Мне будет достаточно 4 градаций, вот набор, на который я положил глаз предварительно:
Набор из 4-х штук Edge Pro Matrix 150х25х1.6 мм, органическ
Цена намекает на то что изделие качественное. Но смущает органическая связка. Не лучше ли медная? Веневские алмазы не хотел бы, т.к. был не особо впечатливший меня опыт с ними в обычном формате брусков (низкая производительность).
Мне нужна высокая производительность (сравнимая с DMT), долговечность и износосостойкость связки, чтобы не париться с выравниванием. Точу, смачивая бланки водой - протираю губкой, одновременно снимая отработку.
Цена не играет роли.
Что посоветуете из ассортимента rezat.ru:
- Edge Pro?
- Полтавские алмазы?
- Полтавские эльборы?
Может быть что-то еще есть в наличии в Москве? Naniwa Diamond, я так понимаю, сейчас не найдешь?
У конкурентов в половину дешевле.
Матриксы весьма мягкие. И после гальваники вы их быстро изрежете с непривычки.
Особо из вопрошенного предлагать не будут, так как мало всего этого пользую.
Но просто как мысль.
Сам лет 10 назад купил ДМТ на пластике (с кружочками которая). И через 10 лет они ровные под лекальную линейку. И рабочие (кроме одной стороны которую угробил совсем неправильным применением).
И все 10 лет меня не отпускала мысль что надо их просто двухсторонние и порезать на бланки. Но коммерчески мне никогда эта идея не была выгодна - потому и не резал. - ну т.е. с одной пластины только два бланка а пластина за 100 долларов. Но для себя бы сделал так) Но мне вроде не надо. А так просто порежьте те что есть
И добавлю.
Сами американцы любят и матриксы и веневцев на OSB связке.
И в общем они матриксы самые тонкие 4000 грит ставят вровень с веневцами на осб до неотличимости (ну они зеркальность сравнивают)
ivan-3
И все 10 лет меня не отпускала мысль что надо их просто двухсторонние и порезать на бланки.
У меня есть двухсторонний DMT 10-дюймовый DUO Sharp - Coarse/Extra Coarse. Дорогущий. Брал лет пять назад (снимал видео распаковки), лежит без дела, т.к. в основном пользуюсь односторонними 8-дюймовыми на толстом пластике. Но как его порезать на бланки - даже теоретически не представляю. С двух сторон же алмазный слой на металлической связке.
AlexP58
Чебоксарский Завод производит . Встают в зажимы и резать не надо
Ссылку можно?
Ну а так, в принципе, у меня и DMT встают, даже 8 дюймов пластик. Просто они довольно громоздкие - для длинных кухонников норм, а со складнями работать уже неудобно. Да и градаций зернистости всего 4.
Заявляют именно гальванику. Посмотрим.
Бесит еще то, что у всех производителей бруски очень короткие - всего 150 мм. Почему не делают полноразмерные 200 мм под Профиль?
Тут еще и ширина 20 мм - совсем мелкие. Для ятаганных клинков норм, но у меня таких и нет.
Кстати, сама контора, продающая профиль, теми же самыми чебоксарскими барыжит неприлично - даже делая закупки по ритейлу, при такой марже можно неплохо заработать - сравниваем:
сайт производителя:
russkiyinstrument.ru
профиль:
https://tsprof.com/catalog/abr...yleniem_4_sht_/
Типоразмеры при том одни, зернистость и сорт алмаза - тоже. Это одни и те же бруски.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Сорт алмазов - удовлетворительный. Не знаю, какой у DMT, но по опыту общения с уже имеющими нормальный пробег этими брусками и DMT, я бы не сказал, что эти проигрывают. Главное не сажать их обдиркой и заточкой мягкой нержавейки - это существенное снижение ресурса и производительности любой гальваники.
На ровность - нареканий у меня не было и у знакомых, кто покупал такие - тоже. В отличие от DMT, у которых "пропеллер" встречается нередко, равно как и "дыры" в гальваническом покрытии, в которых заводится коррозия. Правда, она может легко заводиться в любом гальваническом бруске, из которого повыбиты алмазы из условно "нижнего" слоя, что как раз бывает при поюзе их по мягким нержам и вообще по особо вязким материалам.
Andrew NikИз личного опыта, к чему пришел последнее время.
- Полтавские алмазы?
- Полтавские эльборы?
Алмазы и эльборы на медно-оловянной связке.
Алмазы работают быстрее, эльборы визуально дают более широкую риску, но кромку травмируют меньше. По итогу формирую подводы (если много снять нужно) алмаз 100/80, а дальше или алмазы или эльборы, в зависимости от стали.
Полтавские все еще можно найти, но уже есть и достойная замена от нашего Томилинского завода АЗТА. Посоветую взять набор 125/100, 63/50, 28/20, 14/10, 7/5. Базовый набор на всю жизнь)
https://tochilkazhuk.ru/catalog/abrazivy/elborovye-bruski/
После покупки их обязательно выравнивать и вскрывать. Но это один раз нужно сделать) потом лишь иногда взбадривать.
После них, если хочется чистоты и зеркала - притиры.
Бесит еще то, что у всех производителей бруски очень короткие - всего 150 мм.у всех производителей, бруски 150 мм для точилок и только один Профиль однажды извратился на 200 мм, думаю сами не знают зачем 😊
Благо быстро поняли и вроде как давненько брусков на 200 не предлагают..
L_YV
достойная замена от нашего Томилинского завода АЗТА. Посоветую взять набор 125/100, 63/50, 28/20, 14/10, 7/5. Базовый набор на всю жизнь)
https://tochilkazhuk.ru/catalog/abrazivy/elborovye-bruski/
Цена сурьезная. Вот только почитал описание - волосы аж дыбом встали от "грамотности":
- "кубический нитриТ бора"...
- "кОверн"...
- "чАстота рабочей поверхности бруска"...
И такое на официальном сайте. Надеюсь на рабочие свойства брусков оно не особо влияет.
И все же, что мне РЕАЛЬНО дадут эти бруски по сравнению с уже заказанными, на порядок более дешевыми чебоксарскими алмазными?
L_YV
После покупки их обязательно выравнивать и вскрывать.
Не понял. Там же, на сайте ведь написано:
"Эльборовые бруски не нужно подготавливать перед использованием, брусок сразу готов к работе."
"Подготовлен к работе: вскрыт;".
Во-первых - в разы бОльший ресурс, превышающий разницу в разы в цене, я бы сказал, по сравнению с гальваникой. И потому что может быть монослой от 3 до 5 мм. (а не 20мкм. осаждённый цинк под которым подложка и всё) и потому что бывает сорт алмазов куда более высокий по износостойкости, по крайней мере в зернистостях мельче 50/40.
Во-вторых, намного лучше соотношение однородности обработки и производительности.
В-третьих - возможность варьировать и геометрию и шероховатость рабочей поверхности.
Вскрытие иногда требуется, иногда нет. Зависит где и у кого купить -для одних поставщиков и в разное время полтава сама вскрывала свои бруски (травлением), а иногда - нет.
Правда, я это всё вышесказанное скажу за полтавские в основном, а вот Томилинские не пробовал. Да и полтавские я покупал по куда более разумной цене за единицу объёма, что сейчас уже проблема.
Что касается оф. сайта "точилкажук" - я с вами согласен, что без слёз это читать невозможно - у них в принципе описания в огромном количестве и на разных ресурсах - безграмотные, убогие, ошибочные и вообще днище. Особенно мне доставило их обращение с сопоставлением зернистостей разных систем и отсебятина в попытках перевести одни в другие, демонстрирующая чудовищное незнание вопроса.
Но это уже другая история и к собственно суперабразивам на медно-оловянных связках отношения не имеет - за последние год-два все наиболее пиарящиеся "бизнесьмены" по точилкам, отметились хамством в ценообразовании и в вопиющей безграмотности описаний, и профиль и жук в этом друг друга стоят, как и многие другие. Чего стоят только перлы типа попыток называть бруски на основе карбида кремния брусками из (!!!) карбида вольфрама или перевод с английского "Silicon carbide", как (это мне особенно понравилось - просто ржачка) - "карбид силикона"))))
Таковы реалии, к сожалению.
P.S. Кстати, у полтавы были 200мм. по крайней мере алмазные Но стационарные - 200х40х5мм. монолитный алмазоносный слой. Я брал себе пару - 40/28 и 14/10 cорта АСН - повышенной стойкости. Очень хороши. Пробовал более широкий диапазон зернистостей, но не все удачны. Видимо, тут играет роль соотношение зернистости и концентрации зерна и плотности связки - многие отмечают, что какие-то зернистости в принципе более удачны, а какие-то менее, при одинаковой связке и заявленной концентрации, что в принципе довольно логично.
Но - это стационарные бруски в такой длине. Подобные даже толщиной 3мм. слишком тяжелы, чтобы в качестве подвижного абразива ими можно было бы успешно выбирать оптимальное давление при заточке, особенно узких фасок тонкосведённых клинков. Полагаю, по этой же причине, большинство брусков для апексоидов короче - "кирпич" на направляющей - это с точки зрения и давления и инерции - довольно скверная штука, и проблем от этого хватает. Правда, такие можно нарезать в меньшую ширину, но всё равно - это избыточный вес, если только не затачивать исключительно толстосведённые ломы с широченными фасками.
По эльбору - да, в каких-то случаях эльбор на более тонких фракциях предпочтительнее алмаза, но мне это лично для себя оказалось нагляднее на притирах, а не на брусках, а то крайний купленный полтавский эльбор 5/3 меня несколько разочаровал - оказался засорен крупным зерном и потребовалось его очень подробно притереть. Такое случается, к сожалению. Так что тоньше 10мкм я с сусперабразивами всё равно предпочитаю притиры брускам. ну разве за исключением коламбии (алмаз) 5мкм. на какой-то резиновой связке, полагаю это что-то типа матрикса, но нет проблем с тем, чтобы "зарезать" поверхность - плотность и твёрдость связки на уровне, при хорошей смачиваемости. Вот у него действительно хорошая и производительная и весьма однородная работа оказалась, на уровне нанива даймонд. Но я не в курсе, бывают ли они для точилок с подвижным абразивом.
Andrew NikКак уже выше сказал Ярослав, разница в лучшем соотношении однородности обработки и производительности (при правильной подготовке бруска).
И все же, что мне РЕАЛЬНО дадут эти бруски по сравнению с уже заказанными, на порядок более дешевыми чебоксарскими алмазными?
В десятки раз больший ресурс, можно по наследству передавать. Я еще не встречал, даже среди людей которые затачивают в коммерческих целях, что бы за многие годы израсходовали ресурс хоть на треть.
Можно в широких пределах менять характер работы бруска, от супер агрессивного, до довольно "мягкого". Причем это обратимо.
При снижении производительности со временем, можно всегда быстро "взбодрить" вернув скорость работы.
Всего этого нет у гальваники.
Andrew NikТеперь что касается утверждений производителя и продавцов о полной готовности к работе. Это и так и нет. Они действительно могут работать "из коробки", но не так как могут при правильной самостоятельной подготовке. Единственный из моих подобных абразивов, который я не стал дорабатывать и он меня полностью устроил в заводском виде, был полтавский алмаз 100/80 на связке М1001. Все остальные при осмотре через микроскоп имели неоднородную поверхность и как бы нагар.
Не понял. Там же, на сайте ведь написано:
"Эльборовые бруски не нужно подготавливать перед использованием, брусок сразу готов к работе."
"Подготовлен к работе: вскрыт;".
Сейчас у меня есть только полтавские и киевские алмазы и эльборы. На днях приобрел еще и АЗТА, в выходные должен получить, сравню непосредственно с имеющимися.
Andrew Nik
Цена не играет роли.
Andrew NikПосоветовал сторого в рамках исходного ТЗ 😊
Цена сурьезная.
Третий вариант есть?
Andrew NikДумаю что сейчас вряд ли кто на это ответит, АЗТА появились недавно и прямого сравнения я не встречал.
Так что лучше на медно-оловянной связке - полтавские или АЗТА?
Andrew NikТретий вариант есть, но мне он не нравится - веневские алмазы и эльборы на металлической связке MS-1.
Третий вариант есть?
Описание связки от производителя:
"В состав новой металлической связки MS-1 входят следующие компоненты:
медь, олово, кубический нитрид бора, дополнительно наполнитель карбида кремния, который мельче по фракции алмаза и др. компоненты, которые позволяют активно снимать металл в течение всего срока службы."
По поводу связок же в целом медно-оловянных - мне вполне нравится обычная М2-01, но в целом показалась чуть более перспективной М1001 на полтавских (по информации в интернете это связка новая - модификации 2021 года, якобы с добавлением никеля и титана) - действительно более стойкая к истиранию и действительно несколько менее склонная к засаливаемости снятой сталью.
