Например вот тут:
https://guns.allzip.org/topic/224/2319225.html
Или вот тут, с поста 302:
https://guns.allzip.org/topic/224/1200089.html
В этих темах вроде удалось объяснить причины этого, а в данной я предоставляю иллюстративную часть.
Первый пример - гальванически закреплённое алмазное зерно.
Свежая поверхность бруска - как можно видеть, отдельных торчащих зёрен на единицу площади, очень мало - масштаб съёмки 12:1, по горизонтали 1,5мм.:
Т.е. на такую площадь, буквально 3-4 зёрнышка торчат - в глубину резко изображаемого пространства при микросъёмке тут влезает немногим больше 10мкм., что как раз позволяет оценить шероховатость бруска и количество контактирующих с обрабатываемым клинком, зёрен абразива.
Однако, с гальванических брусков, настолько выпирающее зерно отлетает буквально в процессе первого применения, и картина улучшается - вот теперь другое дело - та же поверхность в том же масштабе после работы:

И теперь, этот брусок грызёт довольно оперативно - количество рабочих зёрен на единицу площади выросло, и теперь, покуда они не затупятся, покуда не деградируют их режущие грани - работа будет довольно интенсивной.
Т.е. для того, чтобы брусок начал работать, ему необходимо время на приработку, и чем он грубее по размеру зерна, тем бОльшее время ему требуется. И тут весьма важно соотношение размера зерна и концентрации абразива в бруске. Как можно видеть, у гальванически закреплённого алмаза, она сравнительно невелика, всё равно, даже на приработанной поверхности, наиболее выступающих зёрен на единицу площади не так много, хотя этот брусок ещё очень неплох в этом плане, производитель не пожалел "насыпать" зерна довольно щедро, но всё равно концентрация абразива реальная, в реально работающем слое - невелика. Она несколько прирастает по мере процесса заточки, однако, неспособность зерна к дроблению, а лишь способность затупляться - постепенно хотя и снижает неоднородность обработки по глубине и размеру рисок, но и снижается производительность.
Возьмём другой пример - крупнозернистые бруски на основе карбида кремния.
Концентрация зерна у них намного выше, причём всегда, однако, при особо крупном зерне, высокая плотность бруска и твёрдость связки, также создаёт проблемы. Процитирую свой пост с иллюстрацией того, что происходит в таких условиях, в процессе работы:
"Удалось поймать на фото примечательный момент, а именно - выглаженная поверхность бруска Гриталон м63, с заметным эффектом "матирования" граней зёрен. Слева снизу на фото, заметны, в виде продукта истирания, частицы зёрен, причём где "забито" ими - желтоватый оттенок, что связано с наличием порыжевших от воды частиц снятого металла в рельефе камня. Снято через микроскопный объектив Ломо План 9х0.20 с диафрагмой, один кадр, немного редактуры, кроп - по горизонтали 2мм., фото кликабельно, доступна развёртка в 100%:

"
Т.е. работа конечно происходит, во многом благодаря способности зерна к дроблению, но когда оно так плотно упаковано в связке и хорошо там удерживается - с него лишь откалываются частицы, что, конечно приводит к обнажению свежих острых граней зёрен, но в данном конкретном случае, превалирует иной аспект, а именно - эти отколовшиеся частицы, вызывают эффект, как если бы мы притирали этот грубый брусок на слишком тонком порошке карбида кремния.
Т.е. для работы по довольно малому пятну контакта этот брусок довольно производителен, тем паче, что имеет не самое крупное зерно, однако вот подобная ситуация с рабочей поверхностью, несколько мешает. лучше бы ему быть менее плотным, либо менее твёрдым (что, собственно позднее с ним и было сделано - этот брусок Гриталон, позднее стали делать более легко обновляющимся).
Ещё пример - более крупное зерно - м100. Также высокая концентрация абразива и высокая твёрдость бруска - тут для того, чтобы снять рельеф поверхности информативно, а не 3-4 выступающих вершинки зёрен на фоне мути зоны нерезкости, мне пришлось сделать стэкинг из 19-ти кадров. Если примерно прикинуть ГРИП толщиной чуть более 10мкм., то станет понятно, насколько мало работающих вершинок зёрен, первое время работы бруска, являются активными - собственно на микрофото видно два самых выступающих зёрнышка с чутка обколотыми вершинками - масштаб съёмки 13:1, по горизонтали 1,8мм.:

А теперь, пример с шлифовальной бумагой- очень грубая, p40.
размер зерна 400-500мкм., электрокорунд - зерно столь крупное, что я снимая даже со стэкингом, взял объектив послабее и с бОльшей ГРИП - тут масштаб съёмки 5,1:1 по горизонтали кадра 4,6мм. стэкинг 21 кадр:
 Abrasive Sandpaper Aluminium Oxide P40 (400-500чm)
Abrasive Sandpaper Aluminium Oxide P40 (400-500чm)
Что можно сказать - размер зерна огромен, а концентрация абразива весьма скромная - в такой ситуации, не только учитывая слабый сам по себе "носитель" абразива, но и низкую концентрацию - зерно теряется быстрее, чем успевает поработать.
В общем, мне кажется ситуация достаточно понятна + можно почитать обсуждения по ссылкам, что я дал выше и сопоставить с иллюстрациями для вящей наглядности и понимания.
В общем - снова приходим к тому, что стереотип "чем крупнее зерно, тем быстрее" - несостоятелен, что в любом общем утверждении есть свои границы и нюансы. И что "волшебных" абразивов нет - всегда есть комплекс свойств и комплекс компромиссов, выбор абразива целесообразно задаче. И именно потому, их существует такое великое разнообразие.
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
- Вопрос про размер зерна и абразивную способность https://guns.allzip.org/topic/224/445766.html
- Путеводитель по заточке / Особенности работы абразивов / О гритности
- ;;; Путеводитель по заточке / Особенности работы абразивов / Почему нужны разные камни
- Еще было у Тодда Симпсона
ага, оно
https://scienceofsharp.wordpre...n-rate-vs-grit/ - Еще было на ганзе .. что грубые камни - не всегда быстрее/ 1000 jis - оптимум по скорости --со ссылкой на Тодда
https://guns.allzip.org/topic/224/1110420.html
--- здесь -- надо выжать
Позже дополню...
Скажу свои наблюдения. На мой взгляд, здесь всегда стоит учитывать не только размер абразивного зерна, но и площадь соприкосновения бруска и стали. При одинаковом давлении, общий объем врезающегося в сталь зерна (как с водой - объем зерна, который утонул в стали во время заточки) будет примерно одинаковым не зависимо от размера зерен и их количества. Другими словами, если будет много очень мелкого зерна, то все зернышки будут врезаться в сталь только вершинками. Если зерна будет мало, но оно будет крупным, то глубина будет увеличиваться. При одинаковом размере зерна, но увеличенной площади соприкосновения - увеличится количество зерен и как следствие уменьшится глубина врезания зерна.
В итоге, если необходимо проработать большую плоскость - например спуски, то стоит обратить внимание на более грубые бруски. Если же работа идет по очень узкой фаске, то необходимости брать очень грубые бруски нет.
С другой стороны, та же зависимость отражается в твердости стали - чем тверже сталь, тем меньше врезаемый объем абразива в сталь. В итоге, для эффективного снятия большого количества металла, может помочь применение грубого абразива в котором будет меньше абразивных зерен на площадь, которые смогут врезаться более глубоко (как более мелкий абразив для обычных сталей).
------------------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
Врезание более глубоко - это прекрасно, но не всегда реально. Это может потребовать избыточного давления, которое ещё и не всегда получится развить, не при любых условиях, и при котором эти зёрна не удержатся в связке или оставят чрезмерно "распаханную" поверхность.
Но собственно это уже обсуждалось в темах по ссылкам в первом посте.
Евгений_Е
...В итоге, если необходимо проработать большую плоскость - например спуски, то стоит обратить внимание на более грубые бруски. Если же работа идет по очень узкой фаске, то необходимости брать очень грубые бруски нет.
С другой стороны, та же зависимость отражается в твердости стали - чем тверже сталь, тем меньше врезаемый объем абразива в сталь. В итоге, для эффективного снятия большого количества металла, может помочь применение грубого абразива в котором будет меньше абразивных зерен на площадь, которые смогут врезаться более глубоко (как более мелкий абразив для обычных сталей).
По-разному... Например, часто можно взять брусок той же зернистости, но меньшей твёрдости и\или плотности, и то же касается и более грубого, который взяли, но он оказался непроизводителен.
Хотя для работы по спускам вообще проще обратиться к средствам механизированным.
По стали - не твёрдостью единой - я бы сказал что не менее важна её вязкость. Что плохо для твёрдой и суховатой, может отлично подойти для даже ещё более твёрдой, но достаточно вязкой, равно как и наоборот.
Кстати, особенно это хорошо разъяснено в литературе по шлифованию - там куда больше зачастую внимания уделено не размеру зерна, а именно характеристикам связки,правда там ещё и проблема перегрева существует, но она не единственная ключевая.
А вот в ручной обработке вопрос подбора абразива по комплексу свойств - часто забалтывается, и оперируют только зернистостью и видом абразива. Хотя концентрация его, плотность бруска, твёрдость связки, её соотношение со способностью к истиранию - не менее важны. А может и более.
В общем, не выйдет тут вывести правило "в двух словах". Слишком много переменных.
Хотя бы потому, что случайная "паразитка" от 60-го и 240-го ощутимой разницы явления на простой углеродке. Задумался, отвлекся, чуть передавил.
А ее выведение может и критичным быть для геометрии, особенно для клинков, уже тонко сведенных на гриндере.
+ по принципу, стакан пшена - больше чем стакан гороха, "пшено" пошустрее работать будет.
У меня так со временем сложилось.
nakayamastone
Ежли особо крупный абразив работает медленно - то зачем их тогда делают?
