Я раньше пробовал их, но не особо подробно и обзоров не делал. Теперь, похоже, пришло время восполнить частично этот пробел. Планирую обзоры о двух брусках - весьма грубом и довольно тонком, тех зернистостей, что раньше не пробовал, и которые мне стали интересны.
Пока что данные о брусках и фото.
Серия Premium, связка медно-оловянная, М1001 (по информации в интернете это связка новая - модификации 2021 года, якобы с добавлением никеля и титана). Сорт кубического нитрида бора - CBN2.
Зернистости 160/125 мкм. и 5/3 мкм.
Концентрация зерна - 100%. Оба бруска площадью 150х50мм. и толщиной 3мм. - сплошные.


Зернистости 160/125 мкм. и 5/3 мкм.
В первую очередь меня интересовало то, чем эта связка практически отличается от обычной М2-01. В интернете, некоторые магазины пишут, что отличительные черты новой связки в том, что она медленнее истирается и слабее засаливается. Это подтвердилось полностью. Впечатление, что компоненты её лучше "размешаны", нежели в обычной медно-оловянной и вообще она менее рыхлая.
Проверка заключалась в попытке поработать по стали, которая в силу невысокой твёрдости и не самой маленькой вязкости, на брусках на медно-оловянной связке М2-01 довольно резво выдирает зерно из связки - что алмазное, что CBN.
Взял клиночек из сандвика (какого именно - не помню за давностью лет), который надо было переточить - снести повышение угла от многочисленных правок.
В качестве СОЖ взял оливковое рафинированное масло. Вообще-то, работать на таких связках можно и с водой и водными СОЖ, а также и с маслом и масляными, в т.ч. со смесью масла с уайт-спиритом или даже с чистым уайт-спиритом. Масло я выбрал исходя из того, что с ним засаливаемость таких брусков слабее, чем с водой, а работа - несколько нежнее. Кроме того, выдирание зёрен из связки менее выражено при обработке вязких сталей невысокой твёрдости.
Что касается размера зерна и производительности - я не зря взял именно брусок 160/125мкм., так как по моим многократным наблюдениям, это максимально крупная фракция, которая в ручном режиме обработки, работает сходно с более мелкими по соотношению "скорость/однородность" и не проседает в этом так, как получается с более крупными фракциями, типа 200/160 или, тем более, 250/200 - про это я писал в теме "Почему особо крупнозернистые абразивы медленно работают.":
forummessage/224/23
Конечно, многое зависит от связки, концентрации зерна, его распределения в связке и состояния поверхности бруска, на это всегда надо делать поправку, но тем не менее.
Так вот. В данном случае 160/125мкм. меня порадовал. Распределение зерна - достаточно равномерное, концентрация действительно похожа на заявленные 100%. Однородность зерна по фракции тоже не вызвала нареканий.
Поскольку я не собирался заниматься удалением слишком большого количества стали с клинка, я не стал прорабатывать на этом бруске до заусенца - это совершенно избыточно. Поэтому я просто доработал с весьма умеренным давлением и значительным количеством масла, до равномерного выхода на кромку по ногтевому тесту и в оптику.
Получилось вот так (все фото кликабельны):

Как можно видеть - кромка осталась довольно гладенькой, т.е. я оставил тот припуск, какой и собирался.
Брусок очень порадовал тем, что выдирания зерна вязкой сталью клинка не произошло. Что я считаю в первую очередь заслугой новой связки и, отчасти, масла в качестве СОЖ. При этом, засаливания бруска не наблюдалось - всё снятое наполняло масло, а на самом бруске следов я не обнаружил. При том, что тот же клинок довольно заметно выдирал зерно из брусков на обычной связке М2-01, в т.ч. алмазное и при размере зерна значительно меньшем. В общем, я считаю, что такой модификацией связки, удалось приблизиться к тому, чтобы более широкий ассортимент сталей в сторону более простых, стало обрабатывать реально на подобных брусках без заметного ущерба для ресурса бруска.
Далее я решил сделать "показательный пример" нескольких аспектов заточки. Для чего я без всякого промежуточного абразива, сразу воспользовался вторым бруском - 5/3 мкм.
Конечно, первым делом, перед переходом на него, я выполнил технологический барьер, свёрнутой в трубочку (для большей упругости) выработанной шкуркой P3000 на основе КЗ (зелёного карбида кремния) с остатками олеинки - она аккуратно и нежно "спилила" всю гадость с кромки и можно было приступать к работе на тонком бруске.
Это - первый важный аспект для попыток сделать такой колоссальный шаг в тонкости обработки.
Второй - я существенно повысил угол.
Ремарка: Все наверное видели кучу видео и читали множество холиваров по поводу того, "как успешно многие затачивают, прыгая с обдирочника на высокогритные камни и не парятся". Вот много где, я и многие другие, писали, что есть определённые разумные границы в шаге обработки и они ВСЕГДА зависят от частностей. Нельзя просто так прыгать через несколько фракций, не отдавая себе отчёта в том, как это сработает в конкретном случае, если хочется получить хотя бы вменяемый результат, не говоря уж о качественном. А для этого нужен вдумчивый опыт и практика анализа процессов заточки и своих действий, понимание техники обработки.
Так вот - в подобных случаях, можно себе позволить сделать подобный шаг только в том случае, если:
1. Оставлять припуск
2. Выполнять Тех. Барьер
3. Повышать угол _не менее_ чем на 5 градусов на сторону.
Если этому следовать, то окажется, что и прыжок с 160/125 мкм. на 5/3 мкм. - реален. Вот так получилось:

Минусы тоже есть. За такие "скачки" приходится расплачиваться тем, что даже оставляя припуск и выполняя ТБ (Тех. Барьер), делая существенный прирост угла, минимально необходимое к удалению количество стали, пока не уйдёт дефектный слой - всё равно значительное. Как можно видеть на фото - вторая фаска достигла ширины примерно в 140мкм., пока кромка не получилась удовлетворительной. А, как известно (надеюсь), - чем уже финишная фаска, тем меньше её угол влияет на лёгкость реза. В общем, при таком шаге обработки, сделать её более узкой при достаточно однородной кромке - по крайней мере на такой стали - не выйдет. Так что при выборе экстремальных скачков по обработке - следует дважды подумать, что нам нужно и что при этом мы сможем получить.
По поводу самого бруска 5/3мкм. могу сказать, что он также использовался с оливковым маслом, также продемонстрировал намного меньшую истираемость по сравнению с похожими брусками со связкой М2-01, также показал практически отсутствие засаливаемости. Но есть и ложечка дёгтя - осмотр под микроскопом, практически случайно (я не осматривал тщательно весь брусок) выявил 4 зерна на его поверхности, на пятачке в 5 квадратных мм., значительно превышающих размер фракции и значительно превышающих допустимый предельный размер зерна по ГОСТ для таких фракций. Причём, эти зёрна "спрятались" в углублениях рельефа, что делает невозможным предположение, что их "случайно вдавили в уже готовый брусок", тем паче, что царапин рядом не наблюдалось. Но это, к сожалению, не новость - Полтавский завод, также, хотя и в меньшей степени, нежели Венёвский, грешит тем, что регулярно в их продукции попадаются зёрна намного крупнее заявленной фракции. Часто - в разы, иногда на порядок. Собственно, микрофотопримеры я не раз приводил.
Но тут, как раз благодаря низкой истираемости связки и тому, что зёрна сидят глубоко во впадинах рельефа, они не оказали пока никакого вредного воздействия. Однако, в какой-то момент мне придётся их выковыривать - твердосплавной чертилкой или уголком керамического бруска (как обычно я делал).
Я решил, что раз получилось с сандвиком, то не худо бы проверить "предел" того, на какой стали эти бруски ещё не будут терять зерно. Взял кухонничек Apollo из 3Cr14 . Вот ведь - то мне годами такие дешманские ножи в руки не попадали "из коробки", а тут за месяц - дважды!)
Писал недавно про такой: https://www.myabrasive.ru/forum/viewtopic.php?f=9&t=589 . А у нового заводская заточка была куда хуже чем у того, на который дал ссылку - с одной стороны у пятки, а с другой - у носика, были ямы с завалами до 50 град., так что снять надо было много. Ну и я решил, а чего бы не попробовать по эльборовому бруску.
Получился "отрицательный пример". Да, конечно, он обрабатывается быстро. Грубее сандвика, кстати. Но зерно брусок начал на такой стали терять конкретно. Несмотря на ещё большее количество масла, чем я пробовал на сандвике. И засалка появилась.
В общем - это уже слишком, и как на старых связках подобных брусков такие стали не стоило обрабатывать, так и на новой. Если, конечно, не хотеть взбадривать брусок очень часто. Ну да это не новость - много лет опытные люди писали, что мягкие вязкие стали на суперабразивах не обрабатывают. И я ещё раз об этом говорю. Даже на новой медно-оловянной связке М1001, которая позволяет нормально работать на стали более мягкой, чем обычно хорошо для таких брусков, всё равно - всему есть разумный предел.
При том, по сравнению с алмазными брусками, я бы отметил, что если пытаться выйти на остроту, то это выходит на грубом CBN лучше, чем на грубом алмазе - кромка менее рваная, хотя она всё равно "долго жить" не будет. Но заточить до бритья предплечья и при том не заполучив заусенца - оказалось несложно:

В общем, бруски мне понравились. Уже не фотографировал, но заодно поправил на 5/3 нож из 440с - как и на сандвике, ощущения, что работает 5/3 нежнее алмаза той же фракции на медно-оловянной связке, при том производительность получше, я бы сказал, а однородность однозначно получше.
Так что брусками я доволен. Продолжение следует - пробы продолжу на сталях более подходящих для таких брусков.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Вскрывать с хлоным железом боюсь, много отзывов, что даже после "купанич" в растворе соды реакцию не удается остановить, и связка перестает "держать" элборы.
Посоветуйте по выравниванию пожалуйста. По ощущениям, если притирать на 800 дальше, это еще больше времени займет, чем его заняло. У меня просто его нет, заточка - хобби

Вскрывать с хлоным железом боюсь, много отзывов, что даже после "купанич" в растворе соды реакцию не удается остановить, и связка перестает "держать" элборы.
Посоветуйте по выравниванию пожалуйста. По ощущениям, если притирать на 800 дальше, это еще больше времени займет, чем его заняло. У меня просто его нет, заточка - хобби

MAGoldbergПрежде всего, Вы пытаетесь выравнивать подобное подобным.
забыл сказать, брусок М7
Порошок для М7 должен быть как минимум F500, а лучше грубее, тогда и работа станет веселее и не нужно будет часами сидеть и мучить себя и притир.
Имею опыт по выравниванию этого набора.

