Подумываю над изготовлением опасных бритв и как всегда захочется такое чтобы ах, ух и эх. А знаний по сталям особых и нету - есть куча неизвестных названий без марок, типа манганезе стил, сильвер стил, болер стил, и т.д. и т.п. Они все присутствуют на разных бритвах. Естественно значения всех словосочетаний понимаю что есть ху, но это не марки сталей...
Хочется экспертных мнений от людей много занимающихся заточкой, какие стали ее хорошо вопринимают (точатся легко), как держат ее, как острО затачиваются и т.д. Ответы в свободном полете мысли приветствуются.
Из того что известно мне о типа сталях для бритв. Вики вот что говорит о серебряной стали
Silver steel is common tool steel in the UK that is supplied as a centerless ground round bar. It is roughly equivalent to drill rod in the US.
The steel is defined under specification BS-1407, with the closest European equivalent being 1.2210 (although this steel contains vanadium). The composition is as follows: carbon 0.95-1.25, manganese 0.25-0.45, chromium 0.35-0.45, silicon 0.40 max, phosphorus 0.045 max, sulfur 0.045 max.[1]
In the annealed state is has a hardness of 27 RHC. It can be hardened to 64 RHC.[2]
Вот какой состав стелй выдает сеть http://www.westyorkssteel.com/silver_steel.html
http://www.silver-steel.co.uk/aboutsilversteel.php
Так же известно что народ за бугром оченна любит ATS-34 для этого дела. Тот нож что попробовал с этой сталью весьма понравился. Но насколько тонкую кромку она приемлет? (ну я так понимаю что ее шведский аналог ничуь не хуже 😊)
Также смотрю тесты - опята нержавые показывают странные и интересные результаты. И подумал что здесь что то есть 😊 Но марку стали не знаю на них (точнее никогда не задумывался) - случаем не 12C67?
ЧЕго то состав не попадается в сети но там вроде угля 0,6 процента если правильно помню. Как она себя ведет?
Если считать что бритва это просто углеродка то американская сталюка 0-1 должна быть хорошо. Особенно впечатлила она в ролике выложенном у себя калифорнийцем.
Да и вообще смотрю углеродок нонче всяких много и все хорошие, хоть япошки
YCS2
Analysis: C 1%; Si 0,5%; Mn 1,1%; Cr 0,6%, P«0,03%, S<0,003%.
Хоть шведки
Swedish Steel
Steel No. 1770 (C = 0.7%, Si = 0.4%, Mn = 0.7%, P < 0.035%, S < 0.05%) annealed, oil hardened, final hardness ca. 56 - 59 RC.
В общем жду любых мнений.
но учень важно что бы ТМО правильно проведена была.
1) Sandvik 12C27 закаленная до твердости HRC 57-58
2) VG10 закаленная до твердости HRC 59-60
3) SGPS закаленная до твердости HRC 59-60
что касается углеродок, то к ним у меня были бы такие пожелания:
1) сталь должна быть очень чистой (как можно меньше фосфора и серы и прочих охрупчающих примесей)
2) углерода не должно быть много, лучше брать сталь ближе к эвтектоидной или доэвтектоидную (в общем не более 0.7%)
3) наличие марганца будет не лишним
4) и кремния немного тоже не помешает
очень важно правильно термообработать, так как это влияет в том числе и на размер зерна и на хрупкость
отпуск нижний, скажем не более 200 градусов
hunter1957У структуры тоже есть составляющие, одна из которых химсостав.
режет не химсостав стали ,режет структура стали.
grinderman
Х12МФ термоциклированная
а что такое термоциклирование?
и как оно влияет на структуру стали?
ВОт о 12с27 слышал много хорошего но не видел никогда...
но как то смущало всегда 0,6 процента угля - по современным меркам как то маловато... это всегда и смущало. И твердость как то смущает рекомендуемая - как то маловато кажется, но опять же опыта по ней никакого.
