Первое видео которое я заснял, это был F95GT D2 с заводской кромкой
На видео наблюдается фактура, с раковинками, лично я думаю, эта фактура говорит о том, что после заточки, подвод был так обработан что карбиды вырвало из матрицы.
Следующий эксперимент, я повторил на ноже CUTJACK SW D2 , и на этом шаге я выяснил, что структуру стали можно увидеть на даже относительно крупном сатине, главное чтобы он был однородным и сонаправленным, я задался вопросом а карбиды ли я вижу, отправил видео термисту, на что он подтвердил мои догадки (тем не менее, даже после его заключения я до сих пор в сомнениях)
я поигрался с разными фильтрами в процессе обработки, и лучше всего видно на негативе, где вершинки фактуры начинают давать тень.
После анализа я уяснил, ту фактуру которую я нашел, видно только под определенным углом и её легко можно пропустить при осмотре, потому что, разрешение видео не большое и много разных других факторов, таких как свет, фокус, угол осмотра, и когда все сходится я вижу то что ищу.
Грубо говоря, можно увидеть карбиды без микрошлифов, и даже на очень крупной риске.
Почему я полез смотреть, катджек потерял свою рк на малом угле и прошли высыпания и сколы, в отличии допустим от царапа который будет дальше.
Я пробовал применить пасту, и действительно, паста на мягкой подложке отлично проявляет эти карбиды, она подснимает матрицу и проявляет эти вершинки (я очень надеюсь что это не остатки и агломераты пасты) так, же я обработал зону рк, органической кислотой(лимонка и катализатор с солью(то что можно быстро сделать дома)) по началу думал что эта кислота помогает проявить их, но в итоге пришел к тому, что достаточно и пасты, а вот её размер до сих пор является для меня загадкой.(попробовал 7мкм, 1мкм и 0.1мкм)
7 мкм оставляет риску, но так же проявляет их, для чистоты эксперимента, надо избавится от неё, потому что, дополнительная риска которая идет не сонаправленно с риской подвода, прорезает риску и образует вершинку, которая может ввести в заблуждение.
Вот к примеру царап, его твердость явно выше твердости катджека, и это действительно лучшая д2 что я точил, и я решил выяснить почему катджек не держит а царап держит
Carap d2 Brutallica
оба ножа были примерно обработна пастой одинаково, НО, матрица царапа, посл обработки на пасте неохотно мне показывала свои карбиды, хоть они и начали появлятся.
Что увидел я?
Нету таких крупных агломераций, количество карбидов меньше и они чаще всего имеют сферическую форму, а так же, матрица более неохотно поддается обработке мягким ОА, единственный минус, наблюдал я это уже на убитой РК, после я нож переточил.
Из этого следует вывод - меньший размер а так же меньшее процентное содержание карбидов в матрице увеличивают сопротивление к сколам и так же увиличенная абразивная износостойкость
Сегодня, я взял F95 который из первого видео, и отметил зону наблюдения маркером, чтобы проверить как в этом месте отработает паста 0.1(её еще не пробовал)
и оказалось на закрашенной черной поверхности гораздо лучше наблюдать фактуру подвода
После проработки 50 кругов , на одном подводе появились эти карбиды, а на второй они были, видно как отработала паста и какие неоднородные по размеру карбиды.
Так вот, таккак весь процесс получился случайно и я досихпор занимаюсь этой проявкой, уже пришли различные мысли о систематизации данных таких как
размер карбидов и их содержание
Если учесть фокусное расстояние, можно наложить электонную сетку имитирующу шаг в мкм, и потом накладывать изображение и определять средний размер карбидов.
Почему мне это интересно, размер карбидов диктует финиш на подводе, и узнать их размерность без микрошлифов или темболее на готовом изделии разрешили бы массу вопросов, как простой и доступный способ, понять почему рк не держит или почему нож не режет.
Далее на очереди я попробую другие зернистости паст, осмотр буду наблюдать только на свежезаточенной кромке с определенной зернистостью в 1200 грит, и проработанной той пастой, которая лучше всего подойдет для проявки,и закрашенной маркером.
на очереди у меня m390,440c,s35vn,c100
есть подозрение что на сильнолегированных сплавах можно получить другой результат
В общем сабж, и что можно добавить для чистоты эксперимента чтобы исключить грязь, и пасты на подводе
Ближе всего к тому, чтобы финиш диктовался размером карбидов, является ситуация со сталями порошковыми, с ванадием более 5-5,5% с очень высокой насыщенностью карбидами малого размера.
Вообще, есть "простая закономерность" - если абразив режет риску крупнее среднего размера наиболее твёрдых карбидов, то "вырезает" их из матрицы и рельеф фасок и РК можно получить именно организованный рисками - при таком раскладе, говорить про "рез карбидной микропилой", о которой так любят говорить любители ножей, затачивающие при том абы как, естественно, крайне самонадеянно и часто ошибочно. Особенно, если потом такие риски замазать, не выводя их подчистую.
