Вот , что попалось , в свете ударопрочности некоторых популярных в ножеделии сталей.
Взято здесь http://www.bladeforums.com/for...-C-Notch-Values
Для начала сам тест или как получают результаты.
Charpy Impact test ударная прочность сталей:
http://www.youtube.com/watch?v=tpGhqQvftAo
Tool Steels:
Steel-----Hardness-----Charpy C Ft. Lbs.
CPM-15V......@Rc60.......10
CPM-10V......@Rc60.......20
CPM-3V.......@Rc58.......85
CPM-3V.......@Rc60.......60
CPM-3V.......@Rc62.......40
CPM-4V.......@Rc60.......50
CPM-4V.......@Rc62.......36
CPM-M4.......@Rc65.5.......20
CPM-M4.......@Rc63.5.......28
CPM-M4.......@Rc62.........32
CPM-M48......@Rc64.........16
CPM-T15......@Rc65.........20
M2.......@Rc62.........20
D2.......@Rc60.........20
A2.......@Rc60.........40
S7.......@Rc58........120
S7.......@Rc57........125
L6.......@Rc60.........40
O1.......@Rc60........30
H13.......@Rc47.......125
A11.......@Rc61........20
Z-Wear PM.......@Rc60......65
Vanadis 4.......@Rc60........50
Stainless:
Steel-------Hardness-----Charpy C Ft. Lbs.
CPM-S90V......@Rc56.......20
CPM-S90V.....@Rc58.......19
CPM-S60V.....@Rc56.......16
CPM-S30V.....@Rc58.......28
CPM-S35VN....@58Rc.......32
CPM-154......@60Rc.......30
154CM.......@Rc58.......28
440C.......@Rc56.......26
440C.......@Rc58.......16
420HC.......@Rc58.......24
M390.......@Rc60.......22
Перевод 1 foot pounds (Ft.Lbs) = 1.35581795 joules (J)
Например: 54 foot-pounds равны примерно ~72 Joules.
Высоконаучная вещь, вроде тестов CATRA, в исследовании РК ножей на стойкость.
Интересен фактор изменения ударо прочности в зависимости от твёрдости одной и той же марки стали.
В общем трёшка наше всё 😊
РСУНет не всё, ещё есть "параметры имени ножемана", например:нержавеемость, долговременность удержания РК при резе, сам рез вкусный/невкусный, агрессивный/неагрессивный и пр. 😊
В общем трёшка наше всё
garryale
Нет не всё, ещё есть "параметры имени ножемана", например:нержавеемость, долговременность удержания РК при резе, сам рез вкусный/невкусный, агрессивный/неагрессивный и пр. 😊
Вот я и говорю - трёшка!
CPM-S90V......@Rc56.......20
CPM-S90V.....@Rc58.......19
CPM-S60V.....@Rc56.......16
CPM-S30V.....@Rc58.......28
CPM-S35VN....@58Rc.......32
CPM-154......@60Rc.......30
154CM.......@Rc58.......28
440C.......@Rc56.......26
440C.......@Rc58.......16
420HC.......@Rc58.......24
M390.......@Rc60.......22
----------
простушки 420нс и полупростушка 440с
рука об руку в обнимку с порошками
Lexa33
м390 уйня. чисто резательная
РСУТак этож это , как его, Ганзовское, знаменитое : Кому арбуз, кому свиной хрящик.
Вот я и говорю - трёшка!
Но с другой стороны, я у гуся кости рубил рокстидом, и ниуя ему не было.
Lexa33Абсолютно верно, голову везде прикладывать нужно.
по уму батонить можно.
Правильно уметь выбирать /расставлять приоритеты в желаемых свойствах ножа.
Lexa33Пусть придёт Alan B , по механике сталей разовьёт мысль.
Но с другой стороны, я у гуся кости рубил рокстидом, и ниуя ему не было.
Uriy SibНадо только помнить , что ударо-прочность всего лезвия ножа " на слом" и выкрашивание РК, не совсем одно и то же.
Ну, и, само собой, никаких повреждений от рубки рога.
в тех же самых единицах с описаниемм условий теста:
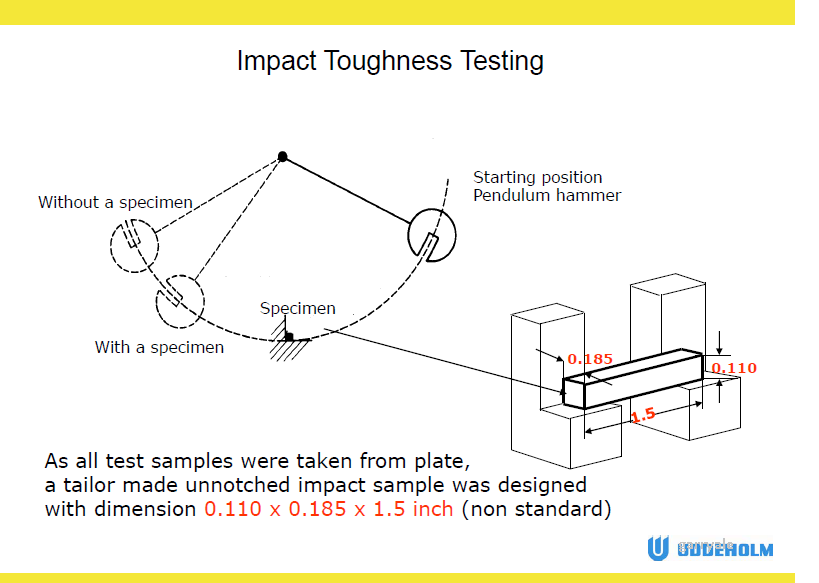
http://www.bucorp.com/media/To...nife_steels.pdf
Правда испытуемый образец НЕ имеет специальной, треугольной выборки как в тесте Charpy Impact test.