по х12м - самое интересное что она заявлена в справочниках как для изготовления бритв. тоже бы стоило подумать... т.е. в переводе на можно подумать о покупке D2. http://www.splav.kharkov.com/mat_start.php?name_id=144
И вот никак не могу понять почему углерода должно быть мало? ВРОде как все современные производиттели (и бритв в том числе) пытаются написать угля побольше. Например известно что французы до 1,2 процента пихают и калят на 62 еденицы.
ivan-3
о 12с27 слышал много хорошего но не видел никогда...
но как то смущало всегда 0,6 процента угля
это в самый раз для бритвы
и твердость до HRC 58 вполне нормально получается
хотите узнать на что способна 12С27 --- возьмите шведскую EKA
это лучшее, что попадало в мои руки
сейчас появились еще Bark River и Arno Bernard
которые тоже неплохо справляются с термообработкой
ivan-3
по х12м - самое интересное что она заявлена в справочниках как для изготовления бритв.
один из ножей от Чебуркова меня сильно удивил именно тем,
насколько острую кромку удалось на нем сделать
это был Лидер, который попал ко мне по моему недоразумению...
Х12МФ требует ответственного и внимательного отношения к термообработке
и ошибок не прощает.
К счастью у Чебуркова с этим проблем нет. Все его ножи, что попадали в мои руки, включая эксклюзивные очень неплохо были закалены и легко приобретали бритвенную остроту.
в общем, если тебе, Иван, будет интересно, то могу выдать что-нибудь из своих закромов 😊
ivan-3В справочнике говорится про х6вф и то что она может быть заменителем х12м...но это вовсе не значит, что х12м может служить материалом для бритв.
по х12м - самое интересное что она заявлена в справочниках как для изготовления бритв. тоже бы стоило подумать... т.е. в переводе на можно подумать о покупке D2.
Покажите мне справочник, где было бы четко сказано, что именно х12м и.т.д...так что.
При таких то сверхкрупных карбидах, доходящих до 50мкм...
Кстати, на простые лезвия может идти сталь с содержанием угл. ~0,6% и тв. у них в районе 58ед.
Марьянко как то писал, что ему больше понравилось бритьё простой бритвой, в смысле из углер. стали, из нержи менее...
При таких то сверхкрупных карбидах, доходящих до 50мкм...
Это меня тоже смущает.
Такое крупное зерно определяет и характер реза клинков из этой стали.
Брить будет агрессивно 😊
Потому и добавил, чтобы сталь была термоциклированная, т.е. с более мелким зерном.
С Николаем согласен. Чебурков с Х12МФ "нашел общий язык", а точнее его спец по ТМО.
Много затачивал его ножей, что из Х12МФ, что из 95-ой - все одинаково стабильного качества.
Боюсь не будет х12мф держать кромку на брит. угле - карбиды будут выкрашиваться уже при заточке, а главное радиус на р.к. будет неприемлемо большим из за тех же крупных хром. карбидов, кстати, очень твердых, а следовательно делающих сталь не благодарной в заточке.
хороший материалец на немецком по ножевым сталям (и естессно к бритвам отношение имеет..).
а ещё бритвы из дамаска изготавливают..
Те кто пользуются "опасками", наверное, на одной щеке такую шнягу забракуют.
http://www.boker.de/rasiermesser/140600DAM-0-0.html
не все забракуют
кстати пишут якобы из порошковой стали данная бокеровская бритва
По поводу любых сталей и комфортного бритья у меня мнение другое - что подойдет любая сталь чистая по сере и фосфору (читать шведы, япошки, порошки) ибо это и способствует пластичности РК при малых углах при большой твердости что и выдаст мягкое комфортное бритье. Т.е. с чего бы АТС-34 народ полюбил - потому что япошки и сталь чистая а 440С только немцы и сделали (наверняка Бокер дерево - они почему то любят делать из нее и ножи в том числе).
И то что в первом посте я написал по сталям - если посмотреть их составы все. там как раз фосфора и серы почти нету. А та же серебряная сталь так она вообще 100 лет уже на бритвах используется и никто не жаловался 😊
И те стали что я дальше привел (шведы и япошки) даже по составу отличаются минимально от нее (а шведская сталюка на бритвах тоже уважаема)
И во чего по шведам нашел http://www.specsplav-vdm.ru/sandvik/stalnaya.php там и премение указано и сорта чуть навороченней 12с27 есть (угля чуть больше) и указаны как раз для лезвий бритв. Думаю близко к хорошо... и стоить должно не как порошки.