Во-первых, не все они рассчитаны на заточку. Многие - на обработку совсем иных материалов. Кстати многие отмечали отличную производительность, например алмазов венёвских 200\160 для обработки торцев будущих стеклянных притиров, я на гальванике грубой начерно подравниваю притиры и камни - собственно для того и брал в первую очередь. В этом она реально хороша, и на мой взгляд - куда лучше, чем для заточки.
Во-вторых, что уже касаемо заточки - некоторые фирмы просто взяли и перенесли промышленные абразивы для механизированной обработки, в ручную, сделав с той же связкой ручные бруски, нихрена не видя разницы между режимами механизированной и ручной обработки, но прокатило - покупают. А многие китайцы это повторили, потому как "пипл хавает".
В-третьих - если посмотреть на серьёзных производителей абразивов, разработанных _специально_ для ручной обработки, то можно заметить что мега-крупного зерна - у них единичные случаи или вовсе линейки начинаются с 100-150мкм. а то и с меньшего, а не 200мкм или тем более с 300.
Рынок и потребительство никто не отменял - на всё можно найти своего покупателя. Даже просто сметя мусор с полу в цехе и запекая его в связку, как, судя по всему, делают с теми же брусками из хозмагов. Берут ведь! Хотя по цене уже и так ясно что хлам - но берут. И чуть более дорогой и более производительный, но тоже мало подходящий для нормальной заточки - тоже берут. А если приправить это рекламой, да заставить кого-нибудь писать статейки о том что "чем крупнее зерно - тем всегда быстрее обработка" - то вообще красота!
Ну и в-четвёртых, в конце-концов крупнозернистые бруски, но с разумным размером зерна, _на своём месте_ и применённые по адресу - тоже нужны и полезны, просто они нередко сложнее в притирке, чем кажется на первый взгляд, и не так просто правильно их подобрать под задачу. А я бы сказал, что это сложнее, чем подобрать удачно более тонкие - более привычного "заточного" диапазона зерна.
Да и нужны столь грубые, обдирочные бруски, как те же, например, пресловутые масляные нортоны корс - гораздо реже, чем бруски заточные. Никто в здравом уме не станет каждый раз когда нужна правка, даже "углубленная" - без нужды драть клинок на самом своём грубом обдирочном абразиве, ну разве что ему охота почаще его пересводить или платить деньги за регринд)
Т.е. по факту - применяют их не так часто, и разбираются в них потому меньше - статистики по ним сравнительно немного, примеров работы и сравнений вменяемых тоже. А поскольку ещё и бытует мнение что "ободрать можно на чём попало, на заточном этапе исправлю", с чем я категорически не согласен, так как полагаю, что фундамент качественной заточки закладывается ещё на этапе слесарки\обдирки, то чему удивляться, что про обдирочные информации и примеров как их подбирать и пр. - мягко говоря недостаточно..
oldTorПодтверждаю!
Многие - на обработку совсем иных материалов. Кстати многие отмечали отличную производительность, например алмазов венёвских 200\160 для обработки торцев будущих стеклянных притиров
Я активно использую алмазный брусок 250/200 100% для обработки торцов стекла после стеклореза. Получается не хуже, чем в магазинах полки без полировки - только выравнивание и снятие фаски. Неожиданно, но для стекла 8 мм толщиной, брусок с таким зерном не просто режет торец, а снимает на глазах. Буквально за несколько минут можно полностью сравнять свежий срез стекла в плоскость.
При этом пробовал этот брусок по всем имевшимся у меня сталям. Сталь царапается, но съема нет. Можно сказать, что брусок очень активно расцарапывает сталь - штрих остается очень глубокий, но после смены направления работы, брусок не может убрать свои же следы. Следы снятого металла также отсутствуют. Если и есть, то единичными редкими крупинками.
По керамическому ножу, этот брусок наоборот работает довольно оперативно и могу его порекомендовать для исправления грубых проблем, например отломан носик и необходимо снять часть обуха для формирования кончика. Такие задачи действительно легко выполнить на алмазе 250/200 100%.
ps. Стоит добавить, что зерно F60 еще грубее!
------------------
Тот, кто правильно указывает на мои ошибки, - мой учитель.
Тот, кто правильно отмечает мои верные поступки, - мой друг.
Тот, кто мне льстит, - мой враг.
/Сунь Цзы/
avch
Для слесарки спусков привезли из Сапфира 3 килограммовых пакета к.к. - 60, 120, 240. Самый нужный, полезный и ходовой - F240. 120й использовался, но намного реже.
Хотя бы потому, что случайная "паразитка" от 60-го и 240-го ощутимой разницы явления на простой углеродке. Задумался, отвлекся, чуть передавил.
Вы ведь по стали ими работаете? Интересно, весьма.
По камням при сложных случаях 60 и 120 порошок в первую очередь для плоскости. Недоработки на них дальше не поправишь особо. Если камень не совсем мягкий, то есть если он на матированном стекле сам не ровняется.
...Недоработки на них дальше не поправишь особо...А почаще порцию порошка меняю. Расходный материал, экономить не стоит. Клинки после максимум Р320 (лента гриндера).
А выведение плоскости, удаление паразитки привело земляка к тому, что в итоге 2-3мм ширины клинка потерялось.
Для демонстрации использовал вот такой хонинговальный брусок:

Зёрна заметны даже невооружённым взглядом, во вскрытии брусок не нуждался - из связки зерно в достаточном количестве торчит довольно заметно, на ощупь напоминает средний рашпиль)
Допуски геометрии у таких брусков достаточно заметные, середина, как обычно, чуть глаже и толщина слоя там наибольшая. Выпуклость рабочего слоя также не идеальна, к торцам она слегка меняется, как и толщина слоя, более выражены следы от заводского выравнивания. Там где брусок наиболее "лысый" - сделал микрофото с не сильным объективом, чтобы меньше делать кадров в стэкинг:
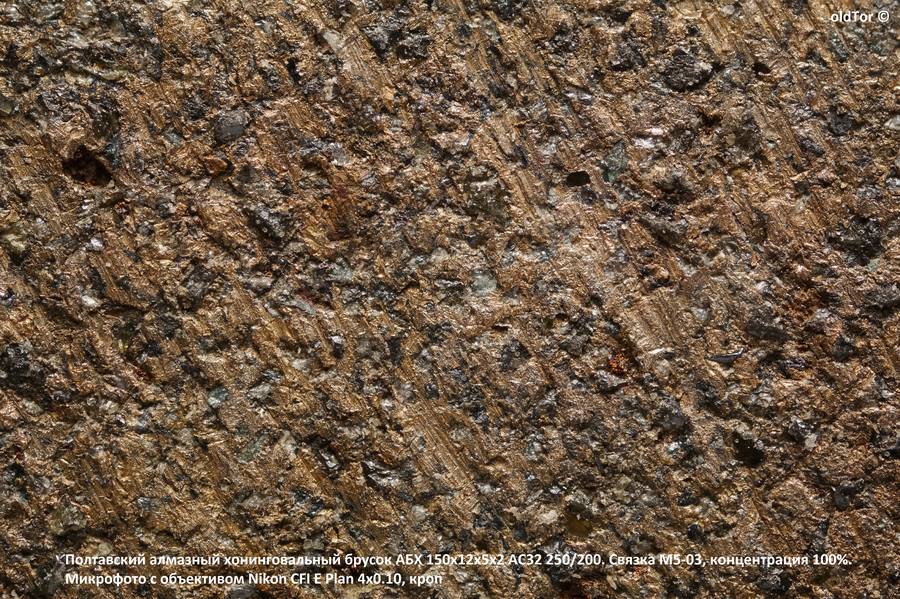
Сорт зерна здесь АС32: "Из синтетических алмазов, зерна которых представлены кристаллами, а также сростками и агрегатами (не более 15%) с коэффициентом формы зерен не более 1,2"
Область применения: "Изготовление инструментов на металлических связках, применяемых для шлифования камня, резания мягких горных пород, обработки стекла, рубина, лейкосапфира, ситалла, корунда, чернового хонингования". Источник: https://docs.cntd.ru/document/1200016846
Подопытным клинком выступил мелкий резачок из M390, ранее имевший вторую фаску и заточку довольно тонкую. Плюс перед пробой я затупил его - не планировал выхода на РК, но всё-таки на неё вышел в какой-то момент. Если выбирать разумное давление - брусок не работает - он гладит сталь, оставляя редкие отдельные царапины наиболее выступающими зёрнами. "Спотыкается", когда "встречает" их даже границей между фасками. Однако, замечу, что в отличие от гальванически закреплённых алмазов (правда, у них обычно и сорт зерна похуже - АС15) не наблюдается "осыпания" выступающих зёрен с рабочей поверхности. Работа делалась с маслом - в принципе, на медно-оловянных связках можно применять разные СОЖ/ПАВ, в т.ч. и водные, но при таком форм-факторе бруска это нецелесообразно, так как трудно держать зёрна постоянно смоченными, к тому же с маслом, по моим наблюдениям, затупление алмазных зёрен происходит медленнее и налипание на них снятой стали отсутствует. А вот при работе просто с водой - оно есть (при таком размере зерна, да и намного меньшем, это несложно заметить в микроскоп). Правда, тут ещё нереждко происходит наволакивание самой медно-оловянной связки на зёрна, но, опять-таки, с маслом это выражено меньше, чем с водой и меньше чем с мыльной водой. Насухую же это происходит сразу, но грамотные в заточке люди насухую не работают, за исключением экстренных ситуаций. Если нет возможности работать с жидкими смазками, то можно воспользоваться и сухими - типа графита, дисульфида молибдена. Но на грубых брусках с сильно выраженным рельефом рабочей поверхности, лучше масляные СОЖ или смесь масла с уайт-спиритом, иногда с добавлением олеиновой кислоты.
Кстати, в иллюстрацию вышесказанного, если открыть последнее фото в размер побольше (или вообще в оригинальный, перейдя по клику на фотохостинг), в левой трети снимка сверху можно наблюдать крупное зерно, частично покрытое либо связкой, либо сталью - фото делалось после нескольких "прирабатывающих" проходов по бруску насухую кусочком быстрореза - чисто убедиться, что ничего с бруска не осыпается.
