родное сведение, а подспуск с одной стороны сэкономил общий угол спусков
вариантов исполнения лечения много, я выбрал этот
L_YV
Пользуюсь таким методом для рабочих ножей, которым не очень важна эстетика, больше 10 лет точно) Никаких названий правда не давал 😛 для меня это просто основная заточная фаска, только большая 😛
Коржов Дм
[B]а имеет ли смысл плодить термины, Валентин? 😊 Ведь по сути - "подспуск" это ступенчатая заточка 😊
С уважением, Дмитрий.
Валентин, сформулируйте чем принципиально на ваш взгляд подспуск от первой заточной фаски отличается.
В посте 50 по фото заточную фаску подспуском сложно назвать - судя по размеру рисок от зерна, высота того что вы называете "подспуском" миллиметр-два - концептуально его роль в геометрии ножа ближе к подводу чем спуску, кмк.
http://www.myabrasive.ru/forum/viewtopic.php?f=15&t=151 ) и собственно заточкой, в том, что (и об этом говорит само "название" - речь идёт об обработке спуска и операция эта куда больше относится к слесарке инструмента, и призвана в т.ч. уменьшать сведение ради уже облегчения заточки (помимо облегчения, например, режущих свойств некоторых материалов).
Т.е. кратко - это слесарная операция а не заточная.
Ступенчатая же заточка - операция именно заточная, коррекции геометрии инструмента в целом - не подразумевающая.
Конечно, если говорить просто о скруглении "плечиков" границы спуск\подвод, о чём много лет назад тут нам рассказывал Дмитрич ещё, это скорее тоже относится к заточной теме, так как имеет небольшие масштабы и выполняется заточными же средствами, но возможны и "переходные моменты" - в конце-концов, что считать из изменений геометрии на границе спусков\фасок чем - ближе к слесарке или заточке, исходя из масштабов "явления" и того, какими средствами выполнять, целесообразно по факту обработки конкретного клинка, без попыток "упёрто уравнять" все варианты подобных вариаций под одну гребёнку и определение.
Практика и ситуации куда богаче, чем можно уложить в одно определение. Это как с тем, что многообразие жизненных ситуаций не укладывается, например, и не может нормально разруливаться, всего лишь десятью заповедями, но фанатики всю дорогу пытаются именно это и сделать - "упорство и упоротость". давайте не будем им уподобляться, и будем смотреть на многообразие ситуаций, задач и их решений - шире.
Имхо, разумеется.
lisman562.1-2.2мм на кухонном полотнеВалентин, сформулируйте чем принципиально на ваш взгляд подспуск от первой заточной фаски отличается.
В посте 50 по фото заточную фаску подспуском сложно назвать - судя по размеру рисок от зерна, высота того что вы называете "подспуском" миллиметр-два - концептуально его роль в геометрии ножа ближе к подводу чем спуску, кмк.
В том и дело что Вы правы, это ближе к подводу чем к спуску.
Но часто ли Вы формируете подвод на 20 градусов общ, в этом и разница.Так же я ранее писал о трудоемкости заточников выполнить шлифовку спуска с целью уменьшения сведения это во первых
1)много времени особенно если выполняется в ручную
2)Вопрос по финишу который еще надо повторить если есть такое тз
Подспуск больше похож на фаску по этому не обременяет заточника выполнять заводской финиш каким бы он не был(травление,воронение,галтовка,лазерная гравировка,пескоструй и тд)
Сканди фаской я это не назову, потому что сканди относится к определенным типам ножей и в преобладающей массе выполняется без подвода на нём.
Подспуск уменьшает сведение на не толстых ножах, что повышает проникновение в материал, выполняется сложнее чем обычныая фаска 15-25град но легче чем шлифовка спуска 5град
Про скругление плечей как выше написал Ярослав, тоже является верным но процедуры это разные
по фото в посте 50, там основная фаска на 7 градусов(сторон.)
я не утверждаю что на всех ножах надо делать подспуск, пусть выбирает каждый способы лечения клинка.
как называется ступенчатый спуск Дмитрий?
?Не забывайте 😊, Валентин, мы говорим с Вами на разных языках 😊, "ступенчатый спуск" для меня загадка , пока Вы не поясните что подразумеваете...для мну существует "спуск в одну треть" - то что Вы сделали на керамике, в "две трети" - часто встречается на "охоте" и "от обуха". "Сканди" же это традиционный для Скандинавских стран вид клинка со спуском в одну треть (чаще всего), где спуск является и рк, но сейчас чаще выполняется с микроподводом (как на Ваших "подспусках"), о чем мы можем убедиться взяв в руки "мору" 😊.