12с27
13с26
19с27
А дамастил разве вообще режет? или я отстал от жизни? По моему хохлома и уж точно не для бритв.
А книжку Ландеса когда либо может скачать удастся..
 не так то просто сделать хороший клинок...
не так то просто сделать хороший клинок...sabeltiger
дамастил по отзывам производителей скандинавских и очень не дешевых ножей режет прекрасно.
не понимаю, какое это имеет отношение к бритвам?
резать дерево, резать сырокопченую колбасу и брить волосы --- это совершенно разные задачи с разными требованиями к кромке
Для тонких бритвенных кромок дамаск --- худшее из того, что можно придумать. Неоднородности дамаска будут концентраторами напряжения.
А разность в твердости слоев создаст массу неприятностей для того, кто станет затачивать такую бритву.
Кстати, еще, для бритв крайне нежелательны стали с "недокаленной" сталью.
Пластичность характерная для таких сталей сделает кромку вялой и нестойкой.
Сейчас большинство известных производителей используют 13С26 - угля по упору (0,67-0,68) что бы сталь осталась в заэвтектоидном классе без крупных эвтектических карбидов.
А в общем и целом - любая сталь, обладающая достаточной твердостью, некоторой пластичностью и мелкозернистой однородной структурой. Ну и из гигиенических соображений - желательна определенная корррозионная стойкость.
Бритв из нержи всегда было крайне! мало - они как раз всегда были из углеродки с кучей угля (сорта написал в первом посте, серебряная сталь, марганцевая сталь и т.д. - нержа была у крайне малого количества производителей). А с учетом что последние 50 лет бритвы производятся почти монополистом... то о выборе сортов стали думать сложно. По факту есть 3 сорта стали. Псевдосеребряная (углеродка 1,2 угля - делают французы), чистая углеродка (состав точно не знаю но ржваеет ацки - производит Дово которая владеет всеми остальными марками которе есть на рынке германии), и некая нержавейка от Дово же - больше толком ничего и нет (не считаю кастомщиков). А заготовки для всей Германии делает вообще два завода только. Так что отсюда и заинтересовался сортами того чего неизвестно...
Алан, а если не секрет, то где и почем делаешь анализ состава стали? Т.е. насколько это доступно смертным? А то есть как раз заготовочка хенкельсов нержи можно было и проверить.
Насколько термоабработка Босса лучше чем даташитовская производителя и если оба с с криообработкой? РЕчь идет об атс-34.
Я так понимаю можно сравнивать баковские ножи из атс-34 и любые другие из нее?
А рентгеноспектральный это то что есть в некоторых металоломнях? прибор которым обстреливают железки с рук?
ivan-3
А рентгеноспектральный это то что есть в некоторых металоломнях? прибор которым обстреливают железки с рук?
Типа того. Точность зависит от оборудования и времени.
Насчет Босса - ничего определенного сказать не могу, имел несколько ножей с его ТО, могу сказать одно - по крайней мере он не боится ТОшить железки на разумную твердость. В общем и целом Боссовская ТО на мой взгляд лучше, чем на серийных буржуйских ножах. Но жестко я лично ни один из этих ножей не тестил, поэтому врать не буду. Да, на этой неделе попался нож с клинком из 3V Боссовской закалки: по впечатлениям при заточке - вполне себе ничего.
По ATS-34 (а так же 154, BG-42) - есть 2 принципиально разных варианта ТО: на первичную твердость (что почти все и делают) и на вторичную (собственно, для этого железки и создавались). Крио - практически объективный разведпризнак первого варианта, при котором, в принципе, нет заметных различий от железок типа 440С.
По твердости - в случае этих сталей я бы предпочел обработку на твердость на 1-2 HRc меньше максимума при обработке на первичную твердость (что соответствует отпуску при 175-215С) и на близкую к пиковой в случае вторичной твердости (520-525х3-4)
а какая из режимов ТО дают зерно мельче, на первичную или вторичную?