Возвращаясь собственно к пробам - как я уже выше сказал - разумное давление не даёт работы. Сильное давление её обеспечивает, но с трудом: даже при столь малом пятне контакта непросто дать такую нагрузку, которой бы хватило для достаточно глубокого врезания зёрен абразива в сталь. При этом происходит то, что называют ныне "мгновенная карма" - мы расплачиваемся тем, что точность обработки оставляет желать лучшего - трудно даже просто соблюдать выбранное направление обработки при таком давлении, при этом сталь получается не чисто срезанная зёрнами, а как бы "вспоротая", правда на рёбрах рисок это бывает и при нормальном давлении при заточке на грубых абразивах, например, на низкооборотистых водных кругах на основе КК и ОА и при ручной обработке на грубых брусках с зерном порядка м100 и рядом.
Но тут есть ещё один нюанс и отличительный признак формирования дефектного слоя, хорошо наглядно заметный в "донцах рисок" - расположенные как бы перпендикулярно направлению риски дефекты (с чем бы сравнить.. Ну, к примеру, когда надфилем спиливаешь металлический корпус микросхемы - когда пропил глубок и толщина металла уже очень мала - донце пропила начинает как бы "сборить" - т.е. там образуются микротрещины, несмотря на вязкость металла - а там часто это какая-нибудь весьма вязкая цветнина - вот тут, если посмотреть левее на нижеприведённом снимке, открыв его в оригинальном размере, в самой глубокой и широкой "канавке" их хорошо видно) и множественные вырывы карбидов из матрицы - при обычном раскладе грубой заточки с оптимально выбранным давлением, это происходит довольно редко - карбиды либо просто "вырезает" из матрицы, а некоторые крошатся и видны "дорожки" перемещения в матрице их осколков, когда карбиды крупные, а вот когда давление избыточное, абразив агрессивен и это подобная сталь - порошковая с высокой насыщенностью мелкими твёрдыми карбидами - их просто выдирает:
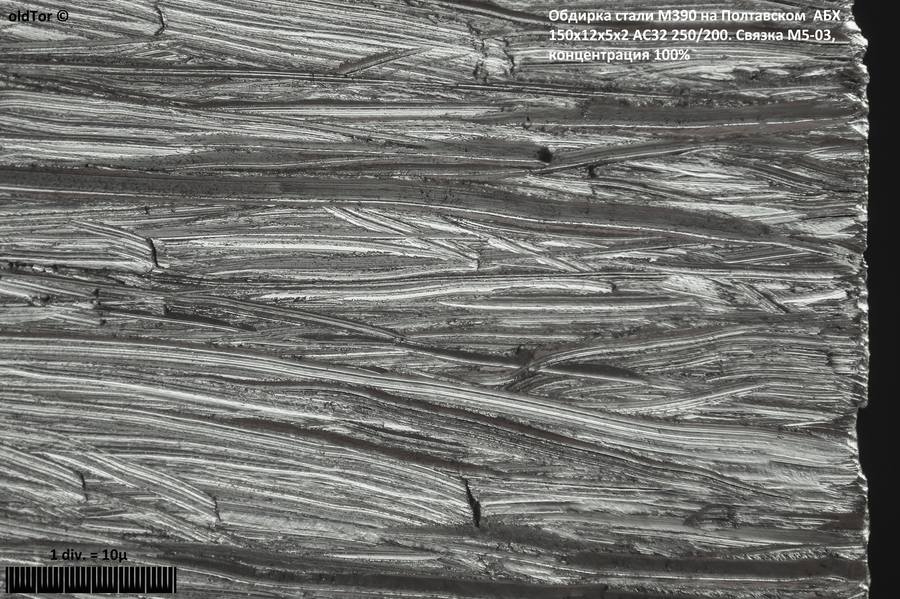
Крупные "запинки" на обработанной поверхности - следствие также избыточного давления и появились они при движениях переменных - "вперёд-назад" малой амплитудой. При менее грубой обработке, но при избыточном давлении, образуются такие же, что тоже неполезно.
Как я уже выше сказал, первоначально тут было две фаски, пробовал же брусок я по первой - заточной, и не планировал выхода на кромку. Но пока я вынужденно прибавлял давление, увлёкся и снёс эту вторую фаску и не остановился вовремя - зацепил и кромку. При такой грубости обработки, масштаб "бедствия" кажется не так велик, но всё равно, такие щербатины - это очень много.
В общем, потратив таким манером минут 15 на то, чтобы преодолеть грубым зерном поверхность после относительно тонкой заточки и работая по заточной фаске не уменьшая угол до удаления фаски второй, что для такого резачка - очень долго (на брусках с зерном порядка М100 это делается раза в два быстрее, я ещё и получил такую глубину шероховатости и состояние РК, на которую даже старался не успеть выйти, что теперь нужно с фасок снять слой около 200мкм., а с кромки - около 100мкм. и это ещё без запаса на удаление дефектного слоя, а как известно, он легко может превышать шероховатость обработки в 2-3 раза при режиме обработки близком к оптимальному, а при неблагоприятном, вот как раз с повышенным давлением - оказаться и куда глубже.
Разумеется, даже не удаляя дефектный слой, используя рядом с кромкой такие грубые абразивы, мы ставим под серьёзную, а главное - совсем не нужную угрозу, сведЕние затачиваемого инструмента, и его ресурс в целом. Кроме того, мы не выигрываем в производительности, а то что "выиграли в ней по частностям", начисто ликвидируется необходимостью удалять следы такой обработки - на это нужно больше времени потратить следующими абразивами, тогда как начав с более разумных, с заточной точки зрения, можно было бы во многих случаях выполнить ту же работу быстрее на менее грубом зерне, а если, допустим, не быстрее, то времязатраты бы сэкономились меньшим объёмом того, что предстоит снять последующими абразивами.
Ну а для не заточных задач такие бруски подходят часто получше гальваники - в выигрыше мы засчёт сорта зерна (если, конечно, найти ещё с таким) и толщины рабочего слоя. Правда и стоить такие бруски будут побольше, если покупать новые. Например, я такими, как впрочем и гальваникой, подравниваю края стеклянным и гранитным притирам, иногда и по всяким металлическим заготовкам и деталям грубо подпилить очень даже к месту, иногда при ремонте ножей пригождается. Наиболее близко к заточке применял для грубого переформирования спусков кукри - здорового и с настолько грубой машинной слесаркой, что по сравнению с ней работа данного бруска была "ещё ничего" по грубости.
Ну и в общем смысл этой обработки сводится к тому, что когда надо снять много "мяса" не затрагивая собственно будущую кромку, то во-первых, ещё более грубую обработку такой брусок берёт достаточно охотно, а далее его можно комбинировать с брусками потоньше - этим как бы "взрыхляя" сталь, а потом менее грубым уже куда легче "спиливается/соскабливается" взрыхленное. Ну и далее повторяем нужное количество раз.
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
- увеличиваем размер зерна вдвое. Все остальное то же самое: концентрация и форма зёрен, давление, твердость связки...
- из-за этого число зёрен, врезающихся в сталь, упало в 4 раза.
- из-за этого усилие на отдельное зерно выросло в 4 раза.
- из-за этого площадь поверхности детали, которую пересекли врезающиеся зерна, выросла в 4 раза (твердость стали считаем равной в разных масштабах, т.е. давление, при котором "индентор" перестает погружаться дальше, одно и то же).
- из-за этого глубина погружения зёрен возросла вдвое (представьте конус, площадь перпендикулярного оси сечения пропорциональна квадрату расстояния секущей плоскости от вершины).
- из-за этого площадь, "снимаемая" каждым зерном, возросла в 4 раза (вдвое глубже, вдвое шире риски).
- но так как зёрен в 4 раза меньше, суммарная производительность при прочих равных та же самая.
- но тупятся-то более крупные зерна медленнее (при условии, что воды/масла не жалеем и отколотые/вырванные с бруска абразивные частицы практически сразу смываются, не вредя оставшимся)! Потому что затупление это износ. Он одинаков для зерна любого размера, ведь давление одинаковое (повторюсь, считаем твердость стали одинаковой для любых величин погружения инденторов). Но одно дело - скругление на 1 мкм зёрен размером 5 мкм. И совсем другое - скругление на 1 мкм зёрен размером 100 мкм. В первом случае резание зёрен вероятнее всего превратится в "давящую обработку", с резким снижением производительности. Во втором случае влияние будет невелико.
- правда, обратная сторона - если вдвое большее зерно всё-таки затупится и ему придется покинуть абразивный инструмент, потеря глубины на данном участке будет вдвое выше. Так что опять получаем баш на баш.
Сглаживание вершин абразива - оно бывает у любого размера. Неужели нет ситуаций, когда и мелкий абразив "устаёт" из-за слишком твердой связки, приводящей к малому обновлению? Бывает.
У меня есть нарезанные из старого круга с зерном порядка 0,4 мм (P40) бруски из хромотитанистого электрокорунда. Это самые быстрые мои бруски для большинства материалов. 😊 Правда, если их твердость оказывается избыточной, приходится подсыпать иногда КК для обновления. Кстати, как раз хром и титан в корунде повышает способность зерна к дроблению. Поэтому розовые и серо-розовые 94А и т.п. рекомендуются для обработки закалённых сталей.
Косилов пишет, что при обработке закалённой стали сила резания увеличивается пропорционально глубине резания и прочности обрабатываемого материала. В нашем случае, вручную мы не способны создать нужную силу и скорость резания для эффективной работы зерна. Ярослав совершенно верно заметил, что при сильном Надавливании получается глубокая риска от зерна, почему?
Потому, что линейная скорость подачи мала, врезание глубоко.
Мораль- на каленых железках мы физически не можем создать условий эффективной работы крупного зерна , жёсткости и скорости наших тел не хватает.
Вывод-не драть твердое на крупном, величина зерна при ручной шлифовке обратно пропорциональна твердости материала.