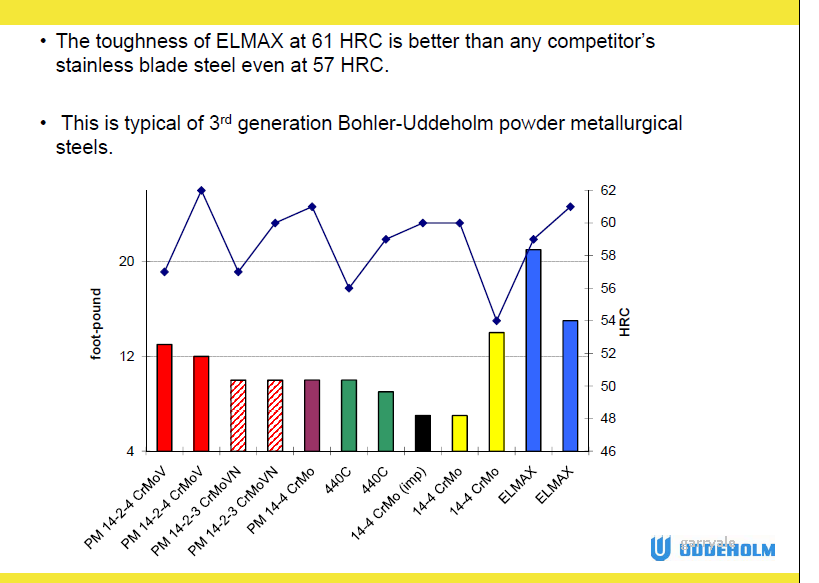
The toughness of ELMAX at 61 HRC is better than any competitor's stainless blade steel even at 57 HRC.
This is typical of 3rd generation Bohler-Uddeholm powder metallurgical steels.
Более - менее надежно можно сравнивать только данные, приведенные одним производителем (наверняка испытанные в более-менее одинаковых условиях)
А то у разных производителей можно увидеть значения, различающиеся ВДВОЕ. Тут очень много ньюансов.
Ну и надо понимать, что ударная вязкость СИЛЬНО зависит не только от твердости, но и от того, как эта самая твердость была получена.
Специальные способы ТО могут поднять ударную вязкость В РАЗЫ.
P.S. А у меня есть ножик из S7 с обухом в сантиметр...))
sas71Во всяком случае S7 и H13 не порошки вроде бы. И мнение что простушки прочнее имеет под собой основание. "Простушки" менее легированы и это даёт им возможность быть более прочными в общем случае.
Интересно,я думал,что порошки изрядно слабее на излом,чем простушки...
P.S. А у меня есть ножик из S7 с обухом в сантиметр...))
cityman
Во всяком случае S7 и H13 не порошки вроде бы. И мнение что простушки прочнее имеет под собой основание. "Простушки" менее легированы и это даёт им возможность быть более прочными в общем случае.
Я и не говорил,что S7 порошок, камрад РСУ написал,что у него есть ножик из этой стали,а я написал,что у меня тоже он есть...Насчет прочности - в таблице она отражена очень наглядно, и СПМ3в крепче многих простушек.
sas71Судя по таблице, S7 и H13 в полтора-два раза прочнее cpm3v. Поэтому Ваше недоумение по поводу отсутствии преимущества обычных сталей над порошками показалось мне непонятным.Я и не говорил,что S7 порошок, камрад РСУ написал,что у него есть ножик из этой стали,а я написал,что у меня тоже он есть...Насчет прочности - в таблице она отражена очень наглядно, и СПМ3в крепче многих простушек.
CPM-3V.......@Rc58.......85
CPM-3V.......@Rc60.......60
CPM-3V.......@Rc62.......40
S7.......@Rc58.........120
S7.......@Rc57.........125
H13.......@Rc47.........125
Алан писал про функцию твёрдости , правда в другой теме.
sas71
Когда я написал про обычные стали,я имел в виду D2,440c,и 154см.
S7, и Н13 все таки обычными ножевыми сталями назвать трудно - их не так часто ставят на ножи...))
Я могу ошибаться,но мне кажется,что трешка перережет эти две стали раз эдак в десять...
http://www.crucibleservice.com...neralpart1.html
Правильная термичка бывает от Алана.
For instance, M4 high speed steel's chemical content is nearly identical to M2 high speed steel, except M4 contains 4% vanadium instead of 2%. Despite the high levels of molybdenum and tungsten carbides (about 6% tungsten, 5% molybdenum) in each grade, the small difference in vanadium content gives M4 nearly twice the wear life of M2 in many environments.
Alan_BПо той ссылке: http://www.bucorp.com/media/To...nife_steels.pdf
А то у разных производителей можно увидеть значения, различающиеся ВДВОЕ. Тут очень много ньюансов.
Bohler напирает на то , что стали у него 3-го поколения порошкового передела:
This is typical of 3rd generation Bohler-Uddeholm powder metallurgical steels.
garryaleЯ извиняюсь, Cowry X куда будем девать? s390 c 3% ванадия сильно уступит 10v c 10% ванадия?
о системе градации сталей по ванадию
citymanЕсли это именно мне вопрос, то по вашей же ссылке:
Я извиняюсь, Cowry X куда будем девать?
Vanadium carbides, because of their hardness and chemistry, are the most effective at enhancing wear properties; chromium carbides are among the least effective.
Недостаточно этого , обратитесь к Alan_B, как автору той градуировки сталей по Ванадию.
citymanИ в чём именно уступит ?
s390 c 3% ванадия сильно уступит 10v c 10% ванадия?
Найдите тесты с этими сталями , заслуживающие вашего доверия , хоть на Ганзе , хоть ещё где, в Инете, и вуаля.
Меня -то лично интересовали СРМ М2 и СРМ М4 , в сравнении, я и нашёл по вашей ссылке. 😊
garryaleНаверное к Алану 😊 Я, так сказать, оппонировал попытке классификации монстросталей по содержанию ванадия.
Если это именно мне
cityman
Я извиняюсь, Cowry X куда будем девать? s390 c 3% ванадия сильно уступит 10v c 10% ванадия?