ключевой момент именно размер зерна, от него ведь зависит толщина кромки.
Alan_B
Можно лабораторию ЦНИИТМАШа напряч, но метод разрушающий. Цена вопроса - примерно 1500 руб
речь идет о РФА? (РФА=рентген-флюоресцентный анализ)
Чкылчи
Alan_Bа какая из режимов ТО дают зерно мельче, на первичную или вторичную?
ключевой момент именно размер зерна, от него ведь зависит толщина кромки.
А можно заодно поянить суть явлений --- что такое первичная и вторичная твердости? Где об этом можно прочитать подробней и с картинками (типа травленых шлифов под микроскопом)?
Nikolay_K
речь идет о РФА? (РФА=рентген-флюоресцентный анализ)
Нет, комплексный анализ различными методами.
Чкылчи
а какая из режимов ТО дают зерно мельче, на первичную или вторичную?
ключевой момент именно размер зерна, от него ведь зависит толщина кромки.
Не совсем так. Толщина кромки зависит от двух факторов - размер частиц-упрочнителей и механика матрицы (ну можно выделить еще взаимодействие на границе раздела). Механика матрицы зависит от многих факторов, в том числе и от размера зерна.
Теоретически размер зерна при закалке на первичную твердость должен быть несколько меньше, так как обычно используются более низкие температуры, чем при закалке на вторичную твердость но на практике в большинстве случаев разницы нет. Все зависит от конкретики. Механика как правило примерно одинаковая в обоих случаях. Сопротивление смятию выше в случае обработки на вторичную твердость.
Nikolay_K
А можно заодно поянить суть явлений --- что такое первичная и вторичная твердости?
Суть явлений следующая. Рассмотрим типичный механизм упрочнения стали при закалке:
С повышением температуры происходит перекристаллизация и растворяется часть карбидов, насыщая твердый раствор углеродом и легирующими элементами. Быстрым охлаждением мы добиваемся бездиффузионного превращения аустенита в мартенсит (ну и остается некоторое количество непревращенного аустенита). Твердость стали обусловлена главным образом твердостью высоко или среднеуглеродистого мартенсита. При низком отпуске несколько уменьшается степень тетрагональности решетки мартенсита, падает содержание углерода, выделяются сверхмелкие карбиды цементитного типа, несколько падает твердость и улучшаются мех. характеристики.
Теперь продолжим нагрев. Что происходит дальше? а дальше происходят четыре процесса:
1. Дальнейший распад мартенсита
2. Выделение карбидов и превращение их в карбиды легирующих элементов
3. Коагуляция (точнее, коалесценция) карбидов
4. Превращение остаточного аустенита
Первый и третий процессы приводят к снижению твердости, второй и четвертый - к ее росту. В зависимости от температуры и выдержки будут преобладать эффекты, обусловленные преобладающими процессами.
Например, если мы будем нагревать сталь типа ATS-34, то сначала будет преобладать процесс частичного распада мартенсита и выделения карбидов цементитного типа. Твердость стали будет падать и достигнет минимума примерно при 350С. При дальнейшем росте температуры начнет играть заметную роль процесс выделения карбидов легирующих элеменов и превращение в них ранее выделевшихся карбидов цементитного типа. Это вызывает рост твердости. При дальнейшем нагреве (примерно начиная с 450 С) начинает превращаться остаточный аустенит (главным образом при охлаждении)а процессы выделения карбидов становятся более интенсивными. Это вызывает рост твердости и она достигает некоторого пика (в случае ATS-34 пику вторичной твердости соответствует отпуск при 515-525С). При дальнейшем повышении температуры начинают преобладать процессы коагуляции карбидов и происходит полный распад мартенсита, что обуславливает снижение твердости.
Соответственно, структура стали, обработанной на вторичную твердость (точнее, той ее части, которая принимает участие в процессах при ТО) представляет собой низкоуглеродистый мартенсит и микроскопические карбиды при весьма малом содержании остаточного аустенита (обычно не более 5%). Соответственно, режим ТО и получающаяся структура зависят от структуры стали и , следовательно, от ее состава.