Но на мой взгляд, разница не настолько велика, чтобы упираться именно в эту связку.
Вот, кстати, что по СОЖ? На DMT я всегда точу с водой. Как совместима с водой медная связка? На сайте АЗТА увидел только что рекомендуют WD-40, вазелин и прочее, что мне категорически не хотелось бы использовать при заточке (отмывать потом внутренности складней и т.п.). Насухую опасаюсь абразивной пыли опять же во внутренностях. Ну и совсем насухую-то не получится в любом случае, надо же как-то отработку с камня стирать.
В общем - с маслом или олеинкой клёво. С уайт-спиритом - вредновато, и дефектный слой часто выраженнее, но съём самый активный. Смесь масла с уайт-спиритом - иногда здорово повышает производительность.
Оптимум - я бы сказал, либо минеральное масло довольно текучее, либо оно же с добавлением олеиновой кислоты (промышленное применение говорит о достаточности 10-12% олеинки, но в ручных режимах есть свои нюансы в плане текучести полученной смеси, да и по разным сталям бывает по-разному).
Водные СОЖ тоже годятся, некоторым нравится. Но для подвижного абразива они намного менее удобны, кроме того хуже смачивают такие связки и засаливание бруска сильнее, налипание стали на зёрна - больше. Водный раствор дипропиленгликоля (борайд такую штуку продаёт кстати в т.ч. для точилок) - спорно. Дорого стоит, надо много, смачивание - весьма так себе. Но некоторым, опять-таки, нравится. Правда, по-моему, его надо подавать непрерывно, как опять-таки, делают в промышленности, чтобы оценить прок от него.
Вазелина бояться нечего в отличие от WD-40 (которая аллергенна - в ней неизвестного качества минеральное масло + уайт-спирит +вообще никому не известные ещё присадки - знаю людей, у которых от неё сыпь по коже идёт).
А вазелиновое - это минеральное масло которое в аптеках и для употребления внутрь продаётся. Как раз складням полезно. Уж точно не вредно.
Правда, чаще всего обычное вазелиновое масло слишком смягчает работу абразива, потому лучше для заточки брать более текучее что-то из минеральных масел очищенных. Или специализированное - то же самое масло "хонинговальное" от Norton (тоже минеральное какое-то масло), либо просто берите пищевые растительные масла, не полимеризующиеся - типа масла камелии или оливкового.
С водой - можно в неё каплю мыла добавлять для лучшего распределения по бруску и равномерного его "смазывания" и предупреждения налипания частиц стали на зёрна абразива, но мне честно говоря с водой вообще не зашли такие связки.
Да, если брать разные водные СОЖ, то обратите внимание, что не стоит использовать те, в которых есть нашатырь - он разъедает такую связку, если его долго там держать и в значительной концентрации. В слабой (как в "мистере мускуле") - не страшно, но после применения лучше сразу смыть и потом помыть с малой толикой пищевой соды для остановки процесса травления, буде такой мог запуститься.
Насухо - совершенно согласен и поддерживаю - это в принципе не правильно - связка сглаживается и зерно легче затупляется, на него очень активно налипают частицы снятой стали - это может вызвать иллюзию "более гладкой работы бруска", но на деле - падение производительности и замазывание рисок с получением большего количества паразитных рисок, высокой вероятности адгезионного срыва стали с фасок в зоне РК, и вообще "насухую" - это всегда паллиатив.
А в воду я обычно каплю моющего средства всегда добавлял, просто чтобы проще отработка сходила с губки при отжиме.
То, что продаётся в аптеках или спец. магазинах, где для лабораторий или производств, как-то понадёжнее.
Andrew Nik
Вазелиновое масло есть, мажу его на черный арканзас, если до него доходит. Но оно довольно вязкое. Также попробую еще минеральное для пропитки торцевых досок. В общем рекомендации понятны, спасибо.
А в воду я обычно каплю моющего средства всегда добавлял, просто чтобы проще отработка сходила с губки при отжиме.
Оливковое масло, олеиновая кислота, апельсиновое или гвоздичное масло - последние три хорошо добавлять к оливковому для бОльшей текучести на тонких камнях. Советую попробовать что-то из.
В рекомендациях сказано точить на мыльной воде, что для меня подходит наилучшим образом (привык так). Сами бруски, конечно, очень мелкие, просто игрушечные после самодельных моих бланков 200х28 мм.
Вопрос: зернистость с двух сторон разная? Например, 50/40 - это что значит?

По ГОСТу 9206-80 для алмазных абразивов (для алмазных порошков и микропорошков, являющихся сырьём для отечественного алмазного инструмента и такая же практика была в странах СССР и есть в некоторых странах бывшего СССР), указывается зернистость таким манером - через слэш указание разброса фракции зерна в мкм.
Для абразивов на основе кубического нитрида бора (эльбора) - тоже так указывается.
К слову - если вдруг будет интересно по поводу фракций, смежных фракций и допустимого присутствия зёрен размеров, выходящих за пределы основной фракции - вот наверное лучшая сводная статья по всем системам зернистостей и связанных с ними вопросам:
https://www.ru-chef.ru/blogs/a...%B4%D1%8F%D1%82
Вот по ссылке выдержка оттуда - таблица зернистостей по ГОСТ для алмаза - как раз всё указано - границы фракции, средняя точка фракции и допустимые превышения фракции:
https://static.insales-cdn.com...OST_9206-80.gif
Третий вариант есть, но мне он не нравится - веневские алмазы и эльборы на металлической связке MS-1.почему MS, а не OSB, как третий вариант?
почему MS, а не OSB, как третий вариант?Потому что вопрос был про м/о связку и есть ли на ней третий вариант кроме полтавских и АЗТА, и я ответил что на м/о связке есть ещё MS1. А так-то понятно что вариантов на других связках больше.
- китайский кухонник из VG-10;
- Южный крест Slender M из N690;
- We Knife Elementum из 20CV.
В принципе неплохие рабочие бруски. Производительность бешеная, то что точить с водой - большой плюс для меня.
Конечно, есть куча нюансов. Бланки не особо точно отторцованы, прямого угла нет. Ширина маленькая, меньше чем у зажимов Профиля, хотелось бы вровень. За счет того что бруски двухсторонние, не очень удобно их мыть/сушить, ведь даже в ванной на поверхность раковины положить стремно. В инструкции сказано было что мелкогритные надо притирать на стекле. Сначала я это не сделал, но при заточке складня из 20 CV обратил внимание что камень 7/5 идет с нехорошим звуком, словно действительно несколько крупных зерен вклинились на поверхность. При этом на подводах реально оставались устрашающей глубины редкие риски. Притер на стекле с водой - вроде помогло.
Кстати, остановился по итогу на 4 бланках, убрал 20/14 как избыточный, после 50/40 перехожу на 7/5.
Для недорогой точилки, да для не шибко дорогих ножей, всякой кухни - в самый раз брусочки, за такую-то цену.
oldTorЗдравствуйте.
Поддерживаю. У меня вообще нет доверия к венёву, любому, на основании подробного общения с многой их продукцией. А если ещё и речь про связку, у которой в качестве наполнителя имеется другой тип абразива - тем более.
Ну, с обычной то их связкой, куда добавляется по старой рецептуре карбид бора, в общем-то понятно, а чем вам не нравиться OSB связка? Как по мне дает нормальный результат и проще в обслуживании, чем та же медно оловянная от Полтавы. При этом, опять же, работает чище, и лучше подходит для хрупких сталей, особенно с крупными карбидами. На мой взгляд.
Кстати, на счет дополнительног абразива в качестве наполнителя, в случае карбида кремния как на MS-1, мне даже инетерсно какое это влияние будет оказыать кромку. Просто в то, что это вредно для РК мне не особо вериться потому что КК дробиться, и достаточно быстро мельчает по фракции. А вот что при этом происходит на кромке на микро уровне очень интересно. Жалко ни у кого тут нет электронного микроскопа.
Ксати, про кривые DMT поддержку, у меня два крупных их бруска(цельно металлические) кривые. А два с дырочками, Extra Extra Fine, дают настолько зваерскую паразитную риску, что ими просто невозможно пользоваться. Правда я и так ими уже очень давно не пользуюсь.
Чем не нравится ОSB:
1. плохо смачивается (сравнить есть с чем и это небо и земля)
2. медленно работает (тоже самое)
3. однородность работы оставляет желать лучшего на экземплярах с красноватой связкой, пятнистой, при том что такая же фракция на жёлтой - предпочтительнее работает, но это не отменяет общей нестабильности характеристик серии.
4. 1/0 такое же дерьмо, если не хуже, чем на обычной старой связке
Обзор я по нему в своё время с подробным разбором и примерами делал.
Кроме того, в позапрошлом году было заключение независимой экспертизы о том, что в 1/0 OSB нет заявленного зерна, а есть "Алмазные частицы в диапазоне 0.5 микрон и меньше образуют сферические агломераты диаметром 5-20 микрон." Что объясняет его отстойную работу.
Альтернативы редки и дороги, но зато они несопоставимо лучше себя ведут в целом (например, по смачиваемости и стабильности связки) и работают хорошо на тонких фракциях. Ну и всегда есть бюджетная альтернатива в виде притиров. При таком раскладе мне венёв OSB и даром не нужен, как и на связке B2-01.
Медно-оловянная - в принципе сложно сравнивать с полимерной - при той же фракции МО связка даёт работу на шаг-два грубее полимерной и это закономерность. Это - следствие характеристик связки. Но во столько же и производительнее работа. В уходе как раз МО связка намного проще, переваривает в разы более широкий спектр СОЖ/ПАВ и не подвержена такой деградации и выглаживанию, как OSB или B2-01, которую охота освежить уже через 2-5 минуты работы против полгода-год работы МО связки. Ну хорошо, даже если через месяц, при работе по сталям, которые плохо к таким абразивам подходят и которые выглаживают их быстро - всё равно между 2-5 минут и месяцем - колоссальная разница.
Но на тонких фракциях она уже пасует, будучи неспособна к действительно тонкой работе, к которой способна хорошая связка полимерная. Но опять-таки, это закономерная специфика связки. Поэтому всё-же я предпочитаю отдельно сравнивать разные полимерные/органические связки между собой и отдельно МО связки. И не вижу великого смысла иметь всю линейку только на МО связке или только на полимерной от самого грубого до самого тонкого зерна - это не целесообразно, если хотим "попасть из пункта А в пункт Б за минимальное количество переходов" между абразивами.
P.S. Cсылка на заключение экспертизы со снимками под электронным микроскопом:
- между прочим, исследования делались лабораторией Western Nanofabrication Facility, Western University Canada, под руководством небезызвестного Todd Simpson (Senior Research Scientist), который так же ведет блог Science of Sharp.
Данные приведены по разным тонким суперабразивам и в конце первого поста - выжимка:
https://www.myabrasive.ru/forum/viewtopic.php?f=7&t=565
P.P.S. К слову - Matrix по ссылке - это те же "Коламбия" про которые я делал тему ( forummessage/224/27 ) - только в формате для Эдж Про. Вот это реально хорошие бруски, из всего на полимерной связке, мне понравились, пожалуй, больше всего. Правда, я не очень вижу смысл в полимерной связке для грубых и средних фракций, МО связка там "решает" и по куче причин предпочтительнее, вплоть до (имхо) зерна 14/10. А вот уже с 10мкм. и тем более 5мкм. - это очень хорошие бруски для соответственных сталей. Но ценник - да, не гуманный.
Goldheart2
...Кстати, на счет дополнительног абразива в качестве наполнителя, в случае карбида кремния как на MS-1, мне даже инетерсно какое это влияние будет оказыать кромку. Просто в то, что это вредно для РК мне не особо вериться потому что КК дробиться, и достаточно быстро мельчает по фракции. А вот что при этом происходит на кромке на микро уровне очень интересно. Жалко ни у кого тут нет электронного микроскопа.
.
Полагаю, что вред будет не столько для кромки, сколько для длительного сохранения режущим профилем бруска постоянных свойств. А для кромки будет не то чтобы вред, а не постоянный результат - "плавающий".
Но в случае венёва, которому я не доверяю ни на микрон, я не уверен, что там зерно КК окажется точно мельче алмазного или без агломератов. Кроме того, на особо мелких фракциях они легко могут сделать то, что делают некоторые китайцы - сыпануть "на ведро массы малую щепотку алмаза" а остальное "добрать" карбидом кремния - формально алмаз есть, причём запросто даже мельче заявленного - "пыль", брусок "что-то как-то снимает", а на деле будет не пойми что. Нет доверия в общем.