Не следует думать, что если вы сильно нажмёте, то получите хороший результат, скорости не хватит.
-причем для всех абразивных инструментов независимо от размера зерна. 😊
"вручную мы не способны создать нужную силу и скорость резания для эффективной работы зерна"
Скорость тут ни при чем, резание возможно и на околонулевой скорости. Сила на отдельное зерно увеличивается пропорционально квадрату размера зерна инструмента при том же нажатии на инструмент, Вы не читали? 😛
"Ярослав совершенно верно заметил, что при сильном Надавливании получается глубокая риска от зерна, почему?"
И не только он, в предыдущем моем сообщении это указано, прямо и недвусмысленно, с указанием причины. 😊
При чем тут скорость? Она при ручной обработке все равно роли не играет, температуры что при 100 см/с, что при 1 см/с практически комнатные...
При чем тут скорость?а вы замечали, что к примеру работая болгаркой, на которую одета "тарелка" со шкуркой, при изменении скорости вращения, весьма заметно меняется характер поверхности стали. При одинаковом давлении.
На гриндере то же самое, просто гриндер далеко не у каждого есть, поэтому я упомянул УШМ
крупный абразив работает эффективно в случае когда достаточна скорость и мощность резания. Для этого он и разрабатывался. Сможете вручную обеспечить, будет эффективно. Крупные абразивы применяются при станочной обработке, обеспечивая приемлемую шероховатость, ресурс абразива и скорость обработки, что демонстрируют нам гриндеры и болгарки. Для ручной обработки , чем мягче материал, тем крупнее можно использовать абразив. По твердому материалу надо оборотов подкинуть.
psnsergey
При чем тут скорость? Она при ручной обработке все равно роли не играет, температуры что при 100 см/с, что при 1 см/с практически комнатные...
Свежо предание, да верится с трудом.
Даже при ручной заточке клинок вполне ощутимо нагревается, особенно если переусердствовать с прикладываемой силой.
А с учетом размера зоны воздействия, абразивного инструмента при ручной заточке, и объёмом затачиваемого инструмента, даже страшно представить какие там возникают локальные температуры.
psnsergey
- но тупятся-то более крупные зерна медленнее (при условии, что воды/масла не жалеем и отколотые/вырванные с бруска абразивные частицы практически сразу смываются, не вредя оставшимся)! Потому что затупление это износ. Он одинаков для зерна любого размера, ведь давление одинаковое (повторюсь, считаем твердость стали одинаковой для любых величин погружения инденторов). Но одно дело - скругление на 1 мкм зёрен размером 5 мкм. И совсем другое - скругление на 1 мкм зёрен размером 100 мкм. В первом случае резание зёрен вероятнее всего превратится в "давящую обработку", с резким снижением производительности. Во втором случае влияние будет невелико.
Не надо домыслов, где доказательства?
При равном давлении силы воздействующие на каждое зерно в отдельности могут сильно разниться.
В одном случае сила будет оптимальна для резания, а в другом будет достаточна для разрушения зерна или связки.
Равенство давлений, не означает равенство воздействующих сил.
С Уважением, Владимир.
При ручной же обработке (если речь не о круге с ручным приводом) скорости на два порядка меньше. Соответственно и зависимости от скорости тут нет, кроме случая, когда пытаемся абразивный инструмент, предназначенный для скоростной машинной обработки, использовать как ручной - но никто и не обещал хорошей применимости в таком случае для любого размера зерна. 😊
А принципиально резание P220 и P60 мало различается. В том числе и требуемым усилием. Ещё раз: чем крупнее зерно, тем его меньше, и усилия ему достается больше.
СОЖ не даст нагреться так, чтобы это было так уж существенно.
"Не надо домыслов, где доказательства?"
В учебниках математики средней школы. 😊
"При равном давлении силы воздействующие на каждое зерно в отдельности могут сильно разниться.
В одном случае сила будет оптимальна для резания, а в другом будет достаточна для разрушения зерна или связки.
Равенство давлений, не означает равенство воздействующих сил."
Тут никто не писал такого, с чем Вы так спорите. 😊 И про разность сил я говорил. А вот при равенстве прочности и твердости - абразивы P220 и P60 будут работать практически одинаково. Есть такой классный прием - подобие. Зерно увеличиваем вдвое. Сила на зерно растет вчетверо (зёрен меньше - для некоторых людей очень сложно отличить давление от усилия). Прочность крепления зерна в связке растет тоже вчетверо. Конечно, масштабные изменения удельной прочности материалов есть, но совсем не принципиальные (В ЭТОМ МАСШТАБЕ - не о микронах речь).
Теперь мне понятно почему, в некоторых случаях, предварительная механическая обработка давала заметно более высокую стойкость(по моим наблюдениям), чем ручная, на крупных абразивах.
Так же стала понятна рекомендация при ручной заточке, выполнять плавное увеличение силы при врезании, и не менее важен плавный выход. (Воспоминания из детства по этому даже не вспомню, кто давал такую рекомендацию, в тот момент как-то прошло незаметно).
С Уважением, Владимир.
K_V_EКМК, при крупном зерне такого нет.
Даже при ручной заточке клинок вполне ощутимо нагревается
K_V_E"Локальные" - это прямо в точке, где зёрнышко взрезает сталь?
с учетом размера зоны воздействия, абразивного инструмента при ручной заточке, и объёмом затачиваемого инструмента, даже страшно представить какие там возникают локальные температуры
Концентрация энергии там, конечно, колоссальна, но о температуре в таких случаях не говорят; температура - показатель интегральный, в объёмах, стремящихся к нулю, она теряет смысл.
И это не казуистика, а отражение того факта, что высокая энергия отдельных частиц, когда их мало, не оказывает влияния на... В общем, пмсм, никакой перекристаллизации стали при ручной заточке не произойдёт.
K_V_E
Ярослав, У Вас потрясающие фотографии.Теперь мне понятно почему, в некоторых случаях, предварительная механическая обработка давала заметно более высокую стойкость(по моим наблюдениям), чем ручная, на крупных абразивах.
Так же стала понятна рекомендация при ручной заточке, выполнять плавное увеличение силы при врезании, и не менее важен плавный выход. (Воспоминания из детства по этому даже не вспомню, кто давал такую рекомендацию, в тот момент как-то прошло незаметно).С Уважением, Владимир.
Большое спасибо!
Кстати, плавное увеличение и при отладке процесса хонингования как раз-таки подобными брусками в т.ч. используется, и большое внимание уделяется цикличности обработки. Очень интересно это описано в
справочном пособии по хонингованию - если вдруг будет интересно - вот ссылочка:
Куликов С.И. (1973) Хонингование. Справочное пособие
https://lib-bkm.ru/load/67-1-0-72
psnsergey
..При чем тут скорость? Она при ручной обработке все равно роли не играет, температуры что при 100 см/с, что при 1 см/с практически комнатные...
Скорость тут много при чём. И дело не только в температурах, не говоря уже о том, что насчёт комнатных при 100 см/c это Вы загнули))
Что касается нагрева при ручной обработке - где-то приводил ссылку на лабораторное исследование, где было упомянуто, что для получения критичных мгновенных температур, достаточно обеспечения скорости около 30см./сек., т.е. 18 м./мин. при обработке закалённой стали. Речь шла, если я правильно помню, про ШХ-15 на высокую твёрдость. При обработке, например, хромистых закалённых сталей получить прижоги можно и при меньшей скорости.
Такие скорости легко достигаются и даже превышаются при ручной обработке и в заточке и в шлифовании и в полировании. В притирке/доводке - тоже. Например, об этом сказано у Оснаса:
И если сам клинок при ручной работе нагревается до заметной температуры, становится ощутимо тёплым, то это обозначает, что у тонкой кромки - температуры совершенно других порядков. Как и в канавках рисок.
А ещё важно помнить о том, что зависимость между размером зерна и температурой шлифования - не линейна. Об этом в самой разной спец. литературе написано.
В детали я вдаваться не буду и переписывать тут эту самую литературу. К слову - о перегреве вручную и в нашем разделе уже бывали много лет назад темы - это не новость.
Теперь вернёмся от температуры к скорости - в части зависимости показателей абразивного изнашивания твёрдых материалов от характера изменения скорости относительного движения, рекомендую почитать вот эту книгу:
со стр. 149 - Орлов П.Н. Технологическое обеспечение качества деталей методами доводки (1988):
https://lib-bkm.ru/load/67-1-0-1660
Там много интересного. И, полагаю, на вопрос "при чём тут скорость", а также направление обработки - эта книга ответит.
Вообще я не очень понимаю направление разгоревшейся дискуссии. То, что особо крупнозернистые абразивы _во многих случаях_ (а не во всех) оказываются недостаточно производительными по сравнению с абразивами с меньшим размером зерна - факт. Опровергать его с помощью какого-то частного примера - не выйдет. Я тоже могу привести примеры, где особо грубый абразив как раз "на своём месте".
О некоторых аспектах, влияющих на некоторые особенности работы или НЕ работы крупного абразива как раз хонинговального и не в ручной обработке а в промышленной, что не отменяет наличия тех же проблем и в ручной работе такими абразивами, достаточно кратко сказано следующим образом:
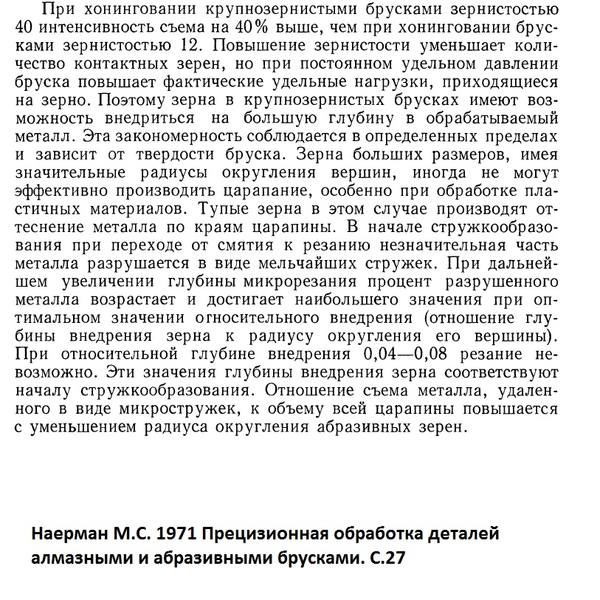
Целиком книгу можно скачать вот здесь:
Наерман М.С. (1971) Прецизионная обработка деталей алмазными и абразивными брусками
https://lib-bkm.ru/13456
Ну и переложите это на то, что при хонинговании выбирается и регулируется степень давления, помимо прочих деталей режима обработки. А о проблемах давления я как раз в обзоре и писал.