Со сталями типа той же D2 - Наиболее крупные карбиды там очень велики, но насыщенность ими сравнительно невелика, и большинство абразивов с ними прекрасно справляется. Т.е. в конечном итоге можно получить РК намного тоньше среднего размера карбидов, на уровне размера наиболее мелких.
Всё вышесказанное недурно проиллюстрировано в теме по ссылке:
https://www.myabrasive.ru/forum/viewtopic.php?f=10&t=366
Да, "проявка" структуры на предмет её оценки, очень хорошо получается свободным зерном, причём в зависимости от того, что за сталь обрабатываем, в зависимости от подбора абразивов и момента перехода на свободное зерно, можно проявлять как и наиболее крупные, так и, удалив их с наблюдаемого слоя - всё более и более мелкие. Также такую проявку можно делать совершая довольно большое шаг по тонкости обработки и переходя на абразивы на эластичных носителях, что ты и показал, в частности.
Вообще это можно легко наблюдать на куче серийных клинков, когда выполнена некая подполировка спусков после достаточно грубой их обработки перед тем - конечно, многое вынесет, но многое и останется и будет торчать. А там где лунки от вынесенного - там по мере эксплуатации, будут возникать очаги питтинговой коррозии - например такое можно наблюдать на клинках из D2 от Южного креста, из х12мф от Бирюкова и так далее.
Вот в частности как-то я выкладывал снимок проявки карбидной стротчатости:
Заточка стали х12мф от Бирюкова, карбидная стротчатость структуры, проявленная обработкой на грубоватом арканзасе. Микрофото с объективом Ломо План 10х0.22 Л, кроп, оптоволоконное освещение:
 Х12МФ steel sharpening. Microstructure.
Х12МФ steel sharpening. Microstructure.
И можно наблюдать на участке спуска, попавшего в резкость, где сохранился заводской финиш его, как "радостно" карбидики там торчат из, казалось бы, "полированной" поверхности. Разумеется, по стандартам полирования, это полированием не называется, разве только в большинстве случаев не только серийного, но и мастерового производства клинков и ножей...
P.S. Вообще я бы сформулировал ещё кое-что - размер наиболее твёрдых и многочисленных карбидов диктует не тонкость финиша в плане применяемых абразивов, а минимально достижимый радиус скругления РК, причём, разумеется, во многом зависящую от значения угла заточки.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Ну и поигрался после покупки немного. С одним ножом из Д2 непонятка была - долго не мог стереть капельки масла с подвода. Пригляделся - а у капелек-то металлический блеск и подозрительная схожесть вот с этой картинкой:

Ну и размер до 50мкм. Точил Чанли Форест с небольшим количеством суспензии, вот и вскрылись. Как мог снял телефоном через окуляр. Качество... нда, но поверьте, глазами видно именно то, что на картинке выше
------
Сто раз сразиться и сто раз победить – это не лучшее из лучшего; лучшее из лучшего – покорить чужую армию, не сражаясь. /Сунь Цзы/
oldTorвозможно оно и так, но к примеру, если у нас имеется карбиды средней фракции 10 микрон, то если мы сформируем рк толщиной в 1мкм, то мы вырвем все выходящие карбиды а на рк будет только торчащая матрица, которая скорее всего отлетит до первых крупных включений с карбидами.
Финиш не всегда диктуется размером карбидов
Хотя я, просматривая свои видео, увидел то как абразив разрезает карбид на 2 части и получается 2 зернышка, от сюда возникает вопрос, будет ли он отличаться своими характеристиками, например может в процессе эксплуатации он легче выскочит(просто к примеру)
или же, если сделать более высокий финиш поверхности чем 10мкм карбид, например 0.5мкм, что мы будем иметь? вырванные карбиды? наверно тут вступает вопрос, чем мы точим и на какой связке, тем не менее, я думаю если карбиды 10мкм то финиш должен быть крупнее, допустим 20-15мкм, чтобы карбиды торчали из риски и служили дополнительными режущими элементами помимо фактуры.
Хотя и грубая фактура не всегда хороша, тем, что возникают узкие места напряжений, которые ведут к разрушению рк где крупная паразитка слишком глубоко порезала поверхность и рк в этой зоне осыпалась.
я бы хотел провести серии тестов, пока есть такая возможность
да и моим способом я думаю я смогу увидеть только карбиды фракции до 5мкм дальше уже сложно, да и если они на самом деле в стали тонкие, и тоньше 5мкм то как мне отличить их от карбидных агломераций, чтобы точно спрогнозировать средний размер карбидов.
типа я вижу зерна 8-12мкм а на самом деле они к примеру 4, которые я не вижу(
Евгений_Ену, я ищу способ попроще, не доставая камни и не ожидая их замачивания, а так же наведения суспензии, все это долго, хочется быстрый и очень доступный метод, да и в отличии от камней, паста на мягкой подложке более безопасна в плане кроме завала рк она ничего не наворотит, в отличии от камней
На мой взгляд карбиды наиболее быстро проявляются на суспензии мягких сланцев, когда работа идет не просто как на полусвязанном зерне, а вообще на свободном абразиве, который впрочем сам не может обрабатывать карбиды, а лишь подмывает связку вокруг. Тогда металл вокруг быстро деградирует, а сами карбиды не получая достаточной нагрузки остаются неподвижно на своих местах. Как пример, излишняя каша мягкой нагуры толстым слоем и работа не продавливая эту кашу до бруска, как в слое глины. Карбиды начинают проявляться на глазах.
