Хорошо бы получилось вроде справочника:
Сталь - абразивы - приемы - оценка повышения стойкости РК
Наклеп (нагартовка) - изменение структуры и свойств металла, вызванное пластической деформацией поверхностного слоя металла. Приводит к повышению механических свойств поверхностного слоя с основным. Используется для поверхностного упрочнения деталей. Поверхностный наклеп вызывает сжимающие остаточные напряжения, что способствует повышению усталостной прочности деталей. Степень наклепа достигает 20 - 30%, глубина упрочненного слоя не превышает 10 мкм, а наибольшее упрочнение наблюдается в слое глубиной 2 - 3 мкм;
Выглаживание - окончательная операция обработки РК создающей наклеп в поверхностном слое. Получается путем поверхностного пластического деформирования при скольжении инструмента по контактирующей с ним поверхности деформируемого материала. В этом случае микротвердость на обработанной поверхности будет выше, чем исходная (см. также термин Наклеп).
Упрочнение (механическое) - повышение прочности изделий. Для упрочнения стали, некоторых других сплавов перспективна механическая обработка. Механический метод - поверхностное упрочнение при дробеструйной обработке или обкатке, в результате которых поверхности получают наклеп (смотр. Наклеп).
Прошу людей сталкивавшихся с вопросом, поделится информацией
«font color="gray"» Цитаты с Ганзы
1.
Gabriel_Fallen
Предположим, я сумел сделать грамотный наклёп на РК ножа - типа свой Dimond Blade - как я смогу это заметить? ))
Nikolay_K
померить микротвердость по Викерсу или Кнупу до и после
если получился наклеп, то она непременно возрастет.
2.
kU
В домашних условиях Вы должны после правильной заточки почувствовать увеличение стойкости РК (длительности удержания остроты).
Nikolay_Kкроме образование наклепа и превращения остаточного аустенита в мартенсит
есть более простая причина увеличения прочности
при хорошей качественной доводке
--- доводка убирает все дефекты поверхности,
которые являются концентраторами напряжения
и провокаторами сколов и вмятинсейчас есть методы плазменного воздействия на поверхность деталей
они как-бы оплавляют очень тонкий поверхностный слой
производя результат похожий на доводку
эти методы также дают значительное увеличение прочности
dmitrith[b]Браво, Николай!
+ 100С большим к Вам уважением, Дмитрич[/B]
3.
Katran73
Подскажите, пожалуйста, по теме. О наклёпе и микроподводах.Сталь: 1.4110, 1.4116, 440A-B, Sandvik 12C27 и т.п.
Тип РК - микроподводы к РК с углом, бОльшим, чем угол основных подводов (ориентировочно 25-30*).
Ситуация 1. Наклёп (микроподводы) созданный при помощи избыточного давления полированным стальным мусатом (игла, гладилка, веретено) или стеклянным - уважаемый Дмитрич где-то тут упоминал даже горлышко пивной бутылки.
Ситуация 2. Наклеп созданный пастой ГОИ на стекле "на зерно" - было на 1-й стр.
Ситуация 3. Микроподводы созданные на файновой керамике (стержни Spyderco Rods, например) "на зерно". Язык не повернётся это наклёпом назвать. 😊
Что теоретически лучше для вышеобозначенных сталей при среднестатичесткой ТО для более долгого сохранения профиля РК? Т.е. для её стойкости. При равных условиях эксплуатации.
"Ситуация 1", вродекак, лучше, но рез ощутимо "мыльнее", если можно так выразиться. 😊
Nikolay_Kлучше то,
что вы сможете сделать своими руками
при помощи подручных средствнапример заточка на природных камнях (в частности на японских)
у которых зерно из оксида кремния ((диоксид кремния, кремнезём)
может давать наклеп не хуже, чем перечисленные методыа если заняться подбором камня по твердости и структуре зерна
под конкретную сталь,
то можно получить результат
значительно превосходящий все вышеперечисленныемне в качестве инструментов для создания этого наклепа
и увеличения стойкости РК
очень нравится яшма и некоторые натуральные японцыа есть еще очень простая техника создания наклепа ---
нож затачивается, после чего пуш-катом режем деревяшку
или что-то не менее твердое,
настолько твердое, чтобы кромка работала на пределе своих возможностей
не заминаясь
режем до тех пор, пока кромка не затупится слегка
после этого еще раз её затачиваем на самом тонком зернеи так несколько раз.
если сталь совсем плохонькая,
то перед этой процедурой
можно еще слегка оттянуть кромку на холодную
(на манер того, как это делают с косой).
«/font»
Я обычно на транслюценте или на green brazilian работаю минут 3-5 с чуть большим углом и на этом считаю заточку ножа законченной.
GAU-8AВ «СИ» за единицу измерений твёрдости принят Н/м2. Единица имеет наименование Паскаль (Па).
А в чем он измеряется этот самый наклеп? разумеется, если только не имеется в виду отбивка косы.
Степень и глубина наклепа поверхностного слоя являются критериями качественной оценки пластической деформации. Существует ряд методов для определения глубины и степени наклепа: косых срезов, химического травления и электрополирования, рентгеноскопии и др.
Метод косых срезов состоит в том, что исследуемую поверхность срезают под очень малым углом (приблизительно 1.-2.), параллельно направлению штрихов обработки или перпендикулярно к ним. Пересекая поверхностные слои металла на большом протяжении, плоскость косого сечения позволяет значительно (в 30-50 раз) растянуть глубину наклепанного слоя. Чтобы замерить микротвердость, косой срез доводят и травят.
Определение глубины наклепа химическим травлением или электрополированием заключается в постепенном удалении поверхностных слоев и периодическом измерении твердости поверхностей до выявления твердости исходного металла. Точность этого метода не выше точности метода косых срезов, так как трудно измерить точно высоту удаленного слоя в связи с неравномерностью его стравливания и микротвердость поверхности после травления.
Более точным является метод рентгеноструктурного анализа. На рентгенограммах искаженной кристаллической решетки поверхности наклеп выявляется в виде размытого кольца. По мере стравливания наклепанных слоев интенсивность изображений кольца возрастает, а ширина линий уменьшается.
Микротвердость, характеризующая наклеп, может быть определена вдавливанием или царапанием. Широкое применение нашел метод вдавливания с помощью прибора ПМТ-3, при котором вдавливается алмазный наконечник с ромбическим основанием.
В поверхностном слое возникают остаточные напряжения, характер и распределение которых зависят от ряда факторов: скорости резания и подачи, геометрии и затупления режущего инструмента, а также от свойств обрабатываемого материала. Наиболее сильно влияет на характер и величину остаточных напряжений скорость резания. Установлено, что при обработке металлическим инструментом с малыми скоростями резания в поверхностном слое действуют сжимающие напряжения, при. обработке с большими скоростями напряжения в разных слоях поверхностного слоя имеют различный характер.
t070t070Дело в том, что наклеп возможен лишь на мягком металле, а вот как его соорудить на закаленной инструментальной стали, ума не приложу...а если и найдутся тут такие герои, кто осуществит этот самый наклеп, положим, на 30V, то разницу в стойкости р.к. пожалуйста в студию.
о наклепе на разных ножевых сталях
Кстати, как у вас дела со 125й, а то заинтриговать заинтриговали, а потом как воду... 😛
GAU-8AКак раз любопытно, услышать человека имеющего опыт в этом вопросе. Ведь вмятины на РК 30 не редкость, а значит определенная пластичность ей присуща.
осуществит этот самый наклеп, положим, на 30V
Я в этом конечно полностью не уверен, на счет именно наклепа, но то, что забитая металлом финишная ленточка дает мыло при заточке на мини гриндере, это я проходил. Ну а то, что металлом(на ленточке) по металлу(РК) получается именно наклеп, это уже моё не уверенное ИМХО.
t070t070Вот отсюда можно поподробнее? Как такая гадкая вещь, как остаточные напряжения может улучшить усталостную прочность? Может, наоборот?
Поверхностный наклеп вызывает сжимающие остаточные напряжения, что способствует повышению усталостной прочности деталей
По моей практике - это зло, от этого бывают трещины и металл чешуйками отлетает.
И как создать наклеп на твердой стали - хоть убей не пойму, это не коса.
Alex.P
Ну а то, что металлом(на ленточке) по металлу(РК) получается именно наклеп, это уже моё не уверенное ИМХО.
В принципе, может быть. Возможно выглаживание затупившимся зерном.
А металлом... может наростообразование происходит? Частицы металла налипают на кромку?
Alex.PЖдем Николая, может выскажется по этому поводу. Я где то встречал у него очень интересный пост по этому вопросу - не могу найти пока.
По мне так наклеп на РК это зло.
t070t070А Вы поищите.
не могу найти пока.
Господин а а, поделитесь пожалуйста секретом - Вам это очень надо или это очередное АА на ветке, потому как это уже обсуждалось и не раз тута.
Читайте внимательно ветку и все на ней найдете, ответы на все вопросы, которые придут в голову, и ссылки на литературу в придачу.
dmitrithДоброго дня, это не секрет, очень надо ). Вопрос действительно обсуждался, но отдельной темы не было. У меня есть желание разобраться в вопросе и выделить информацию в отдельную тему. Ветку изучаю.
Вам это очень надо
dmitrith
Просто в поиске наберите "наклеп"
Благодарю, так и делаю. Потихоньку собираю информацию.
http://mirknig.com/knigi/techn...ki-detalej.html
Alexx_SКстати, да, очень похоже. Во всяком случае такой вариант развития событий объясняеет, почему резко снижается агрессивность реза. Хотя почему нож сохраняет способность брить не совсем понятно.
А металлом... может наростообразование происходит? Частицы металла налипают на кромку?
Извиняюсь перед ТС, получается, что влез не по теме.
Alex.PЕсли удастся сделать фото или как то обнаружить признаки металла напишите, думаю будет полезно. Что бы впредь можно было научится отличать одно от другого.
Кстати, да, очень похоже. Во всяком случае такой вариант развития событий объясняеет, почему резко снижается агрессивность реза. Хотя почему нож сохраняет способность брить не совсем понятно.
Извиняюсь перед ТС, получается, что влез не по теме.
t070t070Николай как-то выкладывал такие фото, но там увеличение серьезное нужно
Если удастся сделать фото или как то обнаружить признаки металла напишите, думаю будет полезно. Что бы впредь можно было научится отличать одно от другого.
Nikolay_KЭто уже(для частника) просто не реально 😞
увеличение от 10000x
Я тут с 3-4х кратного оптического увеличения(это до 200х результирующего) на 5х оптическое перейти не могу, хотя объектив и позволяет, он 1-5х. Но на 5х уже не хватает моего света(3 шт накамерных светодиодных светильников), не хватает точности микроподачи моей рельсовой головки на штативе, не хватает жесткости самого штатива, да и вообще жесткости всей системы. Ради интереса прикинул, переход на 5х потребует вложений минимум 30-40т.р., это даже без света.
Можно конечно зайти с другой стороны, микроскоп + цифро задник. Но на это моего энтузазизма уже не хватает 😊
timoha83С помощью оптики вообще нельзя этого сказать, нужно измерение твердости на микроуровне. Ну или исследование структуры. В любом случае, в бытовых условиях это нереально.
Получается на глаз или с использованием обычной лупы х50-х150 взятой у китайца за 300-1000руб нельзя сказать есть наклеп или нет?
Так что, мы можем только теоретизировать.
Разговор про оптику зашел в связи с другим явлением, не связанным с наклепом - наростообразованием. Это, грубо говоря, налипание частиц металла на кромку под действием высоких температуры и давления в зоне резания. Обычно это явление связано с резанием металлов, но в некоторых условиях вполне может возникнуть и при заточке (относительная высокая скорость движения ленты, засаленной очень мелкими частицами металла, тонкая кромка, нагрев которой на микроуровне до высокой температуры вполне возможен)
Хотел бы дополнительно спросить у опытных заточников вопрос. У разных камней Японцы,Арканзасы... разная плотность и поведение зерна при заточке поэтому очень хотелось бы узнать какие из камней потенциально предпочтительны для образования этого самого наклёпа?
измерения наклепа или каких-то его осязаемых проявлений
продолжать обсуждение и сравнивать арканзасы с японцами
можно будет только на уровне умозрительных построений и домыслов,
что является по-моему бесполезной тратой времени.
японских камней очень много разных,
и более того даже на уровне одной шахты и одной страты
разброс характеристик камней может быть весьма ощутимым,
поэтому обобщенно сравнивать японские натуральные камни
с арканзасами или с чем-то еще совершенно бессмысленно.
Хотел бы дополнительно спросить у опытных заточников вопрос. У разных камней Японцы,Арканзасы... разная плотность и поведение зерна при заточке поэтому очень хотелось бы узнать какие из камней потенциально предпочтительны для образования этого самого наклёпа?Мой опыт пока -недостаточен чтоб судить огульно о всех камнях и сталях
Но в общем твердые камни -дают лучшую стойкость кромки -на не дорогих сталях- пологаю дело как раз в наклепе-определенной микрогалтовке поверхности подвода и упрочнеении
------
С уважением, Евгений!
t070t070
Николай, подскажите реально достичь наклепа на порошках скажем на S30V? И имеет ли это практический смысл?
Я конечно не Николай, но попробую ответить, хоть вопрос был задан давно.
Я пробовал что-то сделать с этой сталью - мне приносили на заточку нож, где эта сталь имела склонность слегка осыпаться и крошиться на кромке.
После переточки на водниках 700-1000-3000грит и тщательном финише на средней твёрдости сланце (Грей алания), результат в работе был таков, что кромка крошиться перестала, а при более-менее серьёзных нагрузках стала получать всего лишь небольшие замятия, которые поправить куда проще и быстрее, что считаю результатом именно работы камня, способного дать наклёп.
результат мне понравился - поведение кромки кардинально изменилось в лучшую сторону.
после этого эпизода, я стал все подобные по поведению стали доводить на сланцах, выбирая их исходя из текущей ситуации - контроль тактильный и визуальный в увеличении на ещё обдирочных и заточных стадиях позволяет делать выводы о том, каким именно природником оптимальнее делать финиш.
Кстати, тут с большим удовольствие пересматривал видео с семинара "заточка на абразивах", который вёл Николай (ссылка на видео есть в разделе) и подробно рассказывал о разных видах абразивов, зерна, связки, и особенностях их характера работы - немало информации, которая заставляет задуматься и гораздо более осознанно подходить к выбору абразива (что синтетического, что природного) при заточке и доводке. Весьма рекомендую!
вологжанин
Меня начинают терзать смутные сомнения, что на нормальных современных сталях никакого наклепа не возникает.Просто так интересней заточному народу думать--некая магия процесса))
отбросьте прочь сомненья и домыслы и почитайте нормальную современную научную литературу по этому вопросу.
Nikolay_K
нормальную современную научную литературу по этому вопросу.
вот, для начала можете вот сюда посмотреть:
http://rutracker.org/forum/viewforum.php?f=2254
и где есть значительное напряжение сжатия
происходит не просто остаточная деформация, а вызванное напряжением мартенситное превращение и соответствующее повышение твердости и изменение структуры, которое хорошо видно по рентгеновским спектрам.
Это фундаментальная вещь. За счёт этого происходит закалка мартенситных сталей.
И более того, такое происходит не только в сталях, но и в титановых и прочих сплавах, где присутствуют схожие структуры.
В частности на этом принципе работают материалы с "эффектом памяти".
везде, где есть аустенит ( независимо от технологии изготовления и предыстории )
и где есть значительное напряжение сжатия
происходит не просто остаточная деформация, а вызванное напряжением мартенситное превращение и соответствующее повышение твердости и изменение структуры, которое хорошо видно по рентгеновским спектрам.
Это фундаментальная вещь. За счёт этого происходит закалка мартенситных сталей.И более того, такое происходит не только в сталях, но и в титановых и прочих сплавах, где присутствуют схожие структуры.
В частности на этом принципе работают материалы с "эффектом памяти".
Николай, вот ведь какое дело. В теории то все красиво, не подкопаешься, а вот на практике не работает. Как ни шоркай несчастную железку всякими редкими камушками--нету никаких приростов стойкости ни в разы, ни на пол процента.
вологжанин
Как ни шоркай несчастную железку всякими редкими камушками--нету никаких приростов стойкости ни в разы, ни на пол процента.
Перестаньте шоркать и начните вдумчиво доводить. Тогда будет и прирост стойкости и удовольствие от процесса и от результата.
Камушки, кстати под железку ещё подобрать надо, особенно если камушки натуральные, а железка порошковая.
И тем не менее, мне удавалось получать очень интересные результаты используя натуральные камни и на S30V и на VG10 и на SGPS и даже на S90V.
Эффект прироста стойкости от приобретаемого при заточке наклёпа для порошков с хорошей криогенной термичкой выражен в меньшей степени,
чем для простых сталей, это правда, но это не значит, что его вовсе нет.
Высокое содержание карбидной фазы тоже нивелирует этот эффект.
Но поймите одну вещь, чрезвычайно важную... Наклёп даёт прирост стойкости только на хорошо доведённой поверхности.
С которой уже убрали все риски от грубого зерна.
И сам наклёп реализуется только при чутком умелом контроле за давлением при доводке. Давление должно быть очень умеренным, порядка 50г.
Небрежность, и всякое шатание и качание угла при доводке недопустимы.
На поверхности изрезанной алмазами, с неубранными грубыми рисками выходящими на кромку толку от наклёпа не будет, как ни старайтесь.
И тем не менее, мне удавалось получать очень интересные результаты используя натуральные камни и на S30V и на VG10 и на SGPS и даже на S90V.
Николай это очень интересно! А какими методами Вы оценивали полученный результат? Есть ли числительные данные? Или только субьективные ощущения?
И что конкретно Вы имеете в виду под интересные результаты?
Скорость работы, красоту внешнего вида, агрессию реза, стойкость?
вологжанин
А какими методами Вы оценивали полученный результат? Есть ли числительные данные? Или только субьективные ощущения?
берёте и режете сухую деревяшку поперёк волокон до тех пор, пока она нормально чисто режется.
Либо толстый бумажный блок в 150-200 и более листов, например какую-нибудь ненужную книгу.
Засекаете сколько проходов сделали до момента, когда кромка начала рвать и муть, вместо того, чтобы чисто резать давая ровные края.
берёте и режете сухую деревяшку поперёк волокон до тех пор, пока она нормально чисто режется.Либо толстый бумажный блок в 150-200 и более листов, например какую-нибудь ненужную книгу.
Засекаете сколько проходов сделали до момента, когда кромка начала рвать и муть, вместо того, чтобы чисто резать давая ровные края.
Деревяшку резал, замерял, стойкости не прибавляется--одинаково садится.
Канат резал--"доведенная" кромка быстрее садится.
Тестов много было сделано.
вологжанин
Деревяшку резал, замерял, стойкости не прибавляется--одинаково садится.
Канат резал--"доведенная" кромка быстрее садится.
Тестов много было сделано.
Вы где-нибудь публиковали результаты этих тестов с подробностями и желательно с описанием методики доводки и фото кромки? Ссылку дадите?
Деревяшку резал, замерял, стойкости не прибавляется--одинаково садится.
У меня вопрос? Если я правильно понял : " Доведенная и не доведенная поверхность одинаково садиться на деревяшке" ?
Rezchik
" Доведенная и не доведенная поверхность одинаково садиться на деревяшке" ?
первостепенная задача доводки --- полностью убрать все более грубые риски от предыдущих стадий заточки.
Формирование наклёпа и кондиционирование поверхностного слоя --- это уже на десерт после того как убрали все риски.
Данная тема про наклёп.
Поэтому дискуссию о неэффективности доводки лучше бы вести в отдельной теме.
Поэтому дискуссию о неэффективности доводки лучше бы вести в отдельной теме
Никаких дисскусий просто вопрос.
Вы где-нибудь публиковали результаты этих тестов с подробностями и желательно с описанием методики доводки и фото кромки? Ссылку дадите?
После скандалов в Чистой Воде, от публикаций как таковых отказался. Однако исследования продолжаю. Изучаю при помощи весов и микроскопа советского.
Ни о каких невыведеных рисках от крупного абразива речи и быть не может.
После природников подвод очень красивый , проработаный, но бестоковый по своим рабочим свойствам. То есть затраченные усилия не оправдываются.
Время природных абразивов видимо уходит.
У меня вопрос? Если я правильно понял : " Доведенная и не доведенная поверхность одинаково садиться на деревяшке" ?
Именно так!
вологжанин
После скандалов в Чистой Воде, от публикаций как таковых отказался. Однако исследования продолжаю. Изучаю при помощи весов и микроскопа советского.Ни о каких невыведеных рисках от крупного абразива речи и быть не может.
После природников подвод очень красивый , проработаный, но бестоковый по своим рабочим свойствам. То есть затраченные усилия не оправдываются.
Время природных абразивов видимо уходит.
из своего частного опыта Вы делаете слишком общие выводы, тем временем Дмитрич, Ярослав, Олег ( bwman ), Tras Krom,
Андрей Соколов (yemz) и многие-многие другие оценили достоинства природных камней и стали активно их использовать в своей заточной практике.
Причём большинство из них отмечают существенное увеличение стойкости при такой доводке.
Тем временем у Вас всё наоборот, но вместо того, чтобы дать более подробную информацию о том как в каком порядке
и какими камнями доводили обходитесь лишь общими словами без какой-либо конкретики делаете скоропалительный вывод о бесполезности природных камней.
Не кажется ли Вам, что дело тут совсем не в камнях?
И, если честно, то такая манера общения ( когда нет никакой конкретики, одни общие слова ) даёт мне повод предположить,
что у Вас не было никаких природных камней и не было никаких экспериментов, просто Вам захотелось поразвлечься и спровоцировать дискуссию.
а на каких конкретно сталях от какого производителя и какова статистика у Вас вышла по разным сталям? Также было бы любопытно узнать наиболее часто употребляемые сеты используемых абразивов, примерное время работы ими на стадиях начиная с тонкой заточки и какая используется техника работы, приспособления?
Основное элмакс--то есть один и тот же клинок.Немного спм 3в и др.Суть везде одна.Если ТО в норме не надо ничего подбирать --надо брать абразив который режет металл и просто точить. Термичка своя на максимум режущих свойств .Вторичка.
Заточка на апексоиде.
Камни:алмазы, водники советские, байки, яшмы, белоречит, несколько сланцев.
тем временем Дмитрич, Ярослав, Олег ( bwman ), Tras Krom,
Андрей Соколов (yemz) и многие-многие другие оценили достоинства природных камней и стали активно их использовать в своей заточной практике.
Я тоже так думал в течение 3 лет, одумался--спасибо Чингачгуку(Игорю Лукинову)
Николай все просто: берите и пробуйте с весами и все станет понятно.
Только опасное это дело: потом придется все япокамни продавать)))
вологжанин
Я тоже так думал в течение 3 лет, одумался--спасибо Чингачгуку(Игорю Лукинову)Николай все просто: берите и пробуйте с весами и все станет понятно.
Только опасное это дело: потом придется все япокамни продавать)))
я понял.
Вы с Чингачгуком режете канат и по характеру и усилию реза оцениваете состояние и степень затупления РК.
Но не делаете поправку на то, что РК на канате ведёт себя совсем не так, как при работе по дереву или другим каким материалам.
Тем не менее берёте на себя смелость обощать результаты канатных тестов на все остальные случаи.
Характер нагрузки и характер деградации кромки очень разный.
Поэтому результаты с выводами у нас с вами так отличаются.
Это нормально.
Спасибо, что сообщили подробности.
Мне на практическе очень редко приходилось резать такие волокнистые материалы как пеньковый канат.
Поэтому у меня другие критерии оценки стойкости РК. Другие результаты и другие выводы относительно пользы доводки.
Как-то год назад понадобилось резать волокно из межплодника орехов кокосовой пальмы ( койр ),
и тут-то я оценил полезность агрессивной "зубастой" кромки... и это ещё раз показывает,
что для разным материалов требуется разная заточка, разная геометрия... и что нельзя по одному частному случаю делать общие выводы.
Полагаю, что для волокнистых материалов некоторая зубчатость полезна, а для плотных сплошных она приводит к ослаблению стойкости кромки.
Но вот только всё это не имеет никакого отношения к наклёпу...
Но не делаете поправку на то, что РК на канате ведёт себя совсем не так, как при работе по дереву или другим каким материалам.Тем не менее берёте на себя смелость обощать результаты канатных тестов на все остальные случаи.
Характер нагрузки и характер деградации кромки очень разный.
Поэтому результаты с выводами у вас отличаются. Это нормально.
Так и на дереве разницы нет))
Так все таки на зубастой заточке нет наклепа или он тоже присутствует?
Если он есть, как он там образовался после например алмазов достаточно грубых?
Если его нет почему грубая заточка как минимум ни на дереве ни на канате не уступет по стойкости заточке с доводкой?
Я практикой не могу осмыслить "наклеп".
Поэтому и спрашиваю про измерение наклепа--как Вы его определили?
вологжанинУ Вас первично: красота и проработка или рез?
После природников подвод очень красивый , проработаный, но бестоковый по своим рабочим свойствам.
вологжанинЕсли наклёпа нет, то как его на практике можно осмыслить? 😊
Я практикой не могу осмыслить "наклеп"
calcell
Если наклёпа нет, то как его на практике можно осмыслить?
остаточная деформация сжатия при заточке имеет место практически всегда, если затачиваете "на зерно".
Даже если зерно грубое и вы затачиваете на наждаке.
Но упрочняющий эффект от этой деформации ( она же наклёп ) хорошо проявляется на тщательно доведённой кромке.
Проверить степень и глубину наклёпа какими-либо тривиальными домашними способами мягко говоря затруднительно.
Однако в лабораторных условиях это можно сделать. Как методами металлографии, так и при помощи рентгеновской спектроскопии.
Тут где-то в одной из тем пробегали ссылки на литературу в которой подробно со всей необходимой теоретической базой и многочисленными экспериментальными данными давались все подробности про наклёп, его упрочняющее действие и методы его получения.
Если кому-то хочется развеять сомнения относительно существования наклёпа, то пусть почитает эти книги. Они на русском. Начинать можно с той самой книги Ящерицына, на которую любит ссылаться Владимир Дмитрич.
Кому захочется углубиться, тот может посмотреть на литературу по ссылке
http://rutracker.org/forum/viewforum.php?f=2254
там есть как наисовременнейшие журналы по металлургии и материаловедению, так и масса классической научной учебной и академической литературы.
А если хочется просто поспорить и попререкаться, то это лучше делать где-нибудь в другом месте.
И Вы, коллеги, тоже это понимаете.