В общем, стоит попробовать разобраться, какие факторы, влияющие на всё это дело, оказались неучтёнными дискутирующими сторонами и почему именно в переложении на практику ручной обработки, производительность разных особо грубых абразивов либо отличается кардинально, либо вообще может в каких-то ситуациях отсутствовать.
Не зря в шлифовании и вообще в абразивной обработке такое внимание уделяется режимам таковой. С учётом прорвы факторов. Даже только перечислить эти факторы - потребуется целая страница применительно только к одному какому-то процессу, что уж говорить за попытки обобщить всю промышленную практику да ещё перенести её на особенности ручной обработки, учтя определённый разброс таковой по условным режимам.
inok1
"Локальные" - это прямо в точке, где зёрнышко взрезает сталь?
Концентрация энергии там, конечно, колоссальна, но о температуре в таких случаях не говорят; температура - показатель интегральный, в объёмах, стремящихся к нулю, она теряет смысл.
И это не казуистика, а отражение того факта, что высокая энергия отдельных частиц, когда их мало, не оказывает влияния на... В общем, пмсм, никакой перекристаллизации стали при ручной заточке не произойдёт.
Хорошо когда эти локальные измеряются единицами, или хотя бы десятками это ничего, а когда в значительно больших количествах, превращается в проблему. При ручной заточке не так заметно, но не учитывать, иногда себе дороже.
П.С. Когда экспериментировал, с заточкой в далёкие 90, более 100?С нагревал легко, причём именно на относительно крупном зерне.
С Уважением, Владимир.
А обосновать?
Ярослав,
"достаточно кратко сказано следующим образом"
Но это ровно то, что я говорил. Крупное зерно - высокое давление и глубокое врезание, повышенный съём...
"То, что особо крупнозернистые абразивы _во многих случаях_ (а не во всех) оказываются недостаточно производительными по сравнению с абразивами с меньшим размером зерна - факт"
Ну разумеется, поскольку производительность зависит вовсе не (только) от размера зерна.
Боюсь, не очень понятно. Как-то при расчете твердости пользуются площадями инденторов и усилиями (результат в Па получают), а тут вдруг размерность м3 нарисовалась. 😊
"тупятся они одинаково"
Вам непонятно, что я говорю об относительном затуплении (отношении "радиуса закругления граней" к размеру зерна), а не о собственно радиусе закругления" как абсолютной цифре в мм? Что кухонный нож с шириной РК 0,1 мм тупой, а ковш экскаватора с такими же по абсолютной остроте лезвиями очень острый?
При Измерении твёрдости оценка производится вообще по одному линейному размеру"
Хосспидя, а разговоров-то было...
А какая у твердости размерность? Я подскажу: Паскаль. Он же Ньютон на метр квадратный. 😊
То есть, размер возводят в квадрат. 😊
А усилие на индентор обычно стандартное заранее заданное. В частности, Вы должны знать, что микротвердости абразивов часто измеряют напрямую в ГПа. Ну а всякие Брюнели и Роквеллы это по сути то же самое, просто измеряется в условных единицах по традиционным шкалам, введённым одноименными деятелями.
"Какое относительное затупление?"
Такое. Берём зерно размером 100 мкм с радиусами затупления 1 мкм. Увеличиваем волшебным образом вдвое. Радиус затупления теперь 2 мкм, но так как зерно тоже вдвое больше, то относительное затупление такое же. И, учитывая, что сила на это зерно придётся вчетверо больше - работать оно в инструменте, сделанном по той же технологии, как с зерном 100 мкм, будет точно так же, в вдвое большем масштабе. Это в предположении, что механические свойства у нас от размеров не зависят (твердость и прочность зёрен, твердость, вязкость обрабатываемого материала, усилие на инструмент...)
" когда читаешь фразу и пытаешься понять "А что здесь не так, вроде это правильно, и это правильно, и всё таки что то не так""
Это называется когнитивный диссонанс. Часть процесса познания, ведь он, как известно, включает избавление от заблуждений. Но те сопротивляются и говорят "что-то тут не так, объяснить не могу, но нутром чую!" 😊
У меня в универе по физике было 5 (однажды у единственного на потоке), так что тихо опущу данное суесловие... Ещё раз, поищите микротвердость алмаза, корунда... Наверняка увидите циферку, а рядом буковки "ГПа".
А ещё чтобы вычислить площадь круга, не нужно измерять его диаметр в разных направлениях 2 раза - достаточно один. 😊 До Вас начинает доходить, как удается измерять твердость в паскалях (в конечном счёте), измеряя только один диаметр отпечатка?
"заслужили что бы их именем назвали эти методики"
Вы это к чему? 😊
Никто не говорит, что не заслужили. Читайте что написано, а не что хочется прочитать.
"О каком относительном затуплении может идти речь?"
Об отношении абсолютного затупления (радиуса) к размеру зерна. Для выполнения подобия. Зерно 100 мкм будет подобно зерну 200 мкм только при том же относительном затуплении, то есть вдвое большем радиусе затупления.
Проблема многих заключается в том, что они не желают учиться, даже когда в них знания впихивают. 😊
"Твёрдость определяется как отношение величины нагрузки к площади поверхности, площади проекции или объёму отпечатка
...
размерность единиц твердости по Бринеллю МПа (кгс/мм?)." https://ru.wikipedia.org/wiki/...%81%D1%82%D1%8C
О чем тут говорить?..
Кстати, не факт, что ошибка, так как давление можно выражать в разных единицах измерения. 😛
И это вообще-то цитата из Вики. 😊
psnsergey
Ужос. 😊
Кстати, не факт, что ошибка, так как давление можно выражать в разных единицах измерения. 😛
Естественно, давление можно выражать в разных единицах измерения, вот только при перечислении принято разделять запятой, а если дана одна единица, то в скобочках обычно приводится её расшифровка. Вам как отличнику должно быть это известно.
psnsergey
У меня в универе по физике было 5 (однажды у единственного на потоке)
Как отличник, могли бы привести текст в соответствие с правилами, или сложно было, даже знак вопроса на двойку не поменяли.
psnsergey
И это вообще-то цитата из Вики. 😊
ООООчень "солидный" источник.
С Размерностью вроде разобрались.
Осталось разобраться:
psnsergeyКак, каким образом, почему.
- но тупятся-то более крупные зерна медленнее
Похоже внятного ответа мне получить от Вас не получится.
В реальности в промышленности используют абразивы Р40, Р12 и т.п. Что-то не скалывается. Более того, производительность ого-го. Или там радиус микроскопический?
"могли бы привести текст в соответствие с правилами, или сложно было, даже знак вопроса на двойку не поменяли."
А так можно писать: "атмосферное давление обычно измеряется в мм.рт.ст. (гПа)." 😊
psnsergeyЗдесь мы приходим к более широкой теме инструмента и приёмов работы, когда требуется снять много металла, формируя при этом нужную поверхность, обычно плоскость.
в данной теме обоснования низкой производительности вручную крупных абразивов притянуты за уши несколько... эти инструменты часто сложно применять на руках...
На форуме эта тема, кмк, какая-то "неудобная". Попытки её обсудить закончились утверждением, что это вопросы слесарной обработки, а здесь обсуждается заточка, бери напильник и не морочь нам голову.
inok1
Здесь мы приходим к более широкой теме инструмента и приёмов работы, когда требуется снять много металла, формируя при этом нужную поверхность, обычно плоскость.
На форуме эта тема, кмк, какая-то "неудобная". Попытки её обсудить закончились утверждением, что это вопросы слесарной обработки, а здесь обсуждается заточка, бери напильник и не морочь нам голову.
Именно что слесарной.
Потому и даже в теме о заточке стамесок, для которых, хотя это новость для большинства "заточников" в данном разделе, плоскость очень важна, данного вопроса, я в т.ч. касался кратко - например посты 29 и 45:
https://guns.allzip.org/topic/224/1160296.html
А для стамесок для чистовой работы - ещё и прецизионная вогнутость на этой самой плоскости. А также это важно и для долот во многих случаях, а также для колодок рубанков, например, перечислять можно долго.
Но такие вещи в основном обсуждаются на профильных форумах, где люди слесарку с заточкой путают реже, и потому там существуют _отдельные_ темы о выведении плоскостей инструмента, и отдельные - о заточке его.
Например:
"Заточка стамески":
https://woodcraftsman.ru/index.php?topic=79739.0
"Выравнивание рабочей плоскости стамески":
https://woodcraftsman.ru/index.php?topic=57990.0
И так далее.
А если всё сваливать в одну кучу и в одних и тех же темах обсуждать и абразивную обработку, затрагивающую формирование геометрии инструмента и абразивную обработку, касающуюся его заострения, то будет "разруха в головах", которая в разделе и так у многих присутствует, кто терминологию подбивает под собственные представления, игнорируя специализированную практику.
И да - в своих темах подобных попыток на этот счёт я не потерплю, и при попытке их спровоцировать - буду в теме банить.
