Я хотел бы открыть этот тред посвященный заточке при помощи электрических станков их видов и технологическому процессу.
Нельзя забывать что мы находимся в 21 веке и многим порой не угнаться за ритмом большого города, по этому уже пару сотен лет заточники оптимизируют свой ручной труд прибегая к помощи станков.
В данной ветке, я буду делиться своим скромным опытом.
Определенные плюсы такого выбора это скорость работы, возможность быстро менять степени чистоты поверхности да и вообще много чего.
Я не агитирую в пользу такой заточки и достаточно часто доводку произвожу на камнях, но это пока.
Ссылки на полезные расходники
Абразивная бумага до 12000 грит(америка, думаю под заказ могут сделать и ленты (полный сет так скажем собрать)
http://www.sisweb.com/micromesh/mmr_sheets.htm
воркшарп ленты до 3000грит
http://work-sharp.ru/
3м ленты до 3 микрон
https://www.3mrussia.ru/3M/ru_RU/company-ru/
Еще попадались мне полоски на клейкой основе для ручного станочка до 3мкм (кто знает поделитесь я запамятовал)
По мере наполнения комментариев буду смотреть как лучше вести эту ветку (советы кидать в шапку или фильтровать тему)



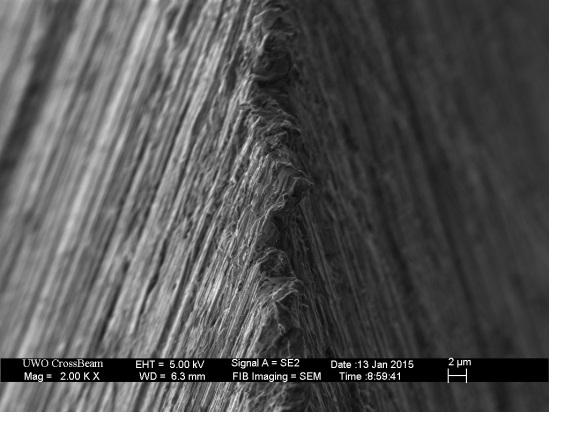
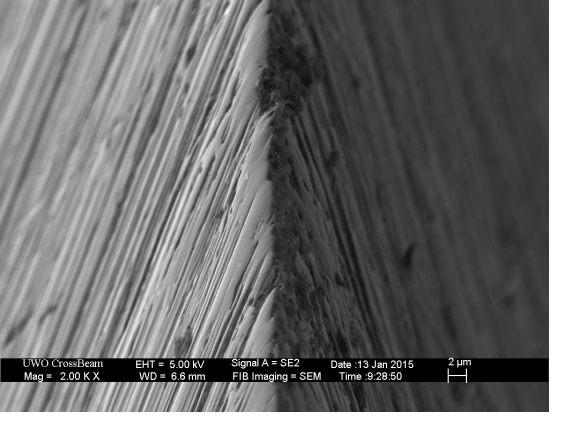
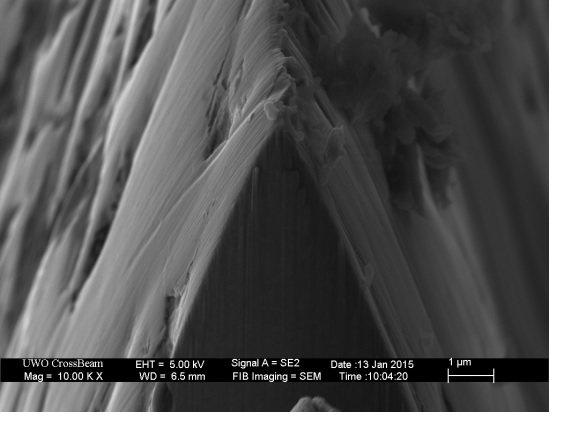
И так что вышло, на фото видно что со стороны больше угла присутствует текстура пирамидок, геометрия как у серретора, если выполнять резание слева->право идет мягкий рез, если резать 90* и с право->лево то чувствуется характер ножовки, прыгает и грызет.
Думаю для более агрессивного реза под меньший угол нужно было точить этот серрейтор, а под больший (основа для зубов) выглаженную кромку.
Я удивился что кромка не разрушилась сразу после реза дерева и только после простукиваний начала только махрить но кусачий рез не потеряла тактильно. Так же нужно будет проверить как она будет резать при симметричной геометрии в т.ч. её износостокость.
nullikЕсли ТОЛЬКО для заточки- да.
В итоге проще купить тормек
Если в составе мастерской при изготовлении ножей- то, пожалуй, и нет.
Оборудование можно будет совмещать для слесарки и для заточки.
----------
Хотя на фото у автора темы- я явно вижу следы пережогов ( или свет так падает??
nullikВ итоге проще купить тормек...
Для дома я вот и купил аналог тормека:
Писал про него и собрал некоторые ссылки вот тут:
http://www.myabrasive.ru/forum...d344d01f29d2218
Ник Николс
Нужна мастерская.
Нужен гриндер
Нужно точило
нужно низкооборотистое точило.Нужны куча лент для гриндера и низкооборотки.
----------
??
Бюджет- 35-45тыров, по минимуму. Без жилплощади.)
???
Данный раздел не ориентирован ни сугубо на новичков, ни на сугубо тех, кто работает только дома. Он оринтирован на всех, в т.ч. и на тех, кто учится заточке серьёзно и серьёзно ею занимается, и на тех кто ею зарабатывает на хлеб, и пр. и пр.
Для тех, кто работает в мастерских и затачивает большой объём, занимается также и восстановлением режущего инструмента и заточкой разного инструмента - подобные темы нужны и важны, а то этот аспект действительно практически никак в разделе не представлен, что касается механизированной обработки.
Так что по-моему кивания на площадь рабочего места\стоимость - неуместны в рамках этой темы. Она не о выборе новичку минимального набора средств и способов, какбэ.
Вообще многие всегда упирают именно на стоимость абразивов и оснастку, площадь, почему-то забывая о куда более важном - квалификации заточника и его знаниям, пониманию, что происходит при абразивной обработке.
Ну да в общем-то понятно почему - считают свои нужды в заточке и свой уровень обязательными для всех, типа "не дай бог кто-то может лучше или лучше понимает в этом деле".
Надеюсь, что здесь такого как не было, так и не будет, а будет конструктивно и информативно, а уж что взять из информации в разделе кому для себя - каждый у кого больше пары извилин, полагаю сам разберётся. Новичок найдёт темы для новичков и т.д. Сможет воспользоваться поиском и т.д.
А кто не разберётся и, например, купит гриндер, не выяснив его габаритов и особенностей работы, а потом возопит "ну и нахрена я это сделал" - то таким людям и разжёвывать бессмысленно - как некоторым кто годами одни и те же вопросы задаёт, а ответов не читает либо уровень не позволяет понять написанное. Но таким людям, по-моему, просто вообще лучше не давать в руки режущее и станки)
Emiliokazanova
...
Еще попадались мне полоски на клейкой основе для ручного станочка до 3мкм (кто знает поделитесь я запамятовал)
По мере наполнения комментариев буду смотреть как лучше вести эту ветку (советы кидать в шапку или фильтровать тему)
Самоклеющаяся плёнка 3М, видимо:
https://guns.allzip.org/topic/224/1166814.html
Валентин, спасибо за тему! В кои-то веки о механизированной заточке пишет человек, который разбирается в ручной. По-моему такая тема очень важна и полезна!
oldTorЯрослав, приветствую..
Для тех, кто работает в мастерских и затачивает большой объём, занимается также и восстановлением режущего инструмента и заточкой разного инструмента - подобные темы нужны и важны, а то этот аспект действительно практически никак в разделе не представлен, что касается механизированной обработки.
Все бы хорошо, но как тогда быть с ОТЗЫВАМИ здесь же, в ЭТОМ разделе-
" купил нож, ЗАВОДСКАЯ заточка ужасна, сплошные не выведенные риски, сразу сел перетачивать". ( и это- о ножах ИЗВЕСТНЫХ мастеров!!)
Я ведь не выдумываю? Так ведь?
А как быть с постами в ЭТОМ разделе о том, что при мех обработки на гриндере нарушается РАВНОВЕСНАЯ структура закаленной стали? И это БЫЛО здесь, под громкое одобрямс некоторых завсегдатаев.
----------
Я не в твой адрес, но этот раздел был просто НАПИЧКАН пренебрежением к мех. заточке в пользу ручной..
И меня, чесс говоря, радует твой посыл о том, что такой способ заточки имеет право на существование.
Ник НиколсВсе бы хорошо, но как тогда быть с ОТЗЫВАМИ здесь же, в ЭТОМ разделе-
" купил нож, ЗАВОДСКАЯ заточка ужасна, сплошные не выведенные риски, сразу сел перетачивать". ( и это- о ножах ИЗВЕСТНЫХ мастеров!!)А как быть с постами в ЭТОМ разделе о том, что при мех обработки на гриндере нарушается РАВНОВЕСНАЯ структура закаленной стали?
----------
Я не в твой адрес, но этот раздел был просто НАПИЧКАН пренебрежением к мех. заточке в пользу ручной..
И меня, чесс говоря, радует твой посыл о том, что такой способ заточки имеет право на существование.
1) часто слышу просьбу сделать рк как заводскую ибо нож в последующем будут продавать
2) при мех-обработке мозги надо тоже включать и не держать полотно клинка до цветов побежалости, от крупных лент клинок вообще не нагревается если сравнивать с высокооборотистым точилом, да на нем я не брезгую точить, еле прикасаясь делать проводку, то что там вылетело пару искр, да даже если я там какойто микрон прижег, я его всерано на этапе правки снесу
3)А в разделе очень мало можно увидеть что-то о данной теме
А далее хотелось бы увидеть советы или что-то конкретно по теме
я буду заполнять по мере времени
Emiliokazanova1) часто слышу просьбу сделать рк как заводскую ибо нож в последующем будут продавать
2) при мех-обработке мозги надо тоже включать и не держать полотно клинка до цветов побежалости, от крупных лент клинок вообще не нагревается если сравнивать с высокооборотистым точилом, да на нем я не брезгую точить, еле прикасаясь делать проводку, то что там вылетело пару искр, да даже если я там какойто микрон прижег, я его всерано на этапе правки снесу
3)А в разделе очень мало можно увидеть что-то о данной теме
А далее хотелось бы увидеть советы или что-то конкретно по теме
я буду заполнять по мере времени
1. Заточка не гринд спусков. Разницы, что на гриндере и тормеке не будет. Основное применение гриндера это снятие большого количества металла, дерева. Т.е. можно сделать регринд. Для восстановление бритв, ножей, инструмент хорошо подойдет. Для заточки все таки лучше что-то типа тормека.
2. Для таких целей есть тормек, джет где диск смачивается водой. Сейчас очень много заточных станков с резервуаром для воды или масла. Еще в СССР на многих предприятиях заточные станки снабжались резервуаром для масла.
nullik1)не соглашусь, 1/10 ножей я делаю спуски, на многих китайцах я делаю мелкий угол и потом его точу на нормальный, чтобы ножи обрели нормальную толщину сведения. Заострение не гринд спусков, а заточка это совокупность всего для того чтоб нож начал резать а не утыкаться ребром подводов на большой толщине сведения1. Заточка не гринд спусков. Разницы, что на гриндере и тормеке не будет.
2. Для таких целей есть тормек, джет где диск смачивается водой. Сейчас очень много заточных станков с резервуаром для воды или масла. Еще в СССР на многих предприятиях заточные станки снабжались резервуаром для масла.
2)сколько заточников видел , по больше части у них 2 тормека так как один на 220грит другой на 4000грит камень, постоянно менять круги вы просто слижете резьбу(я не буду рассказывать сколько раз придется это делать)да и каждый раз калибровать круг просто кайфово
разницу в прыжке 220 и 4000 грит ощущаете? по цене тормек новый стоит 60к + камень 4к стоит 20к (с первого сайта вставил цены)
гриндер стоит 20-40к ленты стоят 100-400рублей(для заточки ленты хватает очень на долго) возможность быстро менять ленты, возможность менять скорости, на тризактах можно точить с водой, почти не ограниченная зернистость ленты начиная от обдирки и заканчивая финишем, как я выше упомянл у 3м можно найти ленты 3мкм
Настроить гриндер под заточку не сложно, сделать сверху где провис ленты между колесами прижимную пластину, мне оно не надо, я вижу как точу) можно и направляющую прикрутить для контроля угла так же
Тормек используют обычно только сформировать подводы - сделать грубую заточку, которая может занять много времени. Плюс в тормеке есть специальные держатели для разного инструмента, топоров, резцов итд Б.у. тормек можно найти не дорого. Тормек Т - 4 новый стоит не дорого, для ножей его более чем достаточно.Ко мне человек обратился за консультацией по выбору механизированного средства для организации точильной мастерской. Возник вопрос за тормекоподобный механизм. Я ему дал рекомендацию(по тому, что так считаю) лучше взять гриндер Г6. Поскольку широта спектра возможностей именно для коммерческой заточки ножей на гриндере(по тому, что я так считаю) больше чем у тормекоподобных механизмов.
oldTorСамоклеющаяся плёнка 3М, видимо:
https://guns.allzip.org/topic/224/1166814.htmlВалентин, спасибо за тему! В кои-то веки о механизированной заточке пишет человек, который разбирается в ручной. По-моему такая тема очень важна и полезна!
Спасибо Ярослав! Я вспомнил что за пленка, Shapton, вот тут они аж до 0.1мкм есть, я точил на них при помощи ручного станочка Gatco наклеивая на бланки, думаю из таких лент можно собрать полноценную путем склейки)))
http://rubankov.ru/id/plenki-a...152mm-4588.html
Ремонт готов. Заострение на Веневцах до 1/0, все.
На тормекоподобном агрегате даже не знаю как это все проделать.
Emiliokazanova
покупать станок б/у за 25-30к только чтобы формировать грубую геометрию? ну принесли мне японца с ассиметрией спуск в ноль/плоская и со сколом хотябы в 0.3, и что вы предлагаете сделать на тормеке?)
Строго говоря, в первую очередь Тормек разрабатывался для заточки столярного инструмента, хотя контора разработала и продаёт кучу оснастки для заточки и многого другого и ножей тоже (хотя к созданию этих зажимов они подошли несколько спустя рукава на мой взгляд).
Однако, для формата "домашней мастерской" вполне подходит, а главное, что необязательно брать именно Тормек - я взял новый Elmos за 8тыс. с копейками, + минимум нужной мне, совместимой с ним оснастки Тормек и докупил себе Гриндермановский круг погрубее.
В целом - мои задачи по обдирке столярки и ножей это закрыло.
Но именно обдирки в ракурсе заточки а не слесарки, конечно же.
Ну максимум если считать слесаркой создание с нуля заточки стамесок и железок рубанка, когда перед тем пришлось снести отпущенного слоя миллиметра 3-4 (к сожалению такое нередко создают и нередко такое встречается на "восстановленных" антикварных и просто старых железках, которые ещё могут как следует послужить). Например как-то несколько старинных Пежо и Шеффилдов перетачивал, которые продавец "восстановил" так, что отпустил всё нафиг и надо было сносить с запасом и формировать всё заново.
Вот для таких задач по большому счёту брал. Хотя ножи тоже обдираю иногда. А некоторые даже и затачиваю)
В общем именно в ракурсе заточных задач - штука хорошая, и её можно взять недорого, если не упираться именно в Тормек.
Но тут есть нюанс - и Элмос, и Джет и Шэппах и большинство Тормеков (кроме самых дорогих и "старших" серий) - рассчитаны на работу "20-30 минут поработал - дал станку остыть" - т.е. это скорее домашний нишевый станок именно заточной, и опять-таки, "домашность" в том, что он тихий и не пылит. А в мастерской видал что ставят два или берут более "крутой", который рассчитан на другие режимы работы.
Конечно он не заменит гриндер, равно как гриндер не заменит тормек в некоторых задачах.
Что касаемо смены кругов - если круги заранее выровнены как следует, то просто снимаешь один и ставишь другой - всё в порядке. Резьбу на валу попортить при смене круга довольно непросто, я бы сказал.
Круги правда надо в любом случае иметь разные, и не только по зернистости - важен тип абразива, структура и твёрдость связки, под разные группы сталей, чтобы круги работали оперативно и без повышенного износа - а то навидался в мастерских, как круги штатные тормековские убивают за месяц буквально. У Элмоса, кстати, на мой взгляд, штатный круг интереснее - это КК и довольно плотный.
Погрешность параллельности вала станка с суппортом, на моём по крайней мере, таковы, что укладываются в погрешности дешёвого цифрового угломерчика и скрадываются шероховатостью, которую оставляют обдирочные заточные круги.
Вот, правда, полагаю, что действительно, и тут ты прав, что при смене на круг, скажем, 4000jis - погрешности уже начнут вылезать, хотя и не только из-за круга, но из совокупности мелких допусков в целом.
Ну, и, конечно, хочется зажим для ножей модернизировать.
Но тонкие круги я и не собирался брать - это уже оставляю ручной обработке.
https://www.lamnia.com/ru/p/86...n-blade-grinder
Встречалось мнение, что бесполезная игрушка.
https://guns.allzip.org/topic/224/813267.html
Сам не пробовал, но вообще, думается, что опять-таки основной вопрос, который надо решать при выборе - это режим работы и область применения - для слесарки, имхо, не потянет. По-моему явно не для мастерской, с её нагрузками, вариант.
Ну и отсутствие внятной оснастки, да даже если сделать самому, то хрупкость и шаткость самой конструкции как-то не очень серьёзна.
Хотя "для дома" может и разумный компромисс. Если только ценник уменьшить до того, который был до 2014 года...
Элмос, и Джет и ШэппахДжет категорически не советую, говенная китайская хрень.
Элмос был, лучше Джета значительно(ну, те, которые были у меня). Тормек штука хорошая, если деньги исключить(ХА-ХА), то вещь очень качественная.
Но, если говорить о зарабатывании денег заточкой, то гриндер значительно предпочтительней.
nullikя могу попросить Вас не оффтопить, я на видео прекрасно показал как произвел заточку на руках при помощи гриндера.У каждого инструмента свой спектр задач с которым он справляется эффективнее. Гриндер это гриндер, заточной станок это заточной станок.
ilyankinя два раза точил на такой истории в разных условиях, для мелкого ремонта и обслуживания домашних ножей и ножей соседки - за глаза!
Интересно, насколько для домашних задач актуален Work Sharp Ken
Встречалось мнение, что бесполезная игрушка.
что касается минус, как написал Ярослав конструкция хлипковатая и сделана из пластика,работать на ней нужно давая незначительные нагрузки, место такой станок почти не занимает и для дома будет идеальным вариантом, хотя я как то столкнулся с тем, что у меня какая то обдирочная лента не пролезала и стопорила ролики (терлась об пластик из-за своей толщины) , в принципе включая голову то вполне себе хорошая вещь для небольшого ремонта инструментов.
chingachgookКатегорически соглашусь, джеты и деньги ломят на всю продукцию и при этом "банчат" китаевщиной (на сверлилках бьение, на станках бьение) в общем только для не ответственных работ.
Джет категорически не советую, говенная китайская хрень.
Элмос был, лучше Джета значительно(ну, те, которые были у меня). Тормек штука хорошая, если деньги исключить(ХА-ХА), то вещь очень качественная.Но, если говорить о зарабатывании денег заточкой, то гриндер значительно предпочтительней.
Тормек хороший ага, вот бы кто подарил))
oldTorВо! хорошо что вспомнил, мой Elitech с шлифлентой работает примерно час потом надо дать отдохнуть ему минут 15, А вот высокоборотистое точило купленное за 3000 в леруа, способно работать 30 минут и потом 20 минут отдыхать ибо раскаляется быстро, зато работает отлично)
Но тут есть нюанс - и Элмос, и Джет и Шэппах и большинство Тормеков (кроме самых дорогих и "старших" серий) - рассчитаны на работу "20-30 минут поработал - дал станку остыть
А гриндер на видео может работать 24/7, ток не забывай раз в 2 месяца Вал заказывать у производителя 😀
Лента 660*25мм.
Мне кажется даже стандартная лента 610*50 влезет, если порвать вдоль на 2 части.
https://ru.aliexpress.com/item...010108.1000016% 2FB.1.65304730HyfljM&isOrigTitle=true
raseni
Вот еще меньше лента 330*10 мм
https://ru.aliexpress.com/item/-/32846553637.html
Дорого, не качественно. Не ищите себе геморой за свои же деньги. За эти деньги можно найти нормальный гриндер под 610 ленту в РФ с более лучшим движком.
Два года успешно справляется с формированием рк и мелким ремонтом ножей.
raseni
Вот еще меньше лента 330*10 мм
https://ru.aliexpress.com/item/-/32846553637.html
на сколько я могу судить, БП к нему не прилагается, а это ещё деньги.
Я надеюсь, что синергетический эффект общения людей использующих заточку на конвейере, т.е в очень большом количестве, но стремящихся сделать эту заточку качественнее за единицу времени, а не быстрее, чтоб отдохнуть - позволит получить широким слоям населения острые ножи. На этой неделе обсуждали состояние заточки в Омске. Самая большая проблема, что очень мало людей понимают зачем вообще острые ножи и нужны ли они. Спрос на заточку почти отсутствует. Соответственно отсутствует спрос на хорошие клинки и т.д.
ps. вопрос о самолюбовании стоит вообще отложить - каждая вторая тема создается с целью вынырнуть из серой массы, чтоб на людей посмотреть, себя показать. Это ХОРОШО, это на мой взгляд ПРАВИЛЬНО. Это всего лишь маленькая плата за то, что профессионал БЕСПЛАТНО делится своими навыками и технологиями, которые его кормят! Я не заметил в этой теме вопроса - спасите помогите, мне нужно точить, как это делать. Здесь именно повествование о своей технологии и призыв услышать в ответ наработки товарищей из других городов...
pps. К сожалению я совсем далек от машинной заточки, да и от заточки за деньги. Помочь и поучаствовать в данной теме, как мастер на конвейере не смогу. От себя, точу для себя всяко разное. Точу только на настольных камнях. Сейчас едва научился гарантированно за заранее понятное время получить нужный результат, даже без промежуточных проверок в оптику. Стремления заточить быстрее нет, но есть стремление занять меньше места под хобби, получить предсказуемый результат, опробовать различные свои и чужие идеи.
Если вы пытаетесь уводить обсуждение в сторону, попробуйте сами сформулировать - что вы умеете, чем можете поделиться, как это поможет данной теме.
Валентин, советую почистить тему от всего, что не относится к теме. Пока тема маленькая, ее легче вырулить в нужное русло! Чтоб тема развивалась в нужном направлении тебе придется приложить усилия, но затем будут добрые плоды.
Удачи!
----------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
У него же есть видео по заточке керамических ножей.
L_YVСпасибо, первый раз вижу этого заточника, по сути делаем всё тоже самое, 3 этапа, 1й) обдирочный под меньший угол 2й) повышение угла и уменьшение по максимум заусенца (на мех заточке это основная проблема)(обратите внимание на его нажим и количество проводов по ленте) и переход на правку на полировальном круге.
Вот любопытное видео по теме
В будущем я планирую использовать на втором этапе вулканитовый круг он работает чище чем ленты.
Евгений_ЕОбязательно почищу, надо дождаться Николая, уже прикидываю в каком формате будет идти топик, чтобы вновь прибывшим было комфортнее и быстрее увидеть техники, станки и где купитьВалентин, советую почистить тему от всего, что не относится к теме. Пока тема маленькая, ее легче вырулить в нужное русло! Чтоб тема развивалась в нужном направлении тебе придется приложить усилия, но затем будут добрые плоды.
Удачи!
В другой раз попробуйте с грубой стороны заусенец убирать мягким диском, а с другой стороны керамикой либо арканзасом.
И на грубой стороне угол побольше делать, а на более тонкой поменьше. Хотя, выбранный Вами полный угол заточки не менять.
Касаемо темы механической заточки, мне больше симпатизирует станок такого типа.
Пробовал и типа Термека и аналог гриндеров и везде есть проблемы заложенные в изначальный конструктив.
У Термека получаемая вогнутая поверхность и необходимость возиться с водой.
У гриндеров нет жесткой поверхности и ударная нагрузка от склейки.
Я говорю о заточке в большей степени.
Но это только мое мнение...
vovchikljХотелось бы, получать тончайшую кромку на всех этапах механизации, начиная от обдирки и заканчивая доводкой
Emiliokazanova
В другой раз попробуйте с грубой стороны заусенец убирать мягким диском, а с другой стороны керамикой либо арканзасом.Касаемо темы механической заточки, мне больше симпатизирует станок такого типа.
Станок видел, даже хотел брать, остановила цена)
EmiliokazanovaФормирование подводов или значительное изменение угла заточки, в большинстве случаев делаю на гриндере, с зажимом для клинка и упором для соблюдения точного угла, по принципу Тормека. Вот примерно так как на этом видео.
Хотелось бы, получать тончайшую кромку на всех этапах механизации, начиная от обдирки и заканчивая доводкой
Точу до 400 ленты, последние проходы на малой скорости (регулирую частотником) и с минимальным давлением и постоянной сменой стороны, потом вручную уже просто убираю оставшийся заусенец и делаю финиш на микроподводе. Если все делать аккуратно, фаска после гриндера получается очень ровная и красивая, заусенец минимальный и уходит вручную за несколько движений на камнях. Финиш считаю обязательным именно на камнях, неважно синтетике или натуралах, потому как если делать на круге с пастой нет той однородности и агрессивности кромки.
время заточки каждого ножа 6 минут,все ножи предварительно тупились об ленту. Точило-;120я лысая лента шаржированная порошком кк1200(работает агрессивнее чем засаленная)-;6-8 проходов по войлочному кругу. рез у ножей чрезвычайно агрессивный, без шума режет газету, свободно идет зацеп волос с затылка, волос на весу берут только после направки на коже но это другая история. Сейчас я сделал фото х500 через чайнаскоп