Процессы при закалке весьма близки, правда, обычно с целью получения более высоколегированного твердого раствора закалка производится с более высоких температур. Из за этого сталь, закаленная на вторичную твердость часто имеет после закалки более высокое содержание остаточного аустенита и меньшую твердость
Англопонимающим возможно будет полезна ссылка http://www.uddeholm.com/files/heattreatment-english.pdf
Не совсем так. Толщина кромки зависит от двух факторов - размер частиц-упрочнителей и механика матрицы (ну можно выделить еще взаимодействие на границе раздела). Механика матрицы зависит от многих факторов, в том числе и от размера зерна.получается и в первом и во втором случае размерные параметры зёрен и частиц-упрочнителей являются детерминирующими признаками. лично для меня этого достаточно чтоб сделать вывод о том, что стойкую токую кромку можно получить только на стали с мелким зерном. возможно вывод поверхностно раскрывает суть, главное, что это не паралогизм.
Теоретически размер зерна при закалке на первичную твердость должен быть несколько меньше, так как обычно используются более низкие температурыспасибо. хотел от знающего человека услышать подтверждение этого своего предположения.
Но не понятно почему на практике в большинстве случаев этого нет. антиномия? парадокс?
Чкылчи
спасибо. хотел от знающего человека услышать подтверждение этого своего предположения.
Но не понятно почему на практике в большинстве случаев этого нет. антиномия? парадокс?
На самом деле, действительный размер зерна зависит от большого числа факторов. Описывать долго и нудно, в вкратце можно описать модель примерно так.
1. При перекристаллизации (альфа-»гамма) зерно измельчается за счет фазового наклепа и влияния субзеренных границ
2. При некотором повышении температуры зерно измельчается еще раз за счет первого этапа рекристаллизации. Температура рекристаллизации зависит от состава, исходной структуры и скорости нагрева. Для малолегированных сталей при обычно применяемых скоростях нагрева это обычно АС3+ 10-20С. При высоких скоростях (сотни градусов/с) нагрева это может быть АС3 +150-200С. Для высоколегированных сталей температура рекристаллизации выше и тоже зависит от скорости нагрева и исходной структуры
3. Фактически сразу после перекристаллизации зерно начинает расти, скорость роста зависит от степени легирования твердого раствора и наличия мелких частиц, тормозящих рост зерна (чаще всего это карбиды). Буржуи очень часто любят описывать влияние температуры и времени выдержки на размер зерна с использованием критерия Ларсона-Миллера, но зависимость как правило гораздо сложнее. Обычно аустенитное зерно растет достаточно медленно, пока его росту препятствуют мелкие карбиды (или другие частицы) и резко (часто скачком на 3-4 номера) после их растворения.
4. Механика еще очень сильно зависит не только от размеров зерна но и от состояния границ, в частности, наличия на них выделений (которые препятствуют росту зерна) и степени их "зубчатости".
На самом деле все сложнее и количество факторов, влияющих на зеренную структуру заметно больше. Иногда сталь с более мелким зерном может иметь худшую механику чем с более крупным. Не говоря уже о том, что размер зерна СИЛЬНО зависит от исходной структуры стали, скорости нагрева и выдержки.
То есть например в случае с ATS-34 нельзя утверждать, что сталь, закаленная на первичную твердость например с 1065 будет иметь более мелкое зерно, чем сталь, закаленная на вторичную твердость с 1085.
Как то так.
Точить решил почти как бритву. Камнем для бритвы и ремнем для бритвы. Камень Нортон 4000/8000 и ремень типа чепрак с кучей разных паст, но правил на пасте 0,5 микрна и чистом ремне.
Я поразился насколько быстро снимается сталюка. Т.е. я замины убирал на 4000 камне а не 1200 алмазах как обычно. Убрались реально меньше чем за 3 минуты - я просто поражен. Притом что угол не заваливал а даже и уменьшал немного. на 8000 заполировалось все без проблем также не больше 2 минут. Полирнулось все на ремне также хорошо. Бреет весело. До строгания не извращался. (надо было срочно заточить чтобы разделать мясо на суп 😊)
Результат. Вполне можно попробовать эту сталюку на бритвах.