MAGoldberg
Ярослав, добрый день! Имею полтавский эльбор в апексном формате. При получении стал притирать на 800 порошке, получил такую картину после 1,5 часов работы.
Вскрывать с хлоным железом боюсь, много отзывов, что даже после "купанич" в растворе соды реакцию не удается остановить, и связка перестает "держать" элборы.
Посоветуйте по выравниванию пожалуйста. По ощущениям, если притирать на 800 дальше, это еще больше времени займет, чем его заняло. У меня просто его нет, заточка - хобби
Уважаемый Андрей Соколов уже верно указал, что порошок для притирки был взят слишком тонкий. Кроме того, карбид кремния потому и используется для притирки, что легко дробится. Т.е. вы по большей части сглаживали, чем взбадривали, буквально после первых же движений на каждой порции.
Учитывая, что и м7 эльбор - это ещё совсем не тонкая работа - стоит "брать производительностью" и не пытаться сделать такой брусок тоньше в работе, чем он есть. Для этого лучше взять просто более тонкие бруски. А этот - завершать притирку я не стал бы на суспензии зелёного КК тоньше, чем с порошком порядка F400. А начинал бы с F220, например, если уж надо как следует взбодрить и подровнять сглаженности.
По травлению медно-оловянной связки М2-01 -у меня есть положительный опыт, но в слабом очень растворе и уже бывшем в употреблении (т.е. "севшем"). А связку м1001 я не пробовал травить и не знаю, как себя поведёт - предполагаю, что если то, что сказано о её легировании правда, то её травить будет дольше и сложнее. Но это совсем не обязательно - в принципе всё нормально подравнивается просто притиркой на достаточно грубом порошке. И обычная закономерность - для выравнивания брать зерно минимум в два раза крупнее фракции бруска.
Emiliokazanova
Ярослав, при прыжке на камень 5/3 сколько потребовалось времени на формирование РК?С учетом ТБ. Еще, зачем делать припуск при условии что будет ТБ и скачек угла на 10 полных градусов? Еще если при таком прыжке, затрачивается больше время на формирование угла на 5/3 не следует ли что сильно возрастает износ камня. Спасибо
На формирование - минуты по 2 на сторону, затем ТБ и ещё +- столько же. Т.е. ТБ был дважды - после 160 всё равно надо было чуть, но оказалось, что снял мало - потом пришлось ещё немного - подробнее об этом ниже:
Припуск делал на 160/125 для того, чтобы не пришлось при ТБ снимать слишком много (а значит и бруском 5/3) - это и сведение клинка кушает и работать дольше, и вторая фаска шире будет. Если сопоставить с клинком, на которым я доточил "до остроты" и посмотреть на шкалу на микрофото - то можно увидеть, что только прорезы отдельными зёрнами и группами зёрен могут достигать в глубину от максимально выступающих точек на РК - около 50мкм., а чем меньше угол - тем глубже в "тело" клинка будут эти прорезы. Это полностью надо удалить.
Но этого мало - "жёваный" и подвергшийся "продавливанию" от бокового воздействия крупных зёрен участок стали в зоне РК, т.е. начавший путь к превращению в заусенец, но ещё далеко не ставший таковым, а он есть и на клинке, где делал с оставлением припуска - т.е. всё тот же аспект дефектного слоя - ещё его снять надо, т.е. ещё примерно 40мкм. - этот участок хоть и слабо контрастен, но на фото заточки с оставлением припуска виден намёк на него, а когда делаешь оперативный контроль - под разным падением света это заметно весьма сильно. При формировании уже режущей кромки - этот участок ведёт себя плохо - примерно, как поставленный "ровно", но не выведенный заусенец - а при дальнейшей заточке, из него вываливаются куски а местами он заворачивается - т.е. все приметы дефектного слоя. Только когда он удалён - кромка приобретает достаточную однородность и стойкость.
Т.е. оставив припуск, я сэкономил около 50мкм. ширины клинка даже с учётом ТБ далее.
Обработка бруском 5/3 шла быстро, потому как столь крупные риски спилить легко - после, скажем, бруска 50/40 мкм. - снять столько же при прочих равных было бы несколько дольше. Конечно, дело "тормознулось", когда дошёл до "донца рисок" от 165/125 и это было по тактильному отклику заметно.
Износа бруска 5/3 я повышенного тут не заметил - всё-таки связка тут плотнее, чем обычная медно-оловянная, а обрабатываемая сталь - довольно мягкая и без наличия крупных твёрдых карбидов.
Вообще ситуация-то тут не сильно отличается от того, чтобы заточить с одной фаской, тонкосведённый, но из под довольно грубой ленты, клинок.
Многие из нас постоянно этим занимаются, и ситуация, когда на спусках грубо, а прирост угла от спуска к фаске даёт сопоставимую её ширину, как в моём примере - не редкость.
И при этом многим вполне хватает в такой ситуации не хвататься за бруски порядка 100-80-40мкм. последовательно, к примеру, а сразу делать заточку чем-то, что оставляет шероховатость +- как бруски с зерном в районе м14 - м10. А этот м5, учитывая его шероховатость "из коробки" и вообще специфику брусков на медно-оловянной связке, работает вполне сопоставимо по грубости со многими обычными абразивными брусками с зерном порядка м10.
Поэтому и получилось вполне просто и не сильно отличаясь от заточки аккуратно тонкосведённого клинка с грубым финишем на спусках.
P.S. Но я совсем не призываю часто использовать такие скачки по зерну.
Просто я собирался сделать обзор об этих двух брусках и для начала выбрал такой вариант проб, и такой материал для них, где можно было поработать только этой парой, не отвлекаясь на другие абразивы.
В других ситуациях и со сталями, для которых эльбор актуальнее - будет иначе в большинстве случаев.
yemzспасибо!
Прежде всего, Вы пытаетесь выравнивать подобное подобным.
Порошок для М7 должен быть как минимум F500, а лучше грубее, тогда и работа станет веселее и не нужно будет часами сидеть и мучить себя и притир.
Имею опыт по выравниванию этого набора.
Опять же, не заставляю делпть вас то что написпл выше, мне просто интересно, сколько понадобится времени и как будет выглядеть рк с полной проработкой и не полной, и что там будет вылезать. При должном навыке и отличном качестве абразива останется лишь наблюдать за результатом и затраченном времени
Нож - фолдер Boker Plus Tom Krein Gitano.
ТЗ - переточка по углу заводских заточных фасок, с удалением заводского повышения угла полировальником, по которому нож пару-тройку раз правился на стропе с пастой. Известно, что нож немного работал зимой по упаковочным материалам и продуктам, протирался и смазывался WD-шкой. Тем не менее, осмотрев клинок как следует, я обнаружил в грубом рельефе заточной фаски питтинговую коррозию - очередной пример того, что "всё ржавеет, дайте только достаточно кислую среду" (может ножом маринованные огурчики нарезали на закусь - не в курсе), и что в грубом рельефе питтинговая коррозия "поселяется" весьма охотно, даже и на клинке, за которым стараются ухаживать. Вот так это выглядело (фото, как обычно кликабельны):

В рамках кое-каких проб нож был переточен на полтавских алмазах на медно-оловянной связке (40/28, затем 14/10) и на полтавском же эльборе на медно-оловянной связке с зерном 5/3 мкм. + направка на ХБ стропе с пастой Luxor 6мкм.
Целью проб было выяснить, достаточно ли быстро по широким довольно фаскам, этот эльбор справится с риской от алмазов 14/10.
Начало работы ознаменовалось тем, что на фабричной заводской фаске обнаружились жуткие ямы, то с одной, то с другой стороны - как будто горе-заточник с дрожащими руками, придавливал разные участки клинка к ленте с сильно разнящимся давлением. В общем, дело шло медленно и я пожалел, что не взял на обдирку абразивы, намного более производительные по таким сталям. Например, некоторые водники на основе зелёного КК на керамической связке. Ну да ладно.
Когда наконец алмаз справился, следующим алмазом работать было довольно легко и быстро. Правда, дефектный слой на РК даже при полном угле 36 градусов, после 40/28, по некоторым привычным признакам при оптическом контроле, составлял в ширину от самой кромки, порядка 70мкм. (70, Карл!), что очень много.
Правда и данный вариант термички 440с мне не слишком нравится - несколько избыточная вязковатость. Карбиды при том вполне вменяемого размера, помельче, чем некоторые отечественные термисты изображают на этой стали, но всё равно - даже до некоторых "совсем китайских" вариантов 440с - ей далеко (как ни странно).
Ну и после 14/10 алмаза, пришло время эльбора 5/3мкм. Ну что сказать - вот в прошлый раз, по более интересной 440с, всё было куда веселее. При том, что я не могу отметить сколько-нибудь заметного выглаживания бруска с прошлой пробы по такой стали. В общем -я задолбался выводить риску от алмаза на этом эльборе. Да, конечно, если всё время работать в одном направлении и пользоваться лишь лупой, то "вроде бы всё быстро убирается, ситуация на кромке меняется заметно". Однако, если пользоваться даже хотя бы слабеньким микроскопом типа МПБ-2, менять направление обработки, то становится ясно, что риска от 14/10 уходит пипец как медленно. Вот вам и хвалёная "скорость суперабразивов". Т.е. в очередной раз я убедился, что даже по стали далеко не "рекордсменской" по твёрдости и составу, если работать без повышения угла при даже таком, не самом большом шаге зернистости, по стандартной по ширине для серийных обычных фолдеров фаске - можно успеть если не состариться, то конкретно соскучиться)
Главное, что в поддержку "скорости суперабразивов всегда и везде", многие потом после такой работки пишут, что "было тяжело, но эльбор/алмаз - справился". Пффффф! Да если бы не поставленная задача убедиться в происходящем ещё раз именно с используемыми брусками, я бы сделал то же самое раза в 2-3 быстрее на более подходящих для таких сталей абразивах), и "без всяких фокусов".
Результат же меня не слишком порадовал - я конечно сделал снимок в довольно большом увеличении и разрешении, но вот несмотря на сделанный ДВАЖДЫ в процессе работы тех. барьер, далее выходя на остроту снова (а хотелось получить максимально возможную при данных вводных) - я не избежал отдельных щербатин на кромке. Да, они мелкие, можно в принципе пренебречь, но, как говорится "ложки нашлись, но осадочек остался". Вот так это выглядит:
Ну и конечно, меня раздасадовало, что на остроту, способную строгать волос, на этом бруске в его нынешнем состоянии и при обработке этой стали, даже с ТБ - мне выйти не удалось. Т.е. по достигаемой остроте, брусок "просрал" той же керамике, в притирке на алмазном зерне 60/40мкм. Это печально. Посмотрим, правда, что будет получаться на сталях, для которых такие абразивы намного лучше подходят, но что касается "обычных" сталей - я в очередной раз разочаровался. На такой же фракции эльбора на стеклянном, к примеру, притире, я достигаю гораздо большей степени остроты и трачу на это намного меньше времени. Собственно, я об этом не раз уже писал.
Мне уже осточертело возиться с этой пробой, так что перетачивать так, как я считаю правильным, я пока не стал - в принципе, для многих и так результат тут уже более чем достаточный. Но я всё-таки сделал ещё и направку на ХБ-стропе с пастой Luxor на основе оксида алюминия, с зерном 6 мкм. Сделал по 10 проходов на сторону - вот так изменилась картина - бОльшую часть рельефа от бруска 5/3 жёсткая, крупного плетения стропа "спилила", кромка стала застругивать волос. Правда, отдельные косяки на РК конечно никуда не делись - характерный косяк я зафиксировал на микрофото:

В общем, впечатления ожидаемо не очень. Чуда не произошло в очередной раз, при таком раскладе. Да, в защиту суперабразивов по таким сталям, скажу, что при той же зернистости куда однороднее и с достижением большей остроты получается результат, если использовать бруски на полимерной связке - типа коламбии 5мкм., про который я писал в профильной теме, посвящённой этим абразивам (Columbia Gorge Stoneworks Resin Bond Diamond Stones), либо, к примеру, на нанива даймонд.
Ну, или на притирах.
P.S. Небольшая подсказка - на этом фотохостинге, куда гружу фото и куда можно по клику на них перейти - по клику картинка открывается не полностью. Чтобы посмотреть фото в оригинальном размере, т.е. в 100% - нужно нажать шильдик с иконкой скачивания, снизу под фото, слева от кнопки "нравится". - т.е. загрузки при этом (по крайней мере у меня) не происходит, а происходит сначала раскрытие покрупнее и появляется "крестик", при нажатии на который происходит уже раскрытие фото в его максимальный, т.е. исходный, размер.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Ярослав, разъясните пожалуйста поподробнее, как Вы определили, что проблема именно в бруске, а не в затачиваемом изделии?
Какова природа дефектов на РК? Ведь ТБ выполнялся неоднократно...
с уважением, иван
"на этом бруске в его нынешнем состоянии и при обработке этой стали"
Но во многом - именно в бруске, так как такая же картина по максимально достижимой остроте была и на других уже опробованных сталях.
Возможно, если притереть брусок тоньше - что-то и получится, но он и так не сказать что особо шероховатый, а производительность тогда снизится + начнётся более сильный рост заусенца.
Проблема тут в том, на мой взгляд, что характер работы подобного сочетания зерно/связка - cлишком разрушительно воздействует на тонкую сталь в зоне РК - продавливание там, где уже нет прорезания, засчёт бокового воздействия на фаску в зоне РК зёрнами абразива, обеспечивают то, что тоньше определённого значения кромка не получается - она исходит на заусенку, либо просто стачивается, далее не заостряясь.
Причина в частности в том, что 100% концентрация зерна в подобных абразивах - это довольно слабая концентрация - порядка 25% от массы слоя, содержащего абразив.
А как известно:
А теперь представьте, какая огромная разница между воздействием на фаску за один, например, проход, бруска с концентрацией вышеуказанной и той же керамикой даже в грубой притирке, не говоря уже о том, что она будет благодаря притирке иметь более регулярный режущий профиль.
У неё не будет такого сочетания очень редких зёрен, снимающих стружки, с тоже довольно редкими "давящими" зёрнами, как у алмазного или эльборового бруска с концентрацией 100%. У неё при том же соотношении их друг с другом (как и у обычных абразивных брусков нормального качества), концентрация на рабочем слое несравненно выше. Поэтому не будет такого неудачного соотношения между продавленностью боковым воздействием зёрен и отдельными прорезами. Будут менее выражены участки продавленные - они будут более узкими, а частота рисок получается выше.
Частота рисок вообще хорошее дело, а получается благодаря более высокой концентрации абразива. По крайней мере в ручных режимах обработки - ясное дело, что при машинном хонинговании (для которого изначально такие алмазы и эльборы как раз и разрабатывались) или некоторых других операциях, всё несколько иначе - там и скорости другие, и подача, и, как правило, перемещение абразива относительно обрабатываемого изделия - более сложное - "В используемых на практике способах хонингования осциллирующее движение дополняет возвратно поступательное движение".
Ну и потом - для суперабразивов характерна такая закономерность, что на тех, которые погрубее, целесообразно иметь медно-оловянную связку - они наиболее продуктивны, но за это платим тем, что на тонких операциях нам это выходит боком. Для финишных задач с алмазными и эльборовыми брусками - предпочтительнее менее жёсткая связка - органическая/полимерная.
И если речь о нормальных таких брусках - типа нанива даймонд или коламбия - то там концентрация абразива в рабочем слое повыше. + связка мягче, хотя и достаточно плотна, и при избыточной нагрузке, зерно скорее утапливается в неё, чем продавливает сталь, особенно если сталь твёрдая.
ТБ не панацея, позволяющая брать любые абразивы для любых сталей и этапов обработки. Хотя всегда хотя бы в какой-то мере он помогает. Но чуда он совершить не может тоже, если ему "мешать" - после него ведь нужно снова выйти на остроту, дозированно, не доводя до того, чтобы кромка снова получила выраженные дефекты или "усталость", приводящую снова к образованию дефектного слоя. И тут получается, что выйти на желаемую - не выходит. Т.е. либо выходить на меньшую с сохранением кромки, без создания на ней нового дефектного слоя, либо в попытках выхода на более тонкую, получить косяки на ней.
Вот тут так и произошло, и вполне закономерно.
Природа дефектов - обычная. Чаще всего это совокупность следующих факторов:
1. Встреча кромкой отдельных наиболее выступающих зёрен либо более крупного размера, либо ориентированных к кромке, к примеру, длинной стороной - зёрна ведь не одинаковы по форме и в таких абразивах их не ориентируют - это вообще редкая довольно технология.
2. наличие в стали достаточно крупных карбидов. Как известно, карбиды даже не самые твёрдые - весьма хрупки. И помимо того, что они могут просто вывалиться из кромки, потому что там уже слишком тонко, чтобы их удержать достаточно хорошо, чтобы они "обтачивались" а не вылетали, а во-вторых - они при этом могут просто расколоться и в т.ч. их осколки или целенькие карбиды могут сами подзастрять в рельефе бруска, и при следующем проходе по этому участку его - они посадят на клинок царапину, забой.
В целом, конечно не только брусок "виноват". Но и сталь, о чём я упомянул. При обработке сталей с более однородной структурой - ситуация будет лучше даже при +- той же твёрдости (и вязкости) в большинстве случаев.
Если при этом сталь будет твёрже в т.ч. сильно твёрже, но с приемлемой вязкостью, не "пересушенная", в т.ч. высоколегированная и с высоким содержанием твёрдых карбидов, но мелких, и с равномерным их распределением (т.е. например порошковые стали довольно высокой твёрдости, в т.ч. высокованадиевые) - то тем более всё будет лучше.
С HSS сталями - ну тут уже смотря какими - с теми, у которых карбиды конского размера (а даже и у порошковых быстрорезов они достаточно крупны) - не факт, при ножевых углах заточки. Т.е. закономерность для выбора связок брусков с суперабразивами - сохранится в целом - для грубой и средней заточки - связки медно-оловянные, к примеру, а для тонкой - полимерные/органические.
Доводка отдельная история, её тут рассматривать не буду, так как в ручных режимах всё равно на брусках на медно-оловянной связке мы сильно вряд ли получим именно доводку - у нас всё равно будет превалировать резание/царапание. Т.е. это будет всё ещё тонкая заточка.
Век живи, век учись.
Про продавливание, прорезание и т.п. явления при работе в районе непосредственно РК до сих пор не улеглось у меня в голове, оттуда и вопросы.
Не попалось до сих пор наглядного простого материала(
Жалею, что своевременно не приобрел наниву даймонд в апексных бланках, а теперь и за дорого бы рад, да не выходит сыскать нигде, только полноразмерные по 35 тыс за штуку((.
с уважением, иван
с одной стороны у пятки, а с другой - у носика, были ямы с завалами до 50 градготовил себя морально к приобретению эльбора на МО связке 200/160, а сейчас призадумался. Коммерческой заточкой не занимаюсь, но иногда друзья/коллеги просят заточить ножи и сталкиваюсь с подобной ситуацией, т.е. шеф, да еще из мягкой стали и заводской угол больше 40, перетачиваю на хотя бы 40, но уходит куча времени именно на формирование, т.к. и сведение там не маленькое. Пока у меня самый быстрый вариант это ОА от Гриндермана F120, гальванику китайскую стер уже в свое время, напильники Зубр тоже не вариант, у индии твердовата связка, скорость пропадает. Затачиваю не на руках. Что бы Вы посоветовали для переточки в такой ситуации?
suing
Большое спасибо за развернутое доходчивое пояснение.
Век живи, век учись.
Про продавливание, прорезание и т.п. явления при работе в районе непосредственно РК до сих пор не улеглось у меня в голове, оттуда и вопросы.
Не попалось до сих пор наглядного простого материала(
..
с уважением, иван
На здоровье! Я при случае постараюсь поинформативнее снять это именно после алмаза или эльбора. Но вообще это несложно и самостоятельно увидеть, особенно работая на грубом бруске - например, перетачивая какой-нибудь ранее относительно тонко заточенный клинок, хоть тестовый какой, попробуйте проработать РК только с одной фаски, а потом посмотрите под разным углом падения света на другую - будет здорово видно, насколько продавливается сталь и как далеко это заходит.
Экстраполировать, так сказать, на более мелкие зернистости это несложно - вплоть до этапов тонкой заточки +- это одинаково происходит.
Впрочем, я как-то подобное показывал в первом посте по ссылке на четвёртом снимке:
forummessage/224/18
очень хорошо видно, как сталь у кромки, где она тонка достаточно, даже при довольно большом угле, продавливают зёрна абразива.
А если мы затачиваем как обычно ещё и с двух сторон - то тем более мы постоянно продавливаем со стороны на сторону и это одна из причин образования заусенца, кстати. Правда, с его отходом, нет никаких гарантий, что вся "уставшая" от такого процесса сталь, будет убрана - обычно как раз нет.
nuretdin
Большое спасибо, Ярослав, что находите время и делитесь своим опытом. Я вот как раз под подобные ситуации когда сталь мягкая и готовил себя морально к приобретению эльбора на МО связке 200/160, а сейчас призадумался. Коммерческой заточкой не занимаюсь, но иногда друзья/коллеги просят заточить ножи и сталкиваюсь с подобной ситуацией, т.е. шеф, да еще из мягкой стали и заводской угол больше 40, перетачиваю на хотя бы 40, но уходит куча времени именно на формирование, т.к. и сведение там не маленькое. Пока у меня самый быстрый вариант это ОА от Гриндермана F120, гальванику китайскую стер уже в свое время, напильники Зубр тоже не вариант, у индии твердовата связка, скорость пропадает. Затачиваю не на руках. Что бы Вы посоветовали для переточки в такой ситуации?
На здоровье!
Меня честно говоря обычно индиа совершенно устраивает. Но именно Медиум и именно современная (мексиканская) - у которой структура более открытая, чем у старинных индиа, а заводская пропитка не окаменела.
Ну и конечно, очень важна притирка её - я выбираю притирку на суспензии чёрного КК F60 на плёнке, положенной на притир. Работать при том важно с маслом у которого хорошая текучесть и которое хорошо предупреждает сильное налипание снятой стали на зёрна абразива - нортоновское минеральное масло для заточки хорошо или, к примеру, масло в виде спрея, типа Gunex2000. Иногда хорошо помогает смесь масла с уайт-спиритом (в виде той же WD-шки, правда у некоторых на неё аллергия, на какие-то компоненты в ней, да и на ней написано, вроде, что длительного контакта с кожей лучше избегать).
Но что правда, то правда - это не очень удобно бывает на точилках с подвижным абразивом, так как при обдирке нужно обычно довольно много масла - если его мало, то его загустевание от шлама становится очень быстрым и производительность капитально падает. Причём это не всегда сразу замечаешь. Разница становится очень заметной тогда, когда всё-таки чистишь камень и меняешь масло, и думаешь - куда я потратил последние минут 10, когда можно было потратить 5 если вовремя почистить брусок.
Правда, на алмазах и эльборах на медно-оловянной связке та же самая проблема - когда грубый этап, то масло засоряется очень быстро и его надо часто менять. Причём просто отмыть с мылом - мало. Лучше сначала чистой каплей масла разжижить почерневшее и стереть насухо, а только потом помыть брусок в тёплой воде с мылом и щёточкой.
Иначе обнаружим, что просто сразу помытый брусок - как наносишь свежее масло, оно сразу поднимает из рельефа бруска не отмывшийся шлам. По крайней мере с мягкими сталями такое сплошь и рядом, да и со средними типа той же 440с или VG-10 - тоже.
Что касается производительности по таким сталям эльборовых брусков - в принципе она нормальная, но чрезмерно крупное зерно часто работает медленно. Я для себя выбрал максимальным именно фракцию 160/125, так как, к примеру, 200/160 мне показалось уже медленновато, не говоря про 250/200мкм.
Но как я уже в первом обзоре в этой теме писал - если нержа совсем мягкая или не самая мягкая, но избыточно вязкая, то зерно она из бруска начинает выдирать очень активно. Мало того, что оно заседает в самом клинке, так ещё и брусок "лысеет" быстро. Нормальная нержа не самая пластилиновая ещё ничего, но если "кастрюльная нержа", то это происходит слишком уж быстро.
Правда, ресурс брусков на медно-оловянной связке всё равно велик и в принципе можно пренебречь этим, но придётся часто взбадривать его, причём не перебарщивая, чтобы не слишком обнажать свежее зерно - иначе его быстро постигнет та же участь - его вынесет из связки и оно даже не успеет толком поработать.
Так что в принципе право на жизнь имеет. Но вот с вышеуказанными оговорками.
Ну и конечно, тут придётся всегда помнить, что выводя риски и дефектный слой у кромки, от работы такого зерна, у нас будет часто прирастать сведение быстрее, чем нам бы хотелось. Иногда это не столь критично, но часто лучше поработать подольше, но на более щадящем для клинка абразиве при обдирке.
Перетачивал на полный угол 30 градусов Милю из cpm s30v. Переточка выполнялась брусками полтавскими же алмазными на медно-оловянной связке 40/28 и 14/10мкм.
Прежде, чем показать результат эльбора, покажу подготовку клинка перед ним, так как там удалось показать примечательный аспект оптического контроля, демонстрирующий то, о чём я уже не раз писал - об одном из аспектов образования заусенца и "маркер" дефектного слоя на самой кромке. Ну и о "достаточности" или, точнее, недостаточности при оперативном контроле заточки, в некоторых случаях, не то что лупы порядка 10х, но даже и микроскопа типа МПБ-2, к примеру.
Для начала - снимок смартфоном, приложенным к МПБ-2:
Само собой разумеется, что тут видно хуже, чем непосредственно "живьём" в окуляр этого микроскопа, так как окулярная съёмка - в принципе гадость та ещё + смартфон с прорвой мегапикселей, но очень мелких на малюсенькой матрице, съедает всё разрешение оптики, а тут оно и так невысокое.
В результате, мы видим кучу цифрового шума и артефактов, которых нет в реальности, зато то, что есть в реальности - видим плохо. Разумеется, никакого намёка на то, что можно увидеть в более сильную оптику и тем более, при грамотной микрофотосъёмке, мы тут не увидим.
И при визуальных наблюдениях и при таком фото мы не наблюдаем вышеуказанного "маркера" дефектного слоя - уже почти что образовавшегося заусенца - он образуется в основном двумя механизмами - под воздействием пластического оттеснения материала при заточке, и под воздействием сообщения тонкой стали в зоне режущей кромки усталости, от постоянного бокового воздействия зёрен абразива, продавливающих её то в одну, то в другую сторону. Это происходит всегда, когда шероховатость, оставляемая абразивом, определяется цифрами намного превышающими толщину получаемой на нём кромки. На какой дистанции от кромки это так - зависит при прочих равных от угла заточки, ясное дело. Именно поэтому, к абразивам для заточки инструмента с малыми углами, требования обычно куда выше, чем к тем, которыми затачивают на углы большие. Это не единственная причина, но одна из важнейших.
А теперь, покажу, что там происходит на самом деле.
Если поставить свет обычным образом - увидим просто довольно грубую кромку (да, все фото кликабельны). Но если поставить свет определённым образом, то можно заставить давать блик участок у самой кромки, который не отвечает желаемым требованиям к ней. А это одно из наиболее общих определений термина "дефектный слой". Предлагаю для сравнения пару фото - участок на кромке разный, не попал на тот же, но это после одной и той же обработки на полтавском алмазе 14/10мкм.:


При этом, отмечу, что дефектный слой относительно неглубок. На втором снимке его можно определить в глубину, как ~10-12мкм. Однако, если учесть забои и прорезы на кромке на первом снимке, то эту цифру придётся увеличить до 15мкм. При этом - это речь исключительно о глубине его "в клинок от РК". Никто ведь не отменял ещё и образования его на собственно фасках - т.е. если делать своевременные замеры по мере удаления рисок от абразива последующим, меняя их направление для наглядности, то обнаружим, что нам будет мало снять ровно те самые 15мкм. Потому что нужно будет ещё снять полностью и с некоторым запасом, риски от этого абразива, последующим. Т.е. в конечном итоге - снимать тут довольно много. Да, кстати отмечу, что этот начаток заусенки на кромке - позволяет провести тест на строгание волоса.
Подавляющее большинство, увидев то, что показано на самом первом фото в обзоре, через смартфон, и сумев застругать волос, делает вывод о том, что "заточка удалась"))
Затем я перешёл на эльбор 5/3, о котором вообще и планировался обзор - мне хотелось выяснить, на что он способен по этой стали в плане достигаемой остроты и однородности кромки, а также какова его производительность - сможет ли он за разумное время удалить риски от предыдущего абразива.
Да, работа на всех брусках велась с Нортоновским маслом.
Перейдя на 5/3 без изменения угла и сделав предварительно тех. барьер, поработал вдоль кромки, затем сеткой и переменными движениями. Смена наклона рисок позволяла определять снятие рисок от алмаза. Так вот - производительность мне показалась НЕ удовлетворительной. Я потратил уйму времени и честно говоря, пожалел, что не бросил это дело и не взял что-то более быстрое. Но ради обзора продолжил. Под конец работал однонаправленными движениями и сделал выхаживание. Сделал ещё пару микрофотографий, по тому же сценарию - со сменой света:


В целом, ситуация ничего так. Могло быть хуже. Но очень уж медленно, и при этом всё равно есть забои на кромке. Правда, вместе с "жёваной" сталью на кромке, к удалению - всего ~ 10мкм. Много это или мало?
Для оставляемой этим бруском шероховатости - немного. Но учитывая то, сколько времени пришлось им работать - это совсем не тот результат, который меня мог бы порадовать. Всё то же самое я бы сделал раза в три быстрее на, например, Suehiro Rika 5000JIS или раза в два быстрее на какой-нибудь Нанива Чосера 3000JIS (да-да - рика хоть и тоньше и её и этого эльбора, но работает быстрее обоих и существенно, если использовать её, конечно, как стационарный камень и с её собственной суспензией, получая от этого все "плюшки" по скорости). И без необходимости делать потом ещё раз тех. барьер.
А тут мне пришлось снова его сделать и поработать далее. Надо сказать, что я снова расстроился - выйти заново на остроту, не насажав новых выбоин на кромку, оказалось непросто и сразу не вышло. Переработал, хотя постоянно проверял кромку - всё было недостаточно остро, а когда получил остроту, которой хотел добиться - уже на кромке снова были забои. Пришлось сделать тех. барьер ещё раз и снова, ещё аккуратнее заново выходить на остроту, стараясь не переработать, чтобы кромка была и достаточно острой, и обладала желаемой однородностью. Вот теперь получилось - последняя пара фото, по тому же сценарию со светом:


Вообще удручает невысокая производительность и при том грубая для такой зернистости получаемая шероховатость. Достигаемая острота при внимании к однородности кромки - оставляет желать лучшего.
Но это ещё не приговор. Надо поэкспериментировать с поверхностью бруска.
P.S.
В общем, я постарался в этом обзоре показать то, что обещал несколькими постами ранее:
oldTor
.. Я при случае постараюсь поинформативнее снять это именно после алмаза или эльбора. .
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
oldTorЯрослав, а что именно собираешься сделать с поверхностью бруска?
Достигаемая острота при внимании к однородности кромки - оставляет желать лучшего.
Но это ещё не приговор. Надо поэкспериментировать с поверхностью бруска.
Так что буду перепритирать и заодно попробую может быть её слегонца в ХЖ травануть либо может быть в растворе нашатыря. Правда, учитывая лигатуру - не факт, что от этого будет толк по сравнению с обычной медно-оловянной.
На каком зерне притирать - пока не решил.
P.S. Это придётся в любом случае делать, так как результат при обработке - всегда некое "отражение"/"отпечаток" режущего профиля абразива. И чем хуже однородность его, тем хуже и результат.
Т.е. в принципе практически всегда можно сказать, что если брусок/камень выглядит не очень-то органично, неряшливо, то и результат он будет оставлять соответственный.
Ранее я не так тщательно изучил её. В общем рельеф достаточно выраженный. Однородность его оставляет желать лучшего.
Но самое потрясающее открытие в другом.
Это не брусок 5/3мкм., по крайней мере он не отвечает никаким стандартам для подобной зернистости. При такой шероховатости трудно выявить зёрна основной фракции, зато в немалом количестве присутствуют зёрна с линейным размером в районе 10мкм., при том что в бруске также наличествуют в немалом количестве зёрна с размерами в диапазоне от 20 до 200мкм. Не составило труда локализовать и сфотографировать участок, где представлены все вышеуказанные размеры и внутри указанного разброса. Да, зерно также вырывается из связки, несмотря на подвыглаженность её "по верхам" - на этом же снимке виден след - канавка, от такого зёрнышка. Стэкинг и два кропа, фото кликабельны:


В общем это epic fail. Неудивительно, что мне пришлось потратить столько времени вчера на получение приемлемого результата по s30v. Теперь буду думать, что делать. В очередной раз "тонкие" бруски с суперабразивами продемонстрировали свою несостоятельность - несоответствие стандартам и заявленным характеристикам, и, как следствие - рекомендовать для хотя бы более-менее ответственных работ такие абразивы я не могу.
То, что результат у меня вышел в конце-концов вчера приемлемым, произошло, видимо, в силу достаточно твёрдой связки и тому, что не все подобные зёрна сильно обнажены. Т.е. далее можно пойти двумя путями:
1. Притереть достаточно тонко и "сшибить" или выковырять (или частично и то и другое) наиболее крупные зёрна. Брусок станет ещё медленнее, но однородности обработки может прирасти
2. притереть очень грубо - крупные "островки рельефа" с группами зёрен на каждом, в целом немного "выровняют" работу бруска и сделают её более производительной.
Второй вариант мне кажется более рентабельным. В результате, правда, я получу нечто сопоставимое или грубее, полтавского же алмаза 14/10, который у меня уже есть. Только вот работать этот эльбор будет скорее всего всё равно медленнее него.
Да. Пока что моя практика снова подтверждается - мельче брусков в районе 10мкм., суперабразивы, произведённые в странах бывшего союза, к профессиональной работе непригодны. Даже если при первичном осмотре и первых приработках всё вроде благополучно, это не гарантирует от того, что проблемы вылезут позднее.
В общем, повторюсь - либо надо брать что-то типа коламбии или нанива даймонд, что очень дорого, либо использовать на порядки более дешёвый, но зарекомендовавший себя отлично вариант - притиры из чугуна или стекла, в зависимости от задачи. Пасты или порошки, более-менее чистые, для притиров найти всё-таки можно.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
oldTor
...
Но это ещё не приговор. Надо поэкспериментировать с поверхностью бруска.
...
Ярослав, позволь напомню.
forummessage/224/20
Пост 2518

oldTorЯрослав, у меня есть полтавские эльборовые бруски на м/о связке, зернистостью 5/3 и 2/1, куплены были в 2017 году, работают по мне так достаточно хорошо, если есть желание попробовать их в работе и сравнить с новыми, могу на время выслать.
Пока что моя практика снова подтверждается - мельче брусков в районе 10мкм., суперабразивы, произведённые в странах бывшего союза, к профессиональной работе непригодны.
Бруски в апексном формате.
Я отдаю себе отчёт в том, что какой-то процент может быть на уровне, учитывая то, что мы не знаем, как часто обновляют расходники на производстве, в т.ч. используемые для разделения фракций, и т.д.
Но это не меняет того, что даже если у кого и есть удачные, то покупка новых - это "кот в мешке".
Ещё раз спасибо за предложение и доверие!
С уважением, Ярослав
Мне эльборовыми брусками на м/о связке нравится финишировать, если заморачиваться с притирами не хочется. Результат по мне так ощутимо лучше чем с аналогичными алмазными брусками на м/о и намного лучше чем веневскими алмазными на органической связке, включая ОСБ. Для знакомых охотников финиширую купленным вместе с этими же брусками (из той же партии) эльборовым 14/10. Затачиваю до заусенца, потом максимально убираю заусенец чередуя стороны, потом легкий ТБ наждачной бумагой 2500 и затем этим же 14/10 буквально несколько проходов до возобновления остроты (главное не переработать). Получается очень остро, агрессивно и стойко, по мясу и пленкам идеально.
Возможно мне просто повезло с этими эльборовыми брусками)
Но вот на чугунном притире мне больше нравится как работает алмазное зерно.
Мне повезло в целом с алмазами на медно-оловянной - 14/10 вполне симпатичный. Я бы сказал, что лучше ранее опробованного 7/5 такого же, только бОльшей площади, по соотношению "скорость/грубость/однородность". Но вот хотелось что-то чутка потоньше, когда не до притира - например, взять с собой в поездку)
Пока не сложилось..
Пока что взялся за этот эльбор - "спилил" слой с крупным зерном на сильно севшей приработанной старой гальванической пластине и потом удалил следы её деятельности на гранитном притире с суспензией зелёного карбида кремния F100 и потом F220. Это довольно быстро получилось. Даже не ожидал.
Уже получилась шероховатость выше классом, чем была "из коробки" если брать в расчёт глубину каверн. Конечно, такой сглаженности по вершине рельефа нет пока что.
Анализ по фото при этом затруднён из-за специфики - грубой матированности поверхности. Свет не получается поставить информативно - рассеивание избыточно, либо блики достают (хуже всего то, что при сшивке стэка в пирамидальном алгоритме блики как бы "плюсуются", и засвечиваются, а по алгоритму карта глубин - программа косячит с сшивкой такого характера объекта).
Но пока вышло, что в целом удалось решить вроде бы проблему с особо крупным зерном.
Но ожидаемо результат пока плох из-за того, что в такую связку легко шаржируется свободное зерно с притира. Не целенькое, конечно, в основном мельче, но от того не легче. При постепенном уменьшении зернистости номеров суспензии до фракции, совпадающей с заявленной фракцией бруска, эта проблема бы исчезла. Даже если бы там что-то и застряло - оно было бы равно или мельче фракции бруска.
Но мне хочется при том получить всё-таки не настолько тонкую притирку, учитывая, что и сейчас там и эльборовое зерно присутствует крупнее заявленной фракции.
И теперь предстоит экспериментально выяснить два момента:
1. получится ли удалить шаржировавшееся из суспензии зерно без последовательного уменьшения фракции, путём использования на притире полимерной плёнки - по идее (и с алмазными брусками на медно-оловянной связке я это уже успешно пробовал) - при её наличии это разрулится. Но тут связка чутка другая. Надо проверять.
2. Если не выгорит первый вариант, хочу попробовать последовательно притереть вплоть до фракции равной заявленной, а потом чутка загрубить рельеф травлением.
Жаль, что пробы, скорее всего придётся отложить до следующих выходных, но может понемногу что-то и в будние успею.
По результатам отпишусь.
oldTorПропустил этот пост.
Да, про "черепашек" помню! Если не получится ничего сделать относительно оперативно имеющимися средствами - прикуплю..
Я пробовал "черепашки" в свое время, другим не советую. Так как в составе "черепашек" алмазное зерно, оно видимо тупит абразивные зерна самого бруска. Да, он становится глаже и ровнее, но производительность работы бруска после "черепашки" катастрофически падает. Меня такой результат совсем не устроил.
oldTorСталкивался с таким, когда пытался ускорить процесс выравнивания, придавив посильнее при притирке на крупном зерне. Если же работать с небольшим усилием, то вероятность шаржирования небольшая.
Но ожидаемо результат пока плох из-за того, что в такую связку легко шаржируется свободное зерно с притира. Не целенькое, конечно, в основном мельче, но от того не легче.
Более того, перед новой порцией смазывал его мылом (можно было и маслом - в принципе хватает "плёнки" до тех пор, пока свежее зерно в суспензии не поддробится чуть, это иногда срабатывает даже при притирке чугуна.
Но там ещё графит немного способствует - особенно когда зерно притирки помельче: смазка самого чугуна за счёт его графита + масляная плёнка помогают ему не шаржироваться пока зерно свежее, а потом ему это уже сделать становится сложнее и при "стёршейся" смазке) - но тут я всё равно немного "нахватал" в брусок.
Всё-таки крупноватое ещё зерно было, чтобы смазывание бруска препятствовало этому в достаточной мере.
На полимерной плёнке на притире, думаю, должно получиться этого избежать, особенно если возьму притир посильнее матированный или плёнку потолще. Но полной уверенности нет - надо проверить. Думаю, должно получиться..
P.S. Ещё тогда уж сразу добавлю, что и суспензию при притирке что чугуна, что брусков на медно-оловянной связке мне нравится делать несколько более насыщенной, чем при притирке обычных брусков - в принципе это как раз и показал уважаемый Андрей Соколов в теме о полтавских алмазах под маркой Петроградъ (пост 66 по ссылке: forummessage/224/26 - вон сколько там зерна берётся) - условного "слоя в одну толщину зерна" - в такой ситуации мало, лучше побольше.
Как раз, чтобы несколько снизить "жёсткость" воздействия притир/зерно/брусок: при зерне в суспензии "примерно в один слой" - слишком жёстко, а когда погуще - то несколько смягчается - нагрузка "размазывается" как бы, т.е. в такой ситуации оправдано.
При притирке обычных абразивов и многих природников, чаще лучше наоборот, делать "в условный один слой зерна", особенно на этапах тонкой притирки, а вот тут лучше так.
Как и планировал, сначала перепритёр ещё на суспензии КЗ F220 на плёнке, положенной на притир. Затем под микроскоп. Результат ожидаемый - мне удалось избавиться от того зерна, которое нахватал брусок ранее при притирке непосредственно на притире. Но радоваться было рано - я обнаружил, что удалил не всё крупное зерно из поверхности бруска, которое присутствовало до того "из коробки". Т.е. некоторые особо крупные зёрна засели очень глубоко и я за всё это время не убрал их, а поскольку связка достаточно вязкая, чтобы "плыть" и наволакиваться - это ранее не было заметно, да и не так легко всю рабочую поверхность одинаково тщательно отсмотреть под микроскопом в должном увеличении.
Так что пришлось всю процедуру повторить, правда гальванику я уже не брал - не хотелось испортить плоскость бруска, так что работал на суспензии КЗ с F100. Снова дошёл до притирки на плёнке на F220, снова под микроскоп - вроде теперь порядок. Попробовал в работе - да, паразитки вроде бы не больше и она сама не масштабнее, чем можно ожидать от собственно бруска. Но выяснилось, что притирка дала слишком гладкую поверхность - брусок жутко медленный. Он и так не был быстрым, но теперь иначе как "высокогритная гладилка" его не назвать.
Как же он меня утомил! В результате я снова притёр его на суспензии КЗ F100, и уже без плёнки. На двух порциях - первую отработал до существенной деградации зерна в суспензии и вторую - не доходя до этого момента. Обе порции строго под весом самого бруска и предварительно смазав его мылом - чтобы снизить вероятность застревания в нём зерна КЗ при первых движениях, когда зерно карбида кремния брусок распределяет по притиру.
Начал снова пробовать и взял для этого сталь, заведомо проблемную в плане обработки на суперабразивах. В данном случае - D2 от фирмы Южный крест. Она отличается нормальной вязкостью и конским размером карбидов - я ранее уже показывал, повторюсь (полностью обзор в посте 116 в теме о притирах: https://www.myabrasive.ru/foru...t=356&start=100 ):
Клинок от фирмы "Южный крест". Структура очень крупная, причём легко проявляется - поверх фабричной, весьма грубой шлифовки клинка травление в слабеньком растворе хлорного железа - микрометрическая шкала на снимке есть, размер карбидов легко прикинуть: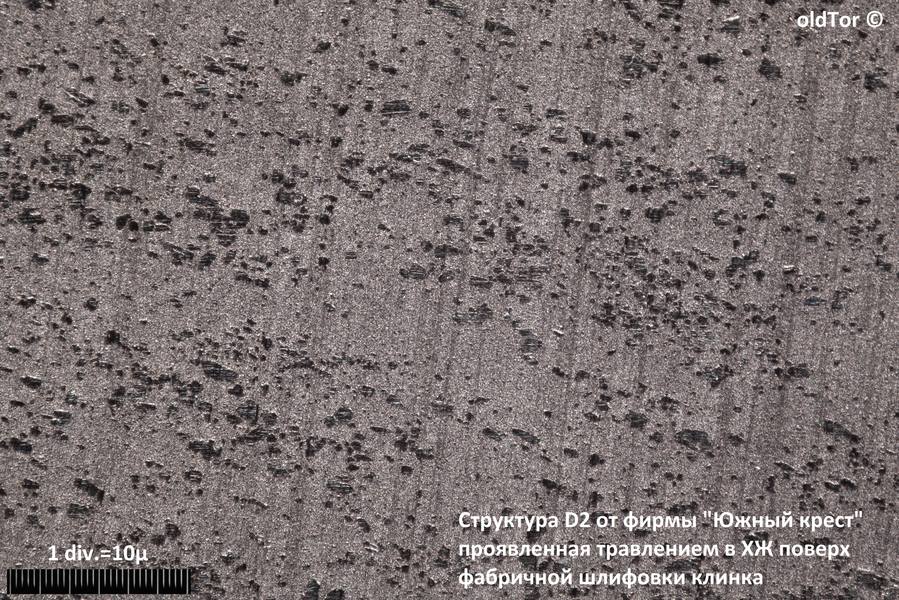
На алмазах даже на чугунном притире с зерном 3/2 не удалось тогда избежать крупных косяков на РК:
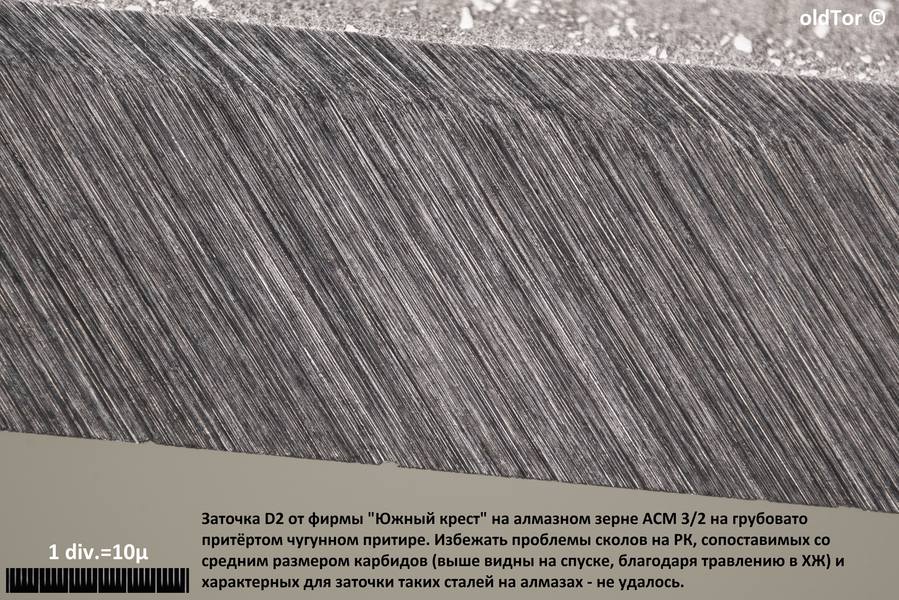
Было мне интересно, что будет на эльборовом бруске 5/3.
Да, последний раз клинок был заточен на бруске на основе карбида кремния ИСМ м10, и весьма чистенько.
Работал на эльборе я с нортоновским минеральным маслом, производительность не особо, но я её оцениваю, как нормальную. Получил вот такой результат:

Да, получше чем на алмазе меньшей фракции. Но - зато есть своя ложка дёгтя - если изменить направление света и приблизить - обнаружим.... что клинок нахватал кучу эльборовых зёрен с поверхности бруска - вот тут они хорошо светятся - поймал блики от них:

Вообще, я предполагал, что такое будет, так как это не редкость при обработке достаточно вязких сталей даже довольно твёрдых, на суперабразивах, но думал, что будет меньше..
Это точно не что-то другое - размер вкраплений соответствует фракции бруска, клинок после заточки был тщательно очищен.
Впрочем, если приблизить в первоначальном освещении - тоже заметно, хотя бликов уже практически нет:
Плоскость фаски тут отклонена от плоскости кадра слегка, чтобы лучше оценить собственно кромку - я оцениваю её толщину +- в 3-4мкм. Этого достаточно, чтобы брить предплечье и неплохо резать, но волос застругивается с трудом и не везде - для этого кромка недостаточно тонкая. Однородность её в целом и полученную остроту я оцениваю как _приемлемые_, учитывая структуру и поведение подобной стали на суперабразивах, которые для неё в принципе плохо подходят. С точки зрения профессиональной заточки - конечно, подобный финиш неприемлем. Но для проб сгодится. Зато можно оценить в сравнении с обработкой алмазным зерном близкой фракции наглядно. Для работы клинка я естественно сделаю тех.барьер и нормальный финиш.
Шаржирование клинка эльбором - плохо, но полагаю, что по мере приработки бруска этого будет меньше, а на более подходящих для обработки таким бруском сталях это практически сойдёт на нет.
Главное, что удалось наконец победить глубокое засорение бруска "из коробки" крупными множественными абразивными зёрнами.
Это обошлось мне в кучу потраченного времени и сил, как на собственно обработку бруска, так и на контроль промежуточных результатов под микроскопом.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
От детектива тут: завязка, интрига, проведение следствия и даже экспертизы, ложный след, развязка и триумфальное завершение.
Очень хорошо получилось!
Еще больше захотелось заиметь нормальные чугунные притиры. Мне даже имеющиеся из дверцы от печки нравятся, но хочется уже заиметь правильные.
Кстати, для себя выяснил, что притиры (стальные, чугунные, дерево) даже с грубыми пастами (60 мк) работают лучше соотносимого размера алмазов на МО связке. Стеклянные хуже -- начинает деградировать само стекло.
Благодаря таким отзывам появляется желание ещё что-то публиковать!
Да, притиры найти непросто оказалось - либо огромные, либо мелкие. А в удобном типоразмере для работы на них, как на брусках и камнях - в основном в качестве доноров выступают площадки для гриндеров, но и их, чугунных, последнее время исчезающе мало(
Вот читал уже не раз, что вязкие (ну типо той же Д2) стали точат твёрдым, а так скажем хрупкие (типо с90в) точат мягким. Если это так, выходит монстров порошковые стали нужно точить Эльблром на ФФ связке, а простенький стали на М связке, или это заблуждение?
Я сейчас не говорю о скорости износа бруска, ясно, что ФФ связка быстрее изнашивается, но она должна не так пагубно на РК влиять?
В какой-то момент я решил постепенно собрать некоторые цитаты из спец. литературы на этот счёт:
Часто задаётся вопрос о том, откуда "растут рога" у тезиса: "Мягкое затачивается на твёрдом, а твёрдое на мягком", и часто присутствует непонимание того, что считать твёрдостью абразивного инструмента - некоторые демонстрируют непонимание того, что речь идёт о связке в первую очередь, а не о собственно типе абразива. "Особо одарённые" вообще высказывают мнение, что этот тезис - выдумка. В очередной раз мне попалось по этому поводу в спец. литературе, решил процитировать:
Также по этому поводу можно почитать вот тут, на стр. 130-131, 207:
Мовчин В.Н. Технология производства измерительных инструментов и приборов
https://www.chipmaker.ru/files/file/5683
Также, цитата из книги Наерман М.С. 1971 Прецизионная обработка деталей алмазными и абразивными брусками (стр. 25)
"При суперфинишировании также стоит исходить из того, что с повышением твёрдости обрабатываемой детали твёрдость абразивного бруска должна выбираться меньшей"
https://lib-bkm.ru/13456
Ещё одна цитата из книги Чистосердов П.С. (1983) Отделочно-абразивные методы обработки: Справочное пособие.

Простенькие стали вообще так себе обрабатываются суперабразивами в плане соотношения производительности / качества обработки / ресурса абразива.
Есть исключения, но уже не в плане брусков - это уже скорее к притирам.
Сталь D2 и похожие, в принципе к "простеньким" не особо относится, но вообще стоит особняком из-за часто таксебешной термообработки, при которой есть избыточная вязкость, а размер карбидов очень велик.
В целом же, с суперабразивами и их связками получается та закономерность, что для производительности на ранних и средних этапах стоит брать гальванику или, лучше медно-оловянные связки, а для тонких этапов - полимерные связки.
Так как можно смириться иногда с некоторыми сколами и прочей дрянью на ранних этапах, если потом сделать тех.барьер и всё вычистить. А хорошие бруски на органической/полимерной связке, типа нанива даймонд или коламбия - уже работают много однороднее и нежнее брусков на медно-оловянной связке, да и значительно тоньше, как правило, при одном и том же размере зерна.
Проблемные стали из-за размера карбидов и при том недостаточно равномерного их распределения в матрице, особенно при избытке вязкости, типа той же D2 - в принципе лучше обрабатываются на любых этапах брусками на основе карбида кремния - так как хрупкость последнего выше, чем хрупкость алмазов и эльбора, и при встрече карбидом в кромке или рядом, особо крупного или выпирающего зерна в бруске, чаще будет крошиться зерно бруска.
При этом многие наверное видели иллюстрации того, как крошатся карбиды от электрокорундового зерна, да и карбид-кермниевого - разумеется, это всё равно происходит. Но меньше.
Как правило вообще присутствует сразу много процессов - какие-то карбиды обтачиваются, какие-то вываливаются, какие-то крошатся, какие-то вырезаются зерном абразива из матрицы (по крайней мере, пока средний размер рисок крупнее среднего размера карбидов - например, именно это позволяет легко затачивать обычными абразивами даже высокованадиевые стали, у которых карбиды мелкие - порядка 2-3 мкм. или ненамного больше).
В некоторых случаях бывает так, что что-то одно начинает сильно превалировать. Например, даже при работе на алмазном зерне бывает такое, что обтачивания карбидов не происходит практически совсем, либо оно ничтожно, а вот обнажение их, крошение их и выламывание - очень заметны. В другой ситуации может быть прямо противоположное.
Слишком много переменных в каждом конкретном случае.
Но в целом, если обрабатывать на суперабразивах во-первых стали (и прочите материалы), для которых они действительно подходят, и если преимущественно брать связки медно-оловянные для ранних и органические для поздних этапов - всё будет нормально в большинстве случаев.
К клинкам же, которые по разным причинам ведут себя "не очень" - либо в силу термички, либо в силу иных причин, коих немало может быть - в любом случае обобщения не очень подходят и приходится искать какой-то выход, подбирать обработку персонально.
Собственно, это не новость - лет 10-12 назад, люди, уже давно не пишущие на этом форуме порекомендовали, так что "ветеранам" это знакомо.
Как известно, медно-оловянная связка, особенно "обычная" типа М2-01 и близкие, склонна легко сглаживаться во время работы.
Имеет место наволакивание меди на зёрна абразива, что снижает производительность бруска. В связках новых, типа М1001, как у брусках в этой теме, эффект выражен слабее, но тоже присутствует.
В качестве средства для "взбадривания" обычно вполне подходят многие бруски и фрагменты брусков на основе карбида кремния, и им даже не мешает использование вышеуказанных брусков с маслом, олеинкой, уайт-спиритом, бензином и смесями этих субстанций. Достаточно как следуте помыть в тёплой воде с мылом алмазный или эльборовый брусок на МО связке и можно взбадривать кусочками водников.
В плане "взбадривания" в данном случае я имею в виду весьм адоизрованное - именно удаление сглаженного верхнего слоя, где происходит наволакивание медяшки на зёрна. Для более серьёзного взбадривания, когда брусок утерял выраженную рельефность, уже нужна нормальная притирка, а иногда и травление в растворе ХЖ или сочетание этих двух моментов.
Но для лёгенького взбадривания, часто вместо брусочков-водников, выступающих в роли дрессинг-стоунов, хорошо подходит такой материал, как натуральная пемза.
Несмотря на засилье пемзы искусственной (для косметических целей), которая ничего толком поделать тут не может, натуральная, особенно сильно пористая, прекрасно работает - представляя собой разновидность вулканического стекла, способная легко истираться и дробиться на мелкие острые частицы, она прекрасно "соскабливает" "размазанную" по зёрнам бруска связку, при том не затупляет их так, как это способны сделать дрессинг-стоуны на основе ОА или КК.
Купить её до сих пор несложно, часто в хозмагах и на рынках попадается, стоит дёшево, часто дешевле искусственной (косметической) и раз посмотрев на неё в лупу или в слабый микроскоп (лупы 7х маловато, а вот 10х или, тем более микроскопа типа того же МПБ-2 с его 24х - уже всё нормально видно, характерное), уже с искусственной не спутать:
Пемза натуральная. Макро с объективом Lomo Корректор (Корректар) 150mm f/6.3. Объектив применён в прямом положении с телевиком Olympus OM-System E.Zuiko Auto-T 200mm f/4. Стэкинг. Монохром. Масштаб съёмки 1,46:1