Электронный микроскоп дома - ну даже если допустить, что есть место для его размещения, мощности для обслуживания и пару лямов на б/у советского времени в пристойном состоянии или в разы больше на современный, не думаю что кто-то здесь сможет (ну может пара человек) верно интерпретировать увиденное, без чтения подробного дескрипшна, не говоря уж про то, чтобы научиться делать пробоподготовку и работать на сём агрегате корректно.
Да и то, что мы сможем увидеть практически полезного на РК и в зоне РК - доступно и для светового микроскопа рутинного уровня. Важнее будет динамика износа режущего профиля бруска и характера его работы с течением времени.
В принципе, на электронную микроскопию можно и отнести образцы за вполне умеренную сумму. Это сейчас вполне доступно.
Goldheart2Ксати, про кривые DMT поддержку, у два крупных их бруска(цельно металлические) кривые. А два с дырочками, Extra Extra Fine, дают настолько зваерскую паразитную риску, что ими просто невозможно пользоваться. Правда я и так ими уже очень давно не пользуюсь.
У вас случаем с дырочками не 10 дюймовые?
Я бы их выменял на что нибудь 😊
oldTor
Приветствую!
Чем не нравится ОSB:
1. плохо смачивается (сравнить есть с чем и это небо и земля)
2. медленно работает (тоже самое)
3. однородность работы оставляет желать лучшего на экземплярах с красноватой связкой, пятнистой, при том что такая же фракция на жёлтой - предпочтительнее работает, но это не отменяет общей нестабильности характеристик серии.
4. 1/0 такое же дерьмо, если не хуже, чем на обычной старой связке
Обзор я по нему в своё время с подробным разбором и примерами делал.
Кроме того, в позапрошлом году было заключение независимой экспертизы о том, что в 1/0 OSB нет заявленного зерна, а есть "Алмазные частицы в диапазоне 0.5 микрон и меньше образуют сферические агломераты диаметром 5-20 микрон." Что объясняет его отстойную работу.Альтернативы редки и дороги, но зато они несопоставимо лучше себя ведут в целом (например, по смачиваемости и стабильности связки) и работают хорошо на тонких фракциях. Ну и всегда есть бюджетная альтернатива в виде притиров. При таком раскладе мне венёв OSB и даром не нужен, как и на связке B2-01.
Медно-оловянная - в принципе сложно сравнивать с полимерной - при той же фракции МО связка даёт работу на шаг-два грубее полимерной и это закономерность. Это - следствие характеристик связки. Но во столько же и производительнее работа. В уходе как раз МО связка намного проще, переваривает в разы более широкий спектр СОЖ/ПАВ и не подвержена такой деградации и выглаживанию, как OSB или B2-01, которую охота освежить уже через 2-5 минуты работы против полгода-год работы МО связки. Ну хорошо, даже если через месяц, при работе по сталям, которые плохо к таким абразивам подходят и которые выглаживают их быстро - всё равно между 2-5 минут и месяцем - колоссальная разница.
Но на тонких фракциях она уже пасует, будучи неспособна к действительно тонкой работе, к которой способна хорошая связка полимерная. Но опять-таки, это закономерная специфика связки. Поэтому всё-же я предпочитаю отдельно сравнивать разные полимерные/органические связки между собой и отдельно МО связки. И не вижу великого смысла иметь всю линейку только на МО связке или только на полимерной от самого грубого до самого тонкого зерна - это не целесообразно, если хотим "попасть из пункта А в пункт Б за минимальное количество переходов" между абразивами.
P.S. Cсылка на заключение экспертизы со снимками под электронным микроскопом:
- между прочим, исследования делались лабораторией Western Nanofabrication Facility, Western University Canada, под руководством небезызвестного Todd Simpson (Senior Research Scientist), который так же ведет блог Science of Sharp.Данные приведены по разным тонким суперабразивам и в конце первого поста - выжимка:
https://www.myabrasive.ru/forum/viewtopic.php?f=7&t=565P.P.S. К слову - Matrix по ссылке - это те же "Коламбия" про которые я делал тему ( forummessage/224/27 ) - только в формате для Эдж Про. Вот это реально хорошие бруски, из всего на полимерной связке, мне понравились, пожалуй, больше всего. Правда, я не очень вижу смысл в полимерной связке для грубых и средних фракций, МО связка там "решает" и по куче причин предпочтительнее, вплоть до (имхо) зерна 14/10. А вот уже с 10мкм. и тем более 5мкм. - это очень хорошие бруски для соответственных сталей. Но ценник - да, не гуманный.
Полагаю, что вред будет не столько для кромки, сколько для длительного сохранения режущим профилем бруска постоянных свойств. А для кромки будет не то чтобы вред, а не постоянный результат - "плавающий".
Но в случае венёва, которому я не доверяю ни на микрон, я не уверен, что там зерно КК окажется точно мельче алмазного или без агломератов. Кроме того, на особо мелких фракциях они легко могут сделать то, что делают некоторые китайцы - сыпануть "на ведро массы малую щепотку алмаза" а остальное "добрать" карбидом кремния - формально алмаз есть, причём запросто даже мельче заявленного - "пыль", брусок "что-то как-то снимает", а на деле будет не пойми что. Нет доверия в общем.Электронный микроскоп дома - ну даже если допустить, что есть место для его размещения, мощности для обслуживания и пару лямов на б/у советского времени в пристойном состоянии или в разы больше на современный, не думаю что кто-то здесь сможет (ну может пара человек) верно интерпретировать увиденное, без чтения подробного дескрипшна, не говоря уж про то, чтобы научиться делать пробоподготовку и работать на сём агрегате корректно.
Да и то, что мы сможем увидеть практически полезного на РК и в зоне РК - доступно и для светового микроскопа рутинного уровня. Важнее будет динамика износа режущего профиля бруска и характера его работы с течением времени.В принципе, на электронную микроскопию можно и отнести образцы за вполне умеренную сумму. Это сейчас вполне доступно.
Спасибо за развернутый ответ, вас всегда интересно читать.
Я немного по-другому вижу данный вопрос.
Бруски 1/0 для меня в принципе не представляют практической пользы, поскольку я никогда не буду использовать подобный тип абразива(алмазы и эльборы) с бритвами, потому что жалко кожи, а для моих ножей это слишком маленький размер зерна, который негативно скажется на продолжительности реза, именно реза с потягом. Если по каким-то причинам нужна очень тонкая доводка или полировка сталей с большим объемом твердых карбидов, то тут альтернатив притирам нет, для "обычных" сталей есть синтетики, природники и керамика. Поэтому для меня качеством бруска 1/0 можно пренебречь, тем более что у других образцов, представленных на экспертизу были проблемы с качеством на данном или более мелком зерне. У полтавских эльборов на органической связке 0/0.5 неравномерность с островками меди и присутствующий другой тип абразива(оксид кремния), кстати, такие же островки меди были найдены и у полтавского эльбора на органической связке 3/2. У веневского же алмаза OSB 3/2 в целом нет проблем, в отличие от их же бруска на 1/0 и предыдущих полтавцев, сульфат бария достаточно мягкое соединение, не токсичное для организма, поэтому на него можно не обращать внимания. Также обращу внимание, что у проблемного бруска OSB на 1/0 не то, чтобы нет заявленного зерна, оно есть, но сбилось в агломераты, что для подобной органики и на таком размере зерна скорее всего явление встречающиеся. Хотя, справедливости ради, мне и из МО полтавцев приходилось выковыривать "булыжники" не соответствующие размеру зерна, что не так то и просто учитывая твердость связки. Это кстати, к вопросу обслуживания бруска, выровнять, взбодрить или поправить OSB не сопоставимо проще чем твердую МО.
Что касается, Edge Pro Matrix, не сочтите за излишнюю придирчивость, я верю, что это хорошие бруски, но по данному материалу мне сложно сделать выводы об их качестве, поскольку не корректно сравнивать бруски с разной зернистостью, просто в силу того, что именно с субмикронным зерном могут быть проблемы, формирование тех самых агломератов, или неравномерность распределения. Как и не корректно сравниваться бруски с разным по химии абразивным зерном, если целью является сделать выводы о продукции того или иного производителя в целом. Хотя, определённые выводы об удачности полимерной связки без наполнителя сделать можно.
Связку OSB я вижу по-другому. На моем парке сталей, МО и OSB по сути не пересекаются. Потому что МО хороша для обдирки, формирования кромки, в зависимости от стали, и там упомянутая вами скорость и продолжительность работы без обслуживания связки МО действительно показывает себя. А OSB используется уже на более поздних стадиях заточки, где-то от 20/14 до 3/2 в зависимости от стали. И, если честно, так как к этому моменту уже сформированы подводы я не замечал какой либо необходимости постоянно взбадривать бруски, как и серьезного износа. Да, работает медленнее чем МО, но чище и не "дерет" кромку. Я бы даже сказал по-другому, я на таком зерне особого смысла не вижу в МО, прирост скорости перекроется излишней агрессией, а особого износа брусков и так нет, чтобы износостойкость МО стало существенным преимуществом. По смачиваемости, мы трудно что-то тут сказать, потому что я использую OSB с маслом. Еще про органику добавлю, что МО бруски, как я и писал, по моему опыту на хрупких сталях излишне "крошат кромку", бруски на органических связках, даже с добавлением карбида бора работают мягче и соответственно лучше.
Впрочем, я если честно не эту тему хотел рассмотреть, меня применительно к оценке и выбору абразива больше интересует насколько реально те методы объективных исследований которые мы используем, и в частности вы, коррелируют с объективным тестированием режущей способности РК в используемым людьми инструменте. Другими словами, если мы возьмем две одинаковых заготовки, и одинаково их заточим согласно протоколу, но одну с финишем на OSB, другую с финишем на Коламбии, а потом поместим их в КАТРУ для последующего тестирования, будет ли статистически значимая разница в удержании РК, и если да, то насколько. Это очень существенный вопрос, потому, что если практическое тестирование в максимально контролируемых условиях, не покажет предполагаемой корреляции, то текущие методики объективной оценки в целом спектре задач будут иметь уже эстетический характер.
Бог с вами, я имел ввиду не наличие электронного микроскопа дома, а постоянный доступ к оному, как есть у Тодда Симпсона. Чтобы можно было исследовать различные явления и процессы на РК. И, к сожалению, оптический микроскоп не показывает этого, из-за чего нам приходится предполагать и часто не совсем верно предполагать. Достаточно вспомнить как изменилось отношение к алмазам после публикации снимков их работы, где вместо ожидаемой "рванины" была аккуратная вершина, или горы, как кому нравиться. )
Я сомневаюсь, что они смогут повторить китайский "эксперимент с ведром". Просто медно-оловянная связка(MS1) у Венева заметна отличается от полимерной оп весу, то есть, понятно, что она там есть, а КК с ней не будет работать из-за свойства очень быстрого раскалывания зерна, нужна связка, которая позволит обновляться зерну как в синтетиках, проще говоря такой брусок очень быстро вообще перестанет работать, поэтому алмаз или эльбор там будет в достаточных количествах. Что касается наличия агломератов КК или более крупного зерна, я в этом не вижу проблемы, потому что их "поколет" буквально при первой же притирки бруска. На счет плавающего результата, тут еще вопрос. Представьте, что у вас есть какое-то небольшое количество порошка, который вам нужно равномерно ввести в достаточно густую связку, которая застывает и липнет. Не увеличит ли в этом случае использование равномерной смеси основного абразива с балластной фракции другого абразивного порошка равномерность распределения основного абразивного порошка по связке. А по долговечности брусков - посмотрим.
Пользуясь случаем, а не посоветуете с какими пастами все же лучше использовать чугунный притир для доводочных операций? Стали - порошки с большим карбидным объемом. Эльборы или Алмазы, и каких производителей лучше смотреть?
ivan-3У вас случаем с дырочками не 10 дюймовые?
Я бы их выменял на что нибудь 😊
Давно я их не доставал, но я точно помню, что они меньше. 😊
Из интереса, а зачем вам они? Просто по памяти у меня даже Extra Fine(емнп) и то лучше работал, хотя там этот Extra Fine был сильно лысый и притертый.
Goldheart2Имею аналогичное мнение, в подавляющем большинстве случаев не спускаюсь ниже 7/5.
Бруски 1/0 для меня в принципе не представляют практической пользы, поскольку ...
для моих ножей это слишком маленький размер зерна, который негативно скажется на продолжительности реза, именно реза с потягом.
Goldheart2Пару лет назад проводил для себя достаточно объемный эксперимент, длившийся около недели. Был взят достаточно тонко сведенный нож из стали CPM3V и проводилась его заточка на угол 34 градуса, различными абразивами и с различным финишем. После каждой заточки резал 28 мм джутовый канат, с периодической проверкой остроты на 6 мм синтетическом шнуре на рычажной приспособе создающей усилие в 1,5 кг. При невозможности перерезать шнур на определенной длине клинка с данным усилием тест прекращался. Почему выбрано столь малое усилие? Потому, что я никогда не довожу свои ножи до большего затупления и именно для своих условий использования мне нужно было понять какие абразивы дают наиболее долгий и комфортный рез.
