Решил попробовать алмазную пасту на чугунных притирах для финиша. Были изготовлены "апексоидные" бланки из серого чугуна СЧ18-36, почти уже начисто отшлифована плоскость. Осталось вывести финишные плоскости, планирую применить метод трёхплитного шлифования, поэтому притира и три, затем планирую и три варианта алмазной пасты применять: 7/5, 3/2, 1/0.
Если у кого-то был опыт работы с чугунными притирами, буду рад узнать полезную информацию по теме, в частности 2 вопроса:
1. До какой шероховатости доводить притиры, разная ли она должна быть на разных пастах, если разная, то обо что притирать более мелкой гридности, друг о друга уже не выйдет, может о бумагу с пастой, подложив под неё уже выровненный другой притир?
2. Будет ли отличие в работе по сравнению с деревянными, только ли от зерна, или с чугунными притирами можно и на зерно водить?
Применять буду в системе "Профиль К03"
Заранее большое спасибо всем высказавшимся!

alhimik-evgeniy
в частности 2 вопроса:
1. До какой шероховатости доводить притиры, разная ли она должна быть на разных пастах, если разная, то обо что притирать более мелкой гридности, друг о друга уже не выйдет, может о бумагу с пастой, подложив под неё уже выровненный другой притир?
ГриТности. От слова GriT - зернистость. Мы же не пишем и не говорим "зерниЗДость".
Как доводят притиры можно почитать у Оснаса и как с ними работают. В частности о подготовке притиров, в районе стр. 27
Если кратко - м14 - м10 зерно на котором их должно притереть.
Для всех вышеперечисленных фракций подойдёт.
А если применять бОльший ассортимент фракций, то надо (в той же книге) прочитать, какие именно виды чугуна для этого положено применять, какого размера желательны вкрапления графита и пр.
Книга есть, например, тут:
https://www.chipmaker.ru/topic/1195/
oldTor...Если кратко - м14 - м10 зерно на котором их должно притереть.
...
Ярослав, применительно к этим притирам это избыточно. Там речь идет о притирах для измерительного инструмента и работы по плоскостям. На ножах такого нет. Только зерна лишнего зашаржировать можно...
alhimik-evgeniy
Всем привет!
...
1. До какой шероховатости доводить притиры, разная ли она должна быть на разных пастах, если разная, то обо что притирать более мелкой гридности, друг о друга уже не выйдет, может о бумагу с пастой, подложив под неё уже выровненный другой притир?
2. Будет ли отличие в работе по сравнению с деревянными, только ли от зерна, или с чугунными притирами можно и на зерно водить?
Применять буду в системе "Профиль К03"
Заранее большое спасибо всем высказавшимся!
Забудьте про метод трех плит, не ваш вариант. Вашей шлифовки достаточно. Лишь бы плоскопараллельность была максимальной.
1 Шероховатость притиры сами примут какую надо под зерно. Все что Вам надо сгладить оставшиеся вершины от шлифовки. Взять твердый камушек типа Индии файн или медиум и под струей воды подшлифовать поверхность. Подойдет любой ОА с таким же зерном на твердых связках. Главное чтоб во время этой правки не вылетало зерно из камня. Зерно Индии файн, медиум - не помню.
2 Без разницы на зерно - от зерна, это от стадии заточки зависит. Если ближе к доводочной стадии лучше на зерно.
Но, прежде чем идти на притир, обязательно сформировать фаски камнем. И важно попадать сразу в угол. Притир должен работать по плоскости фаски. Будете попадать на кромку или ребро, можете поцарапать притир.
Еще момент по движению. Желательно избегать коротких движений вперед - назад. Идеально по все длине притира вперед или назад. Можно только в одну сторону, например в конце только на зерно.
Учитесь и пробуйте на недорогих ножах, заодно поверхность притрете.
Мажете пасту, вдавливаете подшипником, убираете излишки и можно точить.
На апексе притирами не точил поэтому особых навыков в таком варианте нет. Нам потом расскажите впечатления. На моей памяти Вы первый.
П.С. Чуть не забыл, будете точить, сильно на бланки не давите, а то прогибаться будут. По фото не вижу, но не сильно толстыми кажутся.
Притирать эти "полосочки" чугуна друг об друга бесперспективно. Малая, просто никакая, жесткость, малая площадь.. Завалите плоскопараллельность или закрутите притир.. Испортите в общем.
Да и шабрят, в основном, плоские притиры, а не притирают. Метод трех плит применяют для случаев, когда нет поверочной плиты.
по мне так полная глупость.
Все IMHO
oldTor
Если кратко - м14 - м10 зерно на котором их должно притереть.
Для всех вышеперечисленных фракций подойдёт.
Спасибо за книгу, прочёл.
М14 - М10 предлагается для трёхплитного шлифования, как я и предлагал, но оговаривается, что самым тонким впоследствии применяемым абразивом будет М2,5, в то время, как у меня это будет средний, а самый мелкий будет М1. Следует ли скорректировать шероховатость поверхностей в меньшую сторону и, если да, то до какой конкретно?
vovchikljЗабудьте про метод трех плит, не ваш вариант. Вашей шлифовки достаточно. Лишь бы плоскопараллельность была максимальной.
Так вот как раз метод трёх плит и упомянут в предложенной oldTor'ом к изучению книге. Плоскопараллельность на данный момент находится в пределах менее, чем 0,01, точнее измерить нечем (точнее микрометра с сотками ничего нет)
vovchiklj
1 Шероховатость притиры сами примут какую надо под зерно. Все что Вам надо сгладить оставшиеся вершины от шлифовки. Взять твердый камушек типа Индии файн или медиум и под струей воды подшлифовать поверхность. Подойдет любой ОА с таким же зерном на твердых связках. Главное чтоб во время этой правки не вылетало зерно из камня. Зерно Индии файн, медиум - не помню.
Хотелось бы привести шероховатость по возможности ближе к рабочей, а не прогонять через него несколько ножей, пока он примет нужную. Индии файн нет, есть арканзас транслюцент и венёвские алмазы на бакелитовой связке разной зернистости до 1/0
vovchiklj
Притир должен работать по плоскости фаски. Будете попадать на кромку или ребро, можете поцарапать притир.