Упрочнение подводов не является основной целью заточки. И тем более сверх задачей.
Если кто и решится поставить перед собой эту сверхзадачу и начнет ее решать - флаг в руки и барабан на шею.
остаточная деформация сжатия при заточке имеет место практически всегда, если затачиваете "на зерно".
Даже если зерно грубое и вы затачиваете на наждаке.
Но упрочняющий эффект от этой деформации ( она же наклёп ) хорошо проявляется на тщательно доведённой кромке.
Проверить степень и глубину наклёпа какими-либо тривиальными домашними способами мягко говоря затруднительно.
Однако в лабораторных условиях это можно сделать. Как методами металлографии, так и при помощи рентгеновской спектроскопии.
Тут где-то в одной из тем пробегали ссылки на литературу в которой подробно со всей необходимой теоретической базой и многочисленными экспериментальными данными давались все подробности про наклёп, его упрочняющее действие и методы его получения.
Если кому-то хочется развеять сомнения относительно существования наклёпа, то пусть почитает эти книги. Они на русском. Начинать можно с той самой книги Ящерицына, на которую любит ссылаться Владимир Дмитрич.
Кому захочется углубиться, тот может посмотреть на литературу по ссылке
http://rutracker.org/forum/viewforum.php?f=2254
там есть как наисовременнейшие журналы по металлургии и материаловедению, так и масса классической научной учебной и академической литературы.
А если хочется просто поспорить и попререкаться, то это лучше делать где-нибудь в другом месте.
Да нет, охота не поспорить а понять чего там на чего наклепывается.
В как таковой наклеп я верю, взять ту же косу.
А вот верить в наклеп созданный на подводе ножа абразивами при ручной заточке
как то не получается. Поэтому я в очередной спрашиваю КАК РЕАЛЬНО ТОНКАЯ ДОВОДКА УПЛОТНЯЕТ РК? И НА СКОЛЬКО ПОВЫШАЕТ ЕЕ СТОЙКОСТЬ?
Только не отсылайте меня к мудрой литературе--лучше своими словами, мол такой опыт--столько резов(чего угодно) а с "наклепом" столько.Это ведь несложно с Вашим опытом?
Само название темы считаю бредом.
И Вы, коллеги, тоже это понимаете.
Мне кажется тему надо понимать не буквально, а примерно так:
Получение наклепа, чем , как и, а он вообще существует на рк ножа?
Ибо если его нет--чего на чего клепать будем?))
Говорить о упрочнении клинковой стали (твердостью около 60единиц и выше, с ярко выраженной карбидной неоднородностью) наклепом - все равно, что рассуждать о пользе трещин, прижогов и других дефектов
Другое дело - уплотнение нарушенной структуры при доводке твердыми и гладкими абразивами, я об этом говорил в теме про дефектный слой.
chingachgook
Специфичность заточки на канат в том, что нож затачивается на убой, но по максимуму.
chingachgookЯ думал, что после этих слов вопрос про доводить или нет закрыт.
До самого мелкого, которое сможете найти.
Alexx_S
Напомню, что помимо т.н. "упрочняющего эффекта", у наклепа есть другая, "темная" сторона, в которой он выступает как дефект поверхности. В этом контексте я бы скорее озадачился, как убрать с кромки остаточные напряжения, а не радовался тому, что они там есть.
Говорить о упрочнении клинковой стали (твердостью около 60единиц и выше, с ярко выраженной карбидной неоднородностью) наклепом - все равно, что рассуждать о пользе трещин, прижогов и других дефектов
Вооо!!!
Такая же мысль крутится и у меня в голове, ждал кто озвучит.
Вполне может быть что этот "наклеп " есть вред а не добро.
pashaa
В теме заточки чемпионов: forummessage/224/12 chingachgook САМ пишет, что для тестов просто максимально доводит нож:
Я думал, что после этих слов вопрос про доводить или нет закрыт.
А Вы не думайте а сами попробуйте))
Я вопрос закрываю только тогда когда получаю стабильный результат, который могу сам потрогать.
Именно. Тем более, что на и на пресловутом алмазном зерне тонких фракций, в т.ч. субмикронных, при тонкой заточке и доводке наблюдать пластическую деформацию даже в простенький микроскоп вполне реально. И об этом тоже говорилось, в частности подкрепляемо фото и обзорами, вполне достаточно.
Ярослав, со всем уважением, может быть у Вас есть какие то конкретные данные? То есть не внешняя красота видимая в микроскоп меня интересует, а рабочие свойства, именно в числах.
Уважаемые, есть ли у кого такие данные? Давайте разберем ситуацию?
Может наклеп и упрочнение для рк ножа мифы и от такой проработки больше вреда?
вологжанинСкорее, дело в терминологии и к доводке, проработке РК и т.п. отношения не имеет.
Может наклеп и упрочнение для рк ножа мифы и от такой проработки больше вреда?
вологжанин
Вполне может быть что этот "наклеп " есть вред а не добро.
как говаривали мудрецы:
"Всё есть яд,и все есть лекарство: и тем и другим делает его доза".
"В ложке лекарство, в чашке - яд. Все хорошо в меру."
И лекарство в излишке - яд.
И яд бывает лекарством.
также и с наклёпом.
Бездумное наклёпывание вредит.
Но в руках опытного и премудрого наклёп становится ценным укрепляющим лекарством для кромки.
Вот поэтому так часто говорит Дмитрич о доводке, о необходимости полностью убирать ( а не замазывать ) риски и о давлении.
Наклёп - наш друг, но в нём живет коварство:
Налёпываешь много - яд, а если в меру - то лекарство.
Не причиняй РК излишеством вреда,
Но лучше риски убери и про доводке НЕ ДАВИ!!!
Уважаемые, есть ли у кого такие данные? Давайте разберем ситуацию?
Интересная дискуссия. Валерий, с точки зрения заточки, заострения, доводки ножа из Elmax наклеп получить из двух процентов остаточного аустенита надо очень сильно постараться. Можно конечно провести серьезное лабораторное исследование что там да как, но мне кажется, что эти силы лучше потратить на что-нибудь более полезное.
Вопрос сейчас возник в голове, а в чем наклеп измеряется, в каких единицах?
Вот примерно это я и пытаюсь выяснить у уважаемых комрадов--чем измеряли, как, почему то ведь решили что он есть и он нужен.
Интересная дискуссия. Валерий, с точки зрения заточки, заострения, доводки ножа из Elmax наклеп получить из двух процентов остаточного аустенита надо очень сильно постараться. Можно конечно провести серьезное лабораторное исследование что там да как, но мне кажется, что эти силы лучше потратить на что-нибудь более полезное.
Так и я том, что чего там у порошка наклепать то можно?
Ну и раз Николай его видел, то ему и отдуваться))
Только хотелось бы математики а не стихов))
chingachgook
Вопрос сейчас возник в голове, а в чем наклеп измеряется, в каких единицах?
А в каких единицах измеряется структура, химический и фазовый состав стали c учетом того, что их распределение по телу изделия может быть неоднородным и могут быть газовые пузырьки, частицы шлак, микротрещины, и т.п. ?
В каких единицах измеряется взаимное расположение дисклокаций?
Если вас интересует чисто механическая теория деформации, то там будет тензорная величина.
В общем возьмите какой-нибудь учебник или конспект по обработке металлов давлением (ОМД) и почитайте на досуге.
Там всё это расписано.
Посмотрите книжки про упрочнение пластической деформацией.
вологжанинТак и я том, что чего там у порошка наклепать то можно?
Ну и раз Николай его видел, то ему и отдуваться))
Только хотелось бы математики а не стихов))
я показал куда копать и где искать информацию.
Если Вам интересно --- идите и копайте.
Математика в теории деформаций сложная, даже если рассматривать самую простую модель в предположении постоянства объёма.
Не уверен, что сможете в неё разобраться. Но если готовы, то вот, милости просим: http://files.lib.sfu-kras.ru/ebibl/umkd/60/u_lectures.pdf
Читайте, разбирайтесь.
А очень грубое, приблизительное, буквально "на пальцах" объяснение того как наклёп даже при отсутствии мартенситных
и прочих фазов превращений может приводить к упрочнению можете почитать вот тут: http://gendocs.ru/v1254/%D0%BB...%BE%D0%BC%D0%B4
Образование дислокаций происходит в результате многих причин.
В недеформированном кристалле дислокации могут образоваться на границах зерен при их росте.При наличии точечных дефектов дислокации могу порождаться скоплением вакансий и образованием пустот.
Дислокации могут образовываться в результате пластической деформации, например, по механизму источников Франка-Рида. В случае, когда концы дислокаций закреплены и не могут перемещаться, под действием касательного напряжения дислокация ведет себя, как упругая нить, растягиваясь, и принимая форму полуокружности. При этом напряжения достигают максимального значения, а радиус кривизны – минимального. В дальнейшем напряжение снижается, т.к. радиус кривизны увеличивается. При этом на участках дуги вблизи точек закрепления линейная дислокация переходит в винтовую. Увеличивающая размеры дислокация закручивается вокруг точек закрепления, замыкается и распадается на две части: замкнутую петлю и закрепленную дислокацию, которая может дальше размножаться.
В процессе пластической деформации дислокации могут зарождаться, помимо источников Франка-Рида, в местах концентрации напряжений вблизи дефектов.Под действием сдвигающих напряжений дислокация может перемещаться. Если перемещение происходит вдоль плоскости скольжения, то такой процесс называется скольжением. При этом число нарушенных связей остается постоянным. Перемещаясь, дислокация вызывает смещение всех атомов вдоль плоскости скольжения, и при выходе на поверхность образует ступеньку. Если движение дислокации происходит под углом к плоскости скольжения, то такой процесс называется переползанием. Он требует возникновения или поглощения точечных дефектов, поэтому происходит довольно медленно. Вакансии, попадая на кромку, исчезают. Свободные атомы «пристраиваются» к кромке полуплоскости. С ростом температуры этот процесс усиливается. Особенно он заметен при температуре, близкой к температуре плавления.
Поскольку число дислокаций очень велико (например, для отожженных металлов на 1 см2 приходится 107-108 дислокаций), они оказывают существенное влияние на пластическую деформацию. Подавляющая часть пластических деформаций обусловлена движением дислокаций.
Не смотря на то, что перемещение дислокаций приводит к их выходу на поверхность, количество дислокаций при пластической деформации не уменьшается, а наоборот, растет. Дислокации, движущиеся по разным плоскостям скольжения, могут взаимно пересекаться, при этом замедляя или ускоряя движение друг друга. Дислокации с противоположным знаком могут взаимно уничтожаться. Движущаяся дислокация часто вынуждена прорезать целый «лес» дислокаций, не лежащих в ее плоскости. В результате на линии дислокации появляется множество ступенек, испускающих большое количество вакансий и внедренных атомов.
От количества дислокаций и условий их перемещения зависит прочность кристалла. Идеальный кристалл, не имеющий дислокаций, требует очень больших усилий для деформации. Такие кристаллы выращивают искусственно. Если дислокации есть, но есть препятствие их перемещению, прочность такого кристалла повышается. Препятствием являются различные дефекты кристаллов: другие дислокации, различные включения, границы раздела зерен.
^ Таким образом, усилие, необходимое для пластической деформации кристалла, определяется двумя факторами: наличием в нем дислокаций и возможностью их перемещения.
Если дислокация подходит к границе двух зерен и не может выйти на поверхность, она застревает. Следующие дислокации, подходят к застрявшей дислокации, образуя скопление дислокаций вблизи границ зерен. Чем мельче зерна, тем больше поверхность их раздела, и тем выше уровень напряжений, необходимый для смещения дислокаций. Напряжения скапливаются у границ зерен, все больше заполняя решетку. Для дальнейшей деформации кристалла необходимо повысить внешнее усилие. При этом происходит прорыв дислокаций через препятствие, раздробление блоков, увеличение их границ, и тем самым больше мест скопления дислокаций. Упрочнение металла в результате скопления дислокаций на границах зерен и невозможности их перемещения называется наклепом металла при холодной деформации. В результате наклепа возрастает упругое искажение кристаллической решетки, увеличивается сопротивление деформации и уменьшается пластичность. Увеличение прочности особенно интенсивно происходит на начальных стадиях деформации (до 25%).
Alexx_S
Николай, основной вопрос - где можно встретить в литературе упоминание о нагартовке/наклепе закаленных под 60 ед сталей?
хотите, чтобы я провёл анализ периодической литературы и предоставил Вам список статей и цитат с ссылками?
А оплатить мой труд готовы?
chingachgookДля наклепа наличие аустенита не нужно.
наклеп получить из двух процентов остаточного аустенита надо очень сильно постараться.
Nikolay_KНаклеп вообще не связан с фазовыми превращениями. При холодной пластической деформации происходит увеличение плотности точечных и линейных дефектов, что приводит к увеличению прочностных характеристик, в частности, предела текучести материала, но, в то же время, к снижению пластичности. Кроме того, образуется т.н. текстура - кристаллические решетки зерен приобретают "преимущественное" направление. Сами зерна вытягиваются. С течением времени свойства частично восстанавливаются - происходит т.н. возврат или отдых. При повышении температуры до определенных пределов происходит т.н. рекристаллизация - зарождение и рост новых зерен с равноосной структурой и свойства возвращаются к первоначальным значениям.
наклёп даже при отсутствии мартенситных
и прочих фазов превращений может приводить к упрочнению
Nikolay_KЯ хочу хоть одно упоминание. И не хочу искать то, чего, возможно, и не существует в природе.
хотите, чтобы я провёл анализ периодической литературы и предоставил Вам список статей и цитат с ссылками?А оплатить мой труд готовы?
Alexx_S
Я хочу хоть одно упоминание. И не хочу искать то, чего, возможно, и не существует в природе.
я как-бы намекну, что насколько сталь способна к пластической деформации, настолько и возможен наклёп.
про способность INFI и Cronidur к пластической деформации даже при твердости порядка 61HRC многие уже знают.
BG42 тоже обладает такой способностью, но в меньшей степени.
Также и D2 и много ещё чего...
Много вы видели сталей, которые "сухие" настолько, что крошатся как стекло?
( т.е. чтобы у стали предел хрупкого разрушения был ниже предела текучести? )
Вопрос то простой: каким образом Вы поняли что нужно на рк порошковый или иных твердых сталей делать наклеп? Наверное не только теоретически?
Наверное какая то практика наработана? Озвучте пожалуста.
Или никакой практики нет, а только теоретические предположения?
Базу то серьезную подводите и камни под нее же имеете очень недешевые--неужели ни разу не проверили как это работает в жизни?
Семинары даже проводите, как так?
вологжанин
Семинары даже проводите, как так?
Вы тоже можете проводить семинары и делиться на них своим опытом.
вологжанин
Вопрос то простой: каким образом Вы поняли что нужно на рк порошковый или иных твердых сталей делать наклеп? Наверное не только теоретически?
Наверное какая то практика наработана?
я не отделяю наклёп от доводки в своей практике.
И в этой теме уже довольно подробно озвучил свой практический опыт.
Но похоже, что Вы его или не заметили или проигнорировали.
Повторять одно и то же по многу раз не хочу. Не вижу в этом смысла.
Полагаю, что в этой теме уже есть всё, что нужно для тех, кто ищет истину и хочет проникнуть в суть явления
попутно усовершенствовав свою практику.
вологжанинСсылку можно на семинар по получению наклёпа?
Семинары даже проводите, как так?
Заточка режущего инструмента - операция черновой или предварительной обработки режущей кромки только по передней поверхности, только по задней поверхности, по передней и задней поверхностям. Эта операция позволяет быстро снять слой металла и задать требуемую форму режущему инструменту. После заточки на обработанной поверхности остаются глубокие риски. После заточки выполняются операции доводки и полировки для придания режущей кромке окончательной геометрии и формы, угла заострения, класса шероховатости.
Уважаемые мастера я многому научился у вас спасибо, но порой вы вгоняите просто в ступор. При заточки и доводки мы работаем аброзивом, а оный снимает металл в той или иной степени о каком наклёпе может идти реч, мы ж не колотим по рк и не давим так что б на поверхность выходили дифекты кристаллической решётки. Если не прав то поправте.
С уважением Сергей
Полагаю, что в этой теме уже есть всё, что нужно для тех, кто ищет истину и хочет проникнуть в суть явления
попутно усовершенствовав свою практику.
В принципе понятно.
Измерений увеличения стойкости после доводки-наклепа нет.
Есть слепая вера, что это так.
Как то ненаучно и не серьезно)).
Ссылку можно на семинар по получению наклёпа?
Конкретно по наклепу семинара не видел, доводка--наклеп является краеугольным камнем в веровании Николая))
При заточки и доводки мы работаем аброзивом, а оный снимает металл в той или иной степени о каком наклёпе может идти реч, мы ж не колотим по рк и не давим так что б на поверхность выходили дифекты кристаллической решётки. Если не прав то поправте.
Все верно.Надо просто точить, а не мучить-- тереть редкими камнями с заоблачными ценами бедные железки.
А рассуждения о том какой япокамень лучше для какой стали,("куда при этом должен дуть ветер и в какой фазе должна быть луна") вообще просто умиляют.
вологжанинНож сотворен не только для резки каната,но оттуда постоянно для некоторых дует ветер. И если не удаётся преуспеть в этом деле то виноваты все вокруг.
Все верно.Надо просто точить, а не мучить. А рассуждения о том какой япокамень лучше для какой стали,("куда при этом должен дуть ветер и в какой фазе должна быть луна") вообще просто умиляют.
В том числе и камни, если разбираться сними некогда.
Ну не умею играть на скрипке, наверно виноваты Моцарта и Страдивари.
dmitrichW
http://www.stroi-blok.ru/?p=283
Владимир Дмитриевич, спасибо. То, что описано в заметке вполне согласуется с тем, чему меня учили:
Незакрепленные абразивные зерна, вращаясь или проскальзывая, оставляют на обработанной поверхности 'выбоины' или 'выдавленные риски'. При преобладании 'выбоин' обрабатываемая поверхность приобретает матовый цвет, а при преобладании царапин и 'выдавленных рисок' поверхность становится блестящей. Очевидно, качение и скольжение абразивных зерен между притираемыми поверхностями вызывает кроме выбоин и царапин также микропластические деформации и упрочнение поверхностных слоев обрабатываемых деталей. В результате сложного напряженного состояния поверхностных слоев и появления усталости происходит 'течение' металла и образуются микротрещины и впадины на поверхностях контакта.
Выдавленные риски образуются и при работе закрепленными абразивными зернами (при внедрении зерен на недостаточную глубину, т. е. менее 0,2-0,3 радиуса выступа). В этом случае некоторые зерна не производят резание, а деформируют обрабатываемую поверхность. В результате многократного пластического деформирования поверхностный слой отслаивается и выкрашивается.
Приведу пример из несколько другой области.
Существуют и широко практикуются способы отделки зубчатых колес методами пластического деформирования - шевингование, прикатка и т.п. Тот самый "полезный наклеп", который увеличивает стойкость колес.
В то же время, при эксплауатации наблюдается другое явление, которое, собственно, и называют "наклеп": локальные уплотнения металла на небольшую глубину. Явление это вредное и с ним борятся, поскольку уплотненные участки отслаиваются "чешуйками"
вологжанинНе сваливайте все в одну кучу. Есть масса данных по эффективности доводки режущего инструмента. Я лично общался с человеком, который на серьезном оборонном предприятии доводил арканзасами развертки. В литературе встречал данные о десятикратном увеличении стойкости сверл доводкой.
В принципе понятно.Измерений увеличения стойкости после доводки-наклепа нет.Есть слепая вера, что это так.Как то ненаучно и не серьезно)).
Да и пресловутый "наклеп" - это некорректный термин, неправильно толкуемый. Если от него абстрагироваться, то при доводке действительно имеет место улучшение структуры поверхностного слоя, но не в виде пленки металла с остаточными напряжениями, а как уплотнение разрыхленной поверхности.
Но меня интересуют в данном вопросе только ножи, причем именно из современного железа.
Не сваливайте все в одну кучу. Есть масса данных по эффективности доводки режущего инструмента.По Вашему мнению доводка и наклеп это одно и тоже? Речь ведь в теме о наклепе, правда?
С уважением Сергей
chingachgookОдной из составляющих процесса доводки является пластическая деформация. Выделять ее в отдельное явление под названием "наклеп" я бы не стал, равно как и приписывать увеличение стойкости инструмента после доводки остаточным напряжениям сжатия.
По Вашему мнению доводка и наклеп это одно и тоже? Речь ведь в теме о наклепе, правда?

ivan-3И вопрос на засыпку: сколько в закаленной ножевой стали аустенита и сколько мартенсита?
Во что под руку попалось
вологжанин
В принципе понятно.
Измерений увеличения стойкости после доводки-наклепа нет.
Есть слепая вера, что это так.
Как то ненаучно и не серьезно)).
Простите, но Вы ведёте себя мягко говоря странно.
Вместо того, чтобы искать истину Вы упорно пытаетесь выставить свою точку зрения единственно верной.
При этом полностью игнорируете все факты, которые расходятся с Вашей точкой зрения.
Вам указали на книгу Ящерицына и на массу другой литературы с множеством экспериментальных данных подтверждающих как существование
наклёпа возникающего про абразивной обработке, так и эффективность доводки в плане увеличения стойкости,
но вместо того, чтобы заглянуть туда, продолжаете утверждать, что "наклепа нет. Есть слепая вера, что это так."
И при этом, видимо считаете канатные тесты и свою практику заточки единственно верным подходом, игнорируя существование всех остальных.
Alexx_S
Да и пресловутый "наклеп" - это некорректный термин, неправильно толкуемый.
а можно чуть подробнее?
Почему считаете, что этот термин неправильно понимается?
Какие термины можно использовать, чтобы избежать кривотолков и неоднозначности?
В том ноже, о котором говорит Вологжанин, согласно данным филмы Белер-Удерхольм - 2% остаточного аустенита.
То есть можно утверждать что его роль ничтожна?
Николай, так я как раз и ищу эту истину. А что может быть правильней, чем теория подтвержденная практикой?
Вот вместо отсылов меня к умной литературе(ИМХО в ней 99% написано не про ножи), просто расскажите о СВОЕМ опыте увеличения стойкости кромки на ножах, вследствии наклепа--доводки.
Если такого опыта нет, почему считаете что нужно делать " наклеп"?
Ну вроде все прямо и просто спрашиваю то?
Не обязательно канат резать, можно что угодно.
chingachgook
В том ноже, о котором говорит Вологжанин, согласно данным филмы Белер-Удерхольм - 2% остаточного аустенита.
с чего вы взяли, что там в реальности 2%, а не 3 или, например 5?
Оно же зависит от условий термички.
вологжанин
То есть можно утверждать что его роль ничтожна?
если у вас в супе будет 2% цианистого калия, то можно ли будет сделать вывод о том, что его роль ничтожна?
Nikolay_KЯ уже писал об этом выше. Есть технологические операции, целью которых является изменение структуры и фазового состава поверхностного слоя - прикатывание, нагартовка, выглаживание, холодная ковка и т.п.
а можно чуть подробнее?Почему считаете, что этот термин неправильно понимается?Какие термины можно использовать, чтобы избежать кривотолков и неоднозначности?
Если вредное явление, описанное мной выше.
При доводке имеет место комплексное воздействие, не имеющее отношение ни к тому, ни к другому. Если говорить о терминологии, я бы не выделял отдельные составляющие из процесса доводки и уж тем более не стал бы придумывать новые термины. Если у доводочного абразива более выражены выглаживающие свойства и менее - абразивные, то такая характеристика уже дает необходимою информацию о характере его работы.
с чего вы взяли, что там в реальности 2%, а не 3 или, например 5?Я доверяю данным Белера-Удерхольма, как Вы доверяете данным других справочников.
Alexx_SС утра был занят и не мог отписаться,а тут уж практически и разжевано все:-)Весьма точно цитата описывает происходящий процесс.ИМХО,тут идет речь о выглаживании.Если нырнуть в гугль,то сразу найдем достаточно инфы.Повышение стойкости в 1.5-3.0 раза,область применения и прочее.Выглаживание можно получить далеко не на всех камнях.У меня пара старинных арков дает такой эффект.А вот более свежие трансы,весьма хорошие,не дают.От этого и надо плясать.На ножах особо не заморачивался сбором статистики,а вот выглаживание шаберков дает совершенно четкие цифры.Стойкость повышается практически вдвое.Для меня это очень важно.Трудно перенастраиваться в разгаре работе на перезаточку.Недавно показательный случай был.Проточил бритву на старинной вашите и решил ее упрочнить выглаживанием.Полторы серии ее на арке выглаживал.Потом заметил проявившийся дефект и вернулся на вашиту,а фиг!Не берет она бритву.Скользит по поверхности и все.Что это как не упрочнение поверхностного слоя?Подобное описывал в своей практике и уважаемый oldTor.Это уже не теория,но практика.
Если у доводочного абразива более выражены выглаживающие свойства и менее - абразивные, то такая характеристика уже дает необходимою информацию о характере его работы.
С уважением,1shiva
Alexx_S
Николай, основной вопрос - где можно встретить в литературе упоминание о нагартовке/наклепе закаленных под 60 ед сталей?
У Ящерицына, например. Вроде до 63 ед. упоминается - навскидку точнее не помню.
Что касается обратной стороны пластических деформаций - ну бывало у меня, что с обрабатываемой фаски откалывались "чешуйки"... Особенно почему-то к этому была склонна D2, кстати. Но прошло это всё, когда научился не давить лишнего и убирать последовательно грубые риски - не замазывать, а именно убирать на всю глубину и ещё чуть с запасом.
С уважением.
oldTor
В утверждения, что в пластическую деформацию только "верят", я в свою очередь поверю только тогда, когда мне предъявят клинок, на котором при абразивной обработке НЕ появляется заусенец и "реснички". При условии, разумеется, что работа будет вестись на кромке, ибо в противном случае его будет сложновато обнаружить)
Что касается обратной стороны пластических деформаций - ну бывало у меня, что с обрабатываемой фаски откалывались "чешуйки"... Особенно почему-то к этому была склонна D2, кстати. Но прошло это всё, когда научился не давить лишнего и уюирать последовательно грубые риски - не замазывать, а именно убирать на всю глубину и ещё чуть с запасом.
С уважением.