EmiliokazanovaЯ имел в виду, что на бруске или притире толстый слой густой пасты, т.е густота как сметана или мягкий творог и толщина 1 мм. Это конечно условно, но суть в том, что кромкой не смахивается вся эта каша, а идет некоторое планирование по поверхности не продавливая ее насквозь. Действительно, это можно сделать и с пастой, например люксором, но наверное расход будет большим. Честно говоря я не пробовал использовать пасты с излишним слоем, точнее пробовал, когда искал метод наиболее оптимального их использования, но на этом все и закончилось.
ну, я ищу способ попроще, не доставая камни и не ожидая их замачивания, а так же наведения суспензии, все это долго, хочется быстрый и очень доступный метод, да и в отличии от камней, паста на мягкой подложке более безопасна в плане кроме завала рк она ничего не наворотит, в отличии от камней
------
Сто раз сразиться и сто раз победить – это не лучшее из лучшего; лучшее из лучшего – покорить чужую армию, не сражаясь. /Сунь Цзы/
Евгений_Е
Я имел в виду, что на бруске или притире толстый слой густой пасты, т.е густота как сметана или мягкий творог и толщина 1 мм. Это конечно условно, но суть в том, что кромкой не смахивается вся эта каша, а идет некоторое планирование по поверхности не продавливая ее насквозь. Действительно, это можно сделать и с пастой, например люксором, но наверное расход будет большим. Честно говоря я не пробовал использовать пасты с излишним слоем, точнее пробовал, когда искал метод наиболее оптимального их использования, но на этом все и закончилось.
Ну расход, натер на подложку и всё, мне брикетов на лет 10 хватит с такими тестами, это же не машинная полировка, а пару взмахов.
Мне больше интересно, как я могу в течении 5 минут после заточки (не мения его вида) посмотреть почему нож режет так хорошо, и посмотреть его структуру, быстро, оперативно, на коленке.
У меня есть еще не решенные переменные, это как протирать рк и чем, чтобы избавить её от содержания на поверхности всякой дряни, чтобы все было прозрачно.
Ацетон к примеру с какойто ветошью, а вот от маркера, остаются пузырики которые обволакивают карбиды и визуально наверно делает их диаметр больше, но тема с закрашиванием рк, очень сокращает время поиска нужного угла, потому что засветка от микро сильно засвечивает, и приходится потом использовать фильтры типа негатива.
Чем можно замазать, то что не будет оставлять дряни на подводе, иод? я еще думаю по поводу графита, но боюсь там много его чешуек будет и он не подойдет
EmiliokazanovaДалеко не все карбиды выпадают из матрицы, многие вполне себе затачиваются, особенно крупные
возможно оно и так, но к примеру, если у нас имеется карбиды средней фракции 10 микрон, то если мы сформируем рк толщиной в 1мкм, то мы вырвем все выходящие карбиды а на рк будет только торчащая матрица, которая скорее всего отлетит до первых крупных включений с карбидами.
Alexx_S
Далеко не все карбиды выпадают из матрицы, многие вполне себе затачиваются, особенно крупные
в каких случаях
EmiliokazanovaВ случае с Д2 точно, сам видел. Признаться честно, не определю.что там за карбиды были. Возможно, карбиды хрома, возможно - вторичный цементитв каких случаях
SokolovVAотлично, есть такой под рукой, попробую, спасибо
Я протираю рк упаковочным пенопластом.
П.с. чтобы не собиралась грязь внутри пробки, делаю тонкий срез - каждый раз по свежей пробке.
И рк хорошо очищается, рез оценивается + чистота реза видна на срезе. Пробка сама по себе хороший индикатор заточки если резать продавливанием, если есть косяки хорошего среза не будет.
Emiliokazanova
поймал такой угол что увидел фактурку на подводе
Друг мой
я думал что об этом факте никто не пишет, потому что это наблюдение как мир старо 😊
Однако в эмпирическом подходе есть проблема о которой пишет камрад
Alexx_S
Возможно, карбиды хрома, возможно - вторичный цементит
И это наверное самый актуальный вопрос, как отличить зерна от плевел 😊
oldTor
Финиш не всегда диктуется размером карбидов, так как они могут быть разной формы, состава, разумеется твёрдости, ориентированности.
Ближе всего к тому, чтобы финиш диктовался размером карбидов, является ситуация со сталями порошковыми, с ванадием более 5-5,5% с очень высокой насыщенностью карбидами малого размера.
а в этой группе сталей изменение от случая к случаю насыщенности суспензии и твердости суспензиата, склонности его зерна к дроблению дает самую, наверное, высокую вариативность подбора управляемого финиша 😊
я хочу закрепить отображение на всех наблюдаемых готовых изделиях без вмешательства в их внешний вид, систематизацию и осмысления почему.