на фото прекрасно видно микроподвод
на втором фото в профиль видно все дефекты рк

глубокие риски выходящие на рк либо это недоточка, либо это зерно с этой 120 ленты. напрашивается вывод, производить заточку "елочка" с 3мя углами где на микроподвод использовать самые тонкие ленты в арсенале
Видео с заточкой залью вечером
EmiliokazanovaМожно подробнее про технологию шаржирования ленты?
120я лысая лента шаржированная порошком кк1200(работает агрессивнее чем засаленная)
L_YVпо аналогии с пастами, только используете воду, мочите ленту(растираете ладонью капли), мелкий порошок размазываете на ней, вода высыхает и на ленте прочно сидящий порошок карбида кремния(к примеру)(мелкие фракции)
Можно подробнее про технологию шаржирования ленты?
доступно только по ссылке
Посмотрел видео и есть все таки неопределенность, результатом довольны или нет?
Еще вопрос по мастерской, каковы ее функции?
Самое простое чтобы предложил для шага вперед заменить овечий диск на диск из МДФ. Мягкие полировальники не комильфо на финиш. Николай К рекомендовал в свое время, и интуитивно я с ним согласен.
В идеале я бы использовал чугунную планшайбу, это уже сам пробовал.
Варианты паст - куча. Алмазные, ГОИ, Luxor - вообщем любые какие религия позволит. Результаты превосходят любые камни.
Одна проблема, обороты надо подбирать небольшие. В районе от 100 до 500 . В идеале регулируемые. Обороты в районе 1000 даже на диаметре см 10 мне не понравились (хотя на вкус и цвет...)
Пока сам в поиске механизации доводки.
Если что, то тормозные диски из чугуна, вроде как должны подойти.
vovchikljРезультатом доволен, но надо лучше.
Emiliokazanova
Посмотрел видео и есть все таки неопределенность, результатом довольны или нет?
Еще вопрос по мастерской, каковы ее функции?
Самое простое чтобы предложил для шага вперед заменить овечий диск на диск из МДФ. Мягкие полировальники не комильфо на финиш. Николай К рекомендовал в свое время, и интуитивно я с ним согласен.
В идеале я бы использовал чугунную планшайбу, это уже сам пробовал.
Варианты паст - куча. Алмазные, ГОИ, Luxor - вообщем любые какие религия позволит. Результаты превосходят любые камни.
Одна проблема, обороты надо подбирать небольшие. В районе от 100 до 500 . В идеале регулируемые. Обороты в районе 1000 даже на диаметре см 10 мне не понравились (хотя на вкус и цвет...)
Пока сам в поиске механизации доводки.
Если что, то тормозные диски из чугуна, вроде как должны подойти.
Мастерская по заточке и обслуживанию ножей.
В принципе, действительно можно попробовать поставить диск мдф и нанести алмазную пасту 0.1/0 как считаете? С чугунятиной и планшайбами все посложнее, нужно их искать и покупать к ним станки, по этому я импровизирую из того что есть. Чем мне нравится мягкий круг, он из рисок поднимает заусенец, поверхность круга тоже можно подготовить по разному, например взьерошить его или наоборот уплотнить, у меня иногда бывало после грубой заточки и правке на круге нож начинал легко подрезать волос на провисе, и это связанно с пастой на круге.В 90% после диалюкса железо мылить начинает, т.е в затылок врезается а салфеточку не берет, но частенько, когда я использую пасты на жирной основе (советские) железо набирает + в агрессии, пока мне не удалось найти закономерность в какой комбинации поверхности круга и какой пасты я не получу мыло, в общем продолжаю наблюдения
Emiliokazanova
...
В принципе, действительно можно попробовать поставить диск мдф и нанести алмазную пасту 0.1/0 как считаете?
...
Относитесь немного критично к моим советам, я не работал с МДФ дисками, но ...
Видео по ним есть на ютубе.
Я бы начал с более крупных паст , тем более у вас такие обороты у станков. И сразу бы делал штук 5 разных дисков.
И еще нюанс, хоть они и физически твердые, они как и дерево относятся к мягким полировальникам.
Emiliokazanova
...
Мастерская по заточке и обслуживанию ножей.
...
Все равно надо будет станок с планшайбой, рано или поздно))
Заточка ножей мясорубок, для рыбацких буров и прочих подобных...
Я советую планшайбу больше не в силу своего опыта, но обратите внимание все заточники маникюрного или парикмахерского инструмента работают именно с ними. Согласитесь, наверное в этом что то есть?
Emiliokazanova
С чугунятиной и планшайбами все посложнее, нужно их искать и покупать к ним станки, по этому я импровизирую из того что есть.
Я же дал Вам наводку на тормозные диски) https://www.chipmaker.ru/topic/122696/
Вопрос куда приделать... Так руки есть - глаза боятся руки делают)
Выпросить диск в автомастерской старый, на барахолке двигатель рублей за 500 оборотов на 1500 и через ремни понизить обороты. Сколхозить для пробы , а там уж решать заказывать серьезный станок или шкурка выделки не стоит.
А Вы пробовали вообще работать на чугуне? Если что , опять даю наводку - литые подошвы ручных рубанков, на попробовать по-моему в каждом доме можно найти)
При чем, что на алмазных пастах, что на ГОИ - результаты очень интересны. Правда Диалюкс белый мне не подошел.
Emiliokazanova
...В 90% после диалюкса железо мылить начинает, т.е в затылок врезается а салфеточку не берет, ...
Любой мягкий полировальник увеличивает угол на кромке, точите на 40 градусов - получаете за 50. Для твердой древесины это благо, для волокнистых материалов -нет.
Много же об этом написано... Да и контроль этого завала при механической обработке невозможен.
Emiliokazanova
... когда я использую пасты на жирной основе (советские) железо набирает + в агрессии,...
А что за пасты?
И еще вопрос, что за зеленый диск на точиле стоит? КК или ОА импортный(они бывают такого цвета)?
vovchikljУ меня ножевая мастерская, ножницы/буры/ножи мясорубок, только по личной договоренности, т.е с ними принципиально не работаю в том числе маникюрка.
Заточка ножей мясорубок, для рыбацких буров и прочих подобных..
vovchikljтолько как притир, но были опыты правки на твердосплавных пластинах, результат интересный, но пока о нём ничего не готов сказать
А Вы пробовали вообще работать на чугуне?
vovchiklj
А что за пасты?
что за зеленый диск на точиле стоит?

У меня есть еще сет паст Luxor, их пока не пробовал при мех обработке.
Диск электрокорунд, базовый, сейчас не вспомню маркировку, завтра отпишу
Купил эту пасту, опробовал, понравилась гораздо больше Диалюкса. Упаковка 1200г., мне для бытового использования на всю жизнь хватит )))
EmiliokazanovaНе, хозяин - барин, не в коем случае не навязываю
...
У меня ножевая мастерская, ножницы/буры/ножи мясорубок, только по личной договоренности, т.е с ними принципиально не работаю в том числе маникюрка...
...только как притир, но были опыты правки на твердосплавных пластинах, результат интересный, но пока о нём ничего не готов сказать...
[/QUOTE]
Нож попробуйте поправить на этом притире, даже не добавляя пасты. После твердосплавных пластин он у Вас неплохо должен быть шаржирован.
Только смажьте чем нибудь.
Диск электрокорунд, базовый, сейчас не вспомню маркировку, завтра отпишу
[/QUOTE]
Спасибо, не надо. Я уточнил, что не КК. Есть у меня такой) штатно на Elitech шел.
Я отказался от него в пользу отечественного, больше в работе нравится. 
У Вас место под диск второй пустует, не хотите возможности станка кругами подобной формы расширить? 
Я подобным коническим частенько в гараже пользуюсь. Хотя у Вас опять таки есть хороший гриндер...
С набором таких паст не сталкивался, ничего не могу сказать.
L_YV
...Для доводки РК посоветовал выточить круг из текстолита, он хорошо держит пасту и не заваливает кромку.
...
Больно его обрабатывать фигово... Не знаю весь или нет он идет с наполнением стеклотканью...
Видите ли еще нюанс, все пробы хочется чего то нового проводить с минимальным бюджетом. Заказ таких дисков явно влетит в копеечку...
vovchikljЕсли иначе- то не совсем кагбэ и текстолит в руках ..))
Не знаю весь или нет он идет с наполнением стеклотканью...
vovchikljТекстолит можно недорого приобрести в барахолке ножевой мастерской, я брал года 2 назад, точно не помню почем, но довольно бюджетно.
Больно его обрабатывать фигово...
Видите ли еще нюанс, все пробы хочется чего то нового проводить с минимальным бюджетом. Заказ таких дисков явно влетит в копеечку...
Изготовить можно буквально "на коленках". Чертите циркулем круг нужного диаметра, в центре сверлите отверстие под посадку на вал двигателя. По периметру расчерченного круга выпиливаете или электролобзиком или высверливаете, с небольшим припуском. Далее грубо обтачиваете крупным напильником. Затем устанавливаете эту заготовку на вал. Запускаете двигатель и прислоняя к торцевой поверхности тот же крупный напильник уже добиваетесь нужных размеров и отсутствия биений. Доводку до нужной шероховатости делаете более мелкими напильниками. Все доступно, только пыльно )))
vovchiklj
Не знаю весь или нет он идет с наполнением стеклотканью...
Ник НиколсЕсть текстолит, а есть стеклотекстолит. Просто текстолит это та же микарта, насколько помню на основе ХБ ткани.
Если иначе- то не совсем кагбэ и текстолит в руках ..))
На фото светлый - стеклотекстолит, темный обычный.