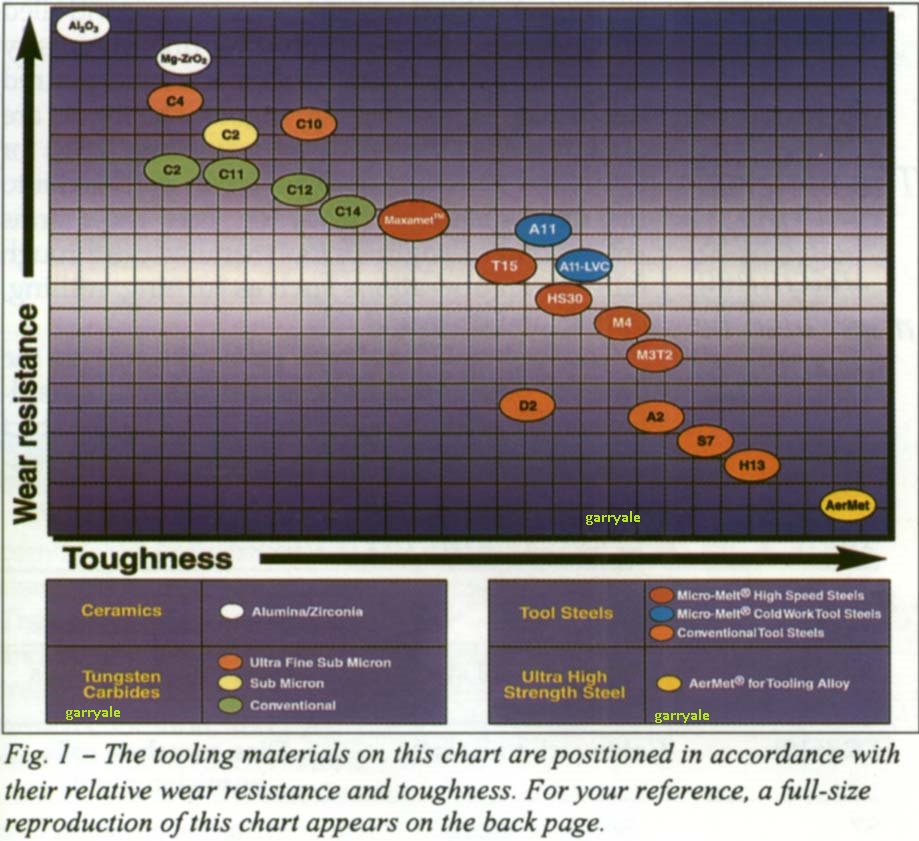
Там есть еще и вторая шкала - по твердости
Любопытно налипание материала на инструмент, и создание фронта перед РК инструмента:
Alan_BТам есть еще и вторая шкала - по твердости
И всё равно как-то не очень, все кобальтовые быстрорезы мимо ...
- "Что-то меня беспокоит Гондурас".
- "Беспокоит,не тереби его".
Дык вы гляньте в легировании , зачем Ванадий и зачем Кобальт вводятся, в свете ножевых свойств сталей и видов износа.
По вашей же ссылке часть ответа содержится 😊
garryale
Один читает газету; через некоторое время он изрекает с умным видом:
- "Что-то меня беспокоит Гондурас".
- "Беспокоит,не тереби его".Дык вы гляньте в легировании , зачем Ванадий и зачем Кобальт.
Да я не про назначение легирующих элементов, я про классификацию монстров в качестве клинковых сталей 😀
Для клинковых монстров не важно что и для чего изначально вводилось и каково истинное предназначение стали. Всё равно имеем то что имеем. И это надо примерно как-то расставить.
citymanЭто конечно сильный перл.
Для клинковых монстров не важно что и для чего изначально вводилось и каково истинное предназначение стали.
__________
А чего бы сразу не спросить: куда девать У8 или вообще все остальные стали...
Но уж пусть Alan_B, как автор и отвечает, не стану за него интерпретировать.
P.S. Заголовок темы посматриваем .
Сталь может быть монстром по одному из двух признаков
1. содержание твердых фаз. Из всего многообразия можно достаточно четко выделить только карбиды МС. Чем их больше, тем сталь монстровитее. А ванадий (и другие сильные карбидообразователи) как раз и отвечают за содержание МС.
2. Твердость. Прямо влияет на износостойкость.
Так вот, стали могут по этим признакам попадать в один или разные классы, что можно и нужно учитывать.
garryale
куда девать У8 или вообще все остальные стали...
Если У8 закалена на 62-63 то это середнячек начального уровня. Если на 58 - УГ...
Совершенно не зря из нелегированных сейчас оставили максимум У13, а У16 применяют именно в графитизированном виде.
Uriy Sib
напильники для ВПК
99% что спецнапильники из У15 - одна из форм советского фольклера
По теме.Очень удивили результаты из стартового топика для стали А2.
Полагал ее наиболее прочной из "простушек",ан вон как 😊,разбили икону юности 😊
ananjeffпочему? довольно неплохие. интересно было бы посмотреть рез-ты для 440с в волшебном отечественном исполнении с твердостью 61-62, учитывая ее рез-ты при 58. меня больше удивила м390
Очень удивили результаты из стартового топика для стали А2.
Alan_BА будут ли краткие намекающие подробности, если это касается режима ТО ?
Для сталей типа 440С можно поднять ударную вязкость примерно в два-два с половиной раза при том же уровне твердости.
Alan_Bтак я и не спорю, возможно и так, мне просто интересно было бы получить эти данные таким вот тестом и увидеть в сводной таблице в цифровом выражении - объективно и наглядно, т.к. рвсовский нож (не помню уж какой) с отломаным от падения (плоскостью) кончиком явно если и отличался в 2,5 раза, то не в ту сторону. мне вот такие тесты и катровские, как раз и нравятся системностью и минимальным участием человека.
Для сталей типа 440С можно поднять ударную вязкость примерно в два-два с половиной раза при том же уровне твердости.
мигель 43
системностью и минимальным участием человека.
Я бы предложил почитать хотя бы Геллера. Там об этом довольно подробно написано.
Если коротко - результаты тестов на ударную вязкость СИЛЬНО зависят от:
1. Сечения, от которого отобран образец (а, так же, вообще от технологической "истории"). Данные могут отличаться в РАЗЫ.
2. От направления. Данные могут отличатся в РАЗЫ. Обычно приводят данные для продольного направления. В трансверсальном результаты могут быть ВТРОЕ хуже.
3. От конкретных параметров испытательной установки (энергии удара, жесткости, состояния бойка) - данные могут отличатся в РАЗЫ.
Не говоря уже о том, что данному типу испытаний вообще свойственна большая дисперсия результатов. Что бы получить что то похожее на правду надо наколотить немало образцов и обрабатывать массив данных. И, все равно, доверительный интервал значений ударной вязкости может быть сопоставим с самими значениями...ОСОБЕННО это характерно для инструментальных сталей, абсолютные значения ударной вязкости для которых невелики и почти вся она представляет собой работу зарождения трещины. Уж не говоря о том, что самих вариантов испытания великое множество. Так что надо смотреть конкретику.
Поэтому говорить о простоте, сравнимости и переносимости тестов, полученных в разных условиях, мягко говоря, несколько оптимистично. Более менее надежно можно сравнивать данные, полученные в одних условиях (с учетом вышесказанного).
Если почитать даташиты разных производителей, то можно увидеть, что для одной и той же железки приводимые значения ударной вязкости отличаются ВДВОЕ. Например, Крусибл для своей CPM10V заявляет ударную вязкость вдвое выше, чем Белер для K294 (состав одинаков, обе стали порошкового передела), хотя последняя получена по более современному техпроцессу, который должен обеспечить лучшие результаты.
Поэтому вся простота - кажущаяся.