У искусственной (она часто вообще белого цвета) никогда не будет таких тонких стенок между ячейками и будет полно вкраплений.
Очень эффективная и при том дешёвая штука.
На алмазных брусках истирается, правда, довольно заметно, но всё равно хватает надолго.
И кстати - она же может являться донором абразивного порошка для притирки обычных абразивов. Для этого, достаточно пемзу пористую намочить как следует, а потом поднести к огню - температуры её плавления мы никогда так не достигнем, но многие её экземпляры при таком нагреве "на мокрую", начинают крошиться - с нагреваемого края отскакивают довольно крупные частицы. Они слишком крупны, чтобы создать взвесь в воздухе, опасную для дыхания, и потом их можно собрать - вот из такой, как на фото, получается порошок из слабо связанных между собой фрагментов довольно крупного размера, но мельче песка. Учитывая скорость и лёгкость дробления, и сохранение частицами способности царапать, раздробившись до очень маленького размера, такой порошок может хорошо пригодиться для притирки камней, которые не хочется притирать на КК или тем более ОА - особенно это касается некоторых природных сланцев, довольно-таки мягких (типа того же BBW).
В общем - полезная штука и позволяет разные применения.
Неудивительно, что она так хорошо работает с взбадриванием брусков на медно-оловянных связках - как известно из специальной литературы, пемзу часто применяли в промышленности (а может и сейчас применяют, не знаю) для притирки изделий из цветных металлов.
Кстати, Ярослав, а насколько вообще оправдано применение в ручной заточке эльбора-CBN? По идее, преимущество этого материала перед алмазом только в бОльшей термостойкости, особенно в присутствии железа - алмаз интенсивно сгорает уже при 1000 градусов и растворяется в железе при 500. Так какой вообще смысл в эльборе при работе руками? Понятно, что форма кристаллов иная, но тем не менее - эльбор просто дороже, при этом мягче алмаза. Стоит ли овчинка выделки?
По поводу эльбора - неоднозначно, если говорить в целом.
Т.е. придётся залезть в частности.
Он интересен тем, что с его помощью можно получить иной характер шероховатости фасок и РК, заметно более широкую, но менее глубокую риску. Однако, в основном это заметно при применении эльборового зерна на притирах, в виде шаржированного или полусвязанного зерна и при применении фракций от 10/7 и тоньше.
Также при подобном его использовании, можно отметить, что шероховатость он оставляет при этом грубее той же фракции алмаза и более того - зерно эльбора 2/1мкм. на стеклянном, например, притире, оставляет шероховатость при прочих равных, грубее, чем алмазное фракции 3/2мкм. На чугуне +- та же картина в основном.
Если всем этим осознанно пользоваться, когда надо за минимум операций/смен абразива "добраться из пункта А в пункт Б" при обработке конкретного инструмента и получить именно то, что планировал, смысл есть. Особенно это касается достаточно твёрдых и недостаточно вязких сталей, по которым алмаз больше склонен давать микросколы.
Но при применении брусков с эльборовым зерном на медно-оловянных связках, я не нашёл вышеуказанные эффекты достаточно заметными, по сравнению с притирами. Т.е. бруски на медно-оловянной связке, с эльборовым зерном, мне не кажутся чем-то лучше алмазных с зерном сортов АСМ и АСН, скорее наоборот - и по ресурсу и по прочим параметрам.
Единственно, я бы отметил некоторый выигрыш грубого эльборового зерна на медно-оловянной связке у алмазного, на таких фракциях, на каких алмазное в основном применяется таких сортов, которые имеют повышенную хрупкость, типа АС4, АС6. Выигрыш заметил в том, что эльборовый брусок, вот типа как показанный в этой теме - 160/125мкм., по сравнению с алмазными с такой же зернистостью и близкой, оказался более производительным по сталям "попроще" и средней твёрдости, видимо, как раз засчёт формы зерна и прочих его характеристик: его зерно в отличие от алмазного, сорта, например, АС6, не склонно раскалываться в процессе работы и шаржироваться даже в стали типа сандвика.
Т.е. ограничения, которые существуют на обработку алмазными брусками мягких и средних сталей довольно вязких, для грубых эльборовых брусков - "мягче". Остаётся проблема того, что мягкие вязкие стали легко выдирают из связки бруска зёрна, но вот проблемы крошения зерна я не заметил. Т.е. с грубым эльбором можно себе позволить обрабатывать стали более мягкие и вязкие, чем алмазом дешёвых сортов во многих случаях.
Ну а если говорить про фракции примерно 40/28мкм. и тоньше, то, по-моему, алмазы АСМ и тем более АСН, на медно-оловянных связках не имеет особого смысла заменять эльбором на таких же связках.
Ну а особо тонкие тоже не имеют смысла лично для меня, так как примерно с фракции 3/2 а то и с 5/3, притиры по всем фронтам выигрывают у брусков с суперабразивами на медно-оловянных связках и фенолформальдегидных. Исключение, разве что высококачественные нанива даймонд и коламбия на полимерной связке - они работают в тех зернистостях тонких, что я пробовал, сопоставимо по качеству с притирами. Но и те и другие бруски редки и дороги, куда дешевле и проще пользоваться притирами, даже если приобретать под них зерно высококачественное недешёвое зарубежного производства, не имеющее проблем с агломерацией и абразивной гигиеной, в отличие от производящегося на просторах бывшего СССР.
Даже существенная разность в цене (гальваника дешевле и существенно), как по мне, не уравнивает шансы. Кроме того, на МО связках удобно и правильно работать с маслАми, олеинкой и тому подобным, а гальваника наилучший результат показывает с водой (это не новость - в частности, отечественные производители гальваники рекомендуют водную СОЖ), а с маслом работает уныловато. Но с водой у многих гальваник при том наблюдается проблема - корродирование уже снятых частиц стали, которые забились в поверхность очень плотно. А у особо неудачных - бывает в лунках от зёрен слетает осаждённый слой и там развивается питтинговая коррозия. В общем - неприятно.
Но это если говорить о заточке. Если говорить о слесарке ножей и прочего инструмента, то я нашёл для себя дополнительные преимущества в применении эльборовых брусков полтавского завода.
Ранее, в т.ч. в темах об унылости работы особо крупнозернистых абразивов, в частности упоминал, что считаю неким "переломным моментом" фракцию 160/125 мкм., которая, на мой взгляд, является наиболее крупной, которая ведёт себя сходно с ручными абразивами более мелких фракций. В случае эльбора на медно-оловянной связке, я готов немного расширить это мнение до эльборов, фракции 200/160мкм., но не для алмазов. И в этом я в частности нашёл преимущество эльборов особо грубых над алмазами в ракурсе слесарных задач. Кроме того, преимуществом эльборов на МО связке для слесарных работ, однозначно считаю более однородную и аккуратную поверхность, получаемую при обработке и несколько более высокую производительность, по сравнению с алмазами что на МО связке, что, тем более, гальванически закреплёнными.
Кроме того, использование МО связки часто удобнее, нежели гальванической, так как бруски на МО связке не магнитятся, в связи с чем на них намного удобнее работать с использованием приспособ с фиксацией клинка магнитом. С гальваникой часто это мешает и довольно сильно: например, когда выставляешь малый угол спуска для переслесарки, и приспособа нужна в начале работы для коррекции кривизны заводской слесарки - т.е. прежде чем перейти на полностью ручную работу, необходимо задать хотя бы по нескольким точкам на клинке "поверхность базирования" с точным углом, от которого уже можно плясать далее при съёме большого припуска. При магнитном креплении клинка в приспособе, при работе на гальванике на стальной основе, это варьирует от "слегка неудобного" до "невозможно нормально работать".
Теперь к практике) С 2008, кажется, года, у меня живёт и работает хороший клинок из 440с. Но последние года три я его почти не использовал, разве что по древесине, так как сведение за столько лет приросло довольно сильно и стало около 0,5 мм. За столько лет это конечно небольшой прирост, так как и фабричное сведение не было особо тонким, и вышло так за счёт того, что я не перетачивал его слишком грубыми абразивами и вообще перетачивал крайне редко - обычно ограничивался "углублённой правкой" на какой-нибудь паре камушков - например, вашита и арканзас, может быть водник порядка 1000JIS и потом какой-нибудь чарнли форест из не самых тонких, в общем - поскольку необходимости не было, грубыми абразивами клинок не драл. Конечно, фабричная слесарка, только на первый взгляд выглядела хорошо, в реальности же, как всегда почти бывает, геометрия спусков немного гуляла. В конечном итоге, перед переслесаркой, клинок выглядел так:

Спуски от обуха "призванные быть почти плоскими", но с выпуклостями в разных частях спуска в разной степени и в зоне клейма - как бы и "лужа" лёгкой вогнутости. В общем - обычное следствие слесарки и финиша на ленте в фабричных условиях. Сведение замерять я предпочитаю "по оттиску" - старый способ, который и прост и удобен и достаточно точен - клинок аккуратно вдавливается в какую-нибудь мягкую поверхность, удерживающую форму - например, в пластилин. Погружаем в него клинок до границы спуск/фаска и потом обычным измерительным микроскопом, простеньким и недорогим, в моём случае МПБ-2, замеряем ширину вдавленности на поверхности пластилина - след выглядит так, потому что поверхность пластилина имеет выпуклость в виде сегмента цилиндра - можно и плоский использовать, можно вот такой - это не принципиально. При более толстых клинках, по-моему, такой даже удобнее - область погружения меньше, клинок меньше залипает в пластилине:

Несколько лет назад я даже снимал видео о таком способе измерения сведения:
https://www.youtube.com/watch?v=FEHzKRa-xG0
Учитывая кривизну слесарки, первые движения я делаю с "костыльком", выверяя будущие плоскости (даже если клинку и не планируется делать прецизионно плоские спуски, всё равно - начальный этап выравнивания заключает в себе формирования хотя бы небольших "пятачков" плоской поверхности, по которой осуществляется дальнейшее базирование при слесарке, даже и в том случае, если потом предполагается делать контролируемую выпуклость спусков). Сразу заметно стало, что в зоне клейма, как я писал выше - ещё и вогнутости присутствуют небольшие:

Работал, разумеется, с маслом на полтавском эльборе 160/125. Нортоновское хонинговальное масло я пожалел для слесарки, взял обычное вазелиновое. Но ему недостаёт текучести, поэтому добавлял к маслу олеиновой кислоты. К слову, как раз при слесарке по более-менее большому пятну контакта, становится заметен прирост производительности от добавления олеиновой кислоты. Если при заточке он обычно неочевиден на ранних её стадиях, то при слесарке - уже заметен. Я специально сравнивал на разных спусках варианты с олеинкой и без неё, и для конкретного случая, выявился прирост производительности съёма в районе 20%.
Да, ещё добавлю, как я уже писал ранее в другом месте, относительно того, что вообще-то для меня в слесарных операциях приоритет имеют водники на основе КК, но с эльбором всё-таки картина стала меняться, но далеко не всегда:
"очень много зависит от стали. Помаленьку пересвожу один свой старый нож из очень хорошей 440с, собственно почти закончил уже, но на рабочей неделе нет времени этим заниматься.
Так вот по нему эльбор на МО связке 160/125 сумел-таки обогнать водник на основе зелёного КК 150 грит.
При этом, гальванические алмазы - опять "просели" и по сравнению с КК и по сравнению с вышеупомянутым эльбором.
Так что как ни крути, а нет универсальных абразивов для всех случаев и сталей.
Потом буду делать обзор наверное в теме о полтавских эльборах, но пока скажу, что за последнее время успел как следует посравнивать гальванику 120, 200, 240 с эльбором 200/160 и 160/125 на МО связках именно в слесарных операциях.
По большей части, эльбор выиграл в производительности и шероховатости оставляемой поверхности. И если я не особо его оценил именно для заточки, но вот для слесарных операций по высоколегированным сталям средней и высокой твёрдости, он в моём личном рейтинге стал вырываться вперёд, деля первое место с зелёным КК на керам. связке.
Разумеется, это всё не касается "кастрюльной нержи" и всяких мягких кухонных нержавеек с довольно низким углеродом. Для них суперабразивы подходят плохо."
Да, как я писал ранее, слесарка на эльборе мне ещё нравится более аккуратной, нежели после алмазов, поверхностью. По данной 440с вообще мне очень понравилось - вот тут клинок ещё не закончен, осталось немного ещё доработать - вон лыска у обушка ближе к носику, ещё кое-какие мелкие недочёты, у пяты немного больше нужно снять, но уже близко к завершению - можно оценить внешний вид основной площади спуска - всё довольно хорошо выглядит (живьём ещё лучше и не так грубо):

Поверхность не сильно отличается от сатина на гарде, потому ещё чуть поработав на эльборе, я потом может быть сразу даже пройдусь абразивным скотчбрайтом, ну или может предварительно ещё не особо грубой шкурочкой на основе карбида кремния с каплей олеиновой кислоты, но серьёзных проблем с приведением поверхности в окончательный желаемый вариант не наблюдаю, тогда как после гальваники, к примеру, это обычно нужно как отдельная полноценная и немаленькая такая операция.
Сведение клинка на фото выше уже стало вполне нормальным для него - фаски тут намечены начерно, но клинок притуплен (из соображений техники безопасности я не слесарю клинок не притупив его). Угол заточки полный 34 градуса и при нём сведение на момент фото - около 0,2мм. - немного смял пластилин слева, когда вынимал клинок - он немного "залип", потому что притуплен, но границы всё равно видно нормально:

Ещё немного подровняю в целом, немного уменьшится, но заметно тоньше делать не собираюсь - нож не кухонный и должен нормально выдерживать боковые нагрузки. Угол заточки планируется 34 градуса. При выполненной заточке сведение я хотел получить как раз около 0,2мм. Пока всё по плану, результат вчерне получен, осталась небольшая окончательная доработка и немного чистовой отделки. Ну и после уже можно будет спокойно переходить к операции заточки.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
...прежде чем перейти на полностью ручную работу, необходимо задать хотя бы по нескольким точкам на клинке "поверхность базирования" с точным углом, от которого уже можно плясать далее...Плюс очень много!!!
Ярослав, отдельное спасибо за формулировку!
Закончил работу над клинком. Но обо всём по порядку.
Немного ещё доработал на полтавском эльборе на МО связке 160/125мкм.:

Спуски практически плоские - допуск по плоскостности примерно равен значению шероховатости, оставляемой вышеупомянутым бруском - если провести любым участком клинка по бруску - равномерная риска тянется сразу от края до края. Поскольку цели в виде прецизионной плоскостности не ставилось, считаю это более чем достаточным. Далее, для некоторого "причёсывания" результата и сглажения что границы спусков с обушками (которые при фабричной слесарке были не самыми ровными), что границы спусков с фасками для т.н. "убирания плечиков", облегчающего внедрение клинка в разрезаемый материал, немного поработал на шкурке - удалять риску от эльбора целью не ставилось, благо сталька достаточно коррозионно стойкая, так что только слегка, задействуя один небольшой кусочек шкурки немного поработал. Шкурка SIA швейцарская, влагостойкая, на основе электрокорунда, зернистость P320. Использовал, разумеется, с толикой олеиновой кислоты. Причём, в данном случае, наносил олеинку не на шкурку, а на клинок, так как достаточно было лишь лёгкое её присутствие, обеспечивающее необходимый минимум смазывания зёрен шкурки и предупреждения налипания на них стали. После шкурки, чтобы сделать менее заметным переход от фабричного сатина на гарде к пятке клинка и собственно клинку, слегка ещё прошёлся абразивным скотчбрайтом 3М. Поскольку его вовсе не стоит поливать маслом или олеинкой - это неоправданный их расход, опять-таки, олеинку наносил на клинок:


Были мысли сделать сатинчик, но я решил, что мне это сейчас не нужно - мне в целом нравится полученная поверхность, а для нормального сатина более-менее тонкого, надо было бы удалить риски от эльбора хотя бы "почти начисто". Мне это делать уже было лень, так что решил обойтись вышеупомянутой лёгенькой шлифовкой "по верхам".
Ну вот - со слесаркой закончено, теперь можно и к заточке приступить.
Затачивал, как и планировал, на полный угол 34 градуса. Сначала взял полтавский эльбор 20/14мкм. на медно-оловянной связке (я не считаю это оптимальным выбором для заточки таких сталей, но заточку полностью сделал на эльборе ради желания потестировать именно этот клинок с такой заточкой) - недавно купленный. Он мне понравился - оказался не перетравленный с завода, и без досадных вкраплений постороннего зерна, как это было с 5/3мкм. бруском. Работает резво и тактильно довольно мягко. Разумеется, с маслом применял. Поскольку клинок был притуплен, да ещё после скотчбрайта, несмотря на движения "от зерна", в прикромочной зоне остались довольно крупные царапины - на заточку бруском 20/14 ушло минуты три. Разумеется, кромка после него довольно "драная", поэтому далее выполнил технологический барьер, засаленной шкуркой SIA P2000. Сделал 3 прохода без давления. После чего взял эльборовый брусок 5/3мкм. На остроту я им вышел за 20 проходов на сторону, но поскольку риски от 20/14 ещё не были удалены полностью с прикромочной зоны, я поработал ещё с минуту, меняя направление обработки, удаляя их.
После чего, так как появились микрозаусеночные явления, я ещё раз сделал ТБ уже двумя проходами по той же шкурке P2000 и вернулся на брусок 5/3. Сделал им по 20 проходов на сторону и вышел на чистую кромку без заусеночных явлений, достаточно однородную и острую: если провести по волосам на голове на некотором расстоянии от головы - волосы цепляет и снимает с них стружки. Удерживаемый в пальцах волос, опускаемый на РК, не застругивается, но я на этом решил остановиться - мне не очень нравится получать на таких сталях более острую кромку эльбором, хотя это легко - можно было бы сделать ещё проходов по 5 на сторону и порядок. Но лучше это добрать направкой на ХБ-стропе с пастой Люксор 6,5мкм. или даже на чистой ХБ стропе - на подобных сталях это получается, или вообще оставить как есть, если такая острота устраивает. Конечно, шаг зернистости с 20/14 на 5/3 кажется великоватым, но во-первых - 20/14 работал относительно аккуратно, а 5/3 на МО связке отличается работой в принципе не самой тонкой для зерна подобной фракции. Т.е. если взять какую-нибудь другую пару абразивов с подобным же шагом зерна - совершенно не факт, что подобный скачок окажется актуальным. Ну и кроме того, важно ещё учитывать и пятно контакта - по узким фаскам всё работает довольно оперативно.
Ну и финальный замер сведения! Конечно, после того, как шкурка и скотч-брайт сняли/сгладили "плечики" - т.е. смягчили границу спуск/фаска, замеры сведения показывали перед заточкой значение ожидаемо ниже планируемого - около 0,17-0,18мм. После заточки этот показатель вернулся к тому значению, которое я хотел получить на этом клинке после заточки на 34 градуса полного угла: 0,2мм.:

------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Однородность кромки при том стала получаться получше, но всё равно, при применении вышеупомянутого бруска на сталях, которые не оптимально обрабатывать суперабразивами, я не могу назвать результат по-настоящему качественным. В общем, по результатам разной обработки режущего профиля бруска, я убедился ещё раз, что всё постороннее я из него убрал, и, стало быть, подобный результат - свойство в принципе данного бруска по сталям с довольно крупной структурой, которые целесообразнее обрабатывать обычными абразивами, а не каких-то посторонних неприятностей с этим бруском. В качестве примера снял результат заточки клинка из 440С из обзора выше:

Как несложно увидеть, в целом вроде бы кромка весьма однородна, но имеет досадные микровыкрашивания и забойчик. Сходная картина, с присутствием подобных косяков, наблюдается по всей длине РК регулярно, т.е. даже 3мм. длины РК без них найти невозможно. Причём, отмечу, что характер микровыкрашиваний специфичен и характеризуется малой шириной "входа", но большой глубиной в "тело" клинка. В силу этого, при имеющейся шероховатости обработки фасок, которую при ногтевом тесте я ощущаю равномерной мелкой сыпью, вот такие выкрашивания совершенно скрадываются - на уровне намёка в лучшем случае. Конечно, если бы шероховатость была принципиально выше, то они бы очень явно ощущались. Но в текущей ситуации, констатировать подобные недочёты на кромке получается только с помощью микроскопа, обладающего достаточным разрешением и с реализацией такового.
Что для меня является уже, наверное, миллионным подтверждением того, что без возможности наблюдать в достаточном разрешении результат своей работы, невозможно гарантировать качество выполненной заточки или вводить какую-то вменяемую дифференциацию что качества своей работы, что качества работы используемых абразивов. Ну, если конечно заботиться не о ЧСВ и своей лени, а об уважении к тому, чем занимаешься и к результату своей работы. А первое в этом - адекватная её оценка. Со всеми как плюсами, так и косяками.
Да, кстати, решил фото оставить в цвете. Обычно я перевожу в монохром снимки проб и результатов абразивной обработки, но тут не стал - для наглядности наблюдения интерференционной окраски окисных плёнок на стали.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Вот он оказался прекрасен "из коробки". Не перетравлен с завода избыточно, но и вскрытия не требует, имеет нормальную геометрию, хорошую однородность и не засорен ничем посторонним. Любо-дорого! Работает тактильно довольно мягко, с маслом или смеси масла и олеиновой кислоты, при том резво, оставляет шероховатость не чрезмерно грубую для своей зернистости. Самое для меня главное - он способен создать кромку, неоднородности на которой выглядят для меня адекватными скорости его работы (довольно высокой), получаемой шероховатости фасок и достигаемой тонкости РК. В общем - он обладает прекрасным _балансом_ совокупности свойств, и этот баланс выглядит близким к оптимуму.
Так уж случилось в начале этой темы, что одним из самых экстремальных тестовых материалов для эльборов у меня выступил дешманский клиночек Apollo из стали 3Cr14. Экстремальный - потому что трудно предположить менее подходящую для обработки суперабразивами сталь, нежели копеечная мягкая нержавейка. Но я этот брусок успел уже опробовать и по 440С и по VG-10 (спайдерковской, но хорошей - на делике разлива почти 10-летней давности - на них она удачная). Ну и решил, раз уж в теме есть пробы остальных брусков по 3Cr14, так сказать "близкой к народу" - попробовать на ней и сделать фото, и результата бруска 20/14.
Он мне по ней, честно говоря, понравился больше даже, чем по 440С. Наверное потому, что у этой нержи на удивление мелкая структура и потому не было проблем с крошением и выкрашиванием крупных карбидов хрома при встрече ими эльборового зерна. Да и сама форма карбидов хрома в таких железках несколько иная и они менее склонны крошиться, нежели в тех же 440С и VG-10.
Да, достигаемая острота, т.е. тонкость кромки - хотя и не такая, как на вышеупомянутых сталях, несколько пониже (эта сталь банально легче прорезается, что обеспечивает иной порог, после которого кромка не заостряется далее, а просто стачивается или исходит на заусенку), но тем не менее, до непринуждённого снятия стружки с волос на голове при проводке по ним -затачивается легко. Правда, разумеется, за скорость надо платить: при не самой грубой для подобных абразивов оставляемой шероховатости, боковое воздействие зёрен на сталь велико, даже при углах не самых далеко маленьких, порядка 30-32 градуса, поэтому дефектный слой и начатки заусенчика, ещё не идентифицируемые как собственно заусенчик - требуют отдельного внимания. Да! Ещё момент очень важный - этот брусок не показал желания на мягкой нерже, расставаться со своим зерном: т.е. обычной проблемы, что мягкая нержа выхватывает из бруска зерно и шаржируется им, и чем суперабразив свежее, тем сильнее это делает сталь, здесь _не наблюдалось_! Редкий случай для не приработанного, да и вообще любого подобного бруска!
В этом плане немного отвлекусь: когда тестировал полтавские алмазы на МО связке, такой опытный и знающий человек, как ivan-3, мне рассказывал, что с брусками на МО связке есть странная история, нашедшая отражение в обзорах и отзывах самых разных и часто незнакомых друг с другом заточников. А именно: история заключается в том, что то ли в зависимости от партии, то ли от периодичности смены абразива на плоскошлифе на заводе или смены состава для травления этих брусков, то ли хрен его знает от чего ещё, но "удачность" полтавских брусков на МО связках - не отличается особенным постоянством, и создаётся впечатление, что удачные бруски в разных партиях, да и в одной часто - идут как бы "через фракцию". И вот это подтверждает и моё мнение. Вот насколько меня не впечатлил и вообще не понравился 20/14 алмазный на МО связке, полтавский, настолько мне понравился этой зернистости эльборовый! Просто колоссальная разница! Ну, опустим ещё то, что алмазный был засорен крупнейшим зерном, которое пришлось искать с микроскопом и выковыривать, это уже частности. Но он вообще не впечатлил. А мой новый эльборовый - ну просто прелесть! Я им очень доволен. Даже осмелюсь высказать робкую надежду на то, что у него есть шансы стать "тем самым бруском, который можно брать на выезды, в т.ч. к друзьям и родственникам, где надо что-то заточить - ОДНИМ!!!". Ну, к нему, конечно, всё равно крайне желательно прихватить кусок ХБ стропы с Люксор 6,5 мкм., но именно заточной брусок такой я готов попробовать взять один)) Вспомнилась фраза Успенского из одной его книги "он стоял в поле один - как воин"(с) Эх, не сглазить бы теперь)
Но к делу. Итак, опробовал его на нерже эконом класса. Работал без олеинки, просто с вазелиновым маслом. Оно, конечно, густовато, но зато и абразив воздействует на сталь менее агрессивно, чем когда масло более текучее либо само по себе, либо благодаря разбавлению олеинкой и/или уайт-спиритом. Первый снимок - заточка на нём до проработки РК включительно. Вроде бы всё в порядке:

.. Но это только так кажется
- вспоминаем, что я писал про боковое воздействие зёрен и начаток заусенки
- меняем немного направление освещения, и.... Та-дам:

- Ещё не заусенка, но уже почти) И что же теперь делать) Просто "вытачивать" её, надеясь, что уйдёт - дело в подобной ситуации тухлое - глубина воздействия зёрен абразива, имеющего такой глубокий режущий профиль относительно тонкости желаемой РК - этого не позволяет при данном угле заточки по такой стали. Но зато мы проработали до предела, который доступен по ней этому бруску, и получили шероховатость кромки и дефектный слой на ней в видимом виде, в данном случае, "усталого" участка стали на самой РК - достаточно скромные. И совершенно, на мой взгляд, адекватные шероховатости фасок и скорости работы бруска. Так что он - молодец!
Однако, надо что-то делать дальше. Ну и я решил прибегнуть к своему "рецепту" с использованием ХБ стропы с пастой Люксор 6,5 мкм. Да, к слову, раз уж тема про эльборы. Я пробовал заменить Люксор эльборовой пастой - пробовал 7/5 и, по факту отсутствия вменяемого результата - 10/7. Херня.
Люксору 6,5мкм. обе эльборовые пасты слили по полной. Я так понимаю, потому что у них концентрация просто смешная. Хотя я вкатил в несчастный кусок стропы просто гору пасты. Люксора надо раз в 10 меньше, а толку от него раз в 10 больше. Как, надо сказать, и от порошка КК с маслом. Полагаю, именно из-за никакой концентрации в эльборовой пасте, а в Люксоре, на минуточку - концентрация абразива 70%. В общем - Люксор рулит!
Я выполнил технологический барьер парой проходов по ХБ стропе "как бы разрезая её", и без давления. Это аккуратно, нежно спилило всю эту усталую гадость с режущей кромки. И далее направил на этой же стропе обычным образом, соблюдая направление рисок бруска:
Вот теперь другое дело. Дополнительных 15 секунд от силы, а кромка значительно однороднее и ровнее, волос застругивает. Агрессивность кромки просто аццкая. Конечно, есть некоторые недочёты на РК, но они, повторюсь, адекватны шероховатости фасок, эту РК образующих. И потом, это результат направки после бруска 20/14 на МО связке и по мягкой нерже! Прекрасный результат, я считаю! Для лучшего понимания, ещё взял RAW последнего снимка, кадрировал и перевёл в монохром, чуть повысил контраст - так лучше видно:

Да, все фотки кликабельны, по клику переход на фотохостинг, где по клику можно открыть фото покрупнее. Ежели охота посмотреть полноразмер, то надо справа снизу на странице найти иконку загрузки и жмакнуть на ней - тогда откроется окно с фоткой, где, снова по клику, фото откроется в оригинальный размер)
Кстати, теперь наверное вполне понятно, почему после слесарки клинка из 440С я затачивал с шагом 20/14 - 5/3. Хотя тут на примере с 20/14 совсем другая сталь, но шероховатость после этого бруска не сильно отличается от полученной на нём на 440С. И я бы сказал, что разность шероховатости фасок - для такого шага зерна очень мала. Видимо, с 5/3 мне всё-таки не повезло. Хотя я буду ещё пытаться работать с его режущим профилем..
P.S. Я дико извиняюсь за несколько несерьёзный тон обзора, но, как говорится: "болящим и странствующим можно" - я простужен, и, в частности, лечусь бурбоном в данный момент) Jim Beam - вещь!
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
oldTorНа любителя😉 А обзор традиционно отличный👍🤝
бурбоном
Напомню, что брусок последний раз был притёрт на суспензии КЗ до фракции F400 и слегка кондиционирован ребром керамики.
Но вышло и медленно в работе, и при том недостаточно однородно, и при том всё равно грубая шероховатость после бруска.
Я решил, что надо сообщить ему более глубокий рельеф рабочей поверхности, для более интенсивной работы и лучшего отвода шлама, но при том более тщательно подойти к выравниванию бруска по вершинам режущего профиля.
Для этого использовал следующий набор:

Порошок карбида кремния зелёного F220, притир из искусственного кварцита и кусочек бронекерамики.
Для предупреждения шаржирования зерна КЗ в медно-оловянную связку, перед притиркой и перед каждой свежей порцией суспензии, брусок смазывал мылом. Применил две порции суспензии, смывая всё и разводя новую по мере заметного раздробления зерна предыдущей - время отработки каждой порции ~ 2,5-3 минуты. Получил равномерно матированную поверхность, а отработанная суспензия становится чёрного цвета:

После этого, отмыв начисто со щёточкой с мылом брусок, некоторое время сглаживал его поверхность ребром бронекерамики с водой.
Пока мне не показалось, что поверхность стала достаточно однородной:

Когда это произошло, снова помыл тщательно брусок и на этот раз уже не стал возвращаться на суспензию КЗ (как делал в прошлый раз).
Поверхность бруска стала вот такой:

Осталось проверить её в деле.
Для близости сравнения, взял ещё один клинок Boker из стали 440С. На этот раз мне результат понравился - вот так он выглядел - фотки, как обычно, кликабельны:

Я нашёл на длине в 40мм. только одну выраженную щербатину на РК, (на фото как раз она) и ещё пару поменьше, на остальной РК. Т.е. количество дефектов на кромке уменьшилось в разы. При том характер дефектов отличается от предыдущих проб и с ним вполне можно мириться - я даже не уверен, что их причиной не послужила какая-нибудь сторонняя пылинка.
По работе бруска: несмотря на то, что я обеспечил ему более _грубую_ шероховатость, нежели ранее, сам он стал оставлять в работе по такой же стали шероховатость более _тонкую_. При этом производительность бруска заметно выросла, тактильный отклик стал более информативен в части облегчения выбора нужного количества масла при работе - т.е. избыток или недостаток стали ощущаться точнее, при оптимальном количестве же его, ход клинка по бруску очень приятен - ощущается как раз нормальное резание, и без "глажения" и без "раздирания" и спотыкания.
Примечателен и тот факт, что степень "зеркальности" фасок (которая так волнует обычно новичков или неграмотных "старичков" от заточки, считающих её каким-то показателем чего-то, что в корне не верно) - стала ниже предыдущей - они менее ярко блестят и чуть более матовые, при том что получаемая шероховатость тоньше и кромка аккуратнее.
Ну и как можно видеть на фото, особенно если его открыть покрупнее, на самой кромке есть лёгкий намёк на "бахрому" - пресловутый и ранее уже обсужденный и в этой теме, начаток образования микрозаусенчика. Я не ставил свет так, чтобы его явно показать, думаю что предыдущих фото и описаний в теме более чем достаточно, чтобы читатель обнаружил признаки его и на этом снимке.
Поэтому далее я сделал технологический барьер на ХБ стропе с пастой Люксор 6,5мкм. - два легчайших прохода. После чего направил клинок на ней же:

Всё получилось симпатично и мне нравится. Характер обработки бруском стал ближе к 20/14, а разность получаемой шероховатости выросла, при том, что производительность стала сопоставима этапам обработки, т.е. сейчас их работа в тандеме стала более органичной. Ну по остальным аспектам уже сказал выше.
В общем, пришлось попыхтеть и попробовать всякое-разное, пока я нашёл, как справится с этим бруском, но главное, что это всё-таки удалось сделать.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
oldTorПоддержу, как всё выше, и ниже сказанное.
Jim Beam - вещь!
Нет, серьёзно.
Бурбон вкусный, но лечиться от простуды предпочитаю Jägermeister, или кедровые шишки в мёде (что лучше и эффективнее), а моё отношение к алмазам и эльборам сильно изменилось.
Не кардинально, но в лучшую для алмазов-эльборов сторону.
Ярослав, спасибо за подробный обзор, в этом и твоя заслуга!
Да, Jägermeister очень уважаю! Вот, кстати да, надо будет прикупить..

oldTorВсегда читаю - не всегда отвечаю.
Андрей, спасибо! Я рад, что тебе понравился обзор!
almedicОлень...
Рога.. . козел...
Как я неоднократно писал, и о чём написано и в специальной литературе, бруски суперабразивов на медно-оловянных связках в среднем оставляют шероховатость на "шаг-два" фракции грубее, нежели бруски из обычных абразивов на керамической связке, не говоря уж о фенолформальдегидной (бакелитовой), или суперабразивов же на органической/полимерной связке.
Поскольку мне удалось привести работу полтавского эльбора 5/3 к удовлетворительному результату, решил сравнить оставляемую им шероховатось с работой некоторыми обычными абразивами по той же стали, при примерно том же пятне контакта и при примерно том же (+- 1-1,5 град. полного угла) угле заточки.
Для сравнения, ещё один клинок из стали 440С затачивался на бруске Boride T2 F600 (электрокорунд на керамической связке) с маслом, и затем на бруске Института сверхтвёрдых материалов (ИСМ) на основе карбида кремния зелёного М10 на бакелитовой связке с водой (разумеется).
Я не зря указываю зернистости так, как они указаны производителями изначально, потому что разные системы зернистостей, как правило, не эквивалентны ни по средним точкам фракции, ни по предельным допустимым значениям примесей зёрен более крупных ни по размеру, ни по процентному содержанию, и при высоком сходстве некоторых фракций одних систем с другими (например по совпадению какого-то одного параметра - общий разброс зерна или средняя точка, к примеру) - всё равно будут различия, которые и не позволяют говорить о полной эквивалентности, хотя многие производители сейчас указывают на одном и том же бруске зернистости в разных системах, "для удобства пользователей", но приводят их значения друг к другу часто с дикими ошибками или, как минимум, заметными неточностями.
Правда, небольшие разницы часто скрадываются разностью связок брусков и/или состоянием их поверхности, а прямой связи между зернистостью абразива и оставляемой им шероховатостью нет, однако помнить о проблеме "сопоставления" зернистостей абразивов, сырьё для которых произведено по различным стандартам и допускам - тем не менее, стОит.
Как говорится, "в мире компонентов нет эквивалентов"(с)
В общем, освежив в памяти эту информацию, предлагаются к размышлению и сопоставлению с результатами, опубликованными в предыдущих обзорах, следующие:

Борайд F600 сработал достаточно грубо - грубее, нежели полтавский брусок 5/3 в последнем варианте подготовки его поверхности, но слабо отличимо по грубости, ну может еле-еле грубее, чем тот же полтавский 5/3 в предыдущем варианте подготовки его поверхности. При том, что этот Борайд был адекватно притёрт и уже очень давно - я его не освежал наверное с год, т.е. это он ещё "подсевший". Для меня такая картина ожидаема, особенно учитывая то, что данный Борайд очень производителен по такой и подобным сталям.
Следующий пример более яркий. Брусок ИСМ М10 на бакелитовой связке, в очередной раз продемонстрировал, что на нём можно получить результат намного тоньше ожидаемого от большинства распространённых брусков с подобной зернистостью и при том не проиграв в производительности:

При том, отмечу, что направки поверх его работы, равно как и после Борайда - в отличие от полтавского - не делалось. И хотя она не успевает в моём случае повлиять на шероховатость фасок заметно, тем не менее, отметить это нужно.
Этот результат зерна карбида кремния м10 на бакелитовой связке, которое очень близко фракции и разбросам её у суперабразивов 10/7 - тоньше, нежели оставил полтавский эльборовый брусок 5/3 в окончательной подготовке его поверхности.
По-моему это достаточно яркий пример не только подтверждающий мои слова и информацию из спец. литературы о тенденциях разности шероховатостей, обеспечиваемых суперабразивами на МО связках и обычными абразивами на керамических и органических связках (а также суперабразивами на органических/полимерных связках), но и имеющий далеко идущие практические выводы, которыми я уже давно пользуюсь, применительно к сокращению сетов используемых абразивов и экономии времязатрат на заточные операции, если составлять сеты абразивов с учётом разности поведения в первую очередь именно связок используемых абразивов, а не их зернистости или типа абразивного зерна.
Говоря проще - допустим мне нужна на этой 440С шероховатость фасок потоньше, для лучшей и более точной/управляемой работы по древесине, коже, чем даёт полтавский эльбор 5/3 или Борайд T2 - мне вполне достаточно взять для этого брусок ИСМ м10 на бакелитовой связке, т.е. с зерном на _два зачения зернистости_ грубее вышеупомянутого эльбора для этого, что даёт и высокую производительность по удалению рисок от него, и прирост тонкости обработки. В случае с борайдом - я беру лишь слегка более тонкий по фракции брусок - почти такой же, но на совершенно другой опять-таки связке и снова получаю и высокую производительность по удалению рисок от борайда и заметный прирост по тонкости обработки.
А если бы я действовал "обычным способом" - например далее продолжая работу на более тонких эльборах на МО связке - мне бы пришлось доработать для такого же результата как минимум ещё на двух брусках последовательно, либо брать какой-нибудь другой вариант один, но тоже и быстрый и тонкий (скажем чугунный притир с алмазным зерном 3/2), но при применении более тонкого зерна, пришлось бы потратить раза в полтора больше времени на удаление рисок от полтавского 5/3. А если бы я после борайда F600 работал бы далее на борайдах же на керамической связке, то опять-таки, при работе с более крупным шагом зерна на уменьшение, мне пришлось бы потратить немало времени на удаление рисок от F600.
Так что понимание разности работы связок - это очень значительная часть заточного дела, позволяющая сократить времязатраты.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Помню по началу я вообще считал,что на некоторых камнях ошибка в маркировке по зерну 😊 пока не понял - что задача с многими переменными.
yemzЯ?!! 😲
Олень...
Знаю, что олень. Но картинка вызывает ассоциации на фильм "Омен". 😊
oldTorИстина! Причем даже на разных камнях одного производителя! Не говоря уж о натуралах.
прямой связи между зернистостью абразива и оставляемой им шероховатостью нет
almedicСаша, юмор оценил.
Я?!! 😲
Знаю, что олень. Но картинка вызывает ассоциации на фильм "Омен". 😊
"Омен" давно не пересматривал, нужно будет при случае освежить в памяти.
oldTorНее ..., Ярослав, очень интересно читать твои сообщения с опытами, если можно так сказать по абразивам и сталям. Мне интересна 440С, пока нет в наличии но твои сообщения читал с удовольствием, если не будет продолжения, то и того что ты сказал хватит с лихвой для того, чтобы не наступать на свои грабли.
Ну и в завершение ...
Спасибо!
oldTorС удовольствием прочитаю!
так что теперь на очереди будет что-то другое
"Здравствуйте! Семейство связок М1001-М1004 - это одна и та же Премиум медно-оловянная связка, только изготовитель для удобства учёта брусков из микро-порошков (зернистостью 7/5 и мельче) маркирует их отдельными шифрами. В итоге получается: М1001 - Премиум М1002 - Премиум (микро-порошки) М1003 - Премиум Лайт М1004 - Премиум Лайт (микро-порошки)"
Источник:
https://www.ozon.ru/product/el.../?tab=questions
Объяснение корявенькое, и не факт, что верное, но другое мне неизвестно на данный момент.
В принципе, это объяснение укладывается в то, что для комплектов таких брусков всего ряда зернистостей, в целом указывается связка М1001.
oldTorВот не догадался у Александра Яковлевича спросить. Спасибо за информацию. Мне эти камешки очень нравятся и по моим ощущениям они все же лучше виневцев. Но ценник стал вообще капец.На прямую в магазине https://kalibr-market.ru/index...th=57_46кажется гуманнее.
продавец "калибр маркет"
Да, ценник огорчителен, но это и понятно в "нынешних реалиях"(
Я где-то ещё покупал свои эльборы, но сложность в том, что мне нужно было найти типоразмер для стационарной работы - т.е. на "неподвижных" брусках подвижным инструментом - мне это и для столярного и инструмента и для ножей (в т.ч. спусков) и всякого прочего, что либо неудобно обрабатывать подвижным абразивом, либо вовсе нецелесообразно или даже невозможно. Хотя бы удалось успеть отхватить нужные эльборы 150х50х3мм. Для их ресурса, считаю, ценник был ещё более-менее адекватен.
А вот полтавские уже алмазы, на МО связке, типоразмером 200х40х5мм., который мне в целом удобнее, уже с год нигде не достать - в своё время купил парочку самых нужных зернистостей, а потом уже и не найти стало..