Скажу сразу и не надо кидаться тапками, на рынке девченкам точил исключительно китае нержу, ну иногда рапид P6M5
С чего начинал. Makita 801 с дисками на 205 разной абразивности
http://planetainstrument.ru/up...hilo-makita.jpg
Вторым купил дешевый станочек с кругами на 150, на одну сторону ставил вулканитовый круг, на вторую фетровый.
Всех устраивало. Быстро и остро, но не устроило то что хватало такой заточки не на долго.
И понеслось и поехало...
Гриндер от Рустама ГР2 с частотником и ведущим колесом на 300мм.
Спуски обнавляю 80 -й лентой, как она чуть подсядет, оставляя менее глубокие риски, так хватает ее на 100 ножей, или больше. Потом чутка полирую 220, ей же делаю микроподводы изменяя градус на приспособе для спусков от Чапая. (пепелац)
Ну а там уж как душа ляжет. Хоть на синтетики, хоть на вулканитовый круг + фетровый с пастами. Хотя более тонкими лентами можно обойтись и без давления при заточке микрофаски добиться не плохого результата. Но! В любом случае останется заусенка, и уж как с ней бороться, каждый решает по своему.
И как не крутил и вертел механическую заточку, даже китайские ножи финиширую на натуралах, девченки пищат, мне удовольствие, но очень дорого, хотя я так руку набиваю и это мне нравится, хотя к коммерческой заточке ни имеет никакого отношения. 50 руб. за нож, не отобьет никакие затраты на камни.
----------
Критикуя - предлагай!
Новосибирск.
Хоть тормекоподобные станки не являются прецизионными, но предложенный в данном видео метод выставления угла заточки мне показался очень интересным. Есть описание метода на самом сайте: http://knifegrinders.com.au
Заинтересовавшимся, программное обеспечение можно приобрести на сайте. Оно есть для мака, андроида и винды. Можно написать на почту: kg@knifegrinders.com.au
Писать можно на русском.
На сайте есть интересная информация. Правда по англицки , гугл переводчик в помощь.
Вот ещё одно видео:
Сам пользуюсь QTranslate: https://quest-app.appspot.com/download Наверно лучший онлайн переводчик. Вернее, их там 10 штук встроено. Вставляем текст и варьируя переводчики, пытаемся понять смысл. 😊
afg1То что вы скинули, это я и искал, с них смело можно брать пример, это заточная контора в городе Инглберн (Австралия)
Наткнулся на интересное видео.
На доводке они используют бумажные круги с алмазной пастой.
EmiliokazanovaПосмотрел на ebay, без доставки 5 т.р. за пару кругов...
На доводке они используют бумажные круги
https://www.ebay.com/itm/Paper...fsAAOSwyytaqan7
И все операции делают с приспособами для удержания точного угла 😛
L_YVИ углы выставляют используя программное обеспечение. Ну и к зажиму для ножей подходят вдумчиво.
И все операции делают с приспособами для удержания точного угла
https://www.tormek.com/forum/index.php?topic=2577.0
afg1Это программное обеспечение можно заменить формулами в экселе 😛
И углы выставляют используя программное обеспечение.
L_YVhttps://www.ebay.com/itm/Paper...tem3adbbeacac:g 😀yYAAOSwfVpYuDYA
Посмотрел на ebay, без доставки 5 т.р. за круг
4375 Ну да, за такую цену можно самому поизголяться в изготовлении.
L_YVСовершенно верно. Просто удобно иметь под рукой в смартфоне. Ну и думать не надо (это для ленивых 😊 )
Это программное обеспечение можно заменить формулами в экселе
Здесь описание и таблицы Grinding Angle Adjustment: https://yadi.sk/i/mlmrQAoc3TiQHb Если нужно точнее, то попробуйте через формулы в excel.
EmiliokazanovaАналогично. Всё больше склоняюсь к механизированной заточке. Может, на гомеопатическом уровне, и уступает ручной, но экономит время конкретно.
я продолжу развивать именно механизированную заточку, в идеале как на видео выше с выставлением постоянного угла и качественными абразивами.
Осталось только изготовить круги из МДФ. Найти пару эл.двигателей на 3000 об/мин. Ну и прикупить Tormek BGM-100 Bench Grinding Mounting Set Всё это вполне решаемо.
afg1Это очень много, лучше примерно на 1500 или даже 1000 оборотов.
Найти пару эл.двигателей на 3000 об/мин.
L_YV
Это очень много, лучше примерно на 1500 или даже 1000 оборотов.
на видео станок псм 200 оптимум(полировальный)- об/мин 2850
Изготовитель "бумажных колёс" в своей инструкции пишет про обороты выше 3000. The wheels are made to be used on any ordinary bench grinder that turns over 3000 RPMs
http://nextgen.sharpeningwheels.com/index.php/instructions
В частности, по заточке ножей, раздел: https://www.tormek.com/forum/index.php?board=8.0
Нашел очень много ответов на интересующие меня вопросы. Причём, общение проходит в нормальном ключе. Жаль что на английском, уходит много времени на перевод и осознание материала.
L_YVПолучил ответ от KG (Knife Grinders) : Actually, paper wheels are better run on half RPM i.e. 1475 RPM buffers/grinders to minimize risk of the edge burning. People do use MDF wheels on Tormek for honing, see for example this thread on the Tormek forum: https://www.tormek.com/forum/i...sg22369
Считаю, что для доводки тонкой кромки такие обороты не нужны.
Гугл переводчик:На самом деле, бумажные колеса лучше работают на половину оборотов, то есть 1475 об / мин буферы / шлифовальные машины, чтобы свести к минимуму риск сжигания краев. Люди используют колеса MDF на Tormek для хонингования, см., Например, эту тему на форуме Tormek: https://www.tormek.com/forum/i...g22369#msg22369
Emiliokazanovahttp://rubankov.ru/id/nabor-tormek-bgm-100-11204.html
где у нас можно купить подобное
Забудьте наших жадных продаванов. Купите здесь: https://www.lamnia.com/ru/%D0%...1%D0%BA?mid=411 Завозы каждый месяц. Доставка быстрая. До дверей.
Как рассчитать: Перевод:
http://translate.google.com/tr...Ftopic%3D2963.0
Оригинал:
https://www.tormek.com/forum/index.php?topic=2963.0
На сайте
Перевод:
http://translate.google.com/tr...p_PWsupport.htm
Обратил внимание на то, что за бугром станки значительно дешевле иногда даже на 50% возможно это связано с растаможкой а вот расходники начиная от камней и прочих держателей дешевле.
По этому взял курс на покупку тормека 8, цена на ламнии очень вкусная. по этому буду натачивать на тормек)
По мне, так гриндер с приспособлением для удержания угла намного более универсальный и заточить на нем быстрее и проще, особенно если нужно снять много "мяса" на подводах.
По доводке на гриндере. Вчера попробовал сделать доводочную ленту. Взял уже хорошо поработавшую и уставшую 320-ю КК ленту (СK721), поставил на гриндер и запустил на средних оборотах, затем алмазным хонинговальным бруском на медно-оловянной связке 40/28 с легким прижимом загладил эту ленту до гладкого состояния. Замем смочил тряпочку ВД-40, протер ей и после этого нанес пасту Menzerna FF. Излишки пасты и ее неровности убрал просто прислонив к движущейся ленте полоску из мехпилы. В итоге получилась ровная идеально гладкая поверхность с пастой.
Попробовал на убитом кухоннике Трамонтина серии Polywood. Вначале сформировал подвод на поработавшей 120 ленте, затем убрал риски от нее на 400-й, немного повысил угол, прошел еще раз с минимальным давлением постоянно чередуя стороны опять на 400-й, и на этом же угле закончил уже лентой с пастой. Результат очень порадовал, без всякой дополнительной ручной доводки режет на весу бумажное полотенце, в микроскоп кромка как после арканзаса в притирке 800 КК. Подвод не заполирован как после мягкого круга с пастой, а имеет очень мелкую и неглубокую агрессивную рисочку. На все про все минут 5-7, точно не засекал.
. Если есть интерес к программному обеспечению, то он может адаптировать расчёты под любой подобный станок. http://knifegrinders.com.au/11Shop.htm
Ссылки по теме:
https://www.tormek.com/forum/index.php?topic=3569.0
https://www.tormek.com/forum/index.php?topic=2963.0
Программа расчета угла также легло адаптируется, если использовать Tormek BGM-100 Bench Grinding Mounting Set: https://www.lamnia.com/ru/p/34...ng-mounting-set
EmiliokazanovaДумаю, что при заточке данного ножа исплоьзовались круги CBN (КРУГИ ШЛИФОВАЛЬНЫЕ ИЗ КУБИЧЕСКОГО НИТРИДА БОРА)#400 и #1000 грит. Два бумажных круга, шаржированные пастами 5 микрон и 0,25 микрон. 5 микрон примерно соответствует #4000 круга SJ-250 (SJ-200). Значит необходимость использования данного круга отпадает.
в предыдущих видео было видно что у него есть камень на тормеке 4к но в этом видео он его не использовал

afg1ну вообще да, но все же есть разница между 3к оборотов и 3к грит алмазной пасты, и медленно вращающемся водному четырех тысячнику, если бы я выбирал, то думаю определенно через водный камень проложил бы путь. Но результат на лицо собственно, да и рк была в очень некомпетентном виде на фото с микроскопа, то есть грубо говоря следя за процессом из видеоролика он заполировал финиш рк в 1к грит на 0.25 алмазе)) поправьте если я не прав
Думаю, что при заточке данного ножа исплоьзовались круги CBN (КРУГИ ШЛИФОВАЛЬНЫЕ ИЗ КУБИЧЕСКОГО НИТРИДА БОРА)#400 и #1000 грит. Два бумажных круга, шаржированные пастами 5 микрон и 0,25 микрон. 5 микрон примерно соответствует #4000 круга SJ-250 (SJ-200). Значит необходимость использования данного круга отпадает.
и еще я не понял то, изначально ли он планировал на 5мкм пасте не выходить на рк или это какойто сбой при расчетах, ибо считает он все перед заточкой, по этому меня смутил немного процесс и склейка кадров. Хочется просто разжевать его технологию)
EmiliokazanovaСкорее так: он заполировал финиш рк в 3-4к грит на 0.25 алмазе.
он заполировал финиш рк в 1к грит на 0.25 алмазе
Отказавшись от SJ-250, использовав бумажный круг с пастой 5 микрон, Вадим выиграл в скорости. Потратив меньше времени. На счёт стойкости РК, у меня куча вопросов.
afg1Прошу обратить Ваше внимание что на видео он перешел после камня в 1к грит на пасту 5мкм (лучше писать мкм чтобы избежать недопонимания, я считаю по JIS и знаю что это 3к грит по собственному опыту)
Скорее так: он заполировал финиш рк в 3-4к грит на 0.25 алмазе.
Отказавшись от SJ-250, использовав бумажный круг с пастой 5 микрон, Вадим выиграл в скорости. Потратив меньше времени. На счёт стойкости РК, у меня куча вопросов.
и сразу показал нож под микроскопом