А я, в свою очередь , поверю в наклеп только тогда, когда будет именно наклеп, без снятия слоя металла поперечными движениями абразива.Про волшебные свойства брусков - бритва лучше бреет после кожи.Связано это, на мой взгляд не с какой лошади сняли эту кожу, а с тем , что кожа мягкая(пластична), и когда бритву по ней ведут, давление больше на "бугры", чем на "ямы" на поверхности лезвия.Отсюда - бугры испытывают большее давление чем " ямы", соответственно больше стачиваются и чистота обработки - выше.А вообще, все давно поняли, что если признать ,что наклепа нет - то нет торговли природными камнями. Отсюда весь базар - про то что алмазы вырывают карбиды, разрыхляют поверхность стали, и пр.лабуда.
Косвенное подтверждение - все посты просто удаляются, где я описывал свое видение при заточке. Почему? Почему нет диалога на эту тему? Почему тема " Заточка в бритву - вред" вызвала такую неадекватную реакцию у Николая? Ну какая ему разница - вред, или не вред? Почему мои посты просто удалены про заточку "тупым абразивом"? Почему не поспорить на эту тему? Если есть наклеп при движении абразива поперек кромки - почему тогда арканзас, а не более тупой абразив? Почему давить не надо- ведь чем меньше давить - тем меньше наклеп!Всё имхо, разумеется.
A.V.X.1960И каким боком наклеп к продаже природных камней относится?Наклеп,а по-моему-выглаживание,довольно редкий частный случай.Не более того.За те деньги,что я купил гуанси,мне не купить шикарного высокогритного искусственного японца.И меня результат работы гуанси на бритвах вполне устраивает.Не стоит смешивать мух с котлетами.
А вообще, все давно поняли, что если признать ,что наклепа нет - то нет торговли природными камнями.
С уважением,1shiva
Если дискуссии будут предлагаться и вестись в ключе доброжелательности или хотя бы корректности и умения вести дискуссию, когда аргументация оппонентов будет изучаться, а не пропускаться мимо ушей, тогда диалог и корректный спор возможны.
Но пока что дискуссии интересно, познавательно и приятно вести далеко не всем и не со всеми.
По-моему это вполне очевидный факт.
1shiva!00% согласен.Но Вы же не удаляете мои посты, и не имеете "навар".Все равно бритва бреет после ремня с пастой, потом без пасты.Я еще застал время , когда в парикмахерских брили - даже головы - я это неоднократно наблюдал - в Узбекистане.Ожидая очередь, наблюдал - в кресло садился бабай(дед), ему мылили голову(волос был короткий, потом парикмахер шлепками доводил(правил) бритву на ремне - ну очень быстро и артистично!), брил голову, и на кусок газеты смазывал-стирал с бритвы волос с пеной - никаких танцев с бубнами и раздражений кожи! Потом тройной одеколон - до сих пор этот запах у меня осатитируется(даже как написать правильно не знаю) с парикмахерской!
И каким боком наклеп к продаже природных камней относится?Наклеп,а по-моему-выглаживание,довольно редкий частный случай.Не более того.За те деньги,что я купил гуанси,мне не купить шикарного высокогритного искусственного японца.И меня результат работы гуанси на бритвах вполне устраивает.Не стоит смешивать мух с котлетами.
С уважением,1shiva
Вот и про наклеп - почему природные камни должны давать наклеп? Объясните.Главное- как этот наклеп вообще получить продольно-поперечными движениями и снимая(стачивая) при этом этот "наклеп" бруском - любым - хоть исскуственным,хоть натуральным?И зачем металлурги и термисты мучаются и придумывают новые стали? Почему хорошая сталь режет лучше, дольше, и быстрее затачивается? Кто кого разводит? Почему ,в конце концов бритва (и вообще всё) острее после ремняс пстой, чем после гуанси или арканзаса?
Но вот предложение дискуссии в тоне безапелляционного наезда пропустить не могу. Ярослав совершенно прав, дискуссия предполагает корректность и толерантность, а также внимание к тезисам оппонентов. Туда входит и хотя бы поверхностное знакомство с содержанием ссылок)) чего не наблюдается, увы.
Мое мнение таково.
более пластичная сталь упрочняется более очевидно и тут самый свежий мой опыт был с чардиналом и чистрайдером от Кевина. При заточке весьма несыпучими водниками сначала происходит активное образование суспензии, но после трех перекрестов направления обработки все прекращается и карбид кремния проскальзывает по 30-ке... как это можно обьяснить?
На более твердом исходно материале все менее наглядно, но тем не менее есть.
Не "верую" но это так. Несогласные с законами природы могут собравшись организовать свою альтернативную школу, думаю это вполне впишется в демократическую концепцию общества. Не возражаю.
НО ЕСЛИ ЕСТЬ ЧТО ОБСУДИТЬ, БУДЬТЕ ПОЖАЛУЙСТА КОРРЕКТНЫ.
Еще одна мысль. Если есть чему плющиться, наверное это возможно 😊 и не в процентах свободного аустенита суть по-моему)))
Все сугубо имхо и никому навязывать не собираюсь.
---------
С уважением ко всем присутствующим, Алексей.
A.V.X.1960
А вообще, все давно поняли, что если признать ,что наклепа нет - то нет торговли природными камнями. Отсюда весь базар - про то что алмазы вырывают карбиды, разрыхляют поверхность стали, и пр.лабуда.
Ага, пойдите расскажите это Морихею, Алексу, Максиму или тому-же 330mate.
пусть посмеются.
Они, кстати, не упоминают про наклёп, да и вообще не углубляются в теорию, но натуральные камни у них вполне себе неплохо продаются.
Пойдите посмотрите на SRP и столярные форумы чем там затачивают бритвы и прочее. Что-то не очень там жалуют алмазы.
И финиш предпочтают выполнять на природных камнях. Хотя про "наклёп", дислокации и мартенситные ФП может быть и не знают.
Но Вам упорно не хочется видеть факты не согласующиеся с Вашими представлениями.
Хуже того, Вы почему-то упорно и очень агрессивно пытаетесь эти представления навязать всем остальным.
пару лет назад мне тоже паста на коже была милее и дороже.
Навыки совершенствуются с годами и практикой, это не щелчок пальцами...
Упругое или пластическое, но упрочнение рк имеет место быть в натуре и с этим проще смириться без постройки коллайдеров 😊
И достигается оно наиболее подконтрольно с неагрессивной формы абразивом в твердом состоянии поверхности. Примеры уже до дыр затерли на кнопках клавиатур обе стороны, приводить их не стану, звиняйте)
Николай, если человек не желает измениться сам, мы ему ничем не поможем, увы. Жаль что так происходит систематически продолжительное время... пользы от чтения холиваров нет вообще, может потереть пора лишнее?
Меня больше интересует как это сказывается на стойкости и агрессии реза.
А почему цифры выпытываю, так оттого что например нож заточеный на разную остроту субьективно не различим. Например разница может достигать в 3 раза.
Возможно так же и с доводкой--наклепом, они есть, но во вред.
Народ тут грамотный, в тонкостях разбирающийся, неужели никто не перепроверил, что на итоге имеем? В бытовом пользовании понять очень сложно--слишком много переменных.
вологжанинЕсли действительно интересно разобраться,то поищи инфу о выглаживании металлов.И цифры имеются,и область применения обозначена.
Может все же чего и наклепывается, конечно.
вологжанинВот опять.Мы тут выкладываем практически полученные результаты,но...полный игнор.Лично мне выглаживание очень помогает.
Возможно так же и с доводкой--наклепом, они есть, но во вред.
вологжанинДалеко не всегда.Заточенного на алмазах шабера хватает на чистку одной монетки.Доведенный на определенных арках две осиливает.На алмазах быстрее точить,на доведенном дольше работать.Меня этот вариант больше устраивает в данном конкретном случае.А вот нож для подводной охоты точу на алмазах.Там мне нужна не стойкость,но агрессивный рез.Опять повторюсь-далеко не всяким,даже природным абразивом,возможно получить упрочнение поверхности.И не на всякой стали.
В бытовом пользовании понять очень сложно--слишком много переменных.
С уважением,1shiva
1shiva
Вот опять.Мы тут выкладываем практически полученные результаты,но...полный игнор.
ну ладно мы, любители и люди с весьма субъективным восприятием реальности, но то, что человек в упор игнорирует мнение Владимира Дмитрича
( который очень тесно был связан по работе и с заточкой и с металлургией ) и мнение таких классиков, как Ящерицын ( в его книгах есть вполне конкретные экспериментальные данные ),
мне говорит о том, что всякое дальнейшее общение тут бессмысленно.
Кстати, спасибо всем высказавшимся по существу в этой теме.
Предмет непростой, интересный и внимательное вдумчивое изучение того, что тут уже написано углубило моё понимание того,
что же в самом деле происходит при доводке и что подразумевают, когда говорят про "наклёп".
Название темы по-моему неудачное... поскольку наклёп --- это даже не средство, и уж тем более не цель и не задача.
Наклёп --- это целый комплекс тонких явлений происходящих на поверхности металла при доводке.
А цель и конечный результат --- упрочнение и увеличение стойкости РК.
Николай же на самом деле узнал про наклёп от Владимира Дмитрича, затем от Ящерицына, а затем обнаружил многократные подтверждения в литературе
После чего проверил на своей собственной практике и только после этого начал упоминать на форуме о наклёпе.
A.V.X.1960И правильно делаете, продолжайте и дальше точить на синтетиках.
я точу искусственными абразивами - и мне ваш наклеп - до одного места.
Не нужно ничего менять, и меняться самому. Зачем, если всё устраивает.
Я не знаю что такое наклёп, и не могу объяснить это умными словами, но знаю что гравёры используют для заточки и доводки своих штихелей не кожу с абразивной пастой, а твёрдые натуральные камни, или очень твёрдую синтетику.
Наверное они не знают что есть алмазные бруски, и делают это по старинке.
Я и сам одно время в это не верил, ну нравились мне алмазы, но доверился советам людей которых считаю авторитетными в заточке.
Попробовал натуральные камни.
В итоге мои кухонные ножи реже стали требовать не то что заточку, но и доводку.
Теперь я реже довожу свой инструмент, и он дольше остаётся острым.
Кожаный брусок с абразивной пастой давно заброшен, теперь он мне не нужен.
Грубые алмазные бруски отправлены на "пенсию", им нашлась достойная замена из хороших синтетиков.
Предназначение алмазов теперь только твердосплав на фрезах.
Что случилось? Я не знаю. Может действительно с использованием твёрдых натуральных камней что-то меняется в режущей кромке, может там образуется наклёп, может я стал затачивать как-то иначе, мне это совсем не интересно, но я вижу результат своей работы после натуральных камней, и могу его сравнить с синтетиками.
Я понимаю что это только слова которые я не могу (не умею) подтвердить документально, но я и не уговариваю никого, а предлагаю только попробовать (если конечно есть желание, и возможность), я ведь не продавец камней, а только пользователь.
Если для кого ни будь упрочнение поверхности подводов при доводке, описанное в литературе и не раз, является подобно пятнам на солнце для одного чеховского персонажа так и вещайте как он - этого не может быть, потому что этого не может быть никогда.
Подобные вопросы приходят мне на почту и во всех одно и тоже, типа как здесь.
Об этом много было сказано на Найфе, на этой ветке; и с новыми новичками, не всеми конечно, наступает эра подобных бредовых тем.
Какие выдающиеся мозги надо иметь, чтобы придумать такое название темы 'Наклеп - как сверх задача заточника-доводчика'? Иначе как бредом это не назову. И участвовать в ней не намерен.
Из моего опыта имею твердое убеждение об упрочнении при доводке, и если кто считает обратное - то это его личное дело.
Заточка требует не только знаний техники и умения работать на приспособлениях, но и понимания процессов которые происходят при этом. Мало кто из Вас, прежде чем, что либо, выносить на ветку прочитал, хотя бы, Ящерицына. В этой книге, в самой первой главе описаны свойства абразивов. В главах IV и V описаны,процессы которые происходят при доводке вместе с анализом применяемых абразивов. Много раз отсылал к этой информации, но видно не многие на ее основе строят свои выводы. Там хорошо сказано про то, какие абразивы способствуют упрочнению. Переписывать тут главы этой книги не собираюсь.
Знание свойств абразивов их форму, твердость, склонность к дроблению при работе, для некоторых из Вас не является целесообразным и необходимым, как и форма сечения рисок, которую они выдают, хотя в этом и кроется нечто. Как пример, не многие из Вас знают - синтетические алмазы имеют 5 марок и что классифицировать их целесообразней по форме зерна и через это имеют разную применяемость.
Но весе равно сам лично, не делаю алмазную обработку финишной - не получал на практике ими достаточную стойкость, но это только мои наблюдения.
Синтетические абразивы от хорошего производителя более предсказуемы, но природные могут дать весьма интересные результаты и каждый природник достоин изучения, даже если найдёшь его под своими ногами.
На разных сталях абразивы ведут себя по-разному, при заточке, и оставляют свой индивидуальный профиль рисок, зная это легче подбирать абразивы для оптимальной заточке и доводке если требуется агрессивность РК.
Давно, лет 7-8 на Найфе многие удивлялись стойкости кухонников моей заточки, но потом это как то затихло, рассказал по почте и по телефону коллегам, что к чему, но с условием, что прежде они прочитают Ящерицына.
В конце хочу повторить - для меня лично упрочнение подводов и повышение стойкости через это имеет место быть.
В этой теме с бредовым названием больше не учавствую.
Самый лаконичный и самый ПРАВИЛЬНЫЙ ответ! Действительно,если все устраивает,-то зачем менять что-то, НО только ДРУГИЕ ЛЮДИ делают по ДРУГОМУ, и НАС это тоже устраивает, и навязывать друг другу свои мнения, явно понимая, что оно (мнение) не воспринимается-самое БЕСПОЛЕЗНОЕ занятие. Не стоит показывать на людях свое упрямство и неприятие чужого мнения,-это выглядит по детски, и просто смешно. Люди,-будьте терпимее друг к другу, ведь инструменты,ножи, стали, ТМО,абразивы и задачи настолько разнообразны, что "стричь все под одну гребенку" совершеннейшая глупость.
posted 12-1-2014 00:58 Click Here to See the Profile for yemz Click Here to Email yemz пожаловаться модератору исправлять исправления Цquote:Originally posted by A.V.X.1960:
я точу искусственными абразивами - и мне ваш наклеп - до одного места.
И правильно делаете, продолжайте и дальше точить на синтетиках.
Не нужно ничего менять, и меняться самому. Зачем, если всё устраивает.
A.V.X.1960Совершенно верно замечено что кожа пластичнее и чем больше усилие,тем больше давление не только на бугры, но и на ямы.Только на камне давления на ямы вообще не будет.
...кожа мягкая(пластична), и когда бритву по ней ведут, давление больше на "бугры", чем на "ямы" на поверхности лезвия.Отсюда - бугры испытывают большее давление чем " ямы", соответственно больше стачиваются и чистота обработки - выше.
Чую бесполезный спор это.
Просто возьмите СЕЙЧАС с нынешним своим опытом и попробуйте точить без доводки, неплохо алмазами.
Я то все попробовал(всякую "доводку") и сравнил и с методой отработаной получил повторяемый результат.
Petrovich1976
в этой теме правы, кто то работает только с "кухонниками" , там да, упрочнение возможно, а на "хрупких" сталях нет, хотя возможно, но с большим трудом, и не на всех.
а вот тут Вы упускаете один тонкий момент.
Возьмём для примера стекло. Оно очень хрупкое. Но хрупкое оно до тех пор, пока мы пытаемся его деформировать в большом объёме. А если мы вытянем из стекла тонкую нить, то оно окажется гибким и совсем не хрупким. Благодаря этому существует и активно применяется стеклоткань, а также ряд других подобных материалов типа базальтовых тканей и т.п.
Наверное вы помните что писал Микола Сядристий ( Николай Сергеевич Сядристый ) в книге "Тайны микротехники" ( 1978 ) про то,
как ведёт себя даже стекло и самый твердый металл на микромасштабах... Поэтому если мы воздействуем на поверхноcть
очень тонким зерном на очень малых масштабах, точечно ( поэтому нельзя давить!!! ), то даже ZDP-189 при твёрдости 65-66 HRC начинает течь и стало быть
возникают условия при которых возможно упрочнение поверхностного слоя.
Но чем тверже сталь, тем сложнее добиться таких условий. И думаю как раз с этим связано появление на рынке сверх-тонких абразивов,
таких как 20000, 30000 и возвращение к натуральным камням, зерно которых за счет формы и способности тонко дробиться
также позволяет реализовать эти условия.
Nikolay_K
Микола Сядристий ( Николай Сергеевич Сядристый ) в книге "Тайны микротехники" ( 1978 )
http://publ.lib.ru/ARCHIVES/S/...istyy_N.S..html
Nikolay_KНе совсем так. Тонкая нить остается хрупкой. А не ломается она потому, что чем меньше диаметр нити, тем меньше возможный радиус изгиба без достижения на поверхности критических напряжений, приводящих к разрушению.
Возьмём для примера стекло. Оно очень хрупкое. Но хрупкое оно до тех пор, пока мы пытаемся его деформировать в большом объёме. А если мы вытянем из стекла тонкую нить, то оно окажется гибким и совсем не хрупким.
Nikolay_KНужно иметь в виду, что есть некий предел концентрации дефектов, выше которого подняться невозможно - материал просто разрушится. Упрочнение путем повышения концентрации микродефектов - палка о двух концах, т.к. с повышением прочности и твердости одновременно получаем уменьшение пластичности и вязкости разрушения, т.е. увеличение хрупкости. Может получиться так, что напряжения хрупкого разрушения окажутся меньше предела текучести и временного сопротивления разрыву, что приведет к выкрашиванию металла.
даже ZDP-189 при твёрдости 65-66 HRC начинает течь и стало быть
возникают условия при которых возможно упрочнение поверхностного слоя.
puphik
Нужно иметь в виду, что есть некий предел концентрации дефектов, выше которого подняться невозможно - материал просто разрушится. Упрочнение путем повышения концентрации микродефектов - палка о двух концах, т.к. с повышением прочности и твердости одновременно получаем уменьшение пластичности и вязкости разрушения, т.е. увеличение хрупкости. Может получиться так, что напряжения хрупкого разрушения окажутся меньше предела текучести и временного сопротивления разрыву, что приведет к выкрашиванию металла.
поскольку всё это происходит на финишной доводке в очень тонком поверхностном слое, толщина которого ничтожна
и поскольку, как Вы сказали, для тонкой нити или фольги радиус изгиба необходимый для достижения критического наряжения значительно меньше, то всё нормально согласуется.
И ещё это объясняет почему тонко-сведённый ( лучше в "линзу" ) нож с хорошо доведённой кромкой иногда оказывается более стойким, чем такой-же, но толсто-сведённый.
В первом напряжения более равномерно распределяются за счёт прогиба полотна, а во втором они склонны концентрироваться в области РК приводя к её быстрому разрушению.
puphik
есть некий предел концентрации дефектов, выше которого подняться невозможно - материал просто разрушится. Упрочнение путем повышения концентрации микродефектов - палка о двух концах, т.к. с повышением прочности и твердости одновременно получаем уменьшение пластичности и вязкости разрушения, т.е. увеличение хрупкости. Может получиться так, что напряжения хрупкого разрушения окажутся меньше предела текучести и временного сопротивления разрыву, что приведет к выкрашиванию металла.
я также думаю, что это то самое, о чём японцы говорят, что надо подбирать камень под сталь ( подразумевая в первую очередь натуральные камни ).
Т.е. хорошо подобранный камень за счет дробления зерна просто в принципе не сможет дать такой налёп, при котором начнутся проблемы из-за хрупкости.
И в этом также есть объяснение, почему для тонкой финишной доводки притиры шаржированные прочным зерном и керамика могут оказаться опасными.
Согласен с Дмитричем и Николаем - название темы провоцирует уход от логики.
Предлагаю немного скорректировать подходы, разделив цели и методы достижений.
Деление целей:
1) упрочнение в макромасштабе, направленное на повышение стойкости инструмента на геометрическом уровне. Т.е. противодействие таким эффектам как заворачивание и разрушение кромок, клина и т.п.
2) увеличение ресурса работы режущего инструмента между циклами его обработки.
Требуется тогда, когда нас не устраивает этот ресурс. Иначе, наверное, проще чаще подводить.
И уже, с точки зрения целей, вести разговор о методах. В т.ч. наклепе, как об одном из них, но не единственном. Ведь целый ряд факторов работают совместно.
Поскольку, мы первую задачу не рассматривали, предлагаю выделить из этой ветки информационную часть и завести новую ветвь, в которой рассмотреть решение 2-й задачи (увеличения ресурса) за счет целенаправленного механического (может быть химико-механического) воздействия на структуру металла, имеющего целью увеличение ресурса. Мне кажется, что разрывать это явление, имеющее место на различных стадиях обработки и, в результате применения разных методов, не только не логично, но и порочно, в принципе. Какой смысл говорить об увеличении поверхностной твердости, например, если мы не избавились от концентраторов напряжения? Наличие последних приведет не к пользе, а к вреду первых. И т.д.
Выше обсуждалась возможность поверить алгеброй гармонию РК. Да, если делать это на научном уровне, то мы выйдем далеко за формат форума. Но, все же, некоторые количественные оценки (не измерения), мне удавалось применять. На основании своего небольшого опыта, в качестве исходного (нулевого) уровня, предлагаю рассмотреть ресурс инструмента, заточенного (от начала и до конца) на алмазных абразивах. Если мэтры не против. Как мне представляется, алмазные абразивы оказывают наименьшее воздействие на структуры металла, прилежащие к обрабатываемому слою.
KonstaZp
Как мне представляется, алмазные абразивы оказывают наименьшее воздействие на структуры металла, прилежащие к обрабатываемому слою.
нет, но абразивные методы дёшевы, просты и очень доступны и в отличии от методов типа EDM, пикосекундной импульсной лазерной резки,
плазменной обработки и травления йонными пучками ( FIB etching/milling/machining ).
http://nanoaccess.cf.ac.uk/node/8
шабрение и выглаживание тоже весьма привлекательные...
Но тема неабразивной обработки достаточно интересна, и, как подсказывает интуиция, не настолько "космична", чтобы отдельные технологии можно было применять "на кухне".
Кстати, по ссылке... Опять говорят о нано, а показывают единицы-сотни микро )))
KonstaZp
Да, спасибо за уточнение, но я сузил рассмотрение до "механического (может быть химико-механического) воздействия". Т.е., если мы говорим о сравнении воздействия абразивов, то именно алмаз, как мне кажется, наименее модифицирует смежные структуры. Или ошибаюсь?
угу, примерно также, как при ранении бритвенно острым ножом меньшие объёмы тканей повреждаются, но зато рана получается более глубокой и труднозаживающей.
А как же кухонники из широгами или например х12мф? У меня с такими всё получается...
Реже же они всплывают в моих обзорах банально потому, что в отличие от той же "мягкой нержи" требуют правки в разы реже.
Поначалу кстати на широгами не мог избавиться от микросколов при доводке, правда уж года два как проблема изчезла, так как вроде научился наконец контролировать давление и подбирать абразивы не только доводочные, но и заточные под свои ножи.
Кстати, экспериментально убедился, что часто недооцениваем "память" стали. Почему один и тот же клинок при одинаковом финише, но при различных именно заточных абразивах, может полностью менять характер деформации РК в процессе эксплуатации - следствие того, что наделали на этапах обдирки и грубой заточки. Многие клинки, которые стал затачивать на более агрессивных и грубых абразивах, вместо водников, при тонком тщательном финише стали тем не менее в процессе эксплуатации выдавать даже на мягковатой стали чуть ли не сколы, а замины стали глобальнее и чуть ли не с вырывами фрагментов из РК, заметными даже при проводке ногтем по РК, не говоря уж о визуальном контроле в увеличении.
Потому самому, бесполезно, точа постоянно клинок на агрессивных абразивах, пару-тройку раз переточить на щадящих, или просто сделать ему более тонкий финиш - результата можно добиться лишь убрав последствия предыдущих заточек, убрать эту "память".
oldTor
Кстати, экспериментально убедился, что часто недооцениваем "память" стали. Почему один и тот же клинок при одинаковом финише, но при различных именно заточных абразивах, может полностью менять характер деформации РК в процессе эксплуатации - следствие того, что наделали на этапах обдирки и грубой заточки. Многие клинки, которые стал затачивать на более агрессивных и грубых абразивах, вместо водников, при тонком тщательном финише стали тем не менее в процессе эксплуатации выдавать даже на мягковатой стали чуть ли не сколы, а замины стали глобальнее и чуть ли не с вырывами фрагментов из РК, заметными даже при проводке ногтем по РК, не говоря уж о визуальном контроле в увеличении.
угу... и на твердых сталях это проявляется даже более ярко, чем на нерж.
На той-же Аогами или ZDP-189...
Поэтому я предпочитаю регулярно по чуть-чуть раз в неделю править на тонких камнях ( обычно на натуральных японских ),
чтобы не доводить кромку до ситуации, где требуется грубое вмешательство с привлечением зерна типа 10 микрон и крупнее с образованием нежелательных глубоких рисок и т.д.
( как ни странно, но даже от NANIWA CHOSERA 2000 остаются довольно глубокие одиночные риски,
которые не лучшим образом сказываются на стойкости РК и трудно выводятся... )
При правильной эксплуатации и геометрии соответствующей задачам после 2-3 правок кромка приобретает максимальную стойкость и дальше остается это поддерживать.
Такие регулярные правки снимают какое-то совершенно ничтожное количество металла, поэтому позволяют сохранять геометрию инструмента месяцами. Особенно если речь идёт о кухонных ножах и инструменте для чистовой работы.
Понятно, что у шанцевого, долбежного (долота) и рубящего ( ната, топоры, мачете ) инструмента цикл от заточки
до заточки более короткий и повреждения охватывают не только кромку, увы...
Nikolay_Kтак в тему Вашего тезиса
А какое это всё имеет отношение к данной теме?
Nikolay_KКак обоснование моих попыток внедрить сравнительные оценки там, где производить реальные анализы и расчеты проблематично.
угу, примерно также, как при ранении бритвенно острым ножом меньшие объёмы тканей повреждаются, но зато рана получается более глубокой и труднозаживающей.
Все-же, хотелось бы отстраниться от религиозных суждений типа верю - не верю и рассмотреть конкретные методики.
Дмитрич часто их упоминает, но слишком схематично, чтобы можно было реализовать на практике. Понятно, что на все случаи жизни методику не расписать. Но хоть базовые элементы разобрать бы.
Надо пробовать практически. Есть же видео с семинарами к тому же, лично мне они очень помогли.
И тогда придёт понимание, на основании собственного _практического_ опыта.
Набирать статистику надо и учиться точить и доводить по-разному. Пробовать всё самостоятельно. Пока не получится. А вот когда получится и так и сяк - тогда уже сравнивать разные подходы и способы.