Располагаю угломером со шкалой в 0,1?, этого достаточно для той степени попадания в плоскость либо необходимо обзавестись угломером с большей точностью?
vovchiklj
На моей памяти Вы первый.П.С. Чуть не забыл, будете точить, сильно на бланки не давите, а то прогибаться будут. По фото не вижу, но не сильно толстыми кажутся.
В поиске не находил ответа, всё сомневался, не будет ли вопрос "баяном", а вроде и действительно не было такой темы.
Бланки толщиной 5 мм. Полагаю, 5 мм чугуна я не смогу сколько-то существенно прогнуть теми нагрузками, что вообще разумно применять при заточке на профиле. Хотя хотел сделать и толще, но масса и так получилась существенно больше, чем у любого камушка сходного размера.
alhimik-evgeniy
Плоскопараллельность на данный момент находится в пределах менее, чем 0,01..
Отлично.
alhimik-evgeniy
...есть арканзас транслюцент и венёвские алмазы на бакелитовой связке..
Только не венёвские!
Пригладьте арканзасом только с маслом не густым. Поступательным движением по всей длине бланка.
На зерне притиры никогда не притирал, поэтому ничего советовать не буду. Если все таки притрете, в конце арканзасом пригладьте результаты работы.
alhimik-evgeniyДостаточно будет технологии "на маркер". Угломером не пользовался. Может с ними и проще будет...
Располагаю угломером со шкалой в 0,1?, этого достаточно для той степени попадания в плоскость либо необходимо обзавестись угломером с большей точностью?
alhimik-evgeniyПросто галочку в голове поставьте... А там на Ваше усмотрение...
...Полагаю, 5 мм чугуна я не смогу сколько-то существенно прогнуть теми нагрузками...
alhimik-evgeniy...
В поиске не находил ответа, всё сомневался, не будет ли вопрос "баяном", а вроде и действительно не было такой темы.
...
Вы когда поиском ищите, обратите внимание, там есть окошко "ограничить дату". По умолчанию стоит один год, надо ставить "за все время", тогда все темы выпадают.
Ваша с фото и правильными вопросами, пусть будет. К тому же у Вас для апекса... Обычно настольными оперировали.
alhimik-evgeniyСпасибо за книгу, прочёл.
М14 - М10 предлагается для трёхплитного шлифования, как я и предлагал, но оговаривается, что самым тонким впоследствии применяемым абразивом будет М2,5, в то время, как у меня это будет средний, а самый мелкий будет М1. Следует ли скорректировать шероховатость поверхностей в меньшую сторону и, если да, то до какой конкретно?
Этого совершенно достаточно - при притирке у Вас зерно на котором притираете, дробится (либо окатывается преимущественно - смотря на каком зерне притираете), т.е. постепенно начинает работать тоньше. К тому же, при этом в какой-то момент происходит и некоторое сглаживание рельефа притираемых поверхностей друг о друга.
Шаржирование у Вас произойдёт нормальное и при такой притирке, а некоторая шероховатость нужна для отвода шлама и избегания чрезмерного "прилипания" притира и притираемого объекта, ибо это может провоцировать агдезионные выхваты фрагментов и из того и из другого, как следствие - деформации РК и паразитные риски во множестве.
Даже на твёрдых притирах (стекло, сталь) более тонкая притирка или сильная выглаженность притира, которой сопутствует снижение глубины его рельефа - результатом и на зерне 1/0 является снижение чистоты и однородности обработки в большинстве случаев и повышается шаржирование зёрен в обрабатываемый объект.
Так что для начала я бы ограничился до м10, а далее уже, если будет желание - поэкспериментируйте.
alhimik-evgeniy
притира и три, затем планирую и три варианта алмазной пасты применять: 7/5, 3/2, 1/0
Если не затруднит, уточните какие задачи перед вами стоят, и почему выбрали этот метод и эти пасты?
Хотел бы отметить, что использование керосина немного ограничивает их применение... )
С уважением,Юрий.
Это 7/5, 3/2, 1/0 и др. еще по советским ГОСТам и ТУ маркировка.
Сколько не брал современной российской все не то ,даже как указано с "повышенной концентратностью".
Если бы не было опыта работы с советской,то думал бы,что так и должно быть.
На деле небо и земля.
oldTor
Вместо керосина можно успешно использовать уайт-спирит без запаха. Прекрасная штука. И не только для притиров, но и для работы на некоторых масляных камнях. И чистый, и в смеси с маслом или олеиновой кислотой.
Спасибо за совет. Попробую.
Честно говоря просто заглобалились по поводу притирания. Работать всё равно придётся с нанесением пасты тонким слоем на притир, а просто голым притиром ранее шаржированным, с добавлением масла или олеинки даст только паразитные риски. Алмаз очень любит высокую твёрдость обрабатываемого материала и надо чётко делать последовательность переходов, причем задерживать обработку большим числом движений просто испортит всё. Придётся перейти на зерно выше номером, чтобы вывести задиры и паразитные риски. Работать на чугунном притире с зерном 1/0 нет необходимости, так как получите гарантированные задиры. Такой номер лучше всего работает на мягких притирах, и то, их надо постоянно обновлять, чистить перед доводкой РК. На чугунном притире остановиться для доводки можно на ном 3/2, в крайнем случае 2/1 мкм. Дальше только мягкие притиры.
Да, и ещё, алмазное зерно никак не упрочняет обработанный слой и РК, легко их грызёт. Лучше всего для этого подходит эльборовая паста. На чугунном притире она стабильнее себя ведёт, чем алмазная.
Удачи!
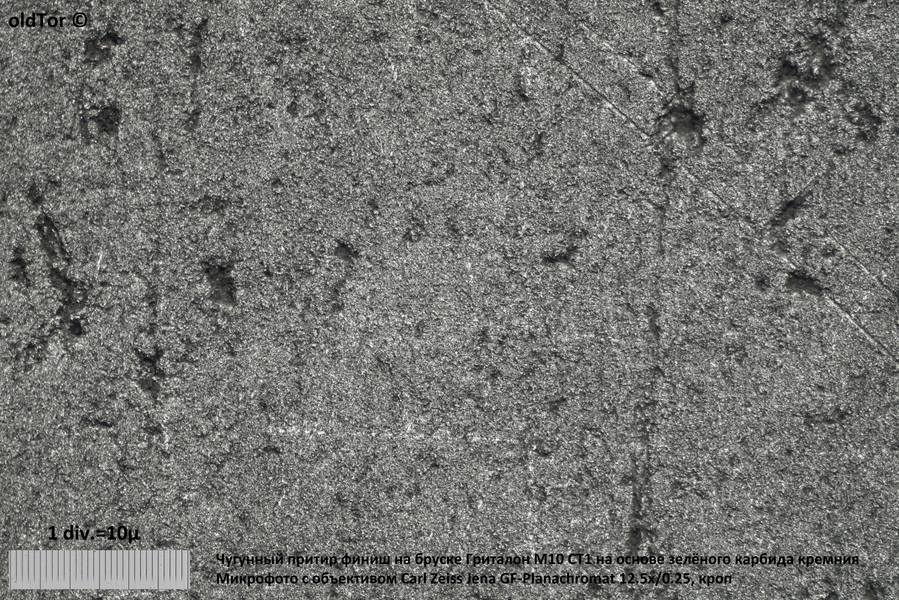
Я вот решил ради интереса соорудить эрзац-шлиф)) (полноценным шлифом назвать это не могу) фрагмента чугунной колодки Восковского шерхебеля - шлифовал и полировал вручную минут 15 максимум участок площадью дай бог с монетку в 2 рубля. Грязищи... Руки еле отмыл) В комнате заметен характерный запах. Сделал микрофото на скорую руку - ну что, вполне характерная картинка. Не везде такие крупные вкрапления встречаются, но самое крупное из попавшихся на пришлифованном участке - зафиксировал. Площадь вкрапления примерно 200/150мкм.: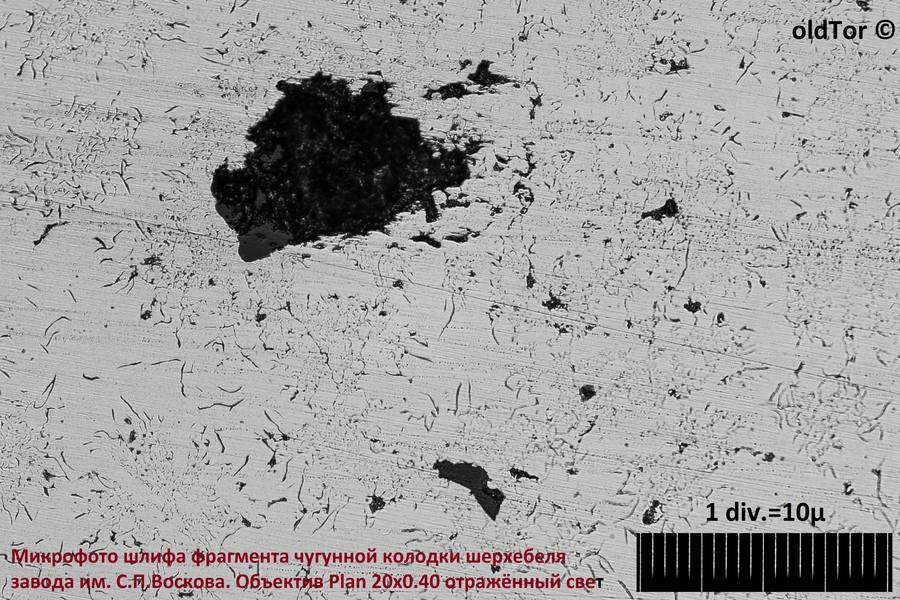
Со снимками шлифов в спец. литературе и статьях - кореллирует.
Да, в падающем свете (т.е. "обычном бытовом освещении") - вкрапления графита выглядят серыми.
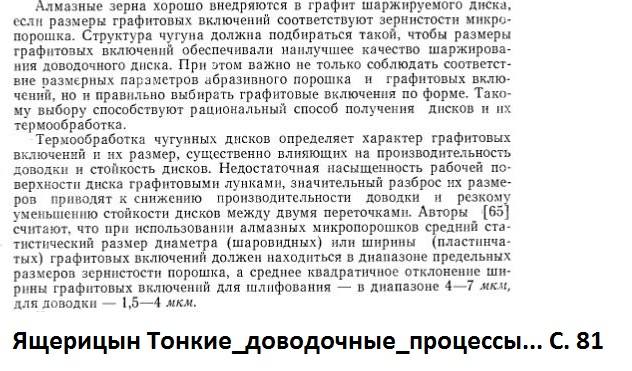
В общем, если следовать сказанному у Ящерицына - такой чугун под притир для тонкого зерна не годится:
Источник:
https://markmet.ru/kontrol-met...klassifikatsiya
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Доровнял и притёр до нужной мне тонкости фрагмент чугунной колодки рубанка, который получил от Олега. Площадь фрагмента 75х61мм. Учитывая, что она невелика, я не стал заморачиваться с притиркой на зерне на плёнке с WD-шкой или баллистолом, как и чередованием зачистки шкурками с олеиновой кислотой на основе КК, обёрнув или что-то плоское и жёсткое, для работы им по неподвижному будущему притиру по принципу опиливания деталей напильником, с подравниванием твёрдыми брусками с маслом или опять-таки олеинкой или уайт-спиритом. Это всё прекрасно работает, если грамотно чередовать и постоянно контролировать процесс при выравнивании чего-то более крупного по площади. А тут я решил делать так, как уже ровнял подошвы небольших рубанков (типа шерхебеля) из чугуна и из стали, благо объём работы вообще мал.
Главное - нужны водные бруски на основе карбида кремния (лучше зелёного, но особо грубые и чёрного подойдут) на керамической связке и чередующиеся по твёрдости связки, способности к истиранию.
Самый грубый для снятия массы я взял К-150-B от Инф-Абразив на основе чёрного карбида кремния, а для подравнивания за ним - Гриталон М40 на связке CT1. Для окончательной обработки - Гриталон М10 на связке СТ3 (но СТ1 или СТ2 тоже подходят).
На всё про всё ушло около 40 минут с одним перекуром.
Принципиально важно работать на брусках, как и на притирах - с вылетом за края, постоянно комбинируя движения и их направление. Сильно давить на мягкий камень (грубый) не надо - так он работает медленнее. Когда суспензии выделилось уже много, смываем и уже в этот момент переходим на М40 (потом, при необходимости, возвращаемся) - вот на нём придавить посильнее можно, но не сразу - для начала важно понять, что у нас с геометрией и потом уже работать на её корректировку. А то что она будет слегка "уходить" - это 100%, так как любые движения дают рано или поздно завал в какие-то стороны - тем важнее компенсировать это их разностью, но и контролировать надо постоянно. По тому, где проясняется поверхность а где она матирована - следить не всегда информативно, время от времени полезно как бы "пришабривать" ребром торца и боковины твёрдого бруска с равномерным умеренным давлением всю поверхность. Потом - ребром торца и нижней стороны бруска (предполагается, что у нормального заточника это всё у брусков выровнено и по мере необходимости подравнивается). Пришабривание делается тоже в разном направлении - и вдоль и поперёк и по диагонали обрабатываемого объекта. При том, форму эти рёбра бруска держат превосходно, а риска режется однородная и информативная. Первое "покрытие" поверхности такими рисками позволяет оценить равномерность обработки и состояние геометрии "в первом приближении", дальнейшее "пришабривание" прекрасно помогает снять разумное количество массы за разумное время. Выглядит это как-то так - на первом снимке брусок не приложен ровно - тут просто показать риски на чугуне и позицию бруска, на втором и третьем - позиция бруска другим ребром и процесс - съём очень активен, аж крупными "хлопьями" при незаметном износе ребра бруска:

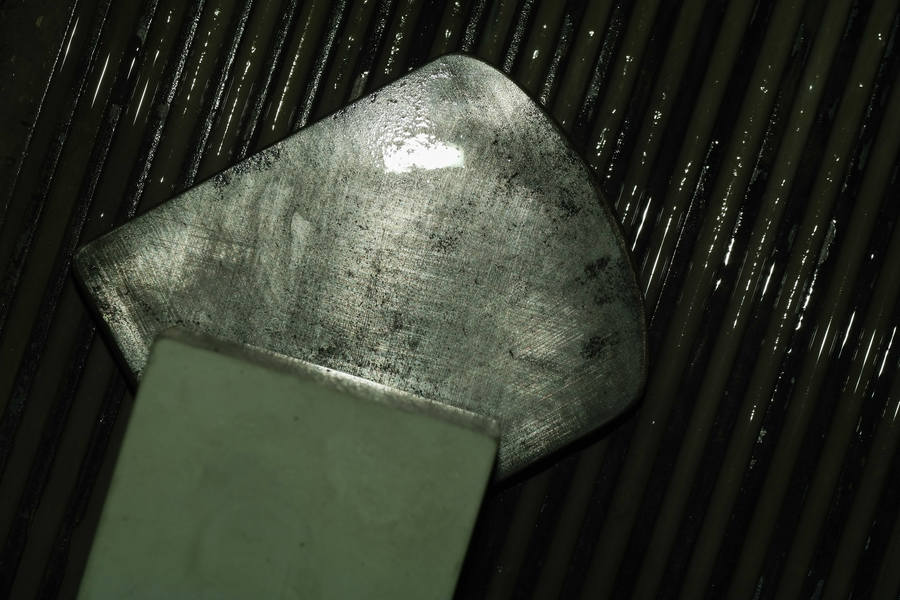
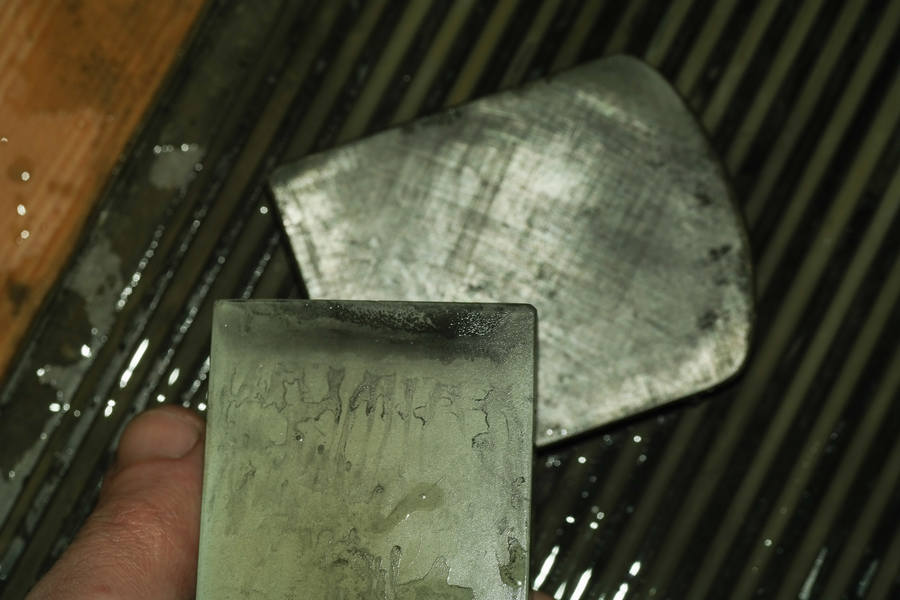
Да, основное время я комбинировал работу брусков 150 и м40, примерно половину времени, затем примерно 1/4 времени комбинация работы М40 и М10 и последняя 1/4 времени - контрольное "пришабривание" бруском М10 и затем окончательная притирка с регулярным смывом отработки на рабочей плоскости бруска М10. Потом я зазевался, поскольку камера в руках была, и допустил начало корродирования поверхности будушего притира, только что отмытого как следует в тёплой воде с мылом. Постарался поскорее исправить положение, и "как положено" - смазал уайт-спиритом поверхность и оставил высыхать. Вот тут уже почти сухая - я уже проверял по сторонам и диагоналям поверочным угольником плоскость на просвет - всё прекрасно:

Каверны с самых краешков я не стал выводить полностью - пока думаю попробовать не с самым тонким зерном этот притирчик, в общем мне они пока не помешают. А при притирке подошв рубанков я подобные вполне и оставлял тоже - главное плоскость, и убедиться, что в кавернах не застрял абразив - всегда полезно после притирки помыть с мылом и мелкой жёсткой щёточкой пройтись тщательно по таким местам (например, щёточка для ногтей подойдёт или старая зубная щётка, которой полезно для лучшей жёсткости слегка укоротить щетину).
P.S. Если ровнять и притирать стальную колодку - то бруски от ИНФ-Абразив хорошо подходят для средней и тонкой стадии F600, по стали их удержание формы в норме, а вот для чугуна лучше более твёрдые Гриталоны либо ещё что-то на связках СТ - их не приходится в процессе подравнивать.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Для работы по стамескам и резцам - вообще более чем достаточно, если не нужно плоскость выводить - т.е. только для заточки/правки/доводки, а не для ремонта.
Даже для камисори подойдёт, хотя с трудом уже, но если для доводки - то да.
Для западных бритв - неудобно, да. Длина маловата. Но в целом, если брать такую площадь - то справиться можно. Хотя тогда лучше бы на сантиметр-полтора подлиннее, пусть даже и на тот же сантиметр-полтора поуже.
Вот я как-то сделал тему:
"Заточка, правка и финиш бритв на малогабаритных камнях" - гляньте - там линейка приложена даже, на каких можно справиться и не слишком запариться:
https://www.myabrasive.ru/forum/viewtopic.php?f=15&t=218
Меня больше беспокоит применимость для доводки не в плане площади, а в плане размера каверн от включений графита.
А так-то вспомните, что и Дмитрич писал - для доводки вполне может быть достаточно и камушка площадью со спичечный коробок.
Или вспомните его абразивы для работы по бликам - они намного меньше:
forummessage/224/79
Пост 324 по ссылке:
forummessage/224/10
А так, конечно, любой опыт полезен.
Однако тут есть и другой сценарий.
При том первая проба оказалась достаточно удачной и это его в определённой степени подтверждает.
Описано множество вариантов притиров с канавками разного размера и расположения, и вот у меня есть идейка попробовать это сымитировать, при том что размер крупных каверн это нивелирует, а работать будут зёрна шаржированные в плоские точки-"площадки" и в идеале - в мелкие вкрапления графита на них.
Например, вот если сделать так:
м40 (тем же бруском, ребром) нанести риски по диагоналям, вдоль и поперёк, чтобы получились некие "пирамидки" на поверхности, которым потом посильнее сгладить вершинки до заметных плоских точек. А канавки между ними пущай работают вот как раз для отвода шлама, "хранения" СОЖ/ПАВ и предупреждения залипания.
А так, конечно, нужно пробовать.
psnsergey
... Даже 5 мкм вряд ли пойдет. Для таких фракций бронза, латунь, медь, текстолит...
Дайте ссылочку пожалуйста, кто и где такое пишет.
В 18 посте Ярослава, попробуйте оценить средний размер пластин графита. Линейку Ярослав приложил.
P.S. хлопьеобразное образование можно игнорировать, оно на фото как исключение
vovchikljДайте ссылочку пожалуйста, кто и где такое пишет.
В 18 посте Ярослава, попробуйте оценить средний размер пластин графита. Линейку Ярослав приложил.
Ввожу в Гугле запрос "притиры чугун латунь мкм". Вижу кучу ссылок, в частности, на mash-xxl, где, в частности, есть страница книги с текстом "Притиры из чугуна наиболее подходят для обработки твердых материалов, когда необходимо снять значительный припуск и когда применяются пасты грубой зернистости. Если прочность чугуна оказывается недостаточной (например, при изготовлении притиров в виде игл для доводки отверстий малого диаметра в твердосплавных матрицах и волоках), применяют притиры из стали. Притиры из латуни и меди рекомендуются при работе пастой средней зернистости". https://mash-xxl.info/page/141...71148054146207/
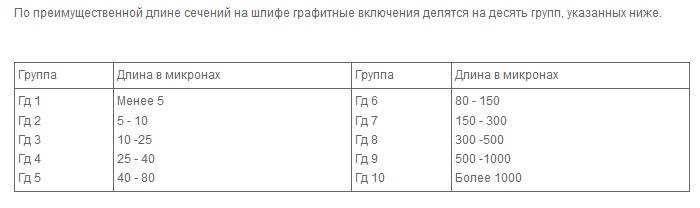
И там же дается классификация каверн - до 1мм!
...и вообще это уже обсуждалось пару лет ранее в теме о притирах...
Да и если размер каверн задаётся ТО (см там же), то вообще о чем речь - просто надо смотреть их и мерять в микроскоп, а потом под их размер подбирать гритности пасты, не правда ли?
Вот только СЧ, который в данном случае пошел на притиры - это что - от утюга или ещё от чего... или это притир прошедший спец обработку, как указано у Ящерицына там же, см фото страницы там же, в посте 18 Ярослава.
То есть, вероятно, можно задать термообработкой чугуна требуемые по размерам сечений каверны (усредненное большинство). А вот если чугун непонятно от чего и как, то там и размер каверн может быть ну прям совсем не под 1мкм...
Вот ещё цитата оттуда же (https://markmet.ru/kontrol-met...assifikatsiya): "Необходимо отличать главнейшие (определяющие) признаки клас-сификации - форма графита от уточняющих признаков, к которым относится характер металлической основы, способ изготовления и т. п. Например, мало сказать серый чугун (пластинчатый графит), надо уточнить, какой серый чугун по металлической основе, как он получен (модифицированием или термической обработкой), леги-рован ли и чем он легирован."
Так что 1мкм паста для притира из СЧ специально неподготовленного - это из области большой фантазии...
Именно.
Да, притир мой - фрагмент колодки рубанка
psnsergey
1 мкм на чугуне бессмысленно. Чугун уникален (кроме всяких химетов и т.п.) как раз тем, что в графитных ямках держит абразив. Но 1 мкм уже слишком мелкий. Даже 5 мкм вряд ли пойдет. Для таких фракций бронза, латунь, медь, текстолит...
Я бы отметил, что всё-таки шаржируется зерно не только в графит в чугуне, а в принципе в его структуру, так что ещё немало зависит и от состояния поверхности притира.
Я вчера дал же ссылку на тестовую работу на этом чугуне по бритве с _субмикронным зерном оксида хрома_!!!
Да, можно возразить, что это т.н. "мягкий абразив" со всеми вытекающими.
Но сегодня я попробовал с Luxor 1мкм. Вышло не сразу, но вышло. Не круто, но вышло.
Обзор по ссылке в посте 325:
forummessage/224/10
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Говорите, на чугуне с 5мкм зерном нельзя работать, и приводите ссылку на пример работы на чугуне с зерном 10, 5 и 1 мкм.
Интересная логика у Вас...
Где я написал предложение работать с зерном от 1 мкм?!
Вы сами это откуда то взяли.
psnsergey
Да нет вопросов - любой притир может работать с любым зерном. Только проблема в целесообразности. Может, с латунью/медью/текстолитом оно получилось бы никак не хуже? А в современных условиях сделать такой гораздо проще чугунного, учитывая капризы чугуна и специфические требования к нему в нашей области...
А тут хватает тех, кто это всё уже пробовал, а пробует и другое, так как привык не упираться только в теорию или только в практику, так как и тот и иной пути порознь - порочны и ведут в никуда.
Но сочетают это и проверяют теоретические знания личной практикой, ищут, где их в своей практике можно применить.
Я вот и медь и текстолит пробовал. Медяшка не нравится - тех двух сортов, что пробовал - наволакивается на зерно и производительность никакая. А если линия РК не строгая прямая, или ширина фасок гуляет сильно, то эффект ещё и неравномерен и однородность тоже страдает сильно. Текстолит - он тоже очень разный. И своих проблем там хватает. Вообще тема про чугунные притиры. А это лучше в профильной теме о материалах для притиров обсуждать.
vovchikljЯ привожу ссылку на конкретные слова.
psnsergey, что ж Вы сами себе противречите?)))
Говорите, на чугуне с 5мкм зерном нельзя работать, и приводите ссылку на пример работы на чугуне с зерном 10, 5 и 1 мкм.
Вот ещё: https://www.ngpedia.ru/id322785p2.html
У Вас у самого есть в хозяйстве притиры из чугуна?
Если да, то хоть вкратце опишите, какой откуда, на каких пастах работаете.
Я, кстати, тогда, когда искал варианты притиров делал тут небольшой обзорчик на производителей чугунных притиров, местных и не местных...
Люксор 1 мкм справился ожидаемо лучше, чем с бритвой, в плане тонкости и однородности, причём удалось получить такую же гладенькую кромочку. острота достигаемая, конечно, ниже - хотя крупные карбиды успели "уйти", но там и мелкие довольно немаленькие, и тут даже идиоту бы стало понятно, почему такие стали не используют для тех же бритв. Тем не менее, волос режет, однородность на уровне.
Конечно, производительность ниже, что закономерно, учитывая разность сталей, но для зерна 1мкм. вполне приличная.
Немного неудобства доставило выпадение карбидов с РК, чутка хрустнули, стёр всё это, вроде не успели они засесть в чугун, а они там реально крупные, но ТБ и ещё пара минут работы решили вопрос. В общем - предположения подтвердились, по более твёрдым и высоколегированным сталям нормально сработало.
И при том мне удалось не покоцать притир, несмотря на создание на нём микрофаски. Правда, тут это было легко, ибо линия РК - идеальная прямая и распределение давления идёт даже при малой ширине на достаточную длину.
psnsergey
Я привожу ссылку на конкретные слова.
Вот ещё: https://www.ngpedia.ru/id322785p2.html
Надо отдать себе отчёт в том, что среди специальной литературы достаточно узкоспециализированной, описывающей практику в конкретной отрасли, а то и на конкретном заводе, а не общую картину. Именно это не понимали те, кто надёргал в таблицы зернистости на заре появления рунета, сопоставление зернистостей с получаемой шероховатостью с конкретных частных случаев применений на конкретных производствах, распространив, таким образом, эту информацию "в целом, на всё". А потом такие же дурни с пеной у рта спорят, где правильнее сказано, "какое зерно даёт 14 класс". О других факторах - даже не задумываются.
Так и тут. Если постараться, можно так понадёргать и диаметрально противоположных утверждений и практик. Но переносить это "на всё" - значит следовать примеру вышеупомянутых дурней.
Так что тут нужно читать много разного и сопоставлять, причём "от корки до корки". Отдавая себе отчёт в разности деталей практик в той или иной области, а то и в одной, но в разных условиях.
Потому, такие труды, как делали Ящерицын со товарищи и Оснас - цитируются теми, кто "в теме" - чаще. Так как там обобщено очень многое, при внимании и к частным нюансам.
В общем, если где-то что-то делается так, а не иначе - это повод не попытаться перенести это на всё, а повод сопоставить с другими источниками, в т.ч. отличающимися серьёзно, и попробовать разобраться, почему в тех или иных конкретных случаях применялась одно, а в других - другое. Ну и посмотреть, что из этого применимо в собственной практике, а что - нет.
Ну раз считали среднеквадратичное отклонение ширины типовых каверн под конкретные абразивные зерна - "для шлифования - 4...7мкм, для доводки - 1,5...4мкм" (и это не вся ширина каверны, а только лишь отклонения ширины для оптимального внедрения в каверну зерна соответствующего абразива!).
А сейчас мы лабаем/пользуем притирчики невесть из чего, с неизвестной ТМО, легируемыми неизвестными добавками, формами графитных каверн для этого и хотим и 1мкм и 40мкм и более на куске из 1 чугунной чушки/детали чего то там, что было до этого этим и порезанного на 3 плашки.
Ясно, что алмаз вдавить можно просто в поверхность чего угодно, в том числе и СЧ (БЧ, КЧ...), и притир такой будет работать, но тот же Ящерицын пишет, что это не надолго, и не будет оптимально работать, как если бы зерна совпадали бы с размерами каверн притира.
Но если деятельность по использованию подобного притира не поточная, то почему бы и нет - отдельная пластинка СЧ под определенную гритность пасты, да поддерживай её. И будет работать, почему нет. Не так как работал бы дисковый калиброванный притир Ящерицына, но будет.
Могут затираться крупные включения и каверны, при том могут и обнажаться очень мелкие, которые ранее были незаметны, при другом соотношении грубости притирки чугуна и тонкости его сглаживания. Новые пробы с фото -
пост 330:
forummessage/224/10
В общем, я в любом случае доволен тем, что начал эти пробы - помогает хорошо освежить в голове то, что уже знаешь, провести параллели с тем, что получалось на других материалах и оценить перспективы.
Считаю, что потратил время с пользой.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Выйти из ситуации дешевле и удобнее можно если купить в качестве притира чугунную опорную площадку для гриндера. Или, как вариант наиболее дешёвый, но несколько более геморный - купить убитый рубанок с чугунной колодкой и сделать из неё притир. Правда, чугун в ней будет не лучшим для притира, но если больше внимания уделить его подготовке - вполне годным. Ссылки на примеры проб именно на таком вот фрагменте колодки я ранее давал.
Здравствуйте.
Хотел задать вам пару вопросов по чугунным притирам, так как у вас есть большой опыт работы с ними.
Первый вопрос, насколько чугунный притир хорошо держит форму, и часто ли ему требуется выравнивание поверхности? Речь идет об использовании притира с алмазными или эльборовыми пастами 20/14, 7/5, 3/2, 2/1 для заточки ножей из достаточно износостойких сталей с объем карбидов в структуре больше ~13%, грубо говоря это от D2 и выше, с превалированием m390(22%). Я понимаю, что это звучит несколько абстрактно, потому что та же X12МФ и 125v будут скорее всего оказывать несколько разное воздействие на притир. Но так как я не знаю есть ли значимая разница между износом притира сверх износостойкими сталями и обычными инструменталками, то и спрашиваю обобщенно, чтобы не "утяжелять" описательную часть вопроса. Поэтому я и не упоминаю марку чугуна, поэтому предлагаю считать, что речь идет о некоем усреднённом чугуне пригодном для использования в качестве притира.
И второй вопрос, извиняюсь за тавтологию, по притирке самого притира. Видел притиры, которые притирались человеком вплоть до мелких алмазных паст, насколько помню до 3/2, но притирались алмазными пастами. Вопрос насколько это приемлемо? Потому что если, например, там вначале было зерно 10/14, не могут ли в притире остаться зерна 10/14? Даже с учетом того, что потом использовались более тонкие пасты.
Весьма редко. Если всё время использовать один номер зерна на притире и одного типа абразива, и при том зерно мелкое - порядка 10/7 или меньше - то я даже не представляю, как долго. Мне пока ни разу не пришлось ровнять чугунный притир для тонкой заточки или для доводки, от его износа.
Если речь про зерно крупнее - то чем крупнее, тем чаще придётся ровнять, особенно если зерно не очень удачно удалось шаржировать - если в процессе работы начинается движение неких "масс зерна" по притиру - у него появляется заметный износ, причём не очень-то равномерный.
Так что важно шаржировать как следует.
Если используете притир с очень тонким зерном и потом хотите его шаржировать более крупным - это получается нормально. В другую сторону, разумеется, без перепритирки притира ничего нормального не выйдет.
По поводу притирания притира - я не вижу смысла возиться с перепритиркой на суспензии алмазного зерна или на пасте алмазной.
Потому что:
1. на пасте притирать долго и неудобно в силу того, что даже ВОМ имеет малую концентрацию абразива для такой задачи и из-за вязкости пасты.
Можно её конечно разбавлять растворителями, но это много грязи и муторно. Я, например, раньше так притирал вакуумплотную керамику, потом плюнул и купил алмазный порошок - его водная суспензия намного продуктивнее разбавленной алмазной пасты любой концентрации.
2. на свободном алмазном зерне притирать чугун не стану из-за того, что он мягкий, алмаза нахватает полно, особенно в лунки, заполненные графитом, и снимать каждым последующим номером пасты такой здоровый слой, который позволит удалить гарантированно, застрявшее более крупное зерно, как следует утопшее в чугун - это, кмк, контрпродуктивно.
3. Есть ситуация, когда целесообразно притирать чугунный притир на масляной или с уайт-спиритом или их смеси, суспензии алмазной:
если притирка ведётся на фракции, которая нам нужна для работы. Мы в процессе получим и шаржирование. Чисто практически, это может пригодится, когда, скажем, ранее выровненный притир на котором работали с довольно тонким зерном, хотим подровнять на более грубом, с которым притир далее и хотим применять.
К слову - такой метод применяется и в промышленности - взаимная притирка притиров с их шаржированием в процессе этого.
Что касаемо подготовки.
Чугун предварительно, вчерне, ровняется нормально на алмазных брусках на металлических связках или даже на грубой шкурке на основе КК с маслом или олеинкой (это даст завалы, но вчерне снять "мясо", подравнивая кривой притир - так можно - главное оставить разумный припуск на выведение геометрии далее), а также на плёнке на притире с суспензией КК, а если речь о совсем грубой обработке - прекрасно обрабатывается грубым напильником (можно и шабрить, в принципе).
Начисто же - на водных брусках карбида кремния на керамической связке с их собственной суспензией (лучше брать достаточно твёрдые, которые в суспензию выделяют не целые зёрнышки, а осколки зёрен, отколовшиеся от хорошо удерживающихся связкой - т.е. совсем мягкие на чистовую обработку не стоит брать) или, если особо твёрдые - со сторонней суспензией того же карбида кремния, той же или более мелкой фракции.
Это несколько производительнее, чем на стеклянном или гранитном притире с суспензией КК. Оба эти способа применяют при выравнивании чугунных колодок рубанков, в частности.
Освежать или завершать притирку можно т.н. "пришабриванием" ребром твёрдого бруска - описывал подробно в теме по ссылке - почитайте посты 40, 42 и рядом:
https://www.myabrasive.ru/foru...&t=356&start=20
Там подробно и есть фотки. И в той же теме есть по поводу шаржирования - разные способы и методы и обзоры о результатах мои и коллег.
Успехов!
Большое спасибо за развернутый ответ, и что поделись массой весьма ценной информации. А то, сейчас, к сожалению, это редкость, как и в целом академический подход к решению задач или конструктивное общение.
Благодарю!
https://tochilkavector.ru/kamn...lmaznaya-pasta/
в чем их недостатки(преимущества) по сравнению с доводкой РК, к примеру, на туффите с пастами? Алмазными или люксор (диалюкс).
Но первое что приходит в голову - они необходимы подобной толщины для нормальной жёсткости и некоторого запаса по ресурсу, однако это неизбежно приводит к тому, что вес подобного притира, да ещё на бланке - это проблема, которая есть и у намного менее тяжёлых брусков и камней для апексоидов, так как варьировать давление от нулевого до разумного - будет крайне сложно или невозможно, особенно работая с клинками с тонким сведением и, соответственно, узкими фасками.
Что касается преимуществ и недостатков - если почитаете мои обзоры по работе с чугунными притирами, чтобы короче - обратите внимание на всего два коротеньких обзора вот тут, в постах 366, 367:
forummessage/224/10
Обнаружите, что даже по сталям высокованадиевым, чугунина с даже весьма тонким алмазным зерном, если чугун не особо твёрдый, работает в режиме тонкой заточки и оставляет шероховатость достаточно грубую.
Что это значит - резание остаётся превалирующим аспектом обработки со всеми вытекающими. Так можно получить весьма тонкий финиш, применяя т.н. "выхаживание" (чему на апексоиде с чугуном капитально будет препятствовать его вес - при выхаживании давление резко убирается до минимума - практически до нулевого, должно быть лишь касание), но это не доводка.
Доводочный режим то же самое зерно дало, применённое в следующем посте, на стеклянном притире - если сравнить, прекрасно видно, что первалирует пластическая деформация, а не абразивное резание. Т.е. то, что, в частности, и характеризует доводку - при таком режиме обработки не образуется дефектный слой практически, который всегда образуется при абразивном резании, при заточке.
Вот это принципиальная разница между тонкой заточкой и доводкой, которую 99% затачивающих - просто не понимают, так как не наблюдали и не сравнивали.
Так что если отвечать на ваш вопрос предельно "строго", то сравнивать тонкую заточку на чугуне с любой тонкости алмазным зерном некоего гипотетического клинка и доводку на слабоабразивном камне с полусвязанным либо шаржированным зерном оксида алюминия или алмаза - не очень корректно, так как механизм воздействия очень разный.
Разумеется, производительность в плане объёма снятого, при абразивном резании, т.е. при заточке - гораздо выше в принципе, чем при доводке, где этого резания мало, как и положено. Если же говорить о производительности в плане избавления от остатков дефектного слоя и получения поверхности доведённой - то конечно, выиграют доводочные средства.
Так что вопрос скорее в том, что именно вы хотите получить на конкретном клинке.
Можно ли получить на чугуне доводочный режим обработки - да, можно. Но это требует чугуна более высокой твёрдости и с более мелкими вкраплениями графита, более тонкой подготовки притира и довольно глубокого внедрения в него зёрен при их шаржировании. И, конечно, при выборе типа абразива сообразно обрабатываемой стали.
Если же глянете в пост пораньше по ссылке, 365 - то в начале его ещё увидите пример того, какие огромные зёрна встречаются в венёвских тонких алмазных пастах - порядка 40 мкм. в пасте 1/0 - так что это ещё повод задуматься о качестве паст.
По диалюксу не скажу - я ею не пользуюсь, так как во-первых там часто непонятно что за абразив и что за фракция, к тому же есть у них сорта, содержащие более одного типа абразива - это частая практика в пастах для механизированного полирования (некоторые их грубые довольно пасты очень хвалят в механизации), но для ручной обработки, лично мне это кажется крайне неудобным и мало предсказуемым.
Так что предпочитаю Люксор - и абразив чётко заявлен и гранулометрический состав.
Хорошая же алмазка - редкость, я перепробовал много, и везде были проблемы в пастах, произведённых на территории бывшего СССР.
Даже в тех случаях, когда казалось что "вот, среди десятка баночек и шприцов я нашёл тот, в котором паста чистая" - бывало, что в ответственнй момент и в такой ёмкости оказывалось посторонние по фракции зерно, превышающее все мыслимые и немыслимые допуски.
Т.е. тут лотерея - 9 раз может быть всё хорошо, а на десятый плохо, а то и на первый, и потом всё исправлять. Пресловутая Gunny Juice не имеет таких проблем, по крайней мере опробованные мною два номера, но она довольно дорогая. Тут ещё такой аспект - зёрна склонный "слипаться" в агломераты, и эта контора ультразвуковым способом их разделяет. Насколько я знаю, у нас никто такой метод в промышленном производстве алмазных паст не использует.
Так что имея отечественные алмазки и Люксор - я бы на последних этапах обработки, брал бы Люксор - она прекрасно справляется и с высокованадиевыми сталями, в доводочном режиме. На чугуне - в режиме тонкой заточки. Но для него и таких сталей не вижу смысла брать фракцию мельче 3мкм. - ОА способен к дроблению, и результат на выходе будет аналогичен или, чаще, тоньше по шероховатости, чем обработка алмазным зерном такой фракции.
На чугуне точу с год примерно, сюрпризов от мелких паст не замечал ( 3/2, 1/0 ) . Читал через сообщение мог не заметить, но попробовал эльборовую пасту понравилась больше. Теоретически менее склонна к агломерации и субъективно чище работает
Т.е. например, зерно эльбора 2/1 мкм. работает cходно с алмазным 3/2 при прочих равных. Сравнения производились с помощью микроскопических наблюдений и микрофотографии с реализацией разрешающей способности от 1.1мкм. до 0.7мкм. время от времени на протяжении нескольких лет - с разными сталями, пятном контакта, материалом притира, с пастами от разных фирм.
На основании тех же сравнений, по поводу преимуществ эльборового на тонких этапах:
- по моим наблюдениям, оно в меньшем количестве склонно шаржироваться в сталь клинка, впрочем не исключено, что просто его сложнее идентифицировать на поверхности клинка, когда не занимаешься выявлением именно этого аспекта специально, так как это требует больших "плясок с бубном" при настройке освещения при микроскопических наблюдениях, нежели с алмазным.
Ну и я бы сказал, что не заметил в эльборовом зерне которое я пробовал, таких грубых нарушений абразивной гигиены (частые зёрна до 10мкм. и однажды до 40мкм. размером в отечественных алмазных пастах 1/0 мкм. - фотопримеры я приводил в разные годы), как в алмазном (может просто потому, что алмазного я перепробовал намного больше).
Не изучал специально вопроса большей или меньшей склонности зёрен кубического нитрида бора к агломерации по сравнению с алмазными - в чём заключается это теоретическое обоснование? Есть ссылка на информацию по этому вопросу?
oldTor
Не изучал специально вопроса большей или меньшей склонности зёрен кубического нитрида бора к агломерации по сравнению с алмазными - в чём заключается это теоретическое обоснование? Есть ссылка на информацию по этому вопросу?
Мнение субъективное, научно не обоснованное . Возможно играет роль форма кристалла ( малая площадь прилегания плоскостей ) но на финише , опять таки субъективно , на сталях с незапредельной твёрдостью (60-62) эльбор мне понравился больше .