Обратите внимание на выход к РК, там четко видно что шероховатость отличается от заполированого подвода следовательно там зуб от камня в 1к, похож на микроподвод но это не микроподвод, он просто не вышел на рк, а следующий этап на видео он сразу начал точить на 0.25 мкм, напрашивается вывод, что он заполировал рк 1000грит на 0.25 мкм, или он не показал как доработал выход на рк на 5мкм, тогда напрашивается вопрос, для чего он показал эту фотографию.
EmiliokazanovaТеперь понял в чём вопрос. Есть такое. Возможно не всё хочет показывать.
там четко видно что зуб от камня в 1к, похож на микроподвод но это не микроподвод, он просто не вышел на рк
"the mocroscope image shows we ve got a fringe of unpolished apex at the end of polished edge. We nowill polish the apex on the left wheel"
перевод:
изображение микроскопа показывает, что у нас есть край неполированной вершины в конце полированного края. Теперь мы отполируем вершину на левом колесе.
Собственно как я и сказал, он заполировал рк 1к , либо бахнул под большим углом чтобы смахнуть эту пилу, но почему на 0.25 мкм
L_YVСам всегда так думаю, когда вижу, что работают от зерна. Вадим в коментариях к видео подтвердил что это шоу.
А может это заусенец? На бумажных кругах ведь обработка идет от зерна.
Because this particular protocol is for getting an edge sharper than a razor. This high-end Del Raso knife is to show sharp tricks, not for daily use. When we want to get an edge less sharp than a razor, around 80-100 BESS, we stop at 5 micron diamonds or can use a #4000 Japanese wheel, SJ or Matsunaga - depends on the blade steel.
Right, the edge we've got is for sharpness show. It is like a fine cutthroat razor - would dull after 1-2 shaves. If the user tries cutting a cardboard with it, the edge will roll. For practical daily use we sharpen differently.
EmiliokazanovaГде то читал на https://www.tormek.com его пост. Он говорил о том, что методом проб и ошибок, делая кучу замеров, они пришли к выводу, что 0.25 мкм дает лучшую остроту. Сам объяснить не может, но это факт. Ссылается на результаты. Скептиков просит самим провести тесты, купив приборы.
но почему на 0.25 мкм
1) Сталь настолько твердая что он избежал заточки на водном камне ибо тот не будет её попросту брать, были у меня такие случаи
2)Замыливание стали, думаю все с этим встречались при высоком финише, и финиш в 1к при таких сталях это оптимальный баланс для агрессивного реза, текстура не сильно изменится от полировки 0.25мкм (это сверхфинишный размер зерна)
фото рк финишированного на камне 1.5к угол 40* нож H1
доводка на 0.25 пасте
Затачивались все с формированием фасок наново, углы разные, пятно контакта тоже, техника заточки одна, абразивы одни.
Заточка производилась на низкооборотистом станке с водным охлаждением Elmos-BG200 на штатном круге из карбида кремния на керамической связке, зернистостью F220, плюс делалось по нескольку проходов по кожаному кругу с пастой ГОИ номер 3.
Решил сделать микрофото для сравнения результатов, снимал с микроскопным объективом Nikon CFI E Plan 4х0.10, кадрирование, по горизонтали кадров 4мм.
1) 65х13 на полный угол 40 градусов: Заточка 65х13
Заточка 65х13
2) 65х13 на полный угол 30 градусов: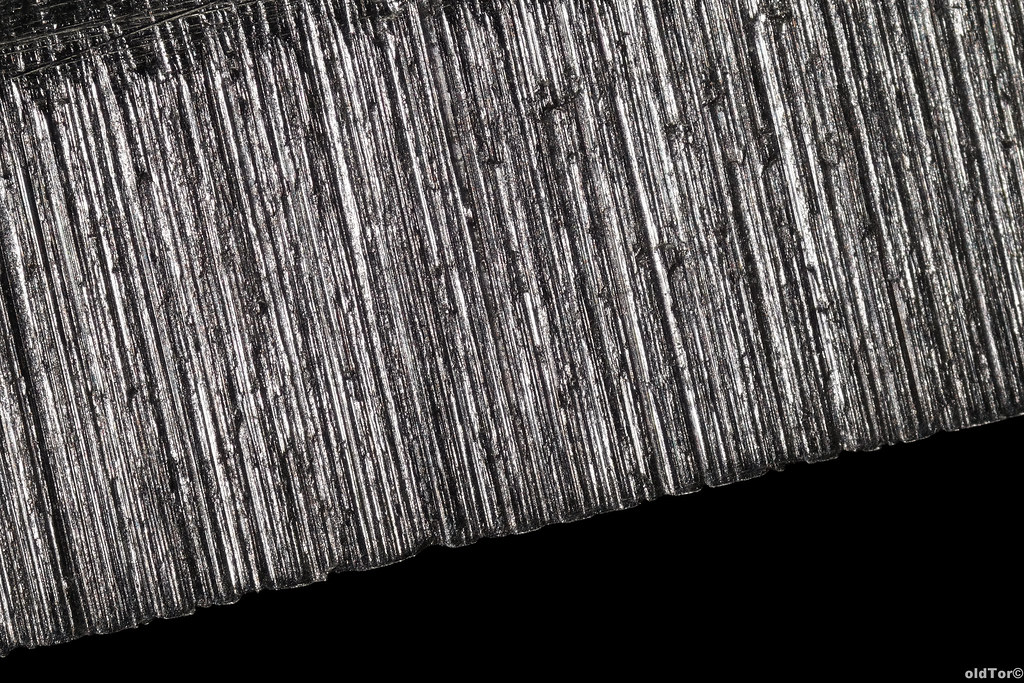 Заточка 65х13
Заточка 65х13
3) ЭИ-107 на полный угол 36 градусов: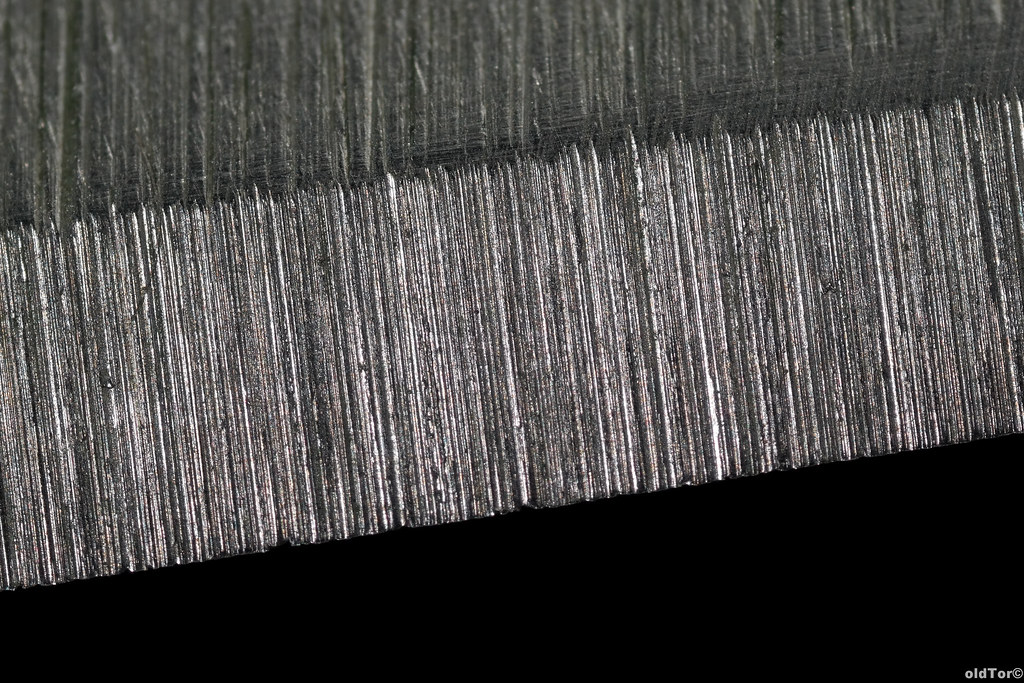 Заточка ЭИ-107
Заточка ЭИ-107
4) 440B на полный угол 36 градусов: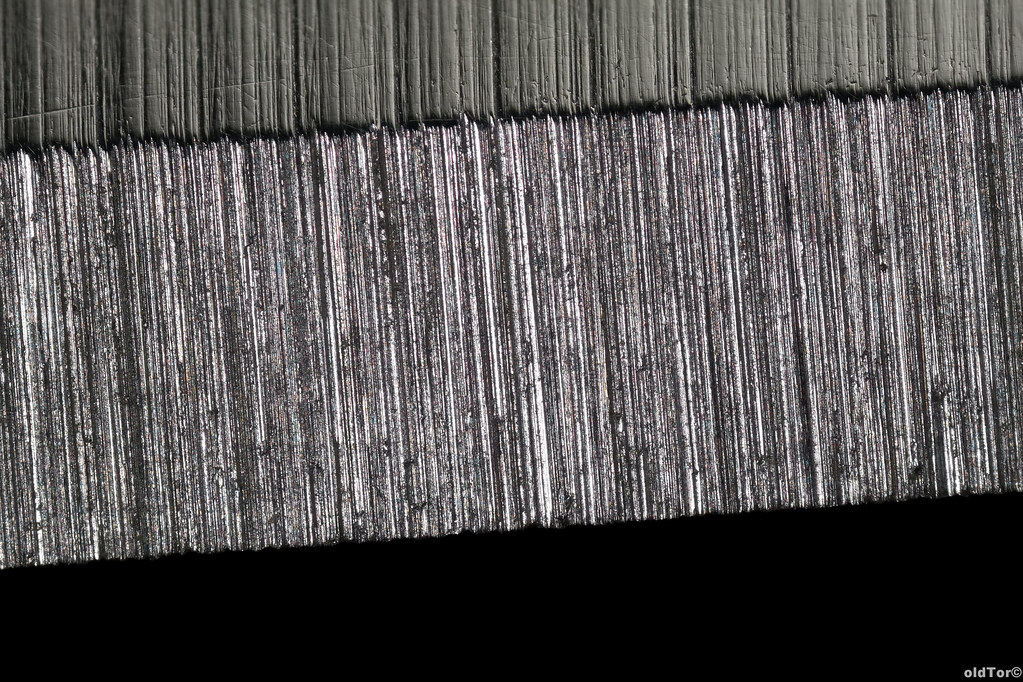 Заточка 440b
Заточка 440b
5) 9CR18MOV на полный угол 30 градусов: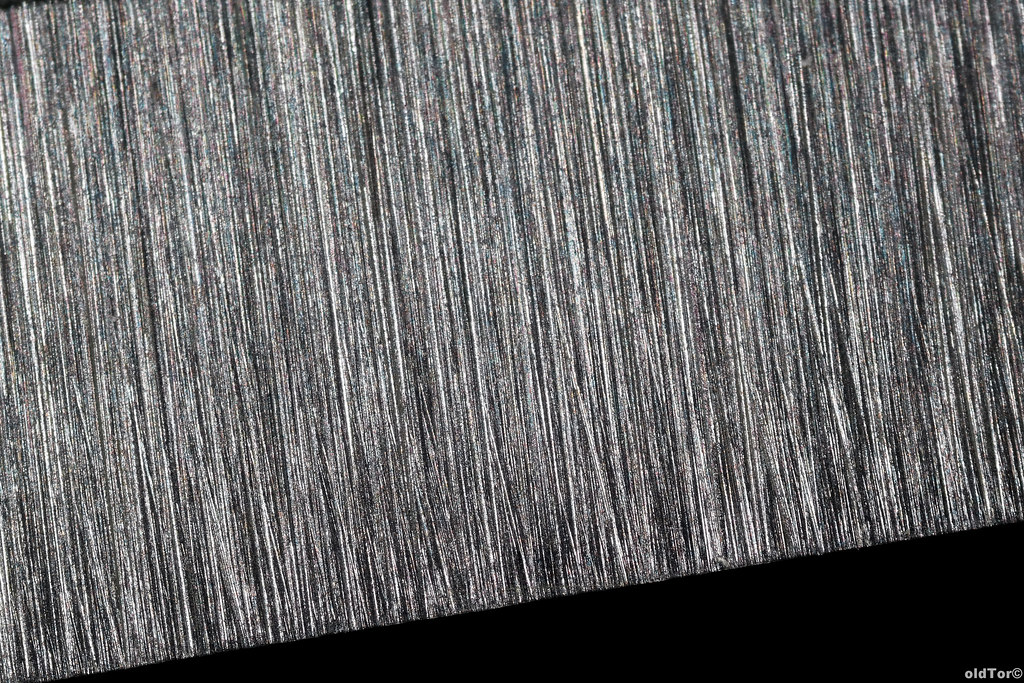 Заточка 9CR18MOV
Заточка 9CR18MOV
Во-первых, хочу сказать по поводу заточного круга - несмотря на то, что затачивались довольно мягкие нержавейки, для которых актуальнее брать ради лучшего сохранения ресурса круга, таковые на основе оксида алюминия, тем не менее, подавая больше воды (просто добавив в кювету её больше) и работая с небольшим нажимом, износ оказался вполне нормальным и равномерным, отработки в кювете оказалось на удивление немного. Во-вторых, по поводу круга с пастой - поскольку на заточном круге водном я научился затачивать так, чтобы вовсе не иметь проблем с заусенцем - у меня его просто нет, как правило, после окончания этапа заточки, то и на пасте я не перебарщиваю - просто чуть приглаживаю результат, не собственно повышая угол на нём, а чуть "притапливая" фаску в довольно эластичную и "пухлую" поверхность кожаного круга, что помогает не натащить заусенец, и лишь чуть сгладить рёбра рисок на РК - почему и для чего я делал в данном случае именно так, я распространяться сейчас не буду, просто скажу, что это делается специально.
Теперь я прокомментирую разность результатов обработки, чтобы было понятно, что и почему получилось так, как получилось.
Первый клинок - угол довольно большой, но пятно контакта сравнительно невелико, потому кромка удовлетворительно однородна для подобной заточки, однако риски очень глубокие, и кожаный круг, таки натащил бахрому на кромку - т.е. дальше я буду продолжать заточку этого клинка, приводить РК в более вменяемое состояние - срок службы такой РК не выдерживает никакой критики.
Второй - ситуация тоже нехорошая - угол намного меньше, и соответственно, "прорезы" зёрнами РК гораздо выраженнее, пастированный круг же превратил кромку в фольгу, и прекрасно видно, что местами она истончилась до такой степени, что фрагменты её просто сорвало. Т.е. также требуется дальнейшая заточка - этот результат, как и предыдущий, годится только в качестве обдирки.
Вот теперь я уточню, почему на пастированном не повышал заметно угол - во-первых, для наглядности в этом обзоре, во-вторых - не вижу смысла это делать - первые проходы столь грубой РК по довольно мягкому кругу негативно влияют на его ресурс, к тому же, шаг зернистости для такой обработки - великоват, он адекватен на тех сталях, которые заточной круг не дерёт настолько агрессивно и глубоко.
Третий клинок - сталька поприличнее, пятно контакта и угол заточки более сбалансированы и даже на круге из карбида кремния, получается более аккуратная в целом обработка, нежели на предыдущих клинках - тут уже можно даже оставить такой результат, если ножом будут пользоваться небрежно и более тонкая заточка будет нецелесообразна.
Четвёртый - в целом картина сходная. Но сталька чуть мягче мне показалась, чем на предыдущем, и тут, хотя фаска и чуть-чуть шире, но риски всё равно чуть глубже.
Пятый оказался лучше всех - во-первых он мне показался потвёрже, хотя затачивался, несмотря на большое пятно контакта, очень быстро, и при небольшом угле заточки, но при весьма широких фасках, обработка получилась намного аккуратнее, чем на любом из предыдущих. И как раз это сыграло свою роль в том, что несколько проходов по пастированному кругу, привели РК к очень и очень хорошей, для такого метода заточки, однородности и остроте.
Что из этого всего следует - стали одного порядка, не обрабатываются одинаково, и в силу разности своей и при влиянии таких факторов, как значение угла, пятно контакта, причём зависимости тут не всегда прямые - совсем необязательно меньший угол даст более грубый результат на кромке, как я показал - на стали более удачной, при той же скорости и интенсивности обработки, на меньшем угле можно получить результат намного чище, чем на бОльшем, на менее удачной стали.
Вроде вещи очевидные, но часто приходится читать и слышать очень смелые обобщения, не учитывающие таких частностей, и оттого, могущие ввести людей неопытных или просто недалёких, в заблуждение.
Важно понимать, сколь много факторов влияет на результат работы, и анализировать свой практический опыт, вот примерно так, как я постарался показать в данном обзоре - тогда будет на что опираться в выборе и углов заточки и в выборе средств. Само собой разумеется, углы выбирались исходя из общего строя и назначения клинков, но все они для довольно грубой и небрежной работы, и резать этим сталям всё равно, кроме созданного довольно грубым абразивом, рельефа на РК - особо нечем. Однако и при таких вводных, можно получить весьма разный результат на РК, при одинаковых времязатратах на обработку.
P.S. По впечатлениям от процесса и результата заточки - как ни странно, лидируют... китайцы, причём 9CR18MOV, выбивается вперёд, по многим параметрам оставляя далеко за кормой всех остальных.
Однако, опять-таки, важно понимать, что это лишь частная ситуация её обработки на этом абразиве - это то, как раз, что мало кто понимае, особенно это касается тестеров, точащих всё и вся одинаково и на одном и том же. Если будет взят, скажем, круг на основе оксида алюминия, ситуация может измениться кардинально и вышеупомянутые клинки из 440B или ЭИ-107 окажутся наравне с данной 9CR18MOV или поведут себя даже лучше, особенно если более вдумчиво выбирать угол - иногда разница в пару градусов меняет картину очень сильно.
Понятно, что подбором абразивов и методов обработки, под мега-бюджетные клинки никто, скорее всего, заниматься не станет, но и утверждать что частная ситуация на конкретном абразиве - это всё, на что способен тот или иной клинок - крайне ограниченная и не взвешенная позиция. Я бы даже позволил себе грубость, и сказал бы, что она абсолютно тупорылая)
----------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Cer.valeew2016Гриндер и тормекоподобный станок сравнивать нельзя. Разные предназначения (Выполняются разные операции на них, просто так удобнее). Лучше иметь то и другое. У меня гриндер в гараже (не отапливаемом). А вот Tormek стоит дома. Использую не профессионально. Просто хобби.
что лучше для обдирки? (бюджетнее,доступность расходников,точность заточки)Ленточный или тормековидный станок(дёшево быстро и с меньшей вероятностью накасячить)
Накосячить можно на чем угодно. В любом случае придется учится и приспосабливаться. И не факт, что чужой опыт подойдет Вам.
Одно могу точно сказать, выше обороты - больше шансов накосячить. Меньше скорость - больше потраченного времени.
И уточните, для каких инструментов вы спрашиваете и объем работ.
Спросите oldTor о его станке Elmos-BG200 (чуть выше он пост про его работу выкладывал). Тот же Тормек...
Если я правильно понял, то Вам нужно для дома. Гриндер очень пыльная вещь.
https://guns.allzip.org/topic/189/692258.html
https://guns.allzip.org/topic/189/890780.html
http://bychapay.ru/
----------
Заточка на камнях;BR;
Платил около 8 тыс. с копейками.
Остастку, а именно держатель для заточки ножей и подручник, покупал тормековские - они совместимы - Tormek SVM-45 и Tormek SVD-110
Тормековскую же оснастку с правИлкой кругов я не купил - показалось дорого, но круги обязательно надо выравнивать и поддерживать в ровном состоянии, я воспользовался алмазным карандашом с как раз подручником SVD-110
Ещё надо понимать, что круги по типу абразива и виду связки, её плотности, твёрдости и пр., идут не любые под любые стали.
Я докупал себе к штатному кругу ещё круг от Гриндермана, это дешевле тормековских и высокого качества при том, ну и ещё один круг использую от старого китайского станка.
Если все стали затачивать на одном круге, то износ его будет высоковат - это стоит учитывать.
В целом я выбрал такой набор оснастки и кругов как минимально необходимый и вышло это дешевле тормека.
Но надо ли Вам это всё? Вы уверены что Ваши заточные задачи не решаются брусками для ручной заточки и может быть каким-нибудь приспособлением для таковой?
Если захотите подробнее прочитать про станок, выравнивание кругов и пр., а также про аналогичные - это можно посмотреть тут:
http://www.myabrasive.ru/forum/viewforum.php?f=20
----------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
А Вы не могли бы примерно вспомнить весь бюджет, вплоть до алмазного карандаша?
оснастка SVM-45 примерно 2000
и SVD-110 тоже около того + доставка курьером ~ 500р.
дополнительный круг от Гриндермана F120 КК для обдирки быстрорежущих сталей в первую очередь - 4700р. + доставка транспортной из Питера ~500р.
Алмазный карандаш купил забугорный у ivan-3 за 500р., так как у нас подходящий не нашёл сразу чтобы купить один и с доставкой и чтобы был нормальный.
Примерно так.
Что реально расстроило из затрат - дорогая тормековская оснастка, потому и купил только самую необходимую мне, и все рекомендуют брать именно её - говорят остальная от аналогов либо не подходит, либо хуже сделана.
Зато порадовала цена Гриндермановского круга, по сравнению с тормековскими.
Как получается, Вы выводите на камнях до плоскости, или оставляете вогнутую линзу и работаете только по кромке с превышением угла, выводя микроподвод?
И как по сравнению с плоскими подводами ведет себя вогнутая линза по стойкости реза?
----------
Критикуя - предлагай!
Новосибирск.
Если затачивается инструмент бросовый или для вандального поюза, знакомым например, то после станка вовсе ничего не делаю - всё равно всё убьют быстро.
На самом деле вогнутость довольно относительна - если варьировать давление и направление подачи инструмента, то на фасках умеренной ширины нет проблемы сделать достаточно плоско. Конечно, некоторое отклонение от плоскостности будет, но оно укладывается в рамки шероховатости, оставляемой кругом - на предыдущей странице я выложил примеры заточки - вряд ли можно про них сказать, что там хоть сколько-нибудь заметна вогнутость - она "съедается" шероховатостью на таких площадях обработки.
По стойкости реза я не сравниваю машинную заточку с ручной хотя бы потому, что вручную не делаю такого грубого финиша, как делаю иной раз на станке.
Если же сравнивать ободранное на круге и потом заточенное вручную далее, с полностью заточенным от обдирки до финиша вручную - то я не вижу разницы, если соблюдается следующее:
Риски от каждого предыдущего абразива должны быть полностью удалены каждым последующим и не должны дотягиваться до РК, что часто обозначает не просто спилить их, повышая угол, но и часто снять с запасом, по основной фаске или по окончательной, гарантированно удаляя дефектный слой от обдирки на грубом и\или неподходящем под сталь абразиве.
oldTorСпасибо, абсолютно пересекающийся с моими навыками значения при заточке.
При заточке широких фасок, в т.ч. стамески, железко рубанков или ножи с конским сведением - нет, никакого выведения потом плоскости на камнях я не делаю - незачем, да и ту же стамеску дальше точить или править проще по микрофаске. Если же сначала хочется немного "причесать" результат станка, то устанавливается фаска на плоский брусок, и у неё, вогнутой слегка, получаются две точки опоры - в начале фаски и в зоне РК, что проще в выдерживании угла вручную, часто, чем с совсем плоской. Ну а далее, уже микрофаска делается.
Если затачивается инструмент бросовый или для вандального поюза, знакомым например, то после станка вовсе ничего не делаю - всё равно всё убьют быстро.
На самом деле вогнутость довольно относительна - если варьировать давление и направление подачи инструмента, то на фасках умеренной ширины нет проблемы сделать достаточно плоско. Конечно, некоторое отклонение от плоскостности будет, но оно укладывается в рамки шероховатости, оставляемой кругом - на предыдущей странице я выложил примеры заточки - вряд ли можно про них сказать, что там хоть сколько-нибудь заметна вогнутость - она "съедается" шероховатостью на таких площадях обработки.
По стойкости реза я не сравниваю машинную заточку с ручной хотя бы потому, что вручную не делаю такого грубого финиша, как делаю иной раз на станке.
Если же сравнивать ободранное на круге и потом заточенное вручную далее, с полностью заточенным от обдирки до финиша вручную - то я не вижу разницы, если соблюдается следующее:
Риски от каждого предыдущего абразива должны быть полностью удалены каждым последующим и не должны дотягиваться до РК, что часто обозначает не просто спилить их, повышая угол, но и часто снять с запасом, по основной фаске или по окончательной, гарантированно удаляя дефектный слой от обдирки на грубом и\или неподходящем под сталь абразиве.
А каков набор кругов для не ответственной нержи, если возможно? Жалко постоянно загрублять (извините) японский круг. Какие круги от Grindermann используете? Все таки они намного демократичнее цены, по сравнению с кругами Tormek
Гриндермановский круг у меня F120 из карбида кремния, пока только он.
Вообще, для нержавеек невысокой твёрдости лучше (и это в частности рекомендация и самого Андрея Петрова и завода ИНФ-абразив), и что реализовано в штатном круге тормека - круг на основе оксида алюминия.
Но я пока не купил себе, пользуюсь снятым с энкор-корвет кругом с водным охлаждением - китаёзы его ставят на 130 оборотов, при том что он вообще-то рассчитан на 3000, и потому намного твёрже и плотнее нормальных водных кругов для оборотов 90-130об.мин. Ставят, полагаю, из-за дуракоустойчивости (что неудивительно, так как такой энкор-корвет довольно дешёвая китайская машина без подручника, с жутким биением мокрого круга в силу особенностей конструкции и не предполагающая более-менее серьёзной обработки), но у него есть такой плюс, что хотя он тухло при таких данных обрабатывает твёрдые высоколегированные стали, хотя и на основе КК (что ещё раз говорит о том, что важен не только вид абразива, но и характеристики связки и рассчётный режим применения), зато практически не изнашивается на пластилиновой нерже, так что пока я не купил себе нормальный круг из ОА для таковой, пользую по ней в основном его.
То, что я в обзоре на предыдущей странице затачивал нержу на штатном круге элмоса - скорее исключение, это интереснее тем, у кого такой станок есть, ну и потом -штатный круг элмоса показал низкую вырабатываемость даже по мягким сталям, т.е. нет беды иногда его по ним использовать - кардинально его ресурс не убивается.
Про оба - и про гриндермановский и про корветовский, писал тут подробно:
http://www.myabrasive.ru/forum/viewtopic.php?f=20&t=259
исходный материал подлысевшая цирконьевая лента БАЗ р100
Фишка того тех процесса до которого я допетрил пару лет тому назад а именно обработка ножей в большом количестве при помощи минимального количества абразивов и телодвижений
в настоящий момент использую лысую #120 с шаржированным абразивом кк f1200 (алмаз образует сильно заусенец(надо пробовать тоньше алмаз моя паста была грубая порядка 50мкм), жировые пасты салятся и слетают.
Сколько точил заметил одну ОЧЕНЬ важную особенность, механическая обработка на высоких оборотах очень сильно образуют заусенец (единственное исключение тонкие тризакты и то не во всех случаях) Так вот особенность заключается в том, если взять за основу ленточные станки то как правило под лентой присутствует прижимная пластина и именно из-за неё так сильно образуется заусенец, так как на твердой подложке лента работает гораздо агрессивнее и еще существеннее ощущается место склейки ленты которое может деформировать рк.
После грубой заточки на прижимной я перехожу на ленту без прижимной со средним натяжением (не провисающая и не сильно натянутая а средняя.)
движения делаю как от рк так и на рк, и заканчиваю это все последним движением от рк (визуально заусенца нету) а после полировкой рк на полировальном станке(главное не переборщить)
фишка делать из крупных лент доводочные состоит в том, что так как мы переходим в итоге на полировку а тонкий финиш способен ловить мыло то и такие ленты создают что-то среднее по абразивной обработке дают зуб и фактуру, которую мы уже обрабатываем на пасте
То есть этим методом можно заточить любой нож со сколами в течении 5 минут(подрезка рк, черновое сведение до заусенца, доводка на ленте и полировка) что позволяет получать хороший показатель реза,отклика и стойкости в течении короткого времени т.е производительность высокая.
В данном случае с полиролью лента была не идеально лысая и основные места которые сохраняют долго начальный абразивный потенциал это края ленты по этому в идеале ленту нужно целенаправленно убивать стальными деталями и латунью
EmiliokazanovaВалентин, спасибо за то, что делишься опытом.
Давече провел еще один эксперимент с шаржированием ленты
EmiliokazanovaПомнишь, когда общались на Knifest2, я говорил, что остановился на промежуточном варианте, когда между опорной пластиной и лентой зазор 1 - 1,5 мм, получается хорошо, и съем вполне уверенный и заусенец не большой и легкая подлинзовка получается.
Так вот особенность заключается в том, если взять за основу ленточные станки то как правило под лентой присутствует прижимная пластина и именно из-за неё так сильно образуется заусенец, так как на твердой подложке лента работает гораздо агрессивнее и еще существеннее ощущается место склейки ленты которое может деформировать рк
EmiliokazanovaТут главное точно поймать момент, и не переработать на пасте, которая весь этот зуб быстро сжирает... Пока оставить хороший устойчивый зуб и одновременно полностью убрать заусенец на пастах у меня не получается, или кромка остается еще с дефектами или зуб уже слизывается...
фишка делать из крупных лент доводочные состоит в том, что так как мы переходим в итоге на полировку а тонкий финиш способен ловить мыло то и такие ленты создают что-то среднее по абразивной обработке дают зуб и фактуру, которую мы уже обрабатываем на пасте
Mebius13просто под руку подвернулось, есть ленты и на 4к грит и на 5 и на 10
а почему остановились на Р100? есть ленты с более мелким абразивом, их "засалить" куда проще..
pallasЯ недавно взял вот такой камень http://www.grinder-man.ru/torm...A)250x50x12F230
Буду, наверно, заказывать 120 диск у Андрея Гриндермана для ускорения процесса.
Очень доволен, камень ровный и однородный, работает быстро и аккуратно. Пробовал пока только по кухонной нержавейке типа Трамонтины промастер, на переточку тупого ножа заточенного ранее примерно на 40 гр, на новый угол в 30 гр., минут 5 уходит.
pallasЯ расцениваю заточку на станках типа Тормека, как предварительное формирование фасок, для ускорения процесса, с обязательной доработкой кромки вручную. Если точу знакомым простые ножи, то после станка делаю по 5 - 10 проходов по айдахоновскому мусату под углом градусов в 40 и нож готов, заусенка практически полностью уходит, нож острый, рез агрессивный. Если точу себе, то доводка ограничена только фантазией )))
Сейчас хочется посмотреть, насколько эта заточка окажется стойкой по сравнению с ручной.
Доводку делаю руками на водниках. Отдать 20 тыс. за 4000-ный круг рука пока не поднимается. К тому же не имея представления какой он даст результат. Раньше никогда не точил на станках. Только руками. Так что это первый опыт.