А то писанина на тему "апельсин это плохо и невкусно, правда я его не пробовал или пробовал незрелый" как-то выглядит несерьёзно.
Пока уже несколько лет всё многие писали о "вере", что "так не бывает", другие по многу часов учились и тренировались, ибо не считали, что сразу априори хорошо умеют, понимали, что в любом деле важны тренировки, а не пустословие из разряда "сам результата не добился, но осуждаю". Место должно быть самокритике и умению задать себе вопрос "а может у меня не получается, потому что мало времени уделил тренировке и обучению?"
"Надо пробовать практически..."
И уж, тем более, форумы посещать.
У каждого посетителя свой багаж знаний и опыта. Вот и обмениваемся. Я за выходные свою историю выложу. Если кто-то не хочет пользоваться чужим опытом - дело добровольное. Как и дележка.
KonstaZp
Ну, тогда и в школу ходить не нужно:
"Надо пробовать практически..."
И уж, тем более, форумы посещать.
Разумеется, нужно. О чём и говорилось уже ранее - оппоненты тщательной заточки и доводки, ссылки на спец. литературу игнорируют, задавая одни и теже вопросы из года в год. Т.е. и "школу" игнорируют, и практики не набирают".
А практика с теорией должны идти рука об руку.
oldTorДа, вижу. Здесь 2 момента:
...оппоненты тщательной заточки и доводки, ссылки на спец. литературу игнорируют, задавая одни и теже вопросы из года в год. Т.е. и "школу" игнорируют, и практики не набирают"...
1) форум весьма велик, информация размыта по этому огромному массиву. Чтобы его освоить, нужно очень много времени и сил. А часто ответ нужен на какой-то конкретный вопрос. Поэтому, призываю коллег к терпимости.
На некоторых форумах есть специальные ветки типа "Вопросы новичков", в которых разрешается задавать любые вопросы (в пределах тематики, конечно). На эти вопросы, без укоров и флуда, отвечают специалисты. Коротко, четко, доступно. И форум не заси...ся, и пользователи получают то, за чем пришли, вливаются в ряды, осваивают по мере сил и времени массив.
Кроме того, есть сводные материалы по тематике, которые сразу задают приличный уровень. К сожалению, они почти не развиваются. Я отсылаю новичков сюда: http://www.knifehelp.net/pages/zatochka.php
Обычно, тот кто хочет, осваивает этот материал быстро и вполне сносно.
Когда я попал на материал Дмитрича, размещенный там, был в шоке. Мне бы его лет 30 назад ))) Да и сейчас нашел там много нового и интересного.
Наш же форумный ФАК, отсылающий к все тому же массиву и спец. литературе, отпугивает объемом и сложностью даже тех, кто вполне бы мог, впоследствии, прийти к необходимости проработки этого массива.
Ну, а если кто-то не хочет ничему учиться и приходит потролить..., то это "клиника". Тут ничего не сделаешь. Единственное лекарство - полный игнор.
Извините за пространный офф и, давайте, вернемся к теме, а, лучше, заведем новую ветку, посвященную мех. методам увеличения ресурса.
KonstaZp
Наш же форумный ФАК, отсылающий к все тому же массиву и спец. литературе, отпугивает объемом и сложностью даже тех, кто вполне бы мог, впоследствии, прийти к необходимости проработки этого массива.
Дык составьте план каким на Ваш взгляд должен быть FAQ, чтобы он перестал отпугивать новичков и стал более простым.
KonstaZp
Ну, а если кто-то не хочет ничему учиться и приходит потролить..., то это "клиника". Тут ничего не сделаешь. Единственное лекарство - полный игнор.
лучшее лекарство --- нажать на оранжевый треугольник ( вверху сообщения ). А дальше пусть разбираются модераторы.
KonstaZp
давайте, вернемся к теме, а, лучше, заведем новую ветку, посвященную мех. методам увеличения ресурса.
вроде уже была такая тема? Искать пробовали?
Nikolay_KДля этого нужно хорошо знать форум (структуру, содержание и т.п.) и саму тему.
Дык составьте план каким на Ваш взгляд должен быть FAQ, чтобы он перестал отпугивать новичков и стал более простым.
Ни тем, ни другим похвастаться не могу.
Но, если уж мне, инженеру, с 2-мя 'верхними', было непросто ориентироваться, то детям кока-колы:
Одно, могу сказать уверенно: нужно вынести в ФАК ответы на самые популярные вопросы. На те самые 😛 , который задают на почти на каждой странице. Причем, в виде информации со ссылками, а не ссылками, как есть сейчас. Мне бы хватило и ссылок, если бы они были поданы не в накопительном, а в строго системном порядке, с достаточно подробными аннотациями. впрочем, я и с тем, как есть без особого труда разобрался. Но я хорошо знаю, как это воспринимает мОлодЕж (с). Точнее, не воспринимает 😞
Кроме того, в шапку темы нужно выносить ключевые информативные посты. Тогда не будет необходимости фильтровать полторы сотни страниц 'бесед', выискивая информацию.
Этот подход не я придумал. Он успешно работает на некоторых больших форумах.
Конечно, это большая работа. Но, раз спросили )))
Nikolay_KНу, это когда есть явные формальные признаки нарушения правил. Чаще все формально в рамках, а, по сути, вода и флуд.
лучшее лекарство --- нажать на оранжевый треугольник ( вверху сообщения ). А дальше пусть разбираются модераторы.
Nikolay_KПробовал, но Вы же знаете функционал форума:
вроде уже была такая тема? Искать пробовали?
Несколько последних страниц раздела просмотрел.
Но, если есть в недрах, можно 'апнуть' и перейти туда.
Главное, не хотелось бы эту тематику заболтать и забыть.
------
С уважением, Константин
KonstaZp
Ну, это когда есть явные формальные признаки нарушения правил. Чаще все формально в рамках, а, по сути, вода и флуд.
это уже проблема модераторов, пусть они решают где имеет место нарушение правил, а где нет. Вы можете сообщать о всех случаях флуда, даже тех, которые вроде бы как формально не нарушают правил.
KonstaZp
Пробовал, но Вы же знаете функционал форума:
Несколько последних страниц раздела просмотрел.
Но, если есть в недрах, можно 'апнуть' и перейти туда.
Главное, не хотелось бы эту тематику заболтать и забыть.
Знаю. Мне понадобилось 3 минуты:
Век живи, век учись, а дураком помрешь 😞
Перед тем, как ответить еще раз запустил поиск, но эти темы в выдачу не получил.
Беру паузу до их освоения. Последнее сообщение в них датировано 10-3-2012...
Nikolay_K
А цель и конечный результат --- упрочнение и увеличение стойкости РК.
"Наклёп" и прочие упрочнения с увеличениями стойкости РК очень часто упоминается в заточном разделе,так почему Мастера-заточники не выходят на многочисленные чемпионаты по резу ,которые часто проводятся на Ганзе, и на деле не доказывают свою теорию ?
Почему не взять нож занявший скажем пятое место и не превратить его с помощью чудесной заточки в чемпиона ?
Или лучше писать о чудо-наклёпе вместо того что-бы продемонстрировать его на практике ?
ПС. Тесты естественно нужны не домашне-кухонные с железками У-8 и ШХ-15 ,а публичные,с хорошими современными железками и конечно лучше в рамках канатных чемпионатов.
Могу предложить для тестов железки потенциально претендующие войти в десятку лидеров 😊 для вытягивания из них сокрытых чемпионских талантов 😛
А доказывать что-то кому-то лично мне не интересно - кому надо - тот проверит и поучится\попробует сам. Как это сделал я лично для себя, ибо мне это интересно. Тем более что научно и лабораторно всё давно доказано, только как у Ильфа и Петрова, находятся "ничьи бабушки, которые не верили в электричество".
Ну а уж у кого ещё какие мотивы не участвовать - тоже не раз уже писали вроде... Некоторые и предлагали что поучаствуют если методология будет учитывать некоторые факторы, насколько помнится..
Имхо, естественно.
falconeДа заточники первые и попрячутся коли им предложить поучаствовать и подтвердить, таксть, на деле, а не на словах...проще ж сутками напролет сидеть и набирать буквы на клаве 😛
"Наклёп" и прочие упрочнения с увеличениями стойкости РК очень часто упоминается в заточном разделе,так почему Мастера-заточники не выходят на многочисленные чемпионаты по резу ,которые часто проводятся на Ганзе, и на деле не доказывают свою теорию ?
oldTorМасса народа, и не только у нас, тестирует ножи на канате,но если не нравится канат,то выберите любой другой материал достаточно быстро сажающий кромку. Главное на практике продемонстрируйте ...а не текстом на форуме.
Лично я уже не раз писал, что мне вот в жизни канат резать не приходится - заточку и доводку я делаю не под него
oldTorХотя-бы домашнее видео бы кто продемонстрировал вместо текста на форуме 😞
к тому же к общественным мероприятиям у меня определённое недоверие, а уж к методологии ныне принятого реза каната и подавно.
Не нравится методология - создайте свою ,более верную,думаю все только спасибо скажут.
...или внутри мероприятия - продемонстрируйте свой мини-тест с подтверждением теории практикой.
oldTorВот к научно доказанности все подобные темы и сводились вместо доказательств на практике.... очень удобная позиция.... хотя "бабушке" гораздо проще доказывать существование электричества при свете лампочки,чем при свечке в амбаре и талмудами умных книг.
Тем более что научно и лабораторно всё давно доказано, только как у Ильфа и Петрова, находятся "ничьи бабушки, которые не верили в электричество".
Вот к научно доказанности все подобные темы и сводились вместо доказательств на практике.... очень удобная позиция.... хотя "бабушке" гораздо проще доказывать существование электричества при свете лампочки,чем при свечке в амбаре и талмудами умных книг.
А почему вы решили,что вам кто-то должен что-то доказывать?
Вам дали информацию о пользе наклепа для упрочнения РК,а вот нужна она вам или нет решать вам.
И если вы считаете,что наклеп вреден или бесполезен,то вот вы и доказывайте.
В том числе и научно.
Что вам мешает взять два одинаковых ножа, одинаково заточить их, на одном из них сделать наклеп и после этого сравнить стойкость РК да хоть на том же самом канате?
Ведь это же вам интересно, а не Ярославу. Вот вы и проверьте,а потом напишите отчет. А мы все его с удовольствием почитаем.
С уважением.
Иван с усами
А почему вы решили,что вам кто-то должен что-то доказывать?
пытаться доказывать что-либо тому, кто упорно не хочеть признавать даже совсем очевидные факты --- дело неблагодарное, пустая трата времени.
А заниматься этим в форме канатных тестов человеку, который специализируется в плане заточки на кухонниках, бритвах, столярном инструменте и т.п. --- всё равно что предлагать Чаку Норрису поучаствовать в соревнованиях по вольной борьбе.
falcone
Или лучше писать о чудо-наклёпе вместо того что-бы продемонстрировать его на практике ?
Иван с усамиЭто по вашему здравая мысль ? И что удивительно,именно её проповедуют Мастера-заточники вместо демонстрации своих знаний и умений на практике.
Что вам мешает взять два одинаковых ножа, одинаково заточить их, на одном из них сделать наклеп и после этого сравнить стойкость РК да хоть на том же самом канате?
Совет потратить уйму денег и времени на приобретение различных камней и многолетнее освоение техники заточки,что-бы понять что всё это не влияет или влияет крайне незначительно на современные железки ?
Nikolay_KА предложить человеку самому освоить технику заточки и проверить всё самолично , это как ?
всё равно что предлагать Чаку Норрису поучаствовать в соревнованиях по вольной борьбе.
Перед просмотром кинофильма с участием Чака Нориса необходим пояс по карате ? ..иначе в кинозал не пускают ?
ПС. На современных железках никакие заточные камни кроме алмаза и керамики мне не нужны. Если меня не устраивают свойства железки,то я её меняю на другую,а не подбираю к ней "ключика" с заведомо значительной потерей времени в погоне за весьма сомнительным приростом нужных мне качеств. Максимальное время на заточку я трачу не более 15 минут до состояния хорошо режет туалетную бумагу навесу и сбривает волос в 1 см. от запястья.
Разницы по времени при заточке Х12МФ с твёрдостью 58 ед. и S290 твёрдостью 67 ед. я не вижу ----- вот преимущества алмазов и керамики !
И эти преимущества я могу не только расписывать на форуме,но и доказать в любое время любому желающему..... без ссылок на книжки и практику других людей,без болтавни и прочей лабуды 😛
falcone
Разницы по времени при заточке Х12МФ с твёрдостью 58 ед. и S290 твёрдостью 67 ед. я не вижу ----- вот преимущества алмазов и керамики !
И эти преимущества я могу не только расписывать на форуме,но и доказать в любое время любому желающему..... без ссылок на книжки и практику других людей,без болтавни и прочей лабуды
Спасибо. Мы очень рады за Ваши успехи.
falcone
На современных железках никакие заточные камни кроме алмаза и керамики мне не нужны. Если меня не устраивают свойства железки,то я её меняю на другую,а не подбираю к ней "ключика" с заведомо значительной потерей времени в погоне за весьма сомнительным приростом нужных мне качеств. Максимальное время на заточку я трачу не более 15 минут до состояния хорошо режет туалетную бумагу навесу и сбривает волос в 1 см. от запястья.
я вижу, что Вы уже решили для себя все вопросы касательно заточки и стойкости.
Очень рад за Вас.
Теперь Вам надо научиться уважать мнение собеседника и перестать оффтопить.
---
Любить, чтобы тебя считали правым – это болезнь.
Много сомневаться и мало верить – это болезнь.
Не прислушиваться к противоположному мнению – это болезнь.
Лао-Цзы.
GAU8A
Да заточники первые и попрячутся коли им предложить поучаствовать и подтвердить, таксть, на деле, а не на словах..
falcone
И эти преимущества я могу не только расписывать на форуме,но и доказать в любое время любому желающему.....
Что же,ловлю на слове:-)Апологеты алмазной заточки(кстати,ничего не имею против и активно пользую в нужных местах)упорно хотят затащить доводку на канатные тесты.Мне попадалось высказывание одного опытного тестера по канатам.При желании и известном опыте можно в широких пределах влиять на результат.Меня это настораживает.Зато имеется тест,который подделать значительно сложнее.Николай его продемонстрировал на хорошо доведенном ноже.А именно-рез толстой книги.Сразу оговорюсь-меня впечатлило и я потратил прилично времени в попытках повторить.Увы.Отрезать-то отрезал,а скорее замучил книгу:-)До середины шло нормально,а потом все,начинало рвать.С трудом обнаружил системную ошибку.Тестил я на кухонниках,а нужен был хороший нож.Надеюсь,что у вас найдется аналогичный тому,что пользовал Николай.Вот если и после алмазной заточки такой тест будет пройден,то для меня это будет более весомо,нежели метры изрезанных канатов.
К сожалению,сразу и не нашел ссылку на фото с зарезанной Николаем книги.Надеюсь,что кто-нить поможет и выложит ссылку.
С уважением,1shiva
По делу все просто--хорошая сталь выдерживает алмазную заточку, без последствий. И режет и режет и режет.
А вот когда надо "подбирать"--это брак и надо просто выкинуть ее.
вологжанинА причем здесь мэтры заточки?Я предложил такой резательно-книжный тест после алмазной заточки именно вам провести.
Не смущайте мэтров заточки, а вдруг и правда попробуют и рухнут теории используемые ими десятилетиями)))
По делу все просто--хорошая сталь выдерживает алмазную заточку, без последствий. И режет и режет и режет.
А вот когда надо "подбирать"--это брак и надо просто выкинуть ее.
falconeЯ бы и сам провел,да нет у меня подходящего клинка.А мне действительно интересен результат такого теста.
без болтавни и прочей лабуды
С уважением,1shiva
1shiva
имеется тест,который подделать значительно сложнее.Николай его продемонстрировал на хорошо доведенном ноже.А именно-рез толстой книги.Сразу оговорюсь-меня впечатлило и я потратил прилично времени в попытках повторить.Увы.Отрезать-то отрезал,а скорее замучил книгу:-)До середины шло нормально,а потом все,начинало рвать.
вот тут запечатлен один из первых моих такого рода опытов:
http://www.flickr.com/photos/42988339@N08/
falconeИспользуете триангл или просто бруски?ПС. На современных железках никакие заточные камни кроме алмаза и керамики мне не нужны. Если меня не устраивают свойства железки,то я её меняю на другую,а не подбираю к ней "ключика" с заведомо значительной потерей времени в погоне за весьма сомнительным приростом нужных мне качеств. Максимальное время на заточку я трачу не более 15 минут до состояния хорошо режет туалетную бумагу навесу и сбривает волос в 1 см. от запястья.
1shivaЕсли до середины шло нормально,а потом рвёт,то что это , слетает бритвенная острота за это время или есть другие варианты ?
Отрезать-то отрезал,а скорее замучил книгу:-)До середины шло нормально,а потом все,начинало рвать.
Nikolay_KЯ не в коем случае не сомневаюсь что Вы ,как человек глубоко увлекающейся заточкой ,затачиваете нож до очень высокой степени остроты .... я сомневаюсь в "наклёпах" ,"наволакиваниях" и прочих 😊 существенно увеличивающих длительность удержания РК.
вот тут запечатлен один из первых моих такого рода опытов:
http://www.flickr.com/photos/42988339@N08/
Nikolay_KЧто-бы мне тогда делать в заточном разделе если-бы я все эти вопросы для себя решил ?
я вижу, что Вы уже решили для себя все вопросы касательно заточки и стойкости.
Nikolay_K
вот тут запечатлен один из первых моих такого рода опытов:
http://www.flickr.com/photos/42988339@N08/
а вот ещё один такого рода опыт, более поздний:
falcone
я сомневаюсь в "наклёпах" ,"наволакиваниях" и прочих существенно увеличивающих длительность удержания РК.
у меня тоже бывают некоторые сомнения.
но имея такого опытного наставника в заточном деле как Дмитрич и изучая опыт таких исследователей как Ящерицын, которым я доверяю больше,
чем своим сомнениям я склоняюсь к тому, чтобы признавать сомнения и колебания ума следствием недостатка понимания и тем приобретаю повод
к тому, чтобы продолжать изучение этой темы.
Бороться с подозрительностью, избавляться от сомнений – это лекарство. - Лао-Цзы
Благодаря их комментариям я стал лучше понимать о чём говорил Дмитрич и прочие, когда упоминали про "наклёп" и меньше сомневаться.
вологжанин
Не смущайте мэтров заточки, а вдруг и правда попробуют и рухнут теории используемые ими десятилетиями)))По делу все просто--хорошая сталь выдерживает алмазную заточку, без последствий. И режет и режет и режет.
А вот когда надо "подбирать"--это брак и надо просто выкинуть ее.
покажите мне хотя бы один случай, когда хоть кому-нибудь удалось бы заточить и довести бритву на алмазах,
так чтобы она нормально брила и продержалась хотя бы пол-года.
Или чтобы кто-нибудь смог довести железко рубанка алмазами так хорошо, чтобы можно было снять 3 метровую прозрачную стружку.
На природных камнях это удаётся сделать.
На алмазах пока что не припоминаю ни одного случая.
И те, кто режут канат и похваляются своими достижениями что-то стесняются продемонстрировать
своё мастерство на бритвах и рубанках... видимо чего-то опасаются 😊
покажите мне хотя бы один случай, когда хоть кому-нибудь удалось бы заточить и довести бритву на алмазах,
так чтобы она нормально брила и продержалась хотя бы пол-года.Или чтобы кто-нибудь смог довести железко рубанка алмазами так хорошо, чтобы можно было снять 3 метровую прозрачную стружку.
На природных камнях это удаётся сделать.
На алмазах пока что не припоминаю ни одного случая.
И те, кто режут канат и похваляются своими достижениями что-то стесняются продемонстрировать
своё мастерство на бритвах и рубанках... видимо чего-то опасаются
Ну вообще повторю в третий или четвертый раз, разговор идет о ножах.
Ошибка методы заточки бритв, рубанков и шаберов переносить на ножи.
mans66
как померить "наклёп"
в домашних условиях никак.
в лабораторных условиях есть методы, но очень дорогие и трудоёмкие.
какие именно в этой теме уже было озвучено.
если интересно, то почитайте ещё вот это:
http://materiology.info/ref/izmereniem_mikrotverdosti.html
Существует ряд методов для определения глубины и степени наклепа: косых срезов, химического травления и электрополирования, рентгеноскопии и др. Метод косых срезов состоит в том, что исследуемую поверхность срезают под очень малым углом, параллельно направлению штрихов обработки или перпендикулярно к ним. Пересекая поверхностные слои металла на большом протяжении, плоскость косого сечения позволяет значительно (в 30-50 раз) растянуть глубину наклепанного слоя. Чтобы измерить микротвердость, косой срез полируют и травят.
Метод химического травления или электрополирования заключается в постепенном удалении поверхностных слоев и периодическом измерении твердости поверхностей до выявления твердости исходного металла. Точность этого метода не выше точности метода косых срезов, так как трудно измерить точно высоту удаленного слоя в связи с неравномерностью его стравливания и микротвердость поверхности после травления.
Метод рентгеноструктурного анализа является более точным. На рентгенограммах искаженной кристаллической решетки поверхности наклеп выявляется в виде размытого кольца. По мере стравливания наклепанных слоев интенсивность изображений кольца возрастает, а ширина линий уменьшается.
Микротвердость, характеризующая наклеп, может быть определена вдавливанием или царапанием. Широкое применение нашел метод вдавливания с помощью прибора ПМТ-3, при котором в поверхность вдавливается алмазный наконечник с ромбическим основанием с углом между ребрами при вершине 130? и 172? 30'. Давление на исследуемую поверхность составляет 2-50 МПа в зависимости от контролируемого металла.
mans66
Кстати Ящерицын не ставил "наклёп" во "главу угла" то есть то, что это единственно важное в упрочнении поверхности, а говорил о комплексе факторов.
Дмитрич тоже.
более того, всякий раз, когда он говорить о наклёпе он делает это крайне неохотно и старается не перегружать слушателя теориями и научными дебрями.
Да и упоминает он об этом вынужденно в основном для того, чтобы подчеркнуть важность тщательного контроля за давлением при тонкой доводке.
Поскольку характер воздействия абразива на поверхность и на поверхностный слой весьма чувствителен к давлению.
И чтобы как-то объяснить причины этой чувствительности Дмитрич упоминает наклёп, как одно из явлений оказывающих значительное влияние на результат доводки и на стойкость кромки.
и я тоже высказал схожее мнение ( начиная с первого поста в этой теме и далее оно повторяется ... )
но похоже некоторые ограничиваются только чтением заголовков... а посты не читают... зато пишут много и не по делу.
Неужели никем из заточников не описывались такие опыты (именно на ножах)? Неужели никому не интересно было провести аналогичные эксперименты по количественной оценке износостойкости? Так же было бы интересно оценить влияние угла на износостойкость, да еще много чего другого. Слишком много в заточном деле происходит на интуиции, не случайно так много людей ищут именно практическое количественное отражение методик. А в ответ слышат только нож рубанка да прозрачную стружку. - да аборигену, читающему ветку (в частности мне) понятно что кромка доведенная за 2 часа будет резать дольше ее же, не доведенной а бегло заточенной. Аборигену понятно что камень за 800$ лучше камня за 50$. Интерес в другой плоскости лежит - интерес в числах, в порядках улучшения. И пусть тут будет результат как с спорт. авто - автомобиль вдвое дороже едет на 2% быстрее (что, вероятно, очень хороший рез-тат). Но это будет хоть какой-то конкретный выигрыш, понятный мозгу.
Не призываю никого проводить тесты в угоду своей любознательности, скорее объясняю позицию (уверен, созвучную многим т.к. помню еще очень старые темы)). Может, просто что-то подобное уже есть?
Alex-sk
Неужели никем из заточников не описывались такие опыты (именно на ножах)? Неужели никому не интересно было провести аналогичные эксперименты по количественной оценке износостойкости?
трудоёмкость и затратность как по времени, так и по средствам отбивает желание проводить такие исследования.
Там по-хорошему нужно резать не рукой, а манипулятором ( чтобы движения были всегда одинаковыми )
с контролем усилия по динамометру ( как в тестах CATRA ). Лучше с цифровым регистратором.
И материал должен быть однородным и стандартизованным ( канат по этой причине на однократных тестах будет давать слишком большой разброс ).
http://www.et.byu.edu/~sorensen/Tejon%20Presentation.pdf
http://www.et.byu.edu/~sorense...0Processing.pdf
http://www.bladeforums.com/for...des-CATRA-tests
Понятно что у "кухонных" тестов погрешность велика. А повторяемость вообще никто не оценивал. Тем не менее, с учетом накопленного тестового опыта (а россияне тут очень продвинулись) но не вдаваясь в методологические подробности, думаю что погрешность в 20% вполне достаточна для основных выводов по заточке. Учитывая что заточка бытовых ножей - сам по себе процесс не стандартизированный и не нормированный а скорее напоминает вольную программу, то и подавно.
Проводя дружеский тест-исследование в Киеве мы почти все прочувствовали существенное влияние заточки/доводки (тест канатный). Как мастер может подспудно догадываться в каких пределах работает сталь, в каких - геометрия, а в каких - заточка на его изделии. Понятно, догадки и пределы размытия граней этого предмета... но то что результат существенно зависим от тщательности заточки - поняли даже те кто "в танке".
Вот на сколько зависим - для этого нужны другие тесты, специально поставленные. Тема интересная, похоже и новая. Думаю что она и опытным заточникам совсем не лишняя.
bariandr
По такой логике, все виды заточки описанные Alex-sk должен делать манипулятор.
причём тут заточка?
что-то не улавливаю логики...
кстати до сих пор доводку и тонкую заточку для ответственного инструмента даже на массовом производстве делают люди руками, а не манипулятор.
Например у тех-же японцев. Впрочем также обстоит дело и у швейцарцев и у немцев...
Nikolay_K
причём тут заточка?что-то не улавливаю логики...
перечитайте его сообщение еще раз.
я вот тоже не вижу логики в том, что затачивает человек, а тесты должен делать манипулятор.
Все ИМХО.
желание проводить такие исследования.
Это да. Здесь проблема. Плюс время не как на тесте 10 разных ножей: порезали все, свели результат - готово. Здесь порезал - переточил - порезал - итп. По факту такой тест при идеальной организации ложится на плечи одного человека (одни руки, одни усилия резания, одинаковые боковые нагрузки и т.п.) и растягивается на здоровое время.