Alan_Bа разве здесь кто-то говорил о простоте, и сравнимости рез-ов при их переносе - речь шла о конкретной методике испытаний на конкретном аппарате (пункт 3), куда отбираются образцы одинакового сечения (п.1) и используется одно направление (п.2). Речь то не об абсолютных рез-ах, а о сравнимости рез-ов полученных по одинаковой методике. Так что простота - простая, а вот сложностей, сиречь тумана, можно напустить много при желании. Я думаю люди , к-ые сконструировали машину для этих тестов и проводят тестирование тоже немного разбираются в вопросе, и в любом случае - если и стоит спорить о методике , то с ними, а не со мной. Ну и потом, если уж Вы активно участвуете в местных тестах и считаете их рез-ты важными и значимыми, рез-ми, на к-ые можно ориентироваться, то уж на эти то точно имеет смысл ориентироваться - в плане методики и объективности они отличаются на порядок как минимум.
Поэтому говорить о простоте, сравнимости и переносимости тестов, полученных в разных условиях, мягко говоря, несколько оптимистично. Более менее надежно можно сравнивать данные, полученные в одних условиях (с учетом вышесказанного)....
Поэтому вся простота - кажущаяся.
мигель 43
Проблема в том, что непрофессионалы видят очень простыми весьма сложные вещи... Это нормально.
Мы вот прям сейчас решаем вопрос с методикой определения сдвига критической температуры (это вторая производная от испытаний на ударную вязкость). Так вот, при нынешней методике "поле допуска" сопоставимо с самим измеряемым значением а то и превосходит его. И, что бы получить вменяемую точность, надо колотить по 100 образцов на точку, а точек минимум 6 и все это повторять два раза. Итого 1200 образцов на измерение. Причем, при условии, что все они ОДИНАКОВЫЕ по "происхождению". Что нереально. Реально испытываю максимум 36х2, что приводит к низкой надежности получаемых данных. Поэтому надо менять методику и переходить к другим видам испытаний.
А от этого зависит ресурс, например, корпуса ЯЭУ (который определяет ресурс всего реактора), и будет он, например, 60 лет или 120 - это две БОЛЬШИЕ разницы.
А Вы мне про простоту...
Я уже писал о том, что все РЕАЛЬНО сложно, и, для того, что бы правильно интерпретировать данные, нужны ЗНАНИЯ и ПОНИМАНИЕ.
Приведу простой пример. Имеем два клинка, один из простой 154, другой из порошковой. Для порошковой заявлены значения ударной вязкости процентов на 30 выше. Напомню, полученные на ПРОДОЛЬНЫХ образцах. Но это если мы положим клинок на 2 кирпича и будем кувалдой сверху бить. А для стойкости РК к выкрашиванию (например, при рубке твердого рога) гораздо большее значение имеет ударная вязкость, измеренная на ПОПЕРЕЧНЫХ образцах. И там разница будет уже в ДВА раза.
Аналогично для сталей обычного передела, но разных структурных классов, или даже одной стали но с разными технологиями производства.
Так что использовать данные из "даташитов" надо с определенной осторожностью.
Alan_BЯ Вам про то, что есть конкретная установка с конкретной методикой проведения тестов, рез-ты к-ых вполне себе сравнимы и оценочны. И о том, что все те же самые приведенные возражения, только в кубе (за счет участия рук резчиков, разной геометрии, разной заточки, неоднородности каната и т.д.) почему-то не мешают участвовать в канатных тестах, рекламировать их и ориентироваться на их рез-ты.
А Вы мне про простоту...
И уж я лучше буду ориентироваться на такие несовершенные с точки зрения специалиста данные (впрочем полученные другими специалистами), чем на научные объяснения о том, что ориентироваться на них не стоит без предложений конкретных и объективных ориентиров. По идее Вам такой аппарат даже больше должен быть интересен - Вы же как-то должны проверять рез-ты своих экспериментов с ТО, значит должна быть какая-то методика испытаний со своими относительными рез-ми - в идеале какая-то аналогичная установка-стенд, аналогичные табличные данные и т.д. Вы можете привести их, обсудить и сравнить свою методику с приведенной здесь со специалистами на блейдфоруме, например, и т.д. - что-то им подсказать, что-то для себя узнать. И у нас будут какие-то другие, но реальные ориентиры выраженные в конкретных цифрах.
Проблема не в том, что какой то агрегат покажет какие то результаты после каких то испытаний - проблема правильно эти самые результаты интерпретировать и сделать из них ПРАВИЛЬНЫЕ выводы...
Такая вот петрушка.
А насчет точности канатных тестов - я уже говорил, что она ОЧЕНЬ плохая (впрочем, как и всех стойкостных тестов - там рулят сравнительные испытания и статистика). Но ЛУЧШЕ в рамках имеющихся сил и средств сделать пока не получаеццо.
http://www2.eng.cam.ac.uk/~mpf...C2005-63538.pdf
Исследование трансверсальных нагрузок, преобладающих видов износа.
Краткие выводы:.... недостаточная прочность и износостойкость...
Да!Да! те самые батчерские и мясницкие ножы, которые видят в роликах и якобы , мильонами пользуют по всему миру. 😀 и к которым пытаются апеллировать форумные адепты. 😀
Alan_BДа, да, петрушка непростая - именно это и удивляет - тот же бохлер дает достаточно подробные даташиты на свои стали, к-ые сам же делает, исследует и подбирает для них ортимальное то и т.д., но при этом я постоянно слышу про "хитрые" то - вот и непонятно - сталей от Вас я не видел, но про волшебные то сталей от производителей с мощной научно-производственной базой - постоянно. Опять же уверен, что наверняка эксперементируя с то можно добиться разных рез-ов по разным св-ам - насколько они сбалансированы по сравнению с оптимумом, предлагаемым производителем, я не знаю - как показывает жизнь если надувному зайцу сжать ухо, то раздуется нога или хвост. И вобщем-то это подтверждалось у меня на тридцатке эскейпа, у к-го тридцатка можно сказать сыпется на 30 градусах заточки, у приятеля то же самое на Кузьмиче от Сборной Москвы.
Проблема не в том, что какой то агрегат покажет какие то результаты после каких то испытаний - проблема правильно эти самые результаты интерпретировать и сделать из них ПРАВИЛЬНЫЕ выводы...Такая вот петрушка.
Наверное есть какой -то диапазон изменений, к-ый позволяет изменить одни св-ва без значительного ущерба другим, но хотелось бы понимания объективного и количественного.
Ну и все-таки, кмк, такие установки и испытания проводят не любители, а все-таки тоже профессионалы и видимо для того, чтобы иметь возможность интерпретировать полученные данные, а значит и создают эти установки имея в виду последующие интерпретации. По крайней мере они предлагают к интерпретации измеренные данные и установку с методикой, а Вы - нет.