petrenik62Недавно удлинил вал и поставил камень кр-зернистый (460-110мм), Тормек пусть отдыхает,
Кто то пользуется таким аппаратом, Камень мелко зернистый песчаник 350-120мм,зернистость примерно минимум 300, Двигатель 0,18кв 1300об/мин редуктор 1-27, Выровнял радиальную плоскость в линейку, Нож кухонный после заточки на этом камне бреет и режит газету,раньше после заточки доводил ножи брусками,
KacibaВы термины не путаете? В названии темы нет слова "механическая", есть "механизированная" 😛
Вообще то тема про полумеханическую заточку, а если механическая, то без участия человека, станок сам всё делает.
Мнение субъективное и основывается только на моём опыте.
И так абразивные пасты
ГОИ,LUXOR,DIALUX и др
Пасты разделю на 2 типа и они основываются только на связке.
1)Пасты на полимерной основе
2)Пасты на жировой основе
по первому пункту можно выделить пасты DIALUX и др
по второму LUXOR и др
По моим заключениям пасты на полимерной основе
1)мало того что быстрее замыливают режущую кромку что в ручной направке что в мех.обработке, так они хуже наносятся на полировальный круг, сильно налипают на заготовку, могут вырывать рк вместе с налипшими кусками
от них я полностью отказался в связи в своей неэффективности в процессе заточки как станочными методами так и ручной работе.
Использую только для полировки, под типы различных материалов для которых они изготавливались.
2)Жировые легко наносятся, могут плеваться в связи с быстрым размягчением, эффективности правки как при мех так и при ручной обработке в разы выше, гораздо меньше риск выполнить оверхонинг.
Под пасты в идеале подбирается полировальный круг, это может быть овчина,войлок,фетр,дерево,бумага и др.
полировальные круги так же в процессе заточки могут менять свою поверхность
К примеру я работаю на овчине и на жировых пастах, с течением времени круг приобретает выглаженную глянцевую поверхность на котором абразив,связка и отработка, работает такой круг быстро особенно на узких участках, высокий риск оверхонинга но идеально подходит для быстрой правки рк, буквально 4-6 проходов
из минусов, налипание пасты на поверхность подвода
можно добавлять вд40 на тело клинка
Круг после взрыхления (взрыхление производится лезвием или пилой, для того чтобы сбить отработку и взрыхлить его и после нанести тонкий слой пасты) работает гораздо медленнее,но деликатнее, можно выбивать заусенец из риски, но сильнее валит угол.(оба типа подготовки круга это как небо и земля и каждый служит лучше для определенного инструмента)
Полировка начинается со стороны гипотетического выхода заусенца 2прохода со средним прижимом, 1 проход с обратной стороны, 1 проход на другой, далее прижим делать легким чтобы рк еле касалась круга и повторить проходы 1х1х1,(т.е 2х1х1х1,1х1х1) далее протереть лезвие и направить на чистой коже.
Как следует наносить пасту
Не следует наносить много пасты, достаточно с легким прижимом окрасить круг связкой и этого будет достаточно (небольшой слой)
если наносить пасту как будто вы намазываете бутерброд маслом по мимо грязи у Вас будет быстро расходоваться драгоценный расходник а так же будут завалы на подводе.
как приступить
после включения станка и нанесения пасты следует помнить,если у ножа крупный и жесткий заусенец то он, срежет ваш слой пасты с полировального круга и дальше будет работать по рк засаленный слой.
для такого заусенца лучше подойдет проходка без пасты чтобы его выровнять или подсбить и только потом нанесение пасты на круг.
Режим обработки
Выше описаны процедуры для кругов 2950об/м
Если рассмотреть к примеру режим работы 90об/м
то нанесение пасты не столь эффективно, вы не будете сбивать заусенец, или пока выбудете его сбивать вы 10 раз замылите реж кромку.
Для этого компания Tormek придумал тех. решение - комбинация растительного? масла которым слегка увлажняется круг, и после на него наносится полироль. (полироль быстро высыхает и превращается в меловую крошку которая будет покрывать ваш клинок в процессе правки) именно тут вступает масло так как увлажняет и помогает прилипать этой пудре к кругу. Данный метод возможно в десятки раз эффективнее нанесение просто пасты.
как по мне идеальный полировальный круг при мех заточке должен двигаться Выше 90об/м и ниже 2950об/м - при первом случае это очень долго, при втором риск зализать рк гораздо выше
возможно хорошо подойдет диапазон 1000-1900 об/м
Из мыслей
всегда обновляйте абразив, ибо засаленный круг сразу мылит рк
не нужно заполировывать в кошачьи яйца, работа с пастами для заточника это по аналогии усталость стали для кузнеца, у вас есть ограниченное количество движений прежде чем вы пройдете точку невозврата overhoning
грубо говоря оверхонинг, это когда Ваша заточка и может брить руку, но резать такой нож будет крайне паршиво,и самое плохое для заточника не так долго.
надеюсь ничего не упустил
и да, в идеале пасты подбираются по типу стали и инструменту для наиболее эффективной работы/агрессии на рк
A.V.X.1960
Казанова, я еще читал где то - рекомендации к разным пастам - там указывался диаметр круга и обороты этого круга - читай - скорость. Так как температура при обработке разная получается. соответственно каждая основа-связка пасты имеет разную температуру плавления- следовательно надо это учитывать. При малой скорости - легкоплавкие. при большой - более тугоплавкие.Я это читал на ювелирном сайте - где полируют.
Да, есть такое. В любом случае я собирать и раскладывать такой обьем не собираюсь, очень много работы. И так, то что содержит этот текст гарантирует понимание того, к чему я сам доперал не один год
Про "оверхонинг" на пастах на полировальных кругах - это как? Или это было про залинзовывание/завал кромки при полировке?
madmanzизменяющаяся острота при обработке на пастах я бы выразил в виде синусоиды, по началу мы можем видеть прибавку в остроте(резкости рк) но потом эта синусоида перестанет рости и начнет только деградировать пока не потеряет гипотетически все режущие свойства.
Dialux разный есть, в основном он на жирных кислотах и парафинах.Про "оверхонинг" на пастах на полировальных кругах - это как? Или это было про залинзовывание/завал кромки при полировке?
В каком моменте синусоиды вы остановитесь такая и будет у вас острота. Но есть момент, когда агрессия начинает переходить в виток плавности, а из плавности в замыливание рк до почти полного затупления.
я останавливаюсь на переходе агрессии и плавности, ловлю этот момент.
по поводу оверхонинга, как вы определяете термин "переточка" это же не только чрезмерно тонкая фольгообразная рк, но и процесс заточки когда рк становится настолько гладкой что просто перестает резать? Конечно, залинзовывание и завалы это естественный процесс в процессе обработки на мягковатых полировалищках без плотной подложки
Но потеря режущих качеств что еще как не оверхонинг?
Заточите х12мф чтобы наверняка градусов так 25(чтобы быстрее понять) на сторонй с финишем так 10к и перейдите на пасты, нож резать откажется
Но, уменьшение углов, нивелирует это,но тем не менее паста сносит и фактуру и карбиды и что там еще, что я еще не знаю
EmiliokazanovaНе совсем - согласен. Всё зависит от того, как вы на этой пасте на коже -круге работаете.Заточка - это придание геометрии куску металла. И эту геометрию можно арком самым дорогим - завалить по синусоиде - или по другому закону - смотря что, и сколько выпили!.Если вы придали правильную геометрию кожей с пастой - с какого перепуга острота должна стать хуже?
изменяющаяся острота при обработке на пастах я бы выразил в виде синусоиды, по началу мы можем видеть прибавку в остроте(резкости рк) но потом эта синусоида перестанет рости и начнет только деградировать пока не потеряет гипотетически все режущие свойства.
Мне понравилась от калифорнийца - ему сказали - что когда доводишь на коже -кромка заваливается. Он ответил гениально - : А вы не заваливайте! 😀
A.V.X.1960На сколько нужно завилить угол, чтобы нож перестал резать?
Не совсем - согласен. Всё зависит от того, как вы на этой пасте на коже -круге работаете.Заточка - это придание геометрии куску металла. И эту геометрию можно арком самым дорогим - завалить по синусоиде - или по другому закону - смотря что, и сколько выпили!.Если вы придали правильную геометрию кожей с пастой - с какого перепуга острота должна стать хуже?
Мне понравилась от калифорнийца - ему сказали - что когда доводишь на коже -кромка заваливается. Он ответил гениально - : А вы не заваливайте! 😀
ну к примеру, сформировали вы угол 20/20, начали полировать, завалили на 5/5, у нас получится клин сваленный в линзу ближе к рк под 25/25, будет он резать?)
нож был в очень плохом состоянии, много сколов и предыдущая заточка как мне показалось на электроточиле человеком который мало понимает как работать на таких станках, рк была сильно ассиметричной причем в разных частях клинка, в некоторых местах казалось что это одностороняя заточка
Большую часть времени в таких работах тратится на формирования новой геометрически правильно режущей кромки а все остальное наживное.
Основной подвод обрабатывал водником на твердой керамической связке, зеркалище с паразиткой из за твердости связки, сформировал тонкую без дефектов , нож брил замечательно, но тест на салфетку не прошел, да тактильно он не казался острым, такая заточка меня не устроила, казалось что нож тупой.
Повысил угол на станке на 4 градуса и бахнул микроподвод алмазом
вышло опрятно, и по агрессивности реза то что мне считается приемлимым для рядовой очень хорошей заточки. но к сожалению устранил не все уродства выполненные предыдущим заточником, так как мое нынешнее оборудование не позволяет делать так криво.