Но это хоть какой-то робкий шаг к объективному решению вопросов в этой теме.
Итак с этого момента в этой теме запрещается обсуждать общие вопросы стойкости и методов её тестирования.
Тема про наклёп и его влияние на кромку.
Прошу придерживаться темы.
Nikolay_KНиколай, давайте только условимся, что обсуждаем наклеп на правильно доведенной поверхности.Итак с этого момента в этой теме запрещается обсуждать общие вопросы стойкости и методов её тестирования.
Тема про наклёп и его влияние на кромку.
Прошу придерживаться темы.
Я не готов категорически утверждать, но, по моим оценкам, влияние наклепа, выполненного по одной и той же методике, может иметь разный знак влияния на стойкость. На дефектной поверхности - отрицательный, на правильно подготовленной - положительный.
А, кроме того, придется обсуждать подготовку под наклеп. Поскольку это влияет на стойкость самого наклепанного слоя. Ящерицын на это тоже намекал...
KonstaZpЯ не готов категорически утверждать, но, по моим оценкам, влияние наклепа, выполненного по одной и той же методике, может иметь разный знак влияния на стойкость. На дефектной поверхности - отрицательный, на правильно подготовленной - положительный.
А, кроме того, придется обсуждать подготовку под наклеп. Поскольку это влияет на стойкость самого наклепанного слоя.
я не представляю как можно разделить доводку и деформационные явления возникающие при её выполнении
и ещё --- как мы можем раздельно оценивать вклад от понижения шерховатости от вклада который дают деформационные явления?
falcone
и не обсуждаем к чему всё это приводит
уважаемый, посмотрите повнимательней
чуть выше я дал ссылки на нормальные научные работы с нормальной методологией и тестированием по методике CATRA
вот автор: http://me.byu.edu/faculty/carlsorensen?sec=research
вот список его работ: http://me.byu.edu/faculty/carlsorensen?sec=publications
там хорошо показано и доказано как влияет на стойкость наклёп и какие ещё могут быть применения кроме увеличения стойкости РК
А все эти доморощенные методологически безграммотные тесты, хоть с нитками, хоть с верёвками, хоть с канатми обсуждайте пожалуйста в отдельной теме.
Влияние дефектов строения металлов на их механическую прочность
Точечные дефекты преимущественно влияют на удельную электропроводность материалов, и в частности металлов, то линейные дефекты (плотность дислокаций) на механические свойства.
На механические свойства металлов влияют также поверхностные дефекты. На границах зерен металлов скапливаются легкоплавкие неметаллические примеси (например, сульфиды и фосфиды (FeS, Fe3P), окислы, мелкие поры и т. д.), которые резко ухудшают механические свойства. Тугоплавкие включения (например, MnS (Тт = 1620?С), А1203 (Тш = 2050?С)), наоборот, входят внутрь зерна; они являются центрами кристаллизации, и при этом образуется мелкозернистая структура, что приводит к существенному улучшению механических свойств.
Наличие в реальных кристаллах большого количества дислокаций и вакансий приводит к значительному снижению механической прочности. Самую высокую прочность имеет Fe, содержащее либо минимальную, либо максимальную концентрацию дефектов. Следовательно, прочность кристаллических тел с увеличением концентрации дефектов (плотности дислокаций) до какого-то предела снижается, а далее возрастает (рисунок 4.8). Это явление объясняет дислокационная теория пластической деформации. Рассмотрим ее кратко.
Важнейшее свойство дислокаций — их легкая подвижность и активное взаимодействие между собой и другими дефектами решетки. Это взаимодействие затрудняет движение дислокаций в кристалле и тем самым упрочняет его. С увеличением пластической деформации кристалла плотность дислокаций возрастает в тысячи, иногда — в миллионы раз (в недеформированных металлических кристаллах через площадку в 1 см2 проходит 106—108 дислокаций). При этом возрастает также концентрация других дефектов, которые затрудняют перемещение дислокаций, и для своего преодоления требуют более высокое напряжение. В результате металл упрочняется. Особенно сильное тормозящее действие движению дислокаций оказывают границы зерен и блоков в них. Таким образом, дефекты кристаллической решетки металла являются тем препятствием, которое затрудняет движение дислокаций и приводит к упрочнению металла. Поэтому, чтобы повысить прочность металлов, необходимо либо уменьшить концентрацию дефектов в них, получая бездефектные кристаллы, например нитевидные кристаллы («усы» 😛, либо создавать поликристаллические однородные тела с повышенной плотностью дислокаций, подвижность которых ограничивают легированием, закалкой или наклепом металла. При этом плотность дислокаций не должна превышать 1012—1013 см 2, так как при большей дислокаций металл становится хрупким. На практике обычно следуют по второму пути.
Легирование — это введение в металл небольших количеств специальных примесей, которые приводят к значительным его структурным изменениям. Легирующие добавки сильно взаимодействуют с дислокациями и затрудняют их движение, упрочняя тем самым металл.
Закалка — это термическая обработка, заключающаяся в нагреве металла выше температуры фазового превращения в твердом состоянии, выдерживании при этой температуре и контролируемом ускоренном охлаждении. В результате этих операций в металле увеличивается концентрация дефектов, в том числе плотность дислокаций, а также образуется мелкозернистая структура, поэтому протяженность границы между зернами резко возрастает (увеличивается суммарная удельная поверхность зерен). Сама же граница труднопроходима для дислокаций, что приводит к затруднению их движения и упрочнению металла.
Наклеп — это обработка металлической заготовки путем прокатки, ковки или волочения. В результате пластической деформации металла увеличивается плотность дислокаций (и концентрация других дефектов), а главное — дислокации при этой обработке переплетаются, что приводит к затруднению их движения и упрочнению металла. На этом принципе было основано производство дамасской стали.
Указанные технологические операции (легирование, закалка, наклеп) создают оптимальную концентрацию дислокаций. Известно, что наибольшее упрочнение металлов достигается при плотности дислокаций порядка 1012—1013 на площадь в 1 см-2 .
Дислокации, перемещаясь в процессе пластической деформации, взаимодействуют друг с другом и с другими дефектами кристаллического строения. Дислокации, расположенные в одной плоскости скольжения, будут взаимно отталкиваться, если они одного знака, или взаимно притягиваться, если они разных знаков. В процессе пластической деформации дислокации взаимодействуют с любыми искажениями кристаллической решетки, которые встречаются на пути их перемещения. Эти искажения, являющиеся препятствиями на пути движения дислокаций, могут вызываться дислокациями в пересекающихся плоскостях скольжения, точечными дефектами, примесными атомами и высокодисперсными включениями других твердых фаз. В процессе пластической деформации происходит повышение прочностных свойств, которое называют деформационным упрочнением или наклепом. Степень этого упрочнения зависит от числа препятствий и энергии, необходимой для их преодоления. Возможен еще один механизм деформационного упрочнения – скопление дислокаций у границ зерен из – за непроницаемости границ.


таким образом деформационное воздействие наряду с закалкой, легированием и порошковыми технологиями производства
приводит к увеличению концентрации дефектов кристаллической решетки вызывая упрочнение стали.
Alex-sk
А вот я бы с интересом проанализировал результаты теста (хоть на канате, хоть на валенках, хоть на офисной бумаге или попугаях, с унифицированным контролем затупления), если бы участвовало одно лезвие переточенное разными способами. Не суть важен наклеп или другая микрофизика РК, суть - понять трудозатраты на заточку, доводку, на абразивы и получаемый на выходе конкретный, количественный результат. Образно говоря (цифры с потолка, для понимания) синт. водник 1000 + паста ГОИ, трудозатраты на заточку 7 минут - результат 100 резов. И то же лезвие водник 1000 - 3000 - 6000 +кожа, трудозатраты 45 минут - резуьтат 150 резов. Или наждачка 600 - 1500, 3 минуты - резултат 60 резов. Вот это были бы цифры, которые можно анализировать и понятно как это делать.
Вот это я пытаюсь уже не знаю сколько времени выпытать.
Видители долго и трудно делать такие тесты--мы лучше по учебникам точить будем.
пс: А у меня есть все эти циферки)))
Мне не влом было 2 недели потратить своего времени.
Очень маленькое начальное усилие говорит о высоком мастерстве заточника, а вот динамика затупления - говорит о качестве стали. К примеру, нож из 9ХС: начальное усилие - 3 кг, через 100 резов - 12 кг., а легированный булат: начальное усилие - 3 кг., через 100 резов - 6 кг. Я хочу сказать, что конечный результат мало зависит от начального усилия (в разумных пределах, конечно). То есть, если оба эти ножа отдать в заточку Г.Прокопенкову (чемпиону по заточке), то у обоих начальное усилие будет 1 кг., но конечный результат останется тот же, поскольку он зависит только от стали, т.е. через 100 резов они так и покажут: 12 кг. и 6 кг. Очень тонко заточенный нож затупится мгновенно до определенного уровня.
Думаю он "немного" разбирается в железках... Спросите, а где наклёп вот и я думаю где он...
>Мне не влом было 2 недели потратить своего времени.
вологжанин, интересно было бы прочитать и обсудить результаты. Можете описать в новой теме?
Alex-sk
> трудоёмкость и затратность как по времени, так и по средствам отбивает
желание проводить такие исследования.Это да. Здесь проблема. Плюс время не как на тесте 10 разных ножей: порезали все, свели результат - готово. Здесь порезал - переточил - порезал - итп. По факту такой тест при идеальной организации ложится на плечи одного человека (одни руки, одни усилия резания, одинаковые боковые нагрузки и т.п.) и растягивается на здоровое время.
Но это хоть какой-то робкий шаг к объективному решению вопросов в этой теме.
Вот именно такой подход, с заточкой по-разному одного и того же клинка и с тестом его по его _профильным_ материалам, и практикую, уже не один год.
И именно вышепредложенным способом , постепенно, собирал статистику и подбирал варианты заточки своим клинкам. И кухне, и ЕДЦ и аутдорным.
И _из года в год_, об этом упоминалось в подобных обсуждениях и предлагалось, в т.ч. с моей стороны, как пусть требующая существенных времязатрат, но более вменяемая система проверки результатов. И упоминается это постоянно _практиками_, которые затачивают не только "ножи под канат", но и поварские, и обычные кухонники, и другие РИ. Теми, кто пользуется ножами не только одного типа с заточкой под что-то одно, кто разными РИ _работает_ а не "готовит к тестам" - сама практика использования, в т.ч. в течении времени, где выясняется и разность степени деградации РК после каких методов заточки, где выясняется требуемая частота переточки, правки и т.д., даёт необходимую статистику и вырабатывает подход к делу.
Но на Ганзе постов читать не принято, как говорится, уж не говоря о том, чтобы помнить что было в темах более ранних, не говоря уже о том, чтобы обдумать сказанное другими, к сожалению. Но подобный "колхоз" - рядом с любой сферой деятельности всегда присутствует.
P.S. Для человека, ножами _работающего_, про "потратить две недели" вообще смешно читать - я годами в процессе тестирования клинков на разных абразивах собирал статистику, что и как себя ведёт. Не так уж сложно, по принципу того, как человек, серьёзно посещающий спортзал ведёт дневник, как он тренируется, составляет себе программу, указывает когда как и чем, в какое время года, и т. пр он питается, когда сушится, когда набирает и т.д., так же несложно вести дневник по юзающимся РИ, вариант заточки, метод, объёмы работ, динамика деградаций РК, частота правки, переточки, и пр.
Да, ещё надо учесть, что уровень умения затачивать у всех разный, а все пишут о себе так, как будто прямо такие спецы) Проще грешить на абразивы или методу, а уж тем более, на оппонентов, чем на собственный уровень умения. У всех же всё "нет времени" и хочется "хорошо и быстро", а так в серьёзном деле не бывает. Всему надо учиться.
вологжанин
Вот это я пытаюсь уже не знаю сколько времени выпытать.
Видители долго и трудно делать такие тесты--мы лучше по учебникам точить будем.
пс: А у меня есть все эти циферки)))
Мне не влом было 2 недели потратить своего времени.
если я возьму те же самые камни и заточу так, как умею, на пределе возможностей, то эти цифрки в моём случае будут отличаться от Ваших
потому, что кроме абразива есть ещё ряд факторов существенно влияющих на результат:
размер пятна контакт, давление, направление и характер движений, точность удержания угла, состояние рабочей поверхности абразива, наличие и консистенция суспензии...
Использование метода описанного Дмитричем forummessage/224/89
тоже повлияет на результат и весьма существенно.
А при работе на натуральных камнях этих факторов будет ещё больше...
Alex-sk
"Предположим, я сумел сделать грамотный наклёп «...» как я смогу это заметить?"
если Вы внимательно прочитали эту тему, то уже должны знать ответ на вопрос.
Hatuey
Книжки.. Чего в них только не пишут.
"шлифовальная риска является результатом упругой пластической деформации материала обрабатываемой заготовки."(С) Схиртладзе А.Г. 'Станочник широкого профиля Изд3'
прочитайте лучше для начала Ящерицина.
если уже прочитали, то советую ещё обратить внимание на
Metallographic Polishing by Mechanical Methods
Fourth Edition
by Leonard E. Samuels
ASM International, 9639 Kinsman Road,
Materials Park, OH 44073-0002 (2003)
ISBN: 0-87170-779-9.
345 pages; illustrated.
Для человека, ножами _работающего_, про "потратить две недели" вообще смешно читать - я годами в процессе тестирования клинков на разных абразивах собирал статистику, что и как себя ведёт.
Ну наверное смешно. Даже и не знаю правда насколько.
Две недели для спец расследования это неплохо по моему: 35 заточек на одном клине, весы, микроскоп, канат, сухая береза.
А вот в субьективности невооруженного подхода убедился воочию.
Расхождение в два-три раза по стойкости в быту заметить крайне сложно.
Хоть чего наблюдай и записывай.
вологжанинтак это, можно увидеть-то? страсть как интересно. или результаты тестов засекречены?
пс: А у меня есть все эти циферки)))
Мне не влом было 2 недели потратить своего времени.
Пока мое личное наблюдение - на косе (совсем мягкая углеродка) наклеп существует. Кто хочет в этом убедиться, приезжайте в гости летом, у меня как раз 2 косы, одну заточим, другую наклепаем, бурьяны обеспечу 😊
По ножам не так однозначно, я лично не могу отличить наклеп от просто хорошей доводки.
KomimortНу и, если Он все-таки есть, то еще неизвестно, хорошо это или плохо. Наткнулся я тут на один фильм по смежной теме... Смотрим с 3:35
Неуловимый наклеп 😊 Все, кто начинают его искать, пропадают 😊Пока мое личное наблюдение - на косе (совсем мягкая углеродка) наклеп существует. Кто хочет в этом убедиться, приезжайте в гости летом, у меня как раз 2 косы, одну заточим, другую наклепаем, бурьяны обеспечу 😊
По ножам не так однозначно, я лично не могу отличить наклеп от просто хорошей доводки.
shapirusЗакалка стали, это хорошо или плохо?
хорошо это или плохо
G-E-KВот и я о том же. Наклеп как компенсация отсутствия правильной термообработки (коса как пример) -- это определенно благо. Наклеп на изделии, которое грамотно термообработано для получения наилучшего из возможных для данной марки стали сочетания значений предела текучести и ударной вязкости, способен только испортить результаты хорошей термообработки и, хотя и повысив сопротивляемость пластической деформации, охрупчить изделие за счет создания микроконцентраторов напряжений. Цель доводки таких сталей заключается в том, чтобы в случае необходимости (когда не требуется микросеррейтор) удалить с режущей кромки следы от грубого абразива, не внося новых, и получить тем самым тонкую кромку.
Закалка стали, это хорошо или плохо?
Другое дело, что не всякое изделие термообработано так, что улучшать его уже некуда.
shapirusда, именно это и имел в виду...
На предыдущей странице пост 197, в принципе все объясняет, хорошо -когда в меру...
По типам абразивов по действию от почти только резания до почти только ковки, вызывающей, как следствие, наклеп (все на микроуровне, конечно) мне представляется примерно такая картина, соответственно:
1) Синтетика из суперабразивов: алмаз, CBN;
2) Синтетика из КК и ОА;
3) Природные камни, состоящие в основном из оксида кремния;
4) Материалы, сравнимые по твердости с обрабатываемым материалом и более мягкие: стекло и проч.
shapirus
Ну и, если Он все-таки есть, то еще неизвестно, хорошо это или плохо. Наткнулся я тут на один фильм по смежной теме... Смотрим с 3:35
Ну
Поверхностный слой разрушается, потому что становится тверже от наклёпа, что для подшипника не есть благо.
В случае с ножом сложно представить подобные нагрузки.
В сухом остатке - поверхностный слой упрочняется.
Шах и мат, атеисты.
CrossraccoonУгу, только с точностью до наоборот.
В случае с ножом сложно представить подобные нагрузки.
Сложно представить такие нагрузки в подшипнике, которые испытывает кромка ножа 😛
CrossraccoonДа элементарно: задел тарелку или кость -- получи скол. Не забываем о том, какие напряжения возникают на РК, толщина которой составляет микроны.
Ну
Поверхностный слой разрушается, потому что становится тверже от наклёпа, что для подшипника не есть благо.
В случае с ножом сложно представить подобные нагрузки.
CrossraccoonУпрочняется == испытывает повышение предела текучести и снижение ударной вязкости. Не то ли мы имеем при закалке без должного отпуска?
В сухом остатке - поверхностный слой упрочняется.
Шах и мат, атеисты.
А для ножа тарелка - это рукожопость, нежели правило
По тарелке там хоть наклеп, хоть закалка, рк завалится
shapirus
Упрочняется == испытывает повышение предела текучести и снижение ударной вязкости. Не то ли мы имеем при закалке без должного отпуска?
Ну чот мы вообще желтое с мягким начинаем сравнивать
Одно дело хрупкий перекаленный клин, другое - тонкий упрочненный поверхностный слой
Ламинат наоборот 😊
CrossraccoonДа нет, с точки зрения потребительских качеств мы получаем схожий эффект. Хрупкая перекаленная сталь так же нежелательна на РК (если мы не режем плывущий по ручью опавший цвет сакуры), как и упрочненный, а другими словами, испытавший повышение твердости и охрупченный слой, пусть и тонкий, но и на тонкой же РК. Коэффициент трещиностойкости K1c, я полагаю, в наклепываемом слое также не улучшается (хотя на уровне формул за давностью лет и невостребованностью изученного на их протяжении обосновать я это без копания в оффлайн литературе не смогу).Ну чот мы вообще желтое с мягким начинаем сравнивать
Одно дело хрупкий перекаленный клин, другое - тонкий упрочненный поверхностный слой
Ламинат наоборот 😊
Другой вопрос, какова толщина наклепанного слоя. Вот это было бы тоже очень интересно выяснить, но практически доступными методами этого не сделать, а рассчитать теоретически у меня лично кишка тонка.
CrossraccoonОпять не верно, нет, не в точке, обойма имеет выемку, зона контакта имеет форму эллипса, тем большую, чем больше подшипник, потому площадь контакта значительно бОльшая нежели площадь РК, и нагрузку воспринимает не один шарик, а несколько, потому давление на режущую кромку с площадью в сотые доли миллиметра, может в разы превышать давление в подшипнике...
Шарик вообще в точке касается сходного по прочности материала
G-E-KТочняк. В противном случае или подшипники выходили бы из строя раз в неделю, или ножи работали бы годами, при этом продолжая непринужденно строгать волос без всякой правки.
потому давление на режущую кромку с площадью в сотые доли миллиметра, может в разы превышать давление в подшипнике...
CrossraccoonМысль следующая, имеем клин закаленный на максимальную твердость при достаточной вязкости, то есть, допустим, термист поймал эту золотую середину, еще чуть чуть и вязкости станет недостаточно (при нормальной температуре), знакомая ситуация? По крайней мере в большинстве случаев термисты стремятся к этому, выжать из стали максимум твердости при достаточной вязкости. Наклеп действует практически так же как и ТО, увеличивает твердость снижая вязкость, но сталь у нас уже имеет твердость на пределе своих возможностей, еще чуть чуть и она "станет Хрупкой"... дальше думайте сами 😊
Одно дело хрупкий перекаленный клин, другое - тонкий упрочненный поверхностный слой
Буду просто верить в наклеп
Безусловно 😊
Ведь много кто утверждает, что тщательная доводка (насколько я понимаю, это означает продолжение процесса в течение какого-то времени даже после того, как убраны все риски от более грубого абразива) ощутимо повышает стойкость РК.
Если не заявить, что все они врут и заблуждаются (тестов бы!), то в свете того, что мы обсуждали выше, придется сделать вывод, что от свойств клинка, достигнутых в результате термообработки, можно еще порядочно продвинуться вверх, применив определенную механическую обработку в окрестности режущей кромки.
Если эта обработка приводит к образованию наклепа, то, значит, повышение твердости и пусть бы даже и хрупкости в тонком (насколько?) слое металла в области РК совершенно не вредит потребительским качествам, а напротив, их улучшает.
Если же эта обработка имеет результатом не наклеп, то что тогда?
shapirusНу например увеличение чистоты поверхности, уменьшение концентраторов напряжений, что напрямую влияет на склонность стали к хрупкому разрушению, а следовательно к увеличению стойкости...
Если же эта обработка имеет результатом не наклеп, то что тогда?
G-E-KЭто само собой, но я там выше уточнил, что, допустим, мы продолжаем доводку уже после того, как риски от предыдущего абразива убраны. Хотя, впрочем, тут уже надо спрашивать детали конкретных случаев у тех, кто заметил увеличение стойкости РК в результате доводки: какая сталь и ТО, чем доводили и как долго после исчезновения предыдущих рисок и т.д.
Ну например увеличение чистоты поверхности, уменьшение концентраторов напряжений, что напрямую влияет на склонность стали к хрупкому разрушению, а следовательно к увеличению стойкости...
shapirusКак это контролируется? Оптикой? ооочень сомнительно... нужен профилометр...
после того, как риски от предыдущего абразива убраны
глаза не лучший прибор для измерения...
shapirusЗаточка ножа - Вы точите(шлифуете, снимаете слой металла) фаски, придавая им определенную форму, чистоту поверхности,эти плоскости-поверхности при пересечении образуют режкромку. Форма (условно радиус, или какая то другая фигура) - напрямую зависит от формы ,чистоты поверхности фасок, и от способности стали держать определенную форму кромки, и способность подводов-фасок у самой кромки - не гнуться и не ломаться - "затачиваемость стали" - если так можно выразиться.Чем чище поверхность фасок - тем меньше "микропила".Каждый отдельный зубчик сломать-загнуть - легче(это не относиться на прямую к серрейторной заточке).Стойкость будет лучше, но не всегда рез будет лучше - зависеть, наверное, будет от разрезаемого материала, нагрузки на кромку, угла заточки и т.д. Как можно снимать-стачивать слой металла и создавать при этом наклеп, который упрочнит металл на подводах - мне не понятно.При резе - кромка постепенно меняет форму-толщину-радиус, теряет зубья, получает новые сколы,вмятины 😀 - тупиться - то есть более тонкая(острая, доведенная) кромка при определенных условиях будет дольше резать по сравнению с другой, так как ей надо какое то время что бы приобрести толщину не доведенной.Это ,конечно - примерно, и не всегда так происходит. Опять же - это зависит от стали, угла заточки и разрезаемого материала. Доведенная кромка бритвы деградирует быстрей уже тупого, не (доведенного) топора при рубке дров. Я думаю - не стоит вообще заморачиваться на процессах - которые нельзя увидеть, измерить, и ощутить.Стойкость стали(кромки) на ноже - можно только снизить неправильной заточкой и неправильной эксплуатацией.Каждая конкретная сталь имеет свою какую то определенную стойкость - не тупиться, получать в процессе заточки форму кромки(остроту) и держать её при резе какое то время.имхо.
Если же эта обработка имеет результатом не наклеп, то что тогда?
Цель доводки - увеличение прочности (баланс твердости и вязкости) поверхностного слоя металла. Если все сделано правильно, то даже твердая сталь при малом сведении и остром угле при ударе по кости не выкрошится, а осядет или завернется. В тоже время вязкая нержа при избыточной доводке может сыпаться.
Увидеть действительно нельзя, но измерить можно, что описано в таблицах, диаграммах и рисунках в литературе, которую здесь уже десятки раз упоминали.
SammlerЧитайте предыдущую страницу - наклеп - это деформация, дефектный слой, с более низкими свойствами.Если бы было упрочнение - то подшипники были бы вечные, а детали от тупого резца - крепче.В реалии - все наоборот. Доводят кромку не природными или искусственными абразивами - а более мелкими, чем точили до них. Чистота поверхности зависит от размера абразива, а прочность - от толщины дефектного слоя. Чем меньше этот слой - тем меньше меняются нужные и полезные свойства стали, которые ей дали металлург и термист. Чем у природного камня выше абразивные свойства - тем он лучше - читай - чем лучше режет - тем лучше. Поэтому не все природные камни используют в заточке. А если по вашему рассуждать - тогда китайский набор природников - самый лучший, а вашиты и пр. - в топку.
А вот соотношение толщины срезанного металла к тому металлу, что остался на месте где этот срез произошел и приобрел повышенную твердость, зависит от формы абразивного зерна (угла его заточки) и его прочности. Чем острее и прочнее, тем больше срезается и меньше нагартовывается. Как раз поэтому доводку режущего инструмента выполняют на натуральных камнях, а не на алмазах.
Действительно - ходим кругами, и который год! 😀
Поэтому я согласен со следующим Вашим тезисом:
A.V.X.1960
Чистота поверхности зависит от размера абразива, а прочность - от толщины дефектного слоя. Чем меньше этот слой - тем меньше меняются нужные и полезные свойства стали, которые ей дали металлург и термист.
Далее снова хочу прокомментировать -
A.V.X.1960Процесс резания металла всегда сопровождается его одновременной пластической деформацией - вспомните о заусенце. На грубом зерне преобладает срезание, на тонком - 'пластика'. Лучше режущий камень для тех этапов заточки, на которых мы желаем срезать металл. Но в конце-концов мы достигаем того уровня, когда хотим мы того или нет, но металл начинает себя вести непривычным для нас образом - над процессом срезания начинает доминировать пластическая деформация и наволакивание. Если Вы работали на арканзасе, то могли заметить, что масло от снятого металла не чернеет, но острота возрастает. Чем это объяснить, если не пластической деформацией?
Чем у природного камня выше абразивные свойства - тем он лучше - читай - чем лучше режет - тем лучше. Поэтому не все природные камни используют в заточке. А если по вашему рассуждать - тогда китайский набор природников - самый лучший, а вашиты и пр. - в топку.
