6-ти дюймовые, с зерном 80-40-10-5мкм. Связка полимерная. При указании зернистости в мкм. одной цифрой, обычно имеют в виду среднюю точку фракции, так что разброс и допуски фракций здесь неясны.
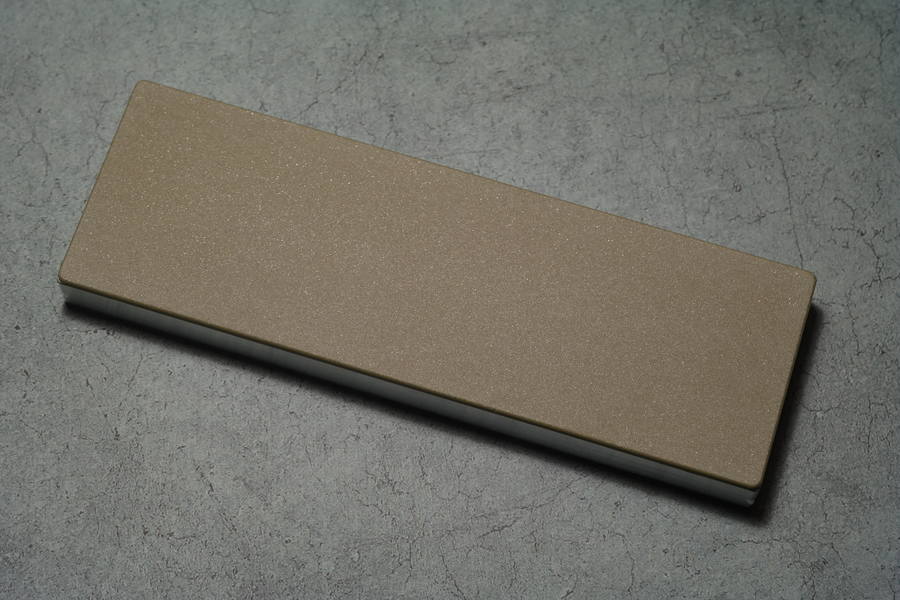
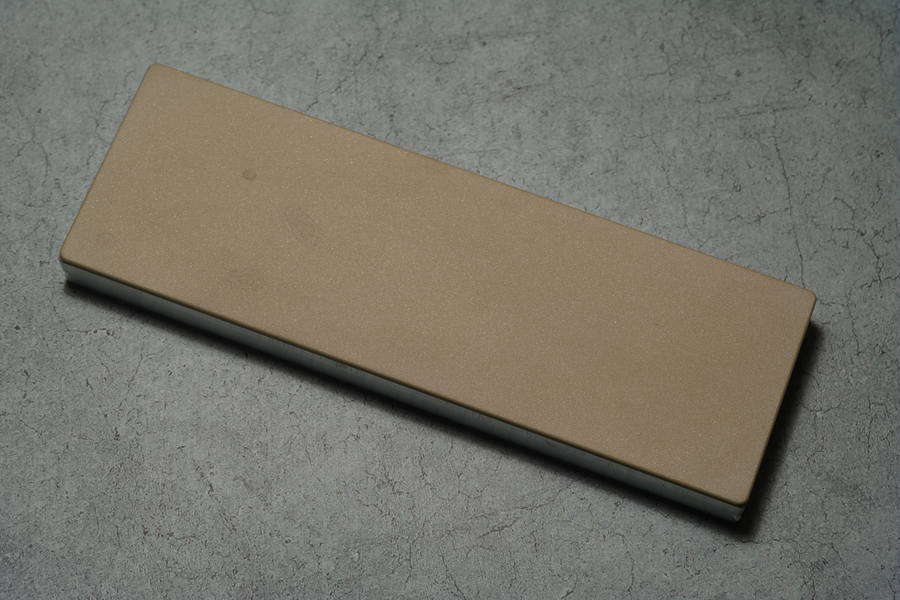
Сами бруски крупным планом, начиная с самого грубого:


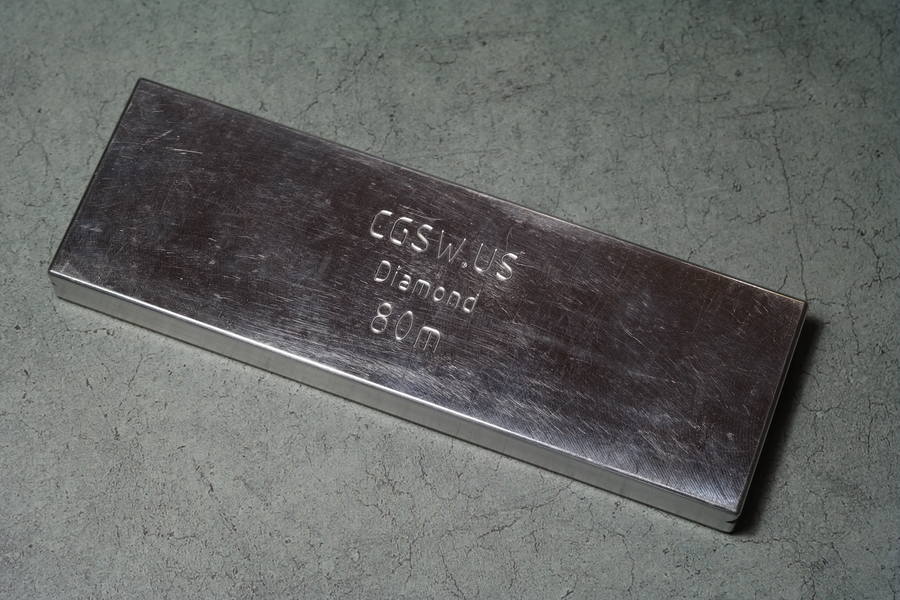
Алмазоносный слой довольно тонкий, расположен на, я полагаю, алюминиевой подложке (не магнитится), имеющей маркировку с нижней стороны и специфический профиль по торцам, похоже для зажима в точилки с подвижным абразивом. Толщина брусков +- 0,1мм. одинаковая:

Что касается рабочих плоскостей и их шероховатости - у брусков 80мкм. и 40мкм. и то и другое в порядке. У 10мкм. и 5мкм. - странный характер шероховатости, что можно видеть и на фото крупным планом выше, а также недочёты геометрические: прикладывая поверочный угольник класса 1 по сторонам и диагоналям, наблюдаются множественные просветы разнообразных форм и размеров - вот, в качестве примера:

Сделал микрофото поверхностей - на грубых брусках отчётливо видны алмазные зёрна - бруски 80мкм. и 40мкм.:


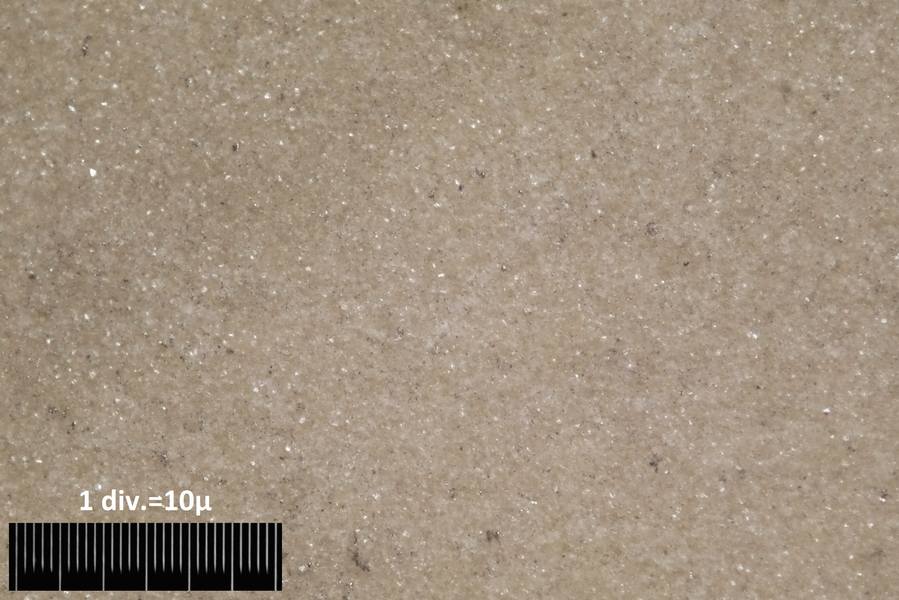
На 10мкм. и 5мкм. - трудно понять, что к чему, так как вся поверхность представляет собой некие "гранулы" - расположено ли зерно в самих гранулах или просто соседствует с гранулами полимера, мне неясно. Также непонятно и наличие тёмных вкраплений - это могут быть как непрозрачные алмазные зёрна, так и что-то иное:


На снимке бруска 5мкм. обнаружил отдельно крупное алмазное зерно и решил снять его с большим увеличением:
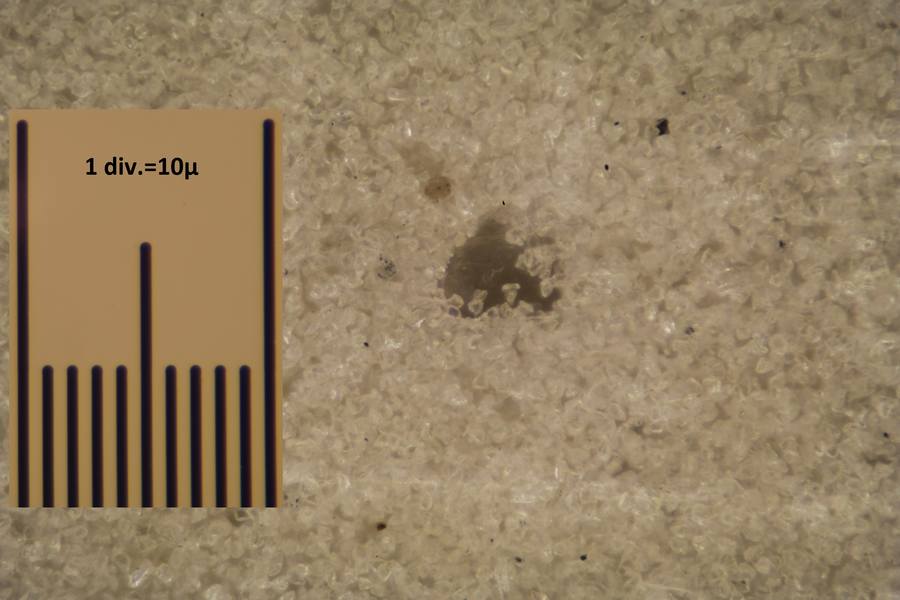
Да, это алмазное зерно, но неизвестно - попавшее в связку вместе с основной фракцией, или же попавшее на брусок после его изготовления и "запрессовавшееся" в связку.