Интересное обсуждение весьма спорных выводов эксперимента по заточке на тормеке разных типов стали на разные углы:
pdf - http://knifegrinders.com.au/SE...Supersteels.pdf
Экспериментатор делает выводы о минимальных углах для разных типов стали, стабильности кромки, хотя имеет явные проблемы с изначальным формированием кромки на малых углах.
Сводная таблицы начальной остроты (BESS относительная сила, необходимая для перерезания синтетической нити продавливанием)


Отто_ШрикОтличное исследование, демонстрирующее зависимость деградции остроты и способности ее удерживать на различных углах разных сталей, при определенных комбинациях, можно сделать простую нержавейку производительнее той же м390 но с плохо сформированными углами.
http://www.cliffstamp.com/knives/forum/read.php?5,77999
Интересное обсуждение весьма спорных выводов эксперимента по заточке на тормеке разных типов стали на разные углы:
pdf - http://knifegrinders.com.au/SE...Supersteels.pdf
Экспериментатор делает выводы о минимальных углах для разных типов стали, стабильности кромки, хотя имеет явные проблемы с изначальным формированием кромки на малых углах.
Сводная таблицы начальной остроты (BESS относительная сила, необходимая для перерезания синтетической нити продавливанием)
так же, зависимость первичной остроты при заточки на разные углы, видимо тут вступает принцип размера карбидов, где более мягкие стали не могут сформировать режущую кромку из-за крупных карбидов, которые высыпаются при мелких углах так как матрицы не остается, образуя более толстую рк нежели на больших углах после доводки, не в процессе резки а в процессе самой заточки.
спасибо за подтвержденную теорию, а самое интересное данного исследования, что мы видим цифры
одно остается неизвестным, там бастинелли д2, довольно мягкая до 60ед, интересно как поведет себя д2 оттермиченая на 62-64 и какова будет разница
Для получения на х12мф и подобных заэвтектиках мелкого зерна требуется несколько больше суеты , чем в правочнике термиста, поэтому исследованы эти методы термички мало, в виду высокой стоимости и трудоемкости, что ведёт к нестабильному результату.
Справочник написан для получения лучшего результата при минимальной суете, соотв и процессы априори описаны элементарные.
Вишер
Эмиль, Д2, как и Х12ф закаливается по разному,можно закалить на 62НРС с зерном 7 микрон, а можно с зерном 12-17 микрон. Соотв оптимальные углы заточки будут разными на одной и той же стали с одинаковой твердостью. В справочнике термиста, по которому термичат все режущее написано, что сталь для штампов и пр. См хожего инструмента. Вся термичка в справочнике дана для деталей инструментов , угол кромок которых близок к 90 градусам, соотв и карбидное зерно может быть любым. Скальпели и ножи делают из доэвтектиков по причине того, что при элементарной технологии термички зерно получается в пределах 3-7 микрон без танцев с бубнами и иного шаманства. Минус в этих сталях один-невысокая стойкость РК.
Для получения на х12мф и подобных заэвтектиках мелкого зерна требуется несколько больше суеты , чем в правочнике термиста, поэтому исследованы эти методы термички мало, в виду высокой стоимости и трудоемкости, что ведёт к нестабильному результату.
Справочник написан для получения лучшего результата при минимальной суете, соотв и процессы априори описаны элементарные.
да вот к примеру, сабж, недавно смотрел стрим янхука, он
перестал работать с партиями кроме культров, знаний у человека много, в теме разбирается, по долгому стриму стало понятно, что ориентируется только на твердости клинка, делать лабораторные анализы каждой новой термички нету возможности - нужна металлография, лаборатория и прочее прочее, по этому отрабатывает твердость по нескольким циклам термички и всё, пакует.
О чем это говорит) я думаю все понимают
мне очень интересно смотреть западных термистов, выкладывают графики, делают микрошлифы, разгоняют тех процесс, обьясняют почему так хорошо а так плохо.
Так что если у наших термистов в приоритете твердость, то мне уже неочем говорить, все это рулетка.
что термисту хорошо, может плохо быть заточнику) так как мы ориентируемся на разные вещи, но не во всем конечно
У меня есть термоциклированной х12мф, есть стандартной закалки. Разница в качестве реза есть, в стойкости не столь большая, хотя я на канате не проверял. Разница в комплексных качествах ножа не высокая, в себестоимости разница раза 2 или 3. Чего изгаляться? Ради науки или искусства?
Emiliokazanovaда вот к примеру, сабж, недавно смотрел стрим янхука, он
перестал работать[..]
О чем это говорит) я думаю все понимают
Это говорит про мыльный пузырь мальчуковой полуполочной бижутерии. Если есть потребитель, готовый платить за новейшие стали с максимально возможной твердостью и чтобы максимально в оформлении были использованы дорогостоящие материалы и технологии, то этот спрос будут удовлетворять. Здесь востребована декоративная заточка.
Или есть профессиональный инструмент, на который имеет смысл ориентироваться в области практической заточки. Здесь подходы к процессу отличаются от заточки декоративной.
Т.к. что профессиональные ножи (инструмент), что декоративные, нуждаются в заточке, то тут уже не вопрос интереса, а скорее навыков заточки и наличия соответствующих заточных инструментов, станков и приспособлений.
Гаражных термистов иноземных сталей серьезно воспринимать вообще нельзя, т.к. нет никаких гарантий, что и с каким составом они калят.
madmanzXD а так хочется восприять
Гаражных термистов иноземных сталей серьезно воспринимать вообще нельзя, т.к. нет никаких гарантий, что и с каким составом они калят.
я к примеру сейчас очень заинтересован м398, и понять как и чем она отличается от м390, интересно чем отличается новая суперсталь от старой, третье поколение , и все в барахолку поглядываю, взять бланк и сразу тормозит мысль, а вдруг дич
XD
А хотя, всеравно возьму, мы больные люди, тянемся к знаниям,и тратим на свои интересы много деняк
мне очень интересно смотреть западных термистов, выкладывают графики, делают микрошлифы, разгоняют тех процесс, обьясняют почему так хорошо а так плохо.
Так что если у наших термистов в приоритете твердость, то мне уже неочем говорить, все это рулетка.
Все понятно про талант, интуицию и опыт, но есть сферы где требуется нудный и рутинный научный подход "каменной попы" к отработке технологии с металлографией, испытаниями, корректной обработкой статистики и пр. Без них ваши вложения это лотерея, зачастую безвыигрышная.
Emiliokazanova
XD а так хочется восприять
я к примеру сейчас очень заинтересован м398, и понять как и чем она отличается от м390, интересно чем отличается новая суперсталь от старой, третье поколение , и все в барахолку поглядываю, взять бланк и сразу тормозит мысль, а вдруг дич
XD
А хотя, всеравно возьму, мы больные люди, тянемся к знаниям,и тратим на свои интересы много деняк
Для меня эта идея стала утопична еще на примерах кардинального различия стали D2 от LionSteel и того китайского мусора, что по сей день лепят на современные ножи (через один если экспертизу делать, окажется поди 420 сталь и ее производные). Финал - два клинка из N690 от Южного Креста, которые ведут себя на заточке и последующей эксплуатации по разному.
Заточка - это финальная стадия подготовки ножа и на этом этапе приходится разбираться со всеми предыдущими участниками процесса изготовления, где термообработка - это всего лишь один шаг. Упоминание в цепочке производства "термиста", часто комично, так как после этого термиста, как он что не обрабатывал, может оказаться васёк на гриндере, который все запорет задавая формы ножу, но кивать он будет на то, что сталь хреновая и он не виноват.
М398 также может быть с разных заводов Белера (или оказаться даже не с них) =)
Высокооборотистое точило, точильный камень 120
1-4 движения до выхода заусеца от рк, до полного выхода его, так как основная проблема такой заточки это крупный грубый заусенец и его надо чем то срезать, то крайнее движение делается на РК, в таком случае заусенец получится меньше, и со стороны где он вышел, медленно тянем по полировальному кругу например по овчине, с пастой 7 или 3мкм
Рк получается очень грубая, скорее всего заусенец и не уйдет, но нож будет резать, как пила конечно.
время на заточку таким способом при помощи электроточила с оборотами 2к+ займет секунд 40
Это самый базовый и грубый способ, без доводки, направки и тд, но такой нож сможет резать.
Можно добавить еще много элементов в данный тех процесс, но это увеличит время но улучшит состояние рк
Единственные места которые нагреваются в первую очередь быстрее всех, зона начала заточки например у пятки клинка и собственно у кончика, там меньше металла и следовательно теплообмена, и камень на эти зоны приходится под углом что увеличивает даже несущественное давление, следовательно движения должны быть быстрыми и легкими, в 99% искра вылетает(если вылетает) от первого прикосновения в зоне пятки.
у "всех" есть дача, и у всех есть недорогие ножи на которые мочить водники не особо есть желание
Прикиньте сами, цилиндр камня взаимодействует с РК по линии, плоскость ленты взаимодействует с РК по плоскости. Второе как правильней.
Emiliokazanova
...
Высокооборотистое точило, точильный камень 120
...
Без описания цели, данная технология - быстрая смерть ножам.
Имею личный опыт, как в общепите, даже на термеке без высокооборотистого точила, за полгода испортили ножи на выброс. Технология близка - точить кромку раз в две недели до заусенца...
Вишер
Ну на крайняк ленточно шлифовальная машина. Наждак для резцов токарных.
Прикиньте сами, цилиндр камня взаимодействует с РК по линии, плоскость ленты взаимодействует с РК по плоскости. Второе как правильней.
На мой взгляд, Вы ошибаетесь.
Во-первых шкурка на гриндере дает сильные ударные нагрузки. Выровнять поверхность шкурки, как камня - невозможно.
Во-вторых механическая заточка, как правило, всегда подразумевает доводку в ручную.
Из второго следует третье. На ленте всегда будет выпуклая линза, на камне вогнутая. Вогнутую линзу довести под нужный угол проще, и в плане количества снимаемого материала кромки и в контроле угла при доводке.
В качестве примера вспомните заточку железки рубанка на обычном точиле, по шагам. Заточка на наждаке - доводка на бруске. Как меняется геометрия железки по шагам обработки. Перенесите тоже самое на гриндер, и сравните полученные результаты.
vovchikljНе хочу вдаваться в подробности, но на высокооборотистом станке заточка столярного инструмента не делается, только обдирка или слесарка по устранению дефектов. Там много нюансов, но это всё же обдирка.
В качестве примера вспомните заточку железки рубанка на обычном точиле, по шагам. Заточка на наждаке - доводка на бруске.
Заточка на Тормек - псевдо заточка.
Понял это когда увидел РК в микромире и сравнил с заточкой на камнях.
По теме.
Валентин не просто так сказал о ...
Emiliokazanova... Наверное мало кто обратил внимание на эти слова.
при заточки даже искры не летят
Чем ближе обработка спуска или подвода приближается к РК, тем больше опасность перегреть, и тем больше может вырасти заусенец, и тем больше будет происходить утачиваемость инструмента. Давление и контроль на этом этапе очень важный момент. Минимизируя опасность возникновения большого заусенца, утачиваемость механизированной заточки сокращается.
Механизированную заточку, именно заточку, я не исключаю, но не приветствую.
Предпочитаю обходиться без неё.
Как по мне, то при работе на станках нужен не просто опыт, но и стаж, и больше вероятность испортить РК тем, у кого нет вообще никакого опыта, чем тоже самое сделать руками на камнях.
В училище так и учили.
Первый год затачивали, пилили и строгали руками.
На втором курсе допустили до станков.
Станочная заточка однозначно не для новичков, но это скорее дополнение к сказанному.
yemzабсолютно верно, к этим важным пунктам смело нужно добавить зернистость камня и его шероховатость(круги постоянно притираю камнями, пыльно но так у меня получается лучше) и отсутствие его бьения, ибо оно дает доп нагрузку на рк
... Давление и контроль на этом этапе очень важный момент.
По поводу опыта, да, первым что делаю, учу подмастерьев на таком станке, даю 3 кухонных ножа, и они их точат пока не выйдут на обух. и каждая заточка должны быть ровной, без завалов на острие или пятке и собственно перегревов, этого мало, но понимание появляется.
В самом начале держу руки человека и вместе водим по камню
http://kazap.ru/polirovalnye-krugi-dlya-zatochnogo-stanka-2
AlexP58
Здравствуйте Подскажите пожалуйста Гриндер на 610 ленту будет достаточен ,для пересведения ножей кухонных Трамонтина и китайских и Заточки топоров и лопат на даче ? Спасибо
на 610 вы даже саблю сможете пересвести.
Для трамы и топоров, с головой
AlexP58
Валентин Не сочтите за труд , подскажите пожалуйста мощность двигателя и производителя достойного Спасибо
гч610 от чапая вполне мощный и хороший инструмент, есть аверс и реверс
AlexP58Наверное, стоит пояснить, зачем вообще длинная шкурка, если используемое поле одинаковое.
Спасибо А то продавцы гриндеров , говорят , что надо покупать 1250 гриндер
1. Длинная шкурка лучше остывает
2. Медленнее изнашивается
3. Дешевле стоит в пересчете на площадь шкурки.
Отсюда вывод, если надо использовать по 8 часов каждый день, однозначно длинная шкурка. Для дома или маленькой мастерской, важнее компактность.
У меня, чтоб пересвести три ножа элмакс кухня - расход одной ленты 457, по элмаксу она уже туповата, а это большой шеф, универсал и овощной...
AlexP58
Евгений Спасибо Вам за помощь . Заточка - хобби . Гриндер требуется компактный, для не частой работы . Пересвести небольшое количество ножей своих и знакомых и на даче поработает Затратная часть забудется , когда будешь пользоваться приведённым в должное состояние инструментом .
На барахолке ножевой мастерской встречаются недорогие гриндеры на 610, один отдавали за 10-ку плюс куча лент. Чаще всего, не регулируемые, но вам и не надо для такой задачи. Дерево с пластиком обрабатывать не собираетесь, как я понимаю.
В связи с ростом цен, цены на частотники за последние полтора года скаканули на 2-3 тысячи, гриндеры же 1.5-2к
гриндер на 610 с частотником обойдется примерно тысяч в 20, но он универсальнее ЛЮБОГО станка для заточки, начиная от профиля и заканчивая тихоходным тормеком
про универсальнее я не подразумеваю лучше, или точнее, а про то что на нем можно сделать что угодно, начиная от простых заготовок из дерева заканчивая гриндом опасной бритвы, а так как черновая работа занимает порой столько же времени как и финишная подготовка и отделка, то стоит на ней уделить внимание, так как с гриндером по скорости ничего не сравнится, и если работать на свежих лентах заготовка не будет нагреваться в принципе.
но он универсальнее ЛЮБОГО станка для заточки, начиная от профиляМеханизированная приблуда, к любому станку можно, да и много чего делать можно с ее помощью, не гриндер конечно, но зато дома можно работать 😊
См. ровно с 4-ой минуты:
Urchini
Это кстати весьма логично и должно быть удобно - тормековские приспособы хороши.
Хороши громко сказано, есть люфты и тяжеленные, и плоскостность губок отвратительная
джет легче и не люфтит так, но у него постоянно латунная резьба в фарш превращается за 5 месяцев стабильно, тормек таким не так страдает
AlexP58
Тормек 7 у меня есть Круги - родной - штатный , 1000 Нанива , 4000 тормековский и Рузетек6000 / название может и исказил/ Натуральный заказывал в Европе Если точить не спешно - результат отличный Но гриндер в дом тоже захотел Он расширяет возможности твои
я надеюсь Вы осознаете сколько шума он создает, я уже знаю пару коллег, которые поставили на балкон/в дом такие вещи, и их жены из квартиры вместе со станками выгоняют)
EmiliokazanovaХороши громко сказано, есть люфты и тяжеленные, и плоскостность губок отвратительная
джет легче и не люфтит так, но у него постоянно латунная резьба в фарш превращается за 5 месяцев стабильно, тормек таким не так страдает
Что мешает плоскостность губок поправить? Люфты - у всех люфты, ну почти. А тяжёлый - это хорошо, тяжёлый - это надёжно.
я надеюсь Вы осознаете сколько шума он создаетшум даже не самая страшная вещь в квартире (на лоджии) там абразивная пыль, вот где засада.. Я даже из гаража убрал гриндер, потому что все покрыто было этим мелким абразивом, хотя использовал всякую защиту и сборник для мусора. В общем без циклона сплошное отравление окружающего пространства 😞