Под высокой чистотой поверхности при доводке я подразумеваю ситуацию, когда мы на металле видим не риски, а точечный рельеф (достигается не всегда и не на всех сталях), обусловленный внутренней структурой (карбидами, если они есть). На тонких этапах доводки лучше применять тонкие натуральные абразивы, вследствие своей природы и строения они на микроуровне лучше справляются с вязким металлом.
Вашиты же хороши тем, что работают довольно быстро (продуктивно), но кристаллы их суспензии не способны создавать густую сеть трещин дефектного слоя, так как не имеют достаточно прочных и острых кромок.
SammlerЕсли вспомнить о заусенце, то теория о том что природник даст наклеп, а к примеру алмаз нет, не совсем совпадает с практикой, ну по крайней мере моей.
вспомните о заусенце.
Пусть она у меня по здешним меркам совсем маленькая, но тот факт что на "злых" синтетиках зайсенец, а следовательно и пластическая деформация, проявляются значительно интенсивнее, нежели на природниках, заставляет задуматься 😊
G-E-KО заусенце я упомянул, чтобы напомнить, что пластическая деформация есть всегда, на всех стадиях заточки (обработки) обработки металла. Алмаз естественно также дает наклеп, но гораздо меньше в равнении с натуралом.
Если вспомнить о заусенце, то теория о том что природник даст наклеп, а к примеру алмаз нет, не совсем совпадает с практикой, ну по крайней мере моей.
Пусть она у меня по здешним меркам совсем маленькая, но тот факт что на "злых" синтетиках зайсенец, а следовательно и пластическая деформация, проявляются значительно интенсивнее, нежели на природниках, заставляет задуматься 😊
G-E-K
Если вспомнить о заусенце, то теория о том что природник даст наклеп, а к примеру алмаз нет, не совсем совпадает с практикой, ну по крайней мере моей.
Пусть она у меня по здешним меркам совсем маленькая, но тот факт что на "злых" синтетиках зайсенец, а следовательно и пластическая деформация, проявляются значительно интенсивнее, нежели на природниках, заставляет задуматься 😊
Пластические деформации происходят при любой абразивной обработке, точении, шлифовании, резании и пр. и пр.
Но в зависимости от применяемого типа абразива, фракции (размер зерна очень важен в плане того, резание будет превалировать или что-то ещё, как и способ применения зерна, о чём почему-то так мало вспоминают, а ещё стОит упомянуть и разные соотношения твёрдости и хрупкости зёрен одного типа, но разных фракций, превалирующие углы граней зёрен и пр. и пр.), глубины его врезания - можно как получить то, что надо, так и получать врезание абразива избыточное - которое будет глубже, толщины уплотнённого слоя.
А теперь, учтите, что в отличие от ОА и КК, алмаз практически не дробится и медленее деградирует - соответственно, требования к абразивной гигиене при работе с ним, чистоте фракции, разбросу фракции по размеру - куда выше, чем можно получить на , например, венёвских брусках, без плясок с бубном. При работе на притирах - также, уже говорилось про проблему разброса фракции и _не_дробление - т.е. то, что мешает получить максимально однородную обработку, или быстрый подход к намного более тонким фракциям, что тот же глинозём, или карбид кремния, в силу способности дробится - обеспечивают.
Ещё стОит учесть, насколько глубина врезания абразивного зерна влияет на пластическое оттеснение обрабатываемого материала, какой процент зёрен режут, а сколько, изнашивающихся, затупляющихся, обгалтовывающихся, действуют иначе. Всё это есть в спец. литературе - весьма рекомендую.
Неграмотно представлять работу любого абразива, как единый и одинаковый для всех зёрен абразива, процесс - нет ни на алмазных, ни на корундовых, ни на каких-либо ещё абразивах такого, чтобы все зёрна за каждый проход одинаково срабатывали, размер микростружки разный, глубина врезания тоже, получается комбинация различных процессов. Резание соседствует с пластическим оттеснением и пр.:
"Большое влияние на процесс резания оказывает форма вершин зерен, имеющих различную степень остроты (или округленности). В зависимости от радиуса округления режущих кромок абразивных зерен, глубины их внедрения и молекулярного взаимодействия абразивного и обрабатываемого материалов будет различным характер резания отдельными зернами"(с)
Размеры и капризность заусенца - зависят не только от типа зерна, но и от способа его закрепления, от связки, от СОЖ и пр. - можно привести уйму примеров, когда одно и то же зерно, но на разной связке, даёт и капризный заусенец, и наоборот - в силу особенностей таковой, структуры бруска и пр. - наоборот, не даёт ему вырастать заметно. Плюс это вопрос к технике работы.
Лет пять, года три назад, мне например многие бруски создавали проблемы с заусенцем, а теперь у меня их нет. Бруски изменились, или может уровень навыка? А так-то конечно, неудачных синтетиков, которые в принципе дают капризный заусенец - довольно много, вот только в данном разделе, в основном говорят не про них, да и вообще, их мало кто знает и применяет.
Что касается заусеночных явлений на природниках - многие из них его дают, но не все его видят, как не все видят его после вакуумплотной керамики - далеко не всякое увеличение и разрешение оптики, способно показать микрозаусеночные явления на тех этапах обработки, на которых природники, в основном, используются.
А те природники, которые вне зависимости от техники работы и уровня навыка, создают такую заусенку постоянно, с которой невозможно нормально справляться - их полно, просто ими куда меньше пользуются, особенно те, у кого есть опыт и есть выбор, есть наиболее удачные представители сортов природных камней и опыт работы на них, позволяющий предупреждать рост заусенки.
Если лезть в такие тонкости абразивной обработки - то придётся разбираться детально, и копаться в мелочах.
SammlerКаков же механизм их возникновения?
Дефектный же слой это не только деформированный металл, но и поверхность испещренная микротрещинами.
SammlerИ снова спрошу про механизм этого явления (напомню в качестве подсказки, что мы говорим о низкой температуре).
а металл, что под этим рельефом, или если хотите, то поверхность на некоторую глубину, уплотняется в следствие затягивания микротрещин.
SammlerНет. Преобладание пластической деформации или разрушения материала при равном давлении на камень зависит не от размера зерна, а от его остроты и твердости. Например, крупным трудноразрушаемым зерном округлой формы (электрокорунд, например, микрометров в 200 размером) резать металл трудно, оно скорее заполировывает поверхность, оставляя широкие вмятины с округлым дном. А для того, чтобы оно резало, нужно давить обрабатываемой поверхностью на абразив (или наоборот) с очень большой силой, которая для ручной заточки нетипична. Ну или площадь обрабатываемой поверхности уменьшать нужно. Алмаз, к примеру, в такой ситуации будет продуктивнее за счет именно резания имеющимися у его зерен острыми гранями, хотя твердости как таковой и у ОА с лихвой достаточно для обработки любых сталей.
Процесс резания металла всегда сопровождается его одновременной пластической деформацией - вспомните о заусенце. На грубом зерне преобладает срезание, на тонком - 'пластика'.
Вообще, советую вникнуть поподробнее в механизм пластической деформации металла и т.н. упрочнения металла вследствие наклепа. Процессы там происходят несколько иначе, чем вы это себе представляете.
Вот, к примеру, годный фильм на эту тему, многое показано наглядно:
shapirus
Преобладание пластической деформации или разрушения материала при равном давлении на камень зависит не от размера зерна, а от его остроты и твердости.
... а твёрдость и хрупкость, их соотношение, как раз от размера зерна, и от сорта, того же электрокорунда, карбида кремния, алмаза - зависит.
Но тут много факторов - зёрна даже одного сорта и одной фракции, при получении этой фракции разными или даже одним способом на разных предприятиях, легко могут иметь определённые особенности формы этого зерна - более вытянутые или ближе к сферической форме, могут представлять собой и как бы пластины с острой гранью, напоминающей резец. Но такая разность может быть и в одном бруске, вне зависимости от того, что за абразив в нём применён. Вот к примеру - КК F100 под микроскопом:

Понятно, что от способа закрепления столь разных зёрен, равно как и от их расположения, направленности в бруске или круге - зависеть будет немало - какое количество каких условно-общих по форме зёрен, будет работать в одну единицу времени в контакте с обрабатываемым материалом.
Да и работать будет каждое их них, не единой какой-то острой гранью, но несколькими, даже при малой глубине врезания. Соответственно, и деформации зёрен будут неодинаковы.
shapirus
крупным трудноразрушаемым зерном округлой формы (электрокорунд, например, микрометров в 200 размером) резать металл трудно, оно скорее заполировывает поверхность, оставляя широкие вмятины с округлым дном. А для того, чтобы оно резало, нужно давить обрабатываемой поверхностью на абразив (или наоборот) с очень большой силой, которая для ручной заточки нетипична. Ну или площадь обрабатываемой поверхности уменьшать нужно. Алмаз, к примеру, в такой ситуации будет продуктивнее за счет именно резания имеющимися у его зерен острыми гранями, хотя твердости как таковой и у ОА с лихвой достаточно для обработки любых сталей.
Это верно - такое крупное зерно в ручной обработке, если оно жёсткозакреплённое - малопродуктивно, и не только ОА, но и у многих были нарекания и на производительность алмазного, я такое крупное алмазное пробовал только гальванически закреплённое, и в плане обдирочных операций мне тоже не понравилось - куда быстрее получается, если взять зерно чуть потоньше, и, часто, особенно в случае с ОА - на бруске с достаточно хорошим обновлением, КК же можно на более твёрдой связке, по крайней мере - зелёный. Чёрный, по крайней мере совсем крупный - лучше на связке помягче.
oldTorНу да, где то так, но без разбора этих мелочей можно заблудиться.
Если лезть в такие тонкости абразивной обработки - то придётся разбираться детально, и копаться в мелочах.
Своим постом я хотел сказать, вернее спровоцировать, мнение о том что "не наклепом единым", о том что чрезмерный наклеп разупрочняет сталь, о том что геометрия (микрогеометрия) поверхности, ее структурное состояние и остаточные напряжения (например от этапа заточки) имеют куда бОльшее влияние на износ нежели наклеп.
G-E-K
...
Своим постом я хотел сказать, вернее спровоцировать, мнение о том что "не наклепом единым", о том что чрезмерный наклеп разупрочняет сталь, о том что геометрия (микрогеометрия) поверхности, ее структурное состояние и остаточные напряжения (например от этапа заточки) имеют куда бОльшее влияние на износ нежели наклеп.
Согласен. Чем однороднее всё обработано и тщательнее, и как раз без "замазывания" и размазывания рисок, что тоже является следствием пластической деформации, тем лучше для работы клинка.
О проблемах с чрезмерностью в т.ч. давления, что приводит к срыву нагартованного слоя или его фрагментов и Дмитрич на форуме неоднократно писал и в специальной литературе это указывается сплошь и рядом.
И этот момент я даже могу проиллюстрировать - много писали "нельзя измерить", однако - всё-таки можно.
Вот, к примеру, пример пластической деформации при обработке микрофаски ножа из быстрореза Р18 на 64 HRC, вашитой - по горизонтали 1мм. и далее, в таких же условиях съёмки, я приведу снимок объект-микрометра с ценой деления = 10мкм.:

Как можно видеть, в процессе обработки образовывается явный нагартованный слой, толщиной в районе 5мкм. (вот "удивительно" - такие же примерно цифры приводятся и в специальной литературе), который, я, правда, не собирался выполнять, потому он получился не на всей фаске, зато хорошо и контрастно видно, можно прикинуть его толщину.
При том, я, видимо, переборщил с давлением при работе - микрофаска узкая, а я не стремился выполнить доводку, и как следствие - хорошо заметны как бы "чешуйки", которые вот-вот сорвёт с нагартованного - эти чешуйки в данном случае, видные, намного тоньше, однако это явление бывает и более масштабным.
Поверхность, конечно, "бракованная", в силу допущенной ошибки с давлением, при которой полезная пластическая деформация, начавшая явно проявляться, превратилась во вредную: обладающий несколько большей микротвёрдостью слой с примерной толщиной ~5мкм стал срываться и деформироваться отлетающими "чешуйками" из-за ошибки заточника.
Но на ошибках как раз и учатся, и поэтому я воспользовался своей
ошибкой для того, чтобы наглядно показать, что слой, полученный с выраженным пластическим деформированием:
1. существует даже на сталях высоколегированных и высокой твёрдости (как бы ни вопили об обратном люди, "не верящие в электричество")
2. обладает толщиной и поведением, при ошибке, описанными в специальной литературе (что для меня закономерно, но для тех же не учившихся ничему, но вопящих о своих знаниях и даже при том работавших на производствах - оказывалось на Ганзе чем-то сродни впечатлению, которое телевизор может произвести на аборигена с огненной земли или ещё какого удалённого от цивилизации места)
3. может наблюдаться даже в домашних условиях
Если приводить примеры подобного пластического деформирования НЕ испорченного действиями заточника, то наглядности по толщине слоя, вообще его присутствию, и тем более - поведению при ошибке - видно не будет в силу гораздо более однородной поверхности, на которой "всё в порядке".
Чтобы изучать её - пришлось бы прибегать к более сложным методам наблюдения и изучения: делать срезы и шлифы срезов, выполнять травление, либо нести в лабораторию, где за деньги сделают пробоподготовку и засунут в СЭМ (правда многие это уже и так делали и результаты их работ есть в сети - т.е. не обязательно самому "изобретать велосипед" - разве что если есть желание наблюдать частные случаи результатов, которые недостаточно освещены в существующей исследовательской практике)
Ситуация же "замазывания" и "зализывания" рисок - легко может присутствовать на любом этапе абразивной обработки, как при превалирующем резании/царапании, так и наоборот - при превалирующих пластических деформациях разного рода. Т.е. она не зависит непосредственно от образования или не образования выраженного наклёпанного/нагартованного/наволоченного слоя. В моём примере, наблюдая ситуацию в динамике, я скорее пришёл к выводу, что грубые риски в местах, где нагартованный слой не успел образоваться или уже был сорван - отчасти могут являться и следствием воздействия самих сорванных с фаски фрагментов: эти "чешуйки" твёрже "основной" матрицы, помимо их срыва обнажаются и крошатся карбиды - и вся эта мешанина легко сама сажает царапки (кроме того, риска от вашиты обладает характером не сильно способствующим замазыванию рисок - она прерывиста и даёт поверхность довольно близкую к полученной с помощью немалой доли свободного зерна, так что тут я не считаю, что замазывание в значительной степени сопровождало обработку)
В этом несложно убедиться, если нормально довести фаску какого-нибудь ножа с выраженными карбидами хотя бы просто хрома (например 95х18), с получением однородной пластической деформации полезной, а затем по гладкому материалу (например по боковине стеклянной бутылки) попробовать "направить" клинок, прилагая избыточное усилие - я как-то даже показывал подобный пример, не помню уже где. Так вот - результатом обычно оказывается адгезивный срыв частиц стали, крошение и выпадение карбидов и появление на фасках рисок, именно от них. Причём рисок выраженных и довольно глубоких. Т.е. такое вмешательство "продукта отработки" самого клинка нельзя списывать со счетов при подобной ошибке избыточной нагрузки. В вышеприведённом примере по Р18 влияние карбидов на этот процесс значительно меньше - на фото можно оценить, что их размер несопоставимо меньший, нежели размер отслаивающихся "чешуек" (к слову - из многих быстрорезов, именно Р18 мне нравится как раз тем, что имеет при удачной термичке, карбиды довольно мелкие, что позволяет на нём получать достаточно стойкую весьма и весьма тонкую кромку при умеренных углах заточки)
Но вернёмся к "замазыванию":
Например, некоторые из частных ситуаций "замазывания" подробно описал и показал Тодд Симпсон:
https://scienceofsharp.files.w...it_steel_07.jpg
в статье в целом о дефектном слое (в рамках статьи он формулирует его как "sub-surface damage to the steel") -о нарушениях структуры стали в слоях ниже обрабатываемого и в разных сочетаниях с ним:
https://scienceofsharp.com/201...-damage-part-1/
В общем, я хочу сказать, что само по себе образование дефектного слоя при абразивной обработке достаточно многообразно и не обязательно при присутствии какой-то одной особенности обработки верхнего слоя, у нас всегда будет тот же набор наиболее выраженных особенностей слоёв нижележащих. Они могут сильно отличаться как в силу особенности конкретной стали, так и в силу особенностей применённых средств и режимов обработки. В результате это многообразие переменных, даёт бесконечное количество комбинаций. Но тем не менее, общие тенденции можно выразить и сделать выводы о том, "что с этим делать" и "чего избегать".
Некоторые аспекты визуализации полученной поверхности и частой "обманчивости" её кажущегося качества немного рассматривались в теме о как раз замазывании рисок:
https://www.myabrasive.ru/foru...&t=392&start=20
P.S. Если у меня дойдут руки, я попытаюсь может быть сымитировать снова такой бракованный результат на подобной стали и подобным же абразивом и сделать снимки более детальные, благо мне доступно теперь и коаксиальное освещение и разрешение до 345 нанометров - наверное можно было бы попытаться оценить участок перехода между слоем "срывающимся" и нижележащим. Правда, при таком разрешении, объектив имеет ГРИП порядка 0,4мкм., т.е. надо будет делать стэкинг. Подобными (в смысле с подобной же числовой апертурой - порядка 0,75-0,8, т.е. подобной же разрещающей способностью порядка 0,345 мкм., и металлографическими - т.е. для работы в отражённом свете, на производствах оценивают качество лезвий для бритвенных станков - где-то была ссылка на ролик, где это показывалось, но я не помню уже, где - кажется ivan-3 давал ссылку). Но вообще может хватить и менее мощного - скажем с апертурой порядка 0.42 - т.е. с разрешающей порядка 0,7мкм.
В общем, при случае покопаюсь)
У меня,к сожалению, даже близко нет ваших знаний и опыта, поэтому излишне подробные ответы интересны, но уводят от интересующего в данный момент вопроса.
Спрошу вас - нагартовка, как полезное упрочнение рк , по идее всегда должна начинаться с замазывания рисок ? Ведь риски после обработки любым абразивом будут присутствовать на подводах. Результат будет положительный только в том случае, если риски будут примерно от какого абразива ? Понимаю, что размер рисок зависит не только от зернистости абразива, но и от вида абразивных зерен, давлении на абразив, и от вида стали, ее твердости и то. Но примерно обозначить зернистость с которой появляется возможность получения на рк полезной пластичной деформации - нагартовки возможно ? И какой абразив при этом предпочтительнее?
Ну а шлифы делал. Правда, не делал "правильное" металлографическое травление - мне не очень хочется в силу отсутствия элементарных познаний в химии, возиться дома с едкими кислотами. Но кое-что можно видеть и без травления, в т.ч. обрабатывая шлиф по-разному на тонких этапах.
Хочется, конечно и разнообразить методы контрастирования для наблюдений. С распространением дифференциально-интерференционного контраста отражённого света, который практически недоступен в бюджетном варианте (хотя практически проще, чем для проходящего света, т.е. теоретически можно и самому построить), практически перестали создавать и применять в металлографии такой редкий метод, как фазовый контраст отражённого света, но я всё-таки не оставляю надежд устройство для него раздобыть) Это повысит возможности)
Нет, выраженное замазывание рисок - это брак, который получается при несоблюдении одного из основных правил заточки - каждым последующим абразивом должны полностью удаляться риски от предыдущего, в зоне РК (т.е. на микрофасках непосредственно её образующих, или некоторой части фасок при заточки бесступенчатой, обычно около 1/3-1/4 их ширины, если они довольно широкие). И этот брак часто получается просто из-за неверного подбора абразивов под сталь и этап.
Исключение - когда идёт направка на эластичных носителях абразива в том случае, когда как раз важно сохранить рельеф от предыдущего абразива, тем самым сохраняя достаточную агрессию реза и предупреждая "залипание" клинка в некоторых материалах, что бывает, когда он слишком гладок везде.
Поскольку дефектный слой образуется при любой абразивной обработке, в которой превалирует резание/царапание, и его образование практически сходит на нет только на этапах доводки, выполняемой в режимах превалирующего пластического деформирования, когда работает в т.ч. трение и эффекты, происходящие при полировании, и идёт обработка по сути на уровне оксидных плёнок, без врезания зёрен абразива непосредственно в сталь - на таком уровне, как нам сообщают источники, микротрещины, риски и пр. - способны "затягиваться" при определённой технике обработки, но это процесс иной и более тонкий и "мелкий", нежели _замазывание выраженных рисок выдавленным из них или рядом находящихся рисок, материалом_. Так как уже нет глубоких рисок и соответственного по объёму выдавленного из них материала, которым можно, как пластилином, "замазать" такие крупные риски.
О "затягивании" же на микроуровне, а не о замазывании, сказано во второй цитате в посте, ссылку на который я приводил ранее. Т.е. важно оценить разность этих аспектов.
Для разных сталей и при разном пятне контакта - разный.
Ключевую роль в этом играет связка абразива и применяемая СОЖ, техника обработки.
Размер зерна, равно как и тип абразива - здесь не так уж важны и выбираются исходя из стали и того, какую шероховатость надо получить на выходе.
Наверное вам попадалось, что определение "доводочный" встречается на брусках, с довольно крупным размером зерна? Например м28. При том, что часто мы только _начинаем_ заточку, например, некоторых кухонников, с брусков с зерном порядка м14 - м10.
Тут нет противоречия, это просто говорит о том, что такие "доводочные" были разработаны для конкретного применения (обычно в качестве промышленных - в т.ч. хонинговальных, т.е. для применения в основном машинным образом или для работы доводочной в полуавтоматическом режиме, с работой по определённой, характерной для такой операции траекторией, под определённый диапазон давлений, скоростей и пр.), при котором они позволяли выполнить доводку. Доводка ведь далеко не всегда подразумевает особо тонкую шероховатость на выходе. Доводкой повышают качество обрабатываемых изделий, которым регламентирована и достаточно грубенькая шероховатость.
В любом случае, большинство нормальных качественных абразивов позволяют техникой заточки варьировать их работу и получать на разных этапах таковой - разный результат в зависимости от целей. Условно работу заточного абразива можно разбить на 3 этапа:
1. зачистка/удаление рисок от предыдущего абразива
2. проработка данным абразивом в режиме резания до получения кромки принципиально иной, нежели полученная на предыдущем по однородности и тонкости, с повышением класса шероховатости поверхностей, эту кромку образующих
3. либо подготовка к переходу на следующий абразив, либо, если он используется в качестве финишного - выполняется выхаживание или применяется техника доводки. И та и другая операция требуют убрать давление практически до нуля, обновить СОЖ/ПАВ (и обычно скорректировать её слой) - ну а далее уже разности (об этом писали много где, тут не буду повторяться).
Чисто практически, иногда для доводки, если она вообще требуется, я применяю абразивы с зерном начиная от м14 - м10. И заканчивая абразивами с зерном 1-0,5 мкм. на притирах. Но повторюсь - от связки абразива или материала притира и его шероховатости, соотношения всего этого с конкретными группами сталей зависит больше, нежели от зернистости или материала абразива.
Не редкость и ситуация, когда абразив с более мелким зерном и определённой связкой - хоть тресни, но на доводочный режим не выходит, и продолжает резать. А с зерном более крупным и того же типа, но на другой связке - позволяет без проблем выйти на доводочный режим с преобладанием пластического деформирования.
Поскольку доводка на самом деле нужна далеко не всегда и не всем инструментам, часто вполне достаточно заменить её выхаживанием на том же абразиве, на котором делалась тонкая или средняя заточка. И это не повод получать там замазанные риски, но вполне реально получить выраженное наволакивание, нагартовку, наклёпывание.
Но это целесообразно, если данный абразив не делает как раз "замазывания" рисок - т.е. "закрытия" канавок их выдавленной сталью, в режиме резания, т.е. режет и соскабливает выдавленное эффективно. Тогда при выхаживании им просто будет повышаться тонкость обработки с определёнными признаками пластической деформации, но без появления "не пойми откуда" паразитных царапин - рисок, которые снова вскрылись, будучи ранее замазаны.
Впрочем, при выхаживании их обнаружить трудно, так как направление обработки строго сохраняется.
Если же потом делается доводка другим абразивом, для которой характерно постоянно менять направление, амплитуду - то обнаружение ранее замазанных рисок и постепенное их удаление - если они были, будет гораздо заметнее.
Невозможно говорить про более или менее предпочтительный абразив безотносительно частностей конкретной задачи с конкретной сталью или группой сталей, хотя бы, и безотносительно связки абразива. Она даже важнее.
Я применяю и бруски на разных связках, что с алмазным зерном, что с электрокорундом или карбидом кремния, и притиры их разных материалов, с разным опять-таки зерном - преимущественно электрокорундом или алмазом и природные камни некоторые. Всему находится своя область работы.
Универсального какого-то одного решения для широкого спектра инструмента и вариантов тех. заданий по нему, полагаю, не существует.
После полного удаления рисок,царапин и выдавленного металла от предыдущего абразива, оставляем риски,и выдавленный металл от того абразива, котором удалил предыдущие риски,царапины и выдавленный металл. И так далее - удаляя одни дефекты абразивной обработки, абразивным методом , оставляем дефекты абразивной обработки от того абразива которым работали.
Разве есть вариант удаления рисок абразивным способом при котором не происходит резание, царапанье, и выдавливание металла ?
Эластичный абразив не будет замазывать риски,если им работать вдоль уже имеющих рисок. Если направление движений эластичного абразива будут пересекать уже имеющие риски,то произойдет их замазывание, при достаточном времени работы на нем.
Работа абразивом без врезания зерен абразива в сталь происходит при выхаживании. Поэтому, выхаживание -метод доводки.
Но, как писал выше, риски от абразива всегда присутствуют. Если только они не замазаны работой на без абразивом материале,или работой на абразиве, но выхаживанием, при котором не происходит врезания абразивных зерен в сталь. По сути, при выхаживании выполняем работу на абразиве, но без абразивным способом.)) Как в первом, так и во втором случае, происходит пластичное течение металла.
Когда зерна абразива работают без врезания в сталь, деформация стали проходит не в виде царапин и выдавленных следов, а в виде пластичного течения стали. Это пластичной течение стали начинается с верхних участков обрабатываемой поверхности, которыми являются вершины рисок и выдавленный метал,даже если эти риски и выдавленным металл имеют маленькие размеры, и выступают не высоко над обрабатываемой поверхностью . Из за малого расстояния этих вершин от поверхности стали, и не большой глубины рисок пластично текущий металл быстро создает слой плотно прилегающий к поверхности. Но все хорошо в меру. Или как вы писали про доводку, но по поводу образования заусенца -"главное вовремя остановится ". Иначе, как и при не правильной полировке, этот пластичный слой покрывающий сталь начнет от нее отрываться/отслаиваться чешуйкам, которые будут царапать сталь.