Вы зашли с другой стороны на разглядывание структуры стали. Проявление микрошлифа обычно используют для контроля структуры после термообработки, делают это по нескольким причинам, сталь поставляется нормально отпущенная и отожженная. Каждый тип для своего применения даже для одной и той же стали. Секрет в том, что нормально отпущенная сталь закаливается на мартенсит не хуже отожженой, с той же твердостью, но структуру имеет иную после закалки.
См. фото Ярослава, структура классического чешуйчатого мартенсита с низким отпуском. Строчки на фото - поперечное сечение чешуйки мартенсита, сточеной на камне. Такая структура образуется после отжига, посмотрите, структура ровная, гомогенная. Металл как бы состоит из пачки сложенных тонких листов. Ориентирование чешуек происходит при охлаждении, плоскость чешуйки параллельна наибольшей плоскости теплоотдачи. По краям чешуек мартенсита видно растянутую мягкую и вязкую структуру остаточного аустенита, который связывает чешуйки между собой. Такая классическая структура придает стали высокую ударную вязкость, упругость, сопротивление коррозии. Размер карбидного равномерный, зависит от температуры и времени отпуска.
Если перед закалкой не проводить отжиг, мы получим структуру как на верхнем фото ув. Alexx_S.
Взаиморасположение чешуек мартенсита хаотическое, размеры произвольные, кляксы вязкого остаточного аустенита. Размер карбидного зерна в такой структуре от мелкого до большого, равномерности нет. Эта структура больше похожа на перлит.
И 1 и 2 образец обладают разными физ свойствами, значение имеет количество остаточного аустенита, если его много сталь вязкая, твердость снижена, карбиды отваливаются комками, при этом могут иметь не только форму пластин, могут быть похожи на щебень и откалываться неохотно.
Если остаточного аустенита в мартренсите мало, он перешел в чешуйки , сталь твердая и хрупкая, чешуйки цементита ломаются на на мелкую крошку при поперечной нагрузке.
Т.е при разном составе термички имеем структуру 1., похожую на бакелитовую фанеру и структуру 2., сходную с бетоном. Выбираем, какая нам нужна.
Чтобы посмотреть структуру мартенсита образец шлифуют и подвергают тонкой полировке, для контрастности проводят травление кислотой и снова подполировывают. Кислота разрушает остаточный аустенит, кляксы становятся ямками и темнеют, на поверхности остается карбидная сетка, небольшая полировка действует как проявитель на ЧБ бумаге. Для анализа структуры карбидной сетки не обязателен металлографический микроскоп, важнее правильно "проявить" микрошлиф.
stas.kh78
Перечитал тему предложенную K_V_E - "Как заточить кухонный нож так, чтобы он не резал руки, но нормально резал продукты? " , очень заинтересовало высказывание Nikolay_K - #38 -
"я тут с большим удивлением обнаружил, что можно при малом давлении поймать режим в котором проявляются все дефекты и структура стали
обычно при доводке и полировке она как-бы затягиваются и заглаживаются, а тут все наоборот."
Кто - нибудь встречался с таким режимом абразивной обработки, при котором вскрываются дефекты заточки ? Если встречались, то от чего зависит вскрытие дефектов ? Свойства абразива, сож, скорость движений по абразиву, направление движений клинка - по абразиву( или наоборот - абразива по клинку ) ? Только не надо отвечать односложно - от всего перечисленного. )) Интересны именно свойства перечисленного. Например - абразив мелкий и твердый, сож более жидкая с легким присутствием суспензии, движения медленные , параллельно рк.
Той теме 13 лет, тогда участники той темы обладали значительно меньшим опытом, многие, да и контроль мало кто осуществлял действительно информативный.
Поэтому я не очень уверен в том, что Николай имел в виду конкретно.
Тут в любом случае надо как-то попробовать разделить, что мы ищем:
1. дефекты стали, как сырья (неметаллические включения, например)
2. дефекты структуры (могут быть следствием как технологической памяти ещё от этапа первичной обработки и до результатов неудачной термообработки - например нехарактерный для ожидаемых режимов ТО размер карбидов, их распределение, а также "превращения" в силу машинной абразивной обработки - прижоги, дефектный слой, в т.ч. усугублённый перегревом, да и без оного - просто под воздействием высоких нагрузок и агрессивной обработки, что включает также и микротрещины и прочее).
3. дефекты этапов абразивной обработки, предшествующих текущему (в т.ч. уже ручной, так как и дефектный слой при ней также образуется, и всё остальное может: микротрещины, заусенец или "бородка", срывы при его неаккуратном удалении, паразитная риска, шаржирование абразивным зерном, сколы, замины, адгезивный выхват с обрабатываемой поверхности, адгезивный срыв нагартованного слоя)
4. дефекты обработки, полученные на текущем этапе (включают в себя практически всё то же самое, что и на предыдущем).
Для анализа немалой части перечисленного, делают шлифы (и травят) для металлографических исследований. Однако, многое можно увидеть действительно в процессе довольно тонкой обработки, не создавая правильные шлифы, но ограничиваясь, по сути, рамками обычных для опытного заточника режимов и методов обработки клинка.