Меня как то раньше удерживало от покупки ножей из из VG-10 не всегда лестные отзывы от уважаемых людей о ней. Вероятно критична к термоабработке.
Также склоняюсь к мысли что ATS-34 должна быть не менее хороша а м.б. и более относительно VG-10. Все таки наверное не зря народ из нее чаще всего делает кастомные бритвы.
ivan-3
склоняюсь к мысли что ATS-34 должна быть не менее хороша а м.б.
и более относительно VG-10.
применительно к бритвам и ножам от которых требуется тонкая и бритвенно-острая кромка что ATS-34, что 154CM чаще всего оказываются разочарованием
эти стали разрабатывались для подшипников, а не для ножей
и на тонкой кромке они ведут себя совсем не так хорошо,
как Sandvik 12C27 и VG10
да и BG42 тоже не лучший вариант для бритвы
CPM S30V тоже как ведет себя как-то странно на тонкой кромке
А вот топор из BG42 или CPM S30V выйдет шикарный... но зачем?
ведь хватит D2 или даже более простой стали...
Как оказалась самая обычная их любимая 0-1 сталюка каленая на 63 еденицы.
Так что основным вариантом как раз оказалась самая обычная качественная углеродка. Так что этот вариант можно считать основным.
так что по сути выделилось 3 класса пригодных.
1. углеродка с процентом угля (хошь японская хошь шведская хошь американская - все доступны и недороги)
2. Нержа типа 65Х13 лучше шведского производства - тоже можно купить и не дорого. Я так понимаю к наклепу она будет склонна и можно будет попробовать отбить РК на холодную. (?)
3. Хай тек на потребу извращенцам и любителям хай тек 😊 что то типа АТС-34 440С да в общем то и все... В порошки лезть смысла нет а опускаться ниже тоже.
На днях приобрёл клинок из пакистанского дамаска, заточил до перерезания волоса на весу (точится легко) и для пробы побрил немного щёки. На удивление мягко бреет, намного приятнее 8Cr13MoV или D2, которые тоже проверял таким образом. Кухонник из VG10 не проверял - длинный он, неудобно.
Чего нехватает, так это износостойкости - как 8Cr13MoV, так и дамаска хватает только на одну щеку, после этого строгать волос перестают. Впрочем, может сказываться не слишком аккуратная заточка и геометрия очень далёкая от бритвенной.
Ну и дамаск бывает сильно разный. Без долгих экспериментов на бритву не подобрать, так что моё замечание носит скорее теоретический характер.
применительно к бритвам и ножам от которых требуется тонкая и бритвенно-острая кромка что ATS-34, что 154CM чаще всего оказываются разочарованиемПолностью соглашусь.
эти стали разрабатывались для подшипников, а не для ножейНе только для подшипников - раз. А много назовете сталей, изготовленных для ножей? - два. А третье - взгляните-ка, что делает Сандер с Шх-15. И все на тонкой кромке прекрасно.
StarnaK
...
Не только для подшипников - раз. А много назовете сталей, изготовленных для ножей? - два. А третье - взгляните-ка, что делает Сандер с Шх-15. И все на тонкой кромке прекрасно.
...
А интересно, получиться топор из CPM S30V? С учетом относительной хрупкости?
...
каким боком образом всё это относится к теме "Стали благодарные в заточке и пригодные для изготовления бритв опасных"?
Что-то по моему модераторская микро-власть плохо на вас влияет, Николай. Принципиально не заходил в ветку полгода - зашел, и на втором посте - на тебе. Просто культ личности какой-то. Это конечно невероятно способствует популяризации заточки и открытости обсуждения.
Успехов.
Первая сталь меня вообще в шок повергла - с содержанием ниобия и титана. К хорошо режущим эта сталь врядли относится, наверняка дорога как черти что и более того термоабработка сталей с ниобием сложна и вообще х.з. что это такое.
А вот вторая более привычна как минимум для ганзы.
Ну в общем я не впечатилился. Смесь европейских и японских взглядов с полным не пониманием обоих.
ЗЫ но все равно спасибо за интересную ссылку 😊
Подшипник.