С уважением, Дмитрий.
Отличить подспуск от заточных фасок легко. Для каждого строя клинка и назначения ножа существуют традиционно сложившиеся углы заточки. Как только мы начинаем выполнять обработку на существенно меньший не типичный для заточки соответствующего клинка угол, мы имеем дело с подспуском. Уже не заточка (работа не по фаске т.е. эта плоскость не будет использоваться для заточки), но ещё не регринд (залезаем на спуск но работаем не в его плоскости, а на больший угол).
Подспуск- плоскость между плоскостью спуска и плоскостью первой заточной фаски.
Участвовать в дискуссиях троллей, "а сколько это в градусах, а какая ширина...", не намерен.
Почему то всем понятна эстетически приемлемая ширина подвода и никто не придуривается, требуя вымерить его до микрона и нормативно утвердить для каждого значения длины клинка.
С уважением, Иван
С уважением, Дмитрий.
Коржов Дм
Хорошо, Иван, а чем тогда "подспуску" отличается от "заточки на две фаски", "ступенчатой заточки" терминов то наплодить не сложно 😊, но вот предположим я кретин 😊, ещё не имбицел 😊, но уже плохо с головой 😊, прошу так же четко дать разницу между этими тремя(!) терминами.
С уважением, Дмитрий.
Чем отличается имхо подспуск от заточной фаски я написал постом ранее, прочтите пжста.
С уважением, Иван
suingСпасибо, Вам огромное за точное определение "подспуска" и чем он отличается от заточной фаски, Вам может быть удивительно, но я принимаю Вашу формулировку, в ответ бы второй(!) раз хотелось услышать Вашу столь же четкую формулировку различий трех близких, но не синонимичных (по Вашим словам) терминов, таких как: "подспуск", "заточка на две фаски", "ступенчатая заточка", как только этот вопрос для меня прояснится окончательно, я с удовольствием покину данную тему 😊, цитата того что нижайше просил я и того что объясняли Вы, может поставленные рядом они прояснят суть моей просьбы:
Чем отличается имхо подспуск от заточной фаски я написал постом ранее, прочтите пжста.
suing
Отличить подспуск от заточных фасок легко. Для каждого строя клинка и назначения ножа существуют традиционно сложившиеся углы заточки. Как только мы начинаем выполнять обработку на существенно меньший не типичный для заточки соответствующего клинка угол, мы имеем дело с подспуском. Уже не заточка (работа не по фаске т.е. эта плоскость не будет использоваться для заточки), но ещё не регринд (залезаем на спуск но работаем не в его плоскости, а на больший угол).
Подспуск- плоскость между плоскостью спуска и плоскостью первой заточной фаски.
Коржов ДмС уважением, Дмитрий.
Хорошо, Иван, а чем тогда "подспуски" отличается от "заточки на две фаски", "ступенчатой заточки" - ........ , прошу так же четко дать разницу между этими тремя(!) терминами.
P.S.: Уважаемый Иван, поскольку мы начали общение в двух темах, то и ответ хотел бы услышать на оба, тему для ответа выбирайте по своему усмотрению, пожалуйста.
Sergej_K
Прежде чем новые понятия пыжится ввести неплохо бы некоторым уделить внимание знакам препинания и не подменять.например, застругивание волоса его расщеплением и т.д. и т.п. Волос все таки не атом и не лучина.
А где можно ознакомиться с полным перечнем квестов, которые нужно выполнить, прежде чем получить право высказываться по существу вопроса или тему создавать?
Тест только на грамматику сдавать нужно или орфографию тоже обязательно (например тся/ться в слове "пыжитЬся")?
Использование слов "пыжится", "подменять" попахивает личной неприязнью, или слова не могут попахивать?
Шутка, господа, шутка)))
С уважением, надеждой на конструктив и взаимопонимание, Иван
Коржов ДмЭвона как...
спуск является и рк
А я-то думал, РК - это место схождения боковых поверхностей клинка...
Дык это... Тогда и зеркало у железка рубаночного - тоже РК...
Но, если найдутся согласные с моей думкой, они скорее всего согласятся с тем, что заточка - это действия, направленные на формирование РК, и не более того. Англоязычные люди используют отдельно слова и понятия "grinding" и "sharpening" и не парят мозги себе и друг другу.
Hatuey
Но, если найдутся согласные с моей думкой, они скорее всего согласятся с тем, что заточка - это действия, направленные на формирование РК, и не более того. Англоязычные люди используют отдельно слова и понятия "grinding" и "sharpening" и не парят мозги себе и друг другу.