Впрочем, я если честно не эту тему хотел рассмотреть, меня применительно к оценке и выбору абразива больше интересует насколько реально те методы объективных исследований которые мы используем, и в частности вы, коррелируют с объективным тестированием режущей способности РК в используемым людьми инструменте. Другими словами, если мы возьмем две одинаковых заготовки, и одинаково их заточим согласно протоколу, но одну с финишем на OSB, другую с финишем на Коламбии, а потом поместим их в КАТРУ для последующего тестирования, будет ли статистически значимая разница в удержании РК, и если да, то насколько. Это очень существенный вопрос, потому, что если практическое тестирование в максимально контролируемых условиях, не покажет предполагаемой корреляции, то текущие методики объективной оценки в целом спектре задач будут иметь уже эстетический характер.
При заточке сравнивались следующие абразивы и их комбинации: веневские алмазы на связке B2-01 и OSB (OSB как из самой первой экспериментальной партии так и более поздних выпусков), гальванические алмазы, эльборы на м/о связке, Борайд Т2, чугунные притиры с алмазными и эльборовыми пастами, алмазные и эльборовые пасты мелких фракций на яшме, алмазные и эльборовые пасты на скотче.
Тест оказался очень полезным и информативным, НО это все будет так именно с тем самым ножом, из той стали, с той ТО, заточенным моей техникой и имеющимися у меня абразивами. У меня есть одинаковые абразивы выпущенные одним и тем же заводом в разное время и они отличаются! Поэтому не привожу никаких результатов, для других исходных данных они могут существенно отличаться. Тест хоть и время и трудозатратный, но если кому-то действительно интересно как работают его абразивы на его ножах, может самостоятельно провести нечто подобное.
Мне этот тест дал очень много, нисколько не жалею о потраченном времени. Скажу только что результаты отличались до 3-х раз, для меня это было очень неожиданно.
Goldheart2
Впрочем, я если честно не эту тему хотел рассмотреть, меня применительно к оценке и выбору абразива больше интересует насколько реально те методы объективных исследований которые мы используем, и в частности вы, коррелируют с объективным тестированием режущей способности РК в используемым людьми инструменте. Другими словами, если мы возьмем две одинаковых заготовки, и одинаково их заточим согласно протоколу, но одну с финишем на OSB, другую с финишем на Коламбии, а потом поместим их в КАТРУ для последующего тестирования, будет ли статистически значимая разница в удержании РК, и если да, то насколько. Это очень существенный вопрос, потому, что если практическое тестирование в максимально контролируемых условиях, не покажет предполагаемой корреляции, то текущие методики объективной оценки в целом спектре задач будут иметь уже эстетический характер.
Я согласен, что во многих случаях можно получить +- сходный результат, используя совсем разный и разного качества инструмент. Более-менее опытный заточник может даже на весьма прискорбного качества абразивах, иной раз получить хороший результат - это тоже есть.
В моих тестах для себя - вполне кореллируют с моим выбором абразивов, по методологии, которую я считаю верной для себя и своей работы.
Но даже если это опустить и допустить, гипотетически, что принципиальной разницы нет или она незаметна при определённых методах сравнений, помимо всего этого, есть ещё и такой момент, как время- и трудо- затраты на работу, а также удобство и комфорт в работе.
Лично у меня результат работы, который мне нравится, получается по-настоящему хорошо, и работа идёт в радость, тогда, когда я использую инструмент, которым мне удобно и комфортно работать. Тогда дело спорится и всё делается быстро, легко и приятно. И сделать я могу больше на одном уровне качества, за ту же единицу времени - у меня дольше сохраняется внимание и полный контроль над тем, что я делаю.
Для меня это тоже немаловажный критерий выбора инструмента, а не только результат на выходе.
Т.е. грубо говоря - для меня есть разница - копать яму кривой лопатой с обломанной ручкой, стоя босиком в луже, и копать нормальной лопатой, стоя в удобных сапогах. На выходе - я в обоих случаях яму выкопаю.
Но разница в организации процесса и его условиях - для меня тоже важна.
Впрочем, я если честно не эту тему хотел рассмотреть, меня применительно к оценке и выбору абразива больше интересует насколько реально те методы объективных исследований которые мы используем, и в частности вы, коррелируют с объективным тестированием режущей способности РК в используемым людьми инструменте. Другими словами, если мы возьмем две одинаковых заготовки, и одинаково их заточим согласно протоколу, но одну с финишем на OSB, другую с финишем на Коламбии, а потом поместим их в КАТРУ для последующего тестирования, будет ли статистически значимая разница в удержании РК, и если да, то насколько. Это очень существенный вопрос, потому, что если практическое тестирование в максимально контролируемых условиях, не покажет предполагаемой корреляции, то текущие методики объективной оценки в целом спектре задач будут иметь уже эстетический характер.Если я правильно понял, вас интересует сравнение заточки разными абразивами одинаковых ножей.
Вот, прям с первого поста, заострение на синтетике, натуралах, алмазах.
В этой же теме, ниже чутка сравнение эльборов и разных OSB.
Ну и постараюсь поискать тесты заострения Опинеля( Байкалит, Арканзас бл.транс., Золотой алмаз)
Ссылка на тему:
forummessage/224/24
Goldheart2Давно я их не доставал, но я точно помню, что они меньше. 😊
Из интереса, а зачем вам они? Просто по памяти у меня даже Extra Fine(емнп) и то лучше работал, хотя там этот Extra Fine был сильно лысый и притертый.
Мне не столько экстра экстра нужен а вообще большие с кружочками.
Зачем? Керамику на них шоркать.
Забыл как его.. Тод Симпсон (с электронным микроскопом который) Их тщательно тестировал. Они прирабатываются в течении многих часов. И на плато вышли чуть ли не за 8 часов (притирки камней на них) И вот потом они стали идеально равномерные - все агломераты поскалывались.
ВОт я бы и шоркал их и притерлись бы они.
Так что гляньте то там у вас есть ненужное 😊
Goldheart2Впрочем, я если честно не эту тему хотел рассмотреть, меня применительно к оценке и выбору абразива больше интересует насколько реально те методы объективных исследований которые мы используем, и в частности вы, коррелируют с объективным тестированием режущей способности РК в используемым людьми инструменте. Другими словами, если мы возьмем две одинаковых заготовки, и одинаково их заточим согласно протоколу, но одну с финишем на OSB, другую с финишем на Коламбии, а потом поместим их в КАТРУ для последующего тестирования, будет ли статистически значимая разница в удержании РК, и если да, то насколько. Это очень существенный вопрос, потому, что если практическое тестирование в максимально контролируемых условиях, не покажет предполагаемой корреляции, то текущие методики объективной оценки в целом спектре задач будут иметь уже эстетический характер.
Бог с вами, я имел ввиду не наличие электронного микроскопа дома, а постоянный доступ к оному, как есть у Тодда Симпсона. Чтобы можно было исследовать различные явления и процессы на РК. И, к сожалению, оптический микроскоп не показывает этого, из-за чего нам приходится предполагать и часто не совсем верно предполагать. Достаточно вспомнить как изменилось отношение к алмазам после публикации снимков их работы, где вместо ожидаемой "рванины" была аккуратная вершина, или горы, как кому нравиться. )Я сомневаюсь, что они смогут повторить китайский "эксперимент с ведром". Просто медно-оловянная связка(MS1) у Венева заметна отличается от полимерной оп весу, то есть, понятно, что она там есть, а КК с ней не будет работать из-за свойства очень быстрого раскалывания зерна, нужна связка, которая позволит обновляться зерну как в синтетиках, проще говоря такой брусок очень быстро вообще перестанет работать, поэтому алмаз или эльбор там будет в достаточных количествах. Что касается наличия агломератов КК или более крупного зерна, я в этом не вижу проблемы, потому что их "поколет" буквально при первой же притирки бруска. На счет плавающего результата, тут еще вопрос. Представьте, что у вас есть какое-то небольшое количество порошка, который вам нужно равномерно ввести в достаточно густую связку, которая застывает и липнет. Не увеличит ли в этом случае использование равномерной смеси основного абразива с балластной фракции другого абразивного порошка равномерность распределения основного абразивного порошка по связке. А по долговечности брусков - посмотрим.
Ещё добавлю по поводу тестов. Не буду особо распространяться о своём подходе к сравнению и оценке, частично об этом когда-то писал.
Львиная доля "сравнения абразивов" в тестах, равно как и сравнения ножей - как по мне, не выдерживает вообще никакой критики, по уйме параметров, но остановлюсь на одном единственном критерии из многих.
А именно - что сравнивая разные ножи, что сравнивая разные абразивы, часто звучит фраза "в одинаковой заточке".
Так вот она совсем не одинакова, а часто катастрофически не одинакова.
Для того, чтобы говорить об "одинаковости" - по-моему, следует оперировать конкретными параметрами. Например - указанием класса шероховатости для фасок и второе указание - для кромки.
И более-менее приближенной к одинаковой, будет заточка что разных ножей одним абразивом, что одного или идентичных ножей разными абразивами только тогда, когда хотя бы эти два параметра будут действительно близки. Скажем, до 6-го класса включительно с точностью до класса, и начиная с 7-го можно себе позволить разброс в 1 класс. Ограничиваться имеет смысл 9-10 классами как максимум. Тем более, что на некоторых сталях на РК его не получить при более-менее вменяемой остроте и при вменяемом угле заточки.
И вот когда кто-нибудь начнёт пользоваться хотя бы этим критерием (я уж не говорю о об использовании методики, при которой дефектный слой будет +- одинаковый для разных финишей) - обнаружим, что уйма сравнивавшихся многими абразивов, невозможно напрямую сравнить корректно, так как они не дают пресловутой "одинаковой заточки".
То же касается попыток заточить "одинаково" достаточно разные стали одним и тем же абразивом на финише. Потому что, о чём я годами пишу - ни шероховатость, ни её характер не будут во множестве случаев достаточно близки, чтобы считать заточку "одинаковой".
И вышесказанное - только вершина айсберга в выработке _реальной_ методологии сравнения что клинков, что абразивов.
Что касается карбида кремния в МО связке- полтавские эльборы на таких связках, как это ещё и показано в вышеприводившихся исследованиях - с завода пипец как засорены зерном КК - видимо, от плоскошлифа.
Я сам охренел удалять зерно КК из своего полтавского эльбора 5/3. Оно никуда не хотело деваться или раскалываться. Как в тех же брусках из собственно КК, на очень твёрдых связках и при высокой плотности их - мы можем наблюдать выглаживание, а вот "выкалывания" и крошения практически не будет - максимум будут отлетать частицы от зёрен, намного мельче размера зерна, даже если сравнивать с тем, которое в "нижнем разбросе" фракции.
А тут ещё и связка вязкая - она ещё надёжнее, чем, например, керамическая, предохраняет зерно от раскалывания и выкрашивания - расколовшееся радостно может разойтись по трещине, но остаться в связке. Эти выводы сделаны на основе практических наблюдений, которые каждый может повторить, при желании.
Т.е. даже крупное и торчащее зерно, которое у КК хрупче мелкого и которое контактировало с клинками оставляя паразитку - не хотело ни дробиться, ни вываливаться. Хоть и было на порядке крупнее эльборового в этом бруске. И эта картина такая не только у меня.
Я это к тому, что можно убрать оттуда львиную долю эльбора или алмаза и насажать в такую и некоторые другие связки (даже в полимерную, что китайцы, кстати и сделали) карбид кремния, особенно если брусок заявлен очень тонкий, и "ничего". Большинство вообще не догадается, что с ним что-то не так. Ну может через полгода-годик..
oldTorДумаю, под одинаковой заточкой имеется ввиду просто применение одинаковых абаразивов и заточка на один угол, все, никакого дополнительного смысла в это не вкладывается. Предельно упрощенный вариант. И его бывает достаточно для определенных задач, например сравнения различных вариантов ТО одной и той же стали и на одном и том же канате. При подобных тестах, никто не будет заморачиваться с подбором абразива под конкретную сталь и тем более с определением класса шероховатости, это не научные систематизированные изыскания. Такова реальность на данный момент.
что сравнивая разные ножи, что сравнивая разные абразивы, часто звучит фраза "в одинаковой заточке"
Для сравнения ТО одинаковых клинков из одной стали или очень близких это годится, так как вне зависимости что за абразив возьмём - результат обработки будет очень близок, а иногда может быть идентичен.