Тем более, что это в любом случае в данной теме - оффтоп.
psnsergey
Я не крупный специалист. Я всего лишь обнаружил, что в данной теме обоснования низкой производительности вручную крупных абразивов притянуты за уши несколько. Что якобы крупному зерну усилия не хватает. Потому что если воспользоваться принципом подобия, то видно, что ничего не меняется в принципе от изменения размера зерна: усилие на зерно растет пропорционально квадрату размера зерна. Сложнее или нет там процессы, но в промышленности крупные абразивы работают и применяются с прекрасной скоростью. То, что эти инструменты часто сложно применять на руках, это скорее всего оттого, что связка предназначена для тех режимов резания, не для ручных. А для ручных не делают потому, что машинные сьемы обычно много больше ручных. На обдирке запросто по сантиметру снимают, чего на руках делать никто в своем уме не будет. Поэтому рынка особо нет, и результат соответствующий.
Т.е. мы плавно подошли к тому, что речь-таки ещё и о скоростях и прочих аспектах режимов обработки, а ещё и в связках (и, добавлю, обрабатываемом материале).
Делают такие связки для ручной - ещё как. И венёв и полтава - изначально их алмазоносные слои - "от" брусков хонинговальных, а также разнообразных шлифкругов и пр., которые стали позднее переводить в форм-фактор брусков для ручной заточки. Ну, для краткости, чтобы не давать ссылок на целую книжную полку - вот тут гляньте, например, в нижней трети страницы - "Марки связок применяемых для изготовления алмазных шлифовальных кругов":
https://jadeart.ru/blogs/blog/almaznyy-instrument-osnovy
Так что связки - многие те же. Да и среди обычных абразивов - на основе КК и ОА, хватает, разработанных изначально для хонингования и машинного шлифования, и многие из них успешно применяются вручную (например, рижского абразивного завода, некоторые бруски Atlantic, Tyrolit). Кстати - первоначально бруски Boride - тоже для машинной обработки вообще-то))
Но именно из-за невозможности любой связки "на 100%" удовлетворить любым режимам, далеко не все из этих брусков, всех перечисленных и ещё многих производителей, удачны для ручной обработки. Именно с этим связано такое фиаско обычных "старых" венёвов на органической связке с карбидом бора в ней и алмазным зерном сорта АС4, для ручной обработки. О чём тут уже много лет пишу и не только я.
И других примеров хватает неудачных брусков, изначально с параметрами, "заточенными" под машинную обработку. И часто не из-за собственно связки или размера зерна, степени открытости структуры и пр., но определённых сочетаний этих параметров.
Потому в линейке абразивов разной зернистости, но при прочих равных - какие-то для ручной обработки хороши, какие-то "условно пригодны", а какие-то отвратительны. И не только грубых это касается. Может легко быть и так, что, скажем, 10/7 - прекрасен, а 7/5 или 5/3 - полный отстой. Или, как в случае с венёвом - 3/2 недурён, а 1/0 - помойный. Что старый, что новый.
Это, собственно, не новость.
А теперь конкретнее:
Например, при машинной обработке время на _приработку_ грубого абразива к поверхности, имеющей шероховатость намного более высокого класса, чем он оставляет - может составлять легко от 15 сек. до минуты-полутора, что в ручном режиме превращается в те же 10-15 минут, за которые мы можем сделать куда больше абразивом менее грубым, как показывает практика.
Та же практика, которая показывает, и о чём я ранее уже писал, что особо грубые целесообразны тогда, когда ими снимается ещё более грубая шероховатость - в той же книге по хонингованию, из которой я приводил цитату, указано, что при таком раскладе (и это очевидно) - производительность грубых абразивов наибольшая, а потом постепенно снижается.
Эта причина тоже упоминалась - при переточке на меньший угол, например, а то и при переслесарке спусков, мы не так часто встречаемся с шероховатостью грубее оставляемой тем же бруском из моего обзора.
Кстати, тоже самое можно сказать и о старейших брусках для ручной именно обработки, на основе ОА и КК - Нортон Индиа и Кристолон, которые "корс". Они гораздо медленнее медиум, и актуально ими удалять только шероховатость ещё более грубую. По сопоставимой с оставляемой ими или более тонкой - медиум намного производительнее, а шероховатость оставляют менее грубую.
Про нелинейность зависимости съёма и получаемой шероховатости от зернистости и влияния на неё ещё и связки и степени открытости структуры бруска я тоже уже упоминал - и в той же книге и в других об этом тоже немало сказано. Вопрос контактной площади и её изменения - тоже довольно интересен.
Недостаток давления для внедрения грубого зерна я сбрасывать со счетов никак не могу - ну возрастает оно на каждое зерно при, гипотетически равном усилии заточника на более мелкий абразив.
А кто сказал, что этого достаточно?
А кроме того, ещё нужно учесть то, какого размера зёрна и со множеством боковых граней в т.ч. совершенно тупых, нужно "двигать" даже не "по материалу" а "в нём", по сути, а не только "воткнуть" в него, если хотим не царапания слегка только выступающими и наиболее острыми зёрнами, а более-менее равномерного съёма - про процент выступающих и процент при том именно режущих зёрен в вышеупомянутой книге также довольно интересные факты приведены.
Практика показывает, что, например, тот же алмазный брусок меньшей зернистости, скажем 100х80, но с достаточно грубой шероховатостью, оставляющий схожую шероховатость за счёт того, что выступы его рельефа, каждый, неся на себе по нескольку зёрен, работающих в совокупности, как одно крупное - в конечном итоге несёт и больше острых граней, контактирующих со сталью и больше оставляет пространства для выдавливания туда стали при обработке и отвода шлама, а усилие при том требует меньшее. Уже вменяемое для того, чтобы не испоганить наглухо сталь в районе будущей РК.
Ну да - форма рисок другая при подобной шероховатости, конечно. А вот прогрессия обработки - куда предпочтительнее во многих случаях. И времязатраты на приработку к изначально более гладкой поверхностью - куда скромнее.
Возможно, я ранее недостаточно чётко озвучил эти аспекты, но они обсуждались в той или иной мере в темах, на которые даны ссылки в первом посте темы.
В общем, я предлагаю Вам привести своё видение перечня причин подобной практики низкой производительности особо грубых абразивов в ручной обработке, если Вас не устраивает моё или хочется дополнить. По поводу опровержения моих доводов, я вроде уже ответил достаточно подробно.
С уважением, Ярослав
"какого размера зёрна и со множеством боковых граней в т.ч. совершенно тупых, нужно "двигать" даже не "по материалу" а "в нём", по сути, а не только "воткнуть" в него, если хотим не царапания слегка только выступающими и наиболее острыми зёрнами, а"
То же самое можно сказать для более мелкого абразива...
"ну возрастает оно на каждое зерно при, гипотетически равном усилии заточника на более мелкий абразив.
А кто сказал, что этого достаточно?"
Ну как же. Твердость стали-то та же самая. Что зерно 100 мкм и усилие 1 Н, что 200 мкм и 4 Н. Второе погрузится вдвое глубже (вчетверо больше площадь "отпечатка").
to KVE
"При ручной заточке обычно твёрдость сталей более 50 HRC, соответственно и применимость абразивов ограничена"
С этим полностью согласен. Представляется, что дело может быть в падении прочности кристаллов абразивов с ростом размера. Хорошо известно, что чем меньше тело из того же материала, тем оно прочнее (можно сравнить волокна базальтового стекла в базальтопластиковой арматуре, легко переплевывающие по прочности сталь, и базальтовый булыжник на дороге, хотя химический состав последнего может быть тем же). Крупный кристалл скорее всего быстрее скалывается на твердых материалах. В промышленности дерут-то сырую или нормализованную сталь, а начисто шлифуют после полной термообработки уже с небольшими припусками...
psnsergeyВроде, так.
Что зерно 100 мкм и усилие 1 Н, что 200 мкм и 4 Н. Второе погрузится вдвое глубже (вчетверо больше площадь "отпечатка").
Проблем вижу тут две.
1. Помимо прижима-"подачи", надо обеспечить продольное движение - "ход" ножа вдоль бруска. Сила, необходимая для этого, тоже возрастает в 4 раза.
Это может оказаться неприемлемым. Кроме того, что мускульная сила заточника ограничена, надо контролировать процесс; надо, чтобы брусок не поехал по столу.
2. С ростом зерна ускоренно растёт и изгибающий момент, стремящийся выворотить зерно из связки.
Интересно было бы обсудить эти естественные пределы для разных материалов (как абразивных, так и обрабатываемых) и разных задач.
psnsergey
Представляется, что дело может быть в падении прочности кристаллов абразивов с ростом размера.
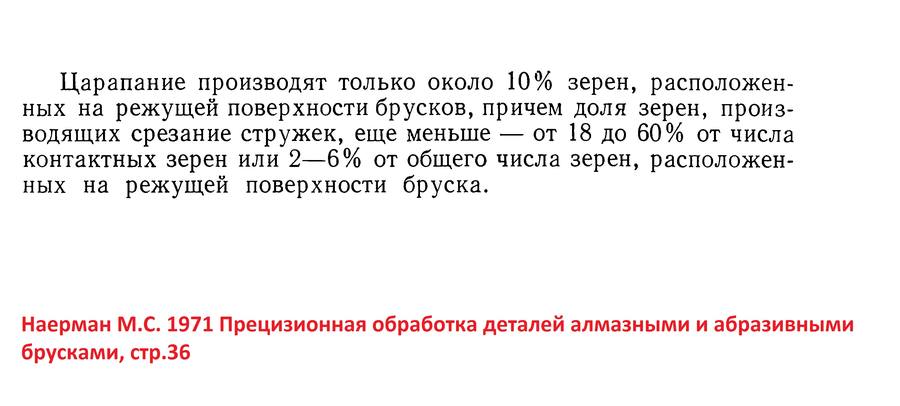
Всё проще, распределение зерна идет не только по площади, но и по объёму, и достаточно некоторым зернам оказаться на несколько соток ниже уровня других, как возникают силы достаточные для выламывания или разрушения зерен абразива.
Если теоретически должно работать 1000, зёрен абразива в реальности работает от 30 до 90%. Если же
количество рабочих зерен оказывается меньше 10%, а в реальности из 1000 может находится в контакте 3-5 зерен, то зёрна начинают выкрашиваться, до тех пор пока в контакт не войдут хотя бы 10% и более. Чем крупней абразив, тем большее влияние оказывают выше приведённые факторы.