На часть вопросов отвечает данная тема выше.
Кое-что можно добавить:
1. нужно решить, что именно мы хотим поискать и обнаружить.
2. решить, какая степень шероховатости объекта нам нужна для оценки явлений, которые хотим искать - т.е. надо понимать примерный порядок "размеров". И учесть, что если шероховатость будет слишком груба, то многие явления будут скрадываться, особенно, если шероховатость не будет укладываться в ГРИП применяемой оптики, что очень важно.
Для начала, посмотреть (благо в сети хватает такой информации), каков состав изучаемой стали, как она произведена (вспоминаем про то, что есть стали "типа одинаковые почти", но полученные по-разному: "обычным образом" и порошковым переделом, например - они будут сильно различаться), каков средний размер карбидов и насыщенность ими (и какими).
3. Понять, какой нужен порядок увеличения и разрешающей способности оптики, для хотя бы минимальной информативности наблюдения явлений и объектов, которые хотим изучать.
4. определиться со способами получения не только необходимого класса шероховатости, но и характера этой шероховатости. И тут самое интересное начинается, мы подошли к непосредственно практике обработки.
Приведу некоторые, самые простые примеры:
Для оценки среднего размера карбидов и их распределения, желательно обработать сталь с преобладанием абразивного резания до, примерно, такой шероховатости, при которой риска от используемого абразива сопоставима по глубине и ширине с ожидаемым средним размером карбидов. После этого, желательно использовать водную суспензию свободного абразивного зерна. Либо на бруске/камне, либо на притире. Причём зерна, которое в таком режиме применения, не будет справляться с такими карбидами. Размер фракции при том должен быть +- близок среднему размеру карбидов или быть мельче. Практически все суспензии не самых тонких, но и не грубых природников для этого годятся по высоколегированным твёрдым сталям.
В качестве примера, клинок из порошковой высокованадиевой стали cpm s90v (ранее уже не раз публиковал, но повторю), карбиды которой хорошо обнажены на суспензии свободного зерна японского природника, довольно мягкого, использующегося для этапа тонкой заточки (а не доводки) - можно оценить и однородность их размера, и распределения и насыщенности стали ими: cpm s90v on JNat. Finish honing
cpm s90v on JNat. Finish honing
Твёрдые бруски и камни, что искусственные, что натуральные, которые могут обнажать структуру стали из-за того, что либо не обладают абразивной способностью достаточной, или их режущий профиль в плохом состоянии (выглажен и пр.) - часто могут дать ошибочное представление о размере карбидов в силу того, что при такой обработке может происходить активное наволакивание матрицы на карбиды. Такой пример есть ранее в данной теме - там это не самым явным образом показано, но присутствует.
В результате, мы при такой обработке часто наблюдаем карбиды более крупными, чем они есть на самом деле, и, к тому же, у нас практически отсутствует понимание их формы, так как она "затянута" матрицей и как бы "смазана". Но вот распределение наиболее крупных, по крайней мере, карбидов, мы наблюдать можем очень явно. Пресловутую "карбидную стротчатость" - легко.
Но если нам важна форма карбидов, и не только самых крупных, часто достаточно протравить клинок в водном растворе хлорного железа даже при довольно грубоватой шлифовке клинка. Например, я показывал такой вариант с проявкой структуры стали D2 от фирмы Южный крест: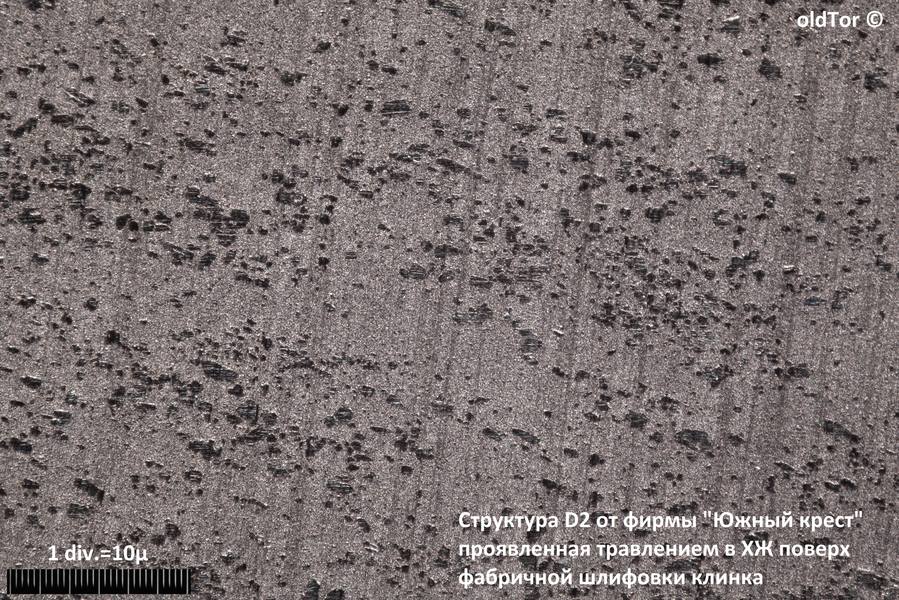
Это травление спуска, отшлифованного на фабрике грубой довольно лентой и потом с большим шагом неряшливо подполированного. Матрица при такой поверхности легко "съелась" даже довольно слабым раствором ХЖ и при не длинной экспозиции, карбиды обнажились очень хорошо и явно видна их форма, размеры и распределение.