[B][/B]
мигель 43
талей от Вас я не видел,
А они есть 😀 и не только стали. И скоро будут еще. И не только для ножей, но и для КАСТРЮЛЬ 😀 Осенью подаем 3 заявки...
мигель 43
насколько они сбалансированы по сравнению с оптимумом, предлагаемым производителем
Производитель в 95% случаев даже не задумывался про ножи. Ему важно дать заводскому технологу простой, надежный и реализуемый на любом оборудовании режим ТО. Замечу - НЕ ДЛЯ НОЖЕЙ. Вот и все. Это совершенно не значит, что материаловеды того же Уддехолма "ну тупые (с)" - просто не ставится такой задачи.
мигель 43
сыпется на 30 градусах заточки,
ЗАЧЕМ точить на 30 градусов? Тут надо четко понимать, что и геометрия и угол заточки и ТО зависит от задачи. Все работает в комплексе. Если комбинация неадекватна Вашим нагрузкам, надо что то менять (угол заточки). На мой взгляд, ТА тридцатка по механике чудо как хороша. Хотелось бы даже посмотреть...
мигель 43
По крайней мере они предлагают к интерпретации измеренные данные и установку с методикой, а Вы - нет
Я НИЧЕГО вообще не предлагаю 😀 Я лишь призываю включать голову при интерпретации той или иной информации. В данном случае, для этого нужны специальные знания, частью которых я и делюсь (безвозмездно 😀)
Вот к примеру, живет Вася Пупкин. По законодательству РФ - примерный законопослушный гражданин. А в ИГИЛ ему бы сразу башку отрезали. Данные одни, методика обработки результатов - разная 😀.
А так да - любая цифра лучше любого ощущения.
Alan_BПоздравляю, как я понимаю тоже будут с какими-то данными от Вас, к-ые тоже можно будет при желании интерпретировать. Что касается zdp189 , то там то точно для ножей разрабатывалось, если помните я приводил ссылки, но Вам это тоже не мешало интерпретировать их по-своему и "улучшать".
они есть и не только стали. И скоро будут еще. И не только для ножей, но и для КАСТРЮЛЬ Осенью подаем 3 заявки...
Помимо производителей сталей есть еще и производители ножей, сотрудничающие с ними, имеющие достаточно серьезные научно-производственные возможности. Ну и тот же Вилсон говорит о небольших секретах своего мастерства (признанного все-таки во ссем мире), но в основном ссылается на даташиты.
Вопрос не в том зачем точить на 30 градусов, вопрос в том, что на 30 градусах тридцатка от других производителей не сыпется.
Того же Кузьмича точили на 30 для кухни и проблемы у него возникли просто на кровяной колбасе. Да она, конечно, твердая, но не до микровыкрашиваний. Я уж лучше на себензе со "средним" то кромку поправлю, чем опасаться таких микровыкрашиваний на "от кутюр".
А насчет посмотреть попробую организовать, но с этим всегда одна проблема - мало кто готов публично обсуждать - продать ведь еще хочется, а после того, как продал , обсуждать еще более неудобно.
мигель 43
но с этим всегда одна проблема - мало кто готов публично обсуждать - продать ведь еще хочется, а после того, как продал , обсуждать еще более неудобно.