Хотя всё равно, я считаю, нужно убедиться в том, что заточка произведена с достаточной повторяемостью. Когда же контроль осуществляется как-то совсем уж "на глазок", а про наличие/отсутствие заусенки объявляется "какая разница" - то кроме скепсиса, подобное, с позволения сказать "тестирование", на мой взгляд, вызвать у человека мыслящего ничего не может))
Т.е. на мой взгляд, это можно расценивать как что угодно (показуха, привлечение аудитории, реклама, антиреклама, провокация холиваров и пр.), но не как тестирование. Т.е. практической пользы я в результатах такой деятельности не вижу для себя вообще.
Такая вот у меня личная субъективная позиция по этому вопросу.
chingachgook
Если я правильно понял, вас интересует сравнение заточки разными абразивами одинаковых ножей.
Вот, прям с первого поста, заострение на синтетике, натуралах, алмазах.В этой же теме, ниже чутка сравнение эльборов и разных OSB.
Ну и постараюсь поискать тесты заострения Опинеля( Байкалит, Арканзас бл.транс., Золотой алмаз)
Ссылка на тему:
forummessage/224/24
Абсолютно правильно поняли. )
Спасибо за ссылку. Как-то мне эта тема не попадалась на глаза, надо будет ознакомиться. И если вы кинете ссылку на Оппинель, тоже буду премного благодарен.
oldTorЕщё добавлю по поводу тестов. Не буду особо распространяться о своём подходе к сравнению и оценке, частично об этом когда-то писал.
Львиная доля "сравнения абразивов" в тестах, равно как и сравнения ножей - как по мне, не выдерживает вообще никакой критики, по уйме параметров, но остановлюсь на одном единственном критерии из многих.
А именно - что сравнивая разные ножи, что сравнивая разные абразивы, часто звучит фраза "в одинаковой заточке".
Так вот она совсем не одинакова, а часто катастрофически не одинакова.
Для того, чтобы говорить об "одинаковости" - по-моему, следует оперировать конкретными параметрами. Например - указанием класса шероховатости для фасок и второе указание - для кромки.
И более-менее приближенной к одинаковой, будет заточка что разных ножей одним абразивом, что одного или идентичных ножей разными абразивами только тогда, когда хотя бы эти два параметра будут действительно близки. Скажем, до 6-го класса включительно с точностью до класса, и начиная с 7-го можно себе позволить разброс в 1 класс. Ограничиваться имеет смысл 9-10 классами как максимум. Тем более, что на некоторых сталях на РК его не получить при более-менее вменяемой остроте и при вменяемом угле заточки.И вот когда кто-нибудь начнёт пользоваться хотя бы этим критерием (я уж не говорю о об использовании методики, при которой дефектный слой будет +- одинаковый для разных финишей) - обнаружим, что уйма сравнивавшихся многими абразивов, невозможно напрямую сравнить корректно, так как они не дают пресловутой "одинаковой заточки".
То же касается попыток заточить "одинаково" достаточно разные стали одним и тем же абразивом на финише. Потому что, о чём я годами пишу - ни шероховатость, ни её характер не будут во множестве случаев достаточно близки, чтобы считать заточку "одинаковой".И вышесказанное - только вершина айсберга в выработке _реальной_ методологии сравнения что клинков, что абразивов.
Что касается карбида кремния в МО связке- полтавские эльборы на таких связках, как это ещё и показано в вышеприводившихся исследованиях - с завода пипец как засорены зерном КК - видимо, от плоскошлифа.
Я сам охренел удалять зерно КК из своего полтавского эльбора 5/3. Оно никуда не хотело деваться или раскалываться. Как в тех же брусках из собственно КК, на очень твёрдых связках и при высокой плотности их - мы можем наблюдать выглаживание, а вот "выкалывания" и крошения практически не будет - максимум будут отлетать частицы от зёрен, намного мельче размера зерна, даже если сравнивать с тем, которое в "нижнем разбросе" фракции.
А тут ещё и связка вязкая - она ещё надёжнее, чем, например, керамическая, предохраняет зерно от раскалывания и выкрашивания - расколовшееся радостно может разойтись по трещине, но остаться в связке. Эти выводы сделаны на основе практических наблюдений, которые каждый может повторить, при желании.Т.е. даже крупное и торчащее зерно, которое у КК хрупче мелкого и которое контактировало с клинками оставляя паразитку - не хотело ни дробиться, ни вываливаться. Хоть и было на порядке крупнее эльборового в этом бруске. И эта картина такая не только у меня.
Я это к тому, что можно убрать оттуда львиную долю эльбора или алмаза и насажать в такую и некоторые другие связки (даже в полимерную, что китайцы, кстати и сделали) карбид кремния, особенно если брусок заявлен очень тонкий, и "ничего". Большинство вообще не догадается, что с ним что-то не так. Ну может через полгода-годик..
Вы правильно указываете на существенные проблемы в методологии при тестировании сталей и ножей, только, я думаю, что стремление к именно одинаковой заточке, исходя из принципов, которые вы описали, - это все же не то к чему имеет смысл двигаться. Потому, что чем более одинаковой будет заточка разными абразивами согласно методам объективной оценки, тем меньше будет вообще какая-либо разница между ними на практике.
Мне все же кажется, что рациональнее ставить задачу именно определения влияние абразивов на режущую способность при усредненном протоколе их использования. Чтобы понять эффективность того или иного решения именно с точки зрения пользовательской эксплуатации.
Также, я думаю, что в данном случае стремление к структурному анализу, а также к максимально определенной модели - это не самая лучшая стратегия. Именно в силу того, что, как вы и написали выше, у нас слишком много переменных, которые накладывают очень высокие требования к проводимому эксперименту. В таких случаях лучше использовать общепринятый в биологии и медицине подход, где как раз проблема сложности модели стоит очень остро, когда используются методы статистического анализа для сравнения эффективности тех или иных препаратов или методов. Другими словами, часто нам неизвестен патогенез и даже не полностью понятен принцип работы тех или иных соединений в организме, но статистика может нам четко ответить на вопрос насколько они эффективны в рамках поставленных задач. Все тоже самое можно применить и к абразиву, при условии, что у нас соблюдается базовый протокол, и есть достаточная по количеству элементов и репрезентативности группа, чтобы установить статистически доказанную закономерность.
Касательно зерна КК в полтавских эльборах - интересно. Тут видимо еще сказывается то, что у них плотная и крепкая связка, которая действительно защищает его, а также размер зерна. Хотя, все равно, мне кажется(могу ошибаться), что достаточная притирка его сколет. Но, думаю, что это не настолько свойственно веневской MS-1, именно потому, что она мягче, проще обновляется. Не говоря о том, что лично для меня МО связка в целом не особо актуально для мелкого зерна зерна от 7/5 и меньше, даже от 20/14(по ситуации). А на зернистости больше вряд ли будут попадаться такие уж булыжники КК, чтобы создавать значимую паразитную риску, плюс чем больше зерно КК, тем лучше оно колется. Как-то так. Просто я пока MS-1 еще не "распробовал" но каких-то особых проблем не вижу с ней, единственное, что меня смущает - это какой эффект дает этот микро порошок КК на на все том же микро уровне РК, в частности как все это действует на карбиды стали.
Чтобы не плодить новую тему, позвольте тут задать вопрос немного по теме ТС (Надеюсь ТС не будет возражать).
Есть веневские алмазы, есть алмазы из комплекта Профиля, стоковые.
Точилок две - обе Профиль, одна К03, вторая Кадет Про.
Насколько ощутима разница между стоковыми амазами от Профиля и Веневцами?
Или есть ли смысл докупить например эльборов для финиша после профильных алмазов, а веневские оставить как есть? Просто половину года живу на даче, где 4-5 кухонников (хороших - м390, м398, 110 и 125), и 2-3 edc регулярно точу (в основном МБШ, М390) и половину года в городе, где примерно тот же набор. Станок возить туда сюда сразу отказался, купил просто Кадет еще.
Вот теперь думаю, какой оптимальный набор камней в Москве оставить. Комплект Веневский 250/200, 100/80, 20/14, 7/5, 3/2. Комплект от Профиля я так понимаю примерно такой же. И отдельно бланки с клеящимися лентами до 10000). И что докупить/поменять.
Спасибо!
Комплект от Профиля я так понимаю примерно такой жехорошо бы знать, что это за комплект от Профиля?
Профиль предлагает к покупке, как китайские пластины на гальванике, приклеенные к своим фирменным бланкам так и чебоксарские алмазные бруски:
Вот такие tsprof.comну так про них и говорил, китайские гальванические пластинки, на бланках TSPROF. Как по мне, так разница между гальваническим напылением и алмазами в связке, весьма значительна, гальваника бывает полезна на грубых операциях, на финише и доводке я ее считаю не пригодной, особенно на малых углах кухонных ножей..
Оствить часть алмазов Профиля для грубых работ и докупить эльборов или веневских?да кто ж за вас решит сей вопрос? что вам самому больше нравится, то и докупите 😊 А для тех железок что вы перечислили, годятся и алмазы, и эльборы, и карбид кремния, и даже натуралы разные
AlexDelfДля грубых работ оставте алмазы. На финиш и доводку купите натурал(ы). К примеру зелёный байкалит или даже байкалит-туффит(он дешевле, его много больше на рынке) + люксор. Ну это чтобы на Профиле, по-быстрому 😊
Оствить часть алмазов Профиля для грубых работ и докупить эльборов или веневских? 😊 Или что? 😊
AlexDelfДа у меня тоже в процессе освоения.
Байкалит что то новое для меня
1966 год выпуска, с оборонного предприятия 😛, сравниваю с пайковским арканзасом("белий" ниже, транс). 4 стороны бруска байка притер по разному, впечатляет 😀

AlexDelfДа не за что🤝 Байкалит в очень тонкой доводке(одинаковой с арком) сохраняет абразивность. Работает в весьма широких пределах: одну сторону притер на КК120(для экспресс ремонта РК), другую тонко доводил на стекле с (последовательно) КК1200, суспензия Цусима нагура(морскся), суспензия тюрингийца, люксор самый тонкий и он "грызет" М398. Арк в такой доводке просто выглаживает. Более простые стали так вообще песня. Но ровнять и притирать байкалит довольно нудное занятие.
Класс! Изучу обязательно! Спасибо!
У меня есть яшма для бритв) но брусок. Аналог 50000 грит). До такого точно не доведу). 🤝🙏
AlexDelfУ меня в заводском распиле, после фрезы, в промасленной(или пергаментной?) бумаге. Потому и ровнял-притирал именно для доводки и правки на руках в полевых условиях. На бланках(интернет-магазин "Точилка Жук") зелёный байкалит видел, но купил их байкалит-туффит🤷♂️, он был ровный и готов к работе. А так любой "твердый"(масляный, не дающий своей суспензии) натурал от работы выглаживается и периодически требует взбадривания. Натуралы-водники, дающие суспензию, ровняю по мере износа.
А требует притирки?
AlexDelfНу так и надо на ней пробовать доводку. С люксором получается быстрей. Брусок для начала тоже можно зажать в Профиль, ну или приклеить через двухсторонний скотч на бланк: давить все равно не придётся.
У меня есть яшма для бритв) но брусок
AlexDelf
Приветствую уважаемых специалистов.
Чтобы не плодить новую тему, позвольте тут задать вопрос немного по теме ТС (Надеюсь ТС не будет возражать).
Есть веневские алмазы, есть алмазы из комплекта Профиля, стоковые.
Точилок две - обе Профиль, одна К03, вторая Кадет Про.
Насколько ощутима разница между стоковыми амазами от Профиля и Веневцами?
Или есть ли смысл докупить например эльборов для финиша после профильных алмазов, а веневские оставить как есть? Просто половину года живу на даче, где 4-5 кухонников (хороших - м390, м398, 110 и 125), и 2-3 edc регулярно точу (в основном МБШ, М390) и половину года в городе, где примерно тот же набор. Станок возить туда сюда сразу отказался, купил просто Кадет еще.
Вот теперь думаю, какой оптимальный набор камней в Москве оставить. Комплект Веневский 250/200, 100/80, 20/14, 7/5, 3/2. Комплект от Профиля я так понимаю примерно такой же. И отдельно бланки с клеящимися лентами до 10000). И что докупить/поменять.
Спасибо!
Я себя специалистом не считаю, до этого еще расти и расти, но тем не менее отвечу. Исходя из того, что у вас есть, я бы советовал гальванические алмазы оставить для обдирки, если такая необходимость будет, хотя там можно и веневцев на бакелитовой связке использовать из вашего комплекта, а непосредственно заточку и доводку производить на веневких алмазах на органической связке, комплект которых у вас есть. Вплоть до 3/2. Я правильно понял, что 7/5 и 3/2 у вас OSB связка? Если да, то это будет оптимальным вариантом из того, что у вас есть, только финишиные бруски на OSB от 7/5 и меньшей зернистости желательно хорошо подготовить, то есть притереть. В принципе это и так произойдет в процессе работы, но если вы хотите максимальный результат сразу, то можно это сделать заранее.