Впоиск даёт две версии
1)сталь выплавлена методом электрошлакового переплава(не знаю как это).
2)особо высококачественная.
Заранее спасибо.

и для этого разработана специальная сталь - Bohler Uddeholm AEB-L. или ее аналог Sandvik 13C26
http://www.alphaknifesupply.com/zdata-bladesteelS-AEBL.htm
Прогноз дело тухлое, однако думается, что это будет 9хс или ХВГ.
Идея в том, чтобы обозначить термисту свойства конечного продукта, найти материал и изготовить не проблема. Есть вакуумная печь, есть гриндер. Я сделаю слесарку и термичку, на 2-3 разных сталях. Для проекта мне нужен посторонний заточник для объективной оценки продукта. Кто желает принять участие, ласкаво просимо.
Спуски сделаю такого радиуса.нужны размеры клина

Отрисую в Т-флекс

Мб кто, что подскажет по последовательности операций гриндинга. Проект не коммерческий, чисто интерес.
Диаметры кругов радиусной выточки бритвы.
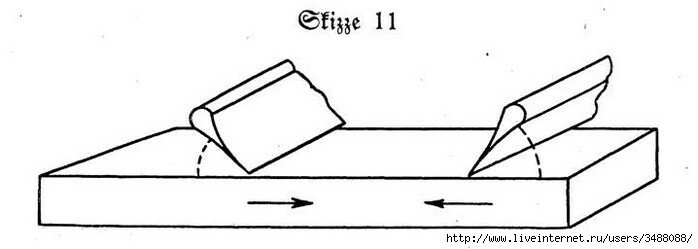
Сначала немного о геометрии бритвы.
Радиусная выточка бритв 3\8-5\8 дюйма с полной выточкой, делается в несколько этапов. Диаметры абразивных кругов в таблице.

1. Радиусная выточка кругом, диаметр которого равен 9-10 размеров ширины бритвы, выраженную в сантиметрах. Цель технологической операции формирование режущей кромки и создание ребра обушка параллельного режущей кромке. Предварительная обдирка заготовки.
2. Предварительная выточка, абразивным кругом диаметр, которого равен 6-6,5 ширины бритвы, выраженную в сантиметрах. Цель операции заключается в том, чтобы выточить тонкую лопасть между ребром жесткости и режущей кромкой. Иначе создание спуска лезвия, подошвы.
3. Выточка абразивным кругом диаметр, которого равен 4 ширины бритвы, выраженную в сантиметрах. Цель операции заключается в создании ребра жесткости.
4.Выточка абразивным кругом диаметр, которого равен 2 ширины бритвы выраженную в сантиметрах. Цель операции заключается в том, чтобы проточить лопасть между ребром жесткости и ребром обушка.

"После выточки чтобы создать режущую кромку, край бритвы затачивают под углом 45 градусов, предотвращения дальнейшего формирование заусенца. Угол 45 градусов в дальнейшем сточится." (это разновидность Технологического Барьера для удаления дефектного слоя от штамповки, слесарных операций и пр. - в общем-то если визуализировать процесс, то понятно, почему для бритв принят именно такой).
Источник:
http://www.liveinternet.ru/users/3488088/post311820113/
Если делать проще, то может быть поможет вот эта тема:
https://www.myabrasive.ru/forum/viewtopic.php?f=15&t=151
P.S.
58 HRC для бритвы не мягковато ли? Хотя.... 9хс и ХВГ мне попадались в хорошей на мой взгляд термичке на твёрдость около того и это были классные клинки. Бритвы из этих сталей, правда, не пробовал, но резцы по дереву с малыми углами - и доводились хорошо и эти самые углы держали прилично (в районе 22 градуса и более, но что будет менее 20 - хз, не пробовал). Лично я предпочитаю более твёрдые бритвы, как многие старые "немки" и "англичанки". Но в принципе, полагаю, и при 58 можно получить нужное соотношение твёрдости, вязкости и структуры, чтобы не получилось что-то слишком вялое и чрезмерно пластичное. Но при 58 я не стал бы делать полный угол заточки менее 17-18 градусов.
------------------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.