Тема старая, но вроде как нужная, в ней посыпались фото(Фото.ру сдох) и я решил их перезалить ну и малость обновить тему, всё же с 2011 много времени прошло. Дополнения выделены жирным шрифтом. Фото в основном старые, у меня этого ножа давным давно нет. 😊 Жирный шрифт остался в Ворде - грёбаная Ганза 😞 Но мир не без добрых людей
Изготовление ножен из кайдекса - один из вариантов.
По привычке пишу кайдекс, хотя, на самом деле в основном уже использую АБС. Кайдекс практически закончился, а заказывать его из штатов смысла нет(во всяком случае черный), АБС значительно дешевле, хотя и продается только где то в Москве листами 2*3м. Нашелся добрый человек, купил мне лист, распилил и отправил. На долго хватит.
В настоящий момент опять вернулся к кайдексу, проще заказывать с найфкитс.
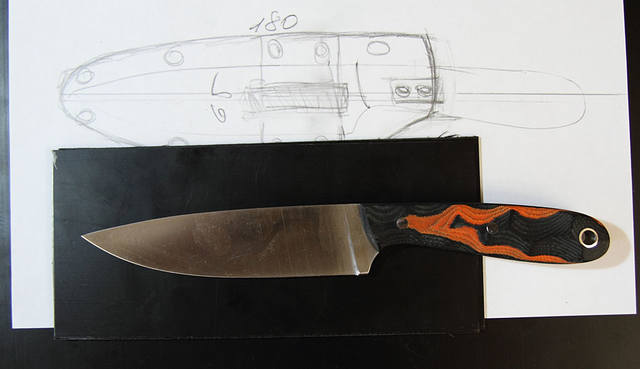
1.Прорисовываем эскиз. Просто тупо обводим и грубо намечаем элементы будущих ножен.

2.Размечаем и режем пластик. Размеры пластины берем из эскиза, примерно 1,5см на сторону. На кайдексе можно было припуск брать меньше, но АБС может и уменьшаться в размерах. Хорошо режется ножницами по металлу. После вырезки прикладываем нож и еще раз прикидываем, вроде не накосячили. В основном режу 100мм*200мм - так получается, да и стандартный лист 600*300 экономно расходуется, хотя это конечно не аксиома, зависит от длины ножа.

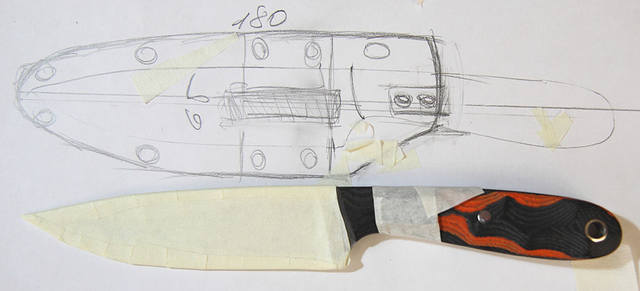
3. Чтобы потом не отскабливать и не оттирать бензином малярный скоч с клинка - обматываю его несколькими(2-3) слоями плёнки.


Обматываем нож малярным скочем. Я мотаю на три слоя, (в последнее время на 2,5 - с одной стороны 2, с другой 3 и не забываю заполнять узкими полосками скоча промежуточные слои) но это из за того, что моя система крепления(клипса) сильно прожимает пластик. Если предполагается тек-лок, то может хватить и 1-1,5 слоя. Так же приматываем всякие закладные элементы. Особо касается всяких рекурвов, чойлов и прочих мест в которые если чего-нибудь не вставить, то потом клинок в ножны не пройдет. Данный нож имеет простую форму и единственный закладной, это полоска пластика на рукоять, потом в это место будут установлены винты, так вот, они не должны касаться рукояти.



Закладной под петельку это просто полоска кайдекса 23*12мм.
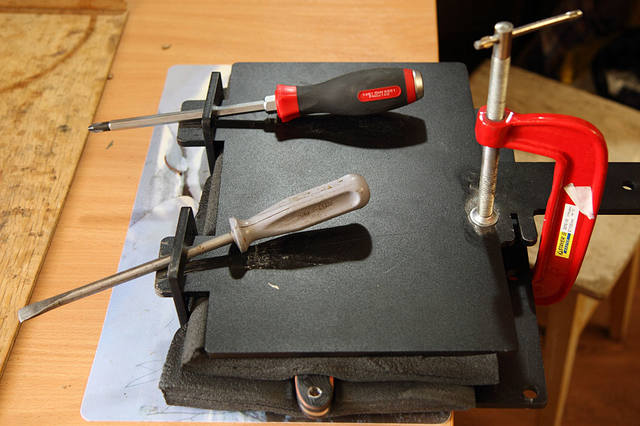
4.Готовим пресс. У меня пресс с кнайфкитс, термопаролон оттуда же. Люди пользуются вплоть до 2 досок, туристических ковриков и собственной тушки в виде утяжелителя. Все должно лежать готовым к немедленной укладке горячего пластика. Чем быстрее эта операция будет проведена, тем лучше. Термопаролона хватает на долго, мною было изготовлено более сотни ножен, да плюс неудачные попытки, итого явно более 150, а то и 200 запеканий - всё ещё первый комплект.