Также я бы смотрел в сторону притиров с алмазной пастой.
Goldheart2При наличии яшмы это лишние заморочки. Вернее можно, конечно, но так сказать для повышения общего уровня. Веневский 3/2 вполне себе брусок для финиша кухни. Конечно стойкость РК будет помене, чем на яшме, зато зело быстрей, чем с притиром возится(о том, что на притире та же зернистость даст лучший результат, чем на бруске я в курсе). Затупится, так и поправить не долго.
Также я бы смотрел в сторону притиров с алмазной пастой
Chydin
При наличии яшмы это лишние заморочки. Вернее можно, конечно, но так сказать для повышения общего уровня. Веневский 3/2 вполне себе брусок для финиша кухни. Конечно стойкость РК будет помене, чем на яшме, зато зело быстрей, чем с притиром возится(о том, что на притире та же зернистость даст лучший результат, чем на бруске я в курсе). Затупится, так и поправить не долго.
От стали зависит. У ТС ножи преимущественно представлены сталями с большим карбидным объемом, причем по большей части это насыщенные ванадием карбиды хрома или ванадиевые карбиды, отличающиеся повышенной твердостью. Для того, чтобы с ними нормально работать на доводочных операциях нужен абразив отличающийся не только твердостью зерна, но и его прочностью. Поэтому природники, которые преимущественно представлены диоксидом кремния, даже вместе с оксидом алюминия(люксор) - не лучший вариант. Их можно использовать для определенных операций с понимание зачем это делается, но как основной доводочный камень я бы их не советовал. Собственно говоря, поэтому и предложил ТС обратить внимание именно на притир с пастой, и использовать те камни, которые у него в наличии. Это уже близкий к оптимальному сэт для таких сталей, только их нужно довести до ума, ну и техника должна быть под них адаптированна, яшма, конечно, в этом плане проще.
Goldheart2По М398 отлично работает хонияма суминагаси(водный сланец) и тюрингиец(тоже водник), но естественно в доводочном режиме.
Для того, чтобы с ними нормально работать на доводочных операциях нужен абразив отличающийся не только твердостью зерна, но и его прочностью.
Goldheart2Его еще надо купить и самое главное правильно подготовить, а яшма уже есть. Максимум купить люксор, он тоже не плохо работает по порошковым сталям. Возможно доводка "не зайдёт" или покажется излишней или нудной операцией.
обратить внимание именно на притир с пастой
Chydin
По М398 отлично работает хонияма суминагаси(водный сланец) и тюрингиец(тоже водник), но естественно в доводочном режиме.
Для доводки с нуля я бы их использовать не стал в данном случае, просто в силу твердости и количества карбидов, которые содержаться в данной стали. Кроме того, есть другая более существенная проблема, все природники индивидуальны, а значит отличается качество их работы, а также решение каких-либо проблем ложиться на их владельца.
Chydin
Его еще надо купить и самое главное правильно подготовить, а яшма уже есть. Максимум купить люксор, он тоже не плохо работает по порошковым сталям. Возможно доводка "не зайдёт" или покажется излишней или нудной операцией.
Яшма то есть, только она уже притерта под бритвы и с ними уже используется. Перепритирать ее под ножи я бы ее не стал, я не вижу в этом особого смысла, не говоря о том, что конкретно под эти стали - это не хороший вариант. Вот если бы у ТС были бы стали попроще, или на худой конец с другой карбидообразующей легатурой, вроде ZDP-189, то еще можно подумать в этом направлении, а так лучше довести имеющиеся бруски, или купить притир, который можно шаржировать алмазным или эльборовым зерном.
Goldheart2Это как? Я понимаю после веневского 3/2 уйти на яшму в доводочный режим. А так, "точить" по таким злым сталям даже арком и байкалитом в самой грубой доводке не стоит: для этого есть алмазы.
Для доводки с нуля
Goldheart2да, OSB.
Я себя специалистом не считаю, до этого еще расти и расти, но тем не менее отвечу. Исходя из того, что у вас есть, я бы советовал гальванические алмазы оставить для обдирки, если такая необходимость будет, хотя там можно и веневцев на бакелитовой связке использовать из вашего комплекта, а непосредственно заточку и доводку производить на веневких алмазах на органической связке, комплект которых у вас есть. Вплоть до 3/2. Я правильно понял, что 7/5 и 3/2 у вас OSB связка? Если да, то это будет оптимальным вариантом из того, что у вас есть, только финишиные бруски на OSB от 7/5 и меньшей зернистости желательно хорошо подготовить, то есть притереть. В принципе это и так произойдет в процессе работы, но если вы хотите максимальный результат сразу, то можно это сделать заранее.
Спасибо!
ChydinСогласен)
Максимум купить люксор, он тоже не плохо работает по порошковым сталям. Возможно доводка "не зайдёт" или покажется излишней или нудной операцией
🙌👍
Chydin
Это как? Я понимаю после веневского 3/2 уйти на яшму в доводочный режим. А так, "точить" по таким злым сталям даже арком и байкалитом в самой грубой доводке не стоит: для этого есть алмазы.
Под доводкой с нуля я имею ввиду все, что связанно с формированием, извиняюсь за тавтологию, формы вершины РК, включая доведение поверхностей до нужной шероховатости. Кроме работы со структурой стали на РК, которую я выделяю в отдельную категорию работ, хотя в общем смысле это тоже изменение шероховатости поверхности. Сталь, как нам всем известно, структурно неоднородна. В ней есть различные элементы обладающие разными физическими свойствами. Абразивом мы можем корректировать то, какие и в какой форме у нас элементы остаются на РК.
Именно поэтому я не советую использовать люксор с яшмой на сталях, как у ТС, просто для доводки, их можно использовать для изменения структуры РК и то, при четком понимании зачем и как это делается. Поясню, у вас на вершине РК при близкой шероховатости может быть либо карбидная пила, либо щербатая матрица стали, зависеть это будет от того, какой абразив вы будете использовать и от техники. Использование относительно мягких абразивов, вроде ОА или ДК при доводке на современных карбидных монстрах - это верный путь к второму варианту. Если нет умышленно цели ослабить немного матрицу, чтобы оголить карбиды, но делается это не на твердом камне и нужно далеко не всем сталям.
Goldheart2у вас на вершине РК при близкой шероховатости может быть либо карбидная пила, либо щербатая матрица стали
Причём это ещё очень сильно зависит на таких сталях от угла заточки и размера карбидов в конкретной стали.
Потому что встречаются ситуации, когда при абсолютном любом абразиве на финише и любом режиме работы, мы получим щербатую матрицу с выпавшими из неё карбидами.
Существует миф, что алмазы "во всех случаях будут обтачивать карбиды и поэтому такого не произойдёт", но это не более, чем миф, я в т.ч. показывал в темах о притирах, что с тем же успехом, как и всё остальное, они легко приводят к такому же результату - когда для пресловутого "обтачивания карбидов" - последние недостаточно хорошо закреплены в матрице уже.
Кроме того, поскольку они довольно хрупки, часто в такой ситуации они обтачиваются алмазами даже хуже, чем карбидом кремния, а вот раскалываются и крошатся при встрече с алмазным зерном - куда охотнее, чем при встрече с более хрупким КЗ.
В общем, в такой ситуации, для получения более однородной РК толщиной, сопоставимой или тоньше, чем средний размер карбидов, неизбежно потребуется увеличить угол, либо, как максимум, удастся получить РК по толщине +- равной или несущественно бОльшей, чем средний размер карбидов.
Если при этом шероховатость будет слишком высокого класса, то нож резать будет уныло, так как толщина РК при этом будет в лучшем случае = ~2мкм., что достаточно остро, но при гладких и фасках и РК, нож не будет толком "цеплять" многие материалы, а в худшем - порядка 4-5, что уже довольно тупая кромка.
Поэтому, при умеренных и небольших углах заточки для таких сталей, придётся останавливаться раньше и завершать заточку с выполнением довольно выраженного рельефа, для достаточной "цепкости" на самой РК, либо, как вариант, на фасках непосредственно после первых +- 3мкм. от вершины РК, что поспособствует лучшей стойкости клинка.
Если же есть возможность по ТЗ повысить угол, то можно выполнить и более тонкую кромку, довольно тонко обработанную, как с выступающими карбидами, так и условно "гладкую" - т.е. когда без травления, структуру будет разглядеть сложно даже в сильную оптику.
Goldheart2Мой охотничий нож из М398 изначально имеет некоторые дефекты стали вероятно от пережёга на гриндере. Использую его именно как пособие по заточке. При угле в 32 градуса РК "сыплется" от контакта с костями
Именно поэтому я не советую использовать люксор с яшмой на сталях, как у ТС, просто для доводки, их можно использовать для изменения структуры РК и то, при четком понимании зачем и как это делается. Поясню, у вас на вершине РК при близкой шероховатости может быть либо карбидная пила, либо щербатая матрица стали, зависеть это будет от того, какой абразив вы будете использовать и от техники. Использование относительно мягких абразивов, вроде ОА или ДК при доводке на современных карбидных монстрах - это верный путь к второму варианту.

Вид в китаймикроскоп при х250.
Потому мне его не жаль и пользовал со всем доступными мне абразивами. Выяснил, что при угле заточки в 34 градуса получается замечательный рез: чековая лента распускается бесшумно, нож режет долго(хватает для ошкуривания 4-х бобров без снижения остроты для пользователя).Использовал по дереву, для подгонки головы топора к берёзовому топорищу. Полёт нормальный 😀 Впервые такую кромку удалось получить на Апексоиде, байкалитом-туффитом на бланке + люксор самый тонкий. Это потом стал пользовать сланцы(и др.) + руками. Что не так делаю? Какие карбиды и монстры?
oldTorПричём это ещё очень сильно зависит на таких сталях от угла заточки и размера карбидов в конкретной стали.
Потому что встречаются ситуации, когда при абсолютном любом абразиве на финише и любом режиме работы, мы получим щербатую матрицу с выпавшими из неё карбидами.
Существует миф, что алмазы "во всех случаях будут обтачивать карбиды и поэтому такого не произойдёт", но это не более, чем миф, я в т.ч. показывал в темах о притирах, что с тем же успехом, как и всё остальное, они легко приводят к такому же результату - когда для пресловутого "обтачивания карбидов" - последние недостаточно хорошо закреплены в матрице уже.
Кроме того, поскольку они довольно хрупки, часто в такой ситуации они обтачиваются алмазами даже хуже, чем карбидом кремния, а вот раскалываются и крошатся при встрече с алмазным зерном - куда охотнее, чем при встрече с более хрупким КЗ.
Конечно, алмазы не во всех случаях обтачивают карбиды, лично я выделяю две основные, хоть и не единственные, причины почему этого может не происходить. Первая - это недостаточное закрепление алмазного зерна в связке абразива, например свободное или расположенное на cильно эластичной поверхности алмазное зерно вполне себе "ест" матрицу, не трогая карбиды, или даже колет их, как это делают ОА и КК. Вторая - это проблема удержания карбида в матрице, которая в свою очередь сводится к углу, размеру карбида, и свойствам самой матрицы. Плюс есть зависимость от размера алмазного зерна(но я сейчас эту тему не готов обсуждать, слишком много нюансов).
Тем не менее, в случае упомянутых ТС сталей, при адекватном угле заточке(40-34, я тут перестраховываюсь из-за 125v и M398, так можно и на 30 точить) будет превалировать именно стачивание карбидов, тогда как если будет использована суспензия ОА, КК или ДК как минимум будет просто выедание матрицы стали, что по итогу приведет к ослаблению фиксации карбидов, и последующему снижению абразивной устойчивости стали, на жестко фиксированном зерне данных абразивов в зависимости зернистости скорее всего будут расколотые или вырванные из РК карбиды, с таким же итоговым результатом. Именно поэтому я посоветовал автору придерживаться именно суперабразивов с его набором сталей.
Chydin
Мой охотничий нож из М398 изначально имеет некоторые дефекты стали вероятно от пережёга на гриндере. Использую его именно как пособие по заточке. При угле в 32 градуса РК "сыплется" от контакта с костями
Вид в китаймикроскоп при х250.
Потому мне его не жаль и пользовал со всем доступными мне абразивами. Выяснил, что при угле заточки в 34 градуса получается замечательный рез: чековая лента распускается бесшумно, нож режет долго(хватает для ошкуривания 4-х бобров без снижения остроты для пользователя).Использовал по дереву, для подгонки головы топора к берёзовому топорищу. Полёт нормальный 😀 Впервые такую кромку удалось получить на Апексоиде, байкалитом-туффитом на бланке + люксор самый тонкий. Это потом стал пользовать сланцы(и др.) + руками. Что не так делаю? Какие карбиды и монстры?