В некоторых случаях, особенно если структура очень мелкая, а нам ещё желательно понять, нет ли микротрещин в клинке, желательно применить притир с тонким зерном в режиме резания/царапания, но оставляющим рисочку существенно мельче среднего размера карбидов. По сути, это напоминает "полирование с преобладанием резания".
Почему именно таким: потому что с преобладанием трения и пластических деформаций, мы скорее всего наоборот "затянем" трещины - и тем, что их может "замазать" выдавленный резанием материал, перераспределяющийся по клинку за счёт пластического деформирования в верхнем слое, и тем, что сходные процессы, особенно при обработке со сменой направления её, происходят активно и в подповерхностном слое (информация по этому вопросу есть в теме о наклёпе и там же приведена ссылка на исследования Тодда Симпсона с шикарными иллюстрациями подповерхностного слоя).
Проявка же структуры стали хорошо работает и после такой обработки с преобладанием резания, даже по поверхности, напоминающей полированную. Для этого часто бывает достаточно взять мягкий полировальник с не самым агрессивным и твёрдым зерном для данной стали и поработать им. Часто это позволяет довольно неплохо обнажить структуру. Я как-то показывал и такой вариант, повторюсь - сталь cpm s90v - тот же клинок, что и ранее, после чугунного притира с тонким алмазным зерном обработано в режиме резания/царапания, а затем я прошёлся по нему мягким полировальником с субмикронной пастой на основе электрокорунда:
 cpm s90v steel Пробы доводки на притире с проявкой структур
cpm s90v steel Пробы доводки на притире с проявкой структур
Для выявления карбидов, размером в среднем 2-3 мкм. этого хватило, и для понимания их распределения в матрице. Однако, я наблюдал ещё и негативные результаты обработки алмазным зерном в режиме резания: есть лунки и "хвосты" от выпавших карбидов или раскрошившихся, которые (и их фрагменты) протащило по фаске, что оставило царапины, полученная тонкость кромки не позволила карбидам хорошо не ней удерживаться матрицей, что говорит о том, что для данного угла заточки превышена разумная тонкость кромки.
Ну и иногда можно проявлять структуру и полусвязанным зерном, но тут много зависит от предыдущей операции. Пример я показывал недавно - второй снимок в посте 443 по ссылке:
forummessage/224/10
приведу его и здесь, для комфорта чтения:

В общем, вариантов полно. Но во многих случаях всё упирается в средства контроля и адекватную их настройку. Нельзя пренебрегать важностью настройки освещения при микроскопических наблюдениях, потому что во многих случаях, какие-то детали можно вменяемо оценить при косом падающем освещении, какие-то при диффузно-рассеянном или комбинацией его с косым, а какие-то требуют классического, применяемого в металлографии, отражённого света (коаксиальное освещение, через объектив, обычно с помощью опак-иллюминатора/осветителя отражённого света).
Для лучшего контраста в таком освещении, часто применяются светофильтры и вообще полезно бывает наблюдать со светом с более короткой длиной волны. Иногда помогает банальная, чисто программная инверсия снимка (по сути, превращаем снимок в негатив - я недавно показывал такой пример в теме о заточке керамических ножей - это прекрасно удалило некоторую засветку от переотражений света в рисках белой керамики и позволило наблюдать характер её шероховатости чётче и контрастнее - второй снимок в посте 212 на странице по ссылке: forummessage/224/10 )
- там можно сравнить с "обычными вариантами". А в инверсии приведу и здесь (фото кликабельно и доступна развёртка в нормальный размер):

Вышеприведённые снимки выполнены в разном освещении, но отдельно приведу пример ситуации, где информативность наблюдается исключительно в отражённом свете (через объектив) - правда, речь не про клинок и сталь, но про структуру чугунного притира - я делал "эрзац-шлиф" для оценки размера и формы графитовых включений в данном чугуне:
(притир от Северной Артели. Масштаб съёмки 52:1, фото кликабельно и доступна развёртка в нормальный размер):

Эрзац - потому как до качества настоящего металлографического шлифа не дотягивает - вон риска видна даже при том, что разрешение здесь дай бог 0,5мкм., а не 345nm., как у моего более высокоразрешающего объектива 50х (который у меня появился позднее). Но здесь это не критично, так как масштаб наблюдаемой структуры и так хорошо читается при таком методе освещения и при имеющейся шероховатости "эрзац-шлифа".