+Мильен!!!
Теоретический интерес лично для меня представляет в этой дискуссии термин, которым можно назвать участок (чаще плоскость) полученную в предложенном Валентином случае.
С тем, что это гриндинг полностью согласен, но вопрос/интерес не в глаголе, а в подборе существительного.
Микроподвод как термин чё то никто не оспаривает, хотя это лишь частный случай заточной фаски, обладающий своей спецификой. Так и с "подспуском" все решается по аналогии так нет же набросились)))
С уважением, Иван
suingА ещё прилагательные есть. Чем плохо "ступенчатый спуск"? Ничем не хуже "ступенчатого подвода" 😊
вопрос/интерес не в глаголе, а в подборе существительного.
be-openСовпадение, сегодня точил эти ножи и не смог не сделать фото чтобы показать эти толщины сведения
Паллиативное решение для ножа и отличная тема для коммерческих заточников. Приносят к примеру нож на заточку, а он уточен в миллиметр сведения или изначально был сведен как лом, такой точить бесполезно он резать по продуктам сильно лучше не будет. Дорогой нож в регринд, дешёвый в мусорное ведро, а тут вдруг внезапно подспуск как альтернатива мусорному ведру и конкурент бюджетному регринду. Вполне годная тема снести ножу плечи нож ощутимо легче входит в продукт, эффективно, быстро, недорого, клиент понимает за что платит деньги, да нож получается не красавец - но вам шашечки или ехать? 😊
1й клиент- общий угол заточки 44 градуса


2й клиент-общий угол заточки 40 градусов


3й клиент - общий угол заточки 40 градусов

я думаю не стоит обьяснять на сколько ЖЫРНЫЕ эти ножи, они могут свободно резать газету, но это совсем другая история и ножи будут застревать во всем потому что он ЖЫРНЫЕ
решение - подспуск )
EmiliokazanovaНе очень понятно, на этом ноже вообще нет спуска или все-таки есть от обуха?
1й клиент- общий угол заточки 44 градуса
------------------
Если вы мастер - у вас свой путь. Но новичкам следует показывать все пути, а не один любимый, разве нет?
/Alex Last/
Евгений_ЕЕсли честно мне показалось что нету)
Не очень понятно, на этом ноже вообще нет спуска или все-таки есть от обуха?
В дешевом сегменте мне иногда попадается такое, причем это не уточенный нож, у него отсутствовали спуски, ну может там есть небольшой наклон, кромка была порядка не менее 55 град заводская+завалы от правки. то есть, это ножи наинизшего качества, да и ножом это назвать можно только с натяжкой.
несут все, от такого до хай энда, моя задача правильно распределить время работы над тем или иным изделием
Hatuey
А ещё прилагательные есть. Чем плохо "ступенчатый спуск"? Ничем не хуже "ступенчатого подвода" 😊
Совершенно согласен, все очень логично. Ступенчатый это состоящий из ступеней, насколько я понимаю.
Но это все же не отвечает на вопрос как называется вторая обсуждаемая ступень этого ступенчатого спуска...
PS: про прилагательные это какая то игра типа в города или шутка? если игра, и продолжать перечислять существующие в русском языке части речи по одной за пост, то если мы ограничимся основными, то выиграю я, а если ещё и служебные пойдут в ход, то Вы.
А если шутка, то )))
С уважением, Иван
suingТам на всякий случай я смайлик поставил)) Хотя...
А если шутка, то )))
КМК расширение терминологии вовсе не обязательно означает привлечение избыточных сущностей; если кому-то так удобнее, пусть будет.
Но.
Нечто, удостоенное отдельного наименования, должно обладать существенными отличительными признаками. Мы, например, отличаем микроподвод от подвода по большой относительной разнице в ширине и существенному повышению угла. Т.е. необходимы количественные характеристики, хотя бы ориентировочные. А просто назвать подспуском то, что находится между спуском и подводом - это не то, тогда и ребро - подспуск.
Рассматриваемая ТС метода - вполне годная, с эффективностью в диапазоне от "чуток лучше" до "в разы лучше". Но ТС приглашает поучаствовать в отыскании оптимума, а исходных-то данных маловато.

Итальянский фолдер DPx Gear Hest 2.0 сделанный компанией Lion steel.
Вобрал в себя массу хороших качеств универсального ножа
Таких как толстый (почти 5мм обух) с черным покрытием клинка из инструментальной американской стали D2 с закалкой варьирующийся в диапазоне 60-62 по шкале роквеллов.