Почему у вас лучший результат получился именно на байкалите-туффите, я затрудняюсь сказать, потому что слишком много переменных, начиная от свойств конкретно вашей железки, заканчивая техникой и банальным совпадением. Только могу сказать, что m398 обычно так себя не ведет.
Goldheart2Увы и ах - лучший результат на этом клинке дают водники: хонияма суминагаси и тюрингиец. Вернее тот камень, что дед мой с войны привез вместе с бритвой. Экспресс правка вполне получается арком или зеленым байкалитом с маслом, врукопашную. И даже Желтый Сунгари с Али вполне справляется, только шибко злая пила на кромке выходит.
у вас лучший результат получился именно на байкалите-туффите
Goldheart2Комрады из этого раздела мне это объясняли, с видео. Но что есть, то есть. Ярослав, кстати, отсоветовал лезть с алмазами к данному ножу, за что ему отдельное - Спасибо🤝
могу сказать, что m398 обычно так себя не ведет
Goldheart2..
Конечно, алмазы не во всех случаях обтачивают карбиды, лично я выделяю две основные, хоть и не единственные, причины почему этого может не происходить. Первая - это недостаточное закрепление алмазного зерна в связке абразива, например свободное или расположенное на cильно эластичной поверхности алмазное зерно вполне себе "ест" матрицу, не трогая карбиды, или даже колет их, как это делают ОА и КК. Вторая - это проблема удержания карбида в матрице, которая в свою очередь сводится к углу, размеру карбида, и свойствам самой матрицы. Плюс есть зависимость от размера алмазного зерна(но я сейчас эту тему не готов обсуждать, слишком много нюансов).
Да, тут уже то, с чем трудно разбираться.
Например, я сравнивал одну и ту же cpm s90v с одним и тем же сортом и размером алмазного зерна на разных притирах - на чугунном (шаржированное) и на стеклянном (полусвязанное). Причём они даже аналогично готовились.
На чугунном - так и не вышел на доводочный режим - превалирует резание, шероховатость грубее и однородность и фасок и РК - хуже.
На стекле - на доводочный режим вышел без проблем, избежал шаржирования алмаза в сталь и получил шероховатость тоньше и однородность выше.
При том, в обоих случаях, угол всё равно остался таким, что на самой кромке карбиды выпадали всё равно. Но в доводочном режиме на стеклянном притире вышло несравненно аккуратнее - на "дырки" в РК наволакивается матрица и "затягивает" их, также это способствует тому, чтобы лучше удерживались карбидики, которые удалось с РК не потерять, тогда как при обработке в режиме превалирующего резания - более светлыми и блестящими, их, "вот-вот выпадут" - прекрасно видно на самой кромке - если открыть сравнительные микрофото этого сравнения во весь экран, перейдя сначала по клику на фотохостинг и там нажав "+":
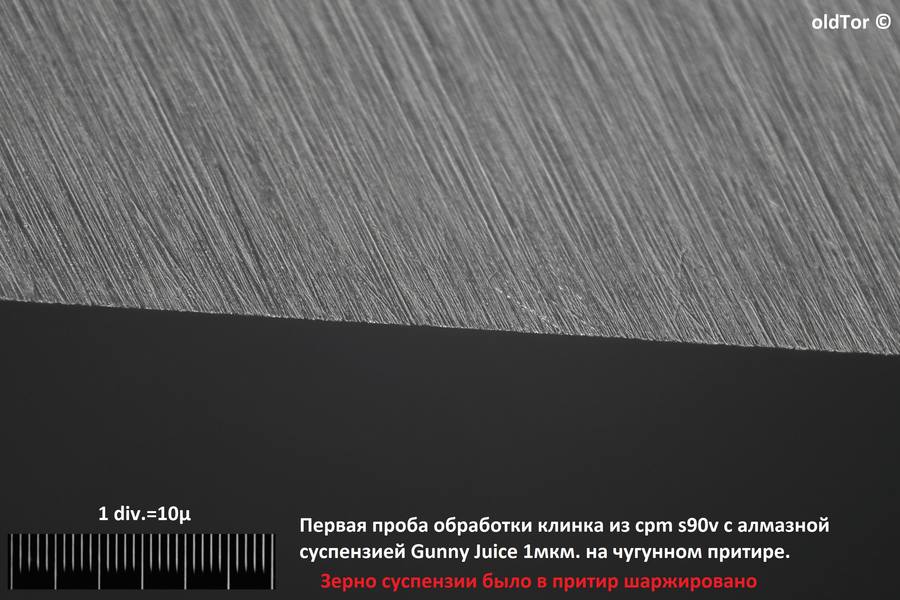
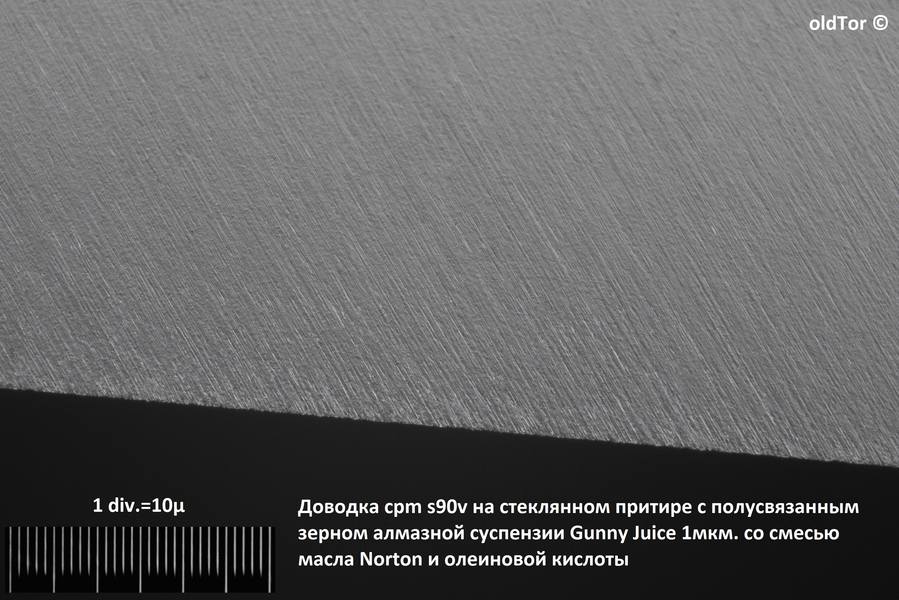
Так что я бы уточнил ещё, что зависит не только от режима работы в плане "намерения" работы как таковой, а в том, удалось ли таки получить требуемый режим - т.е. перейти на тонкой обработке от режима превалирующего резания/царапания, к режиму с превалированием пластической деформации. Т.е. от, по сути, тонкой заточки, хоть и на микронном зерне, к собственно доводке.
P.S. Что касается размера зерна, я бы сказал, в т.ч. основываясь на этой пробе, как и на более ранних, что для пресловутой "обточки" карбидов в зоне РК, средним размером 2мкм., алмазное зерно 1мкм. - маловато. Слишком близки размеры. При том есть проблема, что уже с размера около 3мкм., зерно работает не так, как более крупное. И тут может быть так, что для пресловутой "обточки" не обязательно нам поможет ещё более мелкое, например 0,5мкм. В некоторых случаях больше поможет наоборот - более крупное, но более глубоко шаржированное в некоторые материалы или более глубоко погружённое в виде полусвязанного в материал притира -
- Достаточно вспомнить, какое количество зёрен именно режущих у нас обычно в процентном соотношении от всей массы зёрен присутствует на любом абразиве, и сколь незначительна область каждого такого зерна, внедряющаяся в сталь. Разумеется, если бы мы могли закрепить как следует каждый карбид и обтачивать его отдельно, нам бы помогло как раз очень мелкое зерно. Но в случае "наших реалий" - может помочь наоборот - более крупное, чем средний размер карбида, и даже не обязательно очень жёстко закреплённое. Но при том хорошо погруженное в основу - чтобы не вышло, что оно просто оставляет риску, которая "вырезает" карбиды - что, кстати, позволяет такие стали нормально затачивать обычными абразивами (не на любой, конечно, связке), вплоть до момента, пока размер риски не сравняется +- с размером карбидов.
Главное тут не запутаться, что размер риски и размер зерна - абсолютно разные вещи))
Но это уже такие дебри, в которые лезть трудно хотя бы из-за сложности контроля происходящего и выявления закономерностей. Да и времени надо очень много.
Да и нужно это мало кому - ведь такую разницу мало кто имеет возможность увидеть, да и не при любых тестах при произвольной методологии, получится вменяемо сравнить в цифрах разность стойкости таких кромок. Что, разумеется, не отменяет того, что она есть.
Какие карбиды и монстры?те что встречаются например в Х12МФ, точную цифру не помню, но точно монстры 😊
tvy61Эта сталь обрабатывается абразивами, что под руку попадут и монстры не мешают.
те что встречаются например в Х12МФ, точную цифру не помню, но точно монстры 😊
и монстры не мешают.да-да.. вам не мешают и хорошо, и зачем только кузнецы бьются, над уменьшением размеров карбидов
tvy61От кузницы Назарова с 2013 года в пользовании, прошлый год купил Шалимовский хитровыкованный, сейчас друзья принесли для регринда и заточки "х12мф кованая"(не знаю изготовителя). 3 ножа из этой стали - ну никаких проблем с заточкой и доводкой🤷♂️ А кузнецы правильно делают, что стараются.
да-да.. вам не мешают и хорошо, и зачем только кузнецы бьются, над уменьшением размеров карбидов
oldTorВы не помните какой был угол заточки, и, если у вас есть информация, какую твердость имела данная 90я(это существенно), была ли крио обработка? А то слишком много неизвестных.
Да, тут уже то, с чем трудно разбираться.
Например, я сравнивал одну и ту же cpm s90v с одним и тем же сортом и размером алмазного зерна на разных притирах - на чугунном (шаржированное) и на стеклянном (полусвязанное). Причём они даже аналогично готовились.
oldTorСпасибо за снимки, впрочем, у них все равно недостаточная информативность, чтобы сделать какие-либо четкие выводы. К сожалению, это та проблема, о которой я писал ранее, речь о том, что микроскопии в видимом свете не хватает для полноценной оценки происходящего на РК. Специализированные металлургические микроскопы эту проблему частично нивелируют, но не решают до конца.
При том, в обоих случаях, угол всё равно остался таким, что на самой кромке карбиды выпадали всё равно. Но в доводочном режиме на стеклянном притире вышло несравненно аккуратнее - на "дырки" в РК наволакивается матрица и "затягивает" их, также это способствует тому, чтобы лучше удерживались карбидики, которые удалось с РК не потерять, тогда как при обработке в режиме превалирующего резания - более светлыми и блестящими, их, "вот-вот выпадут" - прекрасно видно на самой кромке - если открыть сравнительные микрофото этого сравнения во весь экран, перейдя сначала по клику на фотохостинг и там нажав "+":
То есть, после стеклянного притира я не могу до конца понять, что я вижу на РК. По подводу виден процесс износа и наволакивания матрицы на карбиды, что естественно, так как микронное зерно, находясь между относительно твердым притиром и матрицей скорее всего схожей или даже меньшей твердости, продавливает и истирает поверхность там где нет твердой преграды в виде карбидов, то есть между ними. Собственно говоря, поэтому там характерная "пупырчатая" поверхность. На РК скорее всего происходит что-то похожее, но точно не видно. По крайней мере четко карбидов, за исключением нескольких мест, я не могу рассмотреть. Поэтому приходиться выдвигать гипотезы, но я, видя работу на подводе, не уверен, что там просто приходит только наволакивание матрицы на карбиды, параллельно должен происходить и износ матрицы и скорее всего потеря карбидов. Точно я тут не берусь говорить, потому что речь идет об алмазном зерне, а как оно себя ведет в "свободном" виде у меня точных данных нет, в отличие от финиша на относительно тонких(4 000 JIS) синтетиках ОА, которые выдирают карбиды из рк сталей с большим карбидным объемом. К слову, еще на мой взгляд важный момент, стеклянный притир почти наверняка с алмазной суспензией выделяет мелкую фракцию диоксида кремния, что также влияет на итоговый результат.
В случае же чугуна, кромка более "шероватая", но на ее конце четко видны карбиды.
oldTorСогласен. Я бы еще добавил, что тут еще важно знать к каким вариантам деградации РК приведет какой режим на разных группах сталей и материалах, которые режут.