5.Печка. Я специально купил самую дешевую, но большую духовку. Температура запекания около 150-180гр. Так что если кто то говорит про кипячение, то это ерунда, загнуть кипяченый кайдекс можно, но отформовать, ну только если в металлической матрице. Время запекания - по готовности. Кайдекс мне лучше удавался. Там четко видно, как начинает свободный конец под собственным весом прогибаться, значит готово. АБС же сначала начинает скручиваться и только потом прогибаться и этот момент настолько мал(дальше начинает пузыриться - пережег), что не всегда попадаешь. В прошлый раз я слегка переждал. Именно поэтому я и вернулся снова к кайдексу, а АБС оставил в резерве на чёрный день.

6.Вроде начал прогибаться к низу, хватаем(в перчатках) и в темпе тащим в пресс, зажимаем.
7.Пока прессуется можно перекурить(минут 10), а можно изготовить петельку. Из ведра со всякими обрезками выбираем что то подходящие. В данном случае полукольцо будет узким, под него и подбираем.(Как то мне надоело каждый раз выбирать обрезки, благо полукольца у меня практически стандартные - под один размер, взял и нарезал некоторое количество полосок под эту петельку, мелочь, а времени стало теряться меньше) Вырезаем, если нужно ровняем на наждаке. Потом греем пластик строительным феном, придерживаем его металлической линейкой, что бы не сдуло, потом этой же линейкой и формуем, в перчатках естественно. Размечаем отверстия, накалываем, сверлим. Сверлим диаметр 4мм. Обрабатываем полученную конструкцию на нождаке.




8.Пора доставать, что же там у нас на формовалось. А на формовалось не очень. Нужно было еще в печи подержать. Форма то продавилась нормально, а вот пластик почему то не склеился. Ну и Бог с ним. Можно конечно по новой в печь засунуть, но если формы продавились нормально, то можно просто нацепить пару струбцинок. ( С кайдексом я обязательно использую струбцинки, до тех пор пока отверстия не просверлю) Не сильно удобно, но пойдет. Делаем разметку, не торопимся, что сейчас разметим, то и получится.
Раньше я сверлил с учётом с возможной установки тек-лока, сейчас я на это забил и соответственно размеры к установочным размерам тек-лока больше не привязываю.

9.Сверлим. Можно все в ручную проколупать, а можно только наметить и просверлить. Собирать будем на монтажные винты с ножкой диаметром 4мм и высотой 5мм с резиновым кольцом. Без резинки винты от вибрации нождака раскручиваются. Сейчас я собираю на монтажные винты диаметром 5мм - т.е. сразу сверлю до этих 5мм. Резинки так же использую. Ну и естественно в ручную не колупаю 😊

10.Обпиливаем заготовку. Я использую пилку по металлу. Пилится пластик легко, а вот держать заготовку, что бы не елозила достаточно трудно, но можно. Пилим исходя из принципа, чем больше отпилили(меньше оставили под нождак), тем меньше грязи. 
Сейчас пилкой пользуюсь по минимуму. После раскручивания винтов обвожу карандашом на пластике предполагаемый контур(с некотором припуском под наждак) и обрезаю по контуру ножницами по металлу. Потом по обрезанному обвожу вторую половинку ножен и тоже обрезаю ножницами, собираю ножны и вот только теперь отпиливаю пилкой лишнюю длину и там, что не обрезалось.
11.Вытащенный из ножен нож(опиливали мы понятно уже без него) освобождаем от закладного на рукояти. И протираем эту рукоять от остатков клея бензином. Иначе у нас на этот клей приклеятся крошки абразива и мы внедрим их в пластик. Нож в пластиковых ножнах поцарапается рано или поздно(если не только на полочке лежать будет), но хотелось, что бы это случилось попозже. Вставляем нож в ножны и внимательно смотрим, что то еще можно изменить, именно на наждаке выводится окончательная форма.


12.Нождак. Обтачиваем.