Подробности о его подготовке (лёгкой и простой, кстати) - есть в посте 351 в теме по ссылке: forummessage/224/10
Да, очень важно бывает проверить клинок на шаржирование его абразивным зерном. Я неоднократно показывал, как это бывает, и тут в принципе всё просто с выбором нужного увеличения и разрешения, так как нам известно, объекты какого размера следует искать на клинке, а шероховатость его обычно вполне для этого подходящая. Вот с тем, чтобы отличить шаржировавшееся зерно от карбидов в стали - уже может быть сложнее, но тут нам на помощь приходит то, что если речь о стали с известным размером карбидов или нами уже выясненным, то можно дифференцировать по размеру. Если же размер близкий, или, скажем, высока вероятность, что зерно прежде чем шаржироваться в клинок, сумело поддробиться (такой пример я тоже показывал, например, см. пост 109 в теме по ссылке: https://www.myabrasive.ru/foru...t=356&start=100 ) - то стоит поиграть с направлением освещения - это часто помогает отличить "мух от котлет".
Насчёт неметаллических включений в стали и питтинговой коррозии - мои старые снимки не сохранились (сдох фотохостинг), но в разделе это есть и от других пользователей - несложно найти. Тем более, что обычно размеры таких явлений даже в совсем простецкую оптику заметны. Правда, это не значит, что такие явления не могут присутствовать на намного более мелком уровне и там "делать своё чёрное дело". Поэтому, если попадается на клинке какой-то стрёмный в обработке участок, постоянно дающий скол или замин при любой обработке, его лучше зачистить и обработать потоньше и поглядеть в разрешении повыше - для оценки масштабов бедствия и примерной хотя бы прикидки того, что именно служит причиной, и как много надо снять, чтобы причину устранить.
Но, надо сказать, что неметаллические включения или следы их выпадания из стали мне уже давно не попадались (как перестал затачивать под заказ и мне перестали таскать на заточку всякую первую попавшуюся дрянь не пойми из чего сделанную). А вот с питтинговой коррозией, на уровне каверн мельче 10мкм., особенно с клинками опасных бритв, ситуация актуальна и сейчас. При наблюдении в оптику для "оперативного контроля" часто кажется, что уже всё удалил и с запасом, а потом запросто оказывается, что надо было смотреть детальнее и на фасках ещё полно мелкой россыпи таких дефектов, заметных контрастно и явно только в отражённом свете, и при соответственном разрешении, и это всё надо удалять. А то так можно бесконечно обнаруживать в процессе использования бритвы опять появляющиеся микросколы, и гадать, почему и отчего, при том, что в целом бритва хороша.
Отдельная история микротрещины. У меня опять-таки из-за сдохшего фотохостинга потерялось древнее уже фото трещины на Elmax от алмазного зерна (видимо, попалось в пасте на притире более крупное, что у паст отечественных не редкость) - её было хорошо видно даже в простенькую оптику, при косом падающем свете. Т.е. благодаря светотени и тому, что в трещинку набился шлам. Это обеспечило контраст. Т.е. по сути, для обнаружения микротрещин бывает достаточно не мыть клинок тщательно перед осмотром) Шутка)
На самом деле, плёнка масла или остатков воды со шламом и продуктами истирания связки, здорово мешают наблюдениям. Потому, если есть намёк на микротрещины и/или мы их специально ищем, есть смысл их слегка проявить. Например, можно провести фаской по сработавшейся тонкой шкурке, засаленной графитом - графит попадёт в трещинку и проявит её. Ещё один способ более продвинутый и рекомендованный при исследованиях образцов как стальных, так и всяких других, например твёрдых сплавов и неметаллических материалов (в частности, керамики) - это смазать каким-нибудь маслом, с последующим его удалением, но не самым тщательным. Наблюдение ведут под ультрафиолетом, с соблюдением всех мер безопасности. Суть в том, чтобы наблюдать видимую флуоресценцию масла, попавшего в трещинки, на тёмном фоне. Что даст необходимый контраст. Это на самом деле не такая сложная история, мне, например, доступная и без люминесцентного микроскопа. Но здесь подробно об этом не буду, вряд ли кто здесь этим будет пользоваться.
Да, это нас ещё и плавно подвело к теме очистки клинков перед наблюдением. Обычно, достаточно самых простых средств: помыть клинок в тёплой воде с мылом, вытереть насухо какой-нибудь чистой тряпочкой, а затем, уже совсем начисто и насухо, вытереть не оставляющей ворса микрофибровой сухой чистой салфеткой. Есть ещё вариант старый (ещё Дмитрич рекомендовал), использовать для этого свежий сигаретный фильтр (для самокруток, например) - снять с него "обёртку" и погрузить в него с торца участок клинка. Фильтры такие - очень чистый материал и не оставляющий, как правило, ворсинок. Правда, очень шероховатая кромка и тем более с микрозаусенцем или его остатками, может таки из фильтра ворсинок "понадёргать".
В общем, меня вполне устраивает протирка микрофиброй уже отмытого клинка. Да, совсем мокрый клинок сразу ею протирать не стоит - только уже практически сухой. Иначе могут остаться разводы.