По поводу срезов. Для меня удивительно - выполнить поперечный срез каленого клинка , и при этом не изменить его ТО. А если ТО стали изменено, то происходит исследование не той стали, что была, а той, что получилась на срезе.
Подумал, вспомнил - вполне возможно и не изменять ТО, если срез выполнять гидрорезкой. Наверно это единственный способ не изменить ТО стали.
Верно, именно так: по мере уменьшения глубины врезания зёрен абразива в сталь, снижая к концу цикла обработки каждым абразивом давление и далее, ведя обработку всё более тонким абразивом, глубина дефектного слоя у нас также уменьшается.
Нет, никто этого не утверждает. Я говорил лишь о том, что замазывание глубоких рисок - не является неотъемлемой составляющей дефектного слоя при абразивной обработке.
Эластичный абразив может замазывать а может и не замазывать риски - смотря как его применить.
Если работать по направлению предыдущих рисок - мы запросто можем замазать риски. А можем и не замазать. Направление обработки в ракурсе сугубо замазывания/не замазывания рисок - не определяющий параметр.
Выхаживание - строго говоря НЕ МЕТОД ДОВОДКИ. Есть выхаживание, а есть доводка. Это ясно вытекает из определений ключевых параметров техники выполнения выхаживания и техники выполнения доводки: они разные и для них применяются разные инструменты.
Что не мешает, правда, применять эти инструменты и там и там, но это уже другой разговор.
И врезание абразивных зёрен в сталь при выхаживании - происходит. Также оно происходит и при доводке. На последних этапах а то и буквально проходах, что одной что другой операции - его уже может и не быть или оно может быть исчезающе малО. Но невозможно говорить о том что при этих операциях резание отсутствует.
И потом, есть нюанс, может быть я недостаточно пояснил разницу постом выше:
выхаживание можно выполнить сразу после заточки, тем же абразивом. Вместо доводки.
А можно выполнить выхаживание после _всех_ этапов доводки либо вместо последнего этапа доводки и на том же доводочном абразиве.
И между этими двумя вариантами применения выхаживания - колоссальная разница.
Я бы рекомендовал ознакомиться подробнее с литературой по данному вопросу.
Если что ссылки есть в посте 13 вот тут:
https://www.myabrasive.ru/forum/viewtopic.php?f=35&t=369
На самом деле многие вещи в приведённых по ссылке трудах, непросто понять и усвоить - многое становится ясным только после длительного обдумывания, в сочетании с практическими пробами, применением усвоенного на практике и наблюдением за процесса в этой практике. Без этого - многое остаётся столь умозрительным, что обсуждать это трудно - заметно, что определённого взаимопонимания не выходит.
Но в любом случае там сформулировано и разобрано куда подробнее и понятнее, чем в состоянии я сделать, тем более в рамках одной темы.
Особенное внимание рекомендую уделить в вышеприведённом списке книгам:
Ящерицын П.И., Зайцев А.Г., Барботько А.И. "Тонкие доводочные процессы обработки деталей машин и приборов"
https://www.chipmaker.ru/topic/1869/
Оснас Я.В. Отделка поверхностей измерительных инструментов. М., 1956г.
https://www.chipmaker.ru/files/file/2967/
Масловский В.В. Доводочные и притирочные работы. Учебное пособие. М., 1971
https://www.chipmaker.ru/files/file/6404/
Куликов С.И. (1973) Хонингование. Справочное пособие
https://lib-bkm.ru/load/67-1-0-72
Наерман М.С. (1971) Прецизионная обработка деталей алмазными и абразивными брусками
https://lib-bkm.ru/13456
Орлов П.Н. Технологическое обеспечение качества деталей методами доводки (1988)
https://lib-bkm.ru/load/67-1-0-1660
наклеп --- это остаточная деформация сжатия на поверхности стали.
Наклеп - это изменение структуры металла, его уплотнение
ИМХО: Книги вещь хорошая, но давайте пока отложим их в сторону. Для простоты понимания (всё познаётся в сравнении), нужно что-то, с чем будем сравнивать, и оно должно быть геометрически более большим, что-бы увидеть глазами (не используя никакого увеличения, если зрение хорошее) и потрогать руками (про ноги пока молчу),
Что сравнивать: 1) заводскую заточку грубым абразивом, 2) поверхностное упрочнение грубым абразивом (оно есть всегда), 3) применение мягкого круга (например с кожаной поверхностью) с нанесенным абразивом (после грубой заводской заточки),
С чем сравнивать?
Просьба не офтопить, нечего не говорим про заусениц, риски, выгорание углерода и так далее,
К примеру - молекулы углерода, и молекулы полипропилена хорошее зрение поможет различить ? Науглероженную поверхность стали от без углероженой поможет отличить трогании их руками ?
sm5711Без обид
Без обид
sm5711Я чуть по-же размещу продолжение, а там есть такие слова "Наверное, только психолог сможет что-то объяснить человеку, находящегося в плену стереотипов (это не может быть, потому что не может быть)".
просто невозможно
sm5711Вы правы, конечно, но рискну предположить, что именно имел в виду Скиф77.
взрослые люди,которые учились в школе, должны понимать, что увидеть без увеличения, и потрогать ногами или руками,некоторые вещи, просто невозможно.
Вероятно то, что явление на микроуровне есть, а его влияние на макроуровне неочевидно. И какую обработку считать эталонной ("С чем сравнивать?)"
Попробую изложить своё ИМХО.
Наклёп имеет большое значение там, где изделие формируется силовым воздействием: это ковка, штамповка, волочение.
При резании и шлифовании наклёп тоже возникает, но это скорее артефакт, чем свойство изделия.
В уплотнение металла от воздействия "мягкого круга (например с кожаной поверхностью)" - не верю.
inok1
какую обработку считать эталонной
inok1Я разве про это говорил? Я написал пункты 1,2,3, и задал вопрос, с чем происходящие действия можно сравнить, и только.
ковка, штамповка, волочение
Skif 77
Я разве про это говорил? Я написал пункты 1,2,3, и задал вопрос, с чем происходящие действия можно сравнить, и только.
Перечитайте свой пост, он не так очевиден как Вы сейчас пытаетесь сказать, или все же раскройте подробнее что Вы хотите понять/раскрыть/услышать.
Гадать что Вы подумали мы можем бесконечно, но не факт что придем к общему мнению и будет полезен результат )
Наклеп - упрочнение поверхностно слоя металла в результате пластичной деформации. Это явление может быть как полезным, так и вредным. Полезная пластическая деформация, это явление происходящее в результате как осознанный, так и не осознанных действий, и называется НАГАРТОВКА.
Если у кого то есть возражения, что в резулхьтате абразивной обработки клинка происходит пластичная деформация стали, пусть вспомнит замазывания рисок. Более наглядно - образование и рост заусенца. Это наклеп, то есть вредное появление пластической деформации стали.
Но, если возможна вредная пластическая деформация, значит можно получить и полезную пластическую деформацию абразивной обработкой - наклеп на рк .
Действительно, " наверно только психолог сможет что то объяснить человеку, находящемуся в плену стереотипов ". А тем, кто доказательством считает только,то что он может потрогать руками,и увидеть глазами и психолог не поможет. ))
Все вот это конечно интересно
Наклеп (нагартовка) - изменение структуры и свойств металла, вызванное пластической деформацией поверхностного слоя металла. Приводит к повышению механических свойств поверхностного слоя с основным. Используется для поверхностного упрочнения деталей. Поверхностный наклеп вызывает сжимающие остаточные напряжения, что способствует повышению усталостной прочности деталей. Степень наклепа достигает 20 - 30%, глубина упрочненного слоя не превышает 10 мкм, а наибольшее упрочнение наблюдается в слое глубиной 2 - 3 мкм;
Но подкину такие вопросики, для тех кто обсуждает вот это все:
Возникает вопрос - для каких это сталей, до каких твердостей, до каких пределов прочности и для каких структур?
Значения какие в цыферках?
И работает ли это для термообработаных сталей с закалкой на мартенсит?
Для феррита/перлита это работает, для мартенсита это работает?
Вот просто первые в гугле графики. https://ozlib.com/994038/tehnika/naklep_rekristallizatsiya

Посмотрите на твердость и предел прочности, сравните с тем что у нас в сталях для ножей.

Влияние пластической деформации на механические свойства стали.
Необходимую степень деформации на мартенситной стали создать можно? Для роста одних свойств, за счёт пластичности?
Отто_Шрик
Я конечно же тему не читал, да и про наклеп ничего не знаю, но все же.
...
Но подкину такие вопросики, для тех кто обсуждает вот это все:
Возникает вопрос - для каких это сталей, до каких твердостей, до каких пределов прочности и для каких структур?
Значения какие в цыферках?И работает ли это для термообработаных сталей с закалкой на мартенсит?
Для феррита/перлита это работает, для мартенсита это работает?
...
Влияние пластической деформации на механические свойства стали.
Необходимую степень деформации на мартенситной стали создать можно? ...
А вы почитайте, причём не столько тему, сколько спец. литературу.
А то в теме:
1. всё это не охватить
2. большинство обсуждателей не обладает достаточной полнотой информации
Вкратце: как раз для мартенситных сталей, как впрочем и аустенитных упрочнение работает по утверждению специальных источников, в большей степени, нежели для феррита/перлита.
О влиянии на механические и прочие свойства хотя бы одну книжечку можно глянуть - например:
"Повышение стойкости дереворежущего инструмента. Зотов Г.А., Памфилов Е.А."
Там, в частности, приводятся данные о желательных параметрах упрочнённого слоя:
border 0
Речь идёт не только об обычных "инструменталках", ясное дело, типа У-шек, про которые писали почти везде, или про ШХ-15 термообработанную на высокую твёрдость, которую в лабораторных испытаниях везде как раз по-моему приводили, но и об упрочнении поверхностного слоя быстрорежущих сталей и даже твёрдых сплавов - в той же книге, например, см. стр. 186-189. - там, в частности, про обеспечение упрочнения алмазным выглаживанием. Там есть и графики и циферки.
Подробнее в циферках по разным сталям - соблаговолите поискать самостоятельно, мне некогда снова перелопачивать, тем более без понимания пользы этого: раз вы тему не читали, то вряд ли станете читать литературу 😊
Но, всё же - ссылки я давал на книгу выше и на прочие, в списке литературы, который привёл здесь - см. пост 13:
https://www.myabrasive.ru/forum/viewtopic.php?f=35&t=369
Кстати, в вышеупомянутой книге интересно разбираются процессы в поверхностных слоях дереворежущего инструмента в процессе его работы - тоже очень познавательно - весьма рекомендую.
Конечно, список литературы по ссылке далеко не исчерпывающий, но ограничен был тем, что я из прочитанного нашёл с рабочими (на тот момент, по крайней мере) ссылками. Так-то литературы, ясное дело, в разы больше)
oldTor
https://dropmefiles.com/jnVhV
скачивается?
Спасибо, я на woodtools нашёл в какой то подборке, поэтому быстро удалил сообщение.
Но, конечно, все равно спасибо. Думаю кому то ещё пригодиться.
http://woodtools.nov.ru/
oldTorКнига интересная и её стоит прочесть, но пока не читал, но имею мнение, сорри 😁
влиянии на механические и прочие свойства хотя бы одну книжечку можно глянуть - например:
"Повышение стойкости дереворежущего инструмента. Зотов Г.А., Памфилов Е.А."
Там, в частности, приводятся данные о желательных параметрах упрочнённого слоя:border 0
Речь идёт не только об обычных "инструменталках", ясное дело, типа У-шек, про которые писали почти везде, или про ШХ-15 термообработанную на высокую твёрдость, которую в лабораторных испытаниях везде как раз по-моему приводили, но и об упрочнении поверхностного слоя быстрорежущих сталей и даже твёрдых сплавов - в той же книге, например, см. стр. 186-189. - там, в частности, про обеспечение упрочнения алмазным выглаживанием. Там есть и графики и циферки.
Я открыл раздел - алмазное выглажевание стр 186
Только вот там нет ничего про стали, там примеры и графики про твердосплавы на основе кобольта.

По сути это карбиды вольфрама в мягкой кобальтовый матрице (если я ничего не путаю) и выглажевание как то влияет на мягкий кобальт, чем больше кобальта, тем заметнее эффект.
Но тут как бы наверное ничего нет неожиданного, возможна аналогия по типу мягкого и пластичного перлита, его деформации, изменении зёрен и прочего.
Но опять же, это не про мартенсит.

Дальше идёт ультрозвуковое упрочнение, но там надо в источник лезть (50) да и наверное не наш случай все-же, как и лазерное воздействие (закалка лазером) и прочее ниже.

Всё лопатить и давать ссылки у меня нет времени сейчас
про стали в книге тоже достаточно информации. И ножи стружечных станков и пр. по которым я привёл цитату - поинтересуйтесь из каких сталей их делали и делают.
oldTor
Ну я страницы про даже твёрдые сплавы и указал) Что быстро нашёл сразу, где помнил, что встречается, навскидку.
Всё лопатить и давать ссылки у меня нет времени сейчас
про стали в книге тоже достаточно информации. И ножи стружечных станков и пр. по которым я привёл цитату - поинтересуйтесь из каких сталей их делали и делают.
Возможно и есть, я же не читал всю книгу. А может и нет 😳
Но наверное, на данный момент, можно сказать с большой вероятность точно, что в 6 главе - повышение стойкости деревообрабатующего инструмента методом локальной упрочняющей обработки, ничего нет про наклеп(под этим термином я понимаю то, что в первом сообщении темы) из для мартенситных сталей, который реализуется методом локального давления твёрдыми телами. 😐


Думаю людям, которые никогда не занимались заточкой, или занимаются, но не находятся в плену стереотипов (от др.-греч. στερεός 'твёрдый' + τύπος 'отпечаток'), можно объяснить что такое поверхностное упрочнение, а уже потом при сравнении они смогут понять (надеюсь), что такое поверхностное упрочнение МЕТАЛЛА, когда это можно использовать на пользу, а когда это бесполезно.
Я в детстве видел глазами (и почему-то это запомнил), и когда занялся заточкой, воспользовался сравнением для понимания того что в заточке называется " Дефектный слой, заводская заточка, пластическая деформация, поверхностное упрочнение (поверхностное: уплотнение, увеличение твёрдости)". Это можно увидеть невооруженным глазом, пощупать руками, и даже походить ногами.
И да- это была не заточка, и это был не металл, но там происходили похожие процессы. Что-бы понять всё происходящее, микроскоп не нужен.
Всё это я видел при вспашке поля, которое до вспашки было более твёрдое, можно ходить ногами, и не проваливаться, а после вспашки так не получится (это как заводская заточка грубым абразивом, с получением дефектного слоя). Глубина вспашки- это как глубина дефектного слоя. Внешне по виду, поле после вспашки, можно сравнить с рисками в одном направлении после грубой заточки.
Поверхностное упрочнение, видно на блестящей поверхности отдельных комочков земли, при определённой её влажности, и ориентации к освещению. Можно взять в руку и рассмотреть эту отражающую поверхность. Она обычно в трещинках, и она твёрже чем основное тело комка. То-есть на данном этапе, если говорить про заточку, это упрочнение бесполезно для нас.
Боронование поля, можно сравнить с воздействием кожаного круга с ГОИ на металл, после грубого абразива, Замазываются грубые риски, но поверхность всё-равно остаётся мягкой на глубину дефектного слоя.
Ученым, как факт и применение в микромире, наверное нужна.
Ножом пользуются в макромире(в основном))))
Факт наклепа есть и им пользуются (косы например отбивают, получают мартенсит деформации).
Термообработка на мартенсит по сути тоже деформационную составляющую имеет.
Но товарищи, все микронаклепы от РУЧНОЙ заточки инструмента(ножа), это не особенно нужная хрень и не влияет на пользовательские параметры ножа. Скорлупу яйца как не упрочняй, удара камушка не выдержит.))) Гораздо важнее конечная геометрия кромки,а это в основном золотые руки заточника и правильные абразивы.
Отто_ШрикВозможно и есть, я же не читал всю книгу. А может и нет 😳
Но наверное, на данный момент, можно сказать с большой вероятность точно, что в 6 главе - повышение стойкости деревообрабатующего инструмента методом локальной упрочняющей обработки, ничего нет про наклеп для мартенситных сталей, который реализуется методом локального давления твёрдыми телами. 😐
про влияние на микротвёрдость, помимо прочего, есть в ракурсе алмазного выглаживания и эластичного шлифования после электроискровой обработки сталей 7ХНМА, 9ХФ - см. стр. 235-239.
КуКуКу
Микротвердость(как явление), пользователям ножей не нужна.
Ученым, как факт и применение в микромире, наверное нужна.
Ножом пользуются в макромире(в основном))))Факт наклепа есть и им пользуются (косы например отбивают, получают мартенсит деформации).
Термообработка на мартенсит по сути тоже деформационную составляющую имеет.Но товарищи, все микронаклепы от РУЧНОЙ заточки инструмента(ножа), это не особенно нужная хрень и не влияет на пользовательские параметры ножа. Скорлупу яйца как не упрочняй, удара камушка не выдержит.))) Гораздо важнее конечная геометрия кромки,а это в основном золотые руки заточника и правильные абразивы.
Тема вроде бы не о том, нужно это явление кому-то или нет, а о том, есть ли оно)
Оказывается - есть) И широко применяется в промышленности. И в быту - так как явления пластических деформаций, как вредных, так и полезных, хотите вы того или нет, присутствуют неизбежно при любой абразивной обработке в т.ч. ручного режущего инструмента.
И, как и прочие эффекты, сопровождающие абразивную обработку, как например дефектный слой, являются неотъемлемой составляющей того, как долго или наоборот - недолго, работают наши режущие кромки, как именно они деформируются, после снятия какого припуска (скольких переточек фабричной заточки, в частности) инструмент выходит на приемлемые показатели стойкости, после какой заточки держатся хуже и т.д.
С нетерпением жду подробной и научно аргументированной информации о том, как произвести полный цикл абразивной обработки клинка так, чтобы никакие из явлений пластического деформирования вообще не присутствовали и не влияли на пользовательские параметры ножа
😀
Правильные же абразивы для той или иной стали, операции, инструмента, этапа обработки и пр. - это выбор, продиктованный как раз пониманием того, как какие из них работают и для чего разрабатывались, что могут. В частности именно для того, чтобы обеспечивать как раз нужные характеристики затачиваемому/обрабатываемому изделию. Без этого понимания можно выбрать правильные только если строго следовать инструкциям тех, кто понимает. Но это здорово ограничивает, не оставляет места для разумных комбинаций, замен и альтернатив, без набивания шишек об ошибки, которые без понимания ещё и намного труднее исправлять.
oldTorпро влияние на микротвёрдость, помимо прочего, есть в ракурсе алмазного выглаживания и эластичного шлифования после электроискровой обработки сталей 7ХНМА, 9ХФ - см. стр. 235-239.

Мне кажется это тоже не то, я быстро пробежался глазами.
Как я понял после электроискрового упрочнения, на поверхности стали образуется назовём это покрытие/поверхностный слой, сталь легируется, меняется все. Из 7ХНМА, 9ХФ получается что то другое. Состав покрытия/верхнего слоя зависит от типов электродов, которые используются. Какая там структура, размер зерна, величина остаточного аустенита непонятно, вернее мне её тяжело оценить.
Так что алмазные выглашивания работает не по классическому мартенситу, который получается после закалке стали, а по "нетипичной" структуре.
Это как бы обработка покрытия, а не стали самой по себе

Типа какой размер зерна был изначально после электроискровой обработки? Может там крупное зерно этого покрытия получается и дробится до стандартных значений у обычной стали?
А сколько остаточного аустенита? 10% как после обычный закалки или 60%?
Все неоднозначно.
Это типа к тому, что если эффект был бы на обычных сталях от алмазного выглаживания, возможно его и описали, а не приводили примеры про твердосплав и всякую экзотику.
Но опять же, может я и не прав и выводы поспешные. Но в голове у меня такие вопросы возникают.
А может я все не так понял и надо перечитать
Как и большинство трудов, она описывает конкретно то, с чем конкретные авторы имели дело и обобщили в рамках своих интересов и знаний. К тому же внимание к "новым" (на тот момент) методам обработки вполне понятно - это же 1991 год. О методах упрочнения преимущественно доводкой и в основном по сталям, лучше читать в источниках годов 1970-х. Среди них, кроме того, более детальных по частностям, с "протоколами экспериментов" - поболе будет. А в этом труде, полагаю в т.ч. это не особо развёрнуто потому, что к тому моменту это всё уже было давно известно и применялось - интерес представляли более современные разработки и внедрение методов, как и более широкое применение твёрдых сплавов более свежих марок.
Конечно было бы удобно всё в одном труде найти)
Но ни в одной области знаний, не оперируют одним источником)
Это бывает только (и условно) в библиографиях к статьям, которые формируют новые термины и понятия, либо ранее не описанные в отечественной практике - т.е. по которым просто нет так называемых АИ (авторитетных источников, в т.ч. с выдающимся индексом научного цитирования), а словари в библиографии обычно не добавляют, да и диссеры не всегда. Хотя, конечно, некоторые в библиографии суют даже ссылки на сомнительные сайты, но такую библиографию всерьёз воспринимать не будут.
Так что я не стал бы на основании лишь одного и не особо фундаментального труда, делать обобщения и выводы.
Изучать надо комплексно, а как ещё. Чай не "10 способов завязать шнурки" изучаем или что-то типа "как не умея затачивать, всё валить в линзу и прославиться, как идиот"))
Я к сожалению потерял из-за смерти старого хард-диска кучу книг, и пока не наверстал упущенное, но по мере возможности обновляю список литературы на майабразиве и если что - всё в нём у меня есть в пдф. Ещё на что снова наткнусь по теме - укажу. Ну и в имеющемся хватает, но это надо всё перелопатить - я так навскидку не помню, что где конкретно.
oldTorЭто ваш научный хлеб.))
С нетерпением жду подробной и научно аргументированной информации о том, как произвести полный цикл абразивной обработки клинка так, чтобы никакие из явлений пластического деформирования вообще не присутствовали и не влияли на пользовательские параметры ножа
Влияние пластической деформации при РУЧНОЙ заточке , которая присутствует как явление(больше научное) на пользовательские параметры ножа, угасающе малы.
Научной информации что влияет, тоже нет.))))
В технике наклеп, чаще всего технологическая операция, для получения полезных свойств. Если наклеп паразитное сопровождение другой операции(как вы говорите при РУЧНОЙ заточке) от него надо избавляться следующей операцией, обычно отличной от той которая породила этот ненужный наклеп.
Я не зря "РУЧНОЙ" пишу заглавными.
КуКуКуСейчас нет времени копаться в архиве,так что поверьте описанию:
Влияние пластической деформации при РУЧНОЙ заточке , которая присутствует как явление(больше научное) на пользовательские параметры ножа, угасающе малы.
На финишном этапе попалась крупинка абразива с предыдущего;движение было коротким и след имел четкое начало и конец. В микроскоп было хорошо видно смещение металла и явный его наплыв в конце следа.
Это я к тому,что при ручной заточке пластические деформации весьма велики, иначе бы не имело значения точить НА или ОТ зерна.
КуКуКу
Это ваш научный хлеб.))
Влияние пластической деформации при РУЧНОЙ заточке , которая присутствует как явление(больше научное) на пользовательские параметры ножа, угасающе малы.
Научной информации что влияет, тоже нет.))))В технике наклеп, чаще всего технологическая операция, для получения полезных свойств. Если наклеп паразитное сопровождение другой операции(как вы говорите при РУЧНОЙ заточке) от него надо избавляться следующей операцией, обычно отличной от той которая породила этот ненужный наклеп.
Я не зря "РУЧНОЙ" пишу заглавными.
Я постоянно пользуюсь при заточке и доводке методами и техниками, позволяющими благотворно влиять на поверхностный слой и добиваюсь получения повышенной износостойкости, благодаря пластическим деформациям, которые без проблем, при небольшом навыке, определимы методами оптического контроля. И разница чисто практическая между стойкостью кромки, образованной схождением поверхностей с одинаковым классом шероховатости, но полученная разными методами, для меня очевидна именно что практически.
Визуализацию этого наиболее свеже я показывал в темах о притирах, где всё намного тоньше, чем в представленном на предыдущей странице грубом примере, причём ошибки)
Наиболее часто применяю это на бритвах и резчицком инструменте, где это наиболее важно, а также на некоторых своих ножах - особенно кухонных с малыми углами заточки (порядка 22-25 градусов). Про которые как раз те, кто "не верит", также мне заявляют, что быть такого не может, чтобы у меня эти ножи при каждодневной работе, продолжали строгать волос и через 3 недели поюза, как обыденное явление)
И это при том, что они не обработаны доводкой, а только выхаживанием)
В конце-концов, мне по барабану, кто и в какой степени "верит" или "не верит" - это всё не предмет веры, а область фактов.
Мне они в работе прекрасно помогают и я этим доволен.
В конце-концов, от наличия чьей-то веры или нет - факты не меняются, а я от этого не стану затачивать хуже, чем научился.
😛
oldTorВыхаживание-(вылизование)) - это все в области вашего умения. Чем более идеальна геометрия и чистота обработки на кромке тем лучше (долговечнее) по времени эксплуатации.
И это при том, что они не обработаны доводкой, а только выхаживанием)
дядяКраб
Сейчас нет времени копаться в архиве,так что поверьте описанию:
На финишном этапе попалась крупинка абразива с предыдущего;движение было коротким и след имел четкое начало и конец. В микроскоп было хорошо видно смещение металла и явный его наплыв в конце следа.
Это я к тому,что при ручной заточке пластические деформации весьма велики, иначе бы не имело значения точить НА или ОТ зерна.
Твердое режет мягкое, естественно с деформациями, внедрение без деформации не бывает)) . Наклеп только туда, как вредное или полезное свойство зачем лепить.Это микро мир, нам чайникам без надобности.)))
На зерно или от это философский вопрос))). У меня был нож финишированный на войлочном круге с пастой ГОИ, острота держалась очень долго, кромку выравнивал и опять бреет))), хороший был заусенец на кромке , качественный))).
КуКуКу
Влияние пластической деформации при РУЧНОЙ заточке , которая присутствует как явление(больше научное) на пользовательские параметры ножа, угасающе малы.
oldTorЛично я больше склоняюсь к тезису КуКуКу, но вполне принимаю и свидетельство ОлдТора.