У меня с этим никогда проблем не было. Интересно было бы посмотреть.
Alan BА я не Вас имел в виду - писал про хозяев таких ножей - как в истории про Ходжу Насреддина и небывалого зверя - выходят из палатки , но разоблачать не торопятся. Да и учитывая не одну тему со 100% виной мастера либо по изготовлению , либо по срокам (опять не про Вас), где начинается срач и ТС достается от группы поддержки мастеров по самые не улыбайся - многих тоже не радует такая перспектива.
У меня с этим никогда проблем не было. Интересно было бы посмотреть.
Тестовые лезвия ножей 0.125"
Термообработка by Bob Dozier to Rc 60-61.
Резалась пачка бумажных карточек с 5% кремния
Сила 50 newton force
Длина хода /реза 40mm cutting stroke
Скорость реза 50mm/sec
CATRA page with a video example at the bottom http://www.catra.org/pages/products/...level1/slt.htm
Steel - Total cards cut
10V - 1044
S60V - 1030
S90V - 1014
3V - 682
S30V - 541
154CM - 468
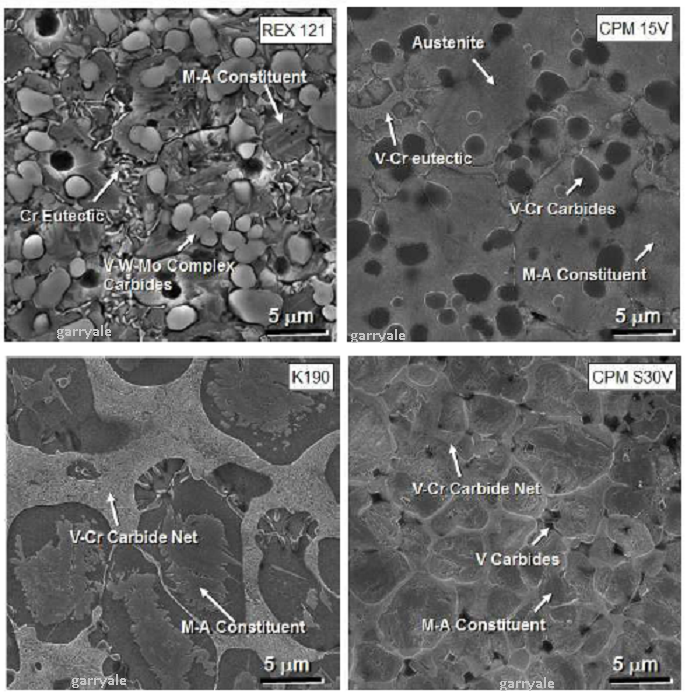
Металлография образца стали:
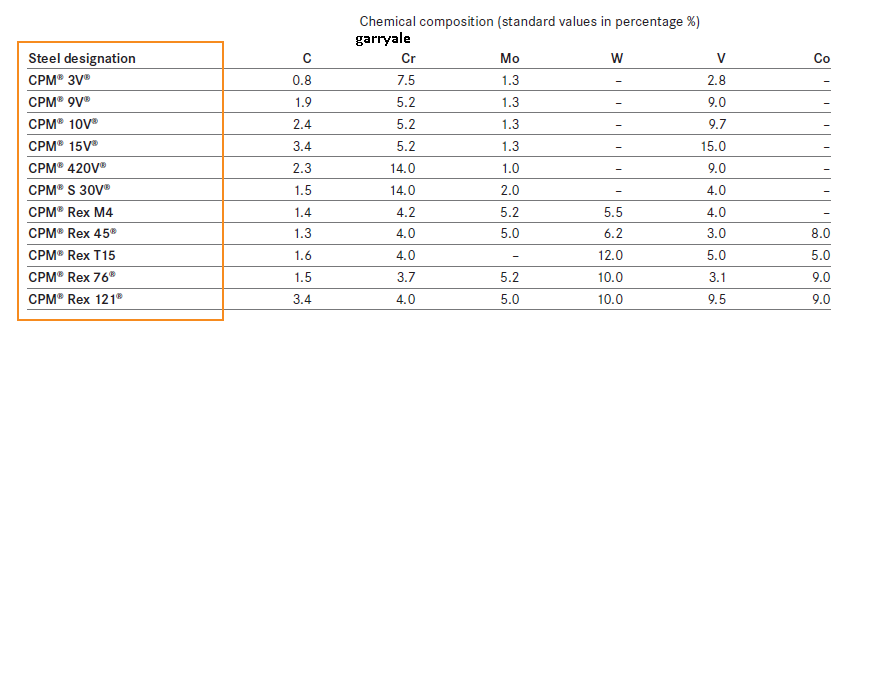
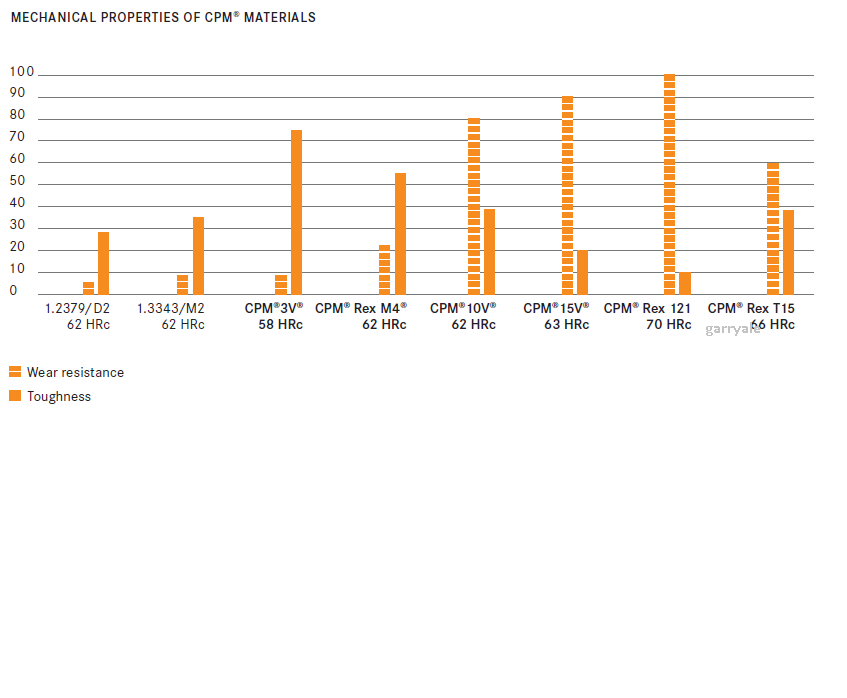
Некоторые сравнительные и числовые характеристики, в сравнении с более известными сталями:
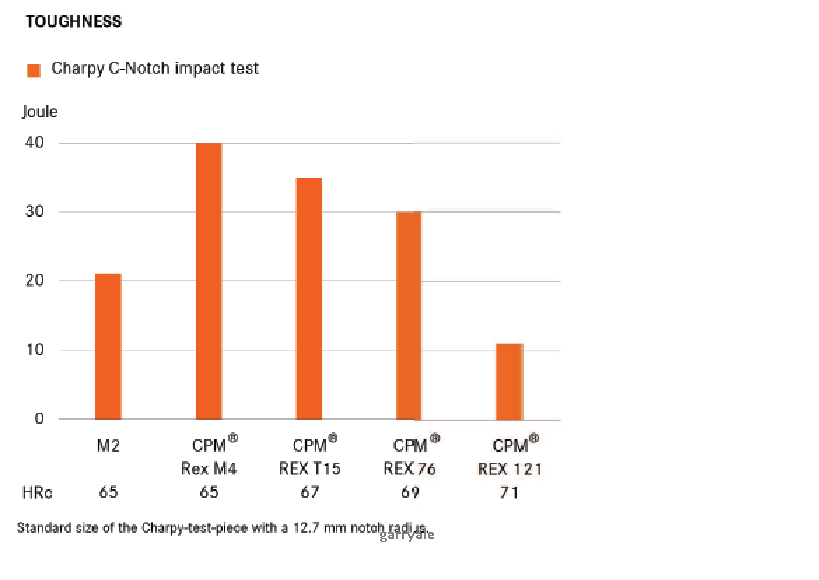
Charpy-Notch test представлен в первом сообщении, данной темы, стр.1.
Примечание. Rex 121 . Снятие напряжений требуется после грубой механической обработки, нагревом до соответствующей температуры 600-700 С, остывание в печи до 500 С, последующий обдув охлаждающим воздухом.
Cравнительные структуры:

ЗлХНу есть такие , что считают это основным свойством ножей, ну или там посгибать, или повисеть на нём ,или ешё какие испытания.
Надо будет достать этой самой s7 от бёллер. Этож идеальный нож для сферического идиота в вакууме.
Американцы говорят: Bomb proof.
в тех же самых единицах с описаниемм условий теста:
Правда испытуемый образец НЕ имеет специальной, треугольной выборки как в тесте Charpy Impact test.
1. Получение сплава
Самые высокие уровни легирования сталей и сплавов, могут быть достигнуты без какого-либо ухудшения механических свойств.
2. Прочность
Однородное распределение карбидов и отсутствие металлургических дефектов увеличивают сопротивление излому и усталостную прочность.
3. Износостойкость
Достижимый объем карбидов и твердость , увеличивают сопротивление абразивному и адгезивному износу и поверхностную прочность.
4. Шлифовка и обработка поверхностей
Поскольку более мелкие глобулы карбидов могут быть прорезаны сквозь, улучшается качество возможной поверхностной обработки изделий из порошковых сталей.
5. Степень однородности
Стали , полученные порошковым методом свободны от сегрегаций. Это приводит к заметно более высокой степени однородности материала. Инструментам из них , требуется меньшее количество финишных операций.