Так что я бы уточнил ещё, что зависит не только от режима работы в плане "намерения" работы как таковой, а в том, удалось ли таки получить требуемый режим - т.е. перейти на тонкой обработке от режима превалирующего резания/царапания, к режиму с превалированием пластической деформации. Т.е. от, по сути, тонкой заточки, хоть и на микронном зерне, к собственно доводке.
oldTorЯ думаю, что для работы более мелкого зерна нужна просто другая связка, достаточно мягкая, чтобы зерно уходило в нее, а не в матрицу, но при этом обладающая достаточной адгезией(не совсем правильная характеристика, но пытаться описать тут фиксацию субмикронных материалах в относительно мягких материалах я не буду), чтобы зерно держать, и при этом не создающая выраженного адгезионного износа на самой рк. На ум приходят всякого рода алмазные пленки, кожа, может быть мягкие связки алмазных брусков.
P.S. Что касается размера зерна, я бы сказал, в т.ч. основываясь на этой пробе, как и на более ранних, что для пресловутой "обточки" карбидов в зоне РК, средним размером 2мкм., алмазное зерно 1мкм. - маловато. Слишком близки размеры. При том есть проблема, что уже с размера около 3мкм., зерно работает не так, как более крупное. И тут может быть так, что для пресловутой "обточки" не обязательно нам поможет ещё более мелкое, например 0,5мкм. В некоторых случаях больше поможет наоборот - более крупное, но более глубоко шаржированное в некоторые материалы или более глубоко погружённое в виде полусвязанного в материал притира -
oldTorНа счет размера рисок полностью поддерживаю. Но тут критически важно упомянуть, особенно в случае приближения размера риски к размеру карбида, а точнее даже отхода от достаточно грубой обработки, что зерно обычного абразива имеет свойство раскалываться, с выделением фракции свободного зерна, которое очень быстро становиться очень мелким, также у зерна обычного абразива по мере скалывания теряются именно абразивные свойства, и оно начинает колоть уже карбиды, а потом адгезивным износом удалять результирующие вместе с матрицей. Поэтому у сталей с высоким карбидным объемом, особенно представленным самыми твердыми карбидами(ванадия, ниобия, вольфрама, в меньшей степени карбидами хрома насыщенными ванадием) и возникают проблемы с не грубой заточкой обычным абразивом
Но в случае "наших реалий" - может помочь наоборот - более крупное, чем средний размер карбида, и даже не обязательно очень жёстко закреплённое. Но при том хорошо погруженное в основу - чтобы не вышло, что оно просто оставляет риску, которая "вырезает" карбиды - что, кстати, позволяет такие стали нормально затачивать обычными абразивами (не на любой, конечно, связке), вплоть до момента, пока размер риски не сравняется +- с размером карбидов.
Главное тут не запутаться, что размер риски и размер зерна - абсолютно разные вещи))
oldTorДля меня главная проблема слишком большее количество неизвестных, если мы хотим установить четкую структурную модель. Даже банальный подбор материала для реза исследуемых образцов будет подразумевать то, что нам потребуется целый набор материалов, однородных в рамках их объема и разных по свойствам. Потому что процесс деградации рк будет отличаться, и будет отличаться еще в зависимости от структуры стали, в частности размера карбидов. В общем, это действительно именно что дебри. Хоть и достаточно интересные.
Но это уже такие дебри, в которые лезть трудно хотя бы из-за сложности контроля происходящего и выявления закономерностей. Да и времени надо очень много.
В этих фото разрешение и масштаб относительно невелики - всего около 1,1мкм. и около 12:1, так как для тех обзоров, для которых фото делались - больше не требовалось, а съёмка, скажем, во в 2 раза бОльшем масштабе и в разрешении до, скажем, 0,7 мкм., не говоря уж о более сильном, требует времязатрат раза в два-три больше - на это не всегда есть время, часто ограничиваюсь визуальными наблюдениями.
Есть старый обзор о пробах на притире этого же клинка при точно 36 градусах с фото в бОльшем разрешении и масштабе - если вдруг интересно - пост 295 по ссылке:
forummessage/224/10
В общем, отмечу, что данный клинок позволяет получить РК наилучшей однородности и при том достаточной остроты, при обработке либо на суэхиро G8 (на основе КК на керам. связке, очень плотной, но тактильно мягкой), либо на стеклянном притире с полусвязанным зерном электрокорунда 6,5 мкм. с учётом его поддробления керамическим "курантом" примерно до работы аналогичной тому же зерну 3мкм, либо на собственно зерне 3мкм.
Из сопоставимого ещё нравится КК на органической связке м10 и м7 от ИСМ.
Отмечу, что оба варианта КК - не страдают выраженным дроблением при обработке подобных сталей, если только не выделять специально суспензию, что в принципе сразу приведёт к дроблению зерна в ней. на обоих вариантах нет проблем работать в режиме "чистого камня" если СОЖ присутствует в достаточном количестве и равномерно.
Водные камни на основе ОА мне не нравятся по подобным сталям, по указанным Вами причинам - в большинстве они не обладают достаточным соотношение плотности связки, часто не обладают достаточной её твёрдостью и наоборот - имеют чрезмерно крупные полимерные добавки в связку, облегчающие её обновление - они больше рассчитаны на работу с применением свободного зерна, т.е. со своей собственной суспензией. Хотя G8 тоже имеет такие включения, но не зря я считаю его лучшим 8000-ником - он работает однороднее и чище многих водников на основе ОА и с зерном 10.000 и 12.000. и менее склонен терять зерно.
Близко ещё работает - 5мкм. алмазный на полимерной связке Коламбия (матрикс).
Кроме него из алмазов - хорошо себя показало только 1мкм. зерно сугубо на стеклянном притире, как в предыдущем посте, причём зерно из суспензии Gunny Juice - высокой однородности и не страдающее агломерацией, в отличие от паст, произведённых на территории бывшего союза, имеющих часто в составе помимо агломератов и отдельные зёрна размером до 10 и даже 40мкм. при фракции пасты 1/0 мкм.
Что касается частиц диоксида кремния в виде фрагментов стеклянного притира - я пытался изучить вопрос износа стеклянного притира под разным зерном полусвязанным - да, при применении на нём алмазного зерна крупнее 3/2 можно обнаружить на притире, подготовленном правильно - т.е. в притирке на сусп. КК F600 с последующим сглаживанием вершинок рельефа керамикой или другим стеклом или арканзасом - что в глубине впадин рельефа будут характерные сколы в стекле. Однако, стекло не обладает абразивной способностью, а техника работы на стеклянном притире с полусвязанным зерном, требует удаления того, что может быть "поднято" из рельефа - что малая толика ПАВ/СОЖ, избыточная, что зёрна абразива, внезапно "всплывшие", в т.ч. из-за загустения ПАВ от снятой стали - т.е. протирка идёт после каждых нескольких проходов как притира, так и фасок. Сам по себе характер износа стекла таков, что крутящиеся во впадинах рельефа зёрна истирают стекло с недостаточным воздействием для организации сколько-нибудь значительных отколовшихся фрагментов, кроме применения алмазного зерна достаточно крупной фракции - больше 3/2. Процесс может начаться и при 3/2, но в случае, если притир деградировал и его рельеф стал слишком слабовыраженным. В таком случае его надо перепритереть. Если же идёт активное истирание стекла, то скорее всего абразивного зерна было нанесено избыточное количество. Работа же по непритёртому стеклу - вообще довольно катастрофична для клинка - он моментально нахватает зёрен абразива в матрицу, при том карбиды в стали легко обнажаются и торчат. Это происходит при обработке на непритёртом стекле на практически любом зерне. Пример есть по ссылке в посте 109:
https://www.myabrasive.ru/foru...t=356&start=100
Вот пример уже истёртого стеклянного притира, в т.ч. с эльборовым зерном 10/7 и алмазным от 7/5 и тоньше - уже видно, что в рельефе есть одиночные "раковистые сколы" (без некоторой привычки так сразу не идентифицируется, но пару-тройку точно несложно заметить), тогда как всё равно бОльшую часть площади, рельеф составляют "окатанные" как бы "оплывшие" островки стекла (по горизонтали 1мм.):
https://www.flickr.com/photos/.../in/dateposted/ - однако, при работе на притире строго с зерном тоньше 3/2, и отдельные раковистые уже не наблюдаются. Да и на этом притире можно работать ещё с тонким зерном не ощущая никакого "прибытка" продукта истирания стекла в рабочую зону.
Т.е. продукт истирания - преимущественно мелкая "труха", не обладающая ни абразивным воздействием, что само собой разумеется, в силу отсутствия такого свойства у стекла, ни каким-то ещё, кроме разве того, что приводит к некоторому загустеванию ПАВ/СОЖ - более того, принято считать, что именно безабразивные мелкие частицы диоксида кремния прекрасно работают в плане "адсорбции шлама". Ещё Дмитрич упоминал, что пресловутый аэросил употребляют в т.ч. для "связывания" снятых частиц стали при тонких процессах обработки (а вовсе не для абразивного ими воздействия, которого у него нет, кто бы что ни говорил - была такая тема когда-то о "наноабразиве" от которого, нанесённого в стропы, последние "чернели" от направки - что легко объясняется вовсе не абразивным воздействием, а прогрессией удаления преимущественно трением оксидных плёнок со стали, что происходит вплоть до почернения строп даже чистых - без толики чего-либо постороннего, но это уже другая история).
Даже когда этот продукт истирания стекла есть и активно появляется - это происходит недолго, до определённой приработки притира с конкретным крупноватым зерном, и в процессе работы удаляется вместе со шламом, тогда как зёрна абразива в шероховатости рельефа продолжают присутствовать и работать, пока его не отмоешь в тёплой воде с мылом.
Полировальники - плёнки, шкурки, стропы - в данном сравнении не участвуют - их работа иная, это надо рассматривать отдельно.
Отмечу только, что неплохо себя показали плёнки 3M на основе электрокорунда 5мкм. и 1мкм. на акриловой, вроде бы, основе, со смесью масла и олеиновой кислоты либо с уайт-спиритом и... китайские шкурки влагостойкие на основе карбида кремния - P2500 и P3000 также со смесью масла и олеинки.
При том, отмечу, что ОА плёнка изнашивается очень слабо и медленно - вполне хватит на пяток клинков подобных отработать такой этап, прежде чем станет заметно, что плёнка подсела. Если не больше. Частицы истёртого зерна ОА, кажется при том представляют собой столь мелкую труху, которая не способна работать абразивно, что от неё просто густеет масло: ничего напоминающего работу свободных частиц зёрен не наблюдается при том. Хотя, пару раз я наблюдал внедрение зёрен ОА в матрицу клинка (!), что скорее связываю со своей неосторожностью в роботе - где-то цепанул за край плёнки с перекосом угла и вырвал зёрнышко-другое.
На тонкой шкурке КК же демпфирование эластичной основы также препятствует вырыванию зёрен и их дроблению - они, встретив "неудачно" карбидик - просто "уступают" ему дорогу, пружиня на своей основе, не сильно деградируя, и оставляя очень тоненькую царапку. Откалывающиеся же с зёрен частицы, слишком малы, чтобы оказывать какое-то заметное воздействие: карбиды из клинка в шламе в этом плане более коварны, потому масло лучше менять почаще. Разницу между прочерченными царапинами на клинке либо только что выпавшими из него карбидами, либо уже побывавшими в шламе - отличить от паразитной риски от зёрен собственно абразива - обычно вполне можно.
В этом плане поведение зёрен КК отчасти напоминает и их работу в брусках с достаточно плотной, но не самой жёсткой и твёрдой связкой - в суспензию, когда она нам нужна, выделяются частицы сильно мельче среднего зерна фракции. При работе же на бруске чистом - дробление или обкалывание, обгалтовывание зёрен не заметно чтобы влияло на общий характер работы.
Это произойдёт, если использовать бруски с более открытой структурой, либо ещё и на заметно более мягкой связке. ну, или, если плотные притёрты слишком грубо или, особенно, на закреплённом зерне - но при притирке брусков на закреплённом зерне вообще не стоит ожидать высококачественной их работы в любом случае.
Andrew NikТоже с таким сталкивался именно на 7/5 только у веневцев. С тех пор не брезгую сразу после покупки пройтись всеми брусками по стеклу с водой. Особенно на новых стёклах частенько хорошо видны мощные царапины. Так что всем рекомендую не пренебрегать этим простым правилом, даже если бруски идеально ровные.
В инструкции сказано было что мелкогритные надо притирать на стекле. Сначала я это не сделал, но при заточке складня из 20 CV обратил внимание что камень 7/5 идет с нехорошим звуком, словно действительно несколько крупных зерен вклинились на поверхность. При этом на подводах реально оставались устрашающей глубины редкие риски. Притер на стекле с водой - вроде помогло.