титановая рукоять, фрейм лок, g10 и брутальный стеклобой. Чистый тактик, с толстым сведением и углами спусков в 5/5 на сторону. чтобы и дерево расколоть и если что люк вскрыть.
Но вот как режущий инструмент немного не дотянул. Долго мы строгали палочки с его хозяином, и ну не лезет он в дерево, а задача то у нас чтобы и колышек им сделать, и колбаску порезать в полевых условиях.
угол изначальной заточки был в диапазоне 50 град.
первую переточку я сделал на родной угол, но всё же говоря его хозяину что работать он не будет.
Уговорил его хотябы уменьшить углы, спустил подвод до 22/22 = 44, но всеравно ребят, нож то острый но резать не будет, ну толстый он, ну не хочет он залезать.
я ему показал своего монстра из д2 у которого уже и кромки не было, но были адекватные углы заточки и адекватные углы спусков, и он им легко строгал деревяшки и удивлялся.
Все просто, геометрия решает.
уговорил все таки его на 40 градусов, хотя предлагал и меньше сделать.
В процессе, затачивая нож, я понимал, что нож так же вяло будет работать и на 40 градусах при такой геометри, все же это д2, она может держать при нагрузках.
Сделал ему подспуск о которой я описывал ранее технологическое решение для оживления толстых ножей по работе с любым материалом
Углы14/14 геометрия Concave и по его просьбе подвод режущей грани сформировал под 20/20 с оптимальным финишем для этой групп стали и задач.
когда сдавал ему инструмент на радостях он порезался "Haha classic" вроде всю жизнь с ножами, а острый инструмент будто первый раз в руки берут
после определенного интервала и следующей нашей встречи, он рассказал мне о том как круто стал работать нож, и я собственно этому рад, что задумка работает как и планируешь.
Urchini
Валентин, не отказались от своей технологии вогнутых подводов (подспуска) с микроподводом и небось ещё дополнительными рисками для агрессии реза?
Конечно нет, я работал над ними всё это время, даже нашел многие изделия из-за бугра с подобными решениями, потом соберу в папку и залью всё сюда.
По поводу финиша,я еще играюсь как собственно с абразивом и его связками. Сейчас тестирую гальванику
А вообще когда мне приехал станок под это дело, пару месяцев назад. первым делом сделал это на Elmax 30 на 32 вроде
тему закрывал чтобы не поросла хламом, работы много, времени на опыты очень мало
вот где была бы настоящая цыганская заточка)))
но честно мне стало лень когда я намочил камни, сбивать заусенец на янаги с такой большой разницей финишей, это конечно тоже изврат своего рода, ну как нибудь потом, под настроение сделаю
я давно такое практикую. кроме применения ее для улучшения рабочих свойств толсто сведенных ножей, такая заточка позволяет добиться длительного сохранения приемлемой (для рядовой кухни, например) остроты даже при совсем уже печальном состоянии РК. градусов 25 "подспуск" в ноль, по нему заточка в 40 градусов -- и вперед, нож может и год работать без переточки и все еще резать большинство продуктов на кухне. и править такую заточку легко. на том же триангле, например.
shapirusсоглашусь
нож может и год работать без переточки и все еще резать большинство продуктов на кухне. и править такую заточку легко. на том же триангле, например.
тут писал аналогию на эту тему
заточная фасочка такая тоненькая, что её можно очень легко править, да и первичный угол на малые углы благоволит к быстрой правке
[B]
ну нормальная методика, давно известная. как раз как в методичке спайдерко.
я давно такое практикую. кроме применения ее для улучшения рабочих свойств толсто сведенных ножей, такая заточка позволяет добиться длительного сохранения приемлемой (для рядовой кухни, например) остроты даже при совсем уже печальном состоянии РК. градусов 25 "подспуск" в ноль, по нему заточка в 40 градусов -- и вперед, нож может и год работать без переточки и все еще резать большинство продуктов на кухне. и править такую заточку легко. на том же триангле, например.
[/B]
[/QUOTE]
Китаец сверху, с коробки две заточные фаски: в 30, потом в 40. Первое время пробовал доводить время от времени, но уже год, с лишним, не прикасаюсь, а супруга пользуется по фруктам и прочему, так как режет. Толщина обуха где-то в 1мм

У меня сейчас выходные, попробую записать видео, что как и где, и за какое время его можно поправить.
Нож этот не правился после реза каната на видео, я к нему вообще не прикасался в плане правки.
Бтв, такой же нож поточенный обычным способом на водниках на меньший угол с финишем 3к, умер в течении 4 недель.