Но если мы были вынуждены использовать не подходящие абразивные пасты, можем столкнуться с тем, что некоторые из них, без остатка такими средствами не удаляются - на производствах их удаляют в ультразвуковой ванночке или даже отпариванием под давлением, при температурах в т.ч. близких к температурам низкого отпуска некоторых сталей, что для нас вообще плохо. Поэтому, стоит уделять внимание тому, какими пастами пользоваться. тем более, что многие из таких "не удаляемых обычными средствами и большинством растворителей" паст - могут быть аллергенны, и уж кухонные ножи ими точно обрабатывать не стоит.
В общем, если суммировать, то в первую очередь для проявки структуры, нам полезнее абразивы, которые справляются с матрицей куда быстрее, чем с карбидами, или вовсе не справляются с ними, и для сталей потвёрже и с большим количеством лигатуры, это в основном водники невысокой твёрдости, применённые с суспензией. Причём, лучше водники на основе электрокорунда (так как карбид-кремниевые часто куда как легче справляются с карбидами) если речь про искусственные камни.
Тогда как крайним противоположным вариантом, хуже всего подходящим для проявки структуры на уровне карбидов, выступает спечённая керамика на основе оксида алюминия (и подавляющее большинство вариантов применения суперабразивов). Как прекрасно написал и показал в некоторых статьях Тодд Симпсон, она в состоянии справляться со многими даже очень твёрдыми карбидами (в т.ч. конкретно писал о том, что зерно электрокорунда способно справляться с карбидами ванадия), но часто возникает ситуация, особенно если керамика уже не очень свежая и/или не была нормально подготовлена, что она легко крошит карбиды даже в высокованадиевых сталях (пример был яркий на cpm s110v), далее частично вдавливая их обломки в матрицу, а частично "унося", когда в обработке стали ею начинает преобладать адгезивный износ. У него на снимках из под СЭМ прекрасно это видно, и ясно, что на поверхности мы видим у него и будем видеть у нас, если достанет разрешения, не размер карбидов в данной или подобной стали, а куда меньшего размера обломки карбидов в лучшем случае.
А если мы керамику нормально подготовим и тщательно притрём для эффективной работы (например, как я предпочитаю, на алмазном зерне в виде порошка сорта АСМ фракции 60/40мкм.), то она будет резать очень частую и выраженную рисочку, что частично будет просто "вырезать" карбиды из матрицы, что прекрасно скрадывать оставшиеся. Т.е. опять-таки, мы не увидим толком структуры.
Занятно - вот кстати ещё один шикарный пример того, насколько один и тот же, по сути, абразив, разнообразно может себя вести в зависимости от типа организации его зёрен / степени их закрепления и метода применения этого абразива))
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
На моих бритвах (старая англичанка и немчик от Böker) такого не наблюдал.
Serge Ant
..На моих бритвах (старая англичанка и немчик от Böker) такого не наблюдал.
Логично, потому что карбидов такого размера, чтобы их было видно в микроскоп 24х на бритвах быть не должно, тем более в количествах, создающих конкретно частый "пупырчатый" рисунок. На англичанках старых - особенно! Böker-то дюже разный мне попадался, из относительно современного был как-то раз вообще не закалённый - конкретно сырая сталь.
Но иногда, к великому прискорбию, встречается крупная структура, мне попадалось тоже на советских. Это конкретный брак термообработки - нельзя допускать такого роста карбидов на клинках бритв. Ну от стали, конечно, тоже зависит, но всё-таки это проблема ТО, полагаю, потому как есть тьма бритв и из сталей с достаточным количеством лигатуры, от которых можно ожидать структуры довольно выраженной, но у бритв из них при том подобного безобразия не наблюдается.
Хотя что уж тут говорить - некоторые современные "мастера" даже из D2 пытаются делать нечто наподобие опасок и толкать по неприемлемым ценам людям не разбирающимся...
Яркий пример, но не самый часто встречающийся, проявки карбидов в мягкой нержавейке, близкой тому, какая попадается иногда на советских бритвах - при термообработке ножей, такая структура нормально себя ведёт. Если, конечно, заточник умеет работать без обеспечения избыточного давления.
Однако, поскольку карбиды всегда довольно хрупки, мало-мальски сильное воздействие боковое, что от зёрен абразива, что от шероховатости стального мусата или от постоянных сгибов со стороны на сторону заусенца, при попытке удалить его не методами технологического барьера, а просто "сточить" или "мучать, пока не отвалится" - в т.ч. попытками "отломать" его на древесине и прочих материалах - обязательно приводит к крошению карбидов в подповерхностном слое, выкрашиванию и выпадению их или их фрагментов из матрицы на обрабатываемой поверхности и на самой кромке.
Там, где карбиды остались - их прекрасно можно увидеть на микрофаске - заметно, что они довольно сильно различаются по размеру, сгруппированы, и при том кромку удалось получить с зазубринками относительно однородными. Благодаря минимальному давлению и формированию микрофаски на достаточно нежно работающем природном камушке (яп. нат. водник), но который при том, даже обнажая структуру стали, неплохо с ней справляется и потому рельеф кромки приемлемо однороден:

Разумеется, на хороших бритвах такая структура неприемлема.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.