6. Степень чистоты
Максимально возможная степень чистоты, 'ультрачистые материалы', приводит к превосходной возможности обработки таких сталей резанием и шлифовкой и выдающимся свойствам сопротивления эрозионному износу.
lokis77В разделе "Мастерская", испросить о возможности.
Кому бы заказать здоровый лагерник из S7 ?

Technical Data ' Grade ' CPM Rex 76 (M48)
CPM Rex 76 Powder Metal High Speed Steel
PM M48 super high speed steel is a high-performance high speed steel which exhibits superior hot (red) hardness compared to T15 and M42 high speed steels, and wear resistance comparable to that of T15. Can be heat treated to 70 HRC, and the high cobalt content enables the steel to maintain high hardness at elevated service temperatures. Vanadium carbides provide the high wear resistance, and the fine grain size, small carbides, and superior cleanliness of the powder metallurgy (PM) microstructure maximize the toughness of the steel. Offers improved cutting tool life compared to the M-series high speed steels.
APPLICATIONS: Form tools, broaches, milling cutters, hobs, and special cutting tools where high hot hardness is required.
В табличке указан как РМ M48:


утащил в сундучок
Разница в сведЕнии , тоже сильная.
CPM 10V - 2400 резов - Phil Wilson Coyote Meadow - 64.5 RC - .004" дюйма сведение
CPM 10V - 1100 резов - Spyderco/Farid K2 - 63 HRC - .020" дюйма сведение.
олег 1234Твердость - произврдная от режима ТО. Вот такая загогулина:
Небольшие различия в твердости обычно не оказывают существенного влияния на износостойкость инструментальных сталей.
https://i2.guns.ru/forums/icons...46/12646431.jpg
олег 1234Картинка из даташита М390. В отношении прочности там не показано, но рискну предположить, что также существуют некие "ворота".
Твердость обычно не первичный фактор в износостойкости
HatueyТам график о зависимости коррозионной стойкости и износостойкости от температуры отпуска.
Твердость - произврдная от режима ТО. Вот такая загогулина:
https://i2.guns.ru/forums/icons...46/12646431.jpg
Температура отпуска влияет на финальную твёрдость, также, но про саму закалку там речи нет.
Типичные схемы износа дешёвых мясницких ножей , используемых для обработки говядины и курятины , на мясоперерабатывающих предприятиях.
Недостаточная стойкость РК к механическим нагрузкам ( попадание на кости и пр. включения), недостаточная устойчивость дешёвых сталей к износу скольжения при резе, в силу их слабой легированности.



garryaleВиноват, вырезАл из защищённого pdf, перестарался, перерЕзал) Там речь о вакуумной закалке 1150 Цельсия. Отпуск 2Х2 часа.
Там график о зависимости коррозионной стойкости и износостойкости от температуры отпуска.
Температура отпуска влияет на финальную твёрдость, также, но про саму закалку там речи нет.
Я вполне понимаю средневековых инквизиторов, которые отправляли людей на костер за самостоятельное изучение и толкование Библии...
Ребяты, я вам скажу одын умный вещьОсталось еще определить, что такое wear resistance...
chingachgook
Осталось еще определить, что такое wear resistance...
Тоже интересный вопрос 😀
Alan_BНучо, wear бывает разных видов, и соотв. resistance тоже.
Тоже интересный вопрос
А насчёт инквизиторов тонко подмечено)))
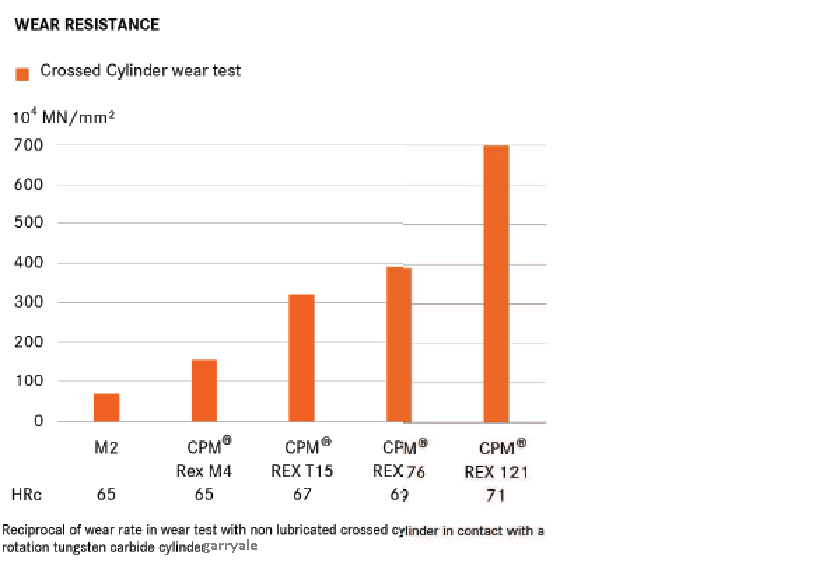
chingachgookЭто довольно несложно, в некоторых работах , а также под графиками, указывается методика проведения теста , и соответственно показываются цифровые результаты.
Осталось еще определить, что такое wear resistance...
Другой вопрос как соотносить/экстраполировать/интерполировать результаты разных методик, таких тестов.
Например пост #80, стр. 4 данной темы, под графиком wear resistance, есть краткое описание теста износостойкости.
Reciprocal of wear rate in wear test with non lubricated crossed cylinder in contact with a rotation tungsten carbide cylinder.
Образец взвешивается до и после теста , и по потере массы материала, оценивается износостойкость.
Тут всё прозрачно, и таблица дана сравнительная , для сравнения нескольких марок сталей, по результатам данного теста , данного производителя.
Более точное описание тестов и методик оценки свойств, всегда можно поискать/запросить у производителя, если есть такая нужда.
Alan_BДиссертаций тут никто не пишет/не защищает, а сравнить одну марку стали с другой, в аналогичном испытании, сгодится , для первичного ориентирования в выборе.
Ребяты, я вам скажу одын умный вещь: ударная вязкость инструментальных сталей - это весьма сложный вопрос, что бы разобраться в котором на достаточном уровне необходимо иметь достаточный уровень ПОНИМАНИЯ происходящих процессов.
Я вполне понимаю средневековых инквизиторов, которые отправляли людей на костер за самостоятельное изучение и толкование Библии...
Другой вопрос , что скудны данные произодителей/пользователей, в абсолютных цифрах,а также в преломлении к ножевой сфере.
Образец взвешивается до и после теста , и по потере массы материала, оценивается износостойкость.А в заточном разделе(некоторые) оценивают качество заточки по внешнему виду рисок...
chingachgookДа лишь бы на пользу шло.