Всё изложенное условно, но надеюсь изложено понятно.
Относительно разной прочности зерен абразива в зависимости от размера, этим можно пренебречь, т.к. разница в размерах не столь значительна и количества внутренних дефектов недостаточно для существенного снижения прочности.
С Уважением, Владимир.
В вышеупомянутой мною книге, в частности, применительно к хонингованию указано следующее (ясно, что в других режимах цифры могут быть иные, но тенденция понятная):
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
oldTor
В вышеупомянутой мною книге, в частности, применительно к хонингованию указано следующее (ясно, что в других режимах цифры могут быть иные, но тенденция понятная):
Ярослав, благодарю за дополнение, но режимы обработки в меньшей степени, а большее влияние оказывает твердость и прочность связки. Из-за чего для чистовой обработки рекомендуют более мягкие связки, для увеличения количества одновременно работающих зерен.
С Уважением, Владимир.
"1. Помимо прижима-"подачи", надо обеспечить продольное движение - "ход" ножа вдоль бруска. Сила, необходимая для этого, тоже возрастает в 4 раза.
Это может оказаться неприемлемым."
Почему неприемлемым, если зерен на бруске вчетверо меньше и с затачиваемым изделием их контактирует тоже вчетверо меньше? Сила на брусок нужна та же самая.
"2. С ростом зерна ускоренно растёт и изгибающий момент, стремящийся выворотить зерно из связки."
Но площадь большого зерна, контактирующая со связкой, вчетверо больше, размер вдвое больше, соответственно при той же прочности связки момент на зерно она может выдержать в 8 раз больший. Именно такой момент и формируется при вчетверо большем усилии и вдвое большем вылете режущей грани зерна. Подобие полное.
to KVE
"Всё проще, распределение зерна идет не только по площади, но и по объёму, и достаточно некоторым зернам оказаться на несколько соток ниже уровня других, как возникают силы достаточные для выламывания или разрушения зерен абразива."
Все ещё проще: то же самое справедливо для любого размера зерна с поправкой на масштабный коэффициент. Условно, если разница размеров зёрен в 1000 раз, то, что в одном случае измерялось в мкм, во втором случае будет иметь те же значения, но уже в мм. Достаточно увеличить фотографию, и будет не отличить. 😛 Те же вылеты, та же неравномерность...
"количество рабочих зерен оказывается меньше 10%, а в реальности из 1000 может находится в контакте 3-5 зерен, то зёрна начинают выкрашиваться, до тех пор пока в контакт не войдут хотя бы 10% и более. Чем крупней абразив, тем большее влияние оказывают выше приведённые факторы."
Да ничего подобного, все то же самое с поправкой на масштаб. 😊
"этим можно пренебречь, т.к. разница в размерах не столь значительна и количества внутренних дефектов недостаточно для существенного снижения прочности."
А вот в случае стеклянных волокон прочность обычно продолжает расти при переходе, например, от толщины 100 мкм к 10 мкм, и значительно. Уверены, что для абразивов не так?
Уверенность прекрасна, когда она на чем-то основана... А иначе - делаем запрос в Гугл "размерный фактор прочности", переходим на картинки, первые же 4 штуки проясняют вопрос. Да, о критерии Гриффитса тоже надо освежить знания. Там просто очевидно, почему прочность растет с падением размера тела.
psnsergeyХотел спорить, стал считать площади продольных сечений углубившихся в материал зёрен... Ошибки не нашёл 😊
если зерен на бруске вчетверо меньше и с затачиваемым изделием их контактирует тоже вчетверо меньше? Сила на брусок нужна та же самая
Но тогда получается, что за один проход и мелкозернистый, и крупнозернистый бруски, при равном усилии подачи, снимают одно и то же количество материала?
На сколько конкретно - это к Господу Богу. Зависит от состава, дефектов, направления... А вот качественно это вполне известно.
https://chem21.info/info/532849/
"Прочность кристаллов при растяжении и сжатии изменяется не только от их строения, но и от размера с уменьшением размера она возрастает. Увеличение прочности кристаллов с уменьшением их диаметра (или поперечного сечения) обусловлено повышением степени совершенства их строения и снижением концентрации опасных дефектов дислокаций, пор, трещин и т. п. Вместе с тем полученная при опытах прочность монокристаллов далека от их теоретической прочности, что свидетельствует о высокой степени дефектности их физической структуры"
Критерий Гриффитса он про энергетический подход к разрушению путем образования трещин. Суть в том, что трещина растет (с какой скоростью- другой вопрос), когда высвобождение энергии (накопленной в материале из-за упругости) в результате её роста превышает энергию, требуемую на образование дополнительной поверхности увеличившейся трещины (из-за поверхностного натяжения, поверхностной энергии - кстати, это одна из причин, по которой прочность часто зависит от среды вокруг деформируемого тела). Энергия накапливается в объеме, а трещина растет по поверхности. То есть пока трещина маленькая, объемы, которые она "разгрузила", маленькие, она не особо растет при данном напряжении, как только выросла достаточно - ускоряется. С другой стороны, большие детали - большие дефекты и большая запасенная энергия. Поэтому меньше кристалл или деталь - выше прочность.
To inok1
"тогда получается, что за один проход и мелкозернистый, и крупнозернистый бруски, при равном усилии подачи, снимают одно и то же количество материала?"
Ну да. 😊
Летели два крокодила. Один зелёный, другой на север. Сколько лет ёжику, если страус пошёл в армию?
Serge AntА действительно, интересно. Без претензий на точность сделаем грубую прикидку.
затолкаем его в металл
psnsergey условно-упрощённо считает зёрна абразива конусами.
"Торчит из связки на 1/4" - значит, на уровне связки площадь бруска покрыта абразивом на (1/4)^2 = 1/16.
"Заталкивается в металл на половину" - на уровне поверхности контакта площадь сечения наших конусов уменьшается ещё в 2^2 = 4 раза, т. е. составляет 1/64 от общей площади бруска.
Пусть предел текучести закалённой стали (дискуссия выше о твёрдости тут пришлась кстати) 50 кг/мм2.
Тогда, с учётом изложенного, чтобы абразив "затолкать в металл на половину" требуется усилие 50/64 = 0,78 кг/мм2. Или 78 кг/см2.
Теперь надо посчитать, сколько приходится на 8мм зерно - но уже некогда, надо бежать на работу ))
И не должна, так как базальтовое волокно сильно тоньше песчинки, в десятки раз. 😊 А кроме того, волокно всё-таки переплавлено и его поверхность посовершеннее будет. Для более полной аналогии надо брать какое-нибудь литьё из базальта (такое бывает).
"У меня значительно раньше возникло желание задать похожий вопрос."
Вы и задали значительно раньше. 😊
Это уже не песок, а маршалит какой-то, причем не крупный. Строительный песок, с которым мы имеем дело чаще всего, имеет размеры частиц порядка 1 мм.
Вопрос был задан заведомо неполным. Ни материала, ни марки, ничего. Это задача для лаборатории, тем более, что наверняка разница будет плавать от партии к партии. Вспоминается Шукшин "Срезал". 😊
Вспоминается Шукшин "Срезал". 😊Ну поскольку Вы "кандидат наук Константин Иванович Журавлёв", то мне уготована роль "Глеба Капустина" по скольку на кандидата наук я не тяну. 😊.
П.С. psnsergey убедили, что Вы крупный специалист в области абразивной обработки, продолжать диалог не вижу смысла.
А вот по твердым материалам вроде цветных металлов и тем более стали уже применяется зуб помельче и для производительного пиления, когда чистота обработки некритична. Если сделать там зубы большие, они выкрошатся от нагрузки.
Итак, вы не согласны, что нет прямой зависимости между размером зерна и скорости обработки? То есть, чем крупнее, тем быстрее?
Не говоря уже о цене мелких абразивов. 😊
https://guns.allzip.org/topic/224/1924928.html
Как часто Вы точите свои ножи абразивными брусками с зерном 50...80 grit?
Или при обработке рукояти какову функцию отводите рашпилю?
- грубая обдирка или чистовое выведение????
Не сейте неправдивое зерно средь новичков и начинающих....
to OldTor - Ваши работы и фотографии просто прекрасны, честь Вам и хвала.
Но Вы кое-что пропустили - во-первых, во многих темах как раз новички заявляют о том, что у них якобы "200/160мкм. алмазы работают быстро",
при том, что многие и практики заточки, и продавцы, спрашивали объяснения, почему по их статистике столько нареканий и от покупателей, и в личной практике, на низкую производительность особо грубых абразивов.
Об этом и тема и ссылка на подобные в первом посте этой темы.
Во-вторых:
Ну вообще-то у меня в сравнениях и в начале этой темы речь шла и про алмазы 63/50 и про карбид кремния м100 и м63.
В других у меня достаточно сравнений алмазного зерна, к примеру, 10/7 и 14/10 с брусками на основе карбида кремния тех же или близких фракций.
То же касается и сравнений того же алмазного зерна разных сортов (и производителей) на брусках и на притирах по зернистостям менее 5мкм. и в сравнении с работой брусков, оставляющих сопоставимую шероховатость.
А когда речь про сравнения "не идентичных зернистостей", так не секрет, что шероховатость не находится в прямой зависимости от зернистости и часто куда целесообразнее сравнивать по полученной шероховатости, а не по зернистости.
Просто обзоры все эти делались на протяжении лет, в разное время и применительно к разным темам и обстоятельствам.
И я как раз и говорю о том, что предпочтительнее для ручной обдирки абразивы с зерном в случае алмазов в районе 80/63-63/50, нежели более грубые, и тоже самое мною неоднократно говорилось в теме, например, о Индиа и кристолон - ни для кого ни секрет, что Корс и те и другие, по производительности уступают медиум.