разница чисто практическая между стойкостью кромки, образованной схождением поверхностей с одинаковым классом шероховатости, но полученная разными методами, для меня очевидна именно что практически.
Совмещается одно с другим вот как.
При ручной заточке наклёп это побочный эффект от абразивной обработки.
С точки зрения инженера это один из десятков факторов, которые как-то и в какой-то степени влияют на прочность и износостойкость.
Есть то, что влияет "существенно". И то, что "несущественно".
Если случайные/трудноопределяемые/несущественные влияния действуют "в безопасную сторону", то их просто не учитывают.
Ремесленник, работающий "для себя", может и поиграть с такими эффектами и что-то (может, и немало) из них выжать.
Где тут проходит граница между реальным эффектом и кажущимся (я вчера поймал во-о-от такую рыбу!), кто определит?
Тем более, что "рыбаки" разные.
Если вам это без надобности, то и заявлять надо только от своего имени.
inok1 ремесленник на себя не работает. Он продает или изготавливает на заказ изделия ручной работы. Если ремесленник может " поиграться " с нагартовкой, ничего не мешает любителю делать то же самое, для себя, если ему это интересно.
oldTor
... не обработаны доводкой, а только выхаживанием)
Ярослав, правильно ли я понимаю, под выхаживанием Вы подразумевали работу на не слишком тонком камне, со снижением давления, и максимальной зачисткой поверхности достижимой на используемом камне.
Потому как для меня термин "выхаживание" в основном из станочной шлифовки, когда шлифовальным кругом проходят над поверхностью, без припуска, но со смещением относительно поверхности обрабатываемой детали. При ручной обработке постарался бы использовать всё таки термин "доводка", но с указанием используемого абразива.
С Уважением, Владимир.
В первом приближении, коса, молоток и "бабка" в помощь. 😊
При отбивке косы образуется тот самый "наклёп" который и видно, и потрогать можно, да и проверить надфилем как отличается просто металл косы, до нагартовки и после.
С Уважением, Владимир.
inok1
При ручной заточке наклёп это побочный эффект от абразивной обработки.
Не только при ручной, но и при других видах обработки, там где нагартовку удаётся сравнительно легко контролировать, её активно используют(алмазное выглаживание и пр.), там же где положительный эффект трудно контролировать, а так же когда положительный эффект от этого, сравнительно легко переходит в отрицательный, подобных вещей в промышленности стараются избегать.
С Уважением, Владимир.
Выхаживание, как окончательная обработка детали резцом, или фрезой , без поперечной подачи, применяется так же при токарной и фрезерный обработке. То есть повторный и завершающий проход по детали, на той же отметке на лимбе станка, на которой делался предыдущий проход .
Впрочем, это неизбежно в каждом новом деле, когда за него берутся энтузиасты.
Кто сейчас помнит о НОТ - "научной организации труда"?
Помню, в одной книге писали, что учёными эргономистами разработана новая форма черенка лопаты в виде трёхгранной призмы - и вот, производительность землекопа увеличилась на 50% !
55 лет прошло, и где те чудо-лопаты?
sm5711Неприятие не вызывает, это же явление.)))
KVE, наклеп, на косе образуется не от абразивной обработки, но от ударной . Это не вызывает ни у кого возражений. Но возможность пластической деформация на стали, тем более с твердостью боле 60 ед, в результате абразивной обработки, почему то у некоторых вызывает неприятие.
Выхаживание, как окончательная обработка детали резцом, или фрезой , без поперечной подачи, применяется так же при токарной и фрезерный обработке. То есть повторный и завершающий проход по детали, на той же отметке на лимбе станка, на которой делался предыдущий проход .
Резцом завершающий проход делают, чаще не делают и обязаловки в этом нет обычно. В лимб при ручной наводке не попадёшь в предыдущий, обычно на обратной подаче делают. На токарном поверхность страдает(лохматиться), на фрезерном нормально. Обычно около 10-30мкм снимается дополнительно(часто не критично). И материалы там в основном конструкционные.
Каждый чайник сам за себя.)) Я лично точу кромку ножа(хреново кстати), кто-то зерна, кто-то кристаллические решетки, а некоторые и до атомов наверное уже добрались.))) Каждому свое.
Но когда читаю, что при РУЧНОЙ заточке напряжения наводят и наклепывают, то как у нормального чайника начинает свисток свистеть, не обращайте внимание)))
Кто нибудь пробовал Г13Л после закалки, но до эксплуатации, ручной ножовкой перепилить. Только свой опыт. Я бы и сам, но никак по жизни не совместились я, ножовка и Г13Л после закалки.
sm5711
KVE, наклеп, на косе образуется не от абразивной обработки, но от ударной . Это не вызывает ни у кого возражений. Но возможность пластической деформация на стали, тем более с твердостью боле 60 ед, в результате абразивной обработки, почему то у некоторых вызывает неприятие.
Выхаживание, как окончательная обработка детали резцом, или фрезой , без поперечной подачи, применяется так же при токарной и фрезерный обработке. То есть повторный и завершающий проход по детали, на той же отметке на лимбе станка, на которой делался предыдущий проход .
Как обычно читаем и прочитываем, только то что хотим прочитать, а остальное мимо.
Отметил-же "в первом приближении", это для тех кому посмотреть и пощупать хочется, а так же тем кто хочет понять и разобраться, что за явление. Потому как более понятного примера привести сложно.
При токарке стараются не применять, 😊, поверхность в ряде случаев получается хуже, как замену используют несколько проходов с минимальным съёмом, а в ряде случаев деталь может просто погнуть при таком подходе, если деталь тонкая и вылет большой.
Как думаете, если инструмент при ручной заточке нагревается до 100?с и более, какие температуры в зоне резания возникают?
А как воздействует абразив на инструмент?
Там и резание в чистом виде, и пластическая деформация, а так же и ударная нагрузка. Делайте выводы.
С уважением, Владимир.
КуКуКу
Раз здесь спецы по наклёпу подтянулись, может скажет кто.
Кто нибудь пробовал Г13Л после закалки, но до эксплуатации, ручной ножовкой перепилить. Только свой опыт. Я бы и сам, но никак по жизни не совместились я, ножовка и Г13Л после закалки.
Сталь Гадфильда 😊.
Как говорится все хотелки за Ваш счет.
Предоставляете материал, инструмент, оплачиваете потраченное время.
А тест уж как нибудь проведём. 😊
С Уважением, Владимир.
KVE в том и дело, что просят предъявить наклеп, полученный конкретно - абразивной обработкой, а не ударной, галтовкой , или волочением. Против того, что при этих процессах происходит наклеп, оппоненты не возражают.
sm5711
В токарке и фрезеровке выхаживание выполняют из за люфтов механизмов . При нагрузке, из за этих люфтов резец или фреза отжимать от обрабатываемой детали , и что бы выдать чистовой размер обработку завершают повторным проходом на той же отметке, но на пониженной скорости. Никогда не видел, что бы после этого выходила "лохматая " поверхность. Наоборот, более чтстая и в нужных допуска. Но на обратном ходе, и с повышенной скоростью наверно возможно. Если деталь тонкая и длинная применяют люнет. При его отсутствии естественно выполняют проходы с малой подачей.
Вы очень крутой токарь и фрезеровщик, куда уж там какому-то конструктору, который и станки только на картинке видел. 😊
sm5711
KVE в том и дело, что просят предъявить наклеп, полученный конкретно - абразивной обработкой, а не ударной, галтовкой , или волочением. Против того, что при этих процессах происходит наклеп, оппоненты не возражают.
Пост Ярослава в этой теме ?244, как у него это получилось заснять не представляю, но очень наглядно.
forum.guns.ru
И на Ваш вопрос:
sm5711
Ярослав,извините,вопрос через семь лет. На приведенном вами крайнем фото, наклеп,является вредной пластичной деформацией металла - замазыванием рисок от абразива ?
Получили развёрнутый ответ, не буду цитировать.
С Увжением, Владимир.
Встречал и умных конструкторов, и таких, что не могут развертку конуса рассчитать, или не знают,что такое "стопорение гайки ", не говоря про варианты стопорение . Встретил еще одного, предлагающего посмотреть и пощупать пластичную деформацию полученную холодной ковкой, вместо пластичной деформации полученной абразивной обработкой . ))
sm5711
KVE, спасибо, что догадались не цитировать ответ Ярослава . ))
Встречал и умных конструкторов, и таких, что не могут развертку конуса рассчитать, или не знают,что такое "стопорение гайки ", не говоря про варианты стопорение .
Рад за Вас, что Вы такой умный и знающий. И знаете как развёртку конуса рассчитать, и как стопорение гайки выполнить, не говоря о вариантах стопорения.
sm5711
Встретил еще одного, предлагающего посмотреть и пощупать пластичную деформацию полученную холодной ковкой, вместо пластичной деформации полученной абразивной обработкой . ))
Во первых: не пластичную, а пластическую.
Во вторых: на комплимент, хоть и не без юмора, Вы перешли к открытому хамству.
В третьих: если результаты подобны, не имеет значения как они получены. По этому не имеет значения как получен наклёп, ковкой, выглаживанием или другим каким способом. На косе наиболее наглядно, а после абразива необходима приличная оптика, лупы 10х может не хватить, да и на что обратить внимание не у всех хватит опыта.
K_V_EЕслиб все это у меня было одновременно, яб и сам попилил, чай не барин.))))Я про любопытство людское доведенное до исполнения. Значит никто не пилил.
Как говорится все хотелки за Ваш счет.
Предоставляете материал, инструмент, оплачиваете потраченное время.
А тест уж как нибудь проведём.
K_V_EЯ даже не представляю, как в оптику наклеп увидеть. Наклеп это изменения внутренние(подповерхностные +-). Наклепался материал или нет можно на шлифе увидеть или косвенно по изменениям свойств материала. Может Ярослав в свои великолепные микроскопы рассмотрит и оценит, что наклепан металл или это что-то другое, но у нас чайников таких навыков и знаний нет))).
В третьих: если результаты подобны, не имеет значения как они получены. По этому не имеет значения как получен наклёп, ковкой, выглаживанием или другим каким способом. На косе наиболее наглядно, а после абразива необходима приличная оптика, лупы 10х может не хватить, да и на что обратить внимание не у всех хватит опыта.
Вообще смотреть в микроскоп и понимать , что ты там видишь, это большая практика рядом с опытным наставником, одних знаний не достаточно.
КуКуКу
Я даже не представляю, как в оптику наклеп увидеть. Наклеп это изменения внутренние(подповерхностные +-). Наклепался материал или нет можно на шлифе увидеть или косвенно по изменениям свойств материала. Может Ярослав в свои великолепные микроскопы рассмотрит и оценит, что наклепан металл или это что-то другое, но у нас чайников таких навыков и знаний нет))).
О чём и речь.
Дело не в микроскопах.
То что удалось снять Ярославу. Результат больших знаний, огромной работы, большом опыте и большущем везении.
А так же сыграл тот факт, что неудачная заточка, со срывом материала, оказалась очень показательной, видно то что при удачной заточке, увидеть бы не удалось.
КуКуКу
Вообще смотреть в микроскоп и понимать , что ты там видишь, это большая практика рядом с опытным наставником, одних знаний не достаточно.
+ много.
С Уважением, Владимир.
Ну что вы, какое хамство ? Это общение в вашем стиле. ☺
sm5711Я бы уточнил, РУЧНОЙ абразивной обработкой.)))
В этой теме разговор об одном варианте - получения результата - абразивной обработкой
sm5711
KVE результаты подобны, но не всем все равно каким путем они получены. В этой теме разговор об одном варианте - получения результата - абразивной обработкой. Ковка, прокат, волочением, и другие варианты не рассматриваю.
Можете предоставить фото с наклёпом полученным абразивом?
А рассказать о данном явлении?
А поделиться наблюдениями по теме?
sm5711
Ну что вы, какое хамство ? Это общение в вашем стиле. ☺
Возможно моё общение несколько специфично. Может укажете где вам нахамил?
КуКуКу
Я даже не представляю, как в оптику наклеп увидеть. Наклеп это изменения внутренние(подповерхностные +-). Наклепался материал или нет можно на шлифе увидеть или косвенно по изменениям свойств материала. Может Ярослав в свои великолепные микроскопы рассмотрит и оценит, что наклепан металл или это что-то другое, но у нас чайников таких навыков и знаний нет))).
Вообще смотреть в микроскоп и понимать , что ты там видишь, это большая практика рядом с опытным наставником, одних знаний не достаточно.
..
K_V_E
...
А так же сыграл тот факт, что неудачная заточка, со срывом материала, оказалась очень показательной, видно то что при удачной заточке, увидеть бы не удалось.
Это так - не зная, на что смотреть - что-то увидеть или классифицировать, тем более, трудно или почти невозможно. Особенно наблюдая отдельные, а не сравнительные снимки "в отрыве от контекста" и без пояснений, либо когда и снимок и пояснения повествуют о каких-то других аспектах. Т.е. фокус внимания не заострён на именно обсуждаемых здесь явлениях.
Но кое-что можно оценить и достаточно наглядно, именно путём сравнения визуального, в микроскоп, поверхностей обработанных по-разному. А потом сравнивая в работе периодику стойкости и характер получаемых деформаций при одинаковых нагрузках. Я этим занимался и "учился видеть, а не просто смотреть" достаточно много - из самых последних работ, которые я публиковал, в которых можно явно и наглядно наблюдать разность финишной обработки с преимущественным резанием/царапанием и преимущественным пластическим деформированием, и они уже были мною опубликованы, приведу пример:
Финишная обработка высокованадевой порошковой стали cpm s90v одним и тем же абразивом (алмазное зерно из суспензии Gunny Juice 1мкм.), применённым на адекватно подготовленных притирах из разных материалов - в первом случае на чугунном, в виде шаржированного зерна, с ожидаемым превалированием резания/царапания, а во втором - на стеклянном притире в виде полусвязанного зерна, с ожидаемым превалированием пластического деформирования:
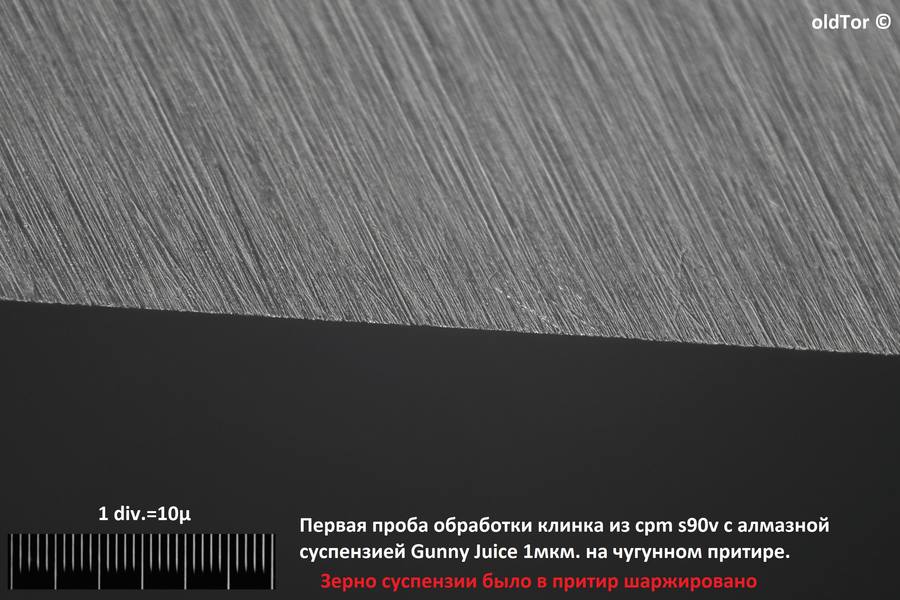
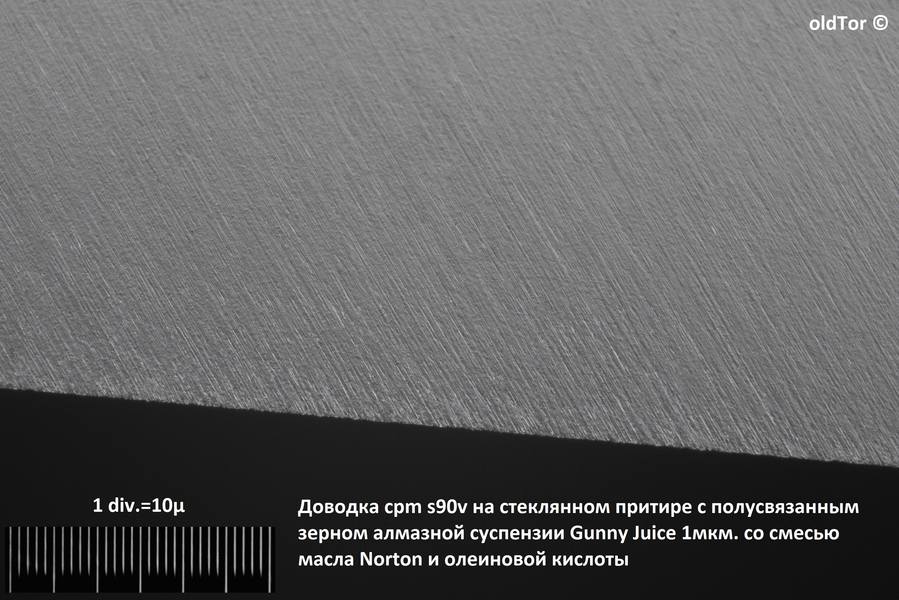
Не знаю как на сторонний взгляд, но я предельно ясно вижу не только повышение класса шероховатости на втором снимке на фасках, но и как раз пресловутую характерную разность обработок с превалированием резания/царапания в первом случае, которое не обеспечивает максимальной стойкости, и с превалированием пластического деформирования во втором, которое её заметно повышает относительно как первого варианта, так и некоторых других вариантов обработки той же стали (например, на свободном зерне, что приводит к избыточному обнажению карбидов) при том же угле заточки и сопоставимой шероховатости.
Фото кликабельны, доступна развёртка в оригинальный размер. Да, при наблюдаемой разности шероховатости фасок, шероховатость РК практически идентична, с еле заметным повышением её однородности на втором снимке. Острота, т.е. тонкость РК при том - идентична: она предельная при данном угле заточки для данной стали, и обусловлена средним размером её карбидов (2-3мкм.) при очень высокой насыщенностью стали ими. Т.е. фактически, они хотя при данном угле слегка и обтачиваются до того, как начнут крошиться и выпадать с кромки, но сделать конкретную сталь в конкретной ТМО при конкретном угле заточки _существенно_ тоньше среднего размера карбидов не получится.
Подробности в обзорах в постах 2021 года, 366-367 в теме по ссылке:
forummessage/224/10
Наверное, без опыта наблюдений и анализа работ и потом наблюдений за деформациями клинка в работе, их характером, такая разность незаметна, но мне это уже не оценить - для меня она так же велика и наглядна, как разница между строганием и шлифованием, например. Даже в том случае, если я не провожу сравнения, а наблюдаю отдельно взятые микрофотоснимки, вырванные из контекста.
По сути - это как раз наглядная разница между "заточкой", или "тонкой заточкой", но всё же заточкой, и "доводкой". Хотя бывают случаи доводки, выполненной с превалированием резания/царапания, но та же спец. литература, к которой я регулярно апеллирую, говорит о том, что окончательные этапы доводки _правильной_ идут в режимах, при которых пластическое деформирование превалирует над резанием.
И наглядный же пример того, как удерживающий абразив материал принципиально влияет на характер обработки, а не сам абразив как таковой.
Такую же разницу можно наблюдать и на инструменте из значительно более "простых" по составу сталях. В частности, одним из аспектов моих проб и сравнений были опасные бритвы из низколегированных инструментальных сталей средней и высокой твёрдости, углеродистых и легированных - при наличии характерных признаков того и другого механизма финишной обработки, стойкость кромки также показывает всегда значительные разницы. Ну а уж про резчицкий инструмент и кухонные ножи вообще молчу - это без счёту)
Правда, на кухонных ножах из хромистых сталей и некоторых порошковых, я пришёл к финишной обработке, в которой всё-таки превалирует резание, но с выбором таких абразивов и на таких связках (или без них, по сути), при обработке которыми, с применением выхаживания, на последнем этапе обработки доля пластического деформирования достаточно существенно возрастает, нежели при обработке другими, не столь подходящими абразивами и в других режимах, чтобы мой выбор абразива и техники работы давал тоже достаточно большой прирост стойкости, причём стойкости именно первоначальной и "крейсерской" остроты, при которой в работе достаточны самые экономичные усилия, а не "остаточной", когда усилие при работе клинком принципиально начинает отличаться от первоначального - я этого не люблю и такие кромки уже считаю тупыми.
------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Не сочтите за неуважение к вам и вашему времени.
Вы сможете на поперечном шлифе кромки(любой кусочек стали) показать этот "наклеп" который получился от РУЧНОЙ заточки. Наклеп приводит к изменению структуры, покажите его(глубину, изменения структуры), если у вас есть такие возможности. С объяснениями конечно, а то мы(чайники) ни хрена не поймем, что вы нам показываете.)))
Я в состоянии представить, так как умею проводить аналогии, что если я сделаю пробоподготовку, протравлю шлифы, если не хватит светового микроскопа с разрешением до 345 нанометров (для профессионального микрофото это мой предел) отнесу на СЭМ за свой счёт, или куплю/арендую твердомер для измерений изменения микротвёрдости, то в результате, от аудитории, потрясающе умеющей игнорировать спектр уже приведённой информации и отсылок к АИ, я в конечном итоге услышу, что: "не так протравлен шлиф", "не так отрезано - изменения структуры обусловлены изменением при пробоподготовке", "СЭМ не той модели", "твердомер не той модели и наверное не откалиброван", "надо было взять другую сталь, а попробуйте ещё с другим составом и насыщеностью карбидами" и тому подобное. А когда аргументов не останется, аудитория скажет "ну... а нам это всё равно не нужно, значит не нужно никому и вообще для порезать закусь и так хватает".
Так как уже с другими аспектами был подобный сценарий в разделе.
Так что на эту идею я отвечу словами Тодда Симпсона, который на предложение проверить чью-то очередную замечательную теорию, сказал, что готов взяться, когда будет время, но при том присовокупил: "я ожидаю, что мне заплатят".
На халяву заниматься этим всем и тратить деньги - меня атмосфера дискуссии не мотивирует. Да даже и за деньги. Для начала, для плодотворного общения, нужно разговаривать на одном языке и одинаково приемлемо дискутирующим сторонам изучить вводные материалы. Иначе получится цирк и восприятие аборигенами достижений научного и технического прогресса, как "фокуса и магии". Впрочем, это уже напоминает такую ситуацию. И ещё вопрос - а вы металлографию "читать" умеете? А данные с СЭМ? Если да, то какие проблемы с простенькими моими снимками. А если нет, то чем вам поможет металлография срезов и результаты СЭМ - мне непонятно.
Так что нахрена оно мне сдалось) Мне достаточно того, что я убедился на практике в том, как это всё работает в достаточной степени, чтобы использовать это на благо лично для себя. Кому интересно попробовать, благо информацию я дал и бесплатно - попробовать сможет. А кому не интересно - пускай проходит мимо.
K_V_EКак по мне,наиболее наглядно наклеп/нагортовка видны после протягивания проволоки через фильеры . Если проволока стала жесткой (нагортованной)то при дальнейшем протягивании через фильеру даже чуть меньшего диаметра ,она будет рваться. Проволку отжигают и протягивают дальше. Так можно прочувствовать наклеп .
По этому не имеет значения как получен наклёп, ковкой, выглаживанием или другим каким способом. На косе наиболее наглядно, а после абразива необходима приличная оптика, лупы 10х может не хватить, да и на что обратить внимание не у всех хватит опыта.
КуКуКу
...
Вы сможете на поперечном шлифе кромки(любой кусочек стали) показать этот "наклеп" который получился от РУЧНОЙ заточки. Наклеп приводит к изменению структуры, покажите его(глубину, изменения структуры), если у вас есть такие возможности. С объяснениями конечно, а то мы(чайники) ни хрена не поймем, что вы нам показываете.)))
Можно здесь посмотреть -
https://scienceofsharp.com/201...-damage-part-1/
Там с большим увеличением, с торцевыми разрезами и размерами.
Sergej_K
Как по мне,наиболее наглядно наклеп/нагортовка видны после протягивания проволоки через фильеры . Если проволока стала жесткой (нагортованной)то при дальнейшем протягивании через фильеру даже чуть меньшего диаметра ,она будет рваться. Проволку отжигают и протягивают дальше. Так можно прочувствовать наклеп .
Согласен, наглядно, но не всем доступно, не посмотреть на видео, а именно пощупать, и сравнить результат, до и после обработки.
Коса, или на крайний случай нож, можно отбить практически любым молотком. Что на мой взгляд доступнее. В конце концов, можно взять обычный гвоздь, любой молоток, расплющить гвоздь, и посмотреть как изменились свойства.
Вообще явление наклёпа/нагартовки проявляется при любой обработке, будь то резание(в том числе и шлифование) или пластическая деформация(так же и шлифование). В зависимости от воздействия может проявляться на разную глубину, от микрон(например при тонкой доводке), и до нескольких мм при холодной штамповке. Нагрев до определённой температуры(для каждого металла и слава разные), убирает явление наклёпа/нагартовки.
С Уважением, Владимир.
vovchikljМожно здесь посмотреть -
https://scienceofsharp.com/201...-damage-part-1/Там с большим увеличением, с торцевыми разрезами и размерами.
Спасибо товарищ, хорошая информация.
oldTorЯ не сомневался что это вы все знаете. Просто спасибо.
Угу)
Я в состоянии представить, так как умею проводить аналогии, что если я сделаю пробоподготовку, протравлю шлифы, если не хватит светового микроскопа с разрешением до 345 нанометров (для профессионального микрофото это мой предел) отнесу на СЭМ за свой счёт, или куплю/арендую твердомер для измерений изменения микротвёрдости, то в результате, от аудитории, потрясающе умеющей игнорировать спектр уже приведённой информации и отсылок к АИ, я в конечном итоге услышу, что: "не так протравлен шлиф", "не так отрезано - изменения структуры обусловлены изменением при пробоподготовке", "СЭМ не той модели", "твердомер не той модели и наверное не откалиброван", "надо было взять другую сталь, а попробуйте ещё с другим составом и насыщеностью карбидами" и тому подобное. А когда аргументов не останется, аудитория скажет "ну.. . а нам это всё равно не нужно, значит не нужно никому и вообще для порезать закусь и так хватает".