13.Берем крупную шкурку(у меня 80 Мирка), напильник и вперед. В принципе форма уже готова, но что то еще можно чуть подправить.

14.И так форма готова. Начинаем работать над элементами подвеса. Я использую Виксовскую клипсу на ремень, ну нравится она мне. Клипса крепится дополнительной полоской пластика. Ширина полоски 50мм(под обработку) длину режу с припуском к ширине ножен. Полоска есть. Наступила пора снять первых 4 монтажных винта и рассверлить отверстие под основной крепеж.
Если на ноже имеется явный упор(т.е. замок из кайдекса будет мощным), то на пластину использую кайдекс толщиной 1,5мм, если же упор хиленький - то 2мм.
Повторяюсь, сейчас я и монтажные использую на диаметр 5мм. Все винтики я использую с Катанео.ру. Раньше пользовался штатовским, дорого и смысла нет, они в штатах еще и дюймовые. Основные винты имеют диаметр головки 10мм, диаметр ножки 5мм.- соответственно отверстия на 5мм. Высота ножки, под пластину-5мм, без пластины 3,5мм. Удобно. Пластик идет толщиной 2мм. Все хорошо сочетается.

15.Нагреваем нашу полоску пластика феном и формуем прямо по ножнам, лежащим на половинке пресса(нож в ножнах), формуем ручками(в перчатках), жмем. Пластик горячий, но терпеть нужно. Нужно, что бы проформовались все изгибы полосы и остались следы от отверстий, тогда с разметкой не будет ни каких проблем.

16.Отформовали, проверили, все вроде получилось. Накалываем и сверлим отверстия в пластине, прикручиваем её винтами. Обрезаем лишнее и зачищаем края шкуркой, теперь можно не только грубой 80ой пройтись, но и чем по тоньше. Снимаем пластину и обрабатываем её на наждаке, углы скругляем, заход под клипсу делаем, ошкуриваем .


17.Ставим обработанную пластину на место, затягиваем. Убираем оставшиеся 4 монтажных винта. Рассверливаем отверстие на 5мм. Полностью разбираем ножны. Нам нужно установить пластиковую петлю с полукольцом. Для этого прямо по петле на соответствующей выформовке ножен намечаем и просверливаем отверстия. В этом месте я использую винты с ножкой диаметром 4мм и длиной 5мм. Если с разметкой чуть не попали, можно и надфилем отверстие подправить. Устанавливаем петельку. Намечаем и сверлим отверстие под слив воды. 

18.Все чистим. На пластике хватает всякой гадости, лучше все почистить. Освобождаем нож от скоча(я использую отвертку) иногда это проходит быстро, иногда сплошная маята. Протираем остатки клея бензином и моем нож с мылом(Фери), сушим. С использованием предварительной обмотки клинка плёнкой все проблемы с освобождением клинка от скоча пропали.
Собираем прочищенные ножны.

19.Проверяем удержание. Иногда можно обойтись без дополнительного винта со стороны обуха, иногда он требуется со временем. В данных ножнах он потребовался сразу. Ставим этот винт. Место под него специально было оставлено.
Сейчас я не всегда ставлю этот дополнительный винт. Можно переделать пластину которой крепится мультиклип. Т.е. мы сверлим новое отверстие, а старое заклеиваем заглушкой. Заглушка вырезается из кайдекса с помощью дырокола.


20.Изготавливаем кожанную петлю подвеса. Карабин на ней я использую с армитекса. Кожа - обычные ремни, ни как не могу купить просто кожу. Вот и сейчас ремень кончился. Сделаю в порядке тренировки, нужно будет, разберу. Да, винты диаметром 5мм с ножкой 7мм.

21.Все готово. Не сказать, что сильно хорошо, но для рабочего ножа пойдет, а для других ножей кайдекс и не делают.