А в заточном разделе(некоторые) оценивают качество заточки по внешнему виду рисок...
Единицы , теже ft-lb.


Предупреждение по CTS-PD1, после мех. обработки:
Stress Relieving
To relieve the stresses of machining, heat slowly to 1200/1250?F (649/677?C), hold for a minimum of 1 hour at temperature, cool slowly and uniformly to about 800?F (427?C), then cool in still air.
Близкие аналоги:Cru-Wear from Crucible.
http://zknives.com/knives/stee...528,&hrn=1&gm=0
- LSS PGK(Latrobe), Lescowear(Latrobe), PGK(Lohmann), PGK(Latrobe), Vascowear(Teledyne Vasco), Z-Wear(Zapp)
SerejkaОна есть в пост #2 стр.1 , этой темы.
3V для сравнения.
Ну и добавить можно:

Impact Toughness
CPM 3V offers impact toughness (Charpy C notch) approaching the shock-resistant tool steels, with much greater wear resistance.
А тут есть Cru-Wear и СРМ3V
Notes:
(1) Heat treat process:
A = Hardened 1875?F (1025?C), double tempered 1000?F (540?C)
B = Hardened 1950?F (1065?C), triple tempered 1000?F (540?C)
C = Hardened 2050?F (1120?C), triple tempered 1000?F (540?C)
D = Hardened 1750?F (955?C), double tempered 400?F (205?C)
E = Hardened 1850?F (1010?C), double tempered 400?F (205?C)
F = Hardened 1950?F (1065?C), double tempered 975?F (525?C)
G = Hardened 2050?F (1120?C), double tempered 1025?F (550?C)
(2) Charpy C-notch impact test
(3) Crossed-cylinder adhesive wear resistance (higher number = better wear resistance)

VarnasА если это был тест , только на адгезивный износ....
Изностойкость заметно больше (в три раза

Тут пишет , что абразивный износ у неё очень высок.
http://zknives.com/knives/steels/psf59.shtml
PSF59(Carpenter) - Highly wear resistant tool steel. Not tough enough to be used in large blades, but for small knives or folders it is an excellent choice, especially when high abrasive resistance is desired, e.g. lots of cardboard to cut. High working hardness 64-65HRC. Used by few custom makers, so far I have not seen production knife using it. Phil Wilson works a lot with Crucible's version of A11 - CPM 10V steel, I've seen Farid's work using the same alloy as well.
Ленты после 120 ее тоже не берут,да и 120 с натяжкой.(Это 3М)
Все никак не соберемся,мору тоже будем рубить)))Мора есть,тестовый с ПСФ ки тоже.Возможно в ближайшие выходные.
ruazan 1972Спасибо.
По износостойкости ПСФ 59,мой опыт и друга.У меня лент уходило на один клинок столько,сколько на 3 клинка из Ванадис 10.У Романа (ОВЛНАЙФ)разница была в 5!раз.Делал сатин продольный на клинке из ПСФки,ваще шок-при твердости 64 HRC наждачка(пробовал Миркой,SIA,Нортоном,белгородской)наждачка скользит и оставляет лишь немного царапин.То есть она не работает.Только алмазные пасты.
Ленты после 120 ее тоже не берут,да и 120 с натяжкой.(Это 3М)
Все никак не соберемся,мору тоже будем рубить)))Мора есть,тестовый с ПСФ ки тоже.Возможно в ближайшие выходные.
Ну вот и определились с абразивной износостойкостью PSF59, из практики.
MYTH IS CONFIRMED by practicing myth-busters, it wasn't a myth at all it was the pure reality.
А то: верю/не верю какие-то...
Во какое видео, по PSF59 есть, по поводу ударопрочности:
mukdiverТак это Российская сталь???
Где то видел инфу что 6х6в3мфс вязкость 243дж на 58 ед
По ней нет ли, в Инете, сводного листка с тех. данными сразу на Русском ???
KCV, KCU, KCT были такие величины по ударной вязкости , с концентраторами вида V , U , T.
У Charpy-Notch test выемка вида V,но надо все остальные параметры учитывать и т.д.
В общем , как AlanB писал, сравнения "в лоб" может совсем не получиться.
COMPOSITION
C_______Mn______Si______Cr______Mo_______V
1.90____0.50____0.90____5.25____1.30____9.10

Grindability - шлифуемость , абразивный износ.
СРМ 9V содержит меньше углерода и ванадия чем CPM 10V, что определяет меньшую достижимую твёрдость, слегка уменьшенную износостойкость, но значительный прирост прочности.
garryaleА вот это может и зря. Оставили бы хоть ссылочку на первоисточник, а то зачем - смутно догадываюсь, а на основе чего - инфа не была представлена.
за борт его. Del.
Без долгих расс... кем, как ,зачем, на основе чего он создавался.
HatueyДолго искать , и может и не сохранилось описание к нему, но если найду , черкану.
А вот это может и зря. Оставили бы хоть ссылочку на первоисточник, а то зачем - смутно догадываюсь, а на основе чего - инфа не была представлена.
Всё равно, к теме, он имел ну очень косвенное отношение.

И при HRC 65 ударная вязкость (Charpy C Ft. Lbs.) сравнима с более /менее известными:
CPM-T15.......@Rc65.........20
M2.......@Rc62.........20
D2.......@Rc60.........20

Износостойкость при двух разных твёрдостях:


Tooling Failures
Of the many different types of stamping tooling failures that can occur, such as abrasive and adhesive wear, chipping, plastic deformation, galling, and catastrophic failure, the wear failures are the most common and least understood. Most people have difficulty differentiating abrasive wear (true wear) from adhesive wear (false wear), because adhesive wear can give the illusion of abrasive wear. Abrasive wear results from friction between the tool and the work material. Adhesive wear occurs when the stamping action exceeds the material's ductile strength, causing the formation of microcracks. These microcracks eventually interconnect, or network, and form fragments that pull out. This 'pullout' looks like excessive abrasive wear on cutting edges. When fragments form, both abrasive and adhesive wear occurs because the fragments become wedged between the tool and the workpiece, causing friction. In most cases, false wear indicates that a material with a higher ductility (impact energy) is needed.
CPM S125V - 2340 - Phil Wilson Bow River - 62.5 RC - .006" behind the edge
CPM S125V - 1960 - Big Chris Custom - 63.5 RC - .006 behind the edge
Phil Wilson, однако ,впереди...
Сравнение стойкости к заминам/выкрашиваниям заводского лезвия и после ручной заточки S90V.
https://youtube.com/shorts/8JTShqbt7XQ?feature=share
CPM M4 , CPM 4V , CPM S90V.