Особо грубая ручная обдирка, оказывающаяся производительной - на мой взгляд демонстрируется тем, быстрее чего ещё для ручной обработки ничего не придумано: водные камни на основе карбида кремния и иногда оксида алюминия, с _разумной обновляемостью_ (о проблемах на брусках с низкой обновляемостью - как раз в первом посте этой темы речь идёт, кстати) на керамических связках, с сортом зерна, твёрдостью и структурой связки подобранными под группу сталей и площадь обработки.
О таких брусках я писал в теме их производителей и продавцов ещё годы назад - в темах о заводе ИНФ-Абразив, брусках от Гриндермана (преимущественно на том же заводе сделаны), некоторых Гриталонах (у них особо крупные слишком тверды и не эффективны, а вот как раз с примерно м40 и тоньше - другое дело, правда они в целом довольно твёрдые и плотные и у них другие задачи - но про это всё и в начале этой темы и в профильных по этим брускам - расписано подробно).
Так что Вам просто надо свести картину воедино. А для этого, как при изучении любого серьёзного вопроса, почитать надо немало и вникнуть.
А то Ваш пост демонстрирует несколько однобокое впечатление об обсуждениях.
Сводной темы о таких сопоставлениях нет и мною она точно не будет создана, так как я не вижу практического смысла в отрыве от конкретных абразивов и ситуаций это обсуждать - практика показывает, что в подобных темах "обо всём и ни о чём конкретно", ничего кроме холивара, где каждый подразумевает в обсуждении что-то "своё", не видя многообразия картины в целом, до деталей, не бывает. И обычно тому причиной либо ограниченный личный опыт, либо превратная трактовка своего в т.ч. опыта в силу отсутствия внятного контроля за процессами и их оценки.
Cezium
Уважаемые нелюбители заточных брусков на основе алмаза, почему при массовых сравнениях у Вас в работе алмазы с зерном 200 мкм, 100 мкм ???
Как часто Вы точите свои ножи абразивными брусками с зерном 50...80 grit?
Или при обработке рукояти какову функцию отводите рашпилю?
- грубая обдирка или чистовое выведение????
Не сейте неправдивое зерно средь новичков и начинающих....
to OldTor - Ваши работы и фотографии просто прекрасны, честь Вам и хвала.
Я не так много ножей точил, но главная сложность у меня возникала с первоначальной обдиркой. Когда исходный угол градусов в 50 надо свести к 30-40. И вот эта стадия обдирки отнимала времени и сил в разы больше, чем вся дальнейшая работа. Конечно, при использовании станков с электрическим приводом, такая обдирка выполняется без особых проблем. Но лично я не располагаю возможностью организовать у себя мастерскую и подобную грубую обдирку выполняю на брусках вручную.
На выведение спусков я не замахиваюсь, но переточка нового ножа на новый угол это вполне реальная задача. Мой опыт говорит о том, что возникает она достаточно часто. На мой взгляд, именно этой первоначальной стадии грубой обдирки ручным инструментом уделено незаслуженно мало внимания.

За счет ширины (170х75 мм) и жесткости помогает выправить кромку и задать основной угол.
Далее уже выведение и "вылизывание" кромки.
WarMitЯ не так много ножей точил, но главная сложность у меня возникала с первоначальной обдиркой. Когда исходный угол градусов в 50 надо свести к 30-40. И вот эта стадия обдирки отнимала времени и сил в разы больше, чем вся дальнейшая работа. Конечно, при использовании станков с электрическим приводом, такая обдирка выполняется без особых проблем. Но лично я не располагаю возможностью организовать у себя мастерскую и подобную грубую обдирку выполняю на брусках вручную.
На выведение спусков я не замахиваюсь, но переточка нового ножа на новый угол это вполне реальная задача. Мой опыт говорит о том, что возникает она достаточно часто. На мой взгляд, именно этой первоначальной стадии грубой обдирки ручным инструментом уделено незаслуженно мало внимания.
Для таких работ наиболее целесообразно использовать либо притир, либо водные бруски, причём лучше 2 сходной зернистости, но один на средней связке, а другой на мягкой - первым задавать геометрию и подравнивать, вторым "срезать" то, что нацарапал первый.
Или комбинировать иначе - например, относительно грубым алмазным бруском сначала "взрыхлять" поверхность, а потом чутка более мелким, либо бруском с обычным абразивом - удалять то, что он взрыхлил.
Если использовать притиры, то в зависимости от стали - либо чугун с алмазным зерном шаржированным, либо гранит со свободным зерном карбида кремния, например.
Лично я для выведения плоскостей, сопоставимых по площади со спусками немаленького клинка (например, на стамеске из р6м5) обнаружил, что ничего производительнее бруска от ИНФ-Абразив 150 на основе зелёного карбида кремния - у меня нет. Из чёрного КК - не подошёл.
Но это быстрорез. Для других сталей могут быть более актуальны и бруски на основе ОА или с чёрным КК.
Гальванические алмазные пластины или бруски на медно-оловянной связке - тоже подойдут, но тут возникает вопрос сорта зерна и концентрации его. По сталям помягче у гальваники ресурс довольно тухлый, по твёрдым - нормально. опять-таки это вопрос и выбора СОЖ.
Алмазные бруски на органической связке существенно проигрывают и тем что на медно-оловянной и гальваническим в производительности - вообще органическая связка больше рекомендуется для этапов потоньше.
Правда, она разная бывает - когда в ней медяшки почти наполовину, если не больше, она может соперничать с медно-оловянной связкой, но я такое сравнение проводил только на кругах, поскольку в ручных брусках мне не попадалось пока органической связки, с настолько большим количеством меди в качестве наполнителя.
Если большое - мне проще взять аналог тормека - он для дома вполне годится, так как не шумный и не слишком большой, опять-таки не пылит, ибо с водным кругом. Но я чаще вручную делаю - часто это мне проще и даже быстрее, чем потом выводить риску от кругов F120 и даже F220.
В такой работе часто важнее высокая концентрация сравнительно некрупного зерна, чем особо крупное, о чём и тема. Ну и взять абразив, подходящий под данную группу сталей.
Но даже если говорить про особо грубые фракции, применяемые для выравнивания больших площадей на притире (например, F60) - ресурс у гранита высок и намного выше, чем у стекла, к примеру, да и работа на гранитном быстрее, чем на стеклянном.
Я свои гранитные притиры, сравнительно небольшие, ровняю раз в 3-4 года и более.
Если притир небольшой сравнительно площади и на нём работать с вылетом за края, и вообще стараться использовать всю площадь равномерно, то износ его будет крайне мал.
Не говоря уж о том, что при притирке на нём особо твёрдых брусков или стальных колодок рубанков, на особо грубых фракциях целесообразно на него класть плёнку. так и зерно дольше живёт, часто в разы, а если твёрдость притираемого объекта высока, то геометрическая погрешность от эластичности плёнки - невелика и может легко "съедаться" шероховатостью обработки.
В посте 47 вот тут, я показывал как ровняю притиры и можно понять, какого они у меня размера:
https://www.myabrasive.ru/foru...8&t=35&start=40
Дело было в сентябре 2017 и пока их ровнять рано. Кажется, я только у меньшего одну сторону весной чутка подровнял, а всё остальное пока рано. Стальная плита тоже необязательна - достаточно у каждого притира или даже у одного из них, гранитного, оставить одну сторону плоской и по ней потом подравнивать. Опять-таки, с вылетом за края.
Допустимой погрешностью для плоскостности притира я считаю, т.е. по достижении которой я принимаю решения ровнять - если проверка по сторонам и диагоналям поверочным угольником или линейкой, демонстрирует хоть где-то просвет, в который попробует влезть щуп 20мкм.
И, кстати, отмечу, что подровнять подобные притиры из гранита, подобной площади, задача не намного более сложная, чем выровнять, скажем, какой-нибудь особо твёрдый брусок из карбида кремния - например, кристолон или карборундум. Особенно, если не доводить дело до серьёзного износа.
Тут ничего особо сложного нет, главное притиры не нужно покупать размером с обеденный стол - это избыточно.
даже А4 - уже много. Мои существенно меньше и при том их совершенно хватает даже выровнять некоторые особо твёрдые природные камни длиной до 280мм. и шириной до 70-75мм. Крупнее, вроде бы, не доводилось ровнять вручную) ну только сами притиры)
Более того, скажу, что я предпочту выровнять гранитный притир с площадью порядка 300х180мм., нежели выводить в плоскость вручную спуски на широком ноже из быстрореза - например, на каком-нибудь сантоку-подобном ноже с клинком под 200мм. и шириной под 50.
Чугунные колодки рубанков или притир чугунный площадью примерно 200х50 выровнять при умеренном износе вообще не проблема на граните в отличную плоскость и с допуском меньше, чем обычно плоскошлиф обеспечивает.
Вообще мы отклонились от темы, потому предлагаю для обсуждения таких моментов переместиться в профильную - о выравнивании камней - там про выравнивание притиров для выравнивания камней достаточно сказано, а на тех же притирах можно и слесарку клинков делать.
Ну, либо, предлагаю завести отдельную тему.
А то тут это уже оффтоп.
CeziumРегулярно нанесённый абразив. Наверное подойдёт для нарезки кинжальчиков (или серрейтора), с одной стороны лезвия.
алмазная пластина
но главная сложность у меня возникала с первоначальной обдиркойтакие "трудности" у всех возникают, но есть пути облегчающие задачу, это и алмазный напильник Зубр, или хорошая алмазная гальваника, а так же способы ускорить процесс, типа изменения углов заточки, что бы уменьшить площадь контакта и работать по граням. Но как показала моя практика, этот способ лучше работает на точилках, где легко менять углы создавая эти грани (фаски)
tvy61После трёх лет борьбы врукопашную купил станочек с лентой:
такие "трудности" у всех возникают

Потом всё равно доводка

Размеры зерна:
F400 - 18 мкм
F220 - 58 мкм
F100 - 129 мкм
F90 - 154 мкм
F60 - 260 мкм
F40 - 438 мкм