Не люблю пластмассу , но Ваш обзор работ, просто великолепен и зело пользителен! За потраченое на то время и "пленку" сымаю шляпу, очень доходчиво и наглядно! Спасибо большое!!!
Спасибо за тутор!
С большим уважением.
Когда человек делится своими наработками и не жалеет на это время, это о многом говорит.
... не подскажите где такую клипсу можно приобрести?
Огромно Спасибо! за наглядное пособие .
с удовольствием и интересом просмотрел все фотки.
Мультиклипы продают там же где и Викториноксы 😊
Вот первое попавшееся http://svetimrezhem.ru/?mode=product&product_id=365877401
но обычно всё же несколько подешевле
Спасибо
Спасибо большое!
емко и детально. Спасибо!
Дядь Саш, дублирую
так жирноа так зачеркнуто
чтобы узнать как так - нажми на редактирование МОЕГО поста, там видно теги.
Спасибо, всё же вернул жирный шрифт в текст.
Спасибо!Настоящая инструкция!
спасибо! как и все ваши темы - очень обстоятельно, подробно и замечательно иллюстрировано!
спасибо большое Alex
в закладки. Спасибо.
Коллеги, помогите. Решил сделать ножны из кайдекса для кукри. Кукри тяжёлое - купил кайдекс толщиной 2мм. Грею его в духовке при 150 градусах - он растягивается в одном направлении (продольном). После остывания размеры не восстанавливаются. Грею снова - ещё больше растягивается. После трёх переформовок таким образом лист стал на 6см длиннее и на столько же уже. У меня два варианта - либо я делаю что-то не так, либо меня накололи с кайдексом. Кто что может сказать по этому поводу?
gunserg
Коллеги, помогите. Решил сделать ножны из кайдекса для кукри. Кукри тяжёлое - купил кайдекс толщиной 2мм. Грею его в духовке при 150 градусах - он растягивается в одном направлении (продольном). После остывания размеры не восстанавливаются. Грею снова - ещё больше растягивается. После трёх переформовок таким образом лист стал на 6см длиннее и на столько же уже. У меня два варианта - либо я делаю что-то не так, либо меня накололи с кайдексом. Кто что может сказать по этому поводу?
АБС или Кайдекс? разница есть
похоже на АБС, в материале много внутренних напряжений, остаточные явления при плоскощелевой экструзии, в кайдексе таких намного меньше
Я грел АБС при температуре 120-125 градусов и материал тоже показывает все внутренние напряжения, сначала сворачивается потом разворачивается и начинает оплавляться, вот как раз надо не допускать оплавления и необратимых деформаций запихивать быстро в пресс
мне показалось так же что АБС быстрее нагревается и остывает, в следствие чего все надо делать быстро и аккуратно, кайдекс же по моим ощущениям остывает в прессе много дольше.
Еще один момент - при обдире АБС (я его контурю на гриндере) вонь несусветная и он быстро оплавляется, кайдекс же стачивается в мелкую пыль и не воняет так мерзко акрилом
Алексей Спасибо за туториал, прошу прошения что много написал в вашей теме
С уважением
Алексей
полезный тутор , спасибо!!
blackmefistoАБС или Кайдекс? разница есть
похоже на АБС, в материале много внутренних напряжений, остаточные явления при плоскощелевой экструзии, в кайдексе таких намного меньше
Я грел АБС при температуре 120-125 градусов и материал тоже показывает все внутренние напряжения, сначала сворачивается потом разворачивается и начинает оплавляться, вот как раз надо не допускать оплавления и необратимых деформаций запихивать быстро в пресс
мне показалось так же что АБС быстрее нагревается и остывает, в следствие чего все надо делать быстро и аккуратно, кайдекс же по моим ощущениям остывает в прессе много дольше.
Еще один момент - при обдире АБС (я его контурю на гриндере) вонь несусветная и он быстро оплавляется, кайдекс же стачивается в мелкую пыль и не воняет так мерзко акрилом
Алексей Спасибо за туториал, прошу прошения что много написал в вашей темеС уважением
Алексей
Спасибо за подробный ответ.
Покупал как кайдекс. 2мм, цвет олива. При разогреве пованивало, но не критично. Материал пластичный - не ломается, только гнётся. При зачистке шкуркой даёт крупную крошку и лохмотья.
У меня было нечто подобное, но всё же не такое. Кайдекс иногда(при перегреве) сжимается в одном из направлений и становится толще. Именно при перегреве. Попробуйте снизить температуру нагрева. Я выставляю на своей печке 150-180гр, а вот сколько там в реальности - я не знаю. Ну и самое главное - во время вытаскивать, а это "во время" определяется чисто на глазок- начало загибаться под собственным весом, ну и на ощупь, в перчатках естественно.
Иногда получается перед закладкой в пресс растянуть пластину обратно, но чаще всего нет.
Alex.P
У меня было нечто подобное, но всё же не такое. Кайдекс иногда(при перегреве) сжимается в одном из направлений и становится толще. Именно при перегреве. Попробуйте снизить температуру нагрева. Я выставляю на своей печке 150-180гр, а вот сколько там в реальности - я не знаю. Ну и самое главное - во время вытаскивать, а это "во время" определяется чисто на глазок- начало загибаться под собственным весом, ну и на ощупь, в перчатках естественно.Иногда получается перед закладкой в пресс растянуть пластину обратно, но чаще всего нет.
Да, скорее всего, я перегрел. Делал это в первый раз и понадеялся на точность выставленной в духовке температуры.