petrenik62
24365025
Без пыли грязи и шума.
petrenik62Без пыли грязи и шума.
ага плюющая суспензия, которая потом засыхает и поднимается в воздух в виде пыли, конечно
Emiliokazanovaага плюющая суспензия, которая потом засыхает и поднимается в воздух в виде пыли, конечно
При 40-45 об/мин не плюётся ,всё смывается водичкой .
Скажите, как заточник заточник: у вас гриндер хоть есть?
Подскажите пожалуйста Какие ленты для гриндера купить , чтобы пересводить и заточить уже готовые ножиНа этот вопрос нет однозначного ответа. Зависит от того сколько метала нужно снять, опять же какая железка в работе и какой характер сатина вы хотите получить в итоге на поверхности..
То есть ответ простой, вам понадобится практически вся линейка ходовых лент от VSM
Подскажите пожалуйста Какие ленты для гриндера купить , чтобы пересводить и заточить уже готовые ножиЭто зависит от Вашего виденья мира и поставленных задач.
Ленты VSM дешевле 3М не факт что хуже, есть особенности, которые при пересведении могут не сыграть. Опять же на какой скорости Вы собираетесь работать, я работаю на низких оборотах 14-20 Герц. Такую скорость хорошо держат VSM 880 а еще лучше 885. Это для снятия мяса, зерно смотрите сами, тут сложно посоветовать, и 40 может быть нормально и 120.
Попробуйте Тризакт 3М, но только тот, который шашечками Возможно под ваши цели и пойдет, но дороговато.
По моему мнению самый красивый сатин получается от черных лент карбида кремния VSМ опять же 40 80 120 это подбирать надо.
Ну и скотчбрайт зеленый, красный, коричневый.
Ну а дальше эксперименты.
Сегодня съезжу в представительство ЗМ Куплю мелкозернистых лентНу ленты с зерном выше 600 даже не знаю зачем, на ленте с одни зерном можно получать разные результаты, в зависимости от скорости и силы прижима клинка к ленте, можно еще экспериментировать с лентами типа скотч-брайт
(Заточной станок elmos BG 400)?
Одно время создали тему, но развития она не получила:
https://guns.allzip.org/topic/224/707426.html
Несколько подробнее разбирался девайс на дружественном ресурсе:
https://woodcraftsman.ru/index.php?topic=50468.0
Ну и заодно в тему дам ссылку на другую "горизонталку" оттуда же:
https://woodcraftsman.ru/index.php?topic=51151.0
Вот ещё старая тема о станках с горизонтальной планшайбой:
https://guns.allzip.org/topic/224/1032240.html
Гриндер куда как дорогая вещь. Под изготовление, ремонт ножей и инструмента.
А так да, берите сразу гриндер под двухметровую ленту, самый самолёт!
niks200a
Спасибо за совет. Хотелось бы поинтересоваться, почему вы советуете станок с кругами а не гриндер? Как мне кажется гриндер более универсальная штука, конечно я могу ошибаться. Если например я захочу наточить нож в линзу, как я понял, на элмосе этого не получится сделать.
Как уже выше сказали - дело в шуме и пыли. Я могу себе позволить штук 5 гриндеров, а вот не покупаю потому, что мастерской у меня нет, а дома такой агрегат - дело невозможное. А ещё потому, что в принципе гриндер, строго говоря - не заточной станок. А для слесарки.
А когда мне нужна механизация в заточке, я пользуюсь Элмосом, как более бюджетной версией Тормека. Более того, не доставляя беспокойства соседям, я на нём иногда и заполночь работал.
В любом случае для качественной заточки станок с водным охлаждением - куда лучше и безопаснее для клинка, особенно в ещё неопытных руках. А гриндер - это для слесарки в первую очередь. А между слесаркой клинков и заточкой их - большая разница, хотя нынче многие её не видят.
Сформировать же выпуклость при заточке можно уймой способов. И в частности, уже после того, как выполнена черновая грубая заточка, в т.ч. механизированным способом. А если знать, как подойти к делу, её можно и на круге сделать.
psnsergey
Вообще для дома для своих ножей не нужно механизации в принципе. Ну разве что апексоид.
Не будьте так категоричны. Я собираюсь завести элмос, тогда категория грубых камней может быть сокращена довольно сильно. И время сэкономлено. Если чуть-чуть масштабировать вовне, то мокрое точило очень полезная штука.
UrchiniНе будьте так категоричны. Я собираюсь завести элмос, тогда категория грубых камней может быть сокращена довольно сильно. И время сэкономлено. Если чуть-чуть масштабировать вовне, то мокрое точило очень полезная штука.
Вы обслуживаете только свои ножи? 😛
niks200a
Всем спасибо за отзывчивость! А вот скажите пожалуйста чем отличаются bg200 и bg230, на первый взгляд отличия незначительны а вот цена сильно разнится. И в интернете есть другие производители такого типа станков, почему именно элмос?
В посте 27 на первой странице темы я частично ответил на вопрос, но вкратце - данная модель дешевле аналогов и при том по отзывам одна из наиболее надёжных + позволяет юзать тормековскую оснастку. Про подобные станки других производителей - очень много нареканий было за последние лет 10. деталей уже не помню.
200 а не 230 я брал исходя из того, что круг у 200 - 250мм., а не 200, как у 230. Нету регулятора оборотов, но постоянная скорость штатная - совершенно достаточна, тогда как крайние границы 230-го либо очень уж медленно, т.е. нет смысла, либо макс. скорость не настолько выше, чтобы компенсировать ею, к примеру, неподходящий выбор круга под сталь (группу сталей).
Пространства больше и ресурс круга до момента когда он похудеет настолько, что корпус будет мешать затачивать ножи (всё-таки эти станки в первую голову для заточки столярного инструмента, и его можно и на сильно исхудавшем круге затачивать).
А разница в стоимости кругов не настолько велика, кроме того необязательно покупать тормековские - у ИНФ-Абразив они есть и дешевле при хорошем качестве.
Не знаю, съёмная ли рукоять для переноски на 230-м, но она тоже мешаться будет при заточке ножей.
Но в целом конечно недешёвое удовольствие, учитывая что нужен хотя бы один круг помимо штатного (как правило) и нужен как минимум алмазный карандаш для правки кругов либо специальная приспособа - она удобнее, но в разы дороже.
Я обхожусь карандашом.
Подробнее - в т.ч. о том, как в работе штатный круг и какие брал другие для иных групп сталей - можно прочитать по ссылкам:
про сам станок в целом:
https://www.myabrasive.ru/forum/viewtopic.php?f=20&t=254
Про круги:
https://www.myabrasive.ru/forum/viewtopic.php?f=20&t=259
(да, добавлю, что если планируете затачивать кучу бюджетной нержавейки, в т.ч. "совсем кастрюльной" - то лучше вторым кругом брать на основе оксида алюминия. Я для мягкой нержи воспользовался кругом от другого точила и рассчитанным на 3000 об./мин с твёрдой связкой - потому он не изнашивается капитально на такой нерже, хоть и из карбида кремния. Но производительнее по ней - будет ОА. А для высоколегированных довольно твёрдых сталей и порошковых в т.ч., быстрорезов - я взял на основе карбида кремния ещё более грубый чем штатный - от Инф-Абразив.
Про выравнивание кругов:
https://www.myabrasive.ru/forum/viewtopic.php?f=20&t=256
psnsergeyВы обслуживаете только свои ножи? 😛
И столярку немножечко. А ножи считай только свои, увы. Как бы мне не хотелось.
https://www.elmos-rus.ru/item/...0-220_3483.html
А стоит дешевле заметно.
Что касается зажима для ножей, вот такого:
https://www.elmos-rus.ru/item/...0-213_3475.html
Я не уверен. Меня смущает фиксирующий винт на пластиковой держалке с "юбкой" - у тормековского держака такого винта нет, а сама пластиковая деталь на резьбе, в меру тугой, и регуляция происходит легко и просто, а тут я подозреваю что либо резьбы нет, либо она такая свободная, что добавили фиксацию винтом. Кроме того, у тормековского на одной из губок - сделана выборка, что позволяет точнее зажимать без заметного перекоса при перевороте - вот на нижнюю "губку" смотрим (фото кликабельно):
А у элмосовского такой "ступеньки" нету.
Правда, надо сказать, что особой точностью не грешит и тормековский зажим, всё это по большей части всё равно для достаточно грубой обработки и с определёнными допусками. Ну с опытом начинаешь понимать где и когда это как скорректировать.
Круг снимаю и ставлю его под столик на кусок вспененного полиэтилена, при том он прислонен к внутренней боковой стороне столика - т.е. не плашмя, а вертикально и ему так ничто не мешает постепенно сохнуть.
P.S. Не знаю как у других подобных станков, тоже где-то вроде когда-то читал про неудобство лотка, но вроде бы применительно к какому-то другому станку, может даже к одной из модификаций тормека. Про Элмос такое вроде мне не попадалось. В любом случае, у меня это никаких проблем не вызвало.
ivan 23 45
Оснастка для Тормека дорого и понятно что качественно А кто не будь пробовал оснастку подешевле ??
у меня elmos bg 230, оснастка вся штатная элмосовская, все вполне устрвивает по качеству, единственное только поменял все барашки на оснастке, штатные громоздкие и цепляют
oldTor
Снимаю лоток, выливаю и мою его. Он садится выступами в специальные зазоры в корпусе и снять его не проблема, ничего не расплескав.
Круг снимаю и ставлю его под столик на кусок вспененного полиэтилена, при том он прислонен к внутренней боковой стороне столика - т.е. не плашмя, а вертикально и ему так ничто не мешает постепенно сохнуть.P.S. Не знаю как у других подобных станков, тоже где-то вроде когда-то читал про неудобство лотка, но вроде бы применительно к какому-то другому станку, может даже к одной из модификаций тормека. Про Элмос такое вроде мне не попадалось. В любом случае, у меня это никаких проблем не вызвало.
Поддержу, проблем с извлечением лотка нет никаких, и на младших версиях
ivan 23 45
Ярослав Gunnm Спасибо !
Забыл кстати, алмазный карандаш для правки кругов который элмосовский, можно выкинуть сразу, у меня его не хватило даже на пол круга... Я в самом стержне от приспособления рассверлил резьбу и запресовал туда советский алмазный карандаш с большой толщиной алмазного слоя, его хватит точно на долго))
Gunnm
.. беда какая то с выставлением нужного угла заточки для ножей, мб у меня так, но пока не сообразил.. выставляешь 20 градусов на сторону, в итоге по 15 получается, ставишь угол 16 градусов, на выходе 11 на сторону...
По поводу выставления/рассчёта углов на подобных станках на примере тормека, было обсуждение полезное на дружественном ресурсе. По ссылке, с поста 1031 поглядите:
https://woodcraftsman.ru/index.php?topic=1172.1020
И ещё полезные ссылки на следующей странице есть в посте 1036, 1043.
GunnmЗабыл кстати, алмазный карандаш для правки кругов который элмосовский, можно выкинуть сразу, у меня его не хватило даже на пол круга...
Не видел живьём их карандаш.. Странно как-то. Там что ли один слой только с гальваническим закреплением и плохим?
Я вот очень рад тому, который купил у Ивана когда-то:

На первом снимке видно бороздки - они, по идее, показывают границу следующего рабочего "слоя", до которого надо будет сточить оправку для обнажения свежих алмазов, ежели вдруг поизносятся и вывалятся в первом слое. Но я им уже сколько пользовался - пока всё прекрасно, износ пока мало заметен. Т.е. вот в подобных изделиях предусмотрен подобный ресурс. У элмосовского точно ничего подобного не было? Но в любом случае, конечно, вылетать "за раз" всё это не должно. Спасибо за предупреждение!
Вот на высокооборотистых сухих кругах конечно алмазный карандаш живёт не очень, предпочтительнее твердосплавные, как многие отмечают, ну а больше всего там силит рулит) Классная вещь! Писал про него по ссылке на предыдущей станице. Ну а вот для водного низкооборотистого - алмазный очень даже, особенно вот с довольно крупными алмазами - для кругов на не очень твёрдой связке и с открытой структурой - шикарно - очень легко и быстро правит, а для очень плотных и твёрдых - режет конкретные бороздки и потом лучше ещё чем-то их "разбить", "размельчить" или сгладить, и уже в такой ситуации недурно это можно опять-таки силитом сделать либо дешманским широким алмазным карандашом Т-образным с одним слоем гальванически закреплённых не очень крупных алмазов (они раньше недорогие во многих магазинах попадались).
oldTor
Не видел живьём их карандаш.. Странно как-то. Там что ли один слой только с гальваническим закреплением и плохим?Я вот очень рад тому, который купил у Ивана когда-то:
На первом снимке видно бороздки - они, по идее, показывают границу следующего рабочего "слоя", до которого надо будет сточить оправку для обнажения свежих алмазов, ежели вдруг поизносятся и вывалятся в первом слое. Но я им уже сколько пользовался - пока всё прекрасно, износ пока мало заметен. Т.е. вот в подобных изделиях предусмотрен подобный ресурс. У элмосовского точно ничего подобного не было? Но в любом случае, конечно, вылетать "за раз" всё это не должно. Спасибо за предупреждение!
Вот на высокооборотистых сухих кругах конечно алмазный карандаш живёт не очень, предпочтительнее твердосплавные, как многие отмечают, ну а больше всего там силит рулит) Классная вещь! Писал про него по ссылке на предыдущей станице. Ну а вот для водного низкооборотистого - алмазный очень даже, особенно вот с довольно крупными алмазами - для кругов на не очень твёрдой связке и с открытой структурой - шикарно - очень легко и быстро правит, а для очень плотных и твёрдых - режет конкретные бороздки и потом лучше ещё чем-то их "разбить", "размельчить" или сгладить, и уже в такой ситуации недурно это можно опять-таки силитом сделать либо дешманским широким алмазным карандашом Т-образным с одним слоем кальванически закреплённых не очень крупных алмазов (они раньше недорогие во многих магазинах попадались).
Ой спасибо, почитаю обязательно, давно мучаюсь с углами...
А по поводу приспособления для правки круга, которое к станкам Elmos, то я не шучу, оно реально "с одним слоем и плохим" я изначально когда его заказывал допом к станку, то уже знал что он одноразовый, там вобщем-то такое ощущение что просло плюнули на болтик и макнули в алмазную крошку) Я спецом аккуратно пытался править первый раз, потом пригляделся, а у меня уже наоборот камень стачивает саму правилку, ну то что от нее осталось)Но сама приспособа годная, ее один фиг надо покупать что бы править, и колхозится там все очень просто, старый карандаш вынимается, рассверливается резьба и запресовывается такой же карандаш как у Вас на фото, далее - полет отличный.
Дома буду, закину фотки


Как может выглядеть, в данном случае резцы.
http://directlot.ru/lot.php?id=44475
П.С. продавцом или заинтересованным лицом не являюсь.
С Уважением, Владимир.
Ссылку на магазин на али не даю, так как магазин нехорош. Во-первых наврали с зернистостью, а во-вторых с размерами - круг заявлен 200мм., а по факту 198,5. Правда, это несколько уравновешивается тем, что алмазоносный слой обещали 4мм., а по факту 4,5мм. Так что "где-то найдёшь, где-то потеряешь" и наоборот. Ширина рабочей части - 20мм., как и обещали. Да, диаметр круга такой брался ради того, чтобы можно было нормально работать на этом станке в т.ч. с ножами.

Но не суть, мне такая зернистость тоже была интересна, потому возврат не делал. Размер наиболее крупных зёрен достигает ~120мкм., в целом же фракция, похоже, 100/80. По отечественному ГОСТ в такой фракции может присутствовать до 5% зёрен размером до 125мкм. как максимум, так что в целом, я бы сказал, что с зернистостью и чистотой фракции всё в целом в наш ГОСТ укладывается. Интересно, что связка органическая с наполнителем в виде меди, причём процент меди очень высок.
Предлагаю глянуть микрофото - полимер в связке красноватый, но на его фоне медяшка всё равно довольно контрастна:
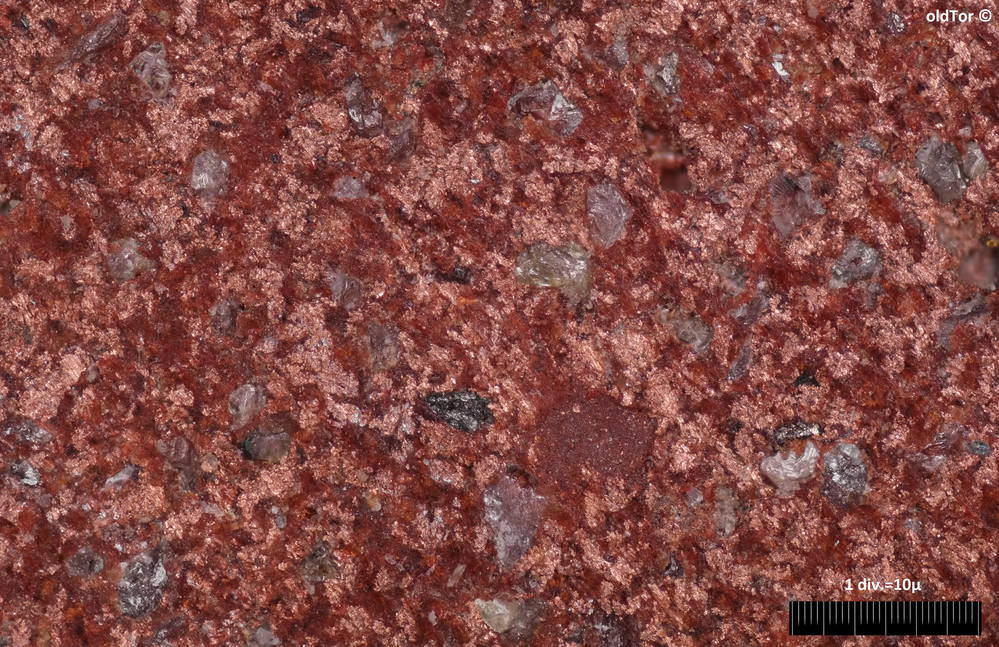
Да, концентрация зерна заявлена 75%, однако я бы сказал, что она ближе к 100% для такой фракции - ибо количество зёрен на 1 квадратный мм. тут сопоставимо с их количеством для фракции 80/63 при 100% концентрации (данные из отечественной спец. литературы), а для фракции более крупной это количество меньше.
Что касается производительности круга - я не знаю, на какие режимы он рассчитан. Полагаю, что на 350-400 об./мин. если не больше, но при 90 - он довольно задумчивый по обычным сталям и по быстрорезу в т.ч.
Для сравнения - круг на основе карбида кремния F120 от Гриндермана - по быстрорезу работает веселее, да и по порошковым сталям тоже. Но это для меня не новость, алмазный круг брался больше из рассчёта на свёрла с твердосплавными вставками и некоторые другие задачи, где удержание кругом формы важнее производительности.
Ну а учитывая такое количество медного наполнителя в связке, мне стало интересно погонять его и на сталях, которые алмазами в принципе не особо хорошо обрабатывать. В качестве эксперимента взял китайскую реплику страйдера из чего-то типа 9Cr18MoV. Нож - откровенный лом, и для собственно "реза" не годится - а как вспомогательное орудие что-то вскрыть и что-то поковырять - вполне годно, но и поэтому тщательной заточки он не стОит.
Затачивал, используя в виде СОЖ воды с капелькой мыла:

Даже с мыльной водой, на такой стали засаливание моментально дало себя знать (при заточке 9ХС или р6м5 ничего подобного не наблюдалось и с чистой водой):
Попробовал почистить абразивным ластиком, а точнее, фрагментом специального круга (HACO-FLEX) - как раз для таких целей - очистка алмазных и эльборовых кругов.
Чистит очень даже неплохо:
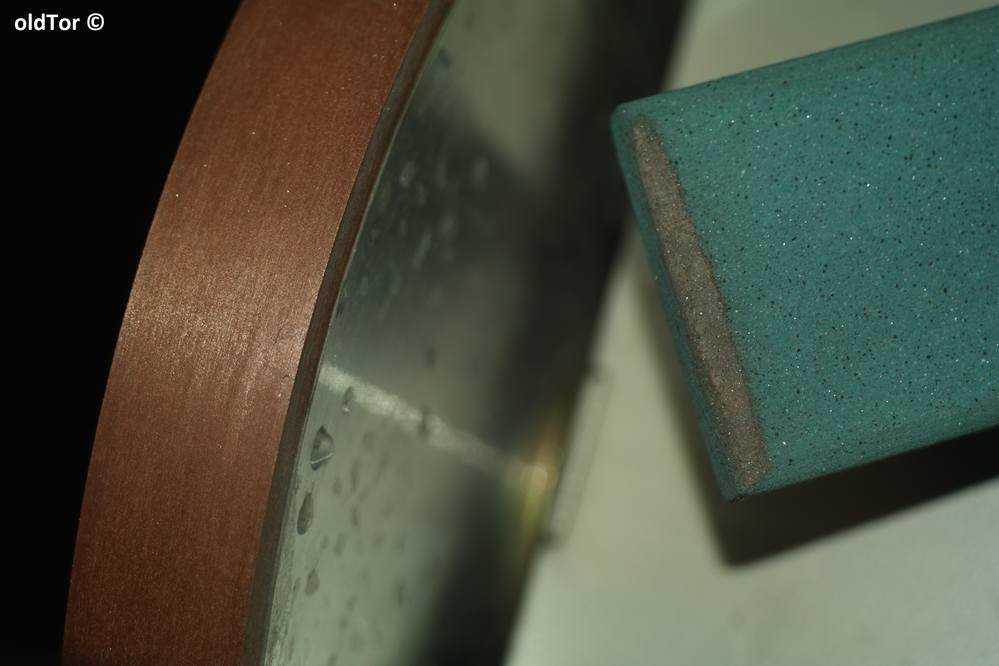
Что касается заточки - ну вот да, такую сталь он кушает достаточно производительно. Мне захотелось выяснить, насколько острую кромку на нём реально сделать на ней)
В общем-то неплохо, я конечно выполнил технологический барьер, после чего сделав по 10 проходов меняя стороны каждый проход, получил непринуждённое бритьё предплечья и даже способность на худо-бедно вменяемом уровне провести тест на рез тонкой папиросной бумаги. Т.е. вышло лучше среднестатистической фабричной заточки не только подобных китайских ножей, но и европейских и американских) И без кругов с пастами)
Конечно, столь крупное зерно успело таки и после тех. барьера, местами "пробить" самую кромку, но до его выполнения, шероховатость РК получалась раза в 2-2,5 грубее. Первый снимок - с объективом Ломо 4,7х0.11 П - справа миллиметровая шкала линейки для оценки ширины фасок (я уже писал выше, что этот нож - "лом"), и слева с края как раз видно забойчик от выступающего крупного зерна. Чуть правее середины - есть ещё один, но уже меньше. В общем, процент выделяющихся размером забойчиков примерно в 5-6 раз ниже, чем до выполнения тех. барьера:
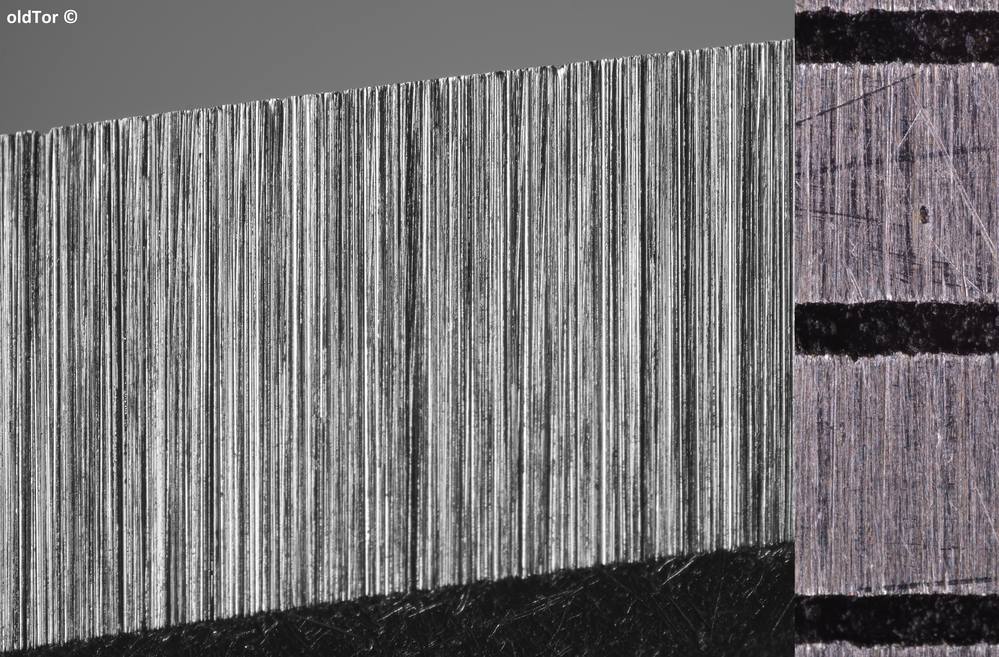
Ну и сделал ещё микрофото уже с Ломо План 10х0.22 в масштабе ~ 16:1 + кроп.
Так лучше можно оценить характер полученной кромки - понятно, что на столь грубом зерне такая тонкость РК весьма эфемерна, однако достижима несложно, хотя легко можно переработать - тут уже видно, что буквально ещё пару проходов и был бы "оверхонинг" и образование заусенца:
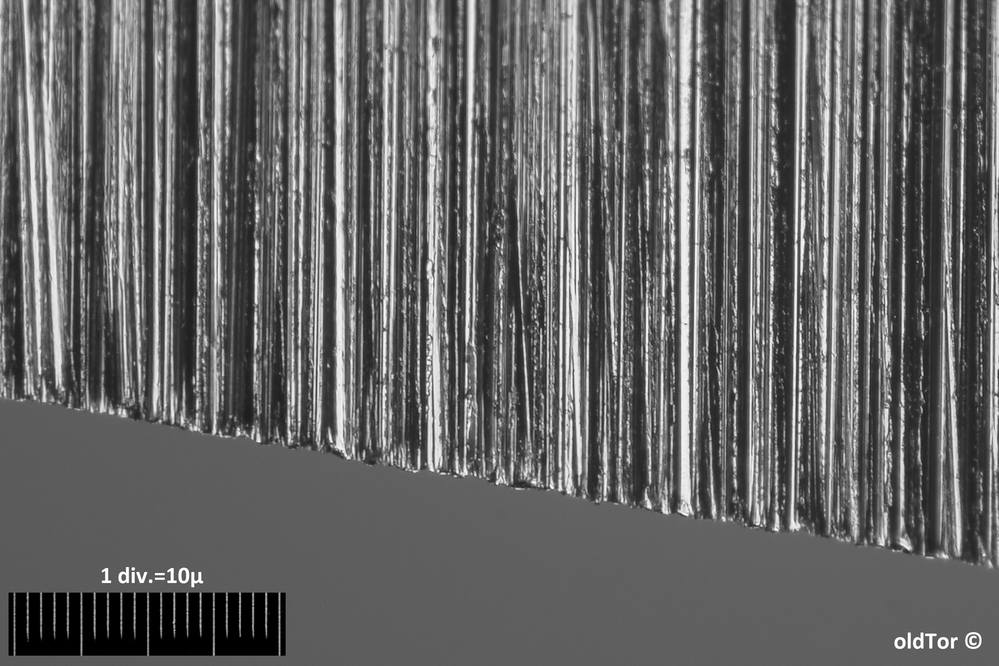
При том, отмечу, что при заточке я легко не давал заусенцу вырастать - частая смена сторон, регуляция силы прижима и кол-ва воды, увлекаемой кругом, позволяют подрезать его на начальном этапе образования.
----------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
У меня сложилось мнение о том, что заточка на режущую кромку особенно крупными фракциями где за абразивными частицами присутствует твердая подложка (к примеру ленточный станок , за лентой находится прижимная плита) смысл заключается в следующем, прижимая полотно к ленте мы зажимаем ее к плите, воздействие абразива усиливается, это можно отнести и жестким керамическим лентам, принцип такой, набегающий абразив на рк, одновременно как и режет металл так и бьет по нему, в отличии от точения от зерна, где абразив бьет и режет подвод, выходя на рк.
От сюда можно предположить, что высыпания в ползучих деформациях вызваны не только вибрацией и бьением станка но и ударом абразива, который как и наклепывает так и расхрупчивает структуру, и если бы я выберал из большего зла меньшее я бы точил От зерна, дабы воздействие набегающими вершинами на РК гораздо пагубнее, нежеле на оборот.
Я думаю это можно еще отнести к кругам с крупной фракции на твердой связке, к гальванической связке.
Так же, когда мы точим от зерна без жестко зафиксированного клинка(на руках) происходит демпфер который частично мог бы гасить этот удар.
Сабж
Однако, предполагается, что в реальности такой проблемы практически не возникает, когда процесс протекает "правильно".
Что имеется в виду:
1) везде в тех. литературе отмечается, что круги должны быть выровнены а биения по-максимуму устранены, подача и давление - регулируются в зависимости от ситуации.
2) При обработке на весьма грубом абразиве кромка либо ещё слишком толста, чтобы ей вредила эта "бомбардировка", так как когда она доходит до определённой тонкости, где это становится критичным - оставляют припуск и далее работают на более тонком и однородном абразиве. В тех. литературе много внимание уделяется припускам и режимам, и в этом ключ к решению многих проблем и к оптимизации процесса.
3) либо, в той ситуации, где продолжают всё равно снимать дальше - страдающий участок кромки всё равно предназначен к дальнейшему удалению на следующих операциях
4) СОЖ/ПАВ существенно снижает проблему "удара" зёрен в кромку, поэтому очень важны рекомендации не только по подбору СОЖ/ПАВ, но и по их подаче - скорость, давление/отсутствие оного, объём подаваемой СОЖ. Она даёт и демпфирование. и позволяет регулировать и глубину врезания и тонкость обработки в определённой степени
При обработке же грубой, но предполагающей получение относительно тонкой кромки - более высокие требования предъявляются качеству абразива по однородности и режимы скорости и давления.
Конечно, будут ситуации, где работа на зерно - особенно на ленте - будет плохим вариантом. Но в первую очередь - именно на ленте, особенно на сухих лентах.
Но и работа ОТ зерна на них не исключит и другой проблемы, причём более глобальной - бокового воздействия зёрен абразива в зоне РК - продавливание ими стали с выпиранием её с другой стороны по достижении определённой тонкости в зоне РК и пр. - наверное, видели все, и даже в обычную лупу, при работе на грубом абразиве, если обрабатывать довольно долго одну сторону. И эту проблему деформаций никак не решает изменение направления обработки - что ОТ что НА зерно.
При этом, обработка ОТ зерна остаётся менее производительной с точки зрения роста заусенца и массы дефектного слоя, как в толщину, так и в глубину, которую придётся дальше убирать.
Конечно, в отдельных ситуациях обработка ОТ зерна может помочь. Но это уже частности конкретных ситуаций, режимов, инструментов - что затачиваемых, что тех, которыми затачивать.
В целом же, это мало что решает в лучшую сторону, а проблемы тоже создаёт.
Не зря, в технической литературе крайне мало найдётся примеров рекомендованной обработки "от зерна". Зато очень много уделяется внимания подбору и качеству состояния абразивов и режимов работы - это то, что должно компенсировать проблемы, при том, не теряя в производительности.
Так что когда сам, в силу опыта понимаешь, что в данном случае будет лучше "от зерна" - скорее всего так оно и будет. Но выводить из этого общее же правило, в том числе в силу собственного опыта - не станешь.
Я так считаю.
EmiliokazanovaВалентин, гриндера у меня нет, но есть Tormek T-3 и алмазный диск #80 Grit. На Topmek можно затачивать как от зерна, так и на зерно без проблем. Пробовал и то и другое. Остановился на зерно.
От сюда можно предположить, что высыпания в ползучих деформациях вызваны не только вибрацией и бьением станка но и ударом абразива, который как и наклепывает так и расхрупчивает структуру, и если бы я выберал из большего зла меньшее я бы точил От зерна, дабы воздействие набегающими вершинами на РК гораздо пагубнее, нежеле на оборот.
Тут много чего нужно учитывать, но вот с Ярославом полностью согласен.
oldTor
При этом, обработка ОТ зерна остаётся менее производительной с точки зрения роста заусенца и массы дефектного слоя, как в толщину, так и в глубину, которую придётся дальше убирать.
Теперь этот алмазный диску у меня не у дел, а причина в следующем...
oldTorПо этой причине, вместо алмазного диска у меня в приоритете КК и ОА F120.
При обработке же грубой, но предполагающей получение относительно тонкой кромки - более высокие требования предъявляются качеству абразива по однородности и режимы скорости и давления.
Хотел бы акцентировать внимание на последнем слове в выделенной цитате - "давления"! Иногда лучше пожертвовать временем на обдирке, дольше но аккуратно закончить этот этап, чем потом бороться с вылезающими проблемами на этапе зачистки.
P.S.
Исключительно из моего опыта, не претендующего на истинность.
Круги из ЭБ и ЭЗ и пр на точилах также балансируются в сборе, затем выравниваются алмазным карандашом и при необходимости снова балансируются. Дисбаланс проверяется вибромером, на станках с рабочим телом до 15 кг допустимый дисбаланс 5гр, как на автовазовском колесе.
По структуре кругов, чем больше скорость станка, тем более открытой структуры требуется круг. Если применить закрытой, то без водяного охлаждения работать будет невозможно. Это так, краткие принципы. Нет у меня возможности цитировать Косилова главами.
При работе на лентах , все похоже, т.к скорость резания счисляеся в м\с, не в об\мин.
Вишерон писал про тормек, так не так чувствуется балансировка круга, как на больших оборотах, ибо камень медленно плывет, если покупной то гальваника. Я периодчески работаю на разных станках, мне понравилось чистить алмазы на органике вулканитом. Я год назад заказал 2 алмазных круга, так они оба приехали косыми, мы уж на вал станка грешить начали, потом ножом просто основу подрезали на ходу , чтобы как-то уменьшить баланс, а на заводе изготовителе отписали, присылайте обратно ТК компанией, на что мы решили что это был уж очень неудобный маневр, ибо тк все далеко.Завод Томал, два раза заказывал, первые пришли норм, крайние же, все раскорсые, обплевались калибровать, по абразиву вопросов нет, жрут все.
Алмазные диски надо балансировать. На станке должна быть шайба с балансировочными грузчиками. Без этого никакой заточки не выйдет. Иной вопрос в том, что затачивать сталь на алмазе можно, но не долго. Алмаз забивается , производительность падает, местный перегрев и здравствуй брак. Алмаз для твердых сплавов и керамики.
Круги из ЭБ и ЭЗ и пр на точилах также балансируются в сборе, затем выравниваются алмазным карандашом и при необходимости снова балансируются. Дисбаланс проверяется вибромером, на станках с рабочим телом до 15 кг допустимый дисбаланс 5гр, как на автовазовском колесе.
По структуре кругов, чем больше скорость станка, тем более открытой структуры требуется круг. Если применить закрытой, то без водяного охлаждения работать будет невозможно. Это так, краткие принципы. Нет у меня возможности цитировать Косилова главами.
При работе на лентах , все похоже, т.к скорость резания счисляеся в м\с, не в об\мин.
1А1 круг алмазный 200х20х5х32 В2-01 АС6 160/125 100 270 - 4097руб. за 1шт. без учета НДС20%
1А1 круг алмазный 200х20х5х32 В2-01 АСМ 14/10 100 270 - 4400руб. за 1шт. без учета НДС20%
вот такие цены были в декабре 20го.
они же в декабре 18го
1А1 150*20*3*32 - 2478 рублей без НДС.
2. 1А1 150*20*5*32 - 3132 рублей без НДС.
мы на них керамику точим и всякое по мелочи, а биение для керамики это смерть.
Вообще, стальные упорные шайбы иногда гнутся, притягиваешь к ним камень, он бить начинает. Я все шайбы перетачивал из 316L. Удивительно, они толстые, как их ведёт, непонятно. Мб остаточные деформации, они штампованные.
Проверьте биение шайбы на валу индикатором, проставвку вместо круга надо на приличном станке сделать.
Вишер
Я в Томилино беру для резцов токарных, круги приходят практически идеальные, но и точу резцы на 3000 об\мин. На тормеке правил круг 1 раз , Заточника нашему, приспособу городил, часа 1,5 убил, правил куском керамики. Потом дотымкали, шайба бумажная разностенная оказалась, давала небольшое торцевое биение. Выточил ему капролоновую 2мм. Он потом сам круг менял на новый, , прокатило.
Вообще, стальные упорные шайбы иногда гнутся, притягиваешь к ним камень, он бить начинает. Я все шайбы перетачивал из 316L. Удивительно, они толстые, как их ведёт, непонятно. Мб остаточные деформации, они штампованные.
Проверьте биение шайбы на валу индикатором, проставвку вместо круга надо на приличном станке сделать.
Интересно) У меня был опыт в шлифовке алмазного круга на тормек, я шлифовал абразивной бумагой, круги же на керам связке, онли алмазной правилкой, можно конечно камнем двусторонним выровнять, но этот маневр нам будет стоит 1.5-2 часа в зависимости от износа, тем более на глаз, используя направляющую как упор. А шлифовка гальваники,алмазным конусом, мне кажется это смерть кругу.
Проверь индикатором упорную шайбу, если бьёт больше 0,2мм, надо ее на токарном проточить.
Тут признак кривизны простой, ставишь круг, проворачиваешь подносить чертилку к торцу, если риска больше 1\4 длины окружности, шайба кривая. Если локально, на 1\4 и меньше, на круге пупок.
Набери 926721739три, палец устал тыкать.
EmiliokazanovaНу да.
он писал про тормек
Там обороты 120 в минуту, плюс водяное охлаждение.
Алмазный диск - гальваника на нержавейке, и выравнивать там нечего.
Биения нет вообще, как осевого, так и бокового и балансировать его не нужно.

----------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.