Приступил к пробам, в качестве тестового взял клинок из очень удачной 440с. Бруски использовал с водой.
Смачиваемость брусков 80мкм. и 40мкм. хорошая, снятая сталь плавает в СОЖ, минимально саля брусок. То, что осело на бруске, легко удалялось потерев пальцем под струёй воды.
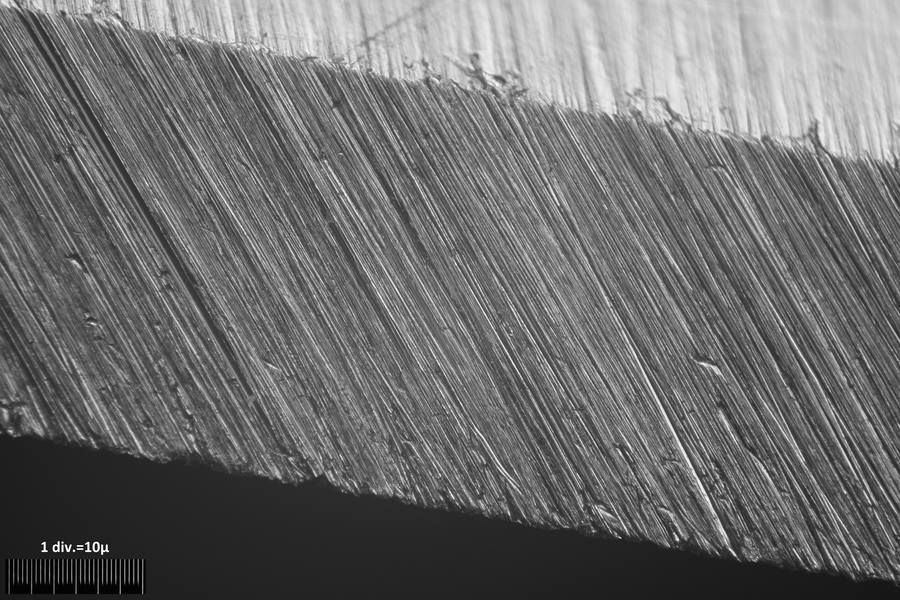
Очень порадовало отсутствие выглаживания - на обоих брусках я его не заметил. Но при всех этих плюсах, есть и минусы - съём довольно умеренный, не быстрый, однородность - так себе, на первом же снимке, после 80мкм бруска, слева, в глубокой риске можно видеть застрявшее алмазное зерно с бруска:
Работа на бруске 40мкм. более производительна по соотношению "съём - фракция абразива", но создаётся впечатление, что "шаг" с бруска 80мкм. великоват:
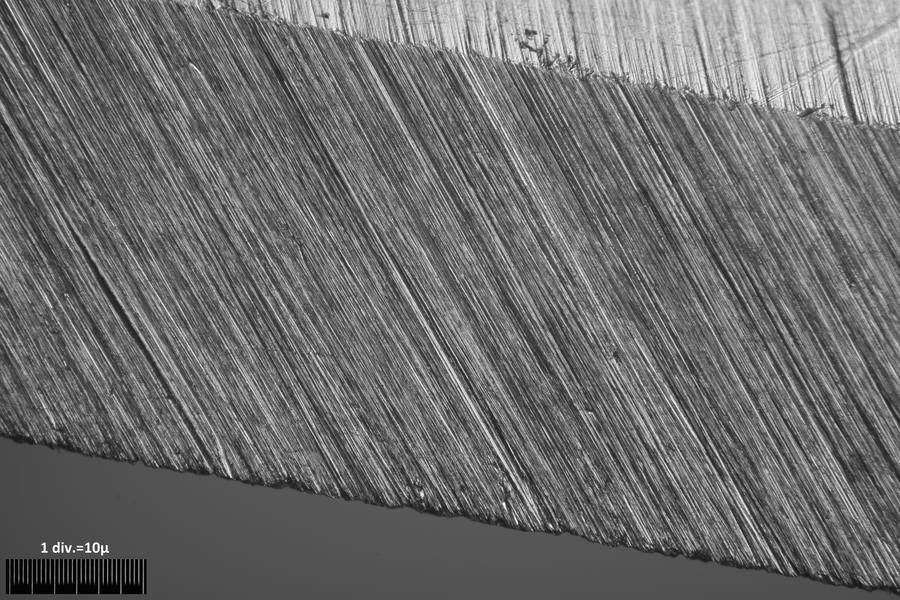
Кромка очень неоднородна, несмотря на то, что весьма толстая.
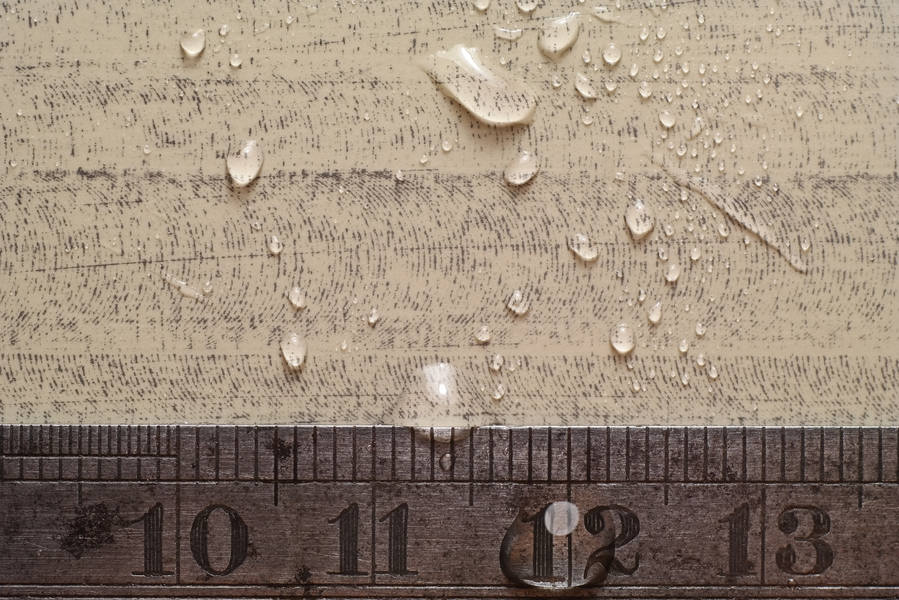
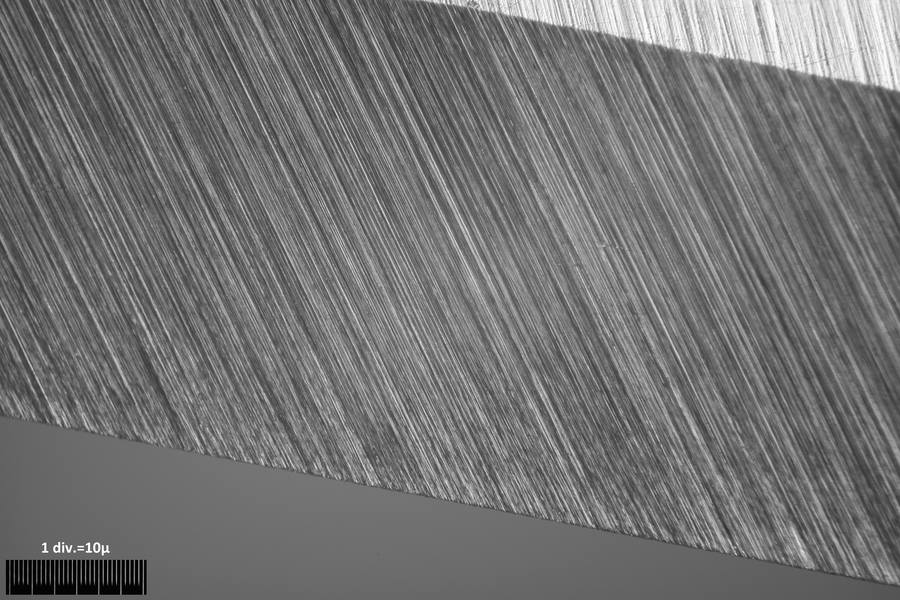
Далее я взял было брусок 10мкм., и обнаружил, что его поверхность - не смачивается. Вода собирается каплями. Добавление мыла ничем не помогло. Ради демонстрации ещё и характера шероховатости бруска получше, немного повозил по нему клинком (причём на фасках ничего, по сути, не изменилось) и сделал макрофото:
Чем и зачем так обрабатывать поверхность - непонятно. Она и кривая, как я выше показывал, и заглажена так, что не смачивается и не работает, и всё равно в ней куча непонятных вкраплений, как, опять-таки можно видеть на микрофото ранее.
Мне подумалось, что не стоит притирать на суспензии карбида кремния, из опасения, что его зерно может застрять в связке, а для его удаления потребуется планомерная тщательная притирка последовательно до тонких фракций. Мне не хотелось этим заниматься при первой же пробе, и я решил пойти другим путём - взять что-нибудь в качестве "подравнивающего дрессинг-стоуна" из не очень хрупкого и не очень агрессивного материала. Мне повезло - я с первого раза "попал в десятку", выбрав очень удачный вариант. А именно - брусок от ИНФ-Абразив A400VL (сравнительно новый, на основе оксида алюминия на керамической связке). Под струёй воды, предварительно замочив его, довольно быстро удалось подровнять и взбодрить поверхность алмазного бруска. Свойства связок контактирующих брусков обеспечили отличную однородность поверхности.
Алмазный брусок 10мкм. стал нормально смачиваться, причём вода на его поверхности держится долго - я пошёл плотно перекурить, и по возвращении обнаружил, что на бруске даже осталась небольшая лужица. Очень хорошо! Теперь можно и поработать. Брусок сразу стал "активно кушать", но - тонко. Весьма тонко. Т.е. производительность хороша для тонкости работы этого бруска, но никуда не годится для скачка с бруска 40мкм. Вот что происходило:
Я решил, что раз удаление рисок и забоев на РК от 40мкм. идёт так медленно, лучше я сделаю сразу Технологический Барьер. По крайней мере, к моменту выхода на остроту, я буду уверен, что риски от 40мкм. удалены, и смогу оценить более объективно результат работы бруска 10мкм. Всё равно, снимать-то заточкой столько же, а информативности при контроле заточки больше, а качество результата выше.
ТБ сделал на шкурке SIA P2000 на основе электрокорунда, положенной на тканевую салфетку. Для полного удаления безобразия на РК потребовалось аж целых 6 проходов, так как надо было снять с кромки около 50мкм. стали.
После этого меня ждала доооолгая заточка на бруске 10мкм. К тому же, ради чистоты эксперимента, я решил не повышать угол. В общем, для выхода на остроту, мне потребовалось порядка 500 проходов на сторону (!!!), зато я был вознаграждён очень аккуратным и однородным результатом:
Да, надо отметить, что брусок 10мкм., как позднее и 5мкм. - засаливаются заметно, хотя в воде плавает полно шлама. Но легко чистятся тем же бруском, которым я их подравнивал.
Далее я взял брусок 5мкм., который тоже сначала пришлось подровнять на A400VL, причём вышло сильно дольше, так как он плотнее, а A400VL умудрился выгладиться (и это при том, что при заточке на нём - он нормально обновляется, да и на шершавом граните или стекле его легко подровнять или взбодрить на его собственной суспензии!), потому я стал использовать уже вторую его сторону.
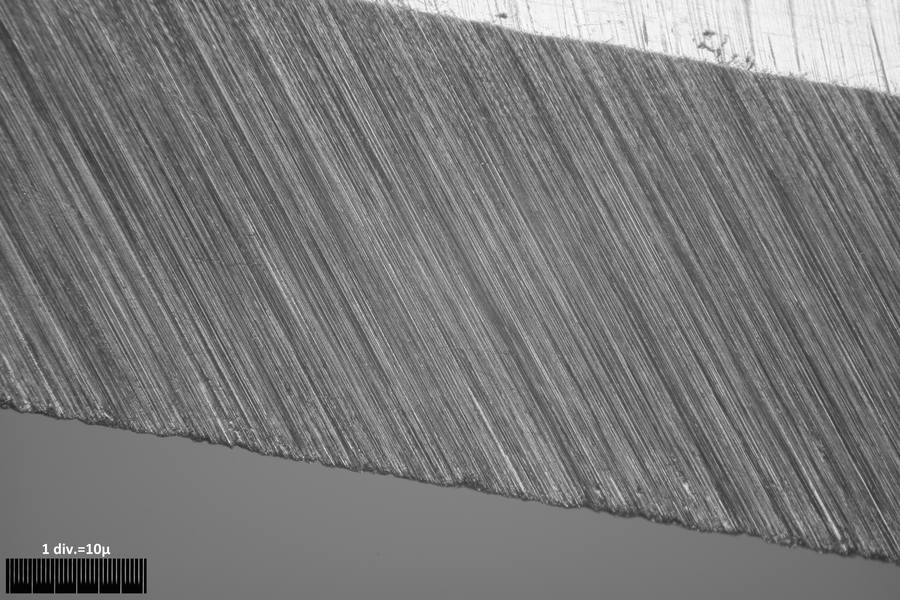
Работа на алмазном бруске 5мкм оказалась тоже хорошей, как и на 10мкм. - тактильно очень приятно и информативно, съём идёт хороший по соотношению с тонкостью работы бруска. Я попробовал проверить, не получится ли некоторого линзования фаски, если преимущественно делать движения переменные вперёд-назад - да, проявляется. На снимке результата можно увидеть, что наибольший съём произошёл на границе спуск/фаска и в зоне РК, тогда как средняя часть фаски не полностью избавлена от рисок предыдущего абразива. При этом достигнута острота, при которой волос застругивается и на этом я сегодняшнюю пробу завершил:

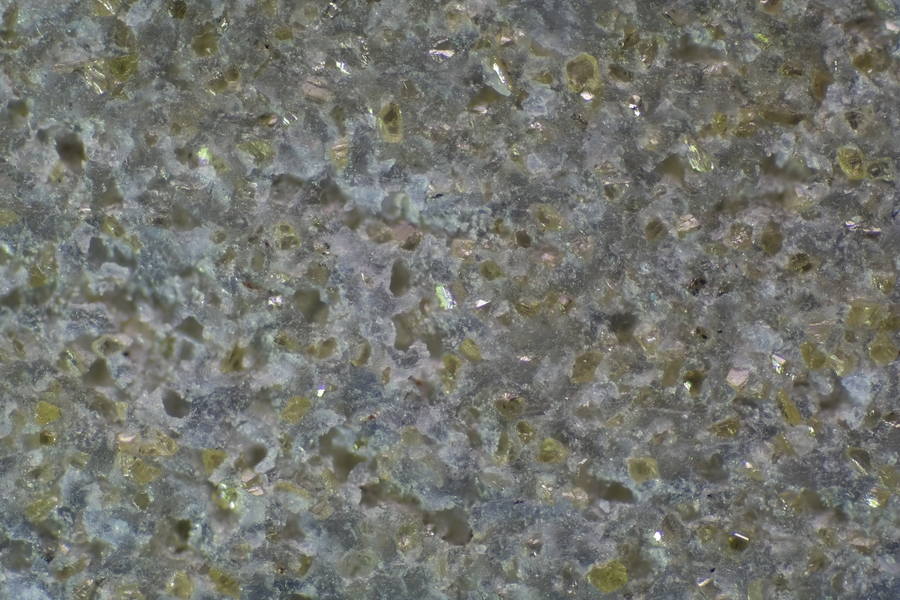
Ну и ради интереса, сделал микрофото уже поработавшей поверхности бруска 5мкм. - выбрал участок, где почти нет засалки - вот теперь, пожалуй, можно сказать, что я вижу зёрна именно алмаза, как более сильно поблёскивающие и резче очерченные. Правда, по прежнему не могу сказать - были ли они заключены в гранулы связки или соседствовали с ними:
Резюмируя сегодняшние пробы:
Грубые бруски всем выигрывают у аналогичных по зерну венёвских на обычной органической связке: смачиваемостью, не выглаживаемостью, распределением зерна, тактильным откликом. Но так же не быстры, и сильно проигрывают в производительности, например, алмазным брускам на медно-оловянной связке, полтавским. Впрочем, это по данной стали. Надо попробовать по другим и куда более актуальным для обработки алмазами - т.е. на быстрорезах и на высокованадиевых.
Тонкие, а тут 10мкм. я явно отнесу к именно тонким брускам - выигрывают у венёва опять-таки всем - и не выглаживаемостью за цикл работы, и тактильным откликом, и лучшей смачиваемостью, и главное - в чистоте и однородности обработки, а также в производительности. В которой, правда, сильно уступают полтавским на медно-оловянной связке, но это не совсем справедливое утверждение, так как полтавские работают сильно грубее. Это так - вкратце, для "общего ориентирования".
В целом мне понравились эти бруски. Грубые, мне кажется, могут себя проявить намного лучше, если будут работать по более подходящим для обработки на них материалам, а тонкие - претензия только к состоянию "из коробки". В работе мне понравились. Очень даже достойно. Ну, и, конечно, учитывая особенность именно данных брусков, делать особо большие скачки по зернистости явно плохая идея. Немного смущает ресурс довольно тонкого алмазоносного слоя, правда.
Продолжение следует...
https://www.gritomatic.com/col...-bonded-diamond
Сколько они у нас будут стоить - не знаю, не спрашивал.
Например, вот по ссылке, которую уже давали не раз - можно оценить "однородность" фракции и "насыщенность" алмазами:
https://scienceofsharp.com/201...reak-in-part-2/
Лично я считаю, что свою нишу и конкурентоспособность ДМТ потеряли, так как цена у них как была, так и осталась высокой, проблемы с неоднородностью зерна и наличием намного более крупного как были, так и есть, а также с плоскостностью, а современные китайские аналоги уже давно их обскакали и в насыщенности алмазоносного слоя и в цене. Недостатки же по однородности фракции и плоскостности +- такие же. Тоже можно сказать и про отечественные гальваники, вполне доступные по цене (если, особенно, покупать их не у ТС Проф., накручивающего цену примерно "в три конца") - про них есть в теме "такие разные алмазы", ну и т.д. дублировать тут инфу не буду, так как всё-таки оффтоп.
Венёв дешевле, но это "отечественное производство" и потому некоторая более доступная цена выглядит логично, другое дело, что качество оставляет желать сильно лучшего, и разбег по качеству огромен - лично я с продукцией венёва достаточно нахлебался в своё время и новинки не впечатлили, кроме отдельных позиций, которым я в своём личном рейтинге при том максимум дам оценку "нормально".
Полтавские же - дороже выходят, но у них и ресурс вечный (если говорить про те, что на связке медно-оловянной, про стационарные сплошные бруски), а также есть классная фишка в плане сорта зерна АСН на некоторых брусках 40мкм. и тоньше. О плюсах и минусах их я писал в теме "алмазные бруски Петроградъ" - под чьей маркой они в т.ч. продаются.
Но это всё сравнения относительные, так как имеются в виду разные связки.
Если говорить о практике применения и выстраивании себе целесообразного сета, стоит иметь в виду, что для разных этапов обработки, целесообразны и разные же связки применять. Как это делается в т.ч. в промышленности, не говоря уж о грамотном подходе к ручной заточке.
Так как в силу специфики связки, то, что хорошо для грубых и средних этапов, может быть довольно неудачным для тонких и наоборот.
И размер зерна тут не главное.
Например - если можно сделать довольно быструю и при том соответственно грубую заточку на полтавском 14/10, то после него, сабж Columbia Gorge Stoneworks со средней точкой фракции 10мкм. - будет по тонкости работы и однородности её, в силу особенности связки - закономерным следующим абразивом с нормальным шагом. При том, что зернистость +- одна.
При том, полтава 7/5 сработает намного грубее его и менее однородно.
По сравнению с гальваникой будет +- та же история.
По сравнению с венёвом - будет +- сходно с Columbia Gorge Stoneworks, только хуже по однородности и намного медленнее.
RuChef
Ярослав, можешь рассказать больше о выглаженной поверхности? Взбадривать каким нибудь Бодридом или ластиком - бесполезно?
Ластиками - бессмысленно. Поверхность 10 и 5мкм. "из коробки" напоминает спёкшуюся пластмассу, как бы "подплавленную", с как бы "панцирем" оплавленности, который не смачивается. И на которую абразивный ластик не оказывает положительного воздействия - зерно в ластике её чуть царапает, ластик оставляет липковатый характерный след, также не смачивающийся. Подровнять он тем более не может, так как не обладает нужной жёсткостью. Почему-то мне кажется, что другие ластики покажут себя так же. Ластик использовал вот такой: HACO-FLEX
HACO-FLEX
Бодрид - не годится в силу его грубости и опять-таки, характера связки этих брусков - она не провоцирует выделения суспензии из дрессинг стоуна, в результате, для нормальной чистки "трением" а не царапанием, дрессинг должен быть достаточно мягкий, однородный и при том не жёсткий. А бодрид оказался слишком жёстким - он по этой связке НЕ обновляется нормально, а его рыхлость и размер зерна способствуют сильному зацарапыванию связки без её выраженной очистки и подравнивания. Я попробовал и только расцарапал поверхность алмазного бруска без всякой пользы.
Тереть брусок о более грубый алмазный же - например 40мкм. не лучшая идея - он тоже царапает + начинает терять зерно, которое легко застревает в связке. А в ней и так, как можно видеть на фотках, полно неоднородных частиц. Но я склонен полагать, что они там оказались уже после производства бруска, так как после моего освежения на A400VL я их уже не наблюдал и бруски 10 и 5мкм. после этого работали прекрасно по однородности. Я бы сказал - на уровне Нанива Даймонд. Венёв просто ни в какое сравнение не идёт и "нервно курит в сторонке".
----------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
oldTorО как. Упустил. Был о ДМТ лучшего мнения.
...Лично я считаю, что свою нишу и конкурентоспособность ДМТ потеряли, так как цена у них как была, так и осталась высокой, проблемы с неоднородностью зерна и наличием намного более крупного как были, так и есть, а также с плоскостностью, а современные китайские аналоги уже давно их обскакали и в насыщенности алмазоносного слоя и в цене. Недостатки же по однородности фракции и плоскостности +- такие же...
https://guns.allzip.org/topic/224/1762316.html
Большой обзор о пробах трёх алмазных брусков из этой темы по V-образной резчицкой стамеске. И подробности о чистке от засаленности с помощью абразивного ластика, уже упоминавшегося.
----------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
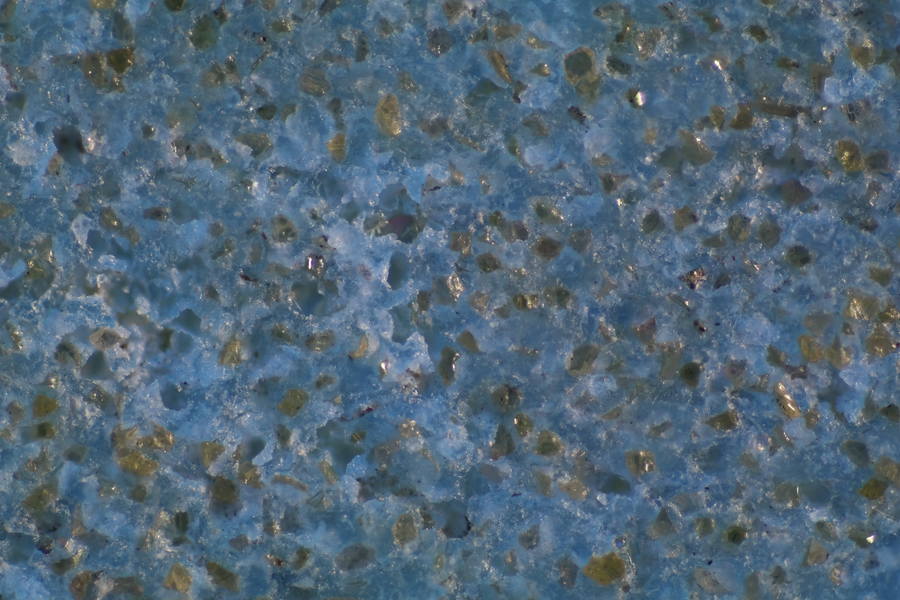
Попробовал снять в ультрафиолете 365nm., но не отсекая полностью видимый спектр - первый снимок с объективом Nikon CFI E Plan 4х0.10 - освещение светодиодом 365nm. со светофильтром ZWB2, при выключенном свете, но из окна сколько-то падало (справа - отсюда блики на зёрнах как раз справа).
Показательный момент - как известно, и природные, не говоря уж об искусственных алмазах, не всегда дают свечение - в т.ч. это зависит от качества кристалла, наличия в нём в т.ч. микротрещин. Каковые - закономерность при разделении фракций. Но, практика показывает, что практически на любом алмазном бруске можно обнаружить хотя бы 1-2 флуоресцирующих зерна, так вышло и тут - одно светится жёлтым, другое синим. Ну и в целом, полимерная связка получила иной окрас и зёрна проявились контрастнее (снимки - просто камджипег, кстати):

Решил снять поближе - взял объектив Carl Zeiss Jena GF-Planachromat 12.5x/0.25. Сделал 2 снимка одного участка (к сожалению, здесь в кадр не попало светящееся жёлтым зерно, попало только одно, в углублении рядом с центром кадра чуть подсвечивающее фиолетовым) - на первом снимке я удалил с осветителя отсекающий видимый спектр светодиода светофильтр, на втором - снова его применил. В обоих случаях контрастность повысилась засчёт "окраски" связки по сравнению со съёмкой в обычных условиях и оценить распределение и концентрацию зерна стало удобнее:
Некоторое количество света из окна я оставил специально, так как если и его отсекать, то не светящиеся алмазные зёрна под ультрафиолетом с отсеканием любого видимого спектра, выглядели слишком тёмными.
Да, поверхность бруска после работы, но без притирки - только почищена абразивным ластиком, который упоминался в теме ранее и помыта с мылом в тёплой воде. Как можно видеть, остатки снятой стали на последних двух кадрах незначительны, а я специально выбирал участок, где они есть. Т.е. можно говорить о хорошей эффективности абразивного ластика. Правда, напомню, что в ситуации с брусками тоньше 40мкм. картина совсем другая и с их очисткой ластик потерпел полное фиаско.
----------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Специально для чистоты эксперимента сделал это без выполнения технологического барьера, чтобы показать, что данный брусок может без него, "как есть". Работа делалась аккуратно, с выхаживанием под конец.
Достигнутая однородность кромки в целом весьма хороша для алмазного бруска, равно как и острота - рядовые тесты на строгание волоса и рез папиросной бумаги клинок проходит успешно. Налицо выигрыш по качеству обработки по сравнению с другими алмазными брусками на полимерной связке, что я пробовал, разве что за исключением Нанива Даймонд.
Скорость по данной стали у этого бруска невысокая - проигрывает, например, брускам ИСМ на основе зелёного карбида кремния м5 на бакелитовой связке, и ещё более проигрывает японским водникам типа того же суэхиро: Рика 5000, более тонкая, работает по такой стали быстрее в сходной задаче, а G8 на основе КЗ работает при ещё большей тонкости, сопоставимо по скорости. Однако данный алмазный брусок зато однозначно выигрывает у венёвских алмазных брусков на органических связках как в скорости, так и в однородности обработки, не говоря уж о информативности тактильного контроля и удобству работы - как я уже писал ранее, бруски Columbia Gorge Stoneworks обладают куда лучшей смачиваемостью, и это очень существенно.
Салился брусок довольно сильно и быстро, в процессе работы дважды чистил его. На этот раз в качестве дрессинг стоуна попробовал на нём таковой от ИНФ-Абразив - B600VJ

Он показал себя очень хорошо в этой роли.
Ну и собственно микрофото результата заточки (фото кликабельно, доступна развёртка в оригинальный размер):
В общем, я вполне доволен. Пусть это не лучший выбор для данной стали по производительности, но показывает себя хорошо, работать приятно, результат весьма и весьма недурной.
----------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Однако данный алмазный брусок зато однозначно выигрывает у венёвских алмазных брусков на органических связкахЯ правильно понимаю, что сравнение идет с веневскими брусками cерии OSB ?
По большой площади - я перетачивал (точнее, практически восстанавливал) прямые ножи шнекового ледобура. Грубую обдирку делал на масляных Нортонах Сoarse, а завершал обработку (без формирования им РК) на этом алмазном бруске - ради эксперимента и поведения по большому пятну контакта - по сути как переточка 4-х стамесок получилось.
В общем - как я и писал ранее. Для таких сталей - не лучший вариант в плане производительности и бережного обращения с ресурсом бруска. Зато неплохо с точки зрения окончательного оформления спусков/ широких заточных фасок (даже не знаю, как это правильнее обозвать) без формирования им режущей кромки (окончательная заточка такого инструмента по спуску - по-уму, не делается - оформляется узенькая вторая фаска, по которой производится доводка достаточно крупнозернистым абразивом - с оставлением шероховатости +- сходной с той, что оставляют обычные абразивные бруски на керамической средне-твёрдой связке с зерном в диапазоне ~ м20 - м10.
В общем, _завершить_ обработку спусков, перейдя на этот алмазный брусок 80 мкм., когда осталось лишь чуть-чуть доисправлять геометрию начисто загубленную правками ножей ледобура на шкурках - получилось недурно.
У всех 4-х спусков, разумеется, оказался разный угол собственно спуска, а остатки режущей кромки продемонстрировали 4 разных угла резания, причём совсем не кореллирующих с углами спусков, хотя визуально, без замеров - всё выглядело не так плохо - впрочем, как обычно при обработке на абразивах с эластичной основой кустарным образом и получается))
Объём работы был большой, а спуски у таких ножей изначально предполагаются плоские, поэтому станком с кругом не воспользовался и делал вручную. Грубые Нортоны как раз помогли. Ну а поскольку всё это достаточно ржавучее, надо было завершить чем-то, что может при определённых условиях резать риску пусть и грубоватую, но весьма гладкую - потому на алмазный брусок добавлялось воды больше обычного и снижалось давление.
В целом - нормально брусок справился, износ невелик, но всё-таки эта сталь нет-нет да и выдирала отдельные зёрна из связки, если я медлил с добавлением воды и очередной очисткой бруска абразивным ластиком. Стружка, въедающаяся в связку - ржавеет, а ржавея - расширяется, что негативно влияет на целостность структуры алмазоносного слоя, потому лучше смывать и чистить почаще.
Вывод, как и прежде - для обычных сталей, для исправления геометрии по большому пятну контакта - подходит плохо. Для снятия небольших припусков после грубой обработки - подходит нормально и довольно чистенько работает. Лучше всего - для заточки сталей более твёрдых и с большим количеством лигатуры и по небольшому пятну контакта.
В общем - сугубо заточный брусок для материалов, для которых адекватно применение алмазов.
Не "слесарный", не для "снятия много мяса", и тем более не с обычных инструменталок невысокой твёрдости. Не, можно конечно, но тогда лучше для этих целей купить подешевле китайские клоны таких брусков, и